Область техники, к которой относится изобретение
Изобретение относится к нефтеперерабатывающей и нефтехимической промышленности и может быть использовано для очистки технологических сточных вод от сероводорода и аммиака с четким выделением этих компонентов.
Сведения о предшествующем уровне техники
Известен способ очистки технологических конденсатов от сероводорода и аммиака с использованием двух последовательно работающих аппаратов колонного типа, включающий стадию разделения исходного сырья методами отпарки и абсорбции в первом аппарате с получением сероводорода в газовой фазе путем концентрирования его в тарельчатой верхней секции аппарата и обогащенного аммиаком технологического конденсата, стадию разделения технологического конденсата с предшествующей, первой стадии методом ректификации во втором аппарате с циркуляционным орошением с получением смеси аммиака и водяного пара с остаточным сероводородом в виде парогазовой смеси и очищенного технологического конденсата, стадию разделения парогазовой смеси с предшествующей стадии путем частичной конденсации за счет охлаждения острым орошением с получением аммиака в газовой фазе и аммиак- и сероводородсодержащего конденсата с примесями образовавшихся при охлаждении кристаллических солей гидросульфида аммония с возвратом этого конденсата на вторую стадию в качестве жидкого орошения второй колонны, использование на первой стадии в качестве абсорбента и промывочной жидкости очищенного технологического конденсата со второй стадии после охлаждения [Я.А. Карелин и др. Очистка сточных вод нефтеперерабатывающих заводов. М.: Стройиздат, 1982. С. 51-53].
Недостатком данного способа является отложение образовавшихся при низких температурах и недостатке влаги кристаллов солей гидросульфида аммония на тарелках верхней секции первого аппарата и в системах образования и подачи острого орошения второго аппарата, что требует частой остановки и чистки установки.
Наиболее близким к предлагаемому изобретению по технической сущности и достигаемому результату является способ очистки технологических конденсатов от сероводорода и аммиака с использованием трех последовательно работающих аппаратов колонного типа, включающий стадию разделения исходного сырья методом отпарки и абсорбции в первом аппарате с получением сероводорода в газовой фазе путем концентрирования его в насадочной верхней секции аппарата и обогащенного аммиаком технологического конденсата, стадию разделения технологического конденсата с предшествующей, первой стадии методом ректификации во втором аппарате с циркуляционным орошением с получением смеси аммиака и водяного пара с остаточным сероводородом в виде парогазовой смеси и очищенного технологического конденсата, стадию разделения парогазовой смеси с предшествующей, второй стадии методом абсорбции и промывки жидкости в насадке с получением сероводородсодержащего концентрата аммиака в виде парогазовой смеси и сероводород- и аммиаксодержащего конденсата с примесями образовавшихся в процессе кристаллических солей гидросульфида аммония с последующей рециркуляцией этого конденсата в исходное сырье, стадию разделения парогазовой смеси с предшествующей, третьей стадии путем частичной конденсации за счет охлаждения циркуляционным орошением с получением аммиака в газовой фазе и аммиак- и сероводородсодержащего конденсата с примесями образовавшихся в процессе кристаллических солей гидросульфида аммония с возвратом этого конденсата на предшествующую, третью стадию процесса, использование на первой и третьей стадиях в качестве абсорбента и промывочной жидкости очищенного технологического конденсата со второй стадии после охлаждения, проведение третей и четвертой стадии процесса в третьем аппарате колонного типа [патент RU 2307795, C01F 1/04, C02F 1/58, B01D 3/14, 10.10.2007 - прототип].
Такое техническое решение снижает вероятность накопления отложений кристаллических солей гидросульфида аммония в аппаратах благодаря организации насадочных промывочных зон и транспортирования этих примесей в зоны более высоких температур, где они разлагаются на свободный сероводород и аммиак. По мнению авторов изобретения, третья стадия процесса заключается в смешении парогазовой смеси с очищенным конденсатом и улучшении условий растворения сероводорода в воде на четвертой стадии процесса. Однако из расчетного анализа процесса следует, что на третьей стадии процесса происходит абсорбция как сероводорода, так и аммиака, причем количество удаленного сероводорода на этой стадии может быть на два порядка выше, чем на четвертой стадии при достаточной разделительной способности насадочной секции. Расчетная проверка приведенного в описании изобретения примера показала, что в нем фактически учтен эффект абсорбции на третьей стадии процесса в насадке с разделительной способностью, равной трем теоретическим тарелкам.
С учетом вышесказанного, недооценка важности разделительной способности насадки при абсорбции газов на третьей стадии процесса является первым недостатком известного метода (прототипа). Следствием этого недостатка является повышенное содержание сероводорода в аммиаке, получаемом в качестве продукта разделения технологического конденсата при недостаточном числе теоретических ступеней разделения в насадочной секции на третьей стадии процесса.
Вторым недостатком данного способа является большой расход конденсата, рециркулирующего с третьей стадии в исходное сырье установки. Содержание аммиака в этом конденсате многократно превышает содержание сероводорода, что увеличивает долю аммиака в суммарном сырье первого аппарата и, как следствие, в получаемом в этом аппарате сероводороде. Этот недостаток особенно сильно проявляется при повышенном содержании сероводорода и аммиака в технологическом конденсате (по 2 и более % мас.). Прототип же ориентирован на разделение технологического конденсата с небольшим содержанием этих примесей (в приведенном примере ~0,4…0,5% мас.).
Сущность изобретения
Основной задачей изобретения является повышение четкости разделения между сероводородом и аммиаком, выделяемых из технологических конденсатов, в широком диапазоне их концентраций, особенно при высоком содержании этих примесей.
Указанная задача решается описываемым способом выделения из технологических конденсатов сероводорода и аммиака с использованием последовательно работающих аппаратов колонного типа, включающим стадию разделения исходного сырья методами отпарки и абсорбции в первом аппарате с получением сероводорода в газовой фазе путем концентрирования его в верхней насадочной секции аппарата и обогащенного аммиаком технологического конденсата, стадию разделения технологического конденсата с предшествующей, первой стадии методом ректификации во втором аппарате циркуляционным орошением с получением смеси аммиака и водяного пара с остаточным сероводородом в виде парогазовой смеси и очищенного технологического конденсата, стадию разделения парогазовой смеси с предшествующей, второй стадии методом абсорбции и промывки жидкостью в насадке с получением сероводородсодержащего концентрата аммиака в виде парогазовой смеси и сероводород- и аммиаксодержащего концентрата с примесями образовавшихся в процессе кристаллических солей гидросульфида аммония в виде конденсата и его последующую рециркуляцию в исходное сырье, стадию разделения парогазовой смеси с предшествующей, третьей стадии путем частичной конденсации за счет охлаждения циркуляционным орошением с получением аммиака в газовой фазе и аммиак- и сероводородсодержащего конденсата с примесями образовавшихся в процессе кристаллических солей гидросульфида аммония с возвратом этого конденсата на одну из предшествующих стадий процесса, использование на первой и третьей стадиях в качестве абсорбента и промывочной жидкости очищенного технологического конденсата со второй стадии после охлаждения, при этом конденсат с последней, четвертой стадии процесса возвращают полностью на вторую стадию.
Третью стадию процесса осуществляют при температуре выше 85°С.
Третью и четвертую стадии процесса проводят в соответствующих дополнительных секциях второго аппарата колонного типа, обе секции снабжают аккумуляторами.
Возврат конденсата с последней, четвертой стадии полностью на вторую стадию позволяет уменьшить количество конденсата, рециркулирующего с третьей стадии в исходное сырье установки, и обеспечивает снижение содержание аммиака в сероводороде, выделяемого из технологического конденсата в качестве первого из продуктов разделения в газовой фазе.
Проведение третьей стадии процесса при температуре выше 85°С позволяет получить дополнительный эффект - свести к минимуму вероятность образования и отложения солей гидросульфида аммония на этой стадии и усилить известный эффект увеличения срока безостановочной работы установки. Из практики известно, что эти соли образуются и выпадают при температуре ниже 80°С, а при температуре выше 85°С разлагаются на свободный аммиак и сероводород.
Проведение третьей и четвертой стадий процесса в дополнительных секциях второго аппарата колонного типа позволяет уменьшить число аппаратов на установке, а использование аккумуляторов в этих секциях обеспечивает возможность полного отбора жидкости боковым погоном в соответствующих сечениях аппарата.
Краткое описание чертежей
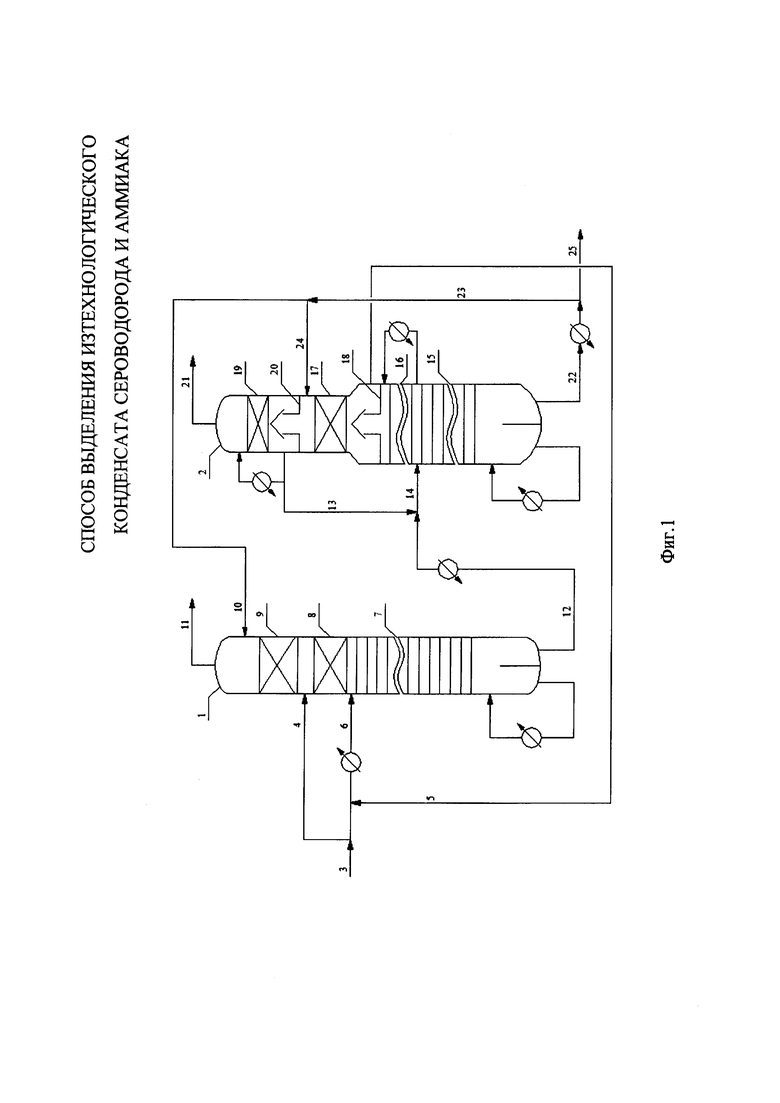
На чертеже (Фиг. 1) представлена принципиальная технологическая схема установки, реализующей описанный способ, в варианте с использованием двух аппаратов колонного типа (далее - «колонн»).
Сведения, подтверждающие возможность осуществления изобретения
Как показано на Фиг. 1, предложенный способ выделения из технологических конденсатов сероводорода и аммиака может быть реализован в двухколонном варианте следующим образом.
Исходное сырье, представляющее собой технологический конденсат, содержащий в своем составе сероводород и аммиак, подается на установку, состоящую из двух последовательно работающих колонн 1 и 2 по линии (трубопроводу) 3 (насосы не показаны). Часть сырья подается в колонну 1 в холодном виде по линии 4. Основная часть сырья в смеси с рециркулятом, поступающим из колонны 2 по линии 5, подается в колонну 1 после нагрева в теплообменнике по линии 6. В этой колонне реализуется первая стадия процесса: в нижней секции 7 и секции 8 между двумя потоками питания колонны осуществляется преимущественно процесс отпарки сероводорода, а в насадочной верхней секции 9 - преимущественно процесс абсорбции аммиака. В качестве абсорбента и промывочной жидкости (для удаления кристаллических солей гидросульфида аммония) подается очищенный в колонне 2 и охлажденный технологический конденсат по линии 10. Сероводород выводится с верха колонны 1 по линии 11, с низа по линии 12 выводится обогащенный аммиаком технологический конденсат, который после охлаждения и смешения с рециркулятом с последней, четвертой стадии процесса, поступающей по линии 13, подается по линии 14 в качестве сырья колонны 2, в которой осуществляются все стадии процесса, кроме первой. Стадия ректификации обогащенного аммиаком технологического конденсата (вторая стадия) осуществляется в секции 15 и секции 16, представляющей собой зону промежуточного циркуляционного орошения. Стадия разделения парогазовой смеси из секции 16 методом абсорбции и промывки жидкостью (третья стадия) осуществляется в насадочной секции 17 и аккумуляторе 18. Стадия разделения парогазовой смеси из секции 17 осуществляется в насадочной секции 19, представляющей собой зону верхнего циркуляционного орошения, и аккумуляторе 20. Аммиак в газовой фазе выводится с верха колонны 2 (из секции 19) по линии 21, очищенный технологический конденсат выводится с низа колонны 2 по линии 22. После охлаждения часть этого потока направляется по линии 23 и далее по линиям 10 и 24 в качестве абсорбента и промывочной жидкости в колонны 1 и 2 соответственно, балансовый избыток выводится в качестве жидкофазного продукта разделения - очищенного и охлажденного технологического конденсата по линии 25.
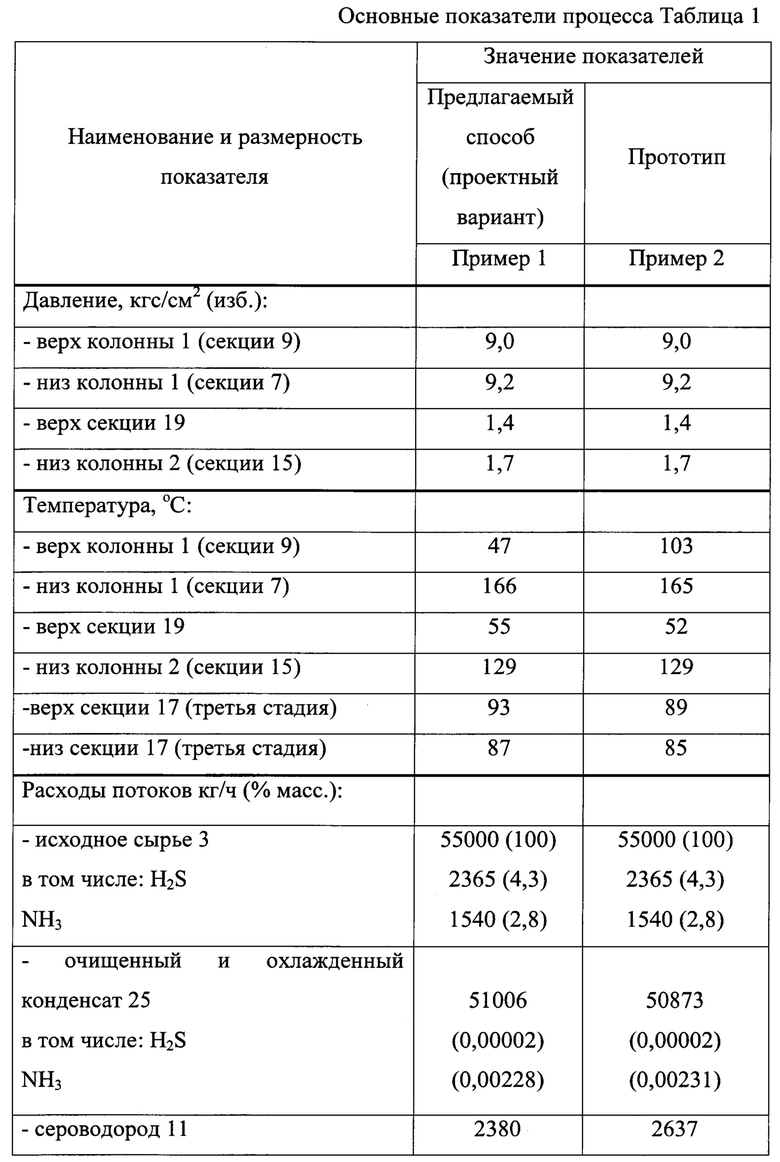
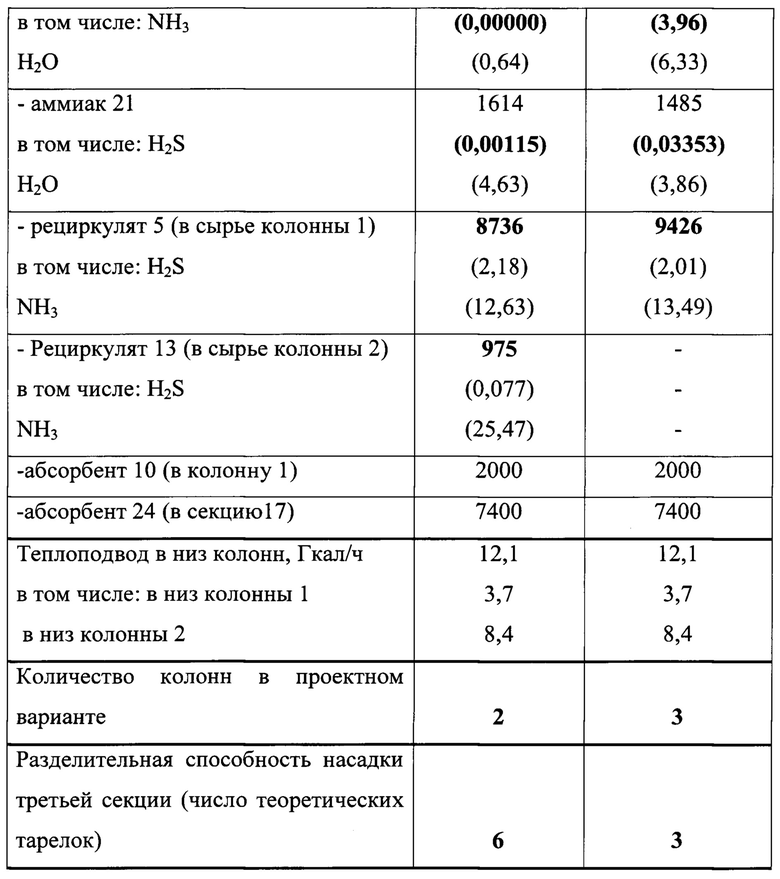
Описанный способ иллюстрируется следующими двумя примерами, первый из которых относится к двухколонному варианту предлагаемого способа, а второй - к прототипу (см. Табл. 1). Расчеты выполнены при идентичных условиях, за исключением разделительной способности насадочной секции на третьей стадии процесса: число теоретических тарелок в первом примере принято равным шести, во втором - трем.
Из представленных в Таблице 1 данных следует, что при одинаковом расходе подводимого в низ колонн тепла загрязнение сероводорода аммиаком снижается до нуля против 3,96% мас. в прототипе, а загрязнение аммиака сероводородом составляет 0,00115% мас. против 0,03353% мас. при высокой чистоте очищенного конденсата в обоих способах.
Загрязнение сероводорода аммиаком снижается благодаря уменьшению количества рециркулята в сырье колонны 1 с 9426 до 8736 кг/ч, а загрязнение аммиака сероводородом снижается в основном за счет интенсификации процесса абсорбции, обеспечиваемой использованием на третьей стадии процесса разделения насадки с более высокой разделительной способностью.
Немаловажным фактором в представленном варианте реализации способа является также уменьшение с трех до двух количества используемых колонн (аппаратов колонного типа).
Дополнительными расчетами показано, что масштаб эффекта возрастает при увеличении исходного содержания в сырье сероводорода и аммиака.
Таким образом, предложенный способ позволяет существенно улучшить показатели процесса выделения из технологического конденсата сероводорода и аммиака в широком диапазоне их концентраций.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ разделения смесей с высоким содержанием жидкофазного продукта | 2015 |
|
RU2615412C1 |
| ПРОМЫШЛЕННАЯ УСТАНОВКА ПЕРЕГОНКИ НЕФТИ | 2014 |
|
RU2623428C2 |
| СПОСОБ ДЕГАЗАЦИИ НАСЫЩЕННОГО АМИНОВОГО РАСТВОРА И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2658412C1 |
| СПОСОБ ОХЛАЖДЕНИЯ И КОНДЕНСАЦИИ ПАРОГАЗОВОЙ СМЕСИ И СМЕСИТЕЛЬНАЯ КОНДЕНСАЦИОННАЯ СИСТЕМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2648803C1 |
| СПОСОБ КОНДЕНСАЦИИ ПАРОГАЗОВОЙ СМЕСИ ИЗ ПРОМЫШЛЕННЫХ АППАРАТОВ ВАКУУМНОЙ ПЕРЕГОНКИ НЕФТЕПРОДУКТОВ. | 2017 |
|
RU2678329C2 |
| Способ создания вакуума в аппаратах при перегонке нефтяного сырья | 2022 |
|
RU2807186C1 |
| Способ очистки выделенного из технологических конденсатов газообразного аммиака | 2018 |
|
RU2712588C1 |
| СПОСОБ ОЧИСТКИ ТЕХНОЛОГИЧЕСКИХ СТОЧНЫХ ВОД ОТ СУЛЬФИДНОЙ СЕРЫ И АММОНИЙНОГО АЗОТА | 2000 |
|
RU2162444C1 |
| СПОСОБ ИЗВЛЕЧЕНИЯ ЖИРНЫХ ГАЗОВ ИЗ СМЕСИ УГЛЕВОДОРОДНЫХ ГАЗОВ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2672713C1 |
| Ректификационная колонна для разделения парогазовой смеси водяного пара, аммиака и сероводорода | 2019 |
|
RU2732023C1 |
Изобретение относится к нефтеперерабатывающей и нефтехимической промышленности и может быть использовано для очистки технологических сточных вод с получением сероводорода (H2S) и аммиака (NH3) высокой чистоты. При реализации способа используют установку с двумя колоннами (1 и 2). В колонне 1 получают H2S и концентрат NH3 методом отпарки и абсорбции. В колонне 2 получают NH3 и очищенный конденсат методами ректификации, абсорбции, охлаждения и частичной конденсации парогазовой смеси в верхней секции. Конденсат со стадии абсорбции в колонне 2 рециркулируют в колонну 1. Очищенный и охлажденный конденсат используют в качестве абсорбента и промывочной жидкости в насадочных секциях колонн 1 и 2. Образующиеся в процессе кристаллические соли аммония разлагают в зонах высоких температур. При этом осуществляют возврат конденсата с верхней секции колонны 2 в сырье колонны 2. Техническим результатом является повышение четкости разделения между сероводородом и аммиаком в широком диапазоне их концентраций, особенно при высоком содержании этих примесей. 2 з.п. ф-лы, 1 ил., 1 табл. 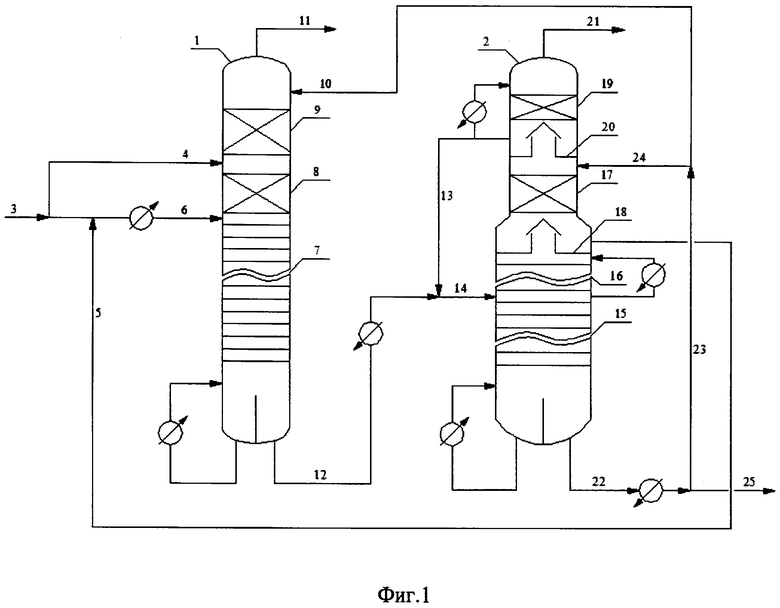
1. Способ выделения из технологического конденсата сероводорода и аммиака с использованием последовательно работающих аппаратов колонного типа, включающий стадию разделения исходного сырья методами отпарки и абсорбции в первом аппарате с получением сероводорода в газовой фазе путем концентрирования его в верхней насадочной секции аппарата и обогащенного аммиаком технологического конденсата, стадию разделения технологического конденсата с предшествующей, первой стадии методом ректификации во втором аппарате с циркуляционным орошением с получением смеси аммиака и водяного пара с остаточным сероводородом в виде парогазовой смеси и очищенного технологического конденсата, стадию разделения парогазовой смеси с предшествующей, второй стадии методом абсорбции и промывки жидкостью в насадке с получением сероводородсодержащего концентрата аммиака в виде парогазовой смеси и сероводород- и аммиаксодержащего концентрата с примесями образовавшихся в процессе кристаллических солей гидросульфида аммония в виде конденсата и его последующую рециркуляцию в исходное сырье, стадию разделения парогазовой смеси с предшествующей, третьей стадии путем частичной конденсации за счет охлаждения циркуляционным орошением с получением аммиака в газовой фазе и аммиак- и сероводородсодержащего конденсата с примесями образовавшихся в процессе кристаллических солей гидросульфида аммония с возвратом этого конденсата на одну из предшествующих стадий процесса, при этом на первой и третьей стадиях процесса в качестве абсорбента и промывочной жидкости используют очищенный технологический конденсат со второй стадии после охлаждения, отличающийся тем, что конденсат с последней, четвертой стадии процесса возвращают полностью на вторую стадию.
2. Способ по п.1, отличающийся тем, что третью стадию процесса осуществляют при температуре выше 85°С.
3. Способ по п.1, отличающийся тем, что третью и четвертую стадии процесса проводят в соответствующих дополнительных секциях второго аппарата колонного типа, где обе секции снабжают аккумуляторами.
| СПОСОБ ОЧИСТКИ ТЕХНОЛОГИЧЕСКИХ КОНДЕНСАТОВ ОТ СЕРОВОДОРОДА И АММИАКА | 2005 |
|
RU2307795C1 |
| СПОСОБ ОЧИСТКИ ТЕХНОЛОГИЧЕСКИХ СТОЧНЫХ ВОД ОТ СУЛЬФИДНОЙ СЕРЫ И АММОНИЙНОГО АЗОТА | 2000 |
|
RU2162444C1 |
| КАРЕЛИН Я.А | |||
| и др | |||
| "Очистка сточных вод нефтеперерабатывающих заводов", "Стройиздат", М., 1982, стр | |||
| Способ запрессовки не выдержавших гидравлической пробы отливок | 1923 |
|
SU51A1 |
| Устройство для очистки проволоки | 1974 |
|
SU492329A2 |
| GB 1563512 A1, 26.03.1980 | |||
| СПОСОБ ОЧИСТКИ УГЛЕВОДОРОДНЫХ ФРАКЦИЙ ОТ СЕРОСОДЕРЖАЩИХ СОЕДИНЕНИЙ | 2014 |
|
RU2556634C1 |

