ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к области техники передачи и усиления лазерного излучения по оптическому волокну, а точнее к способу вытягивания высокоэффективного сдвоенного лазерного волокна и полученному по нему волокну.
УРОВЕНЬТЕХНИКИ
Сущность действия волоконного лазера заключается в преобразовании излучения накачки низкого качества в высококачественное лазерное излучение, непрерывное расширение области применения лазера приводит к предъявлению новых требований к выходной мощности волоконного лазера. В настоящее время для высокомощного волоконного лазера и волоконного усилителя в основном используется легированное волокно с двойной оболочкой, но по сравнению с углом расхождения многомодового пучка накачки от лазера с полупроводниковой накачкой внутренняя оболочка легированного волокна с двойной оболочкой имеет очень малый диаметр, в связи с этим эффективный ввод излучения накачки в внутреннюю оболочку волокна с двойной оболочкой является центральной технологией для получения высокомощного лазерного излучения.
В настоящее время для технологии ввода излучения накачки в волокно, в общем, существует два варианта - ввод с торца волокна и ввод с боковой стороны волокна. Технология ввода излучения накачки в волокно с торца волокна означает, что излучение накачки запускают во внутреннюю оболочку волокна с двойной оболочкой с одного или двух торцов волокна, а технология ввода излучения накачки с боковой стороны волокна подразумевает, что излучение накачки вводят во внутреннюю оболочку с боковой стороны волокна с двойной оболочкой, что позволит освободить занимаемую площадь в торцах волокна, равномерно распределить излучение накачки в волокне, удобно проводить ввод-вывод светового сигнала, сращивание волокон сплавлением, измерение параметров сигнала и прочие операции. В типовую технологию ввода излучения накачки с боковой стороны волокна входят V-образный вырез, вставка отражающего зеркала, шлифовка и полировка торца, ввод с помощью дифракционной решетки, технология GTWave и т.д. В технологии GTWave благодаря уникальной конструкции сдвоенного лазерного волокна, вытянутого из комбинированной заготовки активного и пассивного волокон, излучение накачки вдоль по осевым компонентам запускается в волокно для оптического усиления, даже при малом наружном диаметре волокна или низкой числовой апертуре многомодовое излучение накачки из пассивного волокна все-таки может эффективно вводиться в активное волокно, и при отсутствии повреждения и деформации может осуществляться многоточечный ввод по всей длине волокна путем прерывистого отдира пассивного волокна, что позволяет избежать повышенной тепловой нагрузки, вызванной концентрацией мощностей падающего излучения, и получению стабильного высокомощного лазерного излучения из волокна для оптического усиления.
Фиг. 1 иллюстрирует структурную схему сдвоенного волокна, состоящего из волокна для оптического усиления а1 с кварцевыми компонентами и как минимум одного параллельно прилегающего волокна для оптической накачки а2, контактные части которых физически сплавлены вместе, при этом волокно для оптического усиления а1 и волокно для оптической накачки а2 покрываются внутренней оболочкой с низким показателем преломления а3, а снаружи покрывается защитной оболочкой а4. В связи с тем, что сердцевина а11 волокна для оптического усиления а1 легирована редкоземельными элементами, при прохождении излучения накачки через сердцевину а11 создается инверсия населенностей энергетических уровней ионов редкоземельных элементов, плюс и резонатор, в качестве которого используется внутренняя оболочка волокна для оптического усиления, генерируется и выводится лазерное излучение. Излучение накачки запускается с одного торца волокна для оптической накачки а2, отодранного от основы сдвоенного лазерного волокна, и через комбинированную площадь двух волокон вводится в волокно для оптического усиления а1, что позволяет существенно повысить эффективность ввода излучения накачки в волокно и решить проблему локального перегрева, вызванную точечным контактом по обычной технологии ввода излучения накачки с боковой стороны.
В ныне имеющейся технологии производства подобного рода сдвоенного оптического волокна, в основном, применяется способ вытягивания с малой скоростью: в соответствии с установленным порядком прикрепляют заготовку волокна для оптического усиления и как минимум одну заготовку волокна для оптической накачки к башне вытяжки, одновременно вытягивают с такой скоростью и натяжением, чтобы два смежных волокна контактировали друг с другом и световой луч мог проходить и попасть в смежное оптическое волокно. Несмотря на то, что имеющаяся технология вытягивания одиночного волокна уже отработана, но для одновременного вытягивания нескольких волокон все еще существуют многочисленные проблемы, к примеру, в процессе вытягивания волокна из комбинации нескольких волоконных заготовок каждая заготовка подвергается разным натяжению и температуре и даже на каждое вытянутое волокно подают разное давление для нанесения оболочки, все эти параметры сложно контролируются. Причем по имеющейся технологии вытягивание волокна производится из комбинации нескольких цилиндрических заготовок, в целях обеспечения эффективного слияния вытянутых волокон применяют малую скорость вытягивания и высокое натяжение, вследствие чего заготовки сплавлены вместе, соответственно кварцевые части вытянутых волокон тоже плотно сплавлены вместе, и невозможно по требованию отодрать их друг от друга и осуществить многоточечный ввод излучения накачки по всей длине волокна. Но в практической работе по всей длине сдвоенного лазерного волокна необходимо в многочисленных местах провести отдир волокна для оптической накачки от основы для осуществления многоточечного ввода излучения накачки в волокно для оптического усиления. Так что обеспечение плотного контакта (слияния) волокна для оптической накачки с волокном для оптического усиления, при этом и сохранение возможности отдира волокна для оптической накачки от основы сдвоенного волокна являются ключевыми вопросами в осуществлении широкого применения сдвоенного лазерного волокна.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Чтобы преодолеть вышеупомянутые недостатки в имеющейся технологии, целью настоящего изобретения является предоставление способа вытягивания высокоэффективного сдвоенного лазерного волокна и полученного по нему волокна, по данному способу степень трудности комбинации заготовок существенно снижается, техническая воспроизводимость повышается; конструкция полученного сдвоенного лазерного волокна устойчива, что позволяет отдирать волокно для оптической накачки от основы в заданных участках с целью осуществления многоточечного ввода излучения накачки в сдвоенное лазерное волокно по всей его длине.
Для достижения вышепоставленной цели настоящее изобретение предлагает способ вытягивания высокоэффективного сдвоенного лазерного волокна, включающий в себя операции: S1. В боковой поверхности заготовки волокна для оптического усиления и заготовки волокна для оптической накачки соответственно устанавливают базовую плоскость, обрабатывают базовую плоскость заготовки волокна для оптического усиления так, чтобы на ней формировались выступы и по обеим сторонам каждого выступа стояли точно обработанные плоскости, а базовую плоскость заготовки волокна для оптической накачки обрабатывают таким образом, чтобы на ней образовались углубления, совпадающие с вышеупомянутыми выступами; S2. Вставляют выступы заготовки волокна для оптического усиления в углубления заготовки волокна для оптической накачки, закрепляют один сплавной биконический разветвитель этой комбинации, и образуется новая заготовка сдвоенного лазерного волокна; S3. Из упомянутой комбинированной заготовки сдвоенного лазерного волокна вытягивают сдвоенное лазерное волокно.
В соответствии с вышеуказанным способом упомянутые выступы представляют собой прямоугольные призмы, и центры поперечного сечения выступов и осевая линия заготовки волокна для оптического усиления лежат в одной плоскости.
В соответствии с вышеуказанным способом упомянутые углубления представляют собой прямоугольные желобы, и центры поперечного сечения углублений и осевая линия заготовки волокна для оптической накачки лежат в одной плоскости.
В соответствии с вышеуказанным способом упомянутые заготовка волокна для оптического усиления и заготовка волокна для оптической накачки плотно комбинируются между собой, и отклонения по размерам комбинаций не превышают 0.25 мм.
В соответствии с вышеуказанным способом упомянутая сердцевина заготовки волокна для оптического усиления находится за пределами упомянутых выступов, и расстояние от данной сердцевины до вышеупомянутой базовой плоскости больше, чем расстояние между обработанной и базовой плоскостями.
В соответствии с вышеуказанным способом осевые линии упомянутой сердцевины и волокна для оптической накачки находятся в одной плоскости, и центры поперечного сечения выступов, центры поперечного сечения углублений, центр окружности на поперечном сечении сердцевины находятся на одной и той же линии.
В соответствии с вышеуказанным способом длина упомянутой заготовки волокна для оптического усиления составляет 30-720 мм, длина грани выступа в осевом направлении волокна составляет 10-300 мм, а расстояние между осями двух смежных выступов составляет 12-420 мм.
В соответствии с вышеуказанным способом высота упомянутого выступа, выступающего над обработанной плоскостью, равна глубине углубления, которая находится в пределах 0.5-35.0 мм; ширина выступа равна ширине углубления, которая в пределах 1.0-70.0 мм; ширина обработанных плоскостей, стоящих по обеим сторонам упомянутого выступа, одинакова и ширина базовых плоскостей, стоящих по обеим сторонам упомянутого углубления, тоже одинакова и держится в пределах 1.0-35.0 мм.
В соответствии с вышеуказанным способом в операции S3 заготовку сдвоенного лазерного волокна помещают в устройство для вытягивания оптического волокна с автоматической регулировкой температуры и при температуре 1800-2200°C из нее вытягивают сдвоенное лазерное волокно со скоростью 5-200 м/мин натяжением 20-150 г, регулируемым в зависимости от результатов онлайн проверки степени комбинации волокна для оптического усиления с волокном для оптической накачки.
Настоящее изобретение еще предлагает высокоэффективное сдвоенное лазерное волокно, включающее в себя волокно для оптического усиления с сердцевиной, волокно для оптической накачки, внутреннюю оболочку с низким показателем преломления и защитную оболочку. Сопрягаемые поверхности волокна для оптического усиления и волокна для оптической накачки состоят из плавленокомбинированной и плотноконтактной частей, располагающихся в шахматном прерывистом порядке, притом плотноконтактная часть и осевая линия высокоэффективного сдвоенного лазерного волокна находятся в одной плоскости, а плоскость, в которой лежит плавленокомбинированная часть, расположена параллельно в стороне от плоскости, где лежит плотноконтактная часть.
Положительные эффекты настоящего изобретения заключаются в следующем.
1. Для формирования выступов и углублений соответственно на базовых плоскостях заготовки волокна для оптического усиления и заготовки волокна для оптической накачки не нужно высокоточное оборудование, достаточны станки с числовым программным управлением, внешние поверхности формированных выступов и внутренние поверхности углублений легко обрабатываются, и полученные поверхности имеют хорошую чистоту; обработка также характеризируется высокой производительностью, низкой себестоимостью, малой продолжительностью работы и подходит для крупномасштабного промышленного производства.
2. Обработанная плоскость волокна для оптического усиления по направлению длины прилегает к базовой плоскости волокна для оптической накачки, и в результате образуется прерывистая плотноконтактная часть, при этом сохраняется и отрывная конструкция, позволяющая отдирать волокно для оптической накачки от волокна для оптического усиления после снятия защитных оболочек и осуществлять многоточечный ввод излучения накачки в волокно.
3. Выступы на заготовке волокна для оптического усиления точно совпадают с углублениями в заготовке волокна для оптической накачки, что способствует легкой комбинации разных заготовок и сохранению взаимного расположения заготовок в процессе вытягивания, так как по сравнению с обычной параллельно прилегающей комбинацией заготовок данный способ сможет придать комбинации заготовок хорошую плотность и надежность.
4. В процессе вытягивания сопрягаемые поверхности комбинированных заготовок полностью объединены под действием поверхностного натяжения расплава стекла, что позволяет избежать попадания материала оболочки в сопрягаемые поверхности волокна для оптической накачки и волокна для оптического усиления, что часто происходит по традиционному способу, и возможного технического риска в непрохождении излучения накачки в волокно для оптического усиления.
5. Упомянутое сдвоенное лазерное волокно по настоящему изобретению отличается отличными оптическими свойствами, надежной прочностью, прекрасной способностью ввода излучения накачки, также позволяет осуществить многоточечный ввод излучения накачки в волокно по его осевому направлению и улучшить эффективность ввода излучения больше чем 80% на 5 м.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг. 1. Структурная схема сдвоенного волокна, упомянутого в разделе "УРОВЕНЬ ТЕХНИКИ".
Фиг. 2. Блок-схема, иллюстрирующая способ вытягивания высокоэффективного сдвоенного лазерного волокна согласно настоящему изобретению.
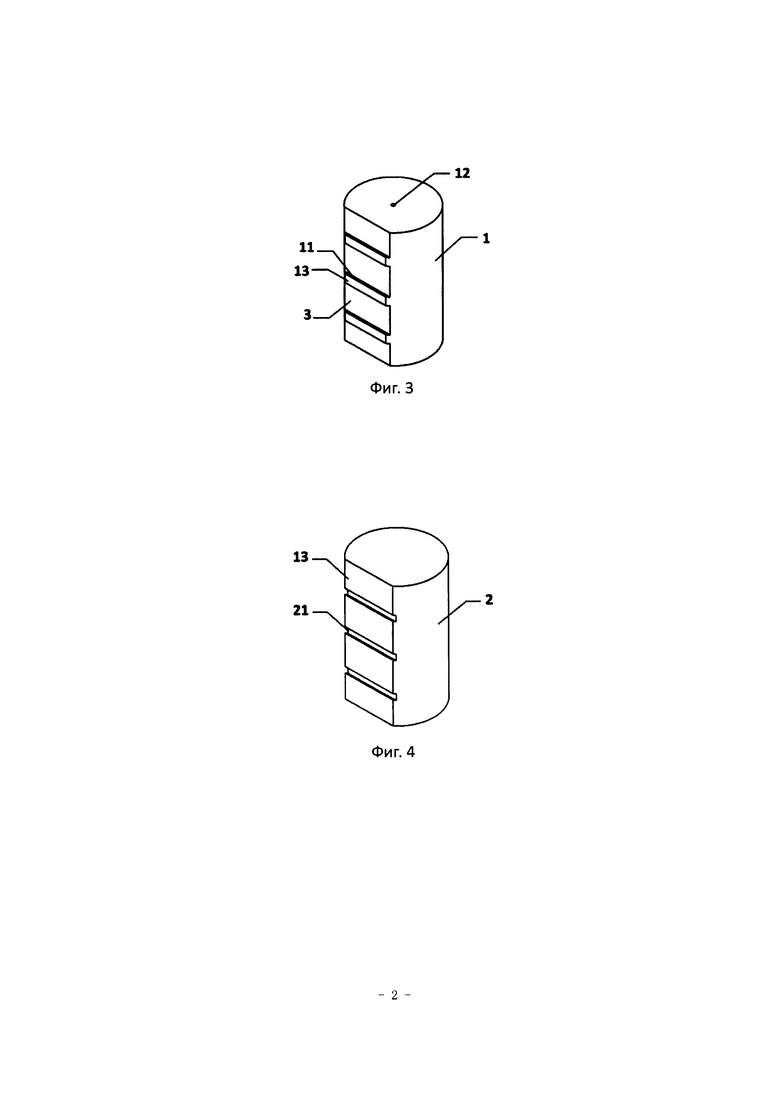
Фиг. 3. Стереоскопическое изображение, иллюстрирующее заготовку волокна для оптического усиления согласно вариантам осуществления настоящего изобретения.
Фиг. 4. Стереоскопическое изображение, иллюстрирующее заготовку волокна для оптической накачки согласно вариантам осуществления настоящего изобретения.
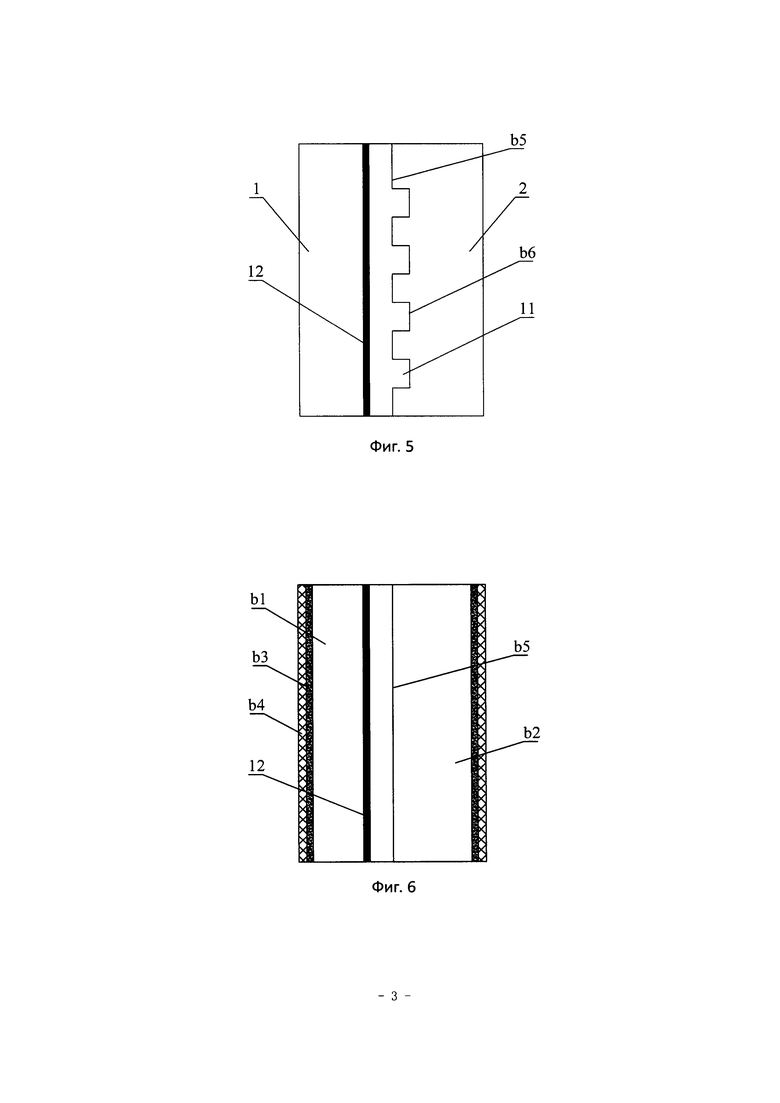
Фиг. 5. Структурная диаграмма, иллюстрирующая заготовку сдвоенного лазерного волокна согласно вариантам осуществления настоящего изобретения.
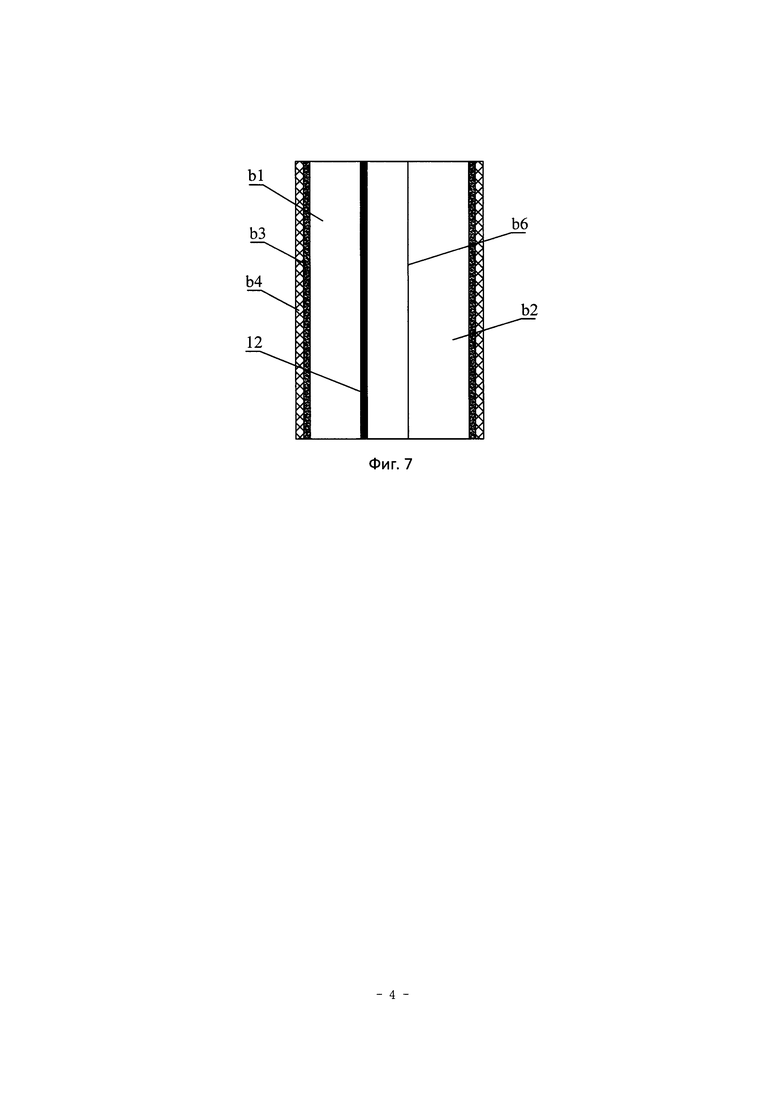
Фиг. 6. Схема, иллюстрирующая форму поперечного сечения плотноконтактной части сдвоенного лазерного волокна согласно вариантам осуществления настоящего изобретения.
Фиг. 7. Схема, иллюстрирующая форму поперечного сечения плавленокомбинированной части сдвоенного лазерного волокна согласно вариантам осуществления настоящего изобретения.
Условные обозначения на фиг. 1 в разделе "УРОВЕНЬ ТЕХНИКИ":
Волокно для оптического усиления а1, Сердцевина а11, Волокно для оптической накачки а2, Внутренняя оболочка с низким показателем преломления а3, Защитная оболочка а4.
Условные обозначения на фиг. 2-7 в разделе "КОНКРЕТНЫЕ ВАРИАНТЫ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ":
Заготовка волокна для оптического усиления 1, Выступ 11, Сердцевина 12, Базовая плоскость 13; Заготовка волокна для оптической накачки 2, Углубление 21; Обработанная плоскость 3; Волокно для оптического усиления b1, Волокно для оптической накачки b2, Внутренняя оболочка с низким показателем преломления b3, Защитная оболочка b4, Плавленокомбинированная часть b5, Плотноконтактная часть b6.
КОНКРЕТНЫЕ ВАРИАНТЫ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Ниже будет подробно описано настоящее изобретение со ссылкой на чертежи.
Как показано на фиг. 2-5, способ вытягивания высокоэффективного сдвоенного лазерного волокна согласно настоящему изобретению включает следующие операции.
S1. В боковой поверхности заготовки волокна для оптического усиления 1 и заготовки волокна для оптической накачки 2 соответственно устанавливают прямоугольную базовую плоскость 13. На базовой плоскости 13 с равными интервалами проделывают несколько одинаковых прямоугольных углублений, чтобы между ними сформировалось несколько выступов 11 и по обеим сторонам каждого выступа 11 стояли обработанные плоскости 3 (то есть внутренние нижние поверхности прямоугольных углублений). Длина упомянутой заготовки волокна для оптического усиления 1 составляет 30-720 мм, длина грани выступа 11 в осевом направлении волокна составляет 10-300 мм, а расстояние между осями двух смежных выступов составляет 12-420 мм. Упомянутые выступы 11 представляют собой прямоугольные призмы, центры поперечного сечения выступов и осевая линия заготовки волокна для оптического усиления 1 лежат в одной плоскости. На базовой плоскости 13 заготовки волокна для оптической накачки 2 с равными интервалами проделывают одинаковые прямоугольные углубления 21, совпадающие с вышеупомянутыми выступами 11, углубления 21 представляют собой прямоугольные желобы, и центры поперечного сечения углублений и осевая линия заготовки волокна для оптической накачки 2 лежат в одной плоскости.
Упомянутая заготовка волокна для оптического усиления 1 имеет сердцевину 12, которая находится за пределами упомянутых выступов 11, и расстояние от сердцевины 12 до вышеупомянутой базовой плоскости 13 больше, чем расстояние между обработанной плоскостью 3 и базовой плоскостью 13. Осевые линии упомянутой сердцевины 12 и заготовки волокна для оптической накачки 2 находятся в одной плоскости, и центры поперечного сечения выступов, центры поперечного сечения углублений, центр окружности на поперечном сечении сердцевины 12 (не указан) находятся на одной и той же линии. Высота упомянутого выступа 11, выступающего над обработанной плоскостью 3, равна глубине углубления 21, которая находится в пределах 0.5-35.0 мм; ширина выступа 11 равна ширине углубления 21, которая в пределах 1.0-70.0 мм; ширина обработанных плоскостей 3, стоящих по обеим сторонам упомянутого выступа 11, одинакова, и ширина базовых плоскостей 13, стоящих по обеим сторонам упомянутого углубления 21, тоже одинакова и держится в пределах 1.0-35.0 мм. Обработка упомянутых заготовки волокна для оптического усиления 1 и заготовки волокна для оптической накачки 2 может производиться как одновременно, так и попеременно.
S2. Комбинируют заготовку волокна для оптического усиления 1 с заготовкой волокна для оптической накачки 2 путем вставки выступов 11 заготовки волокна для оптического усиления 1 в углубления 21 заготовки волокна для оптической накачки 2, закрепляют один сплавной биконический разветвитель этой комбинации, и образуется новая заготовка сдвоенного лазерного волокна. Упомянутые заготовка волокна для оптического усиления 1 и заготовка волокна для оптической накачки 2 плотно комбинируются между собой, и отклонения по размерам комбинаций не превышают 0.25 мм.
S3. Упомянутую заготовку сдвоенного лазерного волокна помещают в устройство для вытягивания оптического волокна с автоматической регулировкой температуры и при температуре 1800-22000 из нее вытягивают необходимое сдвоенное лазерное волокно со скоростью 5-200 м/мин натяжением 20-150 г, регулируемым в зависимости от результатов онлайн проверки степени комбинации волокна для оптического усиления с волокном для оптической накачки. Для вытянутого сдвоенного лазерного волокна базовая плоскость 13 выступов 11 прежней заготовки волокна для оптического усиления 1 и внутренняя нижняя поверхность углублений 21 заготовки волокна для оптической накачки 2 сплавлены вместе, а обработанная плоскость 3 прежней заготовки волокна для оптического усиления 1 и базовая плоскость 13 заготовки волокна для оптической накачки 2 не сплавлены вместе, а просто плотно сближены. Для полученного сдвоенного лазерного волокна коэффициент ввода излучения в волокно на 5 м больше чем 80%, коэффициент эффективного поглощения излучения накачки, введенного с боковой стороны, более 3 дБ/м, мощность больше чем 500 Вт.
Как показано на фиг. 5-7, высокоэффективное сдвоенное лазерное волокно согласно настоящему изобретению включает в себя волокно для оптического усиления b1 с сердцевиной 12, волокно для оптической накачки b2, внутреннюю оболочку с низким показателем преломления b3 и защитную оболочку b4. Сопрягаемые поверхности волокна для оптического усиления b1 и волокна для оптической накачки b2 состоят из плавленокомбинированной части b5 и плотноконтактной части b6, располагающихся в шахматном прерывистом порядке, так как для вытянутого сдвоенного лазерного волокна базовая плоскость 13 прежних выступов 11 и внутренняя нижняя поверхность углублений 21 сплавлены вместе, и образуются несколько плавленокомбинированных частей b5; а обработанная плоскость 3 прежней заготовки волокна для оптического усиления 1 и базовая плоскость 13 заготовки волокна для оптической накачки 2 просто плотно сближены, и образуются плотноконтактные части b6. Плотноконтактные части b6 и осевая линия упомянутого высокоэффективного сдвоенного лазерного волокна находятся в одной плоскости, другими словами, плотноконтактные части b6 представляют собой несколько маленьких плоскостей с равными интервалами, и осевая линия высокоэффективного сдвоенного лазерного волокна проходит через центры этих плоскостей; а все плавленокомбинированные части b5 находятся в одной плоскости, которая расположена параллельно в стороне от плоскости, где лежит плотноконтактная часть b6. Таким образом, внутри высокоэффективного сдвоенного лазерного волокна образуются две разные структуры с периодическими интервалами: с помощью плотноконтактных частей b6 образуется отрывная структура, что позволяет не только удобно провести ввод излучения накачки в волокно, но и легко отодрать волокно для оптической накачки от основы сдвоенного лазерного волокна, а благодаря большой контактной площади и под взаимным действием температуры и натяжения в процессе вытягивания волокна из расплавленной заготовки плавленокомбинированные части b5 надежно сплавлены вместе, что способствует эффективному вводу излучения накачки и не позволяет волокнам оторваться друг от друга. В связи с вышеизложенным высокоэффективное сдвоенное лазерное волокно отвечает требованиям к структуре волокна для обеспечения высокой эффективности введенного излучения накачки и одновременного осуществления многоточечного ввода излучения накачки, также позволяет реализовать данную структуру в заданных местах в соответствии с требованиями по точкам ввода с учетом поглотительной способности волокна для оптического усиления b1.
Ниже настоящее изобретение будет более подробно описано с помощью конкретных вариантов осуществления.
Вариант осуществления 1
Как показано на фиг. 3-7, на базовой плоскости 13 заготовки волокна для оптического усиления 1 с легированной редкоземельным элементом сердцевиной формируют выступы 11 в количестве 25 шт. с высотой (то есть расстояние от обработанной плоскости 3 до базовой плоскости 13) 1.5 мм, чтобы длина грани выступа 11 в осевом направлении волокна составляла 10 мм, а расстояние между осями двух смежных выступов 11 составляло 12 мм. На базовой плоскости 13 заготовки волокна для оптической накачки 2 с кварцевыми компонентами проделывают несколько прямоугольных углублений 21 с глубиной 1.5 мм, совпадающих по расположениям с выступами 11 заготовки волокна для оптического усиления 1.
Комбинируют обработанную заготовку волокна для оптического усиления 1 с оболочкой 17.3 мм и легированной редкоземельным элементом сердцевиной диаметром 1.7 мм с уже готовой заготовкой волокна для оптической накачки 2 с оболочкой 17.3 мм путем вставки выступов 11 заготовки волокна для оптического усиления 1 в углубления 21 заготовки волокна для оптической накачки 2, при этом предельные отклонения по размерам комбинаций составляют 0.15 мм и средние линии упомянутых выступов 11 и углублений 21, оси заготовки волокна для оптического усиления 1 и заготовки волокна для оптической накачки 2 лежат в одной и той же плоскости. Закрепляют один сплавной биконический разветвитель этой комбинации, и образуется новая заготовка сдвоенного лазерного волокна, показанная на фиг. 5.
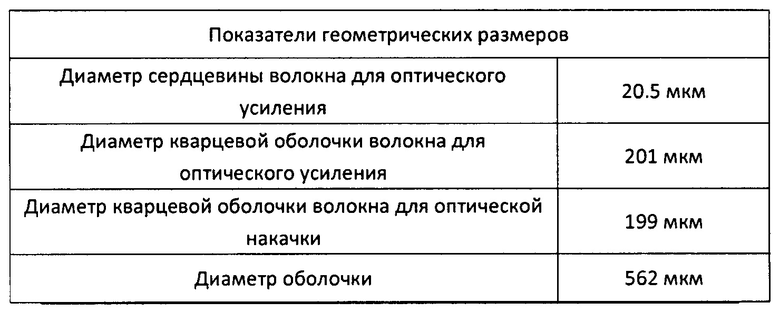
В конце помещают упомянутую заготовку сдвоенного лазерного волокна в башню вытяжки, в соответствии с проектными требованиями при температуре 1950°C и необходимых натяжении и скорости из нее вытягивают сдвоенное лазерное волокно со структурами плавленокомбинированной и плотноконтактной, чтобы диаметр волокна для оптического усиления составил 201 мкм, диаметр волокна для оптической накачки - 199 мкм, диаметр оболочки - 562 мкм. Основные характеристики данного волокна, проверяемые при испытаниях, приведены в Таблице 1.


Вариант осуществления 2
Как показано на фиг. 3-7, на базовой плоскости 13 заготовки волокна для оптического усиления 1 с легированной редкоземельным элементом сердцевиной формируют выступы 11 в кол-ве 4 шт. с высотой (то есть расстояние от обработанной плоскости 3 до базовой плоскости 13) 4 мм, чтобы длина грани выступа 11 в осевом направлении волокна составляла 50 мм, а расстояние между осями двух смежных выступов 11 составляло 120 мм. На базовой плоскости 13 заготовки волокна для оптической накачки 2 с кварцевыми компонентами проделывают несколько прямоугольных углублений 21 с глубиной 4 мм, совпадающих по расположениям с выступами 11 заготовки волокна для оптического усиления 1.
Комбинируют обработанную заготовку волокна для оптического усиления 1 с оболочкой 36 мм и легированной редкоземельным элементом сердцевиной диаметром 3.6 мм с уже готовой заготовкой волокна для оптической накачки 2 с оболочкой 36 мм путем вставки выступов 11 заготовки волокна для оптического усиления 1 в углубления 21 заготовки волокна для оптической накачки 2, при этом предельные отклонения по размерам комбинаций составляют 0.15 мм и средние линии упомянутых выступов 11 и углублений 21, оси заготовки волокна для оптического усиления 1 и заготовки волокна для оптической накачки 2 лежат в одной и той же плоскости. Закрепляют один сплавной биконический разветвитель этой комбинации, и образуется новая заготовка сдвоенного лазерного волокна, показанная на фиг. 5.
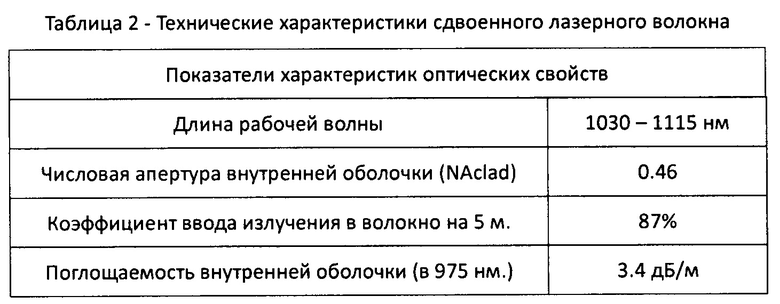
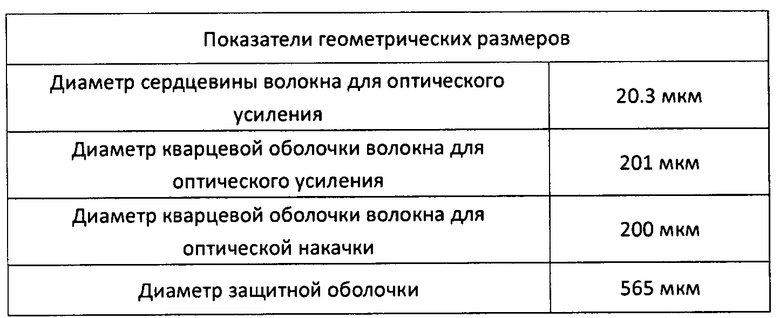
В конце помещают упомянутую заготовку сдвоенного лазерного волокна в башню вытяжки, в соответствии с проектными требованиями при температуре 20000°C и необходимых натяжении и скорости из нее вытягивают сдвоенное лазерное волокно со структурами плавленокомбинированной и плотноконтактной, чтобы диаметр волокна для оптического усиления составил 201 мкм, диаметр волокна для оптической накачки - 200 мкм, диаметр защитной оболочки - 564 мкм. Основные характеристики данного волокна, проверяемые при испытаниях, приведены в Таблице 2.
Вариант осуществления 3
Как показано на фиг. 3-7, на базовой плоскости 13 заготовки волокна для оптического усиления 1 с легированной редкоземельным элементом сердцевиной формируют выступы 11 в количестве 3 шт. с высотой (то есть расстояние от обработанной плоскости 3 до базовой плоскости 13) 35 мм, чтобы длина грани выступа 11 в осевом направлении волокна составляла 300 мм, а расстояние между осями двух смежных выступов 11 составляло 420 мм. На базовой плоскости 13 заготовки волокна для оптической накачки 2 с кварцевыми компонентами проделывают несколько прямоугольных углублений 21 с глубиной 35 мм, совпадающих по расположениям с выступами 11 заготовки волокна для оптического усиления 1.
Комбинируют обработанную заготовку волокна для оптического усиления 1 с оболочкой 180 мм и легированной редкоземельным элементом сердцевиной диаметром 18 мм с уже готовой заготовкой волокна для оптической накачки 2 с оболочкой 180 мм путем вставки выступов 11 заготовки волокна для оптического усиления 1 в углубления 21 заготовки волокна для оптической накачки 2, при этом предельные отклонения по размерам комбинаций составляют 0.25 мм и средние линии упомянутых выступов 11 и углублений 21, оси заготовки волокна для оптического усиления 1 и заготовки волокна для оптической накачки 2 лежат в одной и той же плоскости. Закрепляют один сплавной биконический разветвитель этой комбинации, и образуется новая заготовка сдвоенного лазерного волокна, показанная на фиг. 5.
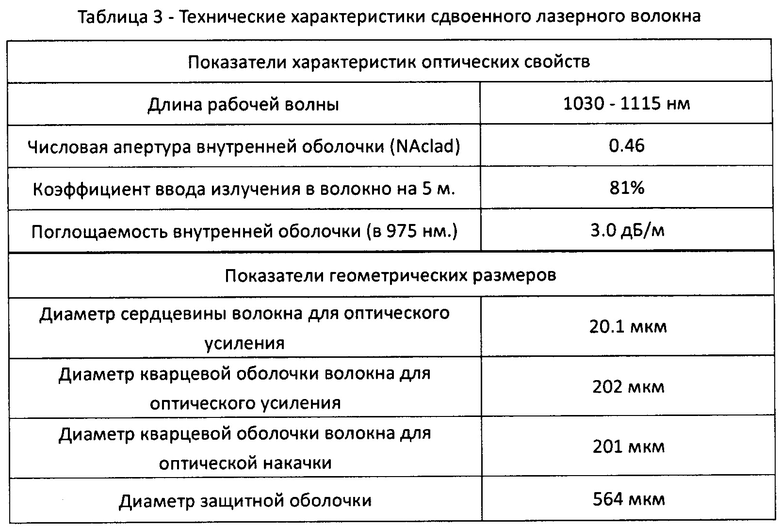
В конце помещают упомянутую заготовку сдвоенного лазерного волокна в башню вытяжки, в соответствии с проектными требованиями при температуре 2100°C и необходимых натяжении и скорости из нее вытягивают сдвоенное лазерное волокно со структурами плавленокомбинированной и плотноконтактной, чтобы диаметр волокна для оптического усиления составил 201 мкм, диаметр волокна для оптической накачки - 201 мкм, диаметр защитной оболочки - 564 мкм. Основные характеристики данного волокна, проверяемые при испытаниях, проведены в Таблице 3.
Однако настоящее изобретение не ограничено вышеупомянутыми вариантами осуществления, и различные усовершенствования и доработки на основе технической идеи настоящего изобретения, сделанные техническими специалистами этой области техники, тоже находятся в рамках объема защиты настоящего изобретения. Содержания, кратко описанные в "Описании изобретения", относятся к технике, хорошо известной техническим специалистам этой области техники.

Изобретение относится к области техники передачи и усиления лазерного излучения по оптическому волокну, а точнее к способу вытягивания высокоэффективного сдвоенного лазерного волокна и полученному по нему волокну. Заявленный способ включает следующие операции: в боковой поверхности заготовки волокна для оптического усиления и заготовки волокна для оптической накачки соответственно устанавливают базовую плоскость, обрабатывают базовую плоскость заготовки волокна для оптического усиления так, чтобы на ней формировались выступы и по обеим сторонам каждого выступа стояли точно обработанные плоскости; а базовую плоскость заготовки волокна для оптической накачки обрабатывают таким образом, чтобы на ней образовались углубления, совпадающие с вышеупомянутыми выступами. Далее вставляют выступы заготовки волокна для оптического усиления в углубления заготовки волокна для оптической накачки, закрепляют один сплавной биконический разветвитель этой комбинации, в результате образуется новая заготовка сдвоенного лазерного волокна. Из упомянутой комбинированной заготовки сдвоенного лазерного волокна вытягивают сдвоенное лазерное волокно. Технический результат - возможность многоточечного ввода излучения накачки по всей длине сдвоенного лазерного волокна. 2 н. и 8 з.п. ф-лы, 3 табл., 7 ил.
1. Способ вытягивания высокоэффективного сдвоенного лазерного волокна, отличающийся тем, что включает следующие операции:
S1) в боковой поверхности заготовки волокна для оптического усиления и заготовки волокна для оптической накачки соответственно устанавливают базовую плоскость, обрабатывают базовую плоскость заготовки волокна для оптического усиления так, чтобы на ней формировались выступы и по обеим сторонам каждого выступа стояли точно обработанные плоскости, а базовую плоскость заготовки волокна для оптической накачки обрабатывают таким образом, чтобы на ней образовались углубления, совпадающие с вышеупомянутыми выступами;
S2) вставляют выступы заготовки волокна для оптического усиления в углубления заготовки волокна для оптической накачки, закрепляют один сплавной биконический разветвитель этой комбинации и образуют новую заготовку сдвоенного лазерного волокна;
S3) из упомянутой комбинированной заготовки сдвоенного лазерного волокна вытягивают сдвоенное лазерное волокно.
2. Способ вытягивания высокоэффективного сдвоенного лазерного волокна по п. 1, отличающийся тем, что упомянутые выступы представляют собой прямоугольные призмы и центры поперечного сечения выступов и осевая линия заготовки волокна для оптического усиления лежат в одной плоскости.
3. Способ вытягивания высокоэффективного сдвоенного лазерного волокна по п. 1, отличающийся тем, что упомянутые углубления представляют собой прямоугольные желобы и центры поперечного сечения углублений и осевая линия заготовки волокна для оптической накачки лежат в одной плоскости.
4. Способ вытягивания высокоэффективного сдвоенного лазерного волокна по п. 1, отличающийся тем, что упомянутые заготовка волокна для оптического усиления и заготовка волокна для оптической накачки плотно комбинируются между собой и отклонения по размерам комбинаций не превышают 0.25 мм.
5. Способ вытягивания высокоэффективного сдвоенного лазерного волокна по п. 1, отличающийся тем, что сердцевина заготовки волокна для оптического усиления находится за пределами упомянутых выступов и расстояние от данной сердцевины до вышеупомянутой базовой плоскости больше, чем расстояние между обработанной и базовой плоскостями.
6. Способ вытягивания высокоэффективного сдвоенного лазерного волокна по п. 5, отличающийся тем, что осевые линии упомянутой сердцевины и волокна для оптической накачки находятся в одной плоскости и центры поперечного сечения выступов, центры поперечного сечения углублений, центр окружности на поперечном сечении сердцевины находятся на одной и той же линии.
7. Способ вытягивания высокоэффективного сдвоенного лазерного волокна по п. 1, отличающийся тем, что длина упомянутой заготовки волокна для оптического усиления составляет 30-720 мм, длина грани выступа в осевом направлении волокна составляет 10-300 мм, а расстояние между осями двух смежных выступов составляет 12-420 мм.
8. Способ вытягивания высокоэффективного сдвоенного лазерного волокна по п. 1, отличающийся тем, что высота упомянутого выступа, выступающего над обработанной плоскостью, равна глубине углубления, которая находится в пределах 0.5-35.0 мм; ширина выступа равна ширине углубления, которая в пределах 1.0-70.0 мм; ширина обработанных плоскостей, стоящих по обеим сторонам упомянутого выступа, одинакова и ширина базовых плоскостей, стоящих по обеим сторонам упомянутого углубления, тоже одинакова и держится в пределах 1.0-35.0 мм.
9. Способ вытягивания высокоэффективного сдвоенного лазерного волокна по п. 1, отличающийся тем, что в операции S3 заготовку сдвоенного лазерного волокна помещают в устройство для вытягивания оптического волокна с автоматической регулировкой температуры и при температуре 1800-2200°С из нее вытягивают сдвоенное лазерное волокно со скоростью 5-200 м/мин натяжением 20-150 г, регулируемым в зависимости от результатов онлайн проверки степени комбинации волокна для оптического усиления с волокном для оптической накачки.
10. Высокоэффективное сдвоенное лазерное волокно, основанное на способе по п. 1, включающее в себя волокно для оптического усиления с сердцевиной, волокно для оптической накачки, внутреннюю оболочку с низким показателем преломления и защитную оболочку, отличающееся тем, что сопрягаемые поверхности волокна для оптического усиления и волокна для оптической накачки состоят из плавленокомбинированной и плотноконтактной частей, располагающихся в шахматном прерывистом порядке, притом плотноконтактная часть и осевая линия высокоэффективного сдвоенного лазерного волокна находятся в одной плоскости, а плоскость, в которой лежит плавленокомбинированная часть, расположена параллельно в стороне от плоскости, где лежит плотноконтактная часть.
| WO 2005082225 A1, 09.09.2005 | |||
| CN 102436036 A, 02.05.2012 | |||
| US 5999673 A1, 07.12.1999 | |||
| Питательная среда для разведенияжуКОВ | 1979 |
|
SU801827A1 |

