ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение касается способа общей наплавки металлической детали для турбореактивных двигателей летательных аппаратов. Оно касается также специфического оборудования, обеспечивающего общую защиту подлежащих наплавке металлических деталей по способу в соответствии с изобретением.
В общем, изобретение относится к технической области двигателей летательных аппаратов и, в частности, к области ремонта способом наплавки определенных металлических деталей двигателей летательного аппарата.
Без ограничения, рассматриваемой металлической деталью является предпочтительно, например, лопасть моноблочного лопаточного диска либо также любая деталь, имеющая заднюю кромку и/или переднюю кромку, например, лопатки турбины низкого давления. Практически изобретение касается любой металлической детали турбореактивного двигателя летательного аппарата, имеющей часть, в частности конец, требующий операции наплавки, то есть ремонта путем восстановления соответствующей формы рассматриваемой детали, способом типа ремонта TIP. Способы типа ремонта TIP используют способ направленного лазерного излучения (или направленного пучка электронов) для селективного плавления порошка (способ, известный, в частности, под названиями «laser cladding» («лазерное плакирование») или «laser metal deposition» («лазерное нанесение металла») на англ. яз.), который позволяет путем селективного прохода лазера по слою порошка восстановить рассматриваемую деталь.
Металлическими деталями, которые предпочтительно затрагивает изобретение, являются детали, имеющие риск окисления в процессе операции наплавки; ими являются металлические детали, содержащие титан, а также никель, алюминий, либо еще кобальт. Для этих деталей действительно необходимо исключить любое окисление упомянутой детали для того, чтобы помешать ухудшению механических характеристик рассматриваемой детали.
ИЗВЕСТНЫЙ УРОВЕНЬ ТЕХНИКИ
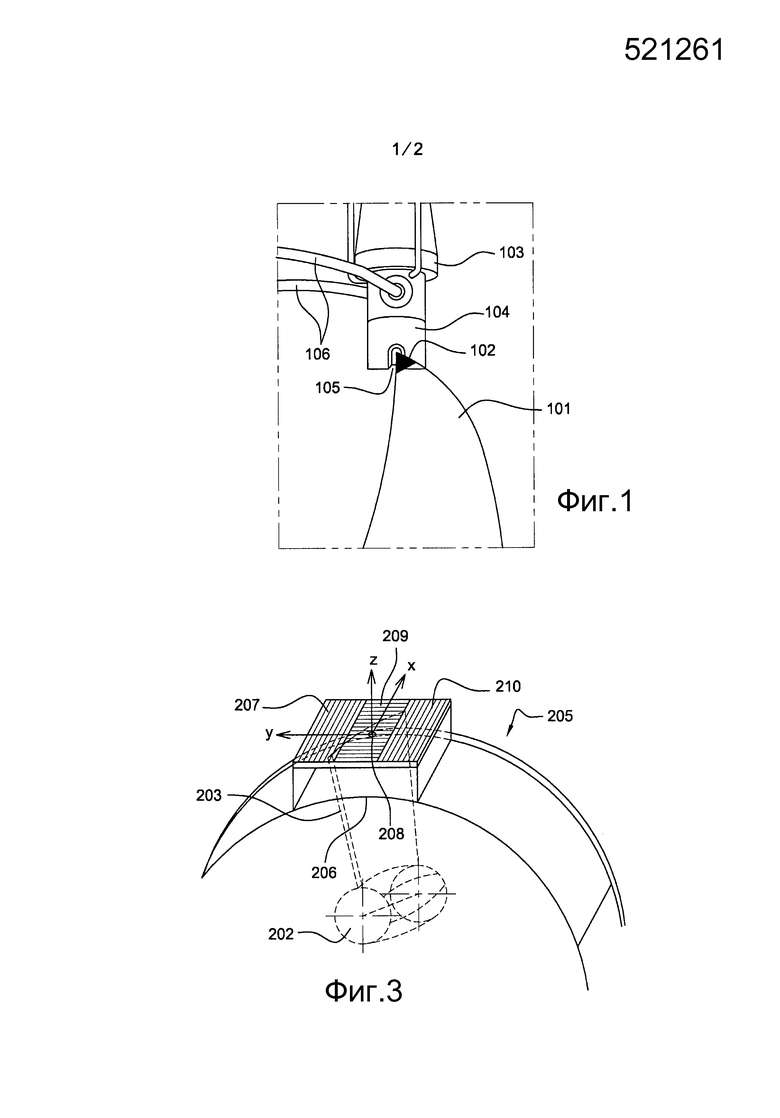
В известном уровне техники предложено несколько решений для осуществления таких операций лазерной наплавки для ремонта определенных металлических деталей с исключением явления окисления рассматриваемой детали. В частности, предложенное решение проиллюстрировано фиг. 1. На этом чертеже представлена лопасть 101, конец 102 которой поврежден и должен явиться объектом наплавки лазерным плавлением. Для этого используют форсунку 103, испускающую лазерный пучок или, в общем, электронный пучок, предназначенный для обеспечения плавления порошка для наплавки конца 102.
В представленном способе используют защитную оболочку 104 на конце форсунки 103. Защитная оболочка 104 имеет нижний конец с выемкой 105 перевернутой U-образной формы, при этом в выемку 105 входит подлежащий наплавке конец 102. Во внутреннем объеме выемки 105 кислород вытеснен нейтральным газом, например аргоном или гелием, через трубопроводы 106, связанные с форсункой 103; наплавка конца 102 может, таким образом, осуществляться без окисления. В этом примере газ, выходящий из форсунки, используется, таким образом, в качестве местной защиты восстанавливаемой зоны.
Однако такой способ не является удовлетворительным для наплавки конца на большом расстоянии в несколько сантиметров. Так, конец 102 лопасти 101 является искривленным, и поступательное перемещение, которым ограничена форсунка 103, мешает защитной оболочке перемещаться на это значительное расстояние. Действительно, выемка 105 для обеспечения возможности ее заполнения нейтральным газом и для того, чтобы защитная оболочка 104 могла входить между лопастью 101 и соседними лопастями, не изображенными на чертеже, должна иметь ограниченный размер. Следствием ограничения этих размеров является то, что стенки выемки 105 находятся близко одна к другой и быстро входят в контакт с концом 102, блокируя движение конца 102 внутрь выемки 105, мешая, следовательно, возможности наплавки на всем подлежащем наплавке конце 102. Однако, несмотря на предпринятые усилия, явление окисления в этом способе не может быть полностью исключено.
В известном уровне техники предложено также использование кабин значительного размера, имеющих пространства либо заполненные нейтральным газом, либо вакуумированные, в которые вводятся подлежащая наплавке деталь и все оборудование, необходимое для наплавки; однако такое решение является дорогостоящим и медленно осуществляемым вследствие больших количеств инертных газов, вводимых в рассматриваемую кабину.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Объект изобретения предлагает решение вышеописанных проблем путем предложения способа и общего защитного оборудования для наплавки металлических деталей недорогого, простого в использовании, который обеспечивает возможность быстрой наплавки различных металлических частей одной и той же металлической детали с малым потреблением нейтрального газа.
Для этого, в частности, предусматривают размещение металлической детали, содержащей различные металлические части, подлежащие наплавке, на поворотной плите, при этом пространство, окружающее металлическую деталь, выполняют герметичным посредством крышки, имеющей отверстие, предназначенное для приема форсунки, испускающей лазерный пучок или пучок электронов. Использование поворотной панели позволяет в предпочтительном варианте воплощения быстро разместить различные, подлежащие наплавке части напротив форсунки.
Изобретение касается также, в основном, способа наплавки металлической детали турбореактивного двигателя летательного аппарата, причем упомянутая металлическая деталь содержит множество подлежащих наплавке металлических частей, при этом упомянутый способ предусматривает использование форсунки, испускающей лазерный пучок или пучок электронов, предназначенный для расплавления нанесенного порошка, обеспечивая наплавку упомянутых, подлежащих наплавке металлических деталей, отличающегося тем, что упомянутый способ включает в себя различные следующие этапы:
- размещение металлической детали, содержащей множество подлежащих наплавке металлических частей, на поворотной плите;
- размещение крышки на поворотной плите, при этом вся металлическая деталь размещена под упомянутой крышкой;
- позиционирование форсунки на уровне отверстия, имеющегося в крышке;
- введение инертного газа под крышку;
- наплавка первой части из множества металлических частей металлической детали путем операции нанесения металлических порошков, операции излучения лазерного пучка, обеспечивающего наплавку упомянутой первой металлической части, и операции относительного перемещения форсунки по отношению к упомянутой первой металлической детали по предварительно определенной траектории наплавки.
Кроме основных признаков, которые были упомянуты ранее, способ может включать один или несколько дополнительных следующих признаков, рассматриваемых по отдельности или в технически возможных комбинациях:
- перед этапом введения инертного газа способ включает дополнительный этап, состоящий в герметичном креплении крышки на поворотной плите;
- способ включает в себя дополнительный этап, состоящий в оснащении отверстия, имеющегося в крышке, телескопической плитой, имеющей отверстие, на уровне которого размещена форсунка;
- после этапа наплавки первой металлической части способ включает в себя следующие дополнительные этапы:
- поворот поворотной плиты относительно отверстия крышки для подвода к форсунке второй металлической части из множества подлежащих наплавке металлических частей;
- наплавка второй металлической части металлической детали.
Способ включает в себя дополнительный этап, состоящий, после размещения металлической детали, содержащей множество подлежащих наплавке металлических частей, на поворотной плите, в осуществлении операции проверки щупом подлежащих наплавке металлических частей для определения траекторий форсунки при наплавке.
Настоящее изобретение относится также к оборудованию, выполненному с возможностью осуществления способа по изобретению для наплавки металлических частей металлической детали для турбореактивного двигателя летательного аппарата, при этом наплавка осуществляется с помощью лазера, создаваемого форсункой для расплавления порошка, обеспечивающего наплавку упомянутых металлических частей, отличающемуся тем, что оборудование содержит:
- поворотную плиту, на которой размещена металлическая деталь;
- крышку, расположенную на поворотной плите, закрывающую всю металлическую деталь, расположенную на поворотной плите, при этом упомянутая крышка имеет отверстие, на уровне которого размещена форсунка для операций наплавки.
Кроме основных признаков, которые были упомянуты выше, оборудование по изобретению может иметь один или несколько следующих, рассматриваемых индивидуально или в технически возможных комбинациях дополнительных признаков:
- оборудование содержит телескопическую плиту, размещенную на уровне отверстия крышки и имеющую отверстие, на уровне которого размещена форсунка;
- телескопическая плита является двухмерной телескопической плитой;
- форсунка, расположенная на уровне отверстия телескопической плиты, имеет зазор с упомянутым отверстием, пропускающим инертный газ, имеющийся в пространстве между крышкой и поворотной плитой при наплавке;
- оборудование содержит гибкое соединение на уровне отверстия телескопической плиты;
- оборудование содержит герметизирующие средства между поворотной плитой и крышкой;
- оборудование содержит средства съемного крепления между поворотной плитой и крышкой;
- крышка или поворотная плита содержит средства введения инертного газа;
- средства введения инертного газа имеют расход, составляющий от пяти до пятидесяти литров в минуту.
В дальнейшем изобретение поясняется нижеследующим описанием, не являющимся ограничительным, со ссылками на сопровождающие чертежи, на которых:
фиг. 1, уже описанная, схематично изображает способ наплавки по известному уровню техники;
фиг. 2 схематично изображает пример оборудования, предназначенного для использования при осуществлении способа по изобретению;
фиг. 3 схематично изображает часть оборудования по фиг. 2.
ДЕТАЛЬНОЕ ОПИСАНИЕ ПО МЕНЬШЕЙ МЕРЕ ОДНОГО ВАРИАНТА ВОПЛОЩЕНИЯ ИЗОБРЕТЕНИЯ
Один и тот же элемент, изображенный на различных чертежах, обозначен одинаковой позицией.
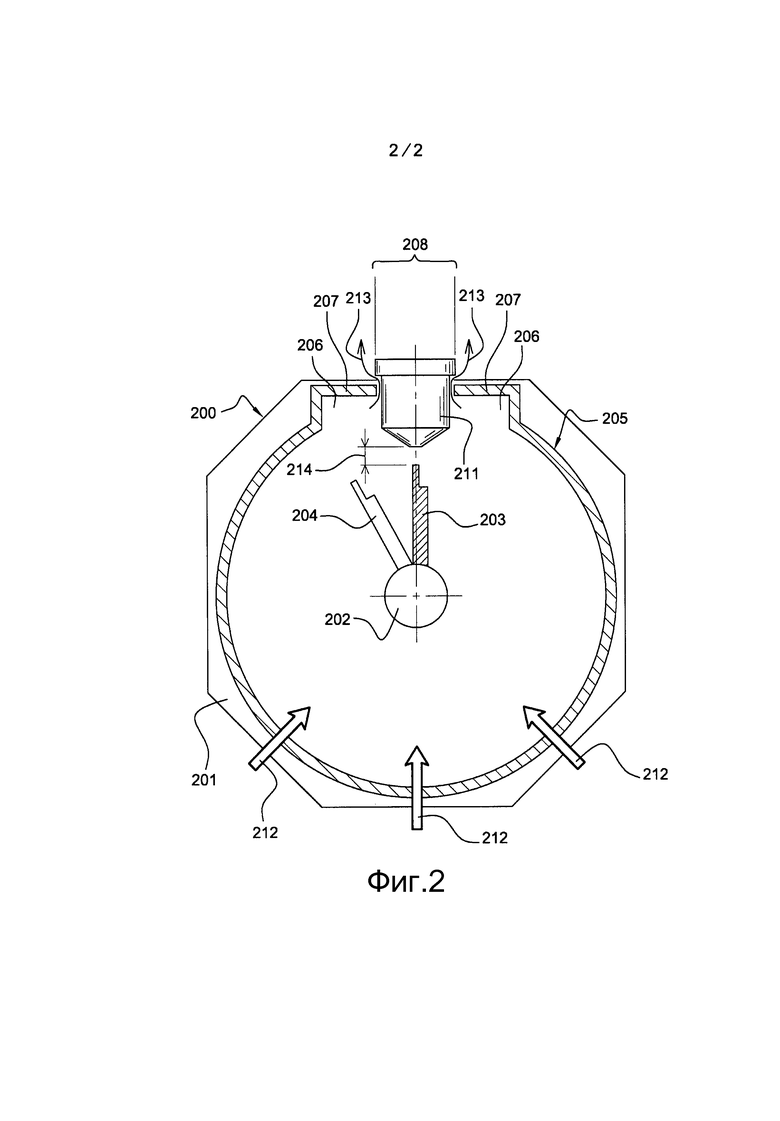
Фиг. 2 изображает пример оборудования 200 по изобретению.
В данном случае оборудование 200 включает в себя:
- поворотную плиту 201, на которой размещают, преимущественно закрепляя, металлическую деталь 202, например, типа моноблочного лопаточного диска (DAM), подлежащего наплавке. Деталь 202 содержит множество металлических частей, подлежащих наплавке. В представленном примере изображены только первая металлическая часть 203 и вторая металлическая часть 204; на практике DAM содержит обычно двадцать восемь лопастей, каждая из которых образует металлическую часть, которая потенциально подлежит наплавке;
- крышку 205, предназначенную для размещения на поворотной плите 201 таким образом, чтобы металлическая деталь 202 находилась под упомянутой крышкой 205 в герметичном пространстве, закрытом за исключением отверстия 206, выполненного в крышке 205.
Крышка 205 предпочтительно содержит средства 212 введения, или подвода, инертного газа, выполненные с возможностью заполнения объема под крышкой 205 инертным газом, препятствующим окислению металлической детали 202 в процессе операций наплавки.
Крышка 205 предпочтительно закреплена на поворотной плите 201. Средства крепления являются предпочтительно съемными. Под съемными средствами крепления понимают средства крепления, выполненные с возможностью снятия, ослабления, по меньшей мере частично, простым способом за несколько секунд. Крышка, таким образом, предпочтительно отцентрована на поворотной плите и удерживается в этом положении с использованием, например, зацеплений или соединений винт-гайка.
В предпочтительном варианте воплощения изобретения предусмотрена система дополнительной герметизации, например, типа кольцевой прокладки или сжимаемой прокладки между поворотной плитой 201 и крышкой 205.
В варианте предпочтительного воплощения отверстие 206 снабжено устройством типа телескопической плиты 207, также изображенной в перспективе на фиг. 3. Телескопическая плита 207 предпочтительно перекрывает отверстие 206 за исключением на уровне отверстия 208 меньшего размера, чем отверстие 206.
Телескопическая плита 207 представлена в примере, изображенном в двухразмерном виде: она содержит, таким образом, первую совокупность скользящих пластин 209, обеспечивающих перемещение отверстия 208 в первом направлении, соответствующем оси х, и вторую совокупность скользящих пластин 210, обеспечивающих перемещение отверстия 208 во втором направлении по оси y. Отверстие 208 может, таким образом, перемещаться практически по всей площади, образованной телескопической плитой 207, при этом зона перемещения отверстия 208 ограничена на уровне реборд телескопической плиты 207 шириной используемых скользящих пластин.
В изобретении предусматривают размещение форсунки 211 на уровне отверстия 206, в частности на уровне отверстия 208, когда установлена телескопическая плита 207. Головка форсунки 211 предназначена для излучения лазерного пучка или пучка электронов. Будучи размещенной в отверстии 208, она располагается на расстоянии 214 оптимальной проекции, и она приводит в движение в направлениях х и y первую совокупность скользящих пластин 209 и вторую совокупность скользящих пластин 210; головка форсунки 211, таким образом, способна перемещаться почти по всей площади телескопической плиты 207.
В соответствии со способом по изобретению предусматривают размещение первой металлической части 203 напротив отверстия 206 и в представленном примере напротив отверстия 208. Свобода перемещения, обеспеченная форсунке 211 наличием телескопической плиты 207, позволяет осуществить наплавку первой металлической части 203 полностью, без перемещения упомянутой первой металлической части 203; она удерживается неподвижной на поворотной плите 201. Форсунка 211 может, таким образом, отслеживать соответствующее перемещение по предварительно установленной траектории наплавки.
В другом варианте воплощения предусматривается, что подлежащая наплавке металлическая часть может быть также подвижной. Перемещение форсунки относительно подлежащей наплавке металлической части является, таким образом, относительным перемещением: либо только форсунка находится в движении, либо подлежащая наплавке металлическая часть также подвижна для улучшения операций наплавки.
Как только наплавка первой металлической части 203 осуществлена, начинают наплавку второй металлической части 204. Для этого поворотную плиту 201 отсоединяют от крышки 205, например, путем ослабления средств крепления крышки 205 на поворотной плите 201. Поворотная плита 201 приводится во вращение относительно крышки 205 таким образом, чтобы вторая металлическая деталь 204 была подведена напротив отверстия 208. Когда вторая часть 204 размещена для наплавки, поворотную плиту 201 вновь соединяют с крышкой 205.
Возможно, что часть инертного газа выходит в процессе отсоединения поворотной плиты 201 и крышки 205. Даже если наблюдается такая потеря, она является минимальной, и внутреннее пространство под крышкой 205 вновь быстро насыщается инертным газом путем активации средств 212 подачи газа.
В некоторых вариантах воплощения имеются утечки 213 на уровне головки форсунки 211, когда последняя размещена на уровне отверстия 208. Эти утечки 213 вызваны необходимостью обеспечения зазора между головкой форсунки 211 и отверстием 208, в частности, для того, чтобы форсунка могла осуществлять вращение, например, по оси z, перпендикулярной плоскости, определяемой телескопической плитой 207. Имеющийся зазор обычно составляет от одного до десяти миллиметров.
Таким образом, для компенсации потери инертного газа вследствие утечек 213, а также для создания повышенного давления во внутреннем объеме под крышкой 205 предпочтительно предусматривают, что средства 212 подачи инертного газа имеют расход аргона, который обладает большей плотностью по сравнению с воздухом, составляющий от пяти от двадцати пяти литров в минуту.
В частном примере воплощения изобретения предусматривают оснащение отверстия 208 гибким соединением, которое позволяет уменьшить утечки 213 при обеспечении достаточной свободы перемещения форсунки 211 для ее вращения.
Оборудование 200 по изобретению позволяет, кроме того, осуществить простым образом в той мере, что эта операция может быть выполнена в тех же условиях размещения, что и операции наплавки, операцию определения траекторий наплавки, которые форсунка 211 должна соблюдать для каждой подлежащей наплавке металлической части. Так, когда металлическая деталь 202 размещена на поворотной плите 201, каждая металлическая часть проверяется с помощью соответствующего датчика, такого как щуп, для определения дефектов металлических частей, подлежащих наплавке. Траектории наплавки, которые форсунка 211 должна соблюдать, определяются, таким образом, для каждой металлической части.
Изобретение относится к способу и оборудованию для наплавки металлической детали (202) турбореактивного двигателя летательного аппарата, содержащей множество подлежащих наплавке металлических частей (203, 204). Для наплавки используют форсунку (211), излучающую лазерный пучок. Способ включает следующие этапы: размещение подлежащей наплавке металлической детали (202) на поворотной плите (201); размещение крышки (205) на поворотной плите (201), позиционирование форсунки (211) на уровне отверстия (206), имеющегося в крышке (205); введение инертного газа под крышку (205); наплавку первой части (203) из множества металлических частей металлической детали (202). Осуществляют лазерную наплавку металлического порошка на упомянутую первую металлическую часть (203) с перемещением форсунки (211) относительно упомянутой первой металлической детали (203). 2 н. и 11 з.п. ф-лы, 3 ил.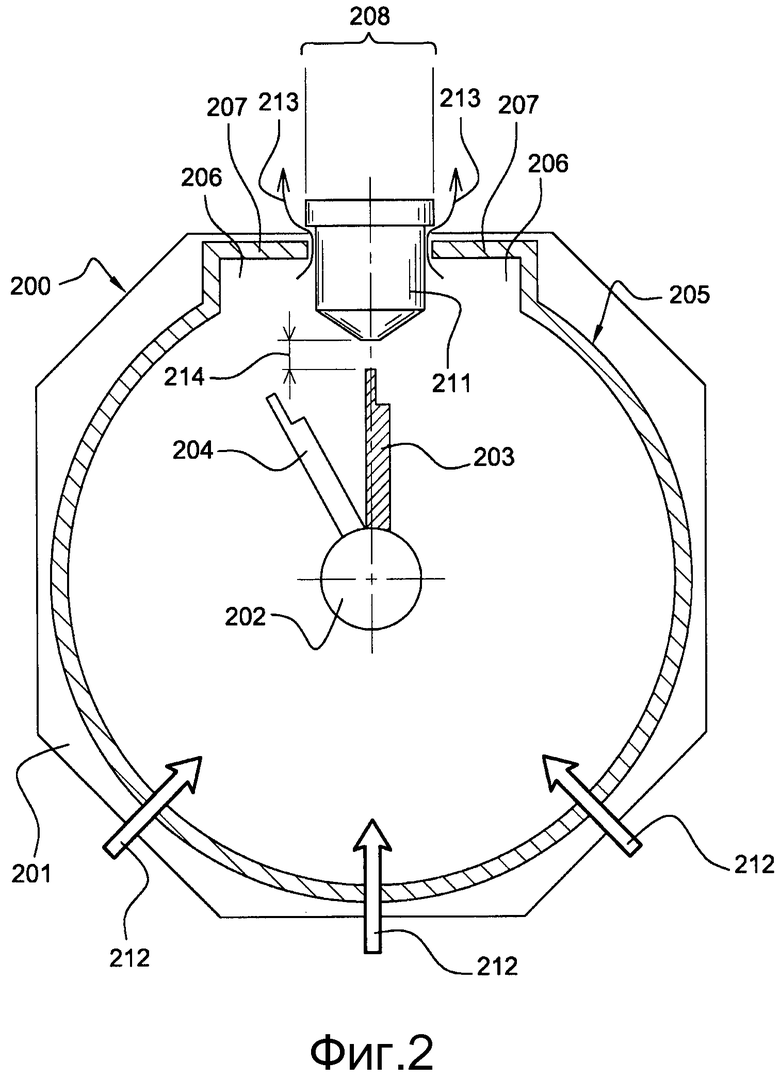
1. Способ наплавки металлической детали (202) турбореактивного двигателя летательного аппарата, содержащей подлежащие наплавке металлические части (203, 204), включающий в себя следующие этапы:
- размещение металлической детали (202), содержащей подлежащие наплавке металлические части (203, 204), на поворотной плите (201);
- размещение крышки (205) на поворотной плите (201), при этом всю металлическую деталь (202) размещают под упомянутой крышкой (205);
- позиционирование форсунки (211), излучающей лазерный или электронный пучок, на уровне отверстия (206), имеющегося в крышке (205);
- введение инертного газа под крышку (205);
- наплавка первой части (203) из металлических частей металлической детали (202) путем нанесения металлического порошка, излучения лазерного или электронного пучка, обеспечивающего наплавку упомянутой первой металлической части (203), и относительного перемещения форсунки (211) по отношению к упомянутой первой металлической части (203) по предварительно определенной траектории наплавки.
2. Способ по п. 1, отличающийся тем, что перед этапом введения инертного газа он включает в себя дополнительный этап, состоящий в герметичном креплении крышки (205) на поворотной плите (201).
3. Способ по п. 1, отличающийся тем, что он включает в себя дополнительный этап, состоящий в оснащении отверстия (206), имеющегося в крышке, телескопической плитой (207), имеющей отверстие (208), на уровне которого размещена форсунка (211).
4. Способ по п. 1, отличающийся тем, что после этапа наплавки первой металлической части (203) осуществляют следующие дополнительные этапы:
- поворот поворотной плиты (201) относительно отверстия (206) крышки (205) для подвода второй металлической части (204) из подлежащих наплавке металлических частей к форсунке (211);
- наплавку второй металлической части (204) металлической детали (202).
5. Способ по одному из пп. 1-4, отличающийся тем, что после размещения металлической детали (202), содержащей подлежащие наплавке металлические части (202), на поворотной плите (201) осуществляют дополнительный этап, состоящий в осуществлении операции проверки щупом подлежащих наплавке металлических частей (203, 204) для определения траекторий форсунки (211) при наплавке.
6. Оборудование (200) для наплавки металлической детали (202) турбореактивного двигателя летательного аппарата, содержащей подлежащие наплавке металлические части (203, 204), способом по любому из пп. 1-5, содержащее:
- форсунку (211), излучающую лазерный или электронный пучок для нагрева порошка для наплавки упомянутых металлических частей (203, 204);
- поворотную плиту (201) для размещения металлической детали (202);
- крышку (205), расположенную на поворотной плите (201) и закрывающую всю металлическую деталь (202), размещенную на поворотной плите (201), при этом упомянутая крышка (205) имеет отверстие (206), на уровне которого размещена упомянутая форсунка (211) для операций наплавки.
7. Оборудование (200) по п. 6, отличающееся тем, что оно содержит телескопическую плиту (207), размещенную на уровне отверстия (206) крышки (205) и имеющую отверстие (208), на уровне которого размещена форсунка (211).
8. Оборудование (200) по п. 7, отличающееся тем, что телескопическая плита (207) является двухмерной телескопической плитой.
9. Оборудование (200) по п. 7, отличающееся тем, что форсунка (211) размещена на уровне отверстия (208) телескопической плиты (207) с зазором относительно упомянутого отверстия (208), обеспечивающим пропускание инертного газа в процессе наплавки, имеющегося в пространстве между крышкой (205) и поворотной плитой (201).
10. Оборудование (200) по п. 6, отличающееся тем, что оно содержит герметизирующие средства между поворотной плитой (201) и крышкой (205).
11. Оборудование (200) по п. 6, отличающееся тем, что оно содержит средства съемного крепления между поворотной плитой (201) и крышкой (205).
12. Оборудование (200) по п. 6, отличающееся тем, что крышка (205) или поворотная плита (201) содержит средства (212) введения инертного газа.
13. Оборудование (200) по п. 12, отличающееся тем, что средства (212) введения инертного газа имеют расход, составляющий от пяти до пятидесяти литров в минуту.
| DE 102008056336 A1, 12.05.2010 | |||
| WO 2009118213 A1, 01.10.2009 | |||
| US 6326585B1, 04.12.2001 | |||
| СПОСОБ РЕМОНТА ЛОПАТОК ТУРБОМАШИН И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2330750C2 |
| СНЕГООЧИСТИТЕЛЬ | 1935 |
|
SU46965A1 |

