Изобретение относится к стальному листу с покрытием, состоящим из слоя цинка и при необходимости красочного покрытия, предназначенному, в частности, для производства автомобильных деталей, но не будучи этим ограниченным.
Гальванопокрытия с содержанием преимущественно цинка традиционно применяются для надежной защиты от коррозии, например, в автомобильном секторе или в строительстве.
Ниже по тексту под цинковым покрытием подразумевается покрытие из чистого цинка, при необходимости с содержанием неизбежных при выплавке примесей в виде следов.
Рулоны стали с таким покрытием могут иногда находиться на складах по несколько месяцев и их поверхность не должна ухудшаться из-за появления на ней коррозия до обработки с приданием формы конечным потребителем. В частности, никакого начала коррозии не должно появляться независимо от условий хранения, даже в условиях воздействия солнечного света и/или влажной или даже солевой среды. Также на поверхность стального рулона может быть нанесен защитный слой смазки для обеспечения временной защиты в случае складирования во влажной атмосфере.
Наиболее широко применяемыми способами нанесения покрытия из цинка на поверхность стального листа являются гальванизация и электроцинкование. Однако эти традиционные способы не позволяют покрывать марки стали с большим содержанием окисляющихся элементов, таких как Si, Mn, Al, P, Cr, B, что вызвало необходимость в разработке новых способов нанесения покрытий, в частности, технологии нанесения покрытий в вакууме, такой, как пароструйное осаждение (JVD).
Однако такие нанесенные в вакууме покрытия не имеют того же уровня защиты, что традиционные покрытия, даже после нанесения защитного слоя смазки.
Поэтому задачей настоящего изобретения является устранение недостатков, присущих сталям с покрытиями согласно уровню техники, и создание стального листа с цинковым покрытием, нанесенным в вакууме и обеспечивающим временную надежную защиту от коррозии.
Для этого первым предметом изобретения является стальной лист по пункту 1 формулы изобретения.
Лист может также содержать признаки пунктов 2-5 формулы, взятые раздельно или в комбинации.
Также предметом изобретения является способ по пункту 6 формулы изобретения. Способ может также содержать признаки пунктов 7 и 8 формулы, взятые раздельно или в комбинации.
Другие признаки и преимущества изобретения изложены ниже в описании.
Для пояснения изобретения были проведены испытания, описанные ниже в виде не ограничивающих примеров со ссылкой на фигуры, на которых изображено:
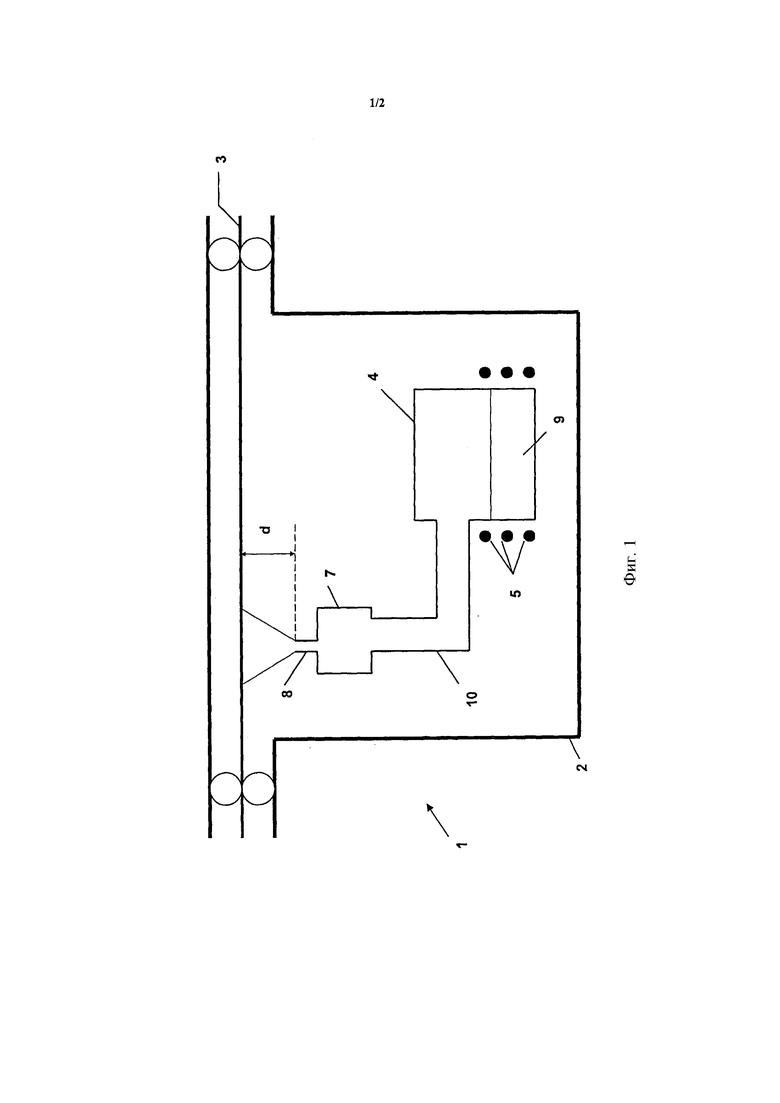
фиг. 1 - установка для нанесения пароструйным осаждение (JVD), позволяющая осуществить способ согласно изобретению;
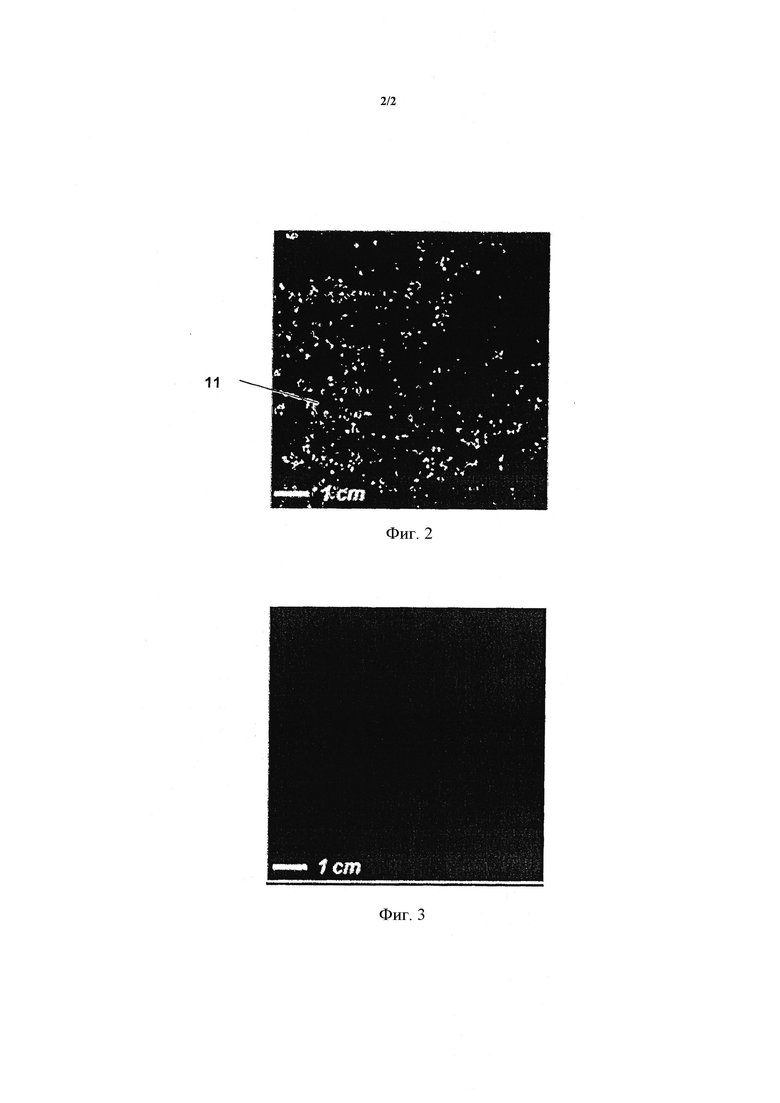
фиг. 2 - фотография в масштабе 1, изображающая лист с покрытием согласно уровню техники;
фиг. 3 - фотография в масштабе 1, изображающая лист с покрытием согласно изобретению.
Лист с покрытием согласно изобретению содержит прежде всего стальную подложку, полученную предпочтительно сначала горячей, затем холодной прокаткой для обеспечения возможности его применения в производстве кузовных элементов для автомобилей. Однако изобретение не ограничивается этой областью и может найти применение при изготовлении любой стальной детали независимо от ее целевого назначения.
В частности, стальной подложкой может служить, например, одна из марок стали THR (сталь с очень высоким пределом прочности, как правило, от 450 до 900 МПа) или UHR (сталь со сверхвысоким пределом прочности, как правило, свыше 900 МПа) с высоким содержанием окисляющихся элементов:
- стали без содержания междоузельных элементов, но которые могут содержать титан в количестве до 0,1 вес. %;
- двухфазные стали, такие как стали DP 500 вплоть до сталей DP 1200, которые могут содержать марганец в количестве до 3 вес. % в сочетании с кремнием, хромом и/или алюминием в количестве до 1 вес. %;
- стали TRIP (сталь с пластичностью, наведенной превращением), такие как сталь TRIP 780, содержащая, например, марганец в количестве ок. 1,6 вес. % и кремний в количестве 1,5 вес. %;
- стали TRIP или двухфазные стали с содержанием фосфора;
- стали TWIP (Twining Induced Plasticity) - стали с высоким содержанием марганца (как правило, от 17 до 25 вес. %);
- стали с низкой плотностью, такие как железоалюминиевые стали, в которых содержание алюминия может составлять, например, до 10 вес. %;
- нержавеющие стали с высоким содержанием хрома (как правило, от 13 до 35 вес. %) в сочетании с другими легирующими элементами (Si, Mn, Al …).
Стальной лист может быть покрыт при необходимости одним или несколькими слоями в дополнение к слою цинка в зависимости от требуемых свойств целевого изделия. Цинковый слой является предпочтительно верхним слоем покрытия.
Способ производства стального листа согласно изобретению показан, в частности, на фиг. 1, на которой можно видеть установку 1, содержащую камеру 2 для нанесения покрытия в вакууме. Эта камера содержит входной и выходной шлюзы (не показаны), между которыми перемещается подлежащий покрытию стальной лист 3. Передвижение листа 3 может осуществляться посредством любого подходящего средства, например, опорным вращающимся валком, на котором располагается лента.
Напротив поверхности покрываемой ленты находится эжекционная камера 7 с щелью 8, при этом верхняя часть щели 8 располагается на расстоянии d от поверхности покрываемой ленты, составляющем, например, от 20 до 60 мм. Камера 7 установлена на испарительном тигле 4 с жидким цинком 9 для нанесения на поверхность стальной ленты 3. Испарительный тигель 4 предпочтительно снабжен индукционным нагревательным устройством 5 для образования паров. Пары выходят из тигля по трубе 10, которой они подаются в эжекционную камеру 7 и к предпочтительно калиброванной щели 8, и образуют струю, направленную на поверхность покрываемой подложки. Наличие щели 8 позволяет регулировать массовый расход паров при постоянной звуковой скорости вдоль щели (звуковое сужение), в результате чего обеспечивается преимущество, состоящее в получении равномерного покрытия. Ниже речь еще пойдет об этом приеме, обозначаемом JVD (пароструйное покрытие). Дополнительная информация об этом приеме содержится в описании изобретения к патенту EP 07447056.
Согласно другому варианту выполнения (не показан) тигель и эжекционная камера выполнены за одно целое и содержат щель, ориентированную в сторону подлежащей покрытию подложки. Согласно этому варианту выполнения пары, образующиеся вследствие нагрева ванны с цинком, поднимаются прямо к щели и образует струю, направленную к поверхности покрываемой подложки.
Давление Рк в камере 2 для нанесения покрытий и давление Рэ в эжекционной камере поддерживаются так, чтобы отношение между этими давлениями составляло от 2⋅10-3 до 5,5⋅10-2.
Давление в камере 2 для нанесения покрытий поддерживается при необходимости на уровне от 6⋅10-2 до 2⋅10-1 миллибар для улучшения внешнего вида поверхности покрытия.
Затем наносят слой смазки на поверхность листа с таким покрытием для обеспечения временной защиты в случае хранения во влажной и/или солевой среде перед поставкой или переработкой в конечное изделие.
Лист 1, пройдя этап прокатки с малым обжатием или не пройдя, может быть затем вырезан и обработан с приданием формы, например, штамповкой или профилированием для получения детали, которую после этого можно окрасить по покрытию для образования красочной пленки.
Ниже изобретение поясняется с помощью пояснительных, но не ограничивающих примеров.
Поверхностная коррозия
Тест, называемый также «тестом во влажно-тепловой среде», проводился в камере с искусственным климатом в соответствии со стандартом DIN EN ISO 6270-2.
Временная защита от коррозии может оцениваться на примере плоских панелей, имитирующих лист при хранении или транспортировке, или деформированных панелей, изображающих металлическую деталь (например, автомобильную дверь), отштампованную в одном месте и доставленную в другое место.
Каждая тестируемая панель была обезжирена и затем покрыта с обеих сторон подходящей смазкой с помощью смазочного устройства путем опрыскивания согласно стандарту ISO 6270-2. Панели покрыли смазкой из Fuchs Anticorit RP 4107s, Fuchs 3802/395 или Zeller PL61 при 1,2 г/м2 в том случае, когда испытание проводилось для немецкого конструктора, и из Quaker Ferrocoat N 6130 при 1,2 г/м2±0,3 г/м2 в том случае, когда испытание проводилось для французского конструктора. Эти панели не были ни собранны, ни окрашены.
Затем панели подвергли серии циклов старения в течение 24 часов, при этом каждый цикл включал в себя:
- 8 часов при 40°C±3°C, относительная влажность около 100% (закрытая камера с искусственным климатом, в т.ч. и во время нагрева), и
- 16 часов при температуре от 18 до 28°C в условиях влажной среды (открытая или вентилируемая камера с искусственным климатом, в т.ч. и во врем охлаждения).
В конце серии циклов изменение внешнего вида поверхности панелей оценивалось в процентах ухудшения поверхности.
Величина изменения внешнего вида поверхности должна составлять менее 10% после 10 циклов для образцов, обработанных смазкой Quaker, или после 15 циклов для образцов, обработанных одной из смазок Fuchs или смазкой Zeller.
Было проведено четыре серии с четырьмя образцами, отобранными от прокатанного в холодном виде листа из стали IF, типа DC06, продаваемой фирмой ArcelorMittal, имевшей цинковое покрытие толщиной 7,5 мкм. Это покрытие было нанесено способом осаждения в вакууме с помощью струи паров со звуковой скоростью.
На каждый образец покрытие наносилось при разном отношении между давлением Рк в камере для нанесения покрытий и давлением Рэ в эжекционной камере. Расстояние d между верхней частью щели 8 в эжекционной камере и поверхностью покрываемой ленты было одинаковым и составляло около 35 мм, давление в эжекционной камере 7 составляло около 3,4 миллибара. Затем на покрытые таким образом образцы нанесли защитную смазку и подвергали определенному количеству циклов.
Испытания проводились в виде 10 или 15 циклов в зависимости от типа примененной смазки, но прерывались до окончания этих 10 или 15 циклов, если отмечалось полное повреждение поверхности.

Затем образцы подвергли испытаниям на поверхностную коррозию, результаты которых представлены в таблице 2, при этом указанное отношение - это отношение между давлением Рк в камере для нанесения покрытий и давлением Рэ в эжекционной камере.
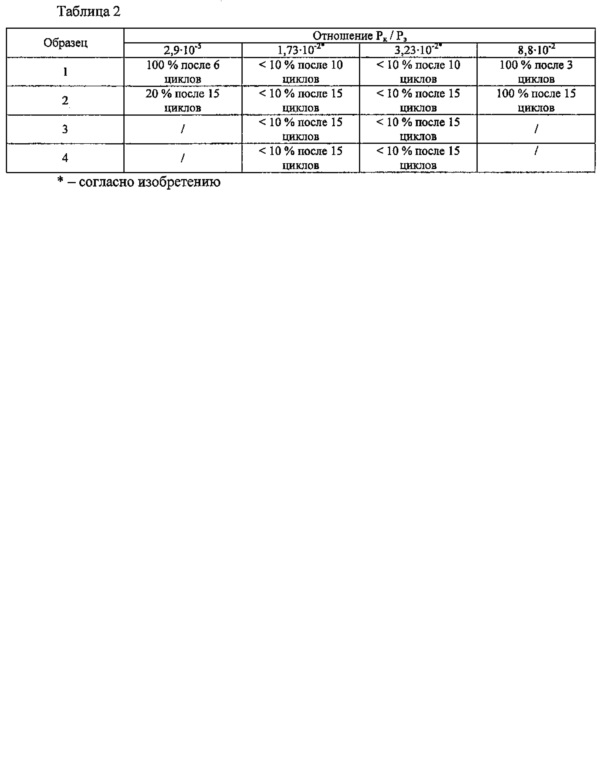
Было установлено, что листы с покрытием согласно изобретению обладают хорошей стойкостью к поверхностной коррозии по сравнению с листом без покрытия согласно изобретению.
Фиг. 2 представляет собой фотографию в масштабе образца №1 с покрытием, нанесенным при отношении давления 2,9⋅10-5 после шести циклов старения, как описано выше. На фигуре можно видеть, что вся поверхность листа имеет повреждение 11 после шести циклов.
На фиг. 3 представлена фотография в масштабе образца №1, аналогичного приведенному выше, но с покрытием, нанесенным при отношении давления 3,23⋅10-2, после десяти циклов старения, таких, как описанные выше. На фигуре можно видеть, что поверхность листа почти не изменилась.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОКРАШЕННЫЙ ОЦИНКОВАННЫЙ СТАЛЬНОЙ ЛИСТ | 2013 |
|
RU2637191C2 |
| СТАЛЬНОЙ ЛИСТ С МНОГОСЛОЙНЫМ ПОКРЫТИЕМ | 2010 |
|
RU2535424C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОСФАТИРУЕМОЙ ДЕТАЛИ ИЗ ЛИСТА, СОДЕРЖАЩЕГО ПОКРЫТИЕ НА ОСНОВЕ АЛЮМИНИЯ И ЦИНКОВОЕ ПОКРЫТИЕ | 2016 |
|
RU2686164C2 |
| ПРОМЫШЛЕННЫЙ ГЕНЕРАТОР ПАРА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ ИЗ СПЛАВА НА МЕТАЛЛИЧЕСКУЮ ПОЛОСУ (II) | 2009 |
|
RU2515875C2 |
| СТРУЙНЫЙ МЕТОД ОЦИНКОВКИ ПОВЕРХНОСТЕЙ | 2011 |
|
RU2465967C1 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ ВАКУУМНОГО НАНЕСЕНИЯ ПОКРЫТИЯ | 2017 |
|
RU2706830C1 |
| ПРИМЕНЕНИЕ РАСТВОРА, СОДЕРЖАЩЕГО СУЛЬФАТ-ИОНЫ, ДЛЯ УМЕНЬШЕНИЯ ПОЧЕРНЕНИЯ ИЛИ ПОТУСКНЕНИЯ МЕТАЛЛИЧЕСКОГО ЛИСТА ПРИ ЕГО ХРАНЕНИИ И МЕТАЛЛИЧЕСКИЙ ЛИСТ, ОБРАБОТАННЫЙ ТАКИМ РАСТВОРОМ | 2012 |
|
RU2581943C2 |
| СТАЛЬНОЙ ЛИСТ С ПОКРЫТИЕМ ЦИНКОВЫМ СПЛАВОМ, НАНЕСЕННЫМ СПОСОБОМ ГОРЯЧЕГО ЦИНКОВАНИЯ ПОГРУЖЕНИЕМ В РАСПЛАВ, И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2005 |
|
RU2384648C2 |
| МЕТАЛЛИЧЕСКАЯ ПОДЛОЖКА С ПОКРЫТИЕМ | 2018 |
|
RU2764256C2 |
| ГИДРОКСИСУЛЬФАТНАЯ ОБРАБОТКА ПОВЕРХНОСТИ | 2004 |
|
RU2371516C2 |
Изобретение относится к стальному листу с защитным противокоррозионным покрытием и способу его изготовления и может быть использовано для производства деталей для автомобиля. Стальной лист содержит по меньшей мере один слой цинка. Указанный слой нанесен посредством пароструйного осаждения со звуковой скоростью посредством эжекционной камеры . Отношение между давлением Рк внутри камеры для нанесения покрытия и давлением Рэ внутри камеры для эжекции цинка составляет 2⋅10-3-5,5⋅10-2. По второму варианту внутри камеры для нанесения покрытий поддерживают давление Рк, составляющее 6⋅10-2-2⋅10-1 миллибар. 3 н. и 5 з.п. ф-лы, 3 ил., 2 табл.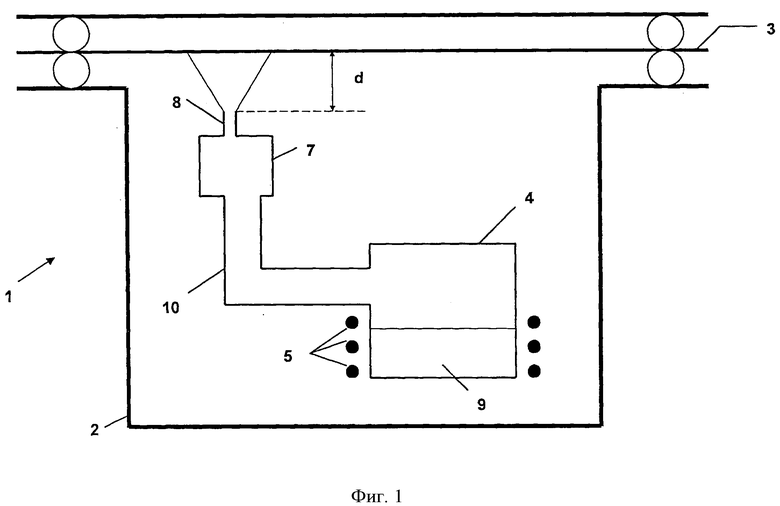
1. Стальной лист с защитным противокоррозионным покрытием, содержащий по меньшей мере один слой цинка, нанесенный пароструйным осаждением, при котором отношение между давлением Рк внутри камеры для нанесения покрытия и давлением Рэ внутри камеры для эжекции цинка составляет 2⋅10-3-5,5⋅10-2.
2. Стальной лист по п. 1, полученный способом пароструйного осаждения, при котором в камере для нанесения покрытия поддерживается давление Рк от 6⋅10-2 до 2⋅10-1 миллибар.
3. Стальной лист по любому из пп. 1 или 2, полученный способом пароструйного осаждения, при котором расстояние d между верхней частью щели (8) в эжекционной камере (7) и покрываемым стальным листом составляет от 20 до 60 мм.
4. Стальной лист по п. 1, в котором цинковый слой является верхним слоем покрытия.
5. Стальной лист по п. 1, в котором сталью с покрытием является сверхпрочная сталь.
6. Способ изготовления стального листа с покрытием, включающий в себя нанесение покрытия на лист посредством паровой струи цинка со звуковой скоростью посредством эжекционной камеры (7), в которой поддерживают давление Рэ , расположенной внутри камеры для нанесения покрытий, в которой поддерживают давление Рк, при этом отношение между давлением Рк и давлением Рэ составляет 2⋅10-3-5,5⋅10-2.
7. Способ изготовления стального листа с покрытием, включающий в себя нанесение покрытия на лист посредством паровой струи цинка со звуковой скоростью внутри камеры для нанесения покрытий, в которой поддерживают давление Рк, составляющее 6⋅10-2-2⋅10-1 миллибар.
8. Способ по п. 7, в котором расстояние d между верхней частью щели (8) в эжекционной камере (7) и покрываемым стальным листом составляет 20-60 мм.
| SCHMITZ B et al "Jet Vapor Deposition", a novel vacuum coating technique with superior propeties, Rev.Met.Paris,vol.97, no.7/8,juillet 2000,p.971-978 | |||
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ПОДЛОЖКУ И УСТРОЙСТВО ВАКУУМНОГО ОСАЖДЕНИЯ МЕТАЛЛИЧЕСКОГО СПЛАВА | 2008 |
|
RU2456372C2 |
| 0 |
|
SU163193A1 | |
| KR00890004043B1,18.10.1989 | |||
| JP0057155371A,25.09.1982 | |||
| JP0063004057A, 09.01.1988 | |||
| US5571332A, 05.11.1996. | |||

