ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
1. Притязание на приоритет
В данной заявке испрашивается приоритет по предварительной заявке США на патент №61/472,133, поданной 5 апреля 2011 г.
2. Область техники, к которой относится изобретение
[0001] Настоящее изобретение относится к волоконно-оптическим соединителям, в частности к наконечникам (зажимам) в волоконно-оптических соединителях.
3. Описание предшествующего уровня техники
[0002] Существует много преимуществ передачи светового сигнала посредством волоконно-оптических световодов, которые применяются в разных областях. Один или несколько волоконных световодов могут быть использованы просто для передачи видимого света в удаленное место. Комплексные системы телефонии и передачи данных могут передавать многие особые оптические сигналы. Эти устройства соединяют волокна непрерывной цепью, при этом соединение является одним из источников потери света. Точное совмещение двух полированных концов волокон необходимо для того, чтобы быть уверенным в том, что в целом оптические потери в волоконно-оптической линии связи равны лимиту потерь указанного оптического соединителя для системы или меньше. Для одномодового волокна телекоммуникационного класса это обычно соответствует допускам на совмещение волокна соединителя, которые меньше 1000 нм. Это означает, что как в параллельных, так и в отдельных волоконно-оптических линиях связи, работающих на скоростях в несколько гигабит, компоненты, применяемые для совмещения волокна, должны быть собраны и изготовлены с субмикронной точностью.
[0003] В волоконно-оптическом соединении волоконно-оптический соединитель устанавливается на конце кабеля, который содержит одно волокно или несколько волокон, а также обеспечивает более быстрое соединение и разъединение, чем сращивание. Соединители механически соединяют и совмещают сердечники волокон так, чтобы свет мог проходить из конца в конец. Лучшие соединители теряют очень мало света из-за отражения или смещения волокон. Соединители, как в параллельных/многоволоконных, так и в отдельных волоконно-оптических линиях связи, работающих на мультигигабитных скоростях, должны быть собраны из субкомпонентов, изготовленных с субмикронной точностью. Кроме того, что производство деталей с таким уровнем точности является достаточно сложной задачей, но и конечный продукт, чтобы быть рентабельным, должен быть сделан в полностью автоматическом высокоскоростном процессе.
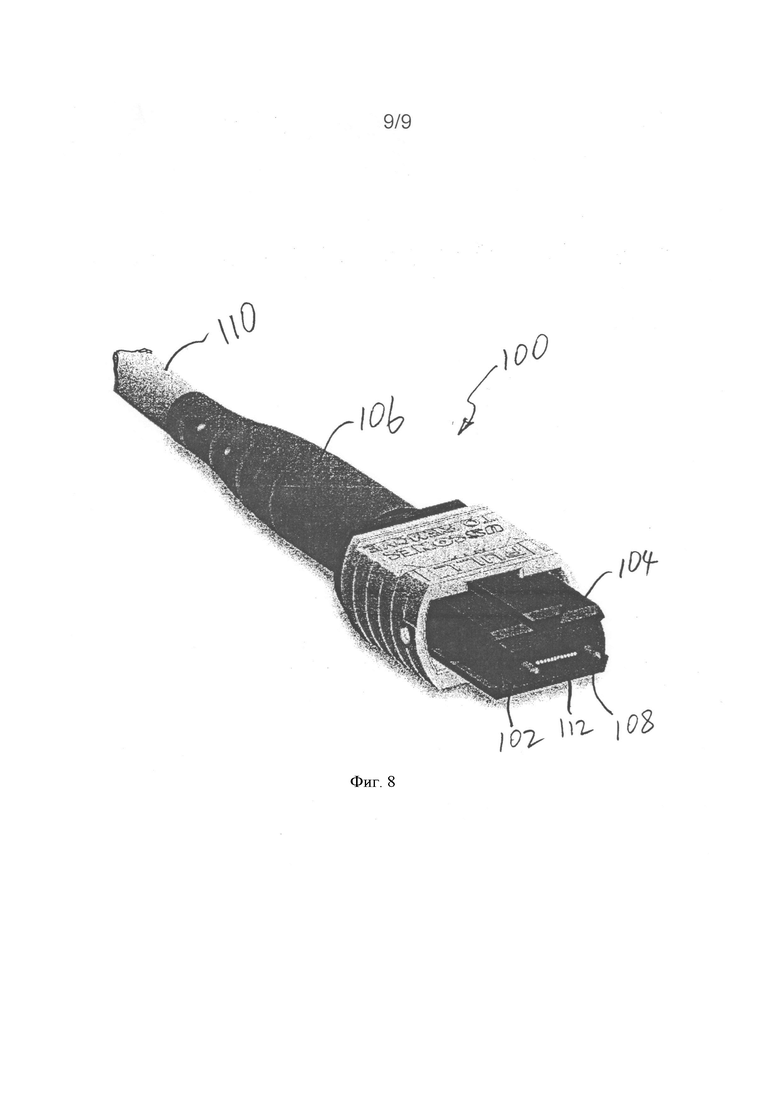
[0004] Базовая конструкция принятых в настоящее время волоконно-оптических соединителей не менялась в течение многих лет. Основной единицей соединителя является узел соединителя. Фиг. 8 демонстрирует пример волоконно-оптического соединителя 100 для кабеля 110, содержащего оптическое волокно 112, серийное производство которого налажено фирмой US Conec Ltd. Соединитель включает в себя совокупность элементов, состоящую из наконечника 102, корпуса наконечника 104, оболочки или колпачка кабеля 106, установочных направляющих штифтов 108 и другого аппаратного обеспечения, предусмотренного внутри корпуса или вне его (например, компенсатор натяжения кабеля, кабельный зажим, пружина, прокладка и т.д.). Наконечник 102 и поверхности входящих концов волокна 112 полируются. Наконечник 108 в волоконно-оптическом соединителе 100 подпружинен, чтобы обеспечить осевой уклон для прижатия друг к другу полированных конечных поверхностей волокна в двух соединителях в конфигурации непрерывной цепи. В большинстве случаев целью является установить физический контакт между соединенными волокнами для предотвращения потери света. Физический контакт не допускает слоя, удерживающего воздух между двумя волокнами, который увеличил бы вносимые потери соединителя и потери на отражение. Адаптер, который не показан, требуется, чтобы безопасно соединить наконечники двух соединителей (корпус наконечника 104 каждого соединителя подключен к адаптеру).
[0005] Волоконно-оптический соединитель, представленный на Фиг. 8, произведенный предприятием US Conec Ltd., предположительно соответствует структуре, раскрытой в патенте США №. 5,214,730, права на который были уступлены Nippon Telegraph и Telephone Corporation. Как продемонстрировано в патенте '730, волоконно-оптический соединитель принимает ленточный волоконно-оптический кабель, имеющий множество отдельных оптических волокон, и поддерживает отдельные оптические волокна в заранее определенном соотношении. Волоконно-оптический соединитель может соединяться с другим волоконно-оптическим соединителем (например, с помощью адаптера) таким образом, чтобы совместить множество отдельных оптических волокон одного волоконно-оптического соединителя со множеством оптических волокон другого волоконно-оптического соединителя.
[0006] Наконечник 102 предприятия US Conec Ltd. имеет, как правило, форму пластмассового блока, имеющего ряд сквозных отверстий достаточно большого размера, которые обеспечивают достаточный зазор для вставки входящих концов оптических волокон 112 и установочных штифтов 108 в блок. Наконечник 102 выполнен посредством формования из пластикового полимера, который часто усиливают частицами стекла. Чтобы вставить концы нескольких оптических волокон 112 через отверстия в блоке наконечника 102, защитные оболочки и промежуточные слои (смола) оптического волокна удаляют, чтобы подвергнуть воздействию покровный слой вблизи входящих концов, а покровный слой покрывают слоем эпоксидной смолы. Входящие концы оптических волокон затем вставляют в отверстия достаточно большого размера в наконечнике. Концы оптических волокон 112 надежно удерживаются в наконечнике 102 после отверждения эпоксидной смолы. Аналогично концы установочных штифтов 108 покрывают эпоксидной смолой перед вставкой в отверстия достаточно большого размера в наконечнике 102, предусмотренные для штифтов.
[0007] Описанный выше наконечник имеет несколько существенных недостатков. Деталь, отлитая под давлением, по своей сути не выдерживает допуски в должной мере. Полимер не является жестким и деформируется, когда к волоконно-оптическому кабелю или корпусу соединителя применяется нагрузка (сила или моменты силы). Полимеры также подвержены ползучести и тепловому расширению/сжатию в течение длительных периодов времени. Зазор в отверстиях достаточно большого размера в наконечнике также влияет на допуск полного совмещения волокон. Эпоксидная смола сжимается при отверждении, что ведет к изгибу пластикового наконечника. Кроме того, эпоксидная смола отличается ползучестью с течением времени, что приводит к сжатию концов оптических волокон (которые прижимаются к концам смежных волокон) внутри отверстий в наконечнике под действием осевого смещения от подпружинивания в соединителе. Это подвергает опасности целостность взаимодействия контактных поверхностей противоположных поверхностей концов волокон. Эти и другие недостатки приводят к плохим допускам, которые наиболее востребованы в современных волоконно-оптических системах.
[0008] В настоящее время общепризнано, что производство современных волоконно-оптических соединителей слишком дорого, а их надежность и нужные характеристики потерь очень востребованы. Допуски волоконно-оптических соединителей должны улучшиться, а стоимость производства волоконно-оптических соединителей должна уменьшаться, если волоконно-оптические технологии будут применяться предпочтительно как средство связи для малых и очень малых расстояний. Относительно широкое распространение и постоянный рост использования оптоволокна в системах связи, системах обработки данных и других системах передачи сигналов создали спрос на удовлетворительные и эффективные средства волоконно-оптических терминалов, расположенных на расстоянии.
[0009] Таким образом, желательно разработать новую конструкцию волоконно-оптического соединителя и, в частности, новую конструкцию наконечника, что приведет к низким вносимым потерям и низким обратным потерям, что обеспечит простоту использования и высокую надежность вместе с невысокой опасностью для окружающей среды, и которая может быть изготовлена при низких затратах.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0010] Для более полного понимания сущности и преимуществ настоящего изобретения, а также предпочтительного способа использования, должна быть сделана ссылка на следующее подробное описание в совокупности с прилагаемыми чертежами. На следующих чертежах одинаковые номера позиции обозначают одинаковые или аналогичные части на всех чертежах.
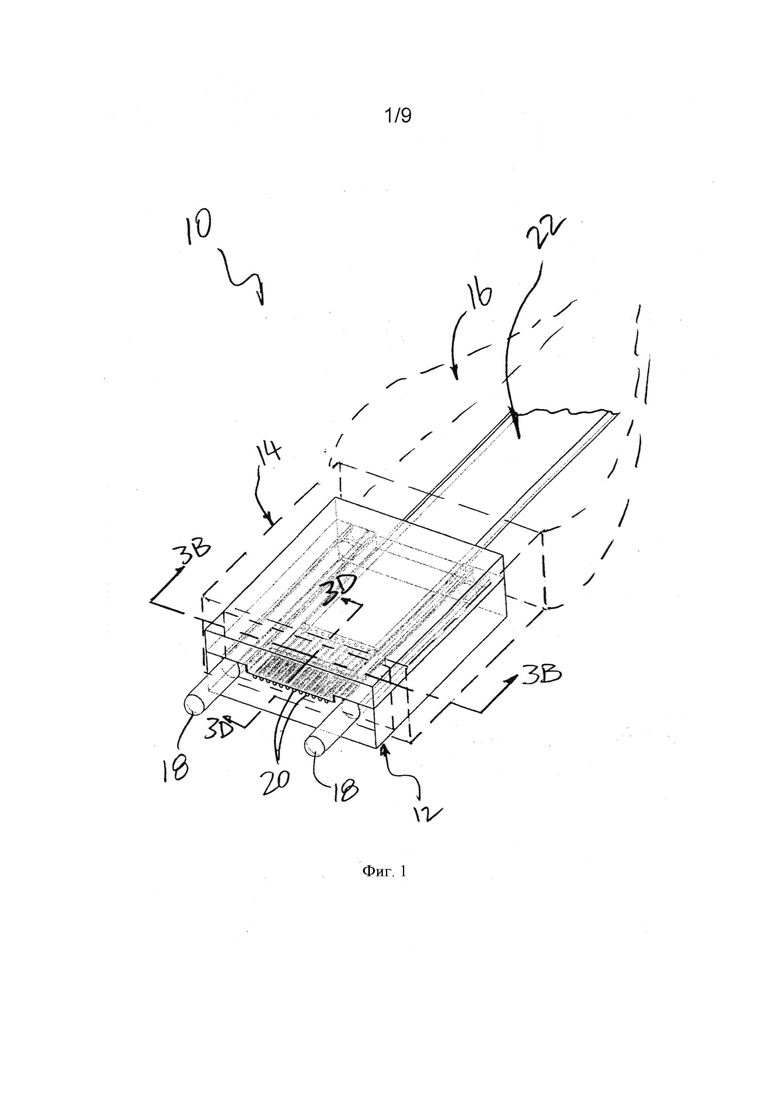
[0011] На Фиг. 1 представлен перспективный вид узла, включающего в себя наконечник для использования в составе волоконно-оптического соединителя в соответствии с одним из вариантов осуществления настоящего изобретения.
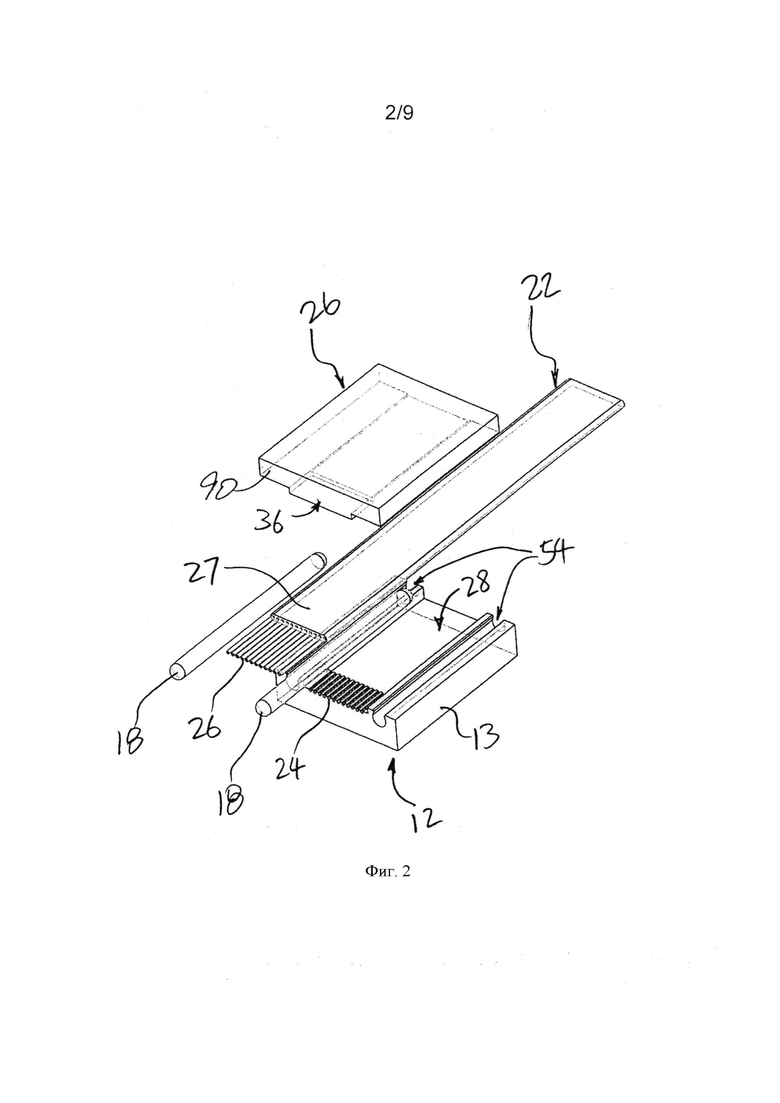
[0012] На Фиг. 2 представлено изображение наконечника и волоконно-оптического узла в разобранном виде в соответствии с одним из вариантов осуществления настоящего изобретения.
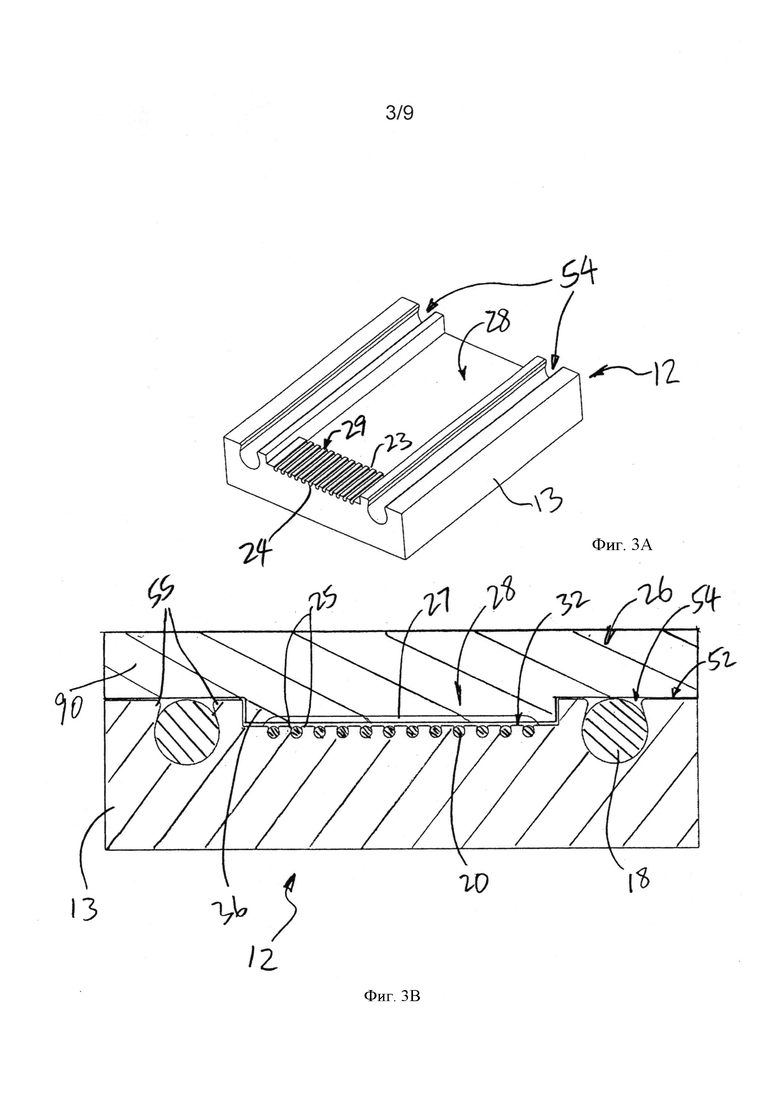
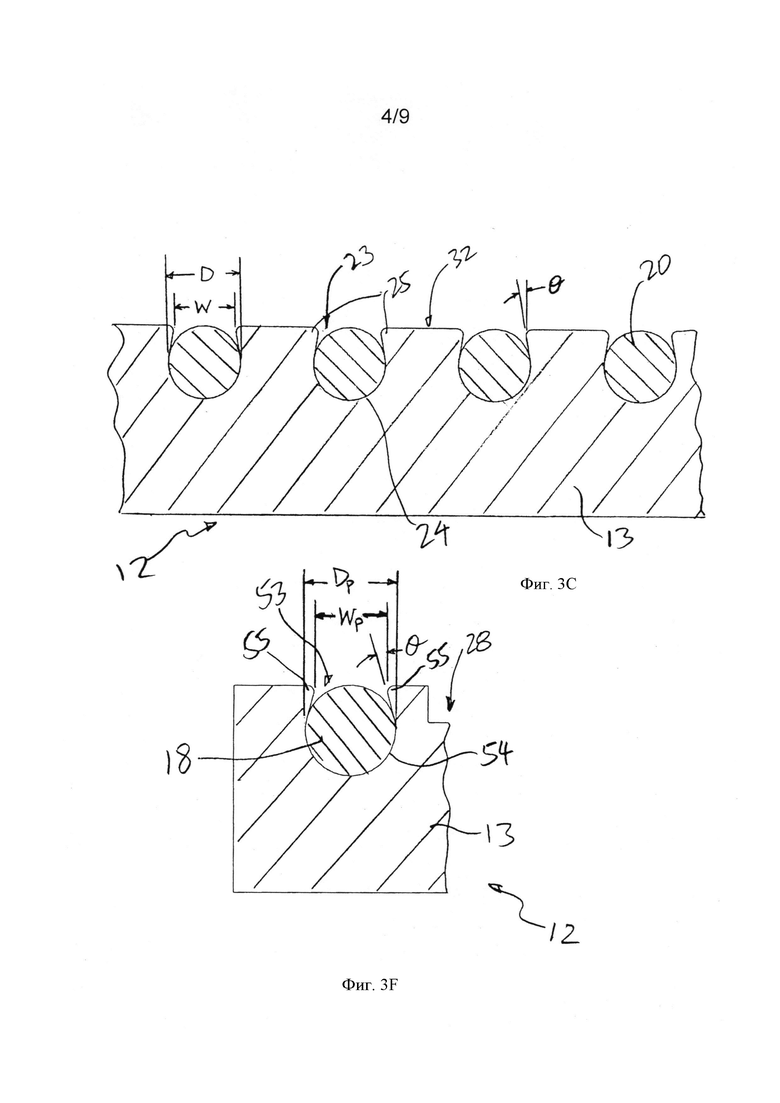
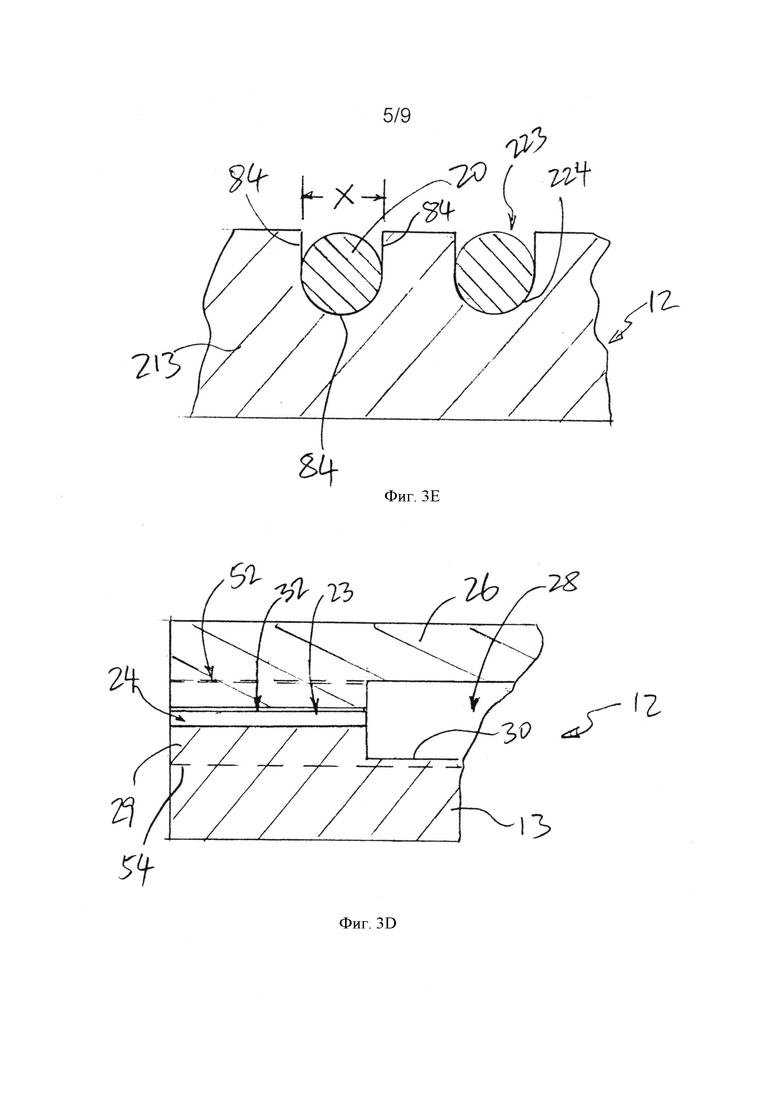
[0013] На Фиг. 3A представлен перспективный вид наконечника в соответствии с одним из вариантов осуществления настоящего изобретения; Фиг. 3B представляет собой вид наконечника в разрезе, выполненный по линии 3B-3B на Фиг. 1, с волокном и направляющими штифтами; Фиг. 3C представляет собой увеличенный вид в разрезе канавок и волокна; Фиг. 3D представляет собой вид в разрезе наконечника, выполненный по линии 3D-3D на Фиг. 1; Фиг. 3E представляет собой вид в разрезе альтернативного варианта осуществления канавок наконечника; на Фиг. 3F представлен увеличенный вид канавки и установочного штифта в разрезе.
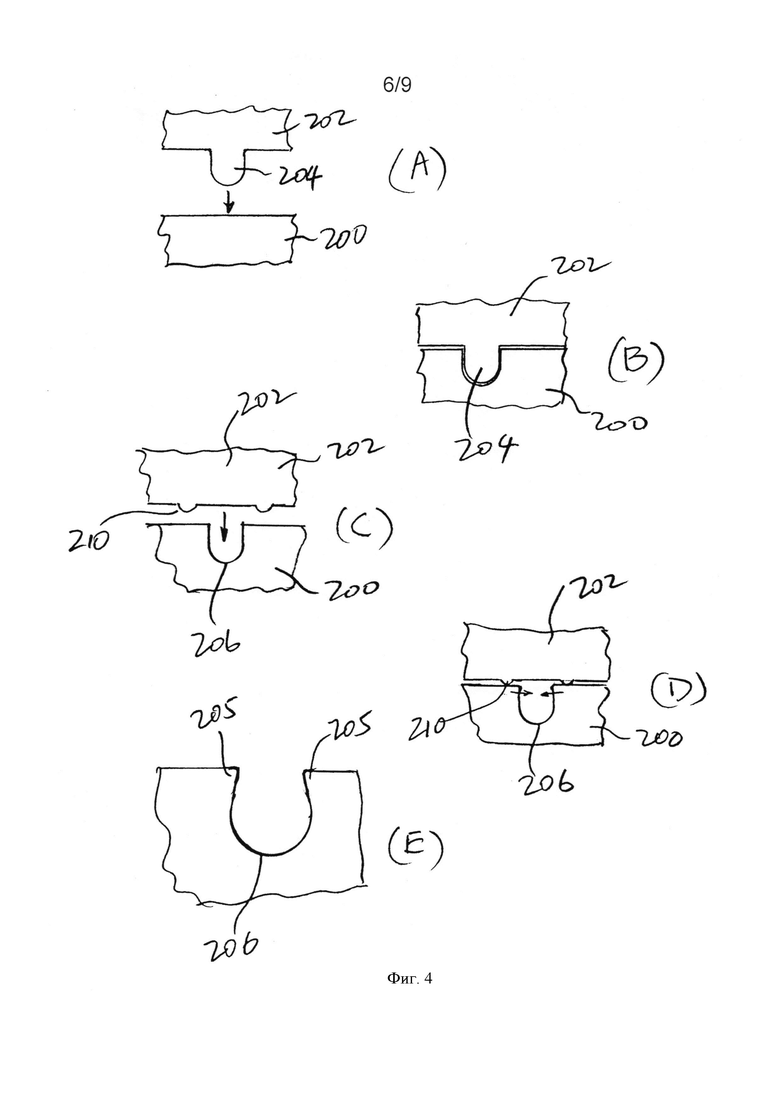
[0014] На Фиг. 4 схематически представлен процесс формирования конструктивных особенностей наконечника путем штамповки в соответствии с одним из вариантов осуществления настоящего изобретения.
[0015] На Фиг. 5 схематически представлен альтернативный процесс сужения отверстия канавок путем лазерной обработки в соответствии с другим вариантом осуществления настоящего изобретения.
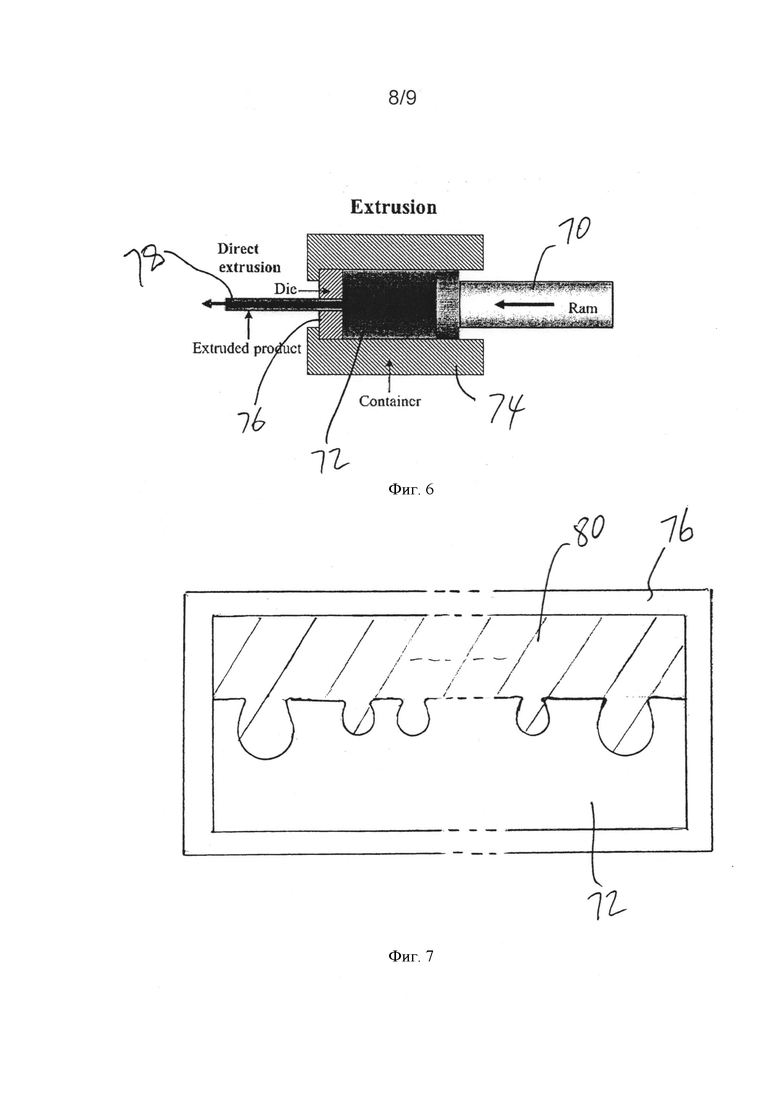
[0016] На Фиг. 6 схематически представлен альтернативный процесс формирования конструктивных особенностей наконечника путем экструзии в соответствии с другим вариантом осуществления настоящего изобретения.
[0017] На фиг. 7 представлена матрица штампа, используемая для экструзии заготовки для формования наконечника в соответствии с одним из вариантов осуществления настоящего изобретения.
[0018] На Фиг. 8 представлен известный из уровня техники волоконно-оптический соединитель.
КРАТКОЕ ИЗЛОЖЕНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
[0019] В настоящем изобретении предложен наконечник (соединительный зажим) для волоконно-оптического соединителя, в котором преодолены многие недостатки наконечников и соединителей предшествующего уровня техники. Наконечник в соответствии с настоящим изобретением предлагает волоконно-оптический соединитель, имеющий наконечник для оптического волокна, который приводит к низким входным потерям и низким выходным потерям, что обеспечивает простоту использования и высокую надежность вместе с невысокой опасностью для окружающей среды, и который может быть изготовлен при низких затратах.
[0020] В одном из аспектов настоящего изобретения наконечник имеет открытую конструкцию, которая имеет высокоточные конструктивные особенности, а именно открытые зажимные канавки (пазы) для волокна, которые могут надежно зажимать оптическое волокно без необходимости использования эпоксидной смолы или дополнительной высокоточной детали. В одном из вариантов осуществления изобретения наконечник имеет корпус, имеющий множество открытых канавок, образованных параллельно на одной из их поверхностей для приема и зажима участков концов оптического волокна. В другом аспекте настоящего изобретения по меньшей мере часть продольного отверстия канавки предусматривает противоположно расположенные выступы, чтобы обеспечить зажимное действие. Ширина продольного отверстия, образованного между выступами вдоль по меньшей мере одного участка канавок, является более узкой, чем диаметр оптического волокна, чтобы создать плотную посадку (например, посадку с натягом) по отношению к волокнам, которая позволяет вставить концевой участок оптического волокна латерально в продольное отверстие канавки, но которая удерживает оптическое волокно в канавке. Канавки и ширина продольных отверстий канавки имеют такую форму и размеры, чтобы удерживать волокно без какого-либо зазора, чтобы допустить движение волокна по отношению к канавке. Канавки могут округлое дно, чтобы соответствовать внешней форме оптического волокна, или плоское дно или V-образную канавку (в результате чего имеется пространство между волокном и стенкой канавки). Округлое дно предпочтительнее, так как это увеличивает площадь контакта с волокном и обеспечивает более равномерное упругое напряжение в волокне.
[0021] В одном из вариантов осуществления изобретения ширина продольного отверстия канавки является равномерной по всей длине канавки. В другом варианте осуществления изобретения только определенный участок или участки отверстия канавки сужаются посредством выступов (например, в конце канавки вблизи торцевой поверхности оптического волокна и или на другом конце канавки).
[0022] В другом варианте осуществления изобретения аналогичные канавки могут быть предусмотрены в корпусе наконечника для установочных направляющих штифтов.
[0023] В другом аспекте настоящего изобретения канавки сформированы с высокой точностью посредством высокопроизводительных процессов, таких как штамповка и экструзия. В одном из вариантов осуществления канавки первоначально сформированы с помощью высокоточной штамповки, за которой следует сужение отверстий канавок, например посредством штамповки или пробивания отверстий в верхней поверхности корпуса наконечника, чтобы подтолкнуть материал на двух противоположных краях отверстия в отверстие в канавке, чтобы сформировать выступ, или посредством лазерной обработки, чтобы расплавить материал в углах отверстия для протекания в отверстие канавки, чтобы сформировать выступ.
[0024] В другом варианте осуществления изобретения канавки с суженным отверстием сформированы посредством экструзии заготовки с помощью матрицы штампа.
[0025] В одном из вариантов осуществления изобретения корпус наконечника выполнен из металла, выбор которого осуществляется так, чтобы он обладал высокой жесткостью (например, из нержавеющей стали), химической инертностью (например, титан), устойчивостью к высоким температурам (никелевый сплав), низким тепловым расширением (например, инвар), или для согласования теплового расширения с другими материалами (например, ковар для соответствующего стекла).
[0026] В соответствии с настоящим изобретением наконечник устраняет многие недостатки предшествующего уровня техники, в результате чего образуется волоконно-оптический соединитель, который характеризуется низкими вносимыми потерями и низкими обратными потерями, который обеспечивает простоту использования и высокую надежность вместе с невысокой опасностью для окружающей среды, и который может быть изготовлен с низкими затратами.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
[0027] Настоящее изобретение описано ниже применительно к различным вариантам осуществления со ссылкой на чертежи. Хотя настоящее изобретение описано с точки зрения лучшего варианта для достижения целей данного изобретения, специалистам в данной области техники ясно, что изменения в соответствии с замыслом могут быть осуществлены без отклонения от сущности или объема изобретения.
[0028] Настоящее изобретение предлагает наконечник (соединительный зажим) для волоконно-оптического соединителя, который устраняет многие недостатки наконечников и соединителей предшествующего уровня техники. Наконечник в соответствии с настоящим изобретением предлагает волоконно-оптический соединитель, имеющий наконечник оптического волокна, который приводит к низким входным потерям и низким выходным потерям, который обеспечивает простоту использования и высокую надежность вместе с невысокой опасностью для окружающей среды, и который может быть изготовлен с низкими затратами.
[0029] На Фиг. 1 представлен перспективный вид узла оптического волокна 10, имеющего узел компонентов, включая наконечник 12 в соответствии с одним из вариантов осуществления настоящего изобретения. Соединитель 10 дополнительно содержит корпус наконечника 14 (обозначен пунктирными линиями), колпачок кабеля 16 (обозначен пунктирными линиями) и установочные направляющие штифты 18. Наконечник 12 сконструирован для нескольких оптических волокон 20 (например, 12 волокон удерживаются в муфте 27, чтобы сформировать ленточный волоконно-оптический кабель 22). Углубление 28 имеет такие размеры, чтобы полностью принять муфту 27 в углубление 28. Фиг. 1 является упрощенным изображением волоконно-оптического соединителя 10. В отличие от наконечника 12, который сконструирован в соответствии с настоящим изобретением, другие компоненты волоконно-оптического узла 10 могут дополнительно включать в себя части волоконно-оптического узла, представленного на Фиг. 8 (т.е. наконечник в соответствии с настоящим изобретением может быть совместим с версиями, используемыми в волоконно-оптических соединителях МТО/МРО, предлагаемых предприятием US Conec Ltd.).
[0030] В одном из аспектов настоящего изобретения наконечник имеет открытую структуру, которая имеет сформированные на ней высокоточные конструктивные особенности, которые могут надежно удерживать оптическое волокно без необходимости использования эпоксидной смолы или дополнительной высокоточной детали. На Фиг. 2 представлено изображение наконечника 12 и волоконно-оптического узла в разобранном виде в соответствии с одним из вариантов осуществления настоящего изобретения. В соответствии с Фиг. 3A-3D наконечник 12 имеет корпус 13, имеющий множество продольных открытых канавок (пазов) 24, сформированных параллельно на поверхности внутри углубления 28 в корпусе 13 наконечника. На Фиг. 3D более четко видно, что канавки 24 образованы на возвышении 29 в выемке 28. Канавки 24 принимают участки входящих концов оптического волокна 20 (голые участки с незащищенной оболочкой, без защитных промежуточных слоев и оболочек). Муфта 27 волоконной ленты 22 установлена в пределах участка пола 30 в углублении 28, которое обеспечивает дополнительное пространство для размещения толщины муфты 27 и защитных промежуточных слоев и оболочек на волокнах 20 внутри муфты.
[0031] Канавки 24 сконструированы так, чтобы надежно удерживать волокна 20 (голые участки с незащищенной оболочкой, без защитных промежуточных слоев и оболочек), путем зажима волокна 20, например с помощью посадки с натягом (или прессовой посадки). Как указано ниже в данном описании в контексте настоящего изобретения и в соответствии с обычным использованием в области механики, термин «натяг» относится к пространственной взаимосвязи между сопряженными деталями, которая выходит за пределы размерных допусков отдельных деталей. Допуск является заданным ограничением изменения размеров или отклонением от номинального размера в связи с изготовления детали в ходе контролируемого процесса. Фактический размер будет в пределах допуска номинального размера. В противоположность этому натяг достигается намеренным определением размеров и формированием по меньшей мере одной из двух сопряженных деталей с заданными номинальными размерами, чтобы обеспечить желаемую посадку с натягом между двумя сопряженными деталями. Необходимы производственные допуски для номинальных размеров, которые задаются для достижения планируемого натяга. Другими словами, даже если имеется нулевой допуск в процессе изготовления, фактические размеры будут тогда номинальными размерами сопряженных деталей, что будет по-прежнему приводить к заданному натягу. Посадка с натягом гарантирует, что волокна 20 зажаты на месте и, следовательно, положение и ориентация волокон установлены посредством расположения и параллельности канавок 24. Использование посадки с натягом отличается от посадки формованного наконечника, как показано на Фиг. 8, который имеет отверстие, допуск которого больше, чем диаметр оптического волокна. Следовательно, отверстие слишком большого размера не регулирует положение оптического волокна.
[0032] В одном из вариантов осуществления изобретения, как показано на Фиг. 3E, канавки 224 в корпусе 213 наконечника 212 могут быть в целом U-образными каналами, каждый из которых имеет приблизительно параллельные стенки 82, расположенные от полукруглого дна 84. Расстояние X между параллельными стенками 82 (или ширина X продольного отверстия 223) имеет такой размер, чтобы быть немного меньше, чем диаметр оптического волокна 20 (голое волокно с незащищенной оболочкой, без защитных промежуточных слоев и оболочек), чтобы обеспечить посадку с натягом. (Как указано ниже в данном описании, диаметр оптических волокон соотносится с диаметром голого волокна с незащищенной оболочкой без защитных промежуточных слоев и оболочек, например 125 μм). Только одной этой посадки с натягом может быть достаточно, чтобы надежно зажимать концы волокна 20 в канавках 224.
[0033] В другом аспекте настоящего изобретения для облегчения зажима волокон 20 с помощью канавок 24 ширина W продольного отверстия 23 канавок 24 выполнена немного уже, чем диаметр оптических волокон 20. В частности, отверстие 23 определяется выступами 25, образованными на противоположных продольных краях продольного отверстия 23. Ширина W продольных отверстий 23 немного меньше требуемого размера, чтобы позволить вставить участок входящих концов оптических волокон в поперечном направлении в продольные отверстия 23 канавок с посадкой с натягом. Величина натяга может быть установлена в процессе производства, так что загрузка волокна в канавку вызывает лишь упругую деформацию или незначительную пластическую деформацию в выступе. Канавки не должны повергаться пластической деформации, в противном случае они будут влиять на точность положения волокна.
[0034] В частности, для прикрепления волокон 20 к наконечнику 12 участок концов волокон 20 прессуют в продольном направлении в канавки 24 через продольные отверстия 23 с защелкиванием (т.е. не в осевом направлении канавок), притом что кончик волокна 20 слегка выступает за пределы торцевой поверхности корпуса 13 наконечника. Кроме того, ширина W продольных отверстий 23 и канавок 24 имеет такие размеры и форму, которые позволяют плотно удерживать участок оптических волокон 20 в канавках 24 без обеспечения зазора для осевых и боковых перемещений торцевой поверхности волокон по отношению к канавкам, чтобы обеспечить жесткий допуск для оптической связи между торцевыми поверхностями двух соседних волокон. Для удержания участков голого волокна в канавках не требуется эпоксидная смола, учитывая натяг вдоль сопряженных поверхностей между волокнами 20 и канавками 24.
[0035] Есть альтернативные способы создания натяга. Один из таких способов предполагает надавить выступы 25 вниз на верхнюю поверхность волокна, так что волокно вдавливается в полукруглую часть канавки 24. Другой способ предусматривает, что боковые стенки канавки зажимают волокно по сторонам. В первом подходе упругая деформация выступа предусматривает прижимное усилие. Во втором подходе натяг от вертикальных стенок упруго деформирует и зажимает стороны волокна. Оба подхода могут быть реализованы вместе путем соответствующего формирования канавок и выступов и определения их размеров. Следует отметить, что контактное давление в результате натяга между канавкой и волокном не должно превышать прочность волокна. Оно лишь должно быть достаточно большим, чтобы удерживать волокно и образовывать трение, которое препятствует осевому скольжению волокон при движении в канавках. Требуется только несколько микрометров натяга. В общем, натяг составляет меньше нескольких микрометров, наиболее часто один или два микрометра.
[0036] В качестве примера, а не ограничения в одном из вариантов осуществления изобретения для оптических волокон 20, изготовленных из диоксида кремния и имеющих диаметр 125 дм, в наконечнике, изготовленном из ковара (54% Fe, 29% Ni, 17% Co), длина канавок 24 может быть от 1 до 3 мм, диаметр или ширина (т.е. максимальный поперечный размер D) канавок 24 составляет 0,124 мм, а ширина W продольных отверстий 23 равна 105 дм. Предусмотренный натяг составляет около 1 μм, подходит для диоксида кремния и ковара. Кварцевое стекло имеет очень высокую прочность на сжатие, поэтому оно будет выдерживать высокое контактное давление от посадки с натягом.
[0037] В отношении варианта осуществления изобретения, показанного на Фиг. 3C, для круглых цилиндрических оптических волокон 20 канавки 24 имеют цилиндрическую форму и обладают, как правило, круглым поперечным сечением (за исключением отверстия 23) в соответствии с цилиндрической поверхностью волокон 20. Продольный участок в верхней части каждого волокна 20 не защищен соответствующим продольным отверстием 23. Данный незащищенный участок волокон 20 может слегка выступать над плоскостью 32 отверстий 23 или быть, предпочтительно, в одной плоскости или немного ниже плоскости 32 отверстий 23. В частности, канавки 24 могут быть цилиндрическим пространством, которое имеет в основном круглое поперечное сечение, ограниченное цилиндрической стенкой, заканчивающееся продольными выступами 25, которые обозначают продольное отверстие 23. В качестве альтернативного варианта канавки 24 могут быть цилиндрическим пространством, которое имеет в основном U-образное поперечное сечение, обозначенное закругленным (например, полукруглым) дном и цилиндрической стенкой, заканчивающееся направленными внутрь продольными выступами 25, которые обозначают продольное отверстие 23, которое соответствует внешней форме волокон 20. В любом случае около выступов 25 боковые стенки канавки 23 наклонены внутрь по направлению к отверстию 23 под углом θ от 5 до 20 градусов по отношению к вертикальной касательной к волокну 20.
[0038] Вариант осуществления изобретения, представленный на Фиг. 3C, показывает форму поперечного сечения канавок 24, как правило, соответствующую корпусу волокна 20. Волокно 20 надежно «зажато» в канавке 24, а выступы 25 надавливают на верхнюю часть волокна 20 в отношении дна и других частей канавки 24. В представленном варианте осуществления изобретения стенка волокна 20 изображена так, что давление производится по отношению ко всей стенке канавки 24, за исключением участка вблизи отверстия 23. Это обеспечивает практически равномерное давление практически по всему контуру волокна, что оказывает меньшее влияние на оптические сигналы, передаваемые по волокну 20, в результате вызванных напряжением изменений в волокне или основных показателей преломления. Однако пределам объема и сущности настоящего изобретения вполне соответствует конструкция канавки в наконечнике с различными поперечными сечениями, которые по-прежнему будут обеспечивать соответствующую посадку с натягом, чтобы надежно удерживать волокна 20 в канавках. Например, канавки могут иметь плоское или изогнутое дно, изогнутые боковые стенки или плоские боковые стенки, расположенные перпендикулярно или под небольшим расходящимся углом к плоскому дну (например, V-образное дно), и направленные внутрь выступа, что обозначает продольное отверстие канавки. Данные конфигурации канавки приводят к наличию определенных промежутков между изогнутыми стенками волокна и плоскими или изогнутыми боковыми стенками канавки, однако, зажимное действие посредством выступов 25 и/или вертикальных стенок канавок по отношению к волокну, тем не менее, не обеспечивает любой зазор, позволяющий движение волокон в канавке.
[0039] Принимая во внимание, что волокно 20 полностью удерживается в канавке 24, а профиль канавки, в частности, выступы 25 и дно канавки определяют местоположение волокна 20 в канавке, волокно 20 расположено точно в наконечнике посредством канавки. Соответственно относительное местоположение (например, интервал) волокон 20 в наконечнике 12 точно поддерживается в наконечнике, например, для совмещения с волокнами в противоположно расположенном волоконно-оптическом соединителе.
[0040] В варианте осуществления изобретения, представленном на Фиг. 3, ширина W продольного отверстия 23 равномерна по всей длине канавок 24. В другом варианте осуществления изобретения (не показан) более узкая ширина W присутствует на определенном участке или участках вдоль отверстия канавки, остальная часть отверстия канавки имеет ширину D. Например, ширина участка (например, от 0.5 до 2.0 мм длины) вдоль продольного отверстия канавки вблизи торцевой поверхности корпуса 13 наконечника может быть уже, чем ширина остальных участков продольного отверстия. Таким образом, только небольшой участок вблизи от торцевой поверхности оптического волокна 20 надежно удерживается в канавке посредством посадки с натягом, допуская при этом некоторые движения оставшейся части волокон 20 в канавке для того, чтобы позволить уменьшить боковое давление на волокна за счет разгрузки натяжения волокна. В этом варианте осуществления изобретения для участка волокна в пределах более широкой части канавки без более узкой ширины W часть промежуточного слоя и/или оболочки может быть оставлена на волокне, чтобы обеспечить наличие подстилающего слоя для волокон в более широкой части канавки. В наконечнике согласно этому варианту осуществления изобретения применяется зажимное давление только вблизи торцевой поверхности волокна, где оптическое совмещение является критическим и где зажимное давление может иметь меньшее влияние на оптическую аберрацию, которая вызывает деградацию сигнала из-за вызванных механическим напряжением изменений в оптическом волокне. В другом варианте осуществления изобретения другие участки вдоль отверстия канавки могут быть предусмотрены с более узкой шириной W. Например, на другом конце канавки ширина отверстия канавки может иметь меньшую ширину W. В сжатой на двух концах канавке предусмотрено средство, чтобы противостоять небольшим моментам, которые могут быть применены посредством ленточного кабеля.
[0041] Что касается Фиг. 3F, чтобы облегчить совмещение смежных волоконно-оптических соединителей, продольные открытые канавки 54 могут быть предусмотрены в корпусе 13 наконечника для установочных штифтов 18. Канавки 54 имеют конструкцию, аналогичную канавкам 24 для волокна, рассмотренных выше. В частности, канавки 54 снабжены продольными отверстиями 53. Канавки 54 могут иметь одинаковую форму и размер, чтобы обеспечить надежный зажим установочных штифтов 18, например, с помощью посадки с натягом. Продольные выступы 55 могут быть предусмотрены на противоположных продольных краях канавок 54 аналогично выступам 25 для канавок 24 для волокна. Аналогичные особенности, рассмотренные выше, могут быть применены к канавкам 54 для установочных штифтов 18, за исключением проблем, относящихся к деградации сигнала в связи с тем, что штифты не являются оптической частью. Тем не менее, в отношении расположения выступов 55 вдоль продольных отверстий 54 выступы 55 могут быть предусмотрены вдоль отверстия 53 на участке возле торцевой поверхности корпуса наконечника, на которой волокно заканчивается, дополнительно на другом конце канавки 54 или дополнительно на обоих концах канавки. Профиль поперечного сечения канавок 54 для штифтов может отличаться от профиля канавок 24 для волокна на том же наконечнике.
[0042] В качестве примера, а не ограничения, в одном из вариантов осуществления изобретения для установочных штифтов 18, сделанных из нержавеющей стали и имеющих диаметр 0,7 мм, в наконечнике, изготовленном из ковара, длина канавок 54 может составлять от 5 до 15 мм, диаметр или ширина (т.е. максимальный поперечный размер Dp) канавок 54 составляет 0,698 мм, а ширина WP продольных отверстий 23 составляет 0,560 мм. Предусмотренный натяг составляет около 2 μм, подходит для ковара и материала из нержавеющей стали.
[0043] Для наконечника в соответствии с настоящим изобретением отсутствие удерживающей пластины или дополнительного наконечника потребует надежного и точного позиционирования волокон 20 и установочных штифтов 18 в волоконно-оптическом соединителе. Как показано на Фиг. 2, 3B и 3C, может быть предусмотрена пылезащитная крышка 26, которая не выполняет функции совмещения волокна или эффективной поддержки в позиционировании волокон 20 и установочных штифтов 18. Другими словами, крышка 26 не является и не играет роль наконечника для удерживания оптического волокна, которое должно быть точно совмещено с другим оптическим волокном. Крышка 26 может частью с низким уровнем точности, которая может быть свободно установлена в углублении 28 в корпусе 13 наконечника, чтобы предотвратить изгиб волокон вне плоскости пола 30 углубления 28. Крышка 26 может, однако, обеспечить зажим ленты волокна 22 по отношению к углублению 28 корпуса 13 наконечника. Крышка 26 может иметь выступающий участок 36 в центре, который входит в углубление 28. Либо выступающий участок 36 покоится на внешней поверхности 32 отверстий 24, либо более тонкие участки 90 периметра крышки 26 покоятся на внешней поверхности 52 отверстий 54, либо и тот и другие могут покоиться на соответствующей внешней поверхности 32 и 52. В другом варианте осуществления изобретения (не показан) выступающий участок 36 может отсутствовать, что превращает крышку 26 в имеющую форму пластины, которая имеет однородную толщину.
[0044] В другом аспекте настоящего изобретения канавки для волокна и канавки 54 для установочных штифтов 54 формируются с высокой степенью точностью посредством процессов с высокой пропускной способностью, таких как штамповка и экструзия. Фиг. 4 схематически демонстрирует сечения, которые схематически изображают этапы формирования конструктивных особенностей канавок наконечника 12, рассмотренного выше, посредством высокоточной штамповки в соответствии с одним из вариантов осуществления настоящего изобретения. Такая же процедура штамповки используется для канавок 24 для волокна и канавок 54 для установочных штифтов. Фиг. 4 упрощена, чтобы продемонстрировать участок одной из канавок, которая может канавкой для волокна или канавкой для установочного штифта. На практике все канавки для волокна (например, 12 из них) и две канавки для установочных штифтов сформированы одновременно. Соответственно, если особым образом не показано на Фиг. 4, то число элементов надлежащего размера для различных перфораторов соответствует множеству канавок 24 для волокна и канавок 54 для штифтов, сформированным на одной заготовке. (см. Фиг. 4F.)
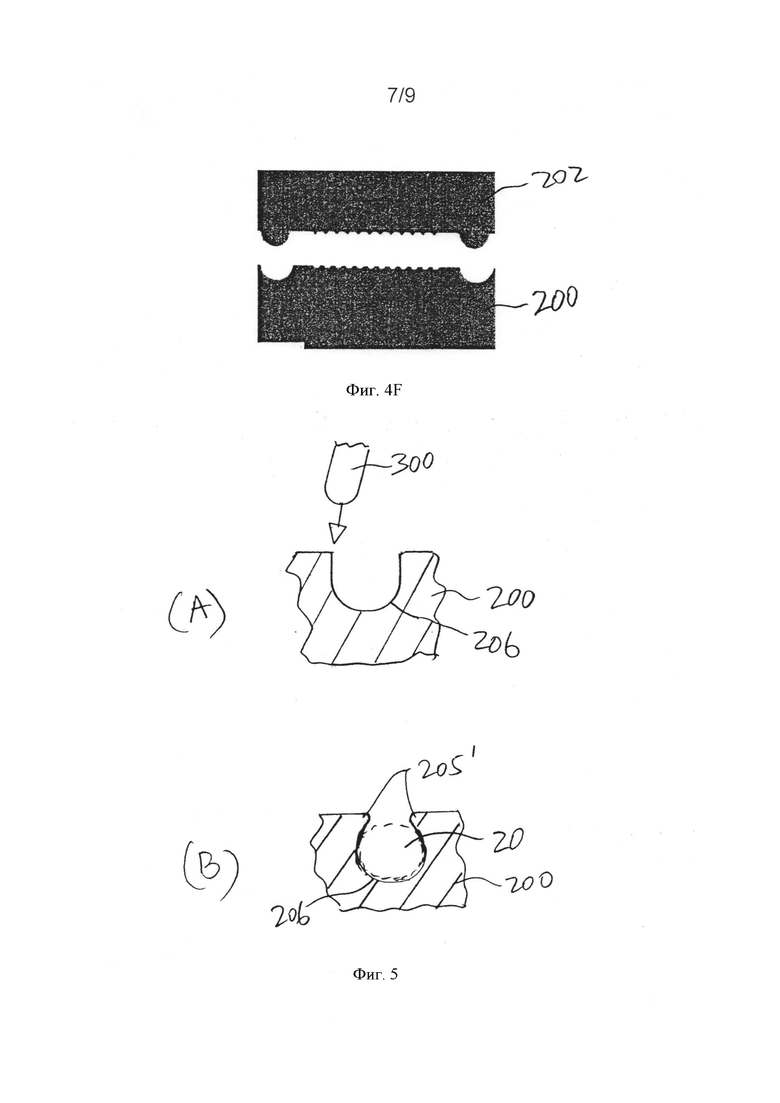
[0045] На стадии A металлическая заготовка 200 (которой может быть придана предварительная форма внешней общей формы корпуса 13 наконечника, но без канавок) расположена ниже пуансона 202, имеющего выступающий продольный U-образный элемент 204. На стадии В при штамповке продольная U-образная канавка 206 образуется в заготовке 200 посредством U-образного элемента 204. Глубина U-образной канавки 206 выбирается таким образом, что конечная канавка имеет глубину достаточную для того, чтобы удержать волокно/штифт, при этом верхняя часть волокна/штифта выступает незначительно выше, в одной плоскости со смежной верхней поверхностью вблизи от отверстия канавки или незначительно ниже. Например, U-образная канавка имеет ширину около 125 дм (для обеспечения требуемого натяга) для канавки 24 для волокна, или около 700 дм (для обеспечения требуемого натяга) для канавки 54 для установочного штифта. На стадии С заготовка 200 с U-образной канавкой 206 расположена ниже другого пуансона 208, имеющего два параллельных продольных выступающих элемента 210, которые расположены друг от друга на расстоянии, которое шире, чем отверстие U-образной канавки 206 (например, центральная линия выступающего элемента 210 составляет около 40 дм от края U-образной канавки 206). На стадии D сразу после штамповки выступающие элементы 210 надавливают на верхнюю поверхность заготовки 200 и нажимают на материал заготовки для формирования продольных выступов 205, тем самым сужая отверстие канавки 206. На стадии Е после удаления пуансона 208 конечная канавка 206 будет иметь желаемую форму, размер и натяг, например, такие, которые необходимы для канавки 24 для волокна или канавок 54 для установочных штифтов, рассмотренных выше. Фиг. 4F представляет собой схематическое изображение примерного комплектного пуансона 202 и заготовки 200, которые прошли вышеупомянутую стадию B в процессе формирования всего наконечника посредством штамповки.
[0046] Следует понимать, что из вышеизложенного следует, что открытые каналы или канавки могут быть сформированы более легко и точно по сравнению с формированием сквозных отверстий в пластиковом блоке наконечника, которое применяется на практике в предшествующем уровне техники.
[0047] Другие общеизвестные подробности описанного выше процесса штамповки были пропущены, такие как определение размеров и придание формы пуансонов 202 и 208, чтобы предоставить штампованный продукт, имеющий нужный размер и форму. Например, пуансону 202 может быть соответствующим образом придана такая форма, что края продольного отверстия в канавке 206 слегка закруглены, чтобы упростить вставку волокна/штифта. Кроме того, каждая стадия, представленная на Фиг. 4, может содержать две или более подстадии для достижения результата данной стадии. Например, формирование канавки 206 на стадии В может включать этап предварительной перфорации с последующей штамповкой с помощью окончательного пуансона 202. Кроме того, другие промежуточные стадии могли быть исключены из рассмотренного выше.
[0048] Способ высокоточной штамповки и устройство для него были раскрыты в патенте США №7,343,770, который был переуступлен правопреемнику настоящего изобретения. Данный патент полностью включен сюда посредством ссылки. Способ и устройство для штамповки, раскрытые в нем, могут быть приведены в соответствие с высокоточной штамповкой наконечников согласно настоящему изобретению.
[0049] Фиг. 5 схематически демонстрирует альтернативный процесс сужения отверстия канавок, образованных после стадии В на Фиг. 4. В этом варианте осуществления изобретения аналогично лазерной сварке на стадии А лазерный луч 300 применяется, чтобы точечно расплавить материал заготовки на продольных краях продольного отверстия канавки 206, чтобы сформировать продольный выступ 205'. Расплавленный материал поступает в отверстие канавки 206, тем самым сужая отверстие канавки. После этого на стадии В расплавленный материал затвердевает, выступы 205' образованы.
[0050] Фиг. 6 схематично демонстрирует альтернативный процесс образования конструктивных особенностей наконечника путем экструзии. В соответствии с данным вариантом осуществления изобретения внешняя форма корпуса 13 наконечника и канавок 24 и 54 образованы в одну стадию экструзии. Толкатель 70 толкает болванку или заготовку 72 (например, металлическую заготовку) в контейнер 74 через выход экструдера 76, чтобы произвести штампованный продукт 78. При предоставлении соответствующего выхода экструдера 76 наконечник 12 имеет конструктивные особенности канавки, рассмотренные выше. Фиг. 7 демонстрирует вид в разрезе матрицы 76, используемой для экструзии болванки или заготовки 72, чтобы сформировать наконечник 12 в соответствии с вариантом осуществления настоящего изобретения. Экструдер содержит пуансон 80, имеющий конструктивные особенности в дополнение к канавкам и другим особенностям корпуса наконечника 12. Заготовка 72 проталкивается через выход экструдера для получения наконечника 12.
[0051] В одном из вариантов осуществления изобретения корпус наконечника выполнен из металлического материала, который выбирается так, чтобы иметь хорошую термическую стабильность размеров (например, инвар).
[0052] Наконечник в соответствии с настоящим изобретением устраняет многие недостатки предшествующего уровня техники. Не имея никакого зазора между канавками в наконечнике и волокнами и установочными штифтами, которые могли бы в ином случае привести к движениям между частями, установочные штифты и волокна могут быть более точно расположены относительно друг друга. Промежутки между волокнами и штифтами могут лучше сохраняться при изменении условий окружающей среды, например наконечник может обеспечивать больше вариаций размеров, не затрагивая указанные допуски на совмещение. Образованный таким образом волоконно-оптический соединитель ведет к низким вносимым потерям и низким обратным потерям. Конфигурация наконечника также обеспечивает удобство крепления входящих концов волокна к наконечнику по сравнению с заправкой покрытых эпоксидной смолой волокон через отверстия в наконечниках предшествующего уровня техники. Без использования эпоксидной смолы надежность волоконно-оптического соединителя не зависит от старения/ползучести эпоксидного материала. После выбора соответствующих материалов для наконечника эксплутационные качества волоконно-оптического соединителя становятся менее чувствительными к колебаниям температуры. Открытая структура наконечника подходит для серийных производственных процессов, таких как штамповка и экструзия, которые отличаются низкой стоимостью и являются процессами с высокой пропускной способностью.
[0053] Несмотря на то, что изобретение было подробно представлено и описано со ссылкой на предпочтительные варианты его осуществления, специалистам в данной области техники должно быть понятно, что различные изменения в форме и деталях могут быть осуществлены без отхода от сущности, объема и идеи изобретения. Соответственно, раскрытое изобретение следует рассматривать лишь как пояснительный материал, объем которого ограничен лишь как указано в прилагаемой формуле изобретения.
Группа изобретений относится к волоконно-оптическим соединителям. Способ производства наконечника для закрепления оптического волокна в волоконно-оптическом соединителе включает формирование корпуса, имеющего множество продольных открытых канавок на поверхности корпуса, из заготовки, причем каждая канавка имеет такие размеры, чтобы надежно удерживать оптическое волокно путем зажима оптического волокна самой канавкой, и в котором стадия формирования включает штамповку заготовки для формирования множества U-образных каналов, имеющих продольное отверстие. Волоконно-оптический соединитель содержит наконечник, сформированный вышеописанным способом. Технический результат заключается в обеспечении высокой надежности совместно с простотой использования. 5 н. и 18 з.п. ф-лы, 8 ил.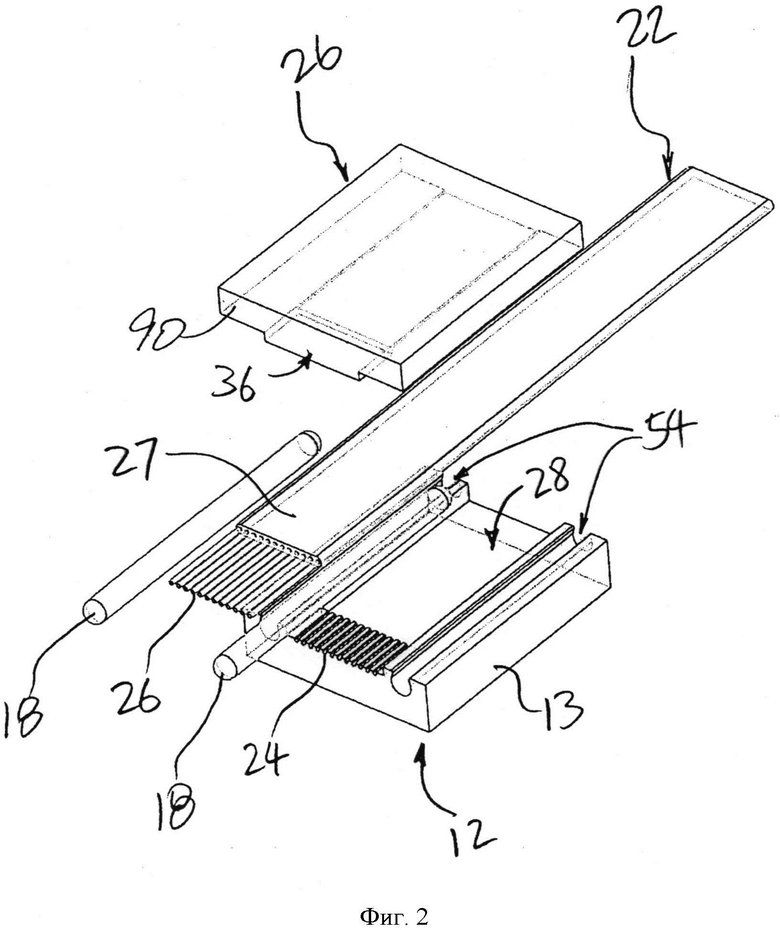
1. Способ производства наконечника для закрепления оптического волокна в волоконно-оптическом соединителе, включающий:
формирование корпуса, имеющего множество продольных открытых канавок на поверхности корпуса, из заготовки, причем каждая канавка имеет такие размеры, чтобы надежно удерживать оптическое волокно в канавке путем зажима оптического волокна, и в котором стадия формирования включает штамповку заготовки для формирования множества U-образных каналов, каждый из которых имеет продольное отверстие.
2. Способ по п. 1, в котором стадия формирования дополнительно включает сужение, по меньшей мере, участка продольного отверстия U-образных каналов.
3. Способ по п. 2, в котором стадия сужения включает штамповку материала, примыкающего к отверстию U-образных каналов, чтобы подтолкнуть материал внутрь в отверстие с целью сужения участка отверстия.
4. Способ по п. 2, в котором стадия сужения включает точечное плавление противоположных краев участка отверстия для протекания материала внутрь в отверстие для сужения участка отверстия.
5. Способ по п. 1, в котором канавка имеет такие размер и форму, чтобы надежно удерживать оптическое волокно в канавке для предотвращения движения волокна по отношению к канавке.
6. Способ по п. 5, в котором канавка надежно удерживает оптическое волокно без зазора, допускающего движение волокна по отношению к канавке.
7. Способ по п. 6, в котором канавка надежно удерживает оптическое волокно без необходимости использовать эпоксидную смолу или другое тело.
8. Способ по п. 1, в котором продольное отверстие имеет ширину, определяемую двумя противоположными выступами, образованными на противоположных краях вдоль, по меньшей мере, участка отверстия, в котором ширина меньше, чем диаметр оптического волокна, за счет чего оптическое волокно надежно удерживается в канавке посредством посадки с натягом.
9. Способ по п. 1, в котором продольное отверстие имеет ширину, определяемую двумя противоположными выступами, образованными на противоположных краях вдоль, по меньшей мере, участка отверстия, в котором ширина меньше максимальной ширины канавки в одном и том же поперечном сечении, которое содержит выступ.
10. Способ по п. 1, в котором канавка в поперечном сечении имеет полукруглое дно.
11. Способ по п. 8, в котором ширина продольного отверстия является равномерной по всей длине канавки.
12. Способ по п. 11, в котором выступы расположены в продольном направлении вдоль всего продольного отверстия.
13. Способ по п. 1, в котором канавка имеет профиль поперечного сечения, в котором канавка имеет дно и противоположные боковые стенки, расположенные от дна, и боковые стенки наклонены внутрь от вертикали.
14. Способ по п. 13, в котором противоположные боковые стенки заканчиваются на противоположных выступах, которые определяют ширину продольного отверстия канавки, при этом ширина меньше максимальной ширины в пределах того же профиля поперечного сечения.
15. Способ по п. 1, дополнительно включающий множество канавок для штифтов на поверхности корпуса, при этом каждая канавка для штифтов имеет продольное отверстие и имеет такие размер и форму, чтобы надежно удерживать установочный штифт в канавке для штифта путем зажима установочного штифта.
16. Наконечник, полученный способом по п. 1.
17. Волоконно-оптический соединитель, содержащий наконечник по п. 16 и корпус, удерживающий наконечник.
18. Способ производства наконечника для закрепления оптического волокна в волоконно-оптическом соединителе, включающий штамповку заготовки для получения корпуса, имеющего множество продольных открытых канавок на поверхности корпуса, причем каждая канавка имеет такие размеры и форму, чтобы надежно удерживать оптическое волокно в канавке за счет зажима оптического волокна канавкой.
19. Способ по п. 18, в котором стадия штамповки включает штамповку заготовки для формирования множества каналов в целом U-образной формы, каждый из которых имеет продольное отверстие.
20. Способ по п. 19, дополнительно включающий сужение, по меньшей мере, участка продольного отверстия U-образных каналов.
21. Способ по п. 20, в котором стадия сужения включает штамповку материала, примыкающего к отверстию U-образных каналов, чтобы протолкнуть материал внутрь в отверстие для сужения участка отверстия.
22. Способ по п. 20, в котором стадия сужения включает точечное плавление противоположных краев участка отверстия для протекания материала внутрь в отверстие для сужения участка отверстия.
23. Наконечник, полученный способом по п. 18.
| US 5037179 A, 08.06.1991 | |||
| US 5664039 A, 09.02.1997 | |||
| US 6817777 B1, 16.11.2004 | |||
| US 5664039 A, 02.09.1997 | |||
| JP 11109161 A, 23.04.1999 | |||
| WO 2005114284 A1, 01.12.2005. |

