Область техники, к которой относится изобретение
Настоящее изобретение относится к способу прикрепления имеющего кремнийорганическую основу элемента к имеющему текстильную основу элементу. Дополнительные аспекты представляют собой компоновку, полученную таким способом, и устройство для облучения тела с такой компоновкой.
Уровень техники
Использование имеющего кремнийорганическую основу элемента является распространенным в многочисленных областях; кремнийорганические соединения имеют привлекательные свойства, в том числе высокую оптическую прозрачность, а также являются биосовместимыми. Биосовместимость определяется как "качество отсутствия токсичности или неблагоприятного воздействия на биологические системы". Это позволяет помещать их на тело, такое как тело человека, не вызывая какого-либо раздражения. Одно такое кремнийорганическое соединение представляет собой полидиметилсилоксан (PDSM). PDMS широко используется в качестве предпочтительного материала для изделий, которые предназначаются для введения в контакт с организмом человека, в частности, в контакт с кожей. Это объясняется тем, что PDMS ведет себя как материал, не вызывающий раздражение и сенсибилизацию. Еще одно важное свойство, позволяющее использовать PDMS в контакте с кожей человека, представляет собой его пригодность для стерилизации, где применяется, в том числе, пар и этиленоксид (ETO).
Текстильные материалы являются далеко не самые гибкие, удобные и совместимые с кожей материалы для ношения вблизи или на поверхности тела, такого как тело человека.
Недостаток сочетания кремнийорганических материалов и текстильных материалов в составе пригодных для ношения или совместимых с кожей устройств или предметов одежды представляет собой затруднительное прикрепление этих материалов друг к другу надежным и экономичным способом.
Таким образом, существует потребность в усовершенствовании способов прикрепления друг к другу имеющих кремнийорганическую и текстильную основу элементов.
Сущность изобретения
Согласно первому аспекту изобретения, создан усовершенствованный способ прикрепления друг к другу имеющего кремнийорганическую основу элемента, такого как элемент на основе PDMS, и имеющего текстильную основу элемента. Данный способ увеличивает прочность крепления и, таким образом, надежность крепления между имеющим кремнийорганическую основу элементом и имеющим текстильную основу элементом.
Согласно одному варианту осуществления, в имеющий кремнийорганическую основу элемент, который можно изготавливать разными способами, такими как литье или инжекционное формование, внедряются волокна. Эти волокна можно превращать в волокнистый лист, который выполнен с возможностью такого, по меньшей мере, частичного контакта с имеющим кремнийорганическую основу элементом, чтобы имеющий кремнийорганическую основу элемент пропитывал и соединял, по меньшей мере, часть волокнистого листа. Это пропитывание и скрепление предпочтительно осуществляется, когда кремнийорганический материал находится в неотвержденном состоянии и заканчивается после отверждения кремнийорганического материала. Скрепление, по меньшей мере, одной части волокнистого материала кремнийорганическим материалом обеспечивает преимущество увеличения прочности крепления между волокнистым материалом и кремнийорганическим материалом, в то время как другая часть волокнистого материала остается свободной для прикрепления дополнительного вещество, причем дополнительное вещество предпочтительно представляет собой подходящее связующее вещество для прикрепления содержащего кремнийорганический и волокнистый материалы изделия к следующему элементу.
Согласно предпочтительному варианту осуществления, дополнительно помещают волокнистую поверхность имеющего кремнийорганическую основу элемента на прикрепляемую поверхность имеющего текстильную основу элемента; причем, по меньшей мере, некоторая область волокнистой поверхности имеющего кремнийорганическую основу элемента содержит части волокнистого материала.
Согласно следующему варианту осуществления способа, волокнистую поверхность имеющего кремнийорганическую основу элемента можно покрывать/предварительно пропитывать связующим веществом перед помещением и расположением волокнистой поверхности на прикрепляемой поверхности имеющего текстильную основу элемента. Пример подходящего связующего вещества представляет собой полиуретан (PU). При предварительной пропитке может быть осуществлено предварительное пропитывание волокнистого материала перед его скреплением с кремнийорганическим материалом, или может осуществлено равномерное покрытие или распределение смеси материала для предварительного пропитывания и волокон на поверхности кремнийорганического материала. Таким образом, устраняется необходимость того, чтобы оператор выполнял какие-либо дополнительные стадии для подготовки имеющего кремнийорганическую основу элемента, в частности, его волокнистой поверхности, перед прикреплением имеющего кремнийорганическую основу элемента к имеющему текстильную основу элементу. Это повышает эффективность и устраняет необходимость хранения связующих веществ.
Согласно еще одному варианту осуществления данного способа, волокна могут оставаться без покрытия, и следующая технологическая стадия может представлять собой нанесение подходящего связующего вещества на волокнистый материал после того, как кремнийорганический материал отверждается. Это позволяет оператору точно регулировать нанесение связующего вещества согласно конкретным требованиям скрепления двух элементов, что обуславливают геометрические ограничения или желательные технологические требования.
Согласно следующему варианту осуществления, данный способ может включать стадию, на которой оператор помещает волокнистую поверхность имеющего кремнийорганическую основу элемента на прикрепляемую поверхность имеющего текстильную основу элемента перед тем, как отверждается связующее вещество. Это обеспечивает преимущество скрепления между двумя элементами, которое осуществляется без каких-либо последующих дополнительных стадий.
Согласно следующему варианту осуществления, данный способ может включать использование двухкомпонентного отверждаемого связующего материала, что может допускать дополнительную стадию помещения прикрепляемой поверхности имеющего текстильную основу элемента на волокнистую поверхность имеющего кремнийорганическую основу элемента после того, как предварительно отверждается связующее вещество. Эта стадия обеспечивает преимущественную возможность того, что имеющий кремнийорганическую основу элемент и имеющий текстильную основу элемент изготавливаются раздельно и хранятся раздельно в процессе выполнения всех производственных стадий, т. е. связующее вещество наносится на волокнистый материал и выдерживается для предварительного отверждения перед тем, как хранится имеющий кремнийорганическую основу элемент. Когда имеющий кремнийорганическую основу элемент и имеющий текстильную основу элемент приводятся в контакт, после этого может осуществляться вторая стадия отверждения.
Согласно одному варианту осуществления, данный способ может включать дополнительную предпочтительную стадию термического воздействия на имеющий кремнийорганическую основу элемент и имеющий текстильную основу элемент в целях термической активации связующего вещества. При сочетании с предшествующим вариантом осуществления способа это предоставляет преимущественное обеспечение возможности выполнения различных технологических стадий в различных местах. Например, имеющий кремнийорганическую основу элемент может изготавливать один поставщик, и связующее вещество можно наносить (если волокнистый материал не является предварительно пропитанным), а затем имеющий кремнийорганическую основу элемент можно хранить в первом месте. Одновременно другой поставщик может изготавливать и хранить имеющий текстильную основу элемент во втором месте, и в третьем месте два элемента можно принимать, собирать согласно описанному способу и скреплять посредством активации связующего вещества.
Согласно следующему аспекту настоящего изобретения, описывается изделие, которое составляют имеющий кремнийорганическую основу элемент и имеющий текстильную основу элемент.
Согласно соответствующему варианту осуществления, имеющий кремнийорганическую основу элемент может включать волокнистую поверхность, причем вышеупомянутая волокнистая поверхность дополнительно включает волокна, частично погруженные в кремнийорганический материал и частично выступающие из кремнийорганического материала. Волокна могут составлять часть волокнистого материала, частично погружаясь в кремнийорганический материал. Имеющий текстильную основу элемент может включать гибкий электропроводный элемент. Электропроводный элемент может предпочтительно представлять собой электрически активное текстильное полотно, или может использоваться другая технология печатных схем. Кроме того, на первой поверхности электрически активного текстильного полотна может располагаться, по меньшей мере, один электрически активный компонент, например, светодиод (LED).
Согласно следующему предпочтительному варианту осуществления, в данном изделии можно изготавливать имеющий кремнийорганическую основу элемент, в котором присутствует одно или несколько углублений, расположение которых соответствует расположению одного или нескольких электрически активных компонентов, которые находятся на электрически активном текстильном полотне. Эти углубления могут представлять собой прозрачные или полупрозрачные крышки, линзы или кнопки, и, кроме того, они могут иметь круглую конструкцию, квадратную конструкцию или любую комбинированную конструкцию, включающую геометрические и неправильные формы.
По меньшей мере, части имеющего кремнийорганическую основу элемента моно придавать желательную форму, осуществляя формование, в том числе инжекционное формование или литье, или структурирование имеющего кремнийорганическую основу элемента посредством местного добавления, удаления или изменения формы (например, тиснения) кремнийорганического материала, который составляет имеющий кремнийорганическую основу элемент.
Согласно предпочтительному варианту осуществления, в данном изделии волокнистый материал может присутствовать в форме листа, причем в данном листе могут присутствовать отверстия, которые соответствуют расположению электрически активных компонентов, причем эти электрически активные компоненты предпочтительно представляют собой светодиоды, и отверстия в волокнистом листе обеспечивают оптимальное пропускание света через имеющий кремнийорганическую основу элемент. Отверстия, выполненные в листе могут также представлять собой средство устранения любого нарушения ориентации электрически активных компонентов по отношению к волокнистому материалу; это может обеспечиваться растяжением и/или деформацией волокнистого материала в плоскости X-Y.
Согласно следующему предпочтительному варианту осуществления, изделие можно изготавливать вышеупомянутым образом, и могут быть изготовлены отверстия, пронизывающие изделие в совпадающей ориентации.
Эти отверстия могут располагаться между электрически активными компонентами, они увеличивают воздухопроницаемость изделия, и при этом не допускается контакт газа или жидкости с электрически активными компонентами в объеме изделия. Эти отверстия можно изготавливать в каждом элементе в процессе производства, обеспечивая совпадение отверстий каждого элемента со следующим элементом, когда осуществляется прикрепление, или предпочтительнее можно изготавливать отверстия, пронизывающие изделие после того, как завершается прикрепление, и, таким образом, обеспечивается соответствие отверстий.
Электрически активные компоненты предпочтительно включают один или несколько светодиодов, поскольку использование светодиодов в качестве источников света обеспечивает многочисленные преимущества; например, они представляют собой компактные предметы, что упрощает их использование в некрупном и гибком изделии, которое можно носить, они производят ограниченное количество тепла, являются энергетически экономичными по сравнению с другими источниками света, и множество светодиодов можно включать согласно многочисленным последовательностям, чтобы обеспечивать массажный эффект.
Согласно одному варианту осуществления электрически активный компонент может представлять собой светодиод, излучающий счет в синем диапазоне, составляющем приблизительно от 450 до 495 нм; причем можно использовать и другие диапазоны длин волн, в том числе фиолетовый (от 380 до 450 нм), зеленый (от 495 до 570 нм), желтый (от 570 до 590 нм), оранжевый (от 590 до 620 нм) и красный (от 620 до 750 нм). Можно использовать любое сочетание одного или нескольких вышеупомянутых диапазонов.
Согласно, по меньшей мере, одному варианту осуществления, имеющий кремнийорганическую основу элемент можно изготавливать посредством формования кремнийорганического материала, которое может представлять собой литье или инжекционное формование. Кремнийорганический материал помещается в форму; эта форма может иметь одну полость, или она может иметь множество полостей. Если форма имеет множество расположенных в ней полостей, предпочтительно существует область, в которой эти полости соединяются друг с другом; эта область может находиться на первой поверхности формы. При формовании таким способом образуется лист кремнийорганического материала, имеющий множество углублений, изготовленных на первой поверхности. Эти углубления могут соответствовать местам расположения источников света. Когда кремнийорганический материал помещается в форму, добавляется волокнистый материал, обеспечивая, что кремнийорганический материал частично смачивает волокнистый материал.
Углубления могут принимать любые геометрические или неправильные формы или их сочетания. Это обеспечивает, что оптимальные формы или сочетания форм соответствуют расположению и индивидуальным требованиям электрически активных компонентов, используемых в изделии.
Инжекционное формование представляет собой известную технологию с использованием устройства, которое вводит материал в форму полость под давлением, и поэтому его обсуждение будет кратким. Устройство для инжекционного формования обычно предназначается, чтобы изготавливать изделие с использованием формовочного инструмента, состоящего из двух основных блоков. Они известны, как охватываемая и охватывающая полуформы. Охватывающая полуформа имеет углубления, изготовленные на ее поверхности, в то время как охватываемая форма имеет выступы, изготовленные на ее поверхности. Когда две полуформы соединяются друг с другом, образуется область, в которую втекает материал, а затем образуется изделие, и которая является известной как полость. Линейное соответствие двух полуформ обеспечивается использованием выступов в одной полуформе (обычно это охватываемая полуформа) и соответствующих отверстий в охватывающей полуформе. Эти выступы обычно располагаются на охватываемой полуформе вследствие желания защитить формовочные углубления на ее поверхности.
Устройство для инжекционного формования оборудовано плитами, представляющими собой основные плиты, на которых располагаются две полуформы формовочного инструмента; как правило, они являются вертикальными в устройстве для инжекционного формования горизонтального типа и горизонтальными в устройстве для инжекционного формования вертикального типа. Одна из плит располагается на серии рельсов, позволяющих ей перемещаться линейным образом, а другая плита занимает фиксированное положение, они известны как подвижная плита и неподвижная плита, соответственно.
Формовочный инструмент прикрепляется к плитам, по одной полуформе к каждой плите, и устройство работает таким образом, что полуформы совмещаются, и их соответствующие поверхности соприкасаются друг с другом. Сжатый материал затем поступает в полость, и полуформы остаются прижатыми друг к другу до тех пор, пока материал не охлаждается в достаточной степени, чтобы сохранялась устойчивость размеров.
Подвижная плита и ее соответствующая прикрепленная полуформа перемещаются от неподвижной плиты и ее соответствующей прикрепленной полуформы, и сформованное изделие может извлекаться из полости. Суммарное время, включая сжатие полуформ друг с другом, введение материала, достаточное охлаждение материала для обеспечения устойчивости размеров, разделение полуформ и извлечение сформованного изделия из полости, известно как продолжительность цикла.
Когда увеличиваются требования к производству и, таким образом, оказывается желательным сокращение продолжительности цикла, можно использовать дополнительные технологии. Полуформы, например, можно охлаждать; это обычно обеспечивается посредством водяного охлаждения. Охлажденная текучая среда циркулирует вокруг полуформ через ряд внутренних отверстий, которые присоединяются к внешнему охлаждающему устройству.
Охватывающая полуформа может быть оборудована выталкивающими стержнями. Эти стержни выталкивают сформованное изделие из охватывающей полости, как только полуформы открываются, и это позволяет сделать данное устройство полностью автоматизированным, т. е. формовочное устройство заполняется требуемым материалом, а затем многочисленные циклы можно осуществлять последовательно, и при этом сформованное изделие автоматически выталкивается из формы по окончании каждого цикла.
Если потребуются дополнительные предметы в сформованном изделии, может быть использована технология, известная как вставная загрузка, и таким способом можно внедрять многочисленные материалы и крепления. Форма предназначается для помещения вставки в желательном положении; это можно осуществлять, используя просто просверленное отверстие, в которое входит шпилька, или можно использовать магниты, чтобы устанавливать вставки из черных металлов. Вставка загружается в форму перед тем, как начинается формование изделия.
Примерный кремнийорганический материал представляет собой PDMS, который является эластомером из двух компонентов: первый компонент представляет собой основание, а второй компонент представляет собой отверждающееся вещество. PDMS часто выбирается при выборе материала для изделия, которое бедет контактировать с кожей человека. Это объясняется высокой биологической совместимостью PDMS с кожей человека. Устройство, содержащее имеющий кремнийорганическую основу элемент (такой как элемент на основе PDMS) при контакте с кожей человека не вызовет какого-либо раздражения на коже. Этот материал можно подвергать инжекционному формованию описанным выше способом, но необходимо следить за обеспечением того, чтобы в резервуаре устройства для инжекционного формования не происходило сшивание, потому что в таком случае было бы чрезвычайно затруднительным извлечение отвержденного материала, и повреждение устройства повреждение устройства весьма вероятным результатом. Отверждающее вещество, как правило, добавляется в основной компонент непосредственно перед инжекционным соплом, и, таким образом, сокращается до минимума расстояние, которое смешанный двухкомпонентный эластомер должен проходить через устройство.
Еще один широко используемый способ формования представляет собой литье. Этот способ является более простым при использовании для формования материала, который является жидким перед отверждением, такой как двухкомпонентный полимер, причем один компонент представляет собой основание, а другой компонент представляет собой отверждающее вещество; а также в том случае, когда материал является расплавленным. Литьевое формование представляет собой технологию, согласно которой материал выливается или дозируется в форму, имеющую полость желательной конфигурации. Эти формы обычно называются литейными формами, что отличает их от инжекционных форм, которые обсуждались выше. Существуют многочисленные типы литейных форм, которые различаются по уровню сложности. Простейшая форма может представлять собой одну плиту с единственным углублением, которое образовано в его литейной поверхности; другими словами, эта поверхность обычно находится на наиболее высоком уровне; форма такого типа обычно называется лотковой формой. Лотковую форму можно легко модифицировать, чтобы на ее литьевой поверхности находилась матрица из множества углублений. Эти имеющие множество углублений формы обеспечивают литье более сложных изделий или просто увеличение производства.
Более сложные литьевые формы могут иметь сердечник, который образует внутренний профиль формованного изделия; по своей функции он является аналогичным охватываемой части инжекционной формы. Когда формованное изделие охлаждается в достаточной степени после литье, сердечник извлекается, а затем извлекается формованное изделие, и сердечник устанавливается на свое место готовым для следующей отливки. В литьевых формах можно также использовать вставки.
Согласно одному варианту осуществления, можно использовать литьевую форму, чтобы изготавливать имеющий кремнийорганическую основу элемент изделия. Форма может иметь множество полостей, образующих матрицу; для этого множества полостей может присутствовать область, которая соединяет их друг с другом, причем эта соединительная область находится ниже литьевого уровня формы. Форма заполняется кремнийорганическим материалом до литьевого уровня, и слой кремнийорганического материала заполняет полости. Волокнистый материал может поступать как волокнистый лист, имеющий отверстия, которым соответствуют по своему расположению полости, а также им могут соответствовать по своему положению электрически активные компоненты.
Волокнистый материал можно помещать в форму, и действие капиллярных сил заставляет кремнийорганический материал втекать внутрь, по меньшей мере, частично смачивать изделие из волокнистого материала. Поскольку никакой дополнительный кремнийорганический материал не вводится в форму, действие капиллярных сил вызывает образование углублений в центре поверхности кремнийорганического материала в полостях, создавая, таким образом, углубления, в которых могут помещаться электрически активные компоненты. Волокнистый материал можно вводить перед тем, как отверждается кремнийорганический материал, и, таким образом, обеспечивая, чтобы соединение между волокнистым материалом и кремнийорганическим материалом упрочнялось в максимально возможной степени.
Согласно следующему варианту осуществления, для изделия можно использовать литьевую форму, имеющую съемный сердечник. Когда способ литья является аналогичным тому, что описано выше; т. е. кремнийорганический материал можно дозировать в форму до верхнего уровня кремнийорганического материала, который ровно покрывает соединительную область. Волокнистый материал может поступать как лист, в котором можно предпочтительно изготавливать отверстия, которым соответствуют по своему положению полости, и которым могут, кроме того, предпочтительно соответствовать по своему положению электрически активные компоненты. Этот волокнистый материал может поступать на поверхность кремнийорганического материала, а затем можно вставлять сердечник, который можно рассматривать как охватываемую полуформу. Формовочный сердечник имеет выпуклости, которым соответствует требуемый внутренний профиль имеющего кремнийорганическую основу элемента. Волокнистый материал можно вводить в формовочный сердечник перед тем, как формовочный сердечник вставляется в форму. Когда вставляется формовочный сердечник, он обеспечивает, что оптимальное количество кремнийорганического материала будет связывать, по меньшей мере, часть волокнистого материала, и при этом любой избыток кремнийорганического материала будет выталкиваться из формовочного инструмента.
Согласно второму аспекту изобретения создана компоновка из имеющего кремнийорганическую основу и имеющего текстильную основу элементов, содержащая имеющий кремнийорганическую основу элемент, причем, по меньшей мере, часть имеющего кремнийорганическую основу элемента дополнительно содержит волокнистый материал и связующее вещество, и имеющий текстильную основу элемент; при этом имеющий кремнийорганическую основу элемент выполнен с возможностью прикрепления к имеющему текстильную основу элементу.
Согласно третьему аспекту изобретения создано устройство для облучения тела, содержащее описанную компоновку имеющего кремнийорганическую основу и имеющего текстильную основу элементов и выполненное с возможностью облучения, по меньшей мере, части тела человека.
Краткое описание чертежей
Фиг.1 представляет покомпонентное изображение сечения изделия, изготовленного способом согласно варианту осуществления;
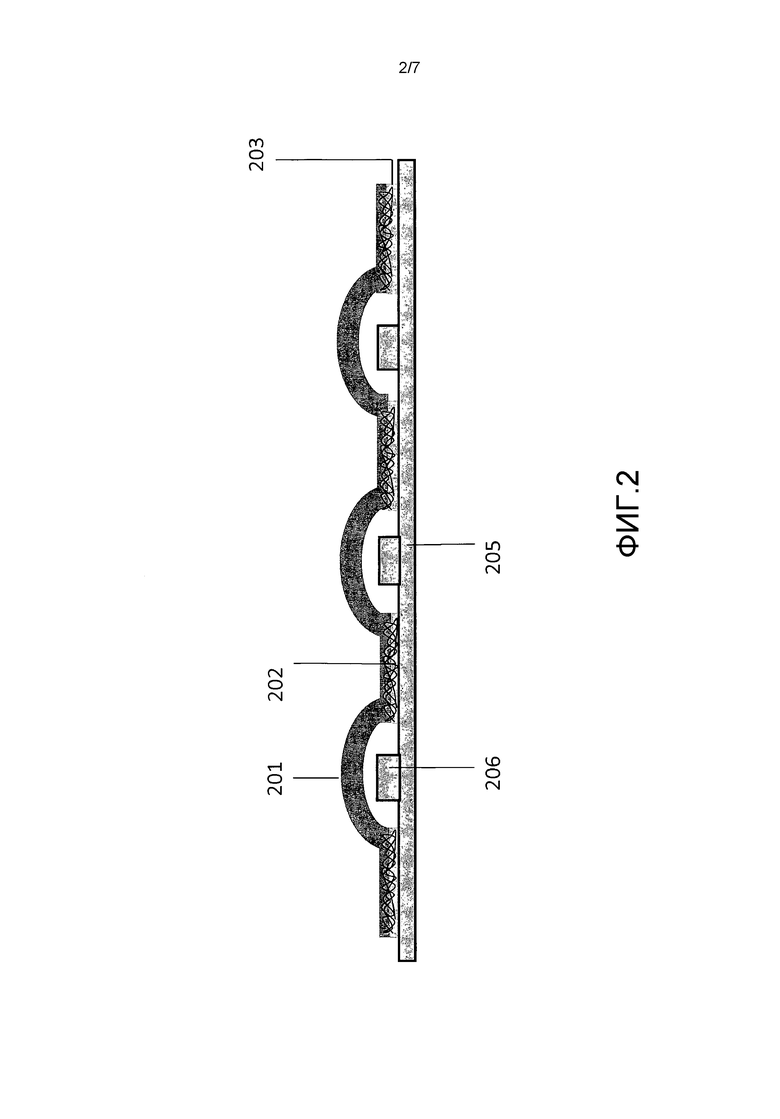
фиг.2 представляет изображение сечения изделия, изготовленного способом согласно варианту осуществления;
фиг.3 представляет изображение сечения изделия, изготовленного способом согласно варианту осуществления, и показывает сквозные отверстия;
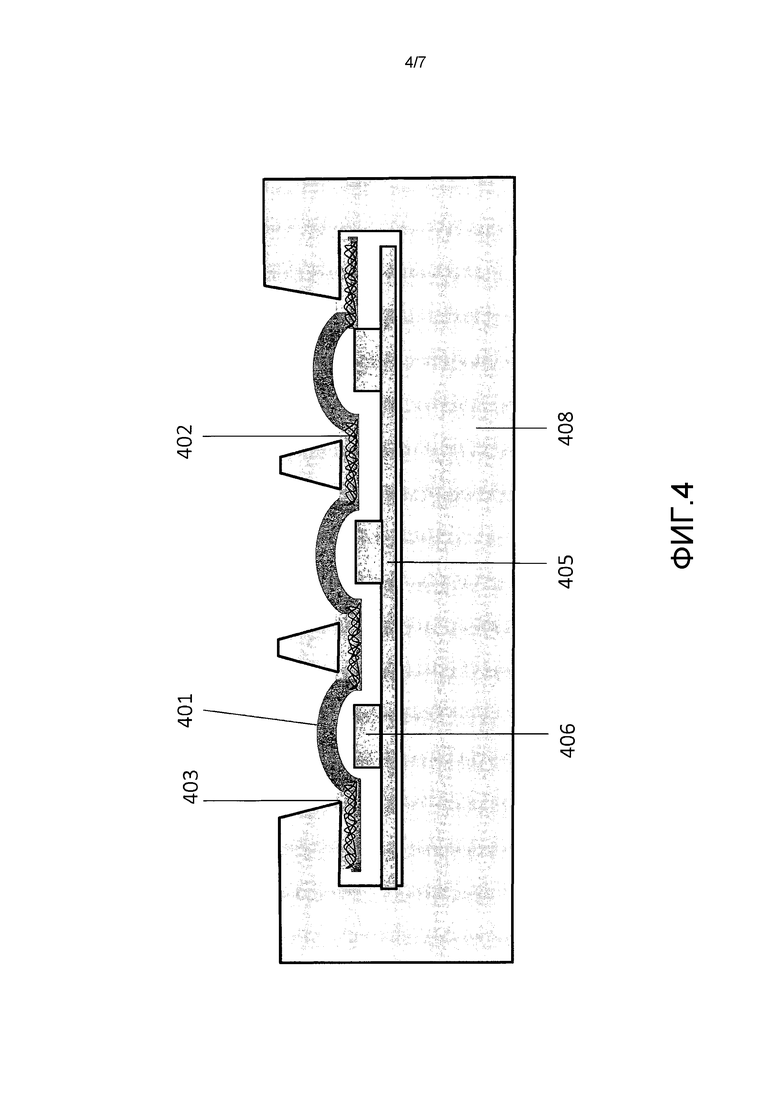
фиг.4 представляет изображение сечения изделия, изготовленного способом согласно следующему варианту осуществления;
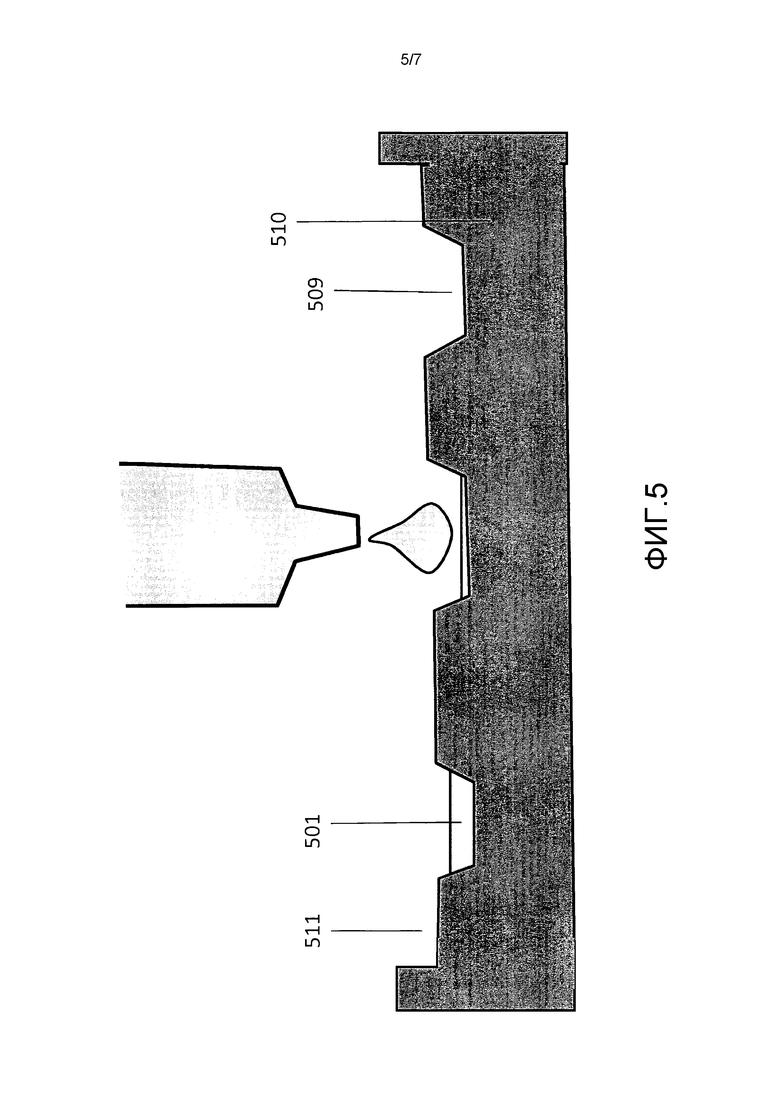
фиг.5 представляет изображение сечения литьевой формы, которую можно использовать в изготовлении изделия способом согласно варианту осуществления;
фиг.6 представляет изображение сечения изделия, изготовленного способом согласно варианту осуществления, перед тем, как возникает действие капиллярных сил;
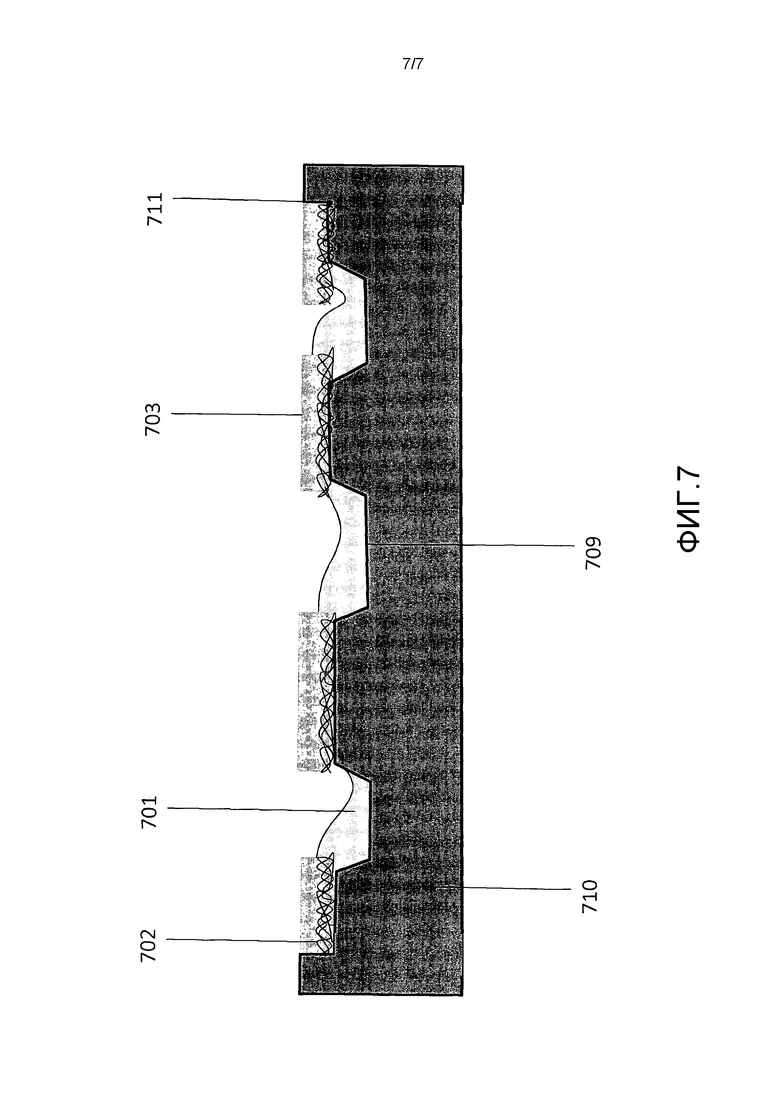
фиг.7 представляет изображение сечения изделия, изготовленного способом согласно варианту осуществления, после того, как возникает действие капиллярных сил.
Подробное описание изобретения
Фиг.1 представляет покомпонентное изображение сечения примерного изделия, изготовленного данным способом. Имеющий кремнийорганическую основу элемент 1 соединяется, по меньшей мере, с частью волокнистого материала 2 с помощью связующего вещества 3. Имеющий текстильную основу элемент 4 может включать электрически активное текстильное полотно 5 и электрически активные компоненты, предпочтительно светодиоды 6, которые помешаются на соединительную поверхность электрически активного текстильного полотна. Волокнистый материал 2 и связующее вещество 3 обеспечивают прочное крепление, которое соединяет имеющий кремнийорганическую основу элемент 1 и электрически активное текстильное полотно 5.
Фиг.2 представляет изображение сечения изделия, изготовленного способом согласно варианту осуществления; электрически активные компоненты 206 могут располагаться на соединительной поверхности электрически активного текстильного полотна 205. Согласно данному варианту осуществления электрически активные компоненты могут представлять собой светодиоды; эти светодиоды излучают свет через имеющий кремнийорганическую основу элемент 201. Волокнистый материал 202 можно использовать как лист, в котором изготовлены отверстия, которым соответствуют по своему положению светодиоды. Это обеспечивает, что свет, который излучают светодиоды, выходить из изделия без прохождения через волокнистый материал 202. Волокнистый материал 202 и связующее вещество 203 обеспечивают крепление, которое соединяет кремнийорганическую основу элемент 201 и электрически активное текстильное полотно 205.
Фиг.3 представляет изображение сечения изделия, изготовленного способом согласно следующему варианту осуществления. Электрически активные компоненты 306 могут располагаться на первой поверхности электрически активного текстильного полотна 305. Согласно данному варианту осуществления электрически активные компоненты могут представлять собой светодиоды, которые излучают свет через имеющий кремнийорганическую основу элемент 301. Такой свет можно испускать непосредственно на участок человеческого тела. Такой свет, попадающий на тело, может обеспечить полезные эффекты. Такие эффекты находятся в диапазоне, например, от изменения сердечного ритма человека с помощью производства мелатонина до способствования регулированию воздействий на угри. Волокнистый материал 302 можно использовать как лист, в котором изготовлены отверстия, которым соответствуют по своему положению светодиоды. Здесь присутствуют сквозные отверстия 307, которые проходят через все изделие, причем они могут быть изготовлены разнообразными известными способами, т. е. отверстия могут быть изготовлены в каждом изделии в процессе его изготовления, а затем они должны точно совпадать в процессе изготовления изделия, или предпочтительнее изделие может быть изготовлено согласно данному способу, и после его изготовления могут быть изготовлены отверстия 307, пронизывающие изделие. Эти сквозные отверстия допускают прохождение газа и жидкости через изделие и при этом обеспечивают, что газ или жидкость не сможет вступать в контакт с электрически активными компонентами 306 в объеме изделия. Эта отличительная особенность может быть особенно полезной для увеличения воздухопроницаемости изделия таким образом, что повышается уровень удобства при ношении данного изделия в непосредственном контакте с кожей.
Фиг.4 представляет изображение сечения изделия, которое может быть изготовлено способом согласно следующему варианту осуществления. Данное изделие помещается внутри корпуса 408. Волокнистый материал 402 может располагаться между связующим веществом 403 и имеющим кремнийорганическую основу элементом 401. Связующее вещество 403 может быть расположено в непосредственном соединении с корпусом 408. Связующее вещество 403 обеспечивает, что на электрически активные компоненты 406, который могут располагаться на соединительной поверхности электрически активного текстильного полотна 405 внутри изделия, не будет воздействовать газ или жидкость, и, таким образом, данное изделие становится особенно пригодным для использования в таких ситуациях, где изделие носят в непосредственном контакте с кожей.
Фиг.5 представляет изображение сечения литьевой формы, которая может использоваться для изготовления изделия способом согласно варианту осуществления. Имеющий кремнийорганическую основу элемент 501, изготовленный из кремнийорганического материала, например, PDMS, можно дозировать в полость 509, образованную на поверхности формы 510. Может оказаться предпочтительным увеличение скорости производства и обеспечение изготовления имеющих кремнийорганическую основу элементов 501 более сложной формы, имеющей множество полостей 509, образованных на поверхности. Кроме того, может существовать область 511, образованная на той же стороне формы, как полости 509, причем данная область 511 соединяет полости 509 друг с другом.
Фиг.6 представляет изображение сечения имеющего кремнийорганическую основу элемента 601, который может быть изготовлен способом согласно варианту осуществления. Имеющий кремнийорганическую основу элемент 601, изготовленный из кремнийорганического материала, например, PDMS, можно дозировать, согласно фиг.5, в форму 610. Кремнийорганический материал, используемый для изготовления имеющего кремнийорганическую основу элемента 601, можно вводить до уровня, при котором он покрывает основание области 611. Перед тем, как отверждается кремнийорганический материал, волокнистый материал 602 можно помещать на поверхность кремнийорганического материала, и при этом необходимо принимать меры для обеспечения того, чтобы волокнистый материал 602 не выходил за пределы кремнийорганического материала, которым заполняются полости 609. Это можно легко обеспечивать посредством изготовления волокнистого материала 602 в форме волокнистого листа, в котором могут присутствовать подходящие отверстия, которым соответствуют по своему положению полости. После этого можно вводить связующее вещество 603.
Фиг.7 представляет изображение сечения имеющего кремнийорганическую основу элемента, который может быть изготовлен способом согласно варианту осуществления. Имеющий кремнийорганическую основу элемент 701 изготовленный из кремнийорганического материала, например, PDMS, можно дозировать до такого уровня, чтобы он покрывал основание области 711 внутри формы 710. Перед тем, как отверждается кремнийорганический материал, волокнистый материал 702 можно помещать на поверхность кремнийорганического материала, и при этом необходимо принимать меры для обеспечения того, чтобы волокнистый материал 702 не выходил за пределы кремнийорганического материала, которым заполняются полости 709. Это можно легко обеспечивать посредством изготовления волокнистого материала 702 в форме волокнистого листа, в котором могут присутствовать подходящие отверстия, которым соответствуют по своему положению полости. После этого можно вводить связующее вещество 703. Действие капиллярных сил заставляет кремнийорганический материал втекать, по меньшей мере, в часть волокнистого материала 702, и, таким образом, он частично смачивает волокнистый материал; поскольку никакой дополнительный кремнийорганический материал не вводится в форму 710, действие капиллярных сил может вызывать образование углублений в центре поверхности кремнийорганического материала в полостях 709, и, таким образом, образуются углубления, в которых могут располагаться электрически активные компоненты.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВОЛОКНИСТАЯ СТРУКТУРА И АБСОРБИРУЮЩЕЕ ИЗДЕЛИЕ, СОДЕРЖАЩЕЕ ТАКУЮ ВОЛОКНИСТУЮ СТРУКТУРУ | 1999 |
|
RU2228161C2 |
| РАНЕВАЯ ПОВЯЗКА | 2016 |
|
RU2746560C2 |
| МЕТКА РАДИОЧАСТОТНОЙ ИДЕНТИФИКАЦИИ ДЛЯ ОТСЛЕЖИВАНИЯ ШИНЫ | 2015 |
|
RU2766928C2 |
| РАНЕВАЯ ПОВЯЗКА | 2016 |
|
RU2715718C2 |
| ТРЕХМЕРНАЯ ВЫСОКОПРОЧНАЯ ВОЛОКНИСТАЯ КОМПОЗИТНАЯ ДЕТАЛЬ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2688551C2 |
| МЕТКА РАДИОЧАСТОТНОЙ ИДЕНТИФИКАЦИИ ДЛЯ ОТСЛЕЖИВАНИЯ ШИНЫ | 2015 |
|
RU2705509C2 |
| ALO-СОДЕРЖАЩАЯ, СТОЙКАЯ ПРИ ВЫСОКОЙ ТЕМПЕРАТУРЕ ВОЛОКНИСТАЯ ЛЕНТА ИЗ СТЕКЛОВОЛОКНА С ВЫСОКИМИ ТЕКСТИЛЬНЫМИ СВОЙСТВАМИ И ПРОДУКТЫ НА ЕЕ ОСНОВЕ | 1998 |
|
RU2209190C2 |
| МОНОВОЛОКОННАЯ ПОДКЛАДКА ОБУВИ | 2013 |
|
RU2599713C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПО МЕНЬШЕЙ МЕРЕ ДВУХСЛОЙНЫХ ДЕТАЛЕЙ И ИЗГОТОВЛЕННАЯ ДЕТАЛЬ | 2013 |
|
RU2646932C2 |
| ЖИДКАЯ СВЯЗУЮЩАЯ КОМПОЗИЦИЯ ДЛЯ СОЕДИНЕНИЯ ВОЛОКНИСТЫХ МАТЕРИАЛОВ | 2013 |
|
RU2621764C2 |



Изобретение относится к ткани с имеющей кремнийорганическую основу оптикой и касается способа прикрепления элемента, имеющего кремнийорганическую основу, к элементу, имеющему текстильную основу. Способ включает стадии: подача кремнийорганического материала и волокнистого материала; смачивание волокнистого материала кремнийорганическим материалом; отверждение кремнийорганический материала таким образом, что волокнистый материал частично погружен в кремнийорганический материал; подача имеющего текстильную основу элемента; и прикрепление имеющего кремнийорганическую основу элемента к имеющему текстильную основу элементу с помощью связующего вещества, причем упомянутые волокна в волокнистом материале упрочняют скрепление между имеющим кремнийорганическую основу элементом и имеющим текстильную основу элементом. Кроме того, предлагается изделие, изготовленное таким способом. Изобретение позволяет создать изделие, особенно подходящее для нанесения на кожу вследствие высокой биосовместимости кремнийорганического соединения, в частности полидиметилсилоксана. 3 н. и 10 з.п. ф-лы, 7 ил.
1. Способ прикрепления имеющего кремнийорганическую основу элемента к имеющему текстильную основу элементу, согласно которому:
- подают кремнийорганический материал;
- подают волокнистый материал;
- приводят первую поверхность волокнистого материала и кремнийорганический материал в такое взаимодействие, что волокнистый материал частично смачивается кремнийорганическим материалом;
- по меньшей мере, частично отверждают кремнийорганический материал таким образом, что волокнистый материал частично погружен в кремнийорганический материал;
- подают имеющий текстильную основу элемент; и
- прикрепляют имеющий кремнийорганическую основу элемент к имеющему текстильную основу элементу с помощью связующего вещества, причем упомянутые волокна в волокнистом материале упрочняют скрепление между имеющим кремнийорганическую основу элементом и имеющим текстильную основу элементом.
2. Способ по п. 1, согласно которому связующее вещество наносят на волокнистый материал и/или имеющий текстильную основу элемент.
3. Способ по п. 1 или 2, согласно которому волокнистый материал представляет собой волокнистый лист или отдельные волокна.
4. Способ по п. 3, согласно которому при подаче волокнистого материала осуществляют предварительное покрытие волокнистого материала связующим веществом.
5. Способ по п. 3, согласно которому при прикреплении имеющего кремнийорганическую основу элемента к имеющему текстильную основу элементу дополнительно наносят связующее вещество на вторую поверхность волокнистого материала, противоположную первой поверхности волокнистого материала, после отверждения кремнийорганического материала.
6. Способ по п. 4 или 5, согласно которому при прикреплении имеющего кремнийорганическую основу элемента к имеющему текстильную основу элементу помещают имеющий кремнийорганическую основу элемент на имеющий текстильную основу элемент так, что вторая поверхность волокнистого материала обращена к имеющему текстильную основу элементу, и отверждают связующее вещество.
7. Способ по п. 6, согласно которому дополнительно осуществляют структурирование имеющего кремнийорганическую основу элемента посредством, по меньшей мере, одного из:
- литья кремнийорганического материала в форму;
- структурирования слоя кремнийорганического материала посредством соответственно местного добавления или удаления кремнийорганического материала из слоя кремнийорганического материала;
- структурирования волокнистого материала и связующего вещества таким образом, чтобы образовать соединительные области для прикрепления имеющего кремнийорганическую основу элемента к имеющему текстильную основу элементу.
8. Способ по п. 6, согласно которому при прикреплении имеющего кремнийорганическую основу элемента к имеющему текстильную основу элементу осуществляют термическую активацию связующего вещества, причем упомянутое связующее вещество предпочтительно является полиуретаном.
9. Компоновка имеющего кремнийорганическую основу и имеющего текстильную основу элементов, содержащая:
- имеющий кремнийорганическую основу элемент, причем, по меньшей мере, часть имеющего кремнийорганическую основу элемента дополнительно содержит волокнистый материал и связующее вещество;
- имеющий текстильную основу элемент;
при этом имеющий кремнийорганическую основу элемент выполнен с возможностью прикрепления к имеющему текстильную основу элементу.
10. Компоновка по п. 9, в которой:
- имеющий текстильную основу элемент дополнительно содержит электрически активное текстильное полотно, содержащее, по меньшей мере, один электрически активный компонент, предпочтительно светодиод, прикрепленный к поверхности электрически активного текстильного полотна;
- имеющий кремнийорганическую основу элемент дополнительно содержит, по меньшей мере, одну прозрачную или полупрозрачную крышку, линзу или кнопку; и
при этом имеющий кремнийорганическую основу элемент и имеющий текстильную основу элемент выполнены с возможностью такого расположения друг относительно друга, что, по меньшей мере, одна прозрачная или полупрозрачная крышка, линза или кнопка совмещается, по меньшей мере, с одним электрически активным компонентом.
11. Компоновка по п. 10, содержащая,
- имеющий кремнийорганическую основу элемент, дополнительно содержащий волокнистый материал и связующее вещество; и
- имеющий текстильную основу элемент;
при этом в упомянутом имеющем кремнийорганическую основу элементе и упомянутом имеющем текстильную основу элементе выполнены сквозные отверстия в совпадающей ориентации для увеличения воздухопроницаемости упомянутого компановки.
12. Компоновка по п. 11, в которой
- электрически активное текстильное полотно дополнительно содержит множество электрически активных компонентов, предпочтительно светодиодов, прикрепленных к поверхности электрически активного текстильного полотна;
- отверстия выполнены в положениях между множеством электрически активных компонентов и предотвращают контакт газов или жидкостей с упомянутыми электрически активными компонентами.
13. Устройство для облучения тела, содержащее компоновку имеющего кремнийорганическую основу и имеющего текстильную основу элементов по любому из пп. 9-12 и выполненное с возможностью облучения, по меньшей мере, части тела человека.
| Гидравлический съемник | 1984 |
|
SU1192958A1 |
| WO 2008120134 A1, 09.10.2008 | |||
| СПОСОБ И УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ГРАНУЛИРОВАННОГО КАРБАМИДА | 2008 |
|
RU2396252C1 |
| WO 2006129223 A1, 07.12.2006. | |||

