Уровень техники, к которой относится изобретение
Армированные волокнами полимерные композитные материалы используются для изготовления несущих нагрузку изделий, как правило, в судостроении, автомобилестроении, аэрокосмической и строительной промышленности. Эти композитные материалы, как правило, содержат армирующие волокна, такие как стеклянные волокна и углеродные волокна, внедренные в отвержденную матричную смолу.
Армированные волокнами полимерные композитные материалы традиционно изготавливают, используя листовые препреги из пропитанных смолой волокон, которые подвергаются укладке, формованию и отверждению. Содержание смолы в препрегах является высоким, составляя, как правило, от 20 до 50 мас. %. Свойства и качество препрегов регулируются в отношении жесткости, прочности, гибкости и других параметров. Листовые препреги можно разрезать, получая мелкие размеры для укладки при изготовлении данного изделия.
В последние годы технологии пропитывания смолой используются для изготовления имеющих сложные формы конструкций, которое является затруднительным при использовании традиционной технологии препрегов. Технологии пропитывания смолой включают литьевое прессование смолы (RTM), пропитывание жидкой смолой (LRI), вакуумное литьевое прессование смолы (VARTM), пропитывание смолой на гибком оборудовании (RIFT), вакуумное пропитывание смолой (VARI), пропитывание пленочной смолой (RFI), регулируемое пропитывание смолой при атмосферном давлении (CAPRI), вакуумный процесс (VAP) и пропитывание на однопоточной линии (SLI). Пропитывание смолой отличается от традиционной технологии препрегов тем, что сухие армирующие структуру волокна располагаются в литьевой форме, образуя заготовку, затем полимерная матрица вводится в заготовку или пропитывает ее непосредственно на месте применения. После пропитывания смолой пропитанная смолой заготовка отверждается, образуя затвердевшее композитное изделие. Заготовка, как правило, состоит из множества слоев волокнистых материалов, таких как однонаправленные волокна или тканые полотна, которые собираются в процессе укладки, принимая заданную форму, и удерживаются на месте посредством сшивания, скрепления скобками или соединения с использованием связующие материалы. Для изготовления заготовки часто требуется разрезание (поперечное или продольное) сухих полотен или волокон для получения определенного размера и/или формы. Ограничения этих традиционных волокнистых изделий заключаются в непригодности этих изделий для продольного разрезания и применения в процессе автоматической укладки без деформации и обрыва краев.
Связующие материалы используются в изготовлении сухих заготовок для разнообразных целей, таких как обеспечение сцепления армирующих волокон, соединение слов армирующих волокон и обеспечение клейкости таким образом, чтобы волокнистый материал оставался в неподвижном положении в течение процесса укладки. Хотя в продаже имеются связующие материалы, такие как содержащие растворители связующие материалы и связующие материалы в форме порошка, существуют недостатки, связанные с материалами каждого тип. Таким образом, остается потребность в связующей композиции, которая может применяться благоприятным для окружающей среды способом, и которая может улучшать обработку, продольное разрезание и формование волокнистых материалов, используемых для изготовления сухих заготовок.
Сущность изобретения
В настоящем документе описывается жидкая связующая композиция, которая является подходящей для соединения волокнистых материалов, которые предназначаются для использования в изготовлении сухих заготовок. Данная жидкая связующая композиция представляет собой водную дисперсию, в которой содержатся (a) одна или несколько многофункциональных эпоксидных смол, (b) по меньшей мере, один термопластический полимер, (c) одно или несколько поверхностно-активных веществ, в качестве которых выбирают анионные поверхностно-активные вещества, неионные поверхностно-активные вещества, а также их сочетание, и (d) вода, и которой по существу отсутствуют органические растворители. Кроме того, данная связующая композиция имеет такой состав, который обеспечивает содержание твердых частиц и уровень вязкости, при которых можно осуществлять нанесение покрытия посредством погружения или распыления при комнатной температуре (от 20°C до 25°C). Было обнаружено, что присутствие связующей композиции в волокнистых материалах улучшает обработку, продольное разрезание и формование волокнистых материалов. Кроме того, связующая композиция является особенно подходящей для обработки волокнистых материалов, подлежащих использованию в процессах автоматической укладки. Кроме того, в настоящем документе описывается способ изготовления связующей композиции.
Краткое описание чертежей
Фиг. 1 представляет микрофотографию, иллюстрирующую покрытую связующий материалом сетку из углеродных волокон, изготовленную согласно примеру.
Подробное описание
В настоящем изобретении предлагается жидкая связующая композиция, подлежащая введению в волокнистые материалы, из которых образуется заготовка. Данная связующая композиция может быть нанесена благоприятным для окружающей среды способом, и она может улучшать обработку, продольное разрезание и формование волокнистых материалов, которые используются для изготовления сухих заготовок. В случае заготовок, имеющих сложные формы, связующая композиция в волокнистых материалах позволяет заготовке сохранять свою форму в течение введения жидкой матричной смолы в заготовку. Оказывается желательной связующая композиция, которая не замедляет операцию укладки или изготовление композитного материала и, в частности, процесс введения смолы. Кроме того, связующая композиция, как правило, не должна воздействовать на механические характеристики композитного материала, получаемого из такой заготовки и существенно снижать температуру стеклования (Tg) композитного материала. Для этой цели жидкая связующая композиция согласно настоящему изобретению имеет такой состав, с которым является химически совместимой матричная смола, в частности, смола на эпоксидной основе, которая предназначается для введения в заготовку.
Связующая композиция согласно настоящему изобретению представляет собой водную дисперсию, в которой содержатся (a) одна или несколько многофункциональных эпоксидных смол, (b), по меньшей мере, один термопластический полимер, (c) одно или несколько поверхностно-активных веществ, в качестве которых выбирают анионные поверхностно-активные вещества, неионные поверхностно-активные вещества, а также их сочетания, (d) вода, и в которой по существу отсутствуют органические растворители. В связующей композиции могут также содержаться необязательные добавки, такие как органические или неорганические наполнители и пеногасители.
Жидкая связующая композиция предпочтительно производится методом высокосдвигового эмульгирования и может иметь следующие свойства: содержание твердых частиц в интервале от 45 до 70 мас. % по отношению к суммарной массе композиции и распределение частиц по размерам в интервале от 50 нм до 10000 нм.
Было показано, что эмульсия связующего материала, изготовленная методом эмульгирования, сохраняет устойчивость в течение нескольких недель при вышеупомянутом содержание твердых частиц, и устойчивая эмульсия может образовываться при меньшем содержании твердых частиц, составляющем, например, от 0,1% до 10%, при разбавлении деионизированной водой. Таким образом, эмульсию связующего материала можно наносить на волокнистые материалы, используемые в изготовлении заготовки, когда эмульсия является в достаточной степени разбавленной для достижения низкого содержания твердых частиц, которое оказывается соответствующим для изготовления заготовки.
Как правило, количество многофункциональных эпоксидных смол соответствующего типа представляет собой количество, достаточное для достижения уровня вязкости, который является совместимым для высокосдвигового эмульгирования и производства обработанного связующим материалом волокнистого материала, у которого клейкость отсутствует при комнатной температуре, и клейкость присутствует на достаточном уровне при температурах, превышающих 70°C. Термопластическая природа, среднечисленная молекулярная масса, содержание, тип и содержание концевых и боковых групп цепи должны быть достаточными, чтобы придавать жесткость связующей композиции без нарушения ионного баланса эмульсии, и выбор осуществляется таким образом, чтобы сохранять желательный уровень вязкости. Количество поверхностно-активного вещества (поверхностно-активных веществ) представляет собой количество, которое является достаточным, чтобы эмульгировать смесь эпоксидной смолы и термопластического полимера, а также стабилизировать и эмульсию связующего материала.
Согласно одному варианту осуществления, относительные количества компонентов в связующей композиции, выраженные в массовых процентных долях по отношению к суммарной массе композиции, представляют собой следующие значения,
от 0,1 до 70% одной или нескольких многофункциональных эпоксидных смол,
от 0,01 до 30% одного или нескольких термопластических полимеров,
от 0,01 до 15% одного или нескольких поверхностно-активных веществ,
от 0,001 до 10% одной или нескольких необязательных добавок,
остальную массу составляет вода,
причем необязательные добавки включают пеногаситель, такой как пеногаситель, содержащий полисилоксан, фторуглерод, минеральные масла или ацетилен, однако можно также использовать и другие соединения, которые способны снижать поверхностное натяжение и/или разрушать пену другими средствами.
Как правило, для изготовления связующей композиции сначала смешиваются друг с другом термопластический полимер (термопластические полимеры) и многофункциональная эпоксидная смола (многофункциональные эпоксидные смолы), необязательно при нагревании, чтобы термопластический полимер (термопластические полимеры) и многофункциональная эпоксидная смола (многофункциональные эпоксидные смолы). Поверхностно-активное вещество (поверхностно-активное вещества) и необязательные добавки добавляются и полностью диспергируются в смоле, образуя смесь со смолой. После этого смесь со смолой выливают в смесительное устройство, например, в высокосдвиговый смеситель, имеющий открытый резервуар, к которому присоединяется рециркуляционная нагревательная система. Смешивание затем осуществляется при относительно повышенной температуре в процессе постепенного добавления воды для эмульгирования смесь со смолой. В качестве альтернативы, смола добавляется (с добавкой или без добавки поверхностно-активного вещества) в водную фазу (в которой часто содержится поверхностно-активное вещество) в условиях перемешивания. Это представляет собой так называемый непосредственный способ изготовления эмульсии. Добавки можно также добавлять в связующую композицию в течение или после стадий эмульгирования или разбавления перед нанесением на волокнистую подложку.
Согласно одному варианту осуществления, температура внутри высокосдвигового смесителя в течение эмульгирования составляет от 90°C до 110°C. Эта температура должна быть достаточной для обеспечения того, чтобы связующая композиция была пригодной для равномерного перемешивания в условиях сдвига таким образом, что внедряется вода, но не в такой высокой степени, чтобы происходило быстрое испарение воды при данном давлении в реакторе. С другой стороны, температура не должна быть настолько высокой, чтобы компоненты композиции вступали в нежелательные побочные реакции, такие как гидролиз, и чтобы не происходило их ускорение. Скорость сдвига смесителя первоначально устанавливается на низком уровне, затем в точке инверсии (когда смесь твердых частиц и жидкости превращается в более гомогенную фазу), используется более высокая скорость сдвига для уменьшения размера частиц и обеспечения оптимальной гомогенизации и устойчивости эмульсии. Вода в достаточном количестве добавляется в смеситель в процессе эмульгирования для достижения желательного уровня содержания твердых частиц и вязкости. Дополнительные добавки, такие как пеногасители, можно добавлять в связующую композицию перед нанесением на волокнистое изделие.
Жидкая связующая композиция согласно настоящему изобретению обеспечивает несколько преимуществ, в число которых входят:
(i) способность диспергирования в воде, в результате чего композиция является благоприятной для окружающей среды;
(ii) способность однородного покрытия волокнистых жгутов в полотне, в результате чего усиливается целостность волокнистых жгутов;
(iii) пригодность для существующих процессов изготовления текстильных материалов;
(iv) обеспечение достаточных уровней адгезии/совместимости по отношению к традиционной матрице на основе эпоксидной смолы, которая используется для пропитывания смолой;
(v) способность сокращения до минимума/устранения изменчивости пригодности к соединению, которая обычно наблюдается в покрытых порошком текстильных материалах;
(vi) ограниченное или нулевое воздействие на термомеханические характеристики композитного изделия, изготавливаемого из волокнистой заготовки, которая была обработана жидким связующим материалом.
Кроме того, жидкая связующая композиция согласно настоящему изобретению, как правило, превосходит традиционные связующие материалы в форме порошка. Для связующего материала в твердой форме требуется не только дорогостоящее измельчающее и просеивающее оборудование, которое производит необходимые тонкодисперсные однородные порошки, но также дорогостоящее оборудование для порошкового покрытия, чтобы эффективно наносить его на волокнистые материалы или полотна. Кроме того, при нанесении порошка образуется точечное неоднородное покрытие волокнистого материала или полотна, которое не может придавать оптимальную пригодность для соединения, которая является желательной при укладке. Кроме того, порошок, как правило, легко отслаивается с волокнистой подложки, когда она подвергается трению в процессе обработки и укладки, особенно в автоматическом процессе, что вызывает повышенную изменчивость свойств и дефекты, обусловленные недостаточной клейкостью в некоторых точках. С другой стороны, водные эмульгированные жидкие связующие композиции согласно настоящему изобретению обеспечивают возможность введения твердых компонентов, таких как имеющие высокую температуру стеклования (Tg) твердые термопластические материалы, в имеющую низкую вязкость водную композицию, в которой отсутствуют органические растворители. Теперь такую имеющую низкую вязкость водную композицию, в которой отсутствуют органические растворители, можно легко гомогенизировать, осуществляя традиционные процессы, такие как погружение, нанесение покрытия валиком или распыление, и в результате этого обеспечиваются дополнительные преимущества, которые включают легкость обработки, повышение уровня автоматизации и сокращение расходов.
Многофункциональные эпоксидные смолы
В качестве одной или нескольких многофункциональных эпоксидных смол в связующей композиции присутствуют полиэпоксиды, содержащие в среднем две или более эпоксидных групп (оксирановых колец) в расчете на молекулу, причем эти эпоксидные группы представляют собой концевые группы. Дифункциональная эпоксидная смола представляет собой эпоксидную смолу, которая содержит в среднем по две эпоксидные группы в расчете на молекулу, трифункциональная эпоксидная смола представляет собой эпоксидную смолу, которая содержит в среднем по три эпоксидные группы в расчете на молекулу, и тетрафункциональная эпоксидная смола содержит в среднем по четыре эпоксидные группы в расчете на молекулу. Согласно предпочтительному варианту осуществления, многофункциональная эпоксидная смола имеет среднюю эпоксидную эквивалентную массу (EEW) в интервале от 90 до 240 г/экв. Эпоксидная эквивалентная масса представляет собой молекулярную массу эпоксидной молекулы, деленную на число эпоксидных групп в молекуле. Таким образом, например, дифункциональная эпоксидная смола, у которой молекулярная масса составляет 400, имеет эпоксидную эквивалентную массу, составляющую 200. Согласно одному варианту осуществления, связующая композиция содержит множество многофункциональных эпоксидных смол, в том числе одну или несколько трифункциональных эпоксидных смол.
Как правило, многофункциональные эпоксидные смолы, которые являются подходящими для связующих композиций, могут представлять собой насыщенные, ненасыщенные, циклические или ациклические, алифатические, алициклические, ароматические или гетероциклические полиэпоксиды. Примеры подходящих полиэпоксидов включают полиглицидиловые простые эфиры, которые образуются посредством реакции эпихлоргидрина или эпибромгидрина с полифенолом в присутствии щелочи. Таким образом, подходящие полифенолы представляют собой, например, резорцин, пирокатехин, гидрохинон, бисфенол A (бис(4-гидроксифенил)-2,2-пропан), бисфенол F (бис(4-гидроксифенил)метан), бисфенол S, бис(4-гидроксифенил)-1,1-изобутан, флуорен-4,4'-дигидроксибензофенон, бис(4-гидроксифенил)-1,1-этан, бисфенол Z (4,4'-циклогексилиденбисфенол) и 1,5-гидроксинафталин. Кроме того, подходящими являются полиглицидиловые простые эфиры многоатомных спиртов, аминофенолов или ароматических диаминов.
Другие типы полиэпоксидов, которые можно использовать, представляют собой глицидиловые сложнополиэфирные смолы, образующиеся в реакции эпихлоргидрина с ароматической или алифатической поликарбоновой кислотой. Следующий тип полиэпоксидной смолы представляет собой глицидиламин, который образуется в реакции полиамина с эпихлоргидрином. Другие подходящие многофункциональные эпоксидные смолы включают многофункциональные эпоксидные новолачные смолы, имеющие две или более эпоксидных групп. Эпоксидные новолачные смолы, которые являются пригодными для использования, включают эпоксидные крезольные новолаки и эпоксидные фенольные новолаки. Кроме того, подходящие многофункциональные эпоксидные смолы включают алифатические многофункциональные эпоксидные смолы, такие как эпоксидные смолы типа полиглицидиловых простых эфиров и глицидиловых простых эфиров сорбита.
Примеры дифункциональных эпоксидных смол включают диглицидиловые простые эфиры бисфенола A, такие как Epon™ 828 от компании Momentive, DER® 331, DER® 661 от компании Dow Chemical Co., Tactix® 123 от компании Huntsman Advanced Materials, содержащие диглицидиловые простые эфиры бисфенола F эпоксидные смолы, такие как PY306 от компании Huntsman Advanced Materials, и диглицидил-1,2-фталат (например, GLYCELA-100).
Примеры трифункциональных эпоксидных смол включают триглицидиловый простой эфир аминофенола, например, Araldite® MY 0510, MY 0500, MY 0600, MY 0610, все от компании Huntsman Advanced Materials, эпоксидные смолы на основе трис-(п-гидроксифенил)этана, такие как Epalloy® 9000 от компании Emerald Performance Materials или Epon 1031 от компании Momentive.
Примеры эпоксидных новолаков включают DEN 354, 431, 438 и 439 от компании Dow Chemical Co., модифицированные резорцином фенольные новолаки, такие как Erisys RN3650 от компании Emerald Performance Materials, фенольные новолаки на основе дициклопентадиена, такие как Tactix 556 и 756 от компании Huntsman Advanced Materials и 1050, SU-3 и SU-8 от компании Momentive.
Примеры тетрафункциональных эпоксидных смол включают Tetrad-X от компании Mitsubushi Gas Company, Erisys® GA-240 от компании Emerald Materials и Araldite® MY721 от компании Huntsman Advanced Materials. Другие предшественники эпоксидных смол включают циклоалифатические соединения, такие как 3',4'-эпоксициклогексил-3,4-эпоксициклогексанкарбоксилат (например, CY 179 от компании Huntsman).
Термопластический полимер
Согласно предпочтительному варианту осуществления, термопластический полимер в связующей композиции представляет собой полимер, который является по существу нерастворимым в системе термоотверждающейся смолы при комнатной температуре (т. е. от 20°C до 25°C) или в условиях, которые не являются достаточными для полного отверждения термоотверждающейся смолы, но в которых возможно осуществление, по меньшей мере, частичного фазового перехода в текучую фазу в течение цикла отверждения термоотверждающейся смолы. Другими словами, термопластический полимер представляет собой материал, который имеет нулевую растворимость (или незначительную растворимость) в термоотверждающейся смоле при комнатной температуре или в условиях, которые не являются достаточными для полного отверждения термоотверждающейся смолы, в то время как его растворимость является значительной (т. е. он растворяется более чем на 50%) или полной (т. е. он растворяется 100%) в течение цикла отверждения термоотверждающейся смолы. Термин "система термоотверждающейся смолы" означает многофункциональные эпоксидные смолы в связующей композиции или в жидкой матричной смоле, которая подлежит введению в заготовку после изготовления заготовки. Матричная смола для введения в заготовку содержит одну или несколько термоотверждающихся смол в качестве основного компонента и небольшие количества добавок, такие как отверждающие реагенты, катализаторы, регулирующие реологические свойства вещества, усиливающие клейкость вещества, неорганические или органические наполнители, эластомерные повышающие жесткость вещества, повышающие жесткость частицы, стабилизаторы, ингибиторы, пигменты/красители, огнезащитные вещества, реакционноспособные разбавители и другие добавки, которые хорошо известны специалистам в данной области техники для модификации свойств системы смолы до или после отверждения. Термоотверждающиеся смолы для пропитывания смолой включают эпоксидные смолы, бисмалеимид, виниловые сложноэфирные смолы, цианатные сложноэфирные смолы, модифицированные изоцианатом эпоксидные смолы, фенольноальдегидные смолы, бензоксазин, смолы на основе продуктов конденсации формальдегида с такими веществами, как мочевина, меламин или фенол, сложные полиэфиры, акриловые смолы, а также их сочетания. Согласно одному варианту осуществления, термопластический полимер в связующей композиции является растворимым в имеющей эпоксидную основу матричной смоле при отверждении матричной смолы.
При использовании в настоящем документе термин "сшивание" означает отверждение матричной смолы посредством сшивания полимерных цепей, которое осуществляют, используя химические добавки, ультрафиолетовое излучение, микроволновое излучение, электронное излучение, гамма-излучение или другое подходящее тепловое или нетепловое излучение.
Свойства растворимости термопластического полимера в сшиваемой системе термоотверждающейся смолы, согласно обсуждению в данном контексте, можно определять, используя несколько известных методов, таких как оптическая микроскопия, спектроскопия и т. д.
Чтобы один материал был растворимым в другом материале, разность их параметров растворимости (Δδ) должна быть минимальной, насколько это возможно. Параметр растворимости полимера можно определять посредством вычисления на основе метода вклада групп, который описал Van Krevelen (см. D. W. Van Krevelen, "Свойства полимеров", третье исправленное издание, издательство Elsevier Scientific Publishing, Амстердам, 1990 г., глава 7, с. 189-224).
Параметр растворимости полимера можно также определять, используя параметры растворимости Хансена (Hansen) (HSP) как способ прогнозирования возможности того, что один материал будет растворяться в другом материале, образуя раствор. Параметры Хансена основаны на идее о том, что "подобное растворяется в подобном", где одна молекула определяется как "подобная" другой молекуле, если они связываются сами с собой аналогичным образом.
Примеры растворимых в смолах термопластических полимеров включают, но не ограничиваются этим, вещества из группы, которую составляют производные целлюлозы, сложный полиэфир, полиамид, полиимид, поликарбонат, полиуретан, полиметилметакрилат, полистирол, сложный полиэфирамид, полиамидимид, простой полиэфиримид, полиарамид, полиарилат, полиакрилат, сложный полиэфиркарбонат, полиметилметакрилат/бутилакрилат, простой полиарилэфир, полиарилсульфон, простой полиарилэфиркетон (PAEK), включая простой полиэфиркетонкетон (PEKK) и простой полиэфирэфиркетон (PEEK), а также соответствующие сочетания и сополимеры.
Особенно предпочтительный термопластический полимер представляет собой полиарилсульфон, который составляют имеющие простые эфирные связи повторяющиеся звенья и необязательно имеющие простые тиооэфирные связи повторяющиеся звенья, причем в качестве данных звеньев выбирают:
-(Ph-A-Ph)-
и необязательно
-(Ph)a-
причем A представляет собой CO или SO2, Ph представляет собой фенилен, n составляет от 1 до 2 и может представлять собой дробное число, a составляет от 1 до 4 и может представлять собой дробное число, при том условии, что когда a составляет более чем 1, фениленовые группы линейно соединяет друг с другом одинарная химическая связь или двухвалентная группа, которая не представляет собой -CO- или -SO2-, или фениленовые группы сконденсированы друг с другом непосредственно или посредством циклической группы, в качестве которой выбирают кислая алкильная группа, (гетеро)ароматическая группа, циклический кетон, циклический амид, имид, циклический имин и их сочетания.
Кроме того, полиарилсульфон может содержать реакционноспособные боковые и/или концевые группы. Эти реакционноспособные боковые и/или концевые группы представляют собой группы, которые способны реагировать с эпоксидными группами или с отверждающим реагентом. Примерные реакционноспособные группы представляют собой группы, которые являются источниками активных атомов водорода, такие как OH, NH2, NHR' или -SH, где R' представляет собой углеводородную группу, содержащую вплоть до 8 атомов углерода, или группы, которые обеспечивают реакции сшивания, такие как эпоксид, (мет)акрилат, (изо)цианат, изоцианатный сложный эфир, ацетилен или этилен, а также винил или аллил, малеимид, ангидрид и оксазолин.
Согласно одному варианту осуществления, полиарилсульфон содержит повторяющиеся звенья -(PhSO2Ph)-, причем звено -(PhSO2Ph)- присутствует в полиарилсульфоне в такой пропорции, что в среднем, по меньшей мере, два из вышеупомянутых звеньев -(PhSO2Ph)n- располагаются последовательно в каждой присутствующей полимерной цепи, а также в нем содержатся реакционноспособные боковые или концевые группы, как обсуждается выше.
Согласно одному варианту осуществления, полиарилсульфон представляет собой сополимер, содержащий следующие звенья:
причем X представляет собой O или S и может различаться в различных звеньях, и a составляет от 1 до 4. Согласно некоторым вариантам осуществления, молярное соотношение I и II составляет приблизительно от 10:90 до 80:20, приблизительно от 10:90 до 55:45, приблизительно от 25:75 до 50:50, приблизительно от 20:80 до 70:30, приблизительно от 30:70 до 70:30 или приблизительно от 35:65 до 65:35. Согласно следующему варианту осуществления, в сополимере PES:PEES содержатся реакционноспособные концевые аминогруппы.
Среднечисленная молекулярная масса полиарилсульфонового полимера, который обсуждается выше, находится предпочтительно в интервале от 2000 до 30000, в частности, в интервале от 3000 до 15000 или от 3000 до 13000. Согласно некоторым вариантам осуществления, полиарилсульфоновый полимер имеет температуру стеклования (Tg), составляющую более чем 150°C при измерении методом дифференциальной сканирующей калориметрии (ДСК). Конкретное значение Tg зависит от молекулярной массы полимера.
Поверхностно-активные вещества
В качестве поверхностно-активного вещества (поверхностно-активных веществ) для связующей композиции могут быть выбраны неионные поверхностно-активные вещества и анионные поверхностно-активные вещества или сочетания этих двух типов.
Подходящие неионные поверхностно-активные вещества представляют собой монофункциональные или многофункциональные блочные или привитые блочные сополимеры, содержащие гидрофильные и гидрофобные блоки. Неионное поверхностно-активное вещество может содержать скелетный фрагмент, гидрофобные блоки и гидрофильные блоки, которые могут составлять часть скелета, или которые выступают в существенной степени или полностью из скелетного фрагмента, образуя привитые части, или их сочетание.
Подходящие гидрофильные блоки, как правило, представляют собой производные предшественников многовалентных гидрофильных блоков. Подходящие гидрофильные блоки образуются из молекул предшественников гидрофильных блоков, которые представляют собой многоатомные спирты или полиамины. Предпочтительные гидрофильные полимеры представляют собой полиэтиленоксиды. В качестве альтернативы, могут быть использованы поли(этиленоксид-пропиленоксид) или поли(этиленоксид-бутиленоксид), при том условии, что они удовлетворяют желательным критериям растворимости в воде.
Особенно подходящие неионные поверхностно-активные вещества представляют собой блочные сополимеры, такие как полиоксамеры, которые представляет следующая формула:

где x, y, z представляют собой целые или дробные числа, при том условии, что соотношение (x+z)/y составляет 1,32 или более,
или полиоксамины, которые представляет следующая формула:

где a, b, c, d, e, f, g, h представляют собой целые или дробные числа, и полиоксамин имеет среднечисленную молекулярную массу в интервале от 1000 г/моль до 100000 г/моль.
Подходящее анионное поверхностно-активное вещество представляет следующая формула:
A-R
где в качестве R присутствует алкильная, арильная, арилалкильная или алкиленоввая цепь, содержащая от 4 до 50 атомов углерода (C4-C50); и в качестве A присутствует литиевая, натриевая, калиевая, аммониевая, четвертичная аммониевая соль, в которой содержатся карбоксильные, сернокислые или фосфорнокислые группы
Следующие конкретные примерные анионные поверхностно-активные вещества представляют собой, но не ограничиваются этим: алкиларилсульфонат; диоктилсульфосукцинат натрия; лаурилсульфонат; соли жирных кислот; производные жирных спиртов, такие как этоксилатфосфат; а также вторичные алкилсульфонаты (SAS), представляющие собой категорию поверхностно-активных веществ, содержащих вторичные сульфонатные группы и проявляющие низкие уровни пенообразования.
Необязательные добавки
Связующая композиция может также содержать дополнительные сшивающие вещества, такие как пластмассы на основе аминоальдегидной смолы, фенолоальдегидные смолы, азлактоны, азиридины, блочные изоцианат, и необязательные добавки, такие как пеногасители, фунгициды, регулирующие реологические свойства вещества, усиливающие клейкость вещества, неорганические или органические наполнители, эластомерные повышающие жесткость вещества, повышающие жесткость частицы, стабилизаторы, ингибиторы, пигменты/красители, огнезащитные вещества, реакционноспособные разбавители и другие добавки, которые хорошо известны специалистам в данной области техники модификации свойств связующего материала, в том числе до и в течение эмульгирования, нанесения на волокнистую подложку, пропитывания и отверждения матричной смолы. Подходящие пеногасители включают, но не ограничиваются этим, ацетилендиолы, кремнийорганические соединения и минеральные масла. Примеры нанонаполнителей включают, но не ограничиваются этим, компоненты, упоминаемые в технике как нанокремнезем, полиэдрические олигомерные силсесквиоксаны (POSS), углеродные нанотрубки (CNT), боронитридные нанотрубки, углеродные наночастицы, углеродные нановолокна, боронитридные нановолокна, углеродные нанонити, боронитридные нанонити, углеродные наноленты, боронитридные наноленты, углеродные нанофибриллы, боронитридные нанофибриллы, углеродные наноиглы, боронитридные нанофибриллы, углеродные нанолисты, углеродные наностержни, боронитридные наностержни, углеродные наноконусы, боронитридные наноконусы, углеродные наноспирали, боронитридные наноспирали, углеродные наноомы, боронитридные наноомы, графитовые нанопластинки или наноточки, графены, рубленые/короткие углеродные волокна, технический углерод или их сочетания, содержащие или не содержащие частичные или полные металлические покрытия, или другие фуллереновые материалы и их сочетания.
Если присутствуют необязательные добавки, они составляют менее чем 15% по отношению к суммарной массе композиции.
Волокнистые материалы и изготовление заготовок
В настоящем документе упоминается волокнистый материал, содержащий от 1 мас. % до 190 мас. % связующей композиции, которая распределяется в его объеме или покрывает его поверхность.
Для изготовления заготовки слои волокон или слои полотна укладываются в сухом виде, образуя конфигурацию типа стопки. В некоторых случаях перед операцией укладки может оказаться необходимым поперечное или продольное разрезание волокнистых слоев на определенные размеры. После этого уложенный материал пропитывают матричной смолой, осуществляя процесс пропитывания жидкостью, такой как литьевое прессование смолы (RTM), и пропитанную заготовку подвергают отверждению, получая отвержденное изделие из композитного материала.
Жидкая связующая композиция, которая описывается в настоящем документе, можно распределяться желательным образом в объеме волокнистых материалов или наноситься в качестве поверхностного покрытия, в том числе до или в течение укладки заготовки. Поверхностное покрытие можно наносить на одну или на обе стороны волокнистого слоя (например, слоя полотна), который используется для укладки заготовки. Способ нанесения может представлять собой распыление, погружение в жидкость, покрытие валиком или электропокрытие. Электропокрытие становится возможным, когда волокнистый материал составляют электропроводные волокна, например, углеродные волокна. Предпочтительно жидкая связующая композиция наносится на волокнистый материал в качестве поверхностного покрытия. Содержание связующего материала в заготовке составляет приблизительно 20 мас. % или менее и, согласно некоторым варианты осуществления, от 2 мас. % до 10 мас. % по отношению к суммарной массе заготовки. Заготовка предназначается для введения жидкой смолы посредством пропитывания смолой вследствие своей проницаемости. В этом заключается отличие от пропитанных смолой слоев препрегов, которые используются в традиционном процессе изготовления препрегов, и которые, как правило, содержат от 20 мас. % до 50 мас. % матричной смолы.
В некоторых случаях повышенное количество связующего материала можно наносить на имеющие очень низкую плотность и высокую проницаемость волокнистые изделия для достижения определенных связующих характеристик. Например, волокнистые изделия, у которых поверхностная плотность составляет менее чем 5 граммов на квадратный метр (г/м2) и значение воздухопроницаемости составляет более чем 200 см3/см2/с, могут содержать вплоть до 70 мас. % связующего материала, в то время как изделия, у которых поверхностная плотность составляет от 5 г/м2 до 20 г/м2, могут содержать вплоть до 50 мас. % связующего материала.
Содержащие связующий материал волокнистые слои представляют собой сухие, гибкие и предварительно изготавливаемые волокнистые изделия, которые могут обеспечивать значительные преимущества по сравнению со стандартными материалами препрегов вследствие своего более продолжительного срока хранения, возможности применения в случае более сложных геометрических форм и возможности сгиба по кругу малого радиуса. Присутствие связующего материала обеспечивает сцепление волокон и целостность волокнистого материала в течение стадий поперечного/продольного разрезания и укладки. В процессе поперечного или продольного разрезания связующий материал, покрывающий поверхность или распределенный в объеме волокнистого слоя предотвращает образование размытых краев, что может производить значительное воздействие на скорость и производительность процесса.
Волокнистые материалы для изготовления заготовки могут присутствовать в таких формах, как ориентированные или неориентированные рубленые или непрерывные волокна, тканые или нетканые полотна, трикотажные полотна, нетканые прокладки, холсты, сетки, шнуры, нити или веревки. Нетканые полотна включают негофрированное полотно (NCF), в котором содержатся неориентированные шнуры, которые сшиваются друг с другом. Эти шнуры могут соприкасаться или не соприкасаться друг с другом таким образом, что между шнурами присутствуют промежутки, и в результате этого обеспечивается проницаемость материала. Термин "шнур" означает пучок волоконных нитей, число которых может составлять несколько тысяч. Нетканые подложки состоят из случайным образом расположенных волокон, которые скрепляются друг с другом посредством связующего материала, т. е. жидкого связующего материала, описанного в настоящем документе. Волокна в нетканой подложке могут представлять собой рубленые волокна или скрученные нити из непрерывных волокон.
Подходящими являются товарные тканые или нетканые волокнистые изделия или полотна, у которых поверхностная плотность находится в интервале от 1 до 2000 г/м2. Волокна в полотне могут представлять собой любые органические или неорганические волокна и их смеси. Органические волокна включают арамидные волокна, металлизированные полимерные волокна (причем полимер может быть растворимым или нерастворимым в матричной смоле), полипарафенилентерефталимидные волокна или неорганические волокна, или их сочетания. Неорганические волокна включают стеклянные волокна, такие как волокна типов E, A, E-CR, C, D, R, S или кварцевые волокна, или волокна, в которых содержатся оксид алюминия, диоксид циркония, карбид кремния, металлизированное стекло, другие керамические материалы или металлы. Особенно подходящими в качестве армирующих волокон являются волокна на углеродной основе, в том числе графитовые волокна. Графитовые или углеродные волокна могут также представлять собой металлизированные волокна (имеющие прерывистые или непрерывные металлические слои). Примерные имеющиеся в продаже графитовые волокна включают волокна, которые поставляет под торговыми наименованиями T650-35, T650-42 и T300 компания Cytec; волокна, которые поставляет под торговыми наименованиями T1000 и T800-H компания Toray; волокна, которые поставляет под торговыми наименованиями AS4, AU4, IM9, IM8 и IM7 компания Hexcel; и волокна, которые поставляет под торговым наименованием IM60 компания Toho Tenax.
Наиболее распространенный способ укладки представляет собой ручная укладка, но она является весьма трудоемкой. Таким образом, было бы более эффективным изготовление сухой заготовки в процессе автоматической укладки, таком как автоматическая укладка лент (ATL) или автоматическая укладка волокон (AFP). Автоматическая укладка лент (ATL) и автоматическая укладка волокон (AFP) представляют собой процессы, в которых используются управляемые компьютером роботы, чтобы укладывать один или несколько слоев волокнистых лент или шнуров на поверхность литейной формы для изготовления детали или конструкции.
Автоматическая укладка волокон (AFP) представляет собой укладку волокон в форме "шнуров" на поверхность формовочного устройства, которое определяет форму изготавливаемого изделия из композитного материала. Шнуры состоят из волокнистых нитей и обычно наматываются на катушку. Шнур укладывается в форме последовательности прилегающих полос на поверхность формовочного устройства с помощью укладывающей волокно головки, которая перемещается относительно данного устройства под компьютерным управлением для изготовления многослойного материала по мере того, как накапливаются слои шнура на устройстве. Шнур подается посредством валика на укладывающую волокно головку, таким образом, что шнур прижимается к укладывающей волокно головке в процессе его укладки. Укладывающая волокно головка может включать нагревательное устройство, которое осуществляет соединение на месте в процессе укладки шнура.
Автоматическая укладка лент (ATL) представляет собой еще более быстрый автоматический процесс, в котором ленту, а не отдельные шнуры, укладывают в непрерывном режиме, изготавливая изделия. Лента представляет собой продолговатую полоску волокнистого материала, которая имеет небольшую ширину, например, ширину, составляющую приблизительно несколько дюймов или даже лишь четверть дюйма (6,35 мм). Головка для укладки ленты может включать одну или несколько катушек с лентой, намоточное устройство, направляющие намоточного устройства, уплотнительную плиту, позиционный датчик и устройство для поперечного или продольного разрезания ленты. Головка может располагаться на конце многоосевого шарнирно-сочлененного робота, который перемещается вокруг инструмента или сердечника, на который наносится материал, или головка может располагаться на опоре, подвешенной над данным инструментом. В качестве альтернативы, инструмент или сердечник может перемещаться или поворачиваться, чтобы обеспечивать доступ головки к различным секциям инструмента. Лента наносится на инструмент циклами, каждый из которых состоит из одного ряда материала любой длины под любым углом. Как правило, осуществляется множество циклов нанесения на данную площадь или согласно рисунку, что определяется и регулируется посредством компьютерного программного обеспечения.
Как правило, ATL используется для изготовления плоских изделий или имеющих небольшую кривизну изделий, в то время как AFP используется для изготовления изделий, имеющих более сложную геометрическую форму поверхности. Автоматические процедуры, такие как описанные выше процедуры, как правило, оказываются более точными и более эффективными, чем традиционные технологии ручной укладки.
Технологическая проблема, связанная с такими автоматическими процессами, представляет собой потребность в связующей композиции, которая способна обеспечивать сцепление и целостность волокнистых слоев в течение стадий продольного разрезания, обработки и укладки. Считается, что жидкая связующая композиция, которая описывается в настоящем документе, удовлетворяет физическим, термомеханическим и технологическим требованиям для ATL и AFP.
Чтобы изготавливать заготовки, осуществляя процессы ATL и AFP, сухие волокнистые материалы используются в форме лент и шнуров, соответственно. Одно применение жидкой связующей композиции, описанной в настоящем документе, представляет собой изготовление покрытых связующим материалом лент для ATL или покрытых связующим материалом шнуров для AFP. Чтобы изготавливать ленты для ATL, жидкий связующий материал можно наносить на одну или обе поверхности сухого полотна (например, осуществляя распыление), образуя покрытое полотно, а затем покрытое связующим материалом полотно разрезается продольно на продолговатые ленты. Присутствие связующего материала способствует сохранению сцепления материала полотна в течение процесса продольного разрезания и предотвращает износ. Чтобы изготавливать заготовку, осуществляя AFP, волокнистые шнуры индивидуально покрывают жидкой связующей композицией перед процессом укладки. Покрытие из связующего материала обеспечивает клейкость, и в результате этого ленты и шнуры сохраняют постоянное положение в течение процесса укладки. Таким образом, покрытие из связующего материала обеспечивает адгезию первой уложенной ленты или шнура к поверхности инструмента, а также способствует прикреплению к предшествующим уложенным лентам или шнурам.
В итоге, преимущества, связанные с волокнистыми материалами или полотнами, на которые нанесено покрытие из жидкой связующей композиции согласно настоящему изобретению, включают следующие:
(i) способность самоприклеивания (или клейкость) в широком интервале температур (например, от 70°C до 210°C) и уровней давления (например, от 10 Н до 1500 Н);
(ii) отсутствие клейкости покрытых волокнистых материалов при комнатной температуре;
(iii) хорошая воздухопроницаемость смолы в плоскости и в направлении толщины;
(iv) ограниченная или нулевая усадка;
(v) свойство износостойкости (т. е. отсутствие чрезмерного износа краев) в течение технологических стадий продольного разрезания и укладки.
Примеры
Следующие примеры представлены, чтобы дополнительно проиллюстрировать примерные связующие композиции и способы изготовления, но их не следует истолковывать как ограничивающие настоящее изобретение, которое определяется в прилагаемой формуле изобретения.
Пример 1
Жидкие связующие композиции изготавливали на основе составов, которые представлены в таблице 1. Все количества приведены в массовых процентных долях (мас. %).
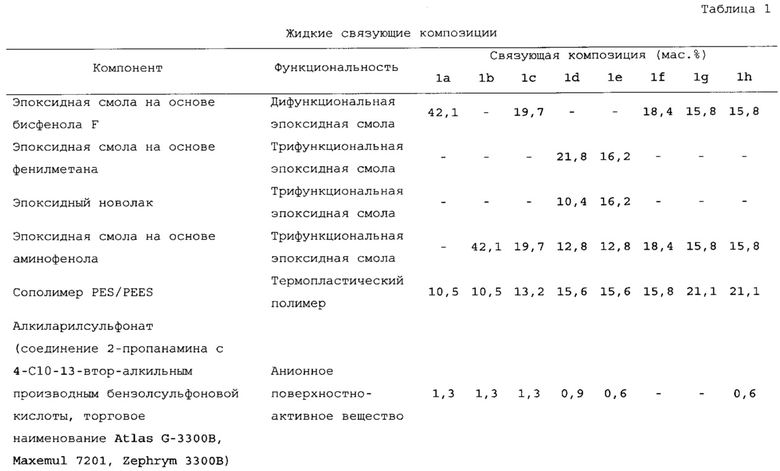

Анионное поверхностно-активное вещество (алкиларилсульфонат) содержит в качестве основы этоксилированную природную жирную двухосновную кислоту с увеличенной цепью. Полиоксамерное неионное поверхностно-активное вещество представляет собой блок-сополимер типа AB, который составляют полиэтиленоксид (PEO) и полипропилен оксид (PPO), и который имеет среднюю молекулярную массу в интервале от 8000 до 18000 Да. Полиоксаминное неионное поверхностно-активное вещество представляет собой алкоксилированный алифатический диамин, у которого средняя молекулярная масса составляет приблизительно от 18000 до 25000 Да.
Что касается неионных поверхностно-активных веществ, в то время как полиэтиленоксидные блоки проявляют гидрофильные свойства, полипропиленоксидные блоки придают сильные гидрофобные свойства и улучшенное сродство к связующей композиции, и в результате этого повышается устойчивость дисперсии.
Жидкие связующие композиции изготавливали, растворяя термопластический полимер в эпоксидных смолах и осуществляя при этом нагревание, чтобы образовалась гомогенная расплавленная смесь. Смесь поверхностно-активных веществ затем добавляли в расплавленную смесь, и получаемую в результате смесь выливали в резервуар высокосдвигового смесительного устройства Dispermat CN30 от компании VMA, оборудованного открытым резервуаром, к которому присоединяется рециркуляционная нагревательная система, и работающего при скорости сдвига в интервале от 300 до 5500 об/мин. Смеси затем эмульгировали в смесителе, используя технологические условия, которые представлены в таблице 2.
Условия эмульгирования
Сначала смешивание осуществляли при относительно низкой скорости в процессе постепенного добавления деионизированной воды. Способность диспергирования в воде получаемой в результате смеси непрерывно наблюдали до точки инверсии, когда применяли повышенную скорость сдвига, чтобы уменьшить размер частиц и обеспечить оптимальную гомогенизацию и устойчивость эмульсии. Достаточное количество деионизированной воды затем добавляли в эмульсию для достижения целевого содержания твердых частиц. Типичные физические свойства эмульсий представлены в таблице 3.
Типичные физические свойства эмульсий
Динамическую вязкость измеряли согласно стандартному способу DIN EN ISO 3219, используя вискозиметр типа Bohlin при скорости сдвига 25 с-1 при комнатной температуре. Распределение частиц по размерам измеряли, используя прибор Nanosizer S от компании Malvern, который работает в интервале от 0,6 нм до 6000 нм.
Пример 2
Использовали связующие композиции, описанные в примере 1, чтобы наносить покрытие методом погружения на сложнополиэфирное сшитое однонаправленное негофрированное полотно, поверхностная плотность которого составляла приблизительно 200 г/м2, от компании Saertex (Германия).
Для целей сравнения ряд имеющихся в продаже связующих материалов также использовали, чтобы наносить методом погружения покрытие на листы такого же однонаправленного негофрированного полотна. FILCO 8004 (EP1) и 345HP (EP2) от компании COIM (Италия) представляют собой две эпоксидные эмульсии в воде, имеющие содержание твердых частиц, составляющее, соответственно, 63% и 53%. HYDROSIZE PA845 (PA1) и U2022 (PU1) представляют собой, соответственно, содержащую 23% твердых частиц водную дисперсию полиамида 4.6 и содержащую 59% твердых частиц водную дисперсию полиуретана от компании Michelman (США. NEOXIL NX962D (EP3) представляет собой содержащую 54% твердых частиц водную эпоксидную эмульсию на основе бисфенола A от компании DSM.
Все покрытые связующими материалами полотна высушивали в течение 3 минут при 100°C и дополнительно в течение 4 минут при 130°C в печи.
Покрытые связующими материалами полотна исследовали, определяя драпируемость, износостойкость, усадку и способность самосклеивания.
Драпируемость определяли, осуществляя горячее драпирование при 145°C (скорость увеличения температуры 3°C/мин от комнатной температуры) в течение 1 минуты, используя покрытое полотно, имеющее размеры 350×350 мм, на коническом инструменте, имеющем высоту 86 мм, внутренний диаметр 120 мм и внешний диаметр 310 мм, при пониженном давлении, составляющем 60 мм рт. ст. (8 кПа) в течение всего исследования, и определяя число складок. Материалы, имеющие менее 6 складок, получали отличную оценку (E), материалы, имеющие от 7 до 12 складок, получали удовлетворительную оценку (A), в то время как материалы, имеющие более 12 складок, получали неудовлетворительную оценку (U). Износостойкость определяли, используя на стадии разработки регулируемое устройство для измерения износа, имеющее четыре секции (выпуск, фрикционные валики, запорная плита и намоточное устройство) и движущееся при скорости 20 м/мин. Взвешивали количество пуха, который накапливался на запорной плите в течение пятиминутного периода, и материалы оценивали соответствующим образом. Этот пух представляет собой отходы, которые образуются при трении шнуров относительно фрикционных валиков и улавливаются запорной плитой. Материалы, которые образовывали более чем 500 мг пуха, получали неудовлетворительную оценку (U), материалы, которые образовывали от 200 до 500 мг пуха, получали удовлетворительную оценку (A), в то время как материалы, образующие менее чем 200 мг пуха, получали отличную оценку (E). Усадку определяли, измеряя ширину исходного и покрытого связующим материалом полотна после термической обработки в течение 3 минут при 100°C, а затем в течение 4 минут при 130°C. Материалы, у которых усадка составляла менее чем 1%, получали отличную оценку (A), материалы, у которых усадка составляла от 1 до 2%, получали удовлетворительную оценку (B), в то время как материалы, у которых усадка составляла более чем 2%, получали неудовлетворительную оценку (C). Способность самосклеивания определяли, прилагая давление 10 н и используя для этого уплотнительный ролик при температуре 100°C в течение 5 секунд. Результаты представлены в таблице 4.
Физические свойства покрытого полотна
Ни один из товарных имеющих эпоксидную основу связующих материалов (EP1, EP2 и EP3) и имеющих термопластическую основу связующих материалов (PA1 и PU1) не оказался эффективным в целях максимального повышения оценки физических параметров полотна. Хотя хороший уровень драпируемости и ограниченный уровень усадки были продемонстрированы для большинства образцов полотна, покрытого товарными связующими материалами, не наблюдалось никакого существенного воздействия на целостность шнура и соответствующий уровень износа. Только PU1 и EP3 продемонстрировали весьма ограниченную способность самосклеивания при применении на уровне мас. %.
С другой стороны, когда связующие композиции (1a-1h), которые описаны в примере 1, наносили на однонаправленное сухое полотно, наблюдались превосходные износостойкость и драпируемость, хорошая способность самосклеивания и отсутствие усадки. Кроме того, было обнаружено, что способность самосклеивания может дополнительно повышаться за счет увеличения содержания связующего материала вплоть до 10 мас. %.
Пример 3
Сравнительный пример - воздействие связующей композиции на способность соединения различных волокнистых изделий
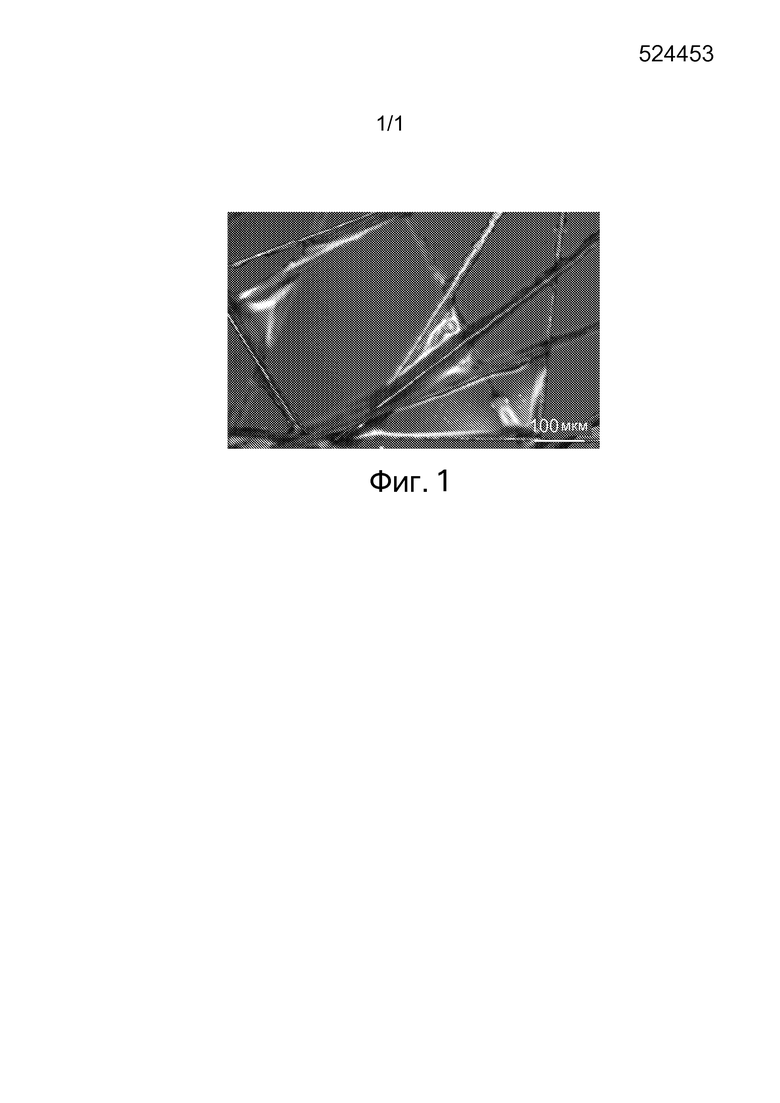
Связующую композицию (1d), описанную в примере 1, использовали для нанесения покрытия методом погружения на содержащую углеродные волокна нетканое полотно и получения пленки с поверхностной плотностью 3 г/м2. Нанесенную пленку связующего материала высушивали и стабилизировали в печи в течение четырех минут при 130°C. Было обнаружено, что нанесение описанной связующей композиции с поверхностной плотностью 3 г/м2 производило однородное покрытие на каждом углеродном волокне и создавало имеющие микронные размеры и обогащенные смолой карманы у точек пересечения двух или большего числа волокон. Фиг. 1 представляет микрофотографию имеющего покрытие полотна из углеродных волокон. Как можно видеть на фиг. 1, получается однородное покрытие, о чем свидетельствуют блеск покрытия и пленки между волокнами.
Множество однонаправленных углеродных волокон IMS65 от компании Toho Tenax, удерживали в однонаправленном положении на покрытом полотне, и сборку подвергали давлению, составляющему приблизительно 10 н, пропуская через щель между валиками при температуре, составляющей приблизительно от 90 до 100°C, в течение нескольких секунд, чтобы оценивать способность соединения и устойчивость изделия. Было обнаружено, что сборка проявляла превосходную устойчивость, а также проявляла способность сохранения своей структуры даже при меньших углах и приложении меньшей силы сжатия.
Для сравнения на образцы одинакового полотна из углеродных волокон наносили покрытие, используя товарные связующие материалы (EP1, EP2, EP3, PA1, PU1) из примера 2 при аналогичном содержании связующего материала, составляющем приблизительно от 4 до 10 г/м2. Множество углеродных шнуров удерживали в однонаправленном положении на каждом из покрытых полотен, и сборки подвергали такому же исследованию, которое обсуждалось выше. Ни одна из исследованных сборок на основе товарных связующих материалов не обеспечивала достаточный уровень способности соединения.
Пример 4
Каждую из связующих композиций (1a-1h), описанных в примере 1, использовали для нанесения покрытия методом погружения на такое же однонаправленное полотно, которое описано в примере 2, при комнатной температуре. Покрытые полотна высушивали в течение 3 минут при 100°C, а затем в течение дополнительных 4 минут при 130°C в печи.
Каждое из покрытых связующим материалом негофрированных полотен затем разрезали на части меньших размеров, и слои укладывали друг на друга, получая многослойную конструкцию. Эту конструкцию затем выдерживали в печи при 130°C в течение 30 минут и пропитывали, используя Prism® EP2400 (эпоксидная система повышенной жесткости от компании Cytec Engineered Materials). После отверждения пропитанных заготовок при 180°C в течение 2 часов получали панели (5a-5h), имеющие объемную долю волокон (Vf), составляющую от 55% до 57%.
Для целей сравнения использовали такое же исходное (непокрытое) однонаправленное негофрированное полотно, чтобы изготовить идентичную в остальных отношениях панель для исследования (контрольный образец 1). Осуществляли разнообразные механические исследования, включающие модуль сжатия в направлении 0 (0 CM), прочность (0 CS) и прочность межслоевого сдвига (ILSS), используя все панели, и соответствующие результаты представлены ниже в таблице 5.

Нанесение связующих композиций (1a-1h), описанных в примере 1, оказалось по существу нейтральным и в некоторых случаях благоприятным по отношению к механическим характеристикам композитного материала. Кроме того, наблюдалось незначительное уменьшение температуры стеклования (Tg) по сравнению с немодифицированным исходным материалом (контрольный образец 1).
| название | год | авторы | номер документа |
|---|---|---|---|
| ГИБРИДНАЯ ВУАЛЬ В КАЧЕСТВЕ ПРОМЕЖУТОЧНОГО СЛОЯ В КОМПОЗИЦИОННЫХ МАТЕРИАЛАХ | 2016 |
|
RU2713325C2 |
| КОМПОЗИТНЫЙ МАТЕРИАЛ И КОМПОЗИЦИЯ СМОЛЫ, СОДЕРЖАЩАЯ МЕТАСТАБИЛЬНЫЕ ЧАСТИЦЫ | 2016 |
|
RU2725922C2 |
| КОМПОЗИТНЫЕ МАТЕРИАЛЫ С ЭЛЕКТРОПРОВОДНОСТЬЮ И УСТОЙЧИВОСТЬЮ К РАССЛОЕНИЮ | 2014 |
|
RU2678043C1 |
| МОДИФИЦИРОВАННЫЕ СМОЛЯНЫЕ СИСТЕМЫ, ПОДХОДЯЩИЕ ДЛЯ ИНФУЗИИ ЖИДКОЙ СМОЛЫ | 2015 |
|
RU2703203C2 |
| СУХОЙ ВОЛОКНИСТЫЙ МАТЕРИАЛ ДЛЯ ДАЛЬНЕЙШЕЙ ПРОПИТКИ СМОЛОЙ | 2012 |
|
RU2628374C2 |
| ОТВЕРЖДАЕМЫЕ ПОЛИМЕРНЫЕ КОМПОЗИЦИИ, СОДЕРЖАЩИЕ АЛИФАТИЧЕСКОЕ ПОЛИКЕТОНОВОЕ УПРОЧНЯЮЩЕЕ ВЕЩЕСТВО, И ИЗГОТОВЛЕННЫЕ ИЗ НИХ КОМПОЗИТЫ | 2020 |
|
RU2839997C1 |
| УЛУЧШЕНИЯ КОМПОЗИТНЫХ МАТЕРИАЛОВ | 2013 |
|
RU2632454C2 |
| УСОВЕРШЕНСТВОВАНИЕ АРМИРОВАННЫХ ВОЛОКНАМИ МАТЕРИАЛОВ | 2012 |
|
RU2615405C2 |
| ПРОВОДЯЩАЯ КОМПОЗИТНАЯ СТРУКТУРА ИЛИ ЛАМИНАТ | 2012 |
|
RU2621760C2 |
| Способ получения армированного углекомпозита на основе порошкового связующего, содержащего твердую эпоксидную смолу и бифункциональный бензоксазин (варианты) | 2023 |
|
RU2813113C1 |
Изобретение относится к жидкой связующей композиции для соединения волокнистых материалов, к армированным волокнами полимерным композиционным материалам, которые используются для изготовления пропитываемой смолой заготовки. Жидкая связующая композиция представляет собой водную дисперсию, в которой содержатся (a) одна или несколько многофункциональных эпоксидных смол, (b) полиарилсульфоновый полимер, (c) неионное поверхностно-активные вещества, (d) вода. По существу в данной жидкой композиции отсутствуют органические растворители. Полиарилсульфоновый полимер составляют повторяющиеся звенья, имеющие простые эфирные связи и необязательно имеющие простые тиоэфирные связи. Неионное поверхностно-активное вещество представляет собой монофункциональный или многофункциональный блочный или привитой блочный сополимер, содержащий гидрофильные и гидрофобные блоки. Пропитываемая смолой заготовка содержит сборку из волокнистых материалов. Волокнистые материалы удерживаются друг с другом жидкой связующей композицией. Волокнистые материалы, содержащие жидкую связующую композицию, содержат в качестве волокнистого материала тканые или нетканые волокна, нетканые слои случайным образом расположенные волокна, жгуты, нити, шнуры, текстильные ленты. 3 н. и 12 з.п. ф-лы, 1 ил., 5 табл., 2 пр.
1. Жидкая связующая композиция для соединения волокнистых материалов, в которой содержатся:
a) одна или несколько многофункциональных эпоксидных смол;
b) полиарилсульфоновый полимер;
c) неионное поверхностно-активное вещество, которое представляет собой монофункциональный или многофункциональный блочный или привитой блочный сополимер, содержащий гидрофильные и гидрофобные блоки; и
d) вода,
причем в указанной композиции по существу отсутствуют органические растворители, и
причем вышеупомянутый полиарилсульфоновый полимер составляют имеющие простые эфирные связи повторяющиеся звенья и необязательно имеющие простые тиооэфирные связи повторяющиеся звенья, причем в качестве данных звеньев выбирают:
-(Ph-A'-Ph)n-
и необязательно
-(Ph)a-
причем А' представляет собой SO2, Ph представляет собой фенилен, n составляет от 1 до 2 и может представлять собой дробное число, а составляет от 1 до 4 и может представлять собой дробное число, при том условии, что когда а составляет более чем 1, фениленовые группы линейно соединяет друг с другом одинарная химическая связь или двухвалентная группа, которая не представляет собой -СО- или -SO2-, или фениленовые группы сконденсированы друг с другом непосредственно или посредством циклической группы, в качестве которой выбирают кислая алкильная группа, (гетеро)ароматическая группа, циклический кетон, циклический амид, имид, циклический имин и их сочетания.
2. Жидкая связующая композиция по п. 1, в которой вышеупомянутый полиарилсульфон дополнительно содержит одну или несколько реакционноспособных боковых или концевых групп, в качестве которых выбирают ОН, NH2, NHR' или -SH, где в качестве R' присутствует углеводородная группа, содержащая вплоть до 8 атомов углерода, эпоксид, (мет)акрилат, (изо)цианат, изоцианатный сложный эфир, ацетилен, этилен, малеимид, ангидрид и оксазолин.
3. Жидкая связующая композиция по п. 2, в которой вышеупомянутый полиарилсульфон содержит повторяющиеся звенья -(PhSO2Ph)-, причем звено -(PhSO2Ph)- присутствует в полиарилсульфоне в такой пропорции, что в среднем, по меньшей мере, два из вышеупомянутых звеньев -(PhSO2Ph)n- располагаются последовательно в каждой присутствующей полимерной цепи.
4. Жидкая связующая композиция по п. 1, в которой полиарилсульфон представляет собой сополимер, содержащий следующие звенья:


причем X представляет собой О или S и может различаться в различных звеньях, и а составляет от 1 до 4.
5. Жидкая связующая композиция по п. 1, в которой вышеупомянутый полиарилсульфоновый полимер имеет молекулярную массу в интервале от 2000 до 30000, и его температура стеклования (Tg) составляет более чем 150°С при измерении методом дифференциальной сканирующей калориметрии (ДСК).
6. Жидкая связующая композиция по п. 1, в которой неионное поверхностно-активное вещество содержит скелетный фрагмент, и гидрофобные и гидрофильные блоки представляют собой части скелета или в существенной степени выступают из скелетного фрагмента, образуя привитые части, или их сочетание.
7. Жидкая связующая композиция по п. 1, в которой неионное поверхностно-активное вещество представляет собой:
полиоксамер, который представляет следующая формула:

где х, у, z представляют собой целые или дробные числа, при том условии, что соотношение (x+z)/y составляет 1,32 или более, содержание этиленоксида находится в интервале от 50 до 99 мас. %, и
причем вышеупомянутый полиоксамер имеет среднечисленную молекулярную массу в интервале от 1000 г/моль до 100000 г/моль.
8. Жидкая связующая композиция по п. 1, дополнительно содержащая анионное поверхностно-активное вещество, выбранное из: алкиларилсульфоната; диоктилсульфосукцината натрия; лаурилсульфоната; солей жирных кислот; и жирных спиртов.
9. Жидкая связующая композиция по п. 1, которая представляет собой эмульсию, имеющую содержание твердых частиц, составляющее от 40% до 70% и распределение частиц по размерам в интервале от 50 нм до 10000 нм.
10. Жидкая связующая композиция по п. 1, дополнительно содержащая сшивающее вещество, в качестве которого выбирают пластмассы на основе аминоальдегидной смолы, фенолоальдегидные смолы, азлактоны, азиридины и блочные изоцианаты.
11. Волокнистый материал, содержащий связующую композицию по п. 1, распределенную в его объеме или нанесенную на его поверхность, в котором в качестве вышеупомянутого волокнистого материала выбирают тканые или нетканые полотна; нетканые слои случайным образом расположенных волокон, волокнистые жгуты, нити, шнуры, текстильные ленты, подходящие для автоматической укладки волокон (AFP) и/или автоматической укладки лент (ATL)
12. Волокнистый материал по п. 11, причем данный волокнистый материал представляет собой негофрированное полотно, и вышеупомянутая связующая композиция наносится, по меньшей мере, на одну поверхность полотна.
13. Волокнистый материал по п. 11, в котором связующая композиция присутствует в количестве, составляющем от 1 мас. % до 20 мас. % по отношению к суммарной массе материала, и материал является проницаемым для жидкой смолы.
14. Пропитываемая смолой заготовка, содержащая сборку из волокнистых материалов, в которой волокнистые материалы удерживаются друг с другом связующей композицией по п. 1, причем количество связующей композиции в заготовке составляет вплоть до 10 мас. % по отношению к суммарной массе заготовки.
15. Пропитываемая смолой заготовка по п. 14, в которой в качестве волокнистых материалов выбирают тканые или нетканые полотна; нетканые слои случайным образом расположенных волокон, волокнистые жгуты, нити, шнуры, а также их сочетания.
| WO 9916720 A1, 08.04.1999 | |||
| WO 2002016456 A1, 28.02.2002 | |||
| US 4448911 A, 15.05.1984 | |||
| ЭЛАСТИЧНЫЙ ПОЛИМЕРНЫЙ ЭЛЕМЕНТ, ПОДЛОЖКА ОТВЕРЖДАЮЩЕЙСЯ КОМПОЗИЦИИ, ОТВЕРЖДАЮЩАЯСЯ КОМПОЗИЦИЯ, СПОСОБЫ ИХ ПОЛУЧЕНИЯ, СПОСОБ ОТВЕРЖДЕНИЯ, ИЗДЕЛИЯ | 2001 |
|
RU2272051C2 |

