Область техники
Изобретение из области лазерной техники и относится к лазерным системам с выносным портативным лазерным устройством, которое можно использовать для операций обработки материалов, а более конкретно к ручному портативному лазерному устройству с функцией очистки, микрошлифовки и пассивации поверхности объекта.
Уровень техники
В процессе изготовления и эксплуатации изделий в промышленности возникают технологические задачи по предварительной обработке поверхности объектов как новых, так и после их эксплуатации. На тех и других могут присутствовать наслоения инородных материалов в виде загрязнений. На поверхности стальных заготовок после проката или на готовых изделиях могут присутствовать следы окалины, окислов железа, ржавчины, масла и др. нежелательные продукты. Их необходимо удалить. Для этого применяют механические средства, абразивы, пескоструйные очистители и лазерные.
Лазерное оборудование для обработки материалов твердотельными и газовыми лазерами с высокой мощностью (например, более 1 кВт) традиционно используется в промышленности для резки, сварки, наплавки. Но для предпринимателей эта техника дорогая и не востребована по этой причине, в том числе из-за больших размеров и массы. Обработку производят автоматизированные и роботизированные установки. Для многих небольших механических цехов, автомастерских или других конечных пользователей важно иметь компактную переносимую лазерную систему с возможностью ручного наведения луча в процессе работы, особенно в тех случаях, когда необходимо обеспечить доступ к стационарным объектам, машинам, станкам, оборудованию и обработать их с разных сторон.
Для этих целей лучше всего подходят волоконные лазеры ввиду ряда их преимуществ по сравнению с другими типами лазеров и с другими методами очистки, такими как абразивный, пескоструйная обработка, химическая очистка и термическая очистка с отжигом в газовой среде. Особенностью волоконных лазеров является способ накачки активного волокна, которая осуществляется лазерными диодами. Средняя мощность лазерных диодов значительно выросла, а их средняя цена за ватт снизилась в поэтому в технике появились подходящие системы по цене и назначению.
Эти факторы делают более возможным внедрение волоконных лазеров киловаттной мощности в небольшие системы обработки материалов, такие как портативные лазерные устройства с ручным наведением лазерного луча на объект. Такие системы были бы желательны не только для небольших промышленных предприятий, но и в тех случаях, когда использование более крупных систем непрактично или невозможно.
В публикации WO2022266530 предложена портативная ручная лазерная система для обработки объекта с функцией очистки и пассивации поверхности модулированным излучением непрерывного волоконного лазера. Особенностью этой системы является термическая очистка поверхности. При этом из-за перегрева поверхности возникают не только глубокий пассивированный слой, но и зоны термического влияния, окраса, возможно изменение морфологии приповерхностного слоя. А для удаления краски с метала приходится попросту её выжигать через плавление и кипение. И это обусловлено режимом непрерывной работы лазера, при котором даже с модуляцией невозможно увеличить энергию в импульсе, а ведь именно этот параметр является самым важным, но для такого типа лазера энергия в импульсе недостаточна, чтобы вызвать лазерную абляцию материала загрязнения. Важно увеличить энергию импульса и перейти к лазерной абляции материала.
В патенте RU2791258 C1 предложена волоконная система и очиститель загрязнений поверхности при увеличенной мощности непрерывного лазера, в том числе и модуляцией излучения. Рост выходной мощности достигнут объединением на выходе нескольких волоконных лазеров путем сплавления их выходных волокон с единым кварцевым блоком. Но при этом растет суммарная мощность, а не энергия в импульсе и производительность хоть и возрастает, но эффективность удаления сложных органических и неорганических наслоений оставляет желать лучшего.
Известен волоконный лазер с пассивной модуляцией добротности (Q-switch laser, англ) в режиме автогенерации – RU2548940 C1 со средней мощностью несколько сот ватт. Именно этот принцип генерации после усовершенствования и доработки может позволить увеличить энергию в импульсе и общую энергию на выходе более, чем 1 кВт, и тем самым перейти от термической обработки лазерным излучением к процессу лазерной абляции, лазерной микрошлифовке с высокой производительностью и эффективностью, что и предлагается в настоящем изобретении.
Раскрытие изобретения
В изобретении предлагается новый способ лазерной обработки поверхности объекта с помощью двух и более лучей лазера – многолучевой способ, а также предлагаются соответствующая портативная система – многолучевая с ручным наведением излучения на объект. Применяется этот способ и система для обработки поверхности объекта методом лазерной абляции.
В первую очередь поверхность очищается от всего того, что считается инородным наслоением (загрязнением). Процесс очистки происходит под действием лазерного излучения с энергией до 100 мДж в импульсе, генерируемым импульсным волоконным лазером с пассивной модуляцией добротности в режиме автогенерации с частотой в диапазоне 2- 400 кГц, как в однолучевом, так и во многолучевом исполнении для кратного повышения производительности процесса. Удаляются инородные наслоения: окалина с металлов, слои коррозии, неорганические и органические загрязнения (слои масла, лака, краски – покрытий на их основе).
Во вторую очередь присутствуют сопутствующие процессы - микрошлифовка и пассивация металлов, без образования зон термического нагрева, без термических процессов отжига и закалки (когда изменяется зернистость и микроструктура приповерхностного слоя). Другие неметаллические объекты также могут быть очищены от поверхностных загрязнений, если они стойкие к используемому лазерному излучению. К ним можно отнести поверхности архитектурных объектов из камня и других материалов.
Удаление наслоений происходит с сохранением формы поверхности объекта. При толстых наслоениях их абляция происходит послойно и процесс аналогичен микрошлифовке, далее следует микрошлифовка уже очищенного объекта на глубину от 0,05 до 10 мкм и более в зависимости от энергии луча. Зачастую оба эти процесса происходят с высоким качеством. Без оплавления и локального перегрева, обрабатываются и очищаются от коррозии резбы на стальных болтах, винтах и гайках, а также другие узлы деталей в сборе в тех местах, где другие способы очистки бесполезны. Микрошлифовка на воздухе может сопровождаться пассивацией поверхности, что весьма полезно для улучшения износостойкости металлических объектов или для подготовки других технологических процессов, в том числе покраски. Пассивация несущественна на поверхности архитектурных объектов при удалении с них следов краски. Бронза, медь, гранит и мрамор эффективно очищаются таким способом без заметного повреждения поверхности.
Достигается технический результат: повышение производительности при удалении инородных наслоений; улучшение качества обработанной поверхности, в том числе рельефной; одновременные процессы очистки и микрошлифовки; очистка металлов в отсутствие зон термического нагрева; более высокая надежность системы.
В основном аспекте многолучевого способа предлагается способ обработки поверхности объекта лазерным излучением, отличающийся тем, что излучением с энергией до 100 мДж в импульсе, генерируемым импульсным волоконным лазером с пассивной модуляцией добротности в режиме автогенерации, за счёт лазерной абляции удаляют инородное наслоение с поверхности объекта, причём процесс удаления осуществляется одновременно двумя и более лазерами, выходные волокна которых сплавлены с общим оптическим блоком расширителя луча, с промежутком между спаями на одной линии, причём блок изготовлен из того же материала что и сердцевина выходного волокна, и расширенный таким образом на выходе блока луч от каждого лазера далее фокусируют посредством оптической фокусирующей системы на поверхность объекта, формируя на ней увеличенное изображение, повторяющее расположение в линию спаев выходных волокон с блоком, а с применением циклической угловой развертки совокупности лучей, после прохождения фокусирующей системы, формируют от каждого луча отдельный сплошной линейный трек на поверхности объекта, и далее, за счёт перемещения совокупности лазерных лучей в сторону от линии развертки, осуществляют обработку участка площади на поверхности объекта по меньшей мере за одно перемещение.
Следующий аспект многолучевого способа указывает на то, что на глубоких рельефных объектах, в том числе, подобных резьбе болтов и гаек, за счёт лазерной абляции удаляют инородные наслоения, неорганических - окалины и коррозии и органических загрязнений - масла, лака, краски и покрытий на их основе, с сохранением рельефа и с микрошлифовкой поверхности, при этом поверхность металлического объекта подвергается как микрошлифовке, так и пассивации, степень которых определяется энергией и частотой следования импульсов, а также временем облучения участка поверхности.
В основном аспекте многолучевой лазерной системы предлагается многолучевая лазерная система для обработки поверхности объекта, предназначенная для удаления инородного наслоения за счёт его лазерной абляции импульсным многолучевым лазерным излучением с энергией до 100 мДж в импульсе каждого луча, содержащая:
– корпус с двумя и более модулями импульсного волоконного лазера с пассивной модуляцией добротности, с накачкой лазерными диодами;
– гибкий кабель на выходе из корпуса, содержащий совокупность отдельных выходных волокон;
– блок оптического расширителя лучей – общий для всех выходных волокон, причём блок сплавлен с каждым волокном с промежутком между спаями на одной линии и изготовлен из того же материала что и сердцевина выходного волокна;
– портативное устройство, на корпусе которого имеется ручной ухват для его удержания и перемещения в пространстве рукой оператора;
– вход портативного устройства с блок оптического расширителя луча и выход в виде окна для вывода лазерного луча;
– фокусирующую оптическую систему, установленную в портативном устройстве, которая имеет по меньшей мере один оптический элемент, пройдя которую, каждый расширенный луч с выхода блока расширителя фокусируется на поверхности объекта после отклонения луча на оптическом отклоняющем устройстве;
– оптическое отклоняющее устройство на выходе портативного устройства, с механизмом электропривода для циклического углового отклонения совокупности лучей;
– контроллер, посредством которого управляют энергетическими параметрами каждого лазера и механизмом электропривода оптического отклоняющего устройства.
Следующий аспект многолучевой лазерной системы в том, что в системе дополнительно содержится полупроводниковый лазер, излучение которого в видимой области спектра используют в качестве луча-целеуказателя, и вводится этот луч либо через глухое зеркало резонатора любого лазера с модуляцией добротности, либо доставляется по отдельному волокну по кабелю к блоку расширителя луча, который сплавлен с этим волокном.
Следующий аспект многолучевой лазерной системы указывает на то, что каждый импульсный волоконный лазер имеет резонатор с двумя типами активных волокон, с ионами редкоземельных элементов в сердцевине, одно из которых способно к насыщению на длине волны генерации другого, причем мощность излучения на выходе характеризуется следующими параметрами: энергия в импульсе от 1 до 100 мДж, с пиковой мощностью от 10 до 1000 кВт, длительность от 50 до 500 нс на частоте автогенерации 2 - 400 кГц и со средней мощностью до 10 кВт.
Эти и другие аспекты, варианты и преимущества этих основных аспектов изобретения подробно обсуждаются ниже. Более того, следует понимать, что как вышеизложенная информация, так и последующее подробное описание являются просто иллюстративными примерами различных аспектов и вариантов осуществления и предназначены для обеспечения обзора или основы для понимания природы и характера заявленных аспектов и вариантов осуществления.
Варианты реализации, раскрытые в настоящем документе, могут быть объединены с другими вариантами реализации и ссылками на «вариант реализации», «пример», «некоторые варианты реализации», «некоторые примеры», «альтернативный вариант реализации», «различные варианты реализации», «один вариант осуществления», « по меньшей мере один вариант осуществления», «этот и другие варианты осуществления», «некоторые варианты осуществления» и т.п. не обязательно являются взаимоисключающими и предназначены для указания того, что конкретный признак, структура или характеристика могут быть осуществлены.
Описанное может быть включено по меньшей мере в один вариант осуществления.
Краткое описание чертежей
Различные аспекты по меньшей мере одного варианта осуществления обсуждаются ниже со ссылкой на прилагаемые фигуры, которые не предназначены для изображения в масштабе. Фигуры включены для иллюстрации и дальнейшего понимания различных аспектов и вариантов реализации, они включены в данное описание и составляют его часть, но не предназначены для определения ограничений какого–либо конкретного варианта реализации. Чертежи вместе с остальной частью описания служат для пояснения принципов и работы описанных и заявленных аспектов и вариантов реализации.
На фигурах каждый идентичный или почти идентичный компонент, показанный на различных фигурах, обозначен одинаковой цифрой. Для ясности не каждый компонент может быть обозначен на каждой фигуре.
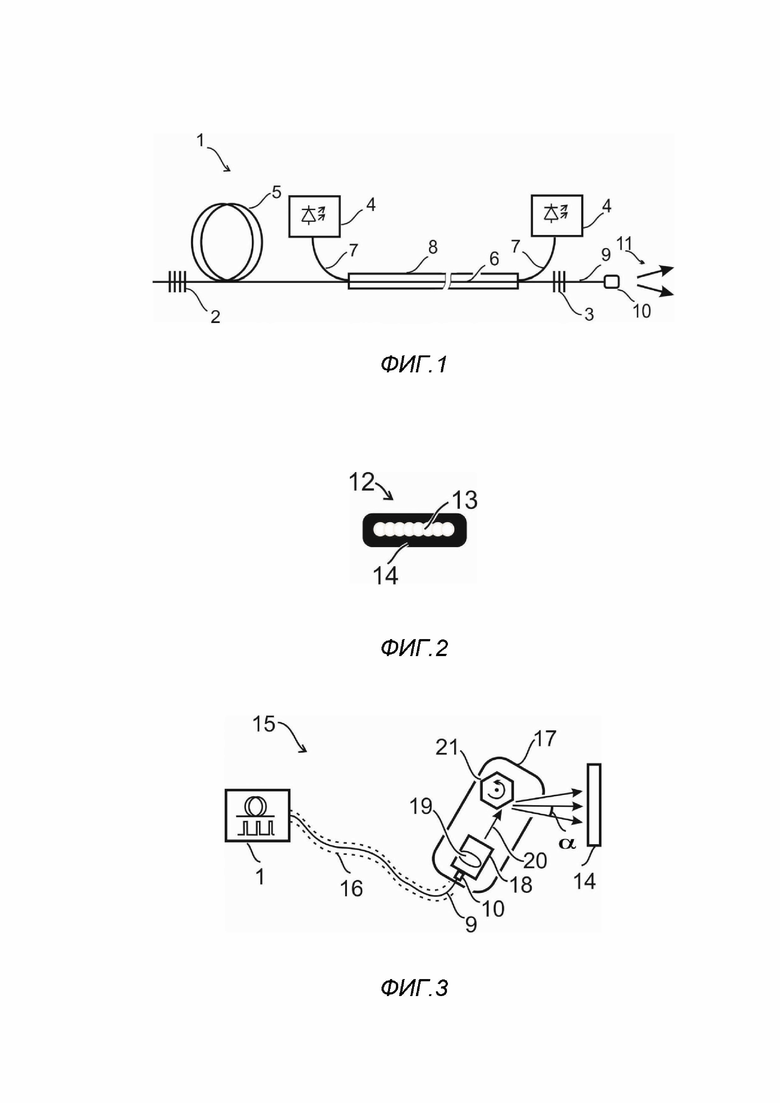
Фиг. 1. Оптическая схема волоконного лазера с пассивной модуляцией добротности.
Фиг. 2. Фрагмент поверхности объекта с частью сплошного линейного трека после обработки.
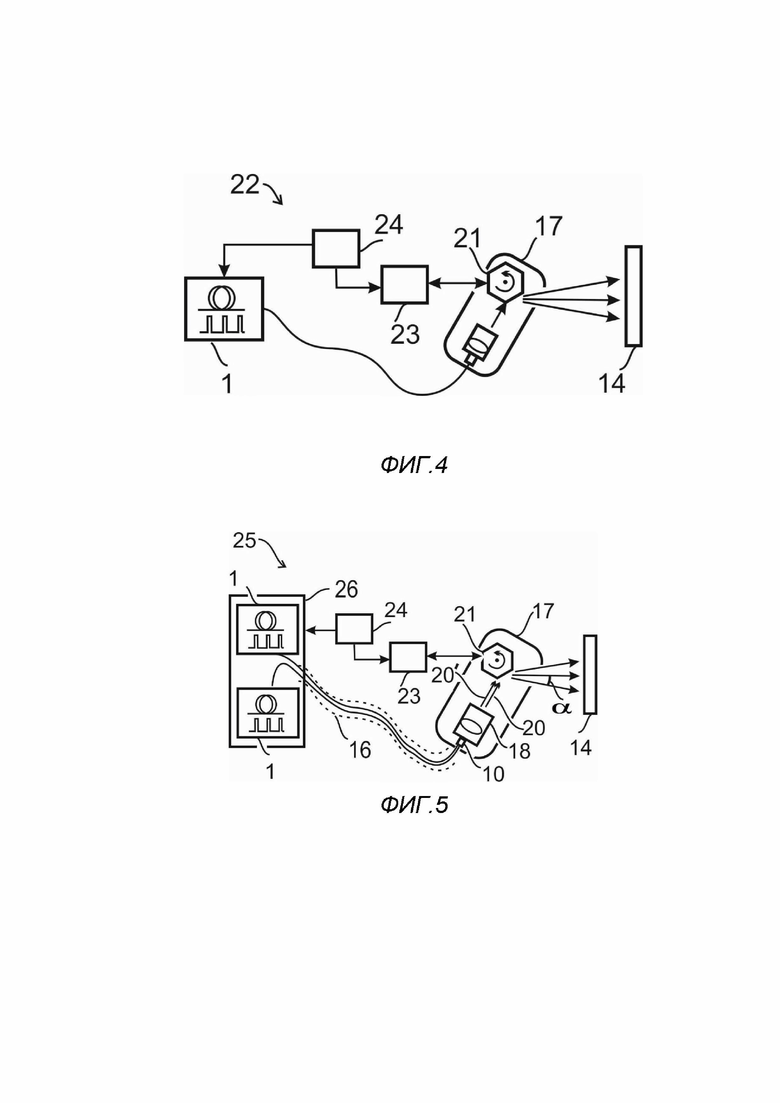
Фиг. 3. Схема управления многолучевой лазерной системы.
Фиг. 4. Фотография места сплавления выходных волокон пяти лазеров с блоком расширителя луча.
Фиг. 5. Фрагмент поверхности объекта с примером пяти сплошных линейных треков на поверхности объекта после обработки.
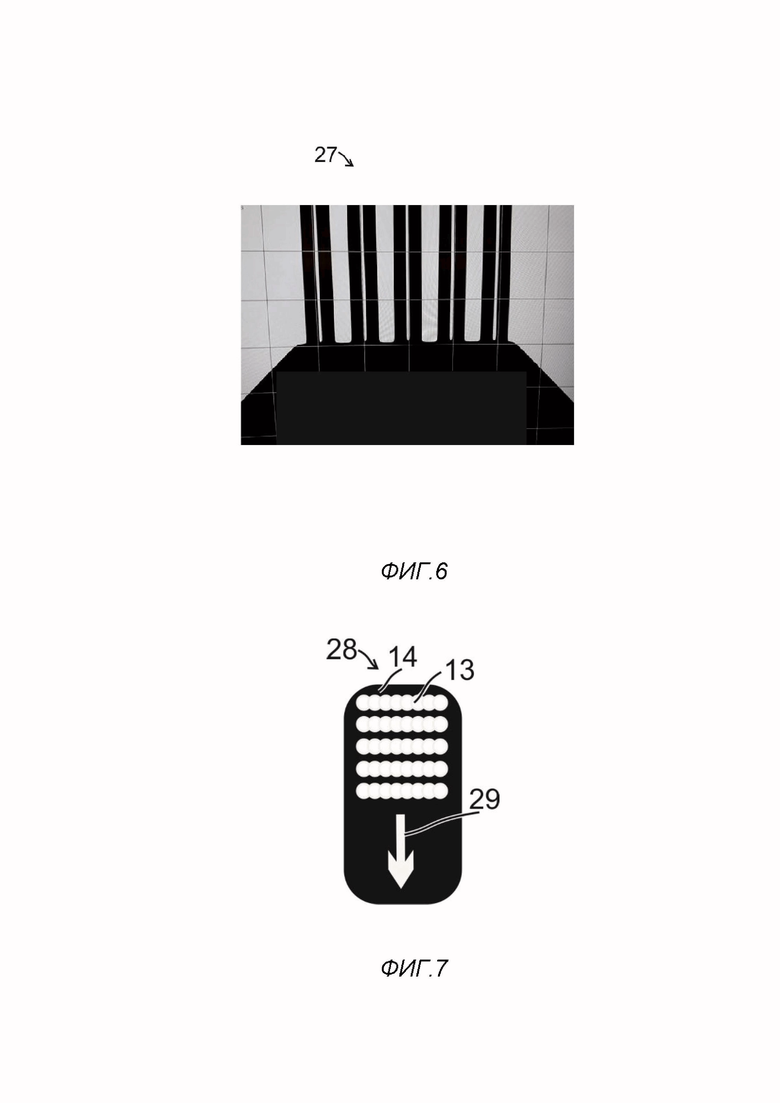
Фиг. 6. Фотография оксидированной поверхности объекта из алюминиевого сплава АМЦм до и после обработки лазерной системой.
Фиг. 7. Фотография фрагмента стального объекта с окалиной после обработки лазерной системой.
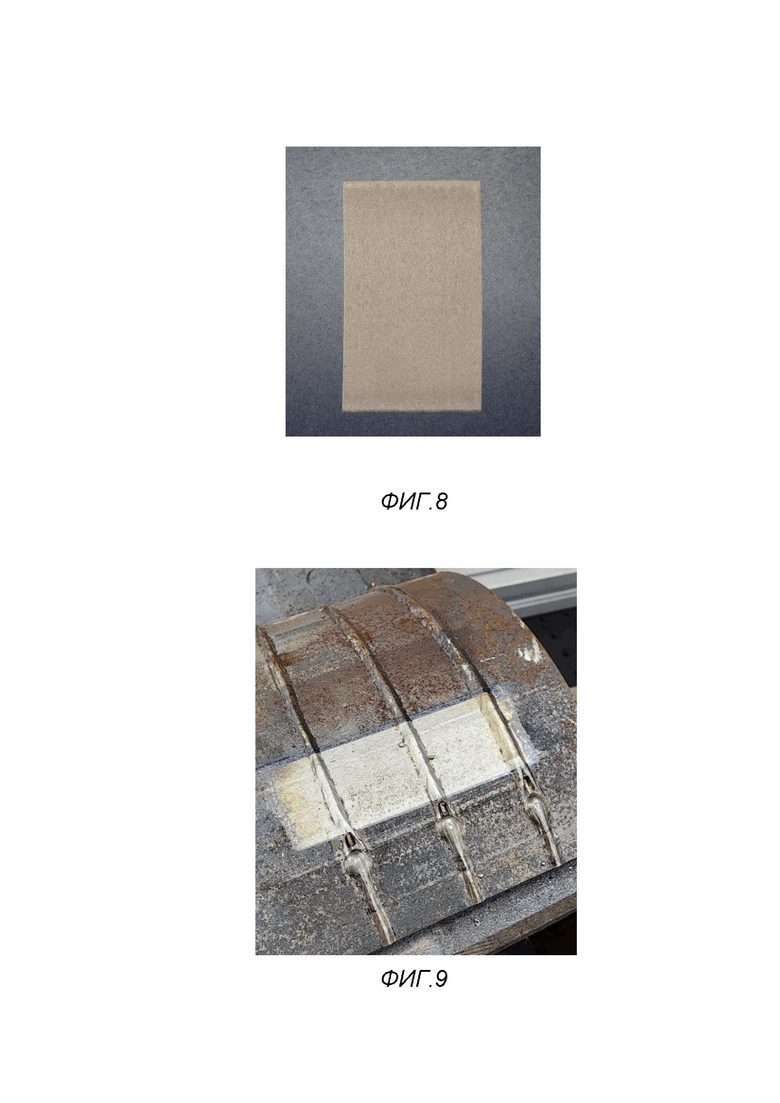
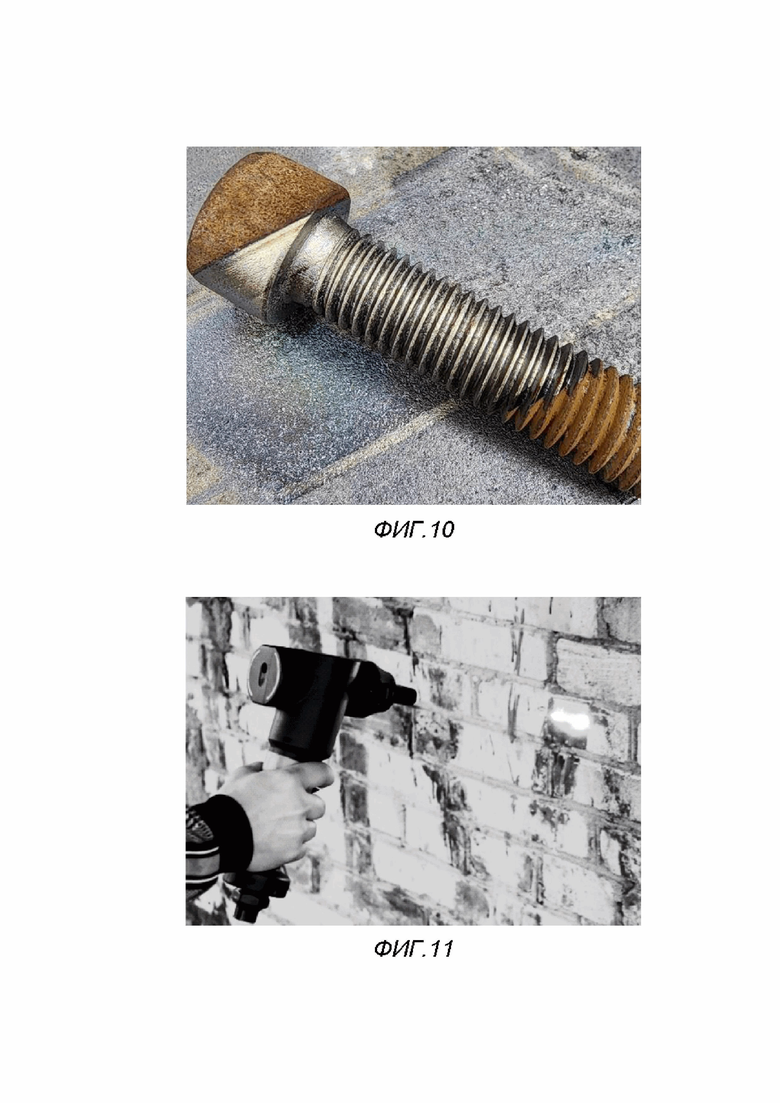
Фиг. 8. Фотография локального удаления ржавчины с резьбы болта.
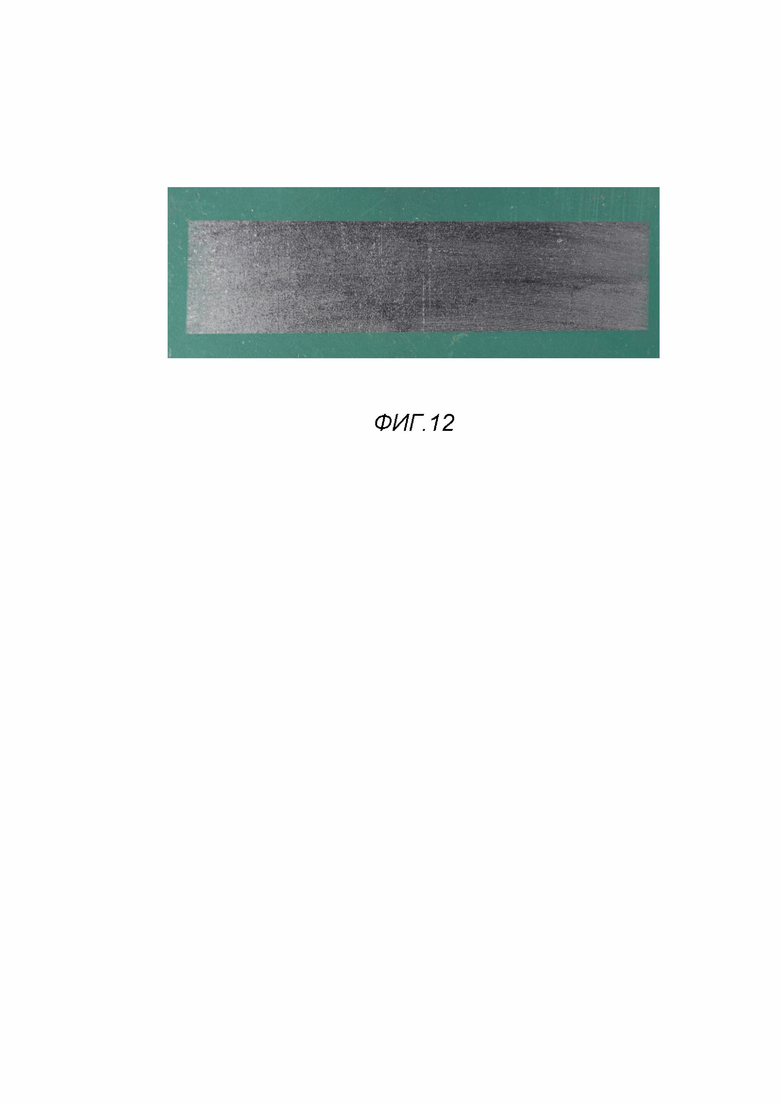
Фиг. 9. Фотография ручного портативного устройства в работе при очистке кирпичной кладки от краски.
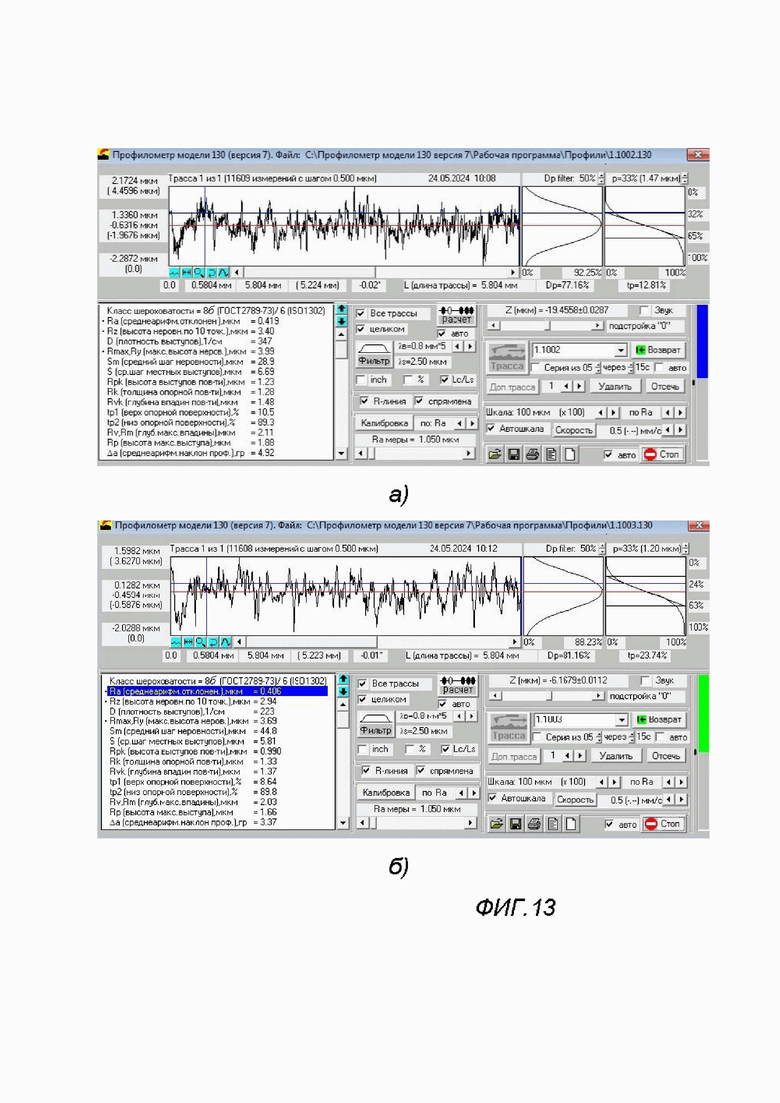
Фиг. 10. Фотография полосы очищенной от краски поверхности металла.
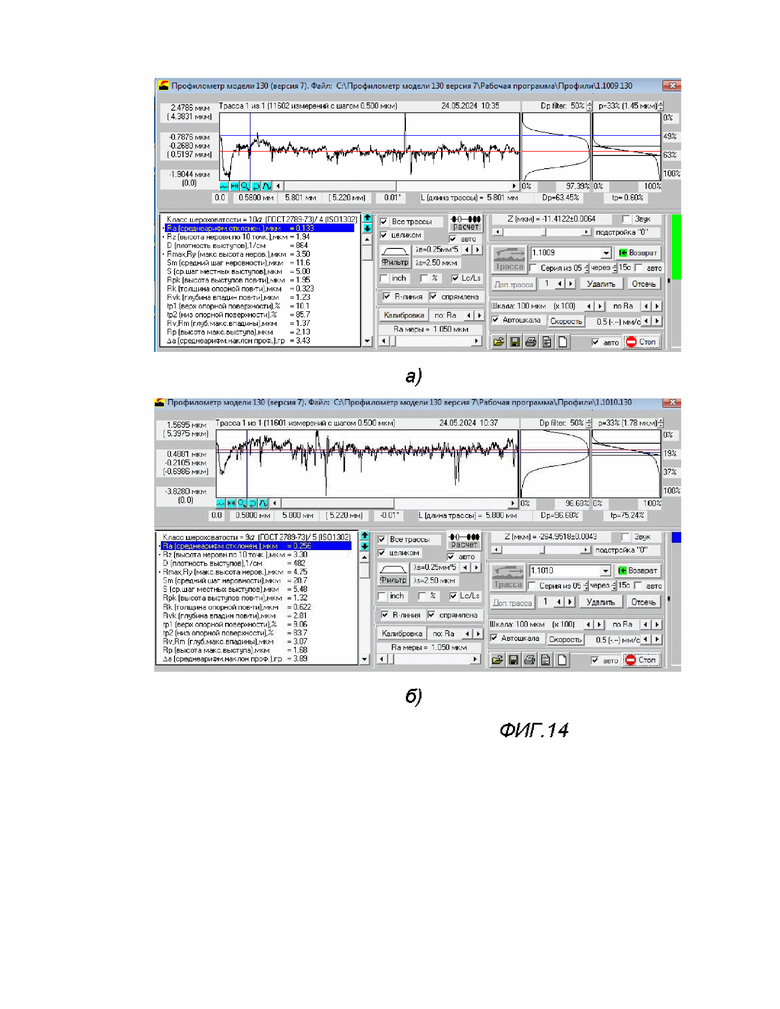
Фиг. 11. Фотография диаграмм профилометра до а) и после б) микрошлифовки сплава титана ВТ1-0.
Фиг. 12. Фотография диаграмм профилометра до а) и после б) микрошлифовки нержавеющей стали 08Х18Н10 (Aisi304) .
Фиг. 13. Сведения из протоколов условий проведения испытаний образца стали 65Г.
Фиг.14. Результаты испытаний на микротвёрдость трёх образцов стали 65Г до лазерной обработки поверхности.
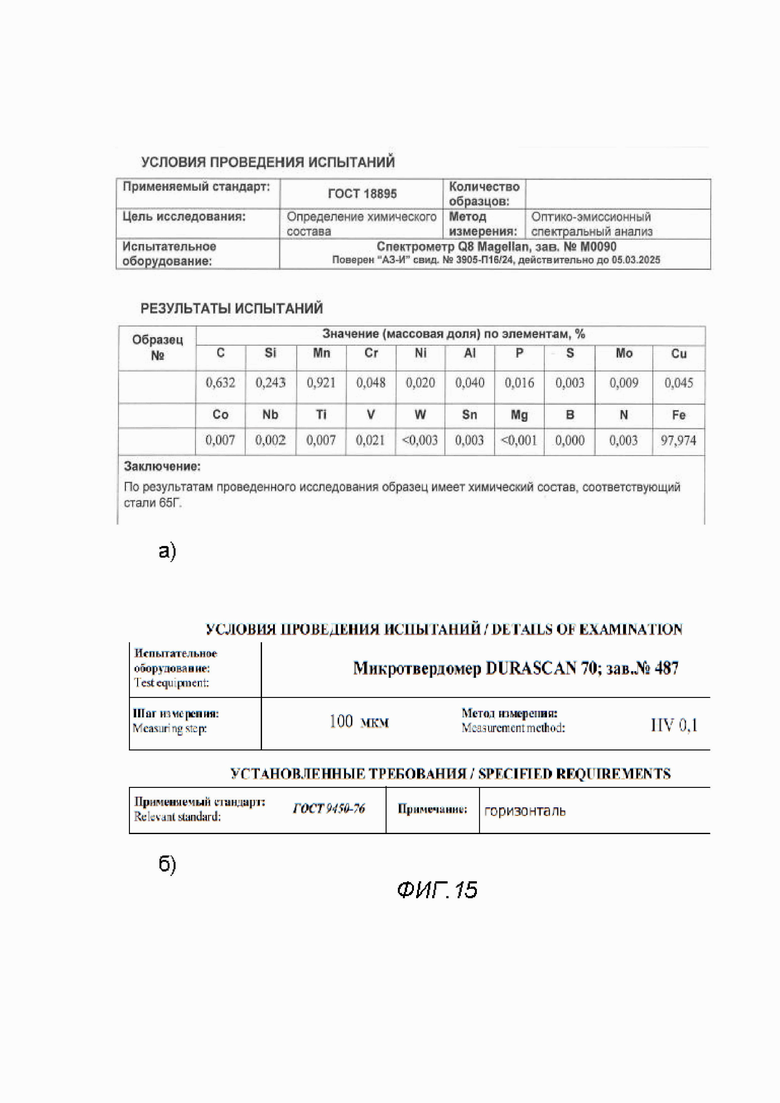
Фиг 15. Результаты испытаний на микротвёрдость трёх образцов стали 65Г после лазерной обработки поверхности.
Фиг 16. Фотография компактной системы.
Подробное описание изобретения и примеры вариантов осуществления
Основные базовые принципы работы импульсного волоконного лазера с пассивной модуляцией добротности раскрыты подробно в нашем изобретении RU2548940 – ЦЕЛЬНОВОЛОКОННАЯ ЛАЗЕРНАЯ СИСТЕМА И СПОСОБ АВТОГЕНЕРАЦИИ ЛАЗЕРНЫХ ИМПУЛЬСОВ. В настоящем изобретении эти базовые принципы и другие новые возможности лазерной системы такого типа применяются в вариантах способа и устройств для обработки поверхности различных объектов, которые можно разделить на две большие группы: металлы и другие стойкие к излучению тела. С их поверхности удаляют лазерной абляцией различные наслоения неорганического и органического происхождения. Сам процесс может происходить как на воздухе, так и в газовой среде – восстанавливающей или окисляющей, или в вакууме, если необходимо получить приповерхностный слой с близкими свойствами и составом с массивом объекта. Можно целенаправленно незначительно повысить микротвёрдость, если это касается термически упрочняемых металлов, например, таких как: сталь, дюраль, сплавы титана, но ввиду слабого термического и кратковременного эффекта воздействия этот метод не предназначен для упрочнения поверхности металлов и перестройки кристаллической структуры приповерхностного слоя. Превосходно очищаются сварные швы и сложные рельефные поверхности от окалины. Граниты и другие камни при облучении данным типом лазера практически сохраняют свою поверхность и хорошо очищаются от инородных органических наслоений.
Описание построено по мере усложнения как самого способа обработки, так и соответствующей системы от двухлучевой до многолучевой. Одной из особенностей этих систем является их модульность, компактность, портативность благодаря чему достигается мобильность и удобство при эксплуатации для широкого круга потребителей. Для таких систем характерно применение модуля импульсного волоконного лазера с энергией до 100 мДж в импульсе, генерируемым импульсным волоконным лазером с пассивной модуляцией добротности в режиме автогенерации с частотой в диапазоне 2- 400 кГц, как в двухлучевом, так и во многолучевом исполнении для кратного повышения производительности процесса, при средней оптической мощности до 10 кВт, в одном лазерном модуле с воздушным охлаждением, который соединен с ручным портативным устройством через оптическое волокно. Лазерный модуль волоконного лазера имеет высокий коэффициент преобразования оптической мощности накачки лазерными диодами в излучение на выходе, с эффективностью преобразования около 60%.
Технический результат достигается прежде всего за счет отсутствия важных дорогих и габаритных оптических устройств, которые используют в лазерах с режимом непрерывной или квазинепрерывной генерации. Например, не используются: задающие оптические генераторы, оптические изоляторы и модуляторы, волоконные соединения между ними и электронные устройства для их обслуживания. За счет этого, предлагаемая система обладает более высокой степенью надёжности и эксплуатационными свойствами, упрощается обслуживание.
На фиг.1 приведена оптическая схема волоконного лазера 1 с пассивной модуляцией добротности с накачкой волоконного резонатора, ограниченного брегговскими волоконными решетками 2 и 3, непрерывным излучением лазерных диодов 4. Резонатор содержит два типа активных волокон 5 и 6, с сердцевиной, легированной ионами редкоземельных элементов, одно из которых 5 способно к насыщению на длине волны генерации активного волокна 6. Активное волокно 6 подвергается накачке через боковую сторону излучением лазерных диодов 4 с многомодовым волокном 7 на выходе. Эти волокна окружены общей оболочкой 8. В резонаторе решётка 2 отражает полностью лазерное излучение, а решётка 3 – полупрозрачная для вывода излучения из резонатора. Активное волокно 6 и насыщающееся 5 соединены сваркой последовательно. Сердцевина активного волокна 6 легирована ионами редкоземельных элементов, например иттербия (Yb), или эрбия (Er), или тулия (Tm). Насыщающееся волокно 5 также содержит редкоземельные элементы. При полном насыщении волокно 5 становится прозрачным и формируется лазерный импульс. Частота следования, длительность и энергия импульса зависят от длины резонатора и волокон в нём, и от мощности накачки. При использовании, например лазерных диодов 6 накачки с длиной волны 960-980 нм, генерация лазерного излучения происходит на длине волны 1060-1080 нм – характерной для ионов иттербия, которыми легирована сердцевина активного волокна, при наличии ионов эрбия или того же иттербия в насышающемся волокне 5.
Для обработки объекта используют излучение волоконного лазера с пассивной модуляцией добротности на длине волны иттербиевого лазера, либо эрбиевого, либо тулиевого, либо на их гармониках более высокого порядка, либо на их комбинации, причём со следующими параметрами луча импульсного лазерного излучения на выходе: энергия в импульсе от 1 до 100 мДж, с пиковой мощностью от 10 до 1000 кВт, длительность от 50 до 500 нс на частоте автогенерации 2 - 400 кГц и со средней мощностью до 10 кВт, а возбуждение лазерных центров – ионов иттербия, эрбия и тулия производят накачкой непрерывным излучением лазерных диодов с волоконным выходом. На выходе лазера может присутствовать излучение на двух длинах волн, которые соответствуют лазерным переходам в активных волокнах резонатора. Кроме этого, возможна генерация с использованием преобразователя частоты генерации лазера и конвертация ее в гармонику более высокого порядка, например длину волны 1062 нм можно преобразовать в видимый 532 нм, что полезно и для целей формирования луча-указателя. Обрабатывать поверхность необходимо сфокусированным лучом на расстоянии примерно равном фокусному расстоянию 150 -1000 мм, в области глубины его перетяжки в пределах 5-20 мм. Для этого выходной луч расширяют, чтобы не повредить оптическое фокусирующее устройство и обеспечить значительное фокусное расстояние, которое позволяет обрабатывать поверхность на безопасном расстоянии от оптики. Для этого выходное волокно 9 сплавляют с оптическим блоком 10. Обычно это блок из кварцевого стекла, такого же материала, как и световедущая сердцевина волокна. Блок расширяет на выходе лазерный луч и, тем самым, луч 11 пригоден для дальнейшей фокусировки и циклической угловой развертки.
В способе для обработки объекта, для угловой развёртки луча используют поворотный зеркальный принцип угловой модуляции, что позволяет осуществлять обработку поверхности объекта сфокусированным лучом с удаления до 1 м, при угловой развёртке луча в пределе до ±9o с частотой 1-500 Гц, после предварительного уширения луча на оптическом блоке, сплавленным с выходным волокном лазера, причем блок изготовлен из того же материала, что и сердцевина выходного волокна лазера. При этом формируют сплошной линейный трек 13 (фиг. 2, фрагмент 12 объекта 14) на поверхности объекта 14, а смещением луча в другом направлении ручным способом можно добиться обработки обширной площади объекта. Фрагмент 12 на фиг. 2 условно демонстрирует сплошной линейный трек 13 на поверхности объекта 14 в результате отклонения луча его развёрткой.
На фиг.3 приведена часть оптической схемы 15 однолучевой лазерной системы (без луча-указателя, необходимого для прицеливания в место обработки) для обработки поверхности объекта, предназначенная для удаления инородного наслоения за счёт его лазерной абляции импульсным излучением с энергией в импульсе до 100 мДж, содержащая:
– модуль импульсного волоконного лазера 1 с пассивной модуляцией добротности, с накачкой лазерными диодами;
– гибкий кабель 16 на выходе модуля лазера, внутри которого находится выходное волокно 9 лазера;
– блок оптического расширителя 10 луча на конце выходного волокна, причём блок сплавлен с волокном и изготовлен из того же материала что и сердцевина выходного волокна;
– портативное устройство 17, на корпусе которого имеется ручной ухват для удержания и перемещения в пространстве рукой оператора;
– на входе портативного устройства 17 блок оптического расширителя луча 10, а на выходе окно для вывода лазерного луча;
– фокусирующую оптическую систему 18, установленную в портативном устройстве 17, которая имеет по меньшей мере один оптический элемент 19, пройдя которую, расширенный луч 11 с выхода блока расширителя фокусируется на поверхности объекта после отклонения луча 20 на оптическом отклоняющем устройстве 21;
– оптическое отклоняющее устройство 21 на выходе портативного устройства 17, с механизмом электропривода 23 (фиг. 4, схема 22 управления) для циклического углового отклонения луча 20, на угол α в пределе до ±9°;
– контроллер 24, посредством которого управляют энергетическими параметрами лазера 1 и механизмом электропривода 23 оптического отклоняющего устройства 21.
В лазерной системе дополнительно содержится полупроводниковый лазер, излучение которого в видимой области спектра используют в качестве луча-целеуказателя, и вводится этот луч по волокну либо через глухое зеркало 2 резонатора лазера 1 с модуляцией добротности, либо доставляется по отдельному волокну по кабелю к блоку расширителя луча и спаивается с ним.
В лазерной системе, в схеме 15, оптическое отклоняющее устройство 22 содержит поворотный зеркальный элемент, например зеркало или многогранную зеркальную призму, с механизмом электропривода 23, управление поворотом которого осуществляется по команде контроллера 24 по проводной схеме в гибком кабеле 16, или по беспроводной, телеметрически, причём оптическое отклоняющее устройство 21 на выходе портативного устройства 17 способно обеспечивать на расстоянии до 1 м при угловой развёртке луча с частотой в пределе угла α до ±9О, с частотой от 1 до 500 Гц, формирование сплошного линейного трека 13 на поверхности объекта 14, состоящего из множества пятен – последовательных следов абляции инородного наслоения от каждого лазерного импульса.
В лазерной системе, в схеме 15, импульсный волоконный лазер 1 имеет накачку резонатора непрерывным излучением лазерных диодов 4, причём резонатор содержит два типа активных волокон 5, 6, с ионами редкоземельных элементов, одно из которых - 5 способно к насыщению на длине волны генерации другого, причем мощность излучения на выходе характеризуется следующими параметрами: энергия в импульсе от 1 до 100 мДж, с пиковой мощностью от 10 до 1000 кВт, длительность от 50 до 500 нс на частоте 2 - 400 кГц и средней мощностью до 10 кВт.
В лазерной системе, в схеме 22, импульсный волоконный лазер 1 управляется посредством контроллера 24 по уровню мощности непрерывной накачки лазерных диодов 4, что обуславливает автогенерацию лазерных импульсов, частоту следования импульсов и выходную среднюю мощность лазера, которая пропорциональна уровню мощности накачки с эффективностью преобразования около 60%, а также по частоте и амплитуде развертки луча на оптическом отклоняющем устройстве.
Скорость обработки объекта зависит от энергии в лазерном импульсе и плотности мощности излучения, которая достигает поверхности объекта. Поэтому для того, чтобы увеличить скорость обработки объекта и повысить производительность системы необходимо использовать два и более лазера в одной системе. Объединение выходных волокон, например от пяти, лазеров осуществляют в схеме 25, фиг.5, путём их сплавления с блоком расширителя луча (фиг. 6).
Многолучевые способ и система кратно повышает скорость процесса обработки поверхности объекта с сохранением качества обработки и, главное, с сохранением формы и рельефа поверхности. Сам процесс сводится к лазерной микрошлифовке, причём лазерная абляция наносекундными импульсами не вызывает перегрева приповерхностного слоя объекта и не создает зон термического нагрева, которые возникают при облучении непрерывным лазером. Поверхность металла, в том числе таких, как углеродистая сталь, медь, алюминий и его сплавы, титан и его сплавы), после лазерной обработки в вакууме идентична по составу и структуре с приповерхностным и объемным слоем металла и практически не изменяет свою твёрдость. При работе на воздухе или в иной газовой среде наряду с микрощлифовкой, для ряда металлов, например алюминия и его сплавов, происходит пассивация с образованием защитного оксидного слоя толщиной несколько десятков микрон. Степень микрошлифовки и пассивации зависит от мощности лазерного излучения и времени воздействия. Например, поверхность алюминия после микрообработки выглядит также как и после анодирования – матово-серебристая. Шероховатость поверхности порядка 100 нм и может быть больше вплоть до десятков микрон, при большей плотности мощности на поверхности, что весьма полезно, например, для покраски изделия.
В схеме 25 блок 10 расширителя лучей и сфокусированные лучи 20 и 20'на чертеже повёрнуты на 90о для их визуализации в плоскости чертежа. В действительности линия расположения спаев волокон с блоком должна быть параллельна оси вращения отклоняющего устройства 21.
На фиг.7. показан фрагмент 28 поверхности объекта 14 с частью сплошного линейного трека 13 от каждого из пяти лазеров на поверхности объекта 14 вследствие циклической угловой развертки сфокусированного луча 20. Стрелка 29 указывает направление ручного перемещения портативного устройства для обработки площади поверхности объекта в виде полосы. Скорость обработки повышается кратно количеству лазерных модулей в системе, а благодаря более однородному облучению повышается и качество микрообработки, по сравнению одним лучом.
В основном аспекте многолучевого способа по схеме 25 (фиг. 5), предлагается способ обработки поверхности объекта лазерным излучением, отличающийся тем, что излучением с энергией до 100 мДж в импульсе, генерируемым импульсным волоконным лазером 1 с пассивной модуляцией добротности в режиме автогенерации, за счёт лазерной абляции удаляют инородное наслоение с поверхности объекта 14, причём процесс удаления осуществляется одновременно двумя и более лазерами, выходные волокна которых сплавлены с общим оптическим блоком расширителя луча 10, с промежутком
между спаями на одной линии (вид 27, фиг.6), причём блок изготовлен из того же материала что и сердцевина выходного волокна, и расширенный таким образом на выходе блока луч от каждого лазера далее фокусируют посредством оптической фокусирующей системы 18 на поверхность объекта 14, формируя на ней увеличенное изображение, повторяющее расположение в линию спаев выходных волокон с блоком, а с применением циклической угловой развертки совокупности лучей, после прохождения фокусирующей системы, формируют от каждого луча отдельный сплошной линейный трек 13 на поверхности объекта 14 (фиг.7), и далее, за счёт перемещения совокупности лазерных лучей в сторону от линии развертки, осуществляют обработку участка площади на поверхности объекта по меньшей мере за одно перемещение.
В следующем аспекте многолучевого способа в схеме 25 указывается , что на глубоких рельефных объектах, в том числе, подобных резьбе болтов и гаек, за счёт лазерной абляции удаляют инородные наслоения, неорганических (типа окалины и коррозии) и органических загрязнений ( в том числе масла, лака, краски – покрытий на их основе), с сохранением рельефа и с микрошлифовкой поверхности, при этом поверхность металлического объекта подвергается как микрошлифовке, так и пассивации, степень которых определяется энергией и частотой следования импульсов, а также временем облучения участка поверхности.
В основном аспекте многолучевой системы в схеме 25, предлагается многолучевая лазерная система для обработки поверхности объекта 14, предназначенная для удаления инородного наслоения за счёт его лазерной абляции импульсным многолучевым лазерным излучением с энергией до 100 мДж в импульсе каждого луча, содержащая:
– корпус 26 с двумя и более модулями импульсного волоконного лазера 1 с пассивной модуляцией добротности, с накачкой лазерными диодами 4;
– гибкий кабель 16 на выходе из корпуса 26, в котором находится совокупность отдельных выходных волокон;
– блок оптического расширителя лучей 10 – общий для всех выходных волокон, причём блок сплавлен с каждым волокном с промежутком между спаями на одной линии ( вид 27, фиг. 6) и изготовлен из того же материала что и сердцевина выходного волокна;
– портативное устройство 17, на корпусе которого имеется ручной ухват для его удержания и перемещения в пространстве рукой оператора;
– вход портативного устройства 17 с блок оптического расширителя луча 10 и выход в виде окна для вывода лазерного луча;
– фокусирующую оптическую систему 18, установленную в портативном устройстве 17, которая имеет по меньшей мере один оптический элемент, пройдя которую, каждый расширенный луч 20, 20' с выхода блока расширителя фокусируется на поверхности объекта после отклонения луча на оптическом отклоняющем устройстве 21;
– оптическое отклоняющее устройство 21 на выходе портативного устройства 17, с механизмом электропривода 22 для циклического углового отклонения совокупности лучей на угол α в пределе до ±9О с частотой развертки от 1 до 500 Гц, для формирования сплошного линейного трека на поверхности объекта, состоящего из множества пятен – последовательных следов абляции инородного наслоения от каждого лазерного импльса;
– контроллер 23, посредством которого управляют энергетическими параметрами каждого лазера 1 и механизмом электропривода 22 оптического отклоняющего устройства.
В следующем аспекте многолучевой системы каждый импульсный волоконный лазер имеет резонатор с двумя типами активных волокон, с ионами редкоземельных элементов в сердцевине, одно из которых способно к насыщению на длине волны генерации другого, причем мощность излучения на выходе характеризуется следующими параметрами: энергия в импульсе от 1 до 100 мДж, с пиковой мощностью от 10 до 1000 кВт, длительность от 50 до 500 нс на частоте 2 - 400 кГц и средней мощностью до 10 кВт.
Ниже следуют примеры осуществления предложенных вариантов способа и систем – применение лазерной абляции для удаления инородного наслоения с поверхности объекта различного типа при её облучении излучением импульсного волоконного лазера с пассивной модуляцией добротности.
В следующем аспекте многолучевой системы дополнительно содержится полупроводниковый лазер, излучение которого в видимой области спектра используют в качестве луча-целеуказателя, и вводится этот луч либо через глухое зеркало резонатора любого лазера с модуляцией добротности, либо доставляется по отдельному волокну по кабелю к блоку 10 расширителя луча, который сплавлен с этим волокном. Полупроводниковый лазер на выходе имеет волокно, которое сваривается с волокном резонатора со стороны глухого зеркала 2, или сваривается с оптическим блоком 10 расширителя луча.
В следующем аспекте многолучевой системы , как и в однолучевой, оптическое отклоняющее устройство 21 содержит поворотный зеркальный элемент, например зеркало или многогранную зеркальную призму, с механизмом электропривода 23, управление поворотом которого осуществляется по команде контроллера 24 по проводной схеме в гибком кабеле 16, или по беспроводной, телеметрически, причём оптическое отклоняющее устройство 21 способно обеспечивать на расстоянии до 1 м при угловой развёртке луча в пределе до ±9о с частотой от 1 до 500 Гц, формирование сплошного линейного трека на поверхности объекта, состоящего из множества пятен – последовательных следов абляции инородного наслоения от каждого лазерного импульса.
В следующем аспекте многолучевой системы каждый импульсный волоконный лазер 1 имеет резонатор с двумя типами активных волокон, с ионами редкоземельных элементов в сердцевине, одно из которых способно к насыщению на длине волны генерации другого, причем мощность излучения на выходе характеризуется следующими параметрами: энергия в импульсе от 1 до 100 мДж, с пиковой мощностью от 10 до 1000 кВт, длительность от 50 до 500 нс на частоте автогенерации 2 - 400 кГц и со средней мощностью до 10 кВт.
Примеры обработки поверхности различных объектов
На фиг. 8 представлена фотография поверхности объекта из оксидированного алюминиевого сплава АМЦм после лазерной обработки микрошлифовкой компактной импульсной лазерной системой на основе иттербиевого волоконного лазера с пассивной модуляцией добротности с энергией в импульсе до 100 мДж на частоте 125 кГц, с выходной мощностью 1 кВт. При обработке волоконным лазером другой системы, работающем в непрерывном или в квазинепрерывном режиме, такого качества очищенной поверхности достичь в принципе невозможно, не оплавив поверхность самого сплава АМЦм.
На фиг. 9 представлена фотография фрагмента стального объекта с окалиной и коррозией поверхности до и после обработки многолучевой (6 лучей) лазерной системой за один проход, за одно перемещение портативного устройства рукой оператора. Скорость перемещения –100 мм/ секунды, ширина очищенной полосы 50 мм, площадь обработки 0,5 дм2 на мощности 2,5 кВт.
На фиг. 10 представлена фотография обработки ржавой резьбы болта за один проход многолучевой ( 6 лучей) лазерной системой на мощности 1,5 кВт.
Фиг. 11 представлена фотография ручного портативного устройства в руке оператора при очистке кирпичной кладки от краски на мощности 3кВт с расстояния 0,3м.
На фиг. 12 представлена фотография очищенной полосы поверхности металла после удаления слоя краски лазерной абляцией без оплавления краёв краски.
Осуществлена микрошлифовка металлических образцов. Для этого на профилометре модели 130 (версия7, МИЭТ), были проведены измерения микрорельефа образцов сплава титана ВТ1-0 и нержавеющей стали 08Х18Н10 (Aisi) до а) и после б) (фиг. 13 и фиг. 14, соответственно). Значения шероховатости для образца сплава титана после лазерной обработки многолучевой лазерной системой на мощности 300 Вт уменьшилось с величины Ra 0.419 мкм до 0,406 мкм ( фиг. 13). Тогда как шероховатость образца из нержавеющей стали после лазерной обработки на мощности 1200 Вт увеличилась с величины Ra 0,133 мкм до 0,256 мкм ( фиг. 14).
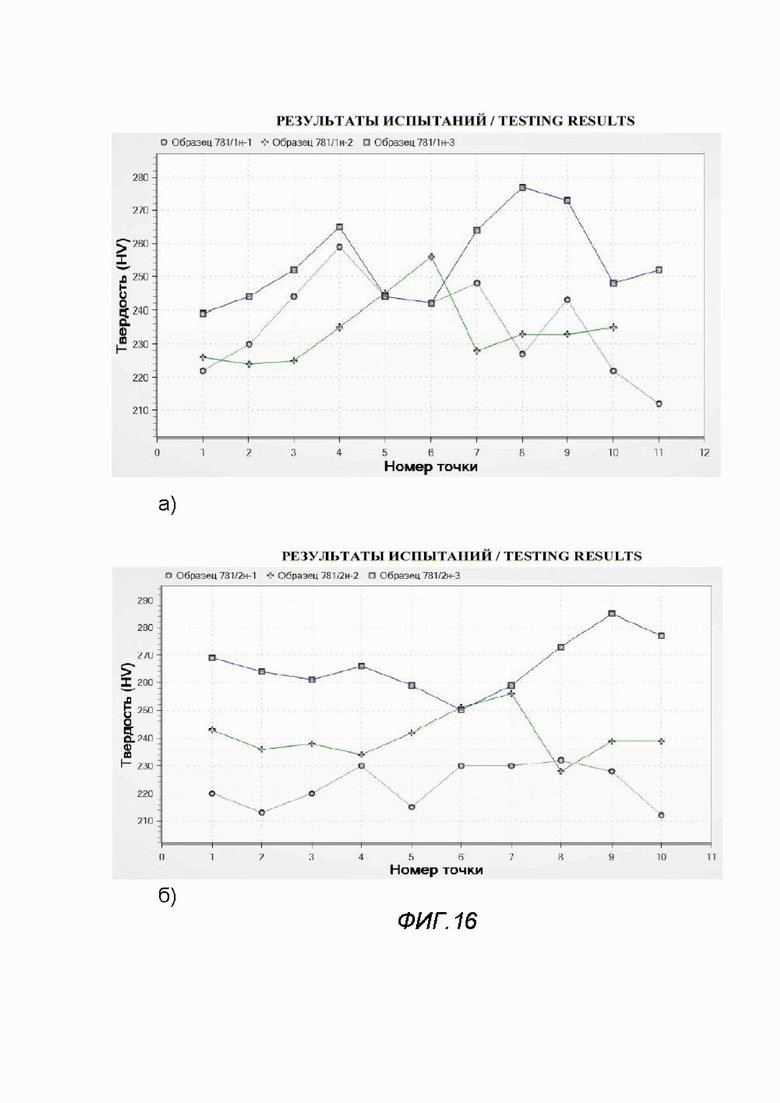
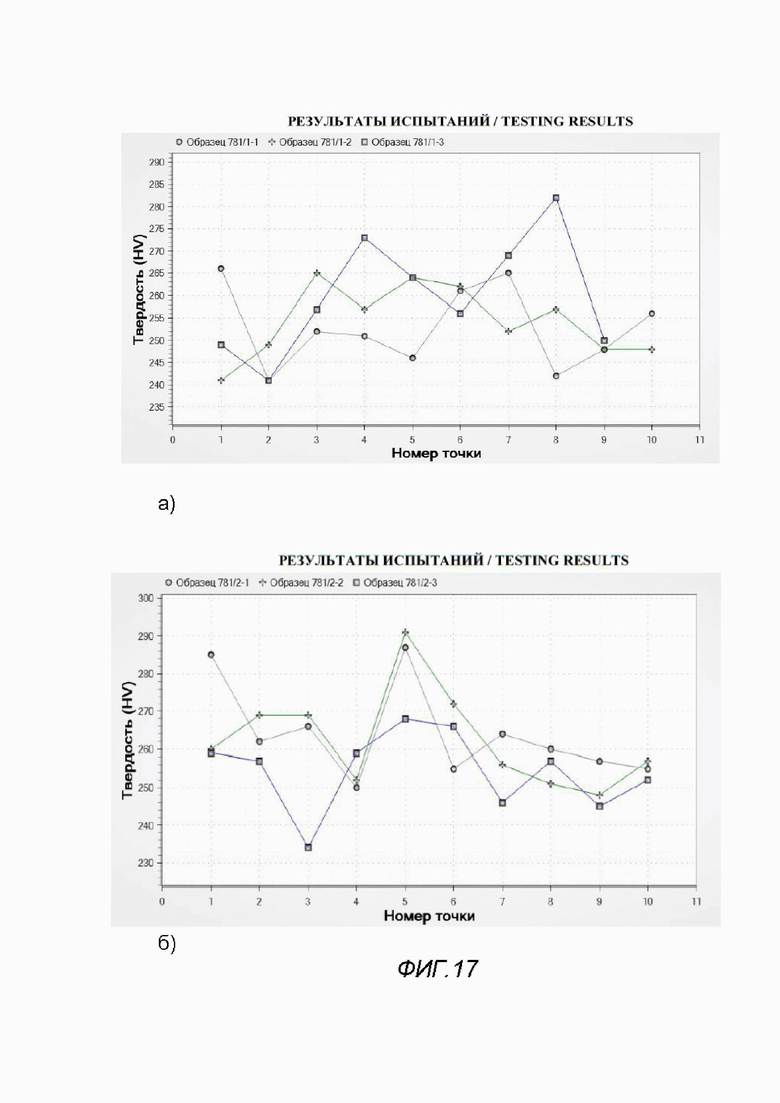
Проведены испытания влияния лазерного излучения на поверхность трёх образцов стали 65Г. Соответствующие условия испытаний отражены на фиг. 15 по определению химического состава образцов и на микротвёрдость. Для этого были подготовлены поперечные шлифы поверхности образцов до и после обработки лазерным излучением на мощности 1300 Вт с фокусным расстоянием 210 мм, при ширине развёртки луча 50 мм на поверхности стали и со скоростью 30,3 м/с и линейном перемещении 25 и 50 мм/с.. И на каждом таком шлифе на глубине от поверхности 50, 80 и 1000 мкм были проведены измерения микротвердости по Виккерсу в 10 точках с шагом вдоль поверхности 100 мкм. Окалина была удалена с одной поверхности механической шлифовкой, а с другой - лазерной на глубину до 50 мкм. На фиг. 16 видно что микротвердость после механической очистки поверхности практически не изменилась и находится в пределах 240 ±30 HV - по 10 точкам измерений для трёх образцов стали на глубине 50 мкм и 1000 мкм от поверхности, вид а) и б), соответственно. После лазерной обработки, фиг. 17 : а)- отвечает глубине 50 мкм от поверности, б) – 80 мкм), микротвердость возросла на 20 HV и находится в пределах 260 ±30 HV. Наметилось микроупрочнение поверхности стали, что весьма полезно в ряде случаев, например, при обработке очисткой резьбовых соединений.
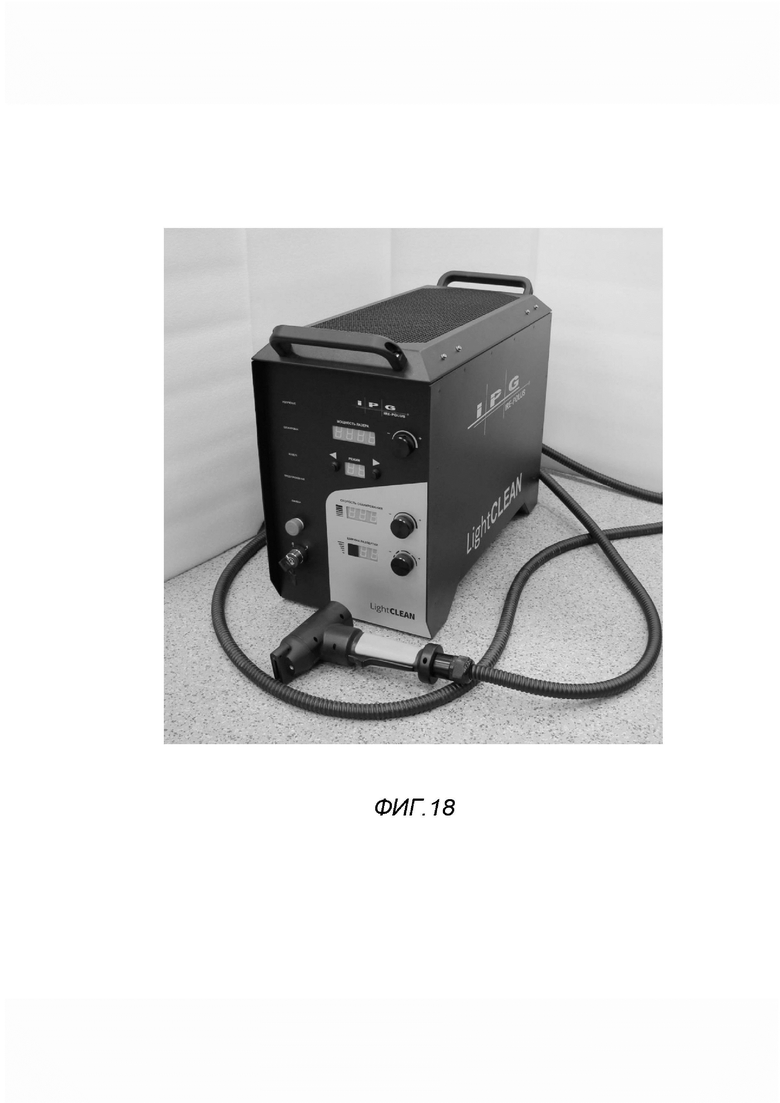
На фиг. 18 представлена фотография многолучевой (шесть модулей волоконных лазеров с пассивной модуляцией добротности) лазерной системы со следующими характеристиками: длина волны излучения: 1060-1080 нм, фокусное расстояние фокусирующей системы: 300 мм энергия в импульсе: от 1 до 100 мДж, длительность: 100-200 нс на частоте автогенерации 25 - 125 кГц, средняя мощность излучения на выходе до 3 кВт, масса -70 кг, габариты корпуса 200х500х700 мм, длина кабеля 15 м. Готовятся к выпуску системы и с 10 модулями волоконных лазеров большей мощности.
Предложенные варианты способа и компактных систем для обработки, очистки, микрошлифовки и пассивации поверхности объекта излучением импульсного волоконного лазера с пассивной модуляцией добротности могут широко применятся в машиностроении, металлообработке, строительстве, при реставрационных работах и ремонте транспорта, мостовых конструкций, авиационной техники, турбин. Увеличение лазерной средней мощности до 10 кВт позволяет данной системой с высокой производительностью обрабатывает крупногабаритные изделия проката в металлургической промышленности.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ облучения поверхности детали многолучевой лазерной системой, обрабатывающая система и очиститель на его основе | 2022 |
|
RU2791258C1 |
| ЛАЗЕРНАЯ УСТАНОВКА | 2006 |
|
RU2315582C1 |
| ЛАЗЕРНАЯ УСТАНОВКА ДЛЯ АБЛЯЦИИ ТКАНЕЙ И ЛИТОТРИПСИИ | 2006 |
|
RU2318466C1 |
| ЦЕЛЬНО-ВОЛОКОННАЯ ЛАЗЕРНАЯ СИСТЕМА И СПОСОБ АВТОГЕНЕРАЦИИ ЛАЗЕРНЫХ ИМПУЛЬСОВ | 2013 |
|
RU2548940C1 |
| Твердотельная хирургическая лазерная установка для прецизионного рассечения тканей | 2018 |
|
RU2683563C1 |
| УСТРОЙСТВО СВЕТОВОЙ ОБРАБОТКИ ТКАНИ | 2017 |
|
RU2727588C1 |
| СПОСОБ ОБРАБОТКИ ВОДЫ | 2024 |
|
RU2836896C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОТОКАТОДА И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ФОТОКАТОДА | 2012 |
|
RU2502151C1 |
| Офтальмохирургическая рефракционная твердотельная лазерная система | 2018 |
|
RU2749346C1 |
| Микрофокусный рентгеновский источник | 2023 |
|
RU2802925C1 |
Изобретение относится к области лазерной техники, а именно к обработке поверхности материалов с помощью ручного портативного лазерного устройства. Излучением с энергией до 100 мДж в импульсе, генерируемым импульсным волоконным лазером с пассивной модуляцией добротности в режиме автогенерации, за счёт лазерной абляции удаляют инородное наслоение с поверхности объекта. Процесс удаления осуществляется одновременно двумя или более лазерами, выходные волокна которых сплавлены с общим оптическим блоком расширителя луча, с промежутком между спаями на одной линии. Указанный оптический блок изготовлен из того же материала, что и сердцевина выходного волокна. Расширенный таким образом на выходе оптического блока луч от каждого лазера далее фокусируют посредством оптической фокусирующей системы на поверхность объекта, формируя на ней увеличенное в 3-5 раз изображение, повторяющее расположение в линию спаев выходных волокон с блоком, а с применением циклической угловой развертки совокупности лучей, после прохождения фокусирующей системы, формируют от каждого луча отдельный сплошной линейный трек на поверхности объекта. Далее за счёт перемещения совокупности лазерных лучей в сторону от линии развертки осуществляют обработку участка площади на поверхности объекта по меньшей мере за одно перемещение. Достигается повышение эффективности и производительности лазерной обработки. 2 н. и 4 з.п. ф-лы, 18 ил.
1. Способ обработки поверхности объекта лазерным излучением, отличающийся тем, что излучением с энергией до 100 мДж в импульсе, генерируемым импульсным волоконным лазером с пассивной модуляцией добротности в режиме автогенерации, за счёт лазерной абляции удаляют инородное наслоение с поверхности объекта, причём процесс удаления осуществляется одновременно двумя или более лазерами, выходные волокна которых сплавлены с общим оптическим блоком расширителя луча, с промежутком между спаями на одной линии, причём блок изготовлен из того же материала, что и сердцевина выходного волокна, и расширенный таким образом на выходе блока луч от каждого лазера далее фокусируют посредством оптической фокусирующей системы на поверхность объекта, формируя на ней увеличенное в 3-5 раз изображение, повторяющее расположение в линию спаев выходных волокон с блоком, а с применением циклической угловой развертки совокупности лучей, после прохождения фокусирующей системы, формируют от каждого луча отдельный сплошной линейный трек на поверхности объекта, и далее, за счёт перемещения совокупности лазерных лучей в сторону от линии развертки, осуществляют обработку участка площади на поверхности объекта по меньшей мере за одно перемещение.
2. Способ обработки поверхности объекта лазерным излучением по п. 1, в котором на глубоких рельефных объектах, в том числе подобных резьбе болтов и гаек, за счёт лазерной абляции удаляют инородные наслоения неорганических - окалины и коррозии и органических загрязнений - масла, лака, краски и покрытий на их основе с сохранением рельефа и с микрошлифовкой поверхности, при этом поверхность металлического объекта, например алюминия и его сплавов, может подвергается пассивации в окислительной среде (на воздухе), степень которой определяется энергией и частотой следования импульсов, а также временем облучения участка поверхности.
3. Многолучевая лазерная система для обработки поверхности объекта, предназначенная для удаления инородного наслоения за счёт его лазерной абляции импульсным многолучевым лазерным излучением с энергией до 100 мДж в импульсе каждого луча, содержащая:
- корпус с двумя или более модулями импульсного волоконного лазера с пассивной модуляцией добротности, с накачкой лазерными диодами;
- гибкий кабель на выходе из корпуса, в котором находится совокупность отдельных выходных волокон;
- блок оптического расширителя лучей – общий для всех выходных волокон, причём блок сплавлен с каждым волокном с промежутком между спаями на одной линии и изготовлен из того же материала что и сердцевина выходного волокна;
- портативное устройство, на корпусе которого имеется ручной ухват для его удержания и перемещения в пространстве рукой оператора;
- вход портативного устройства с блока оптического расширителя луча и выход в виде окна для вывода лазерного луча;
- фокусирующую оптическую систему, установленную в портативном устройстве, которая имеет по меньшей мере один оптический элемент, пройдя которую, каждый расширенный луч с выхода блока расширителя фокусируется на поверхности объекта после отклонения луча на оптическом отклоняющем устройстве;
- оптическое отклоняющее устройство на выходе портативного устройства с механизмом электропривода для циклического углового отклонения совокупности лучей;
- контроллер, посредством которого управляют энергетическими параметрами каждого лазера и механизмом электропривода оптического отклоняющего устройства.
4. Многолучевая лазерная система по п. 3, в которой дополнительно содержится полупроводниковый лазер, излучение которого в видимой области спектра используют в качестве луча-целеуказателя, и вводится этот луч либо через глухое зеркало резонатора любого лазера с модуляцией добротности, либо доставляется по отдельному волокну по кабелю к блоку расширителя луча, который сплавлен с этим волокном .
5. Многолучевая лазерная система по п. 3, в которой оптическое отклоняющее устройство содержит поворотный зеркальный элемент, выполненный в виде зеркала или многогранной зеркальной призмы, с механизмом электропривода, управление поворотом которого осуществляется по команде контроллера по проводной схеме в гибком кабеле или по беспроводной, телеметрически, причём оптическое отклоняющее устройство способно обеспечивать на расстоянии до 1 м при угловой развёртке луча в пределе до ±9° с частотой от 1 до 500 Гц формирование сплошного линейного трека на поверхности объекта, состоящего из множества пятен – последовательных следов абляции инородного наслоения от каждого лазерного импульса.
6. Многолучевая лазерная система по п. 3, в которой каждый импульсный волоконный лазер имеет резонатор с двумя типами активных волокон, с ионами редкоземельных элементов в сердцевине, одно из которых способно к насыщению на длине волны генерации другого, причем мощность излучения на выходе характеризуется следующими параметрами: энергия в импульсе от 1 до 100 мДж с пиковой мощностью от 10 до 1000 кВт, длительность от 50 до 500 нс на частоте автогенерации 2-400 кГц и со средней мощностью до 10 кВт.
| ЦЕЛЬНО-ВОЛОКОННАЯ ЛАЗЕРНАЯ СИСТЕМА И СПОСОБ АВТОГЕНЕРАЦИИ ЛАЗЕРНЫХ ИМПУЛЬСОВ | 2013 |
|
RU2548940C1 |
| СПОСОБ ПОВЕРХНОСТНОЙ ЛАЗЕРНОЙ ОБРАБОТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2445175C1 |
| ТВЕРДОТЕЛЬНЫЙ ЛАЗЕР С ТЕРМОСТАБИЛИЗАЦИЕЙ ДИОДНОЙ НАКАЧКИ И ЭЛЕКТРООПТИЧЕСКОЙ МОДУЛЯЦИЕЙ ДОБРОТНОСТИ И УСТРОЙСТВО ЕГО УПРАВЛЕНИЯ | 2015 |
|
RU2614084C1 |
| US 7838794 B2, 23.11.2010. | |||

