ОБЛАСТЬ ПРИМЕНЕНИЯ ИЗОБРЕТЕНИЯ
Настоящее изобретение описывает способы, прибор и устройства с печатными пигментированными рисунками, нанесенными на вставки устройства офтальмологической линзы. Более конкретно, настоящее изобретение описывает различные способы печати рисунков на вставках офтальмологической линзы при производстве устройства офтальмологической линзы с многоэлементной вставкой.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Традиционно офтальмологическое устройство, такое как контактная линза, интраокулярная линза или пробка для слезной точки, представляет собой биосовместимое устройство, обладающее корректирующими, косметическими или терапевтическими качествами. Например, применение контактной линзы может преследовать одну или более из следующих целей: коррекция зрения; косметическое улучшение; и терапевтический эффект. Каждая функция обусловлена определенной физической характеристикой линзы. Конфигурация линзы с учетом светопреломляющего свойства позволяет осуществлять функцию коррекции зрения. Введение в материал линзы пигмента позволяет получить косметический эффект. Введение в материал линзы активного агента позволяет использовать линзу в терапевтических целях. Таких физических характеристик можно добиться без подключения линзы к источнику питания.
В последнее время высказываются предположения о возможности введения в контактную линзу активных компонентов. Некоторые компоненты могут включать в себя полупроводниковые устройства. В некоторых примерах описаны полупроводниковые устройства, вставленные в контактную линзу, помещенную на глаз животного. Однако для таких устройств пока не предложено механизма автономного питания. Для питания таких полупроводниковых устройств можно использовать провода, соединяющие линзу с аккумуляторной батареей, кроме того, высказывались предложения о возможности использования беспроводного питания в устройствах, однако до сих пор не предложено никакого механизма для осуществления такого беспроводного питания.
Полученные продукты на основе офтальмологических линз, содержащих вставки и компоненты, могут способствовать созданию устройства, которое при ношении имеет визуальную проекцию, отображающую компоненты и межкомпонентные соединения, а также различные другие элементы, отличающиеся от стандартного внешнего вида глаза пользователя. Некоторые пользователи могут пожелать, чтобы конечный офтальмологический продукт имел печатные элементы, создающие внешний вид, аналогичный стандартному внешнему виду глаза пользователя. Таким образом, важно предоставить новые способы, устройства и прибор, связанные с нанесением рисунка на различные компоненты в офтальмологических и биомедицинских устройствах, выполненных со вставками.
ИЗЛОЖЕНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Настоящее изобретение включает в себя инновационные решения, связанные с нанесением рисунка на различные компоненты, включая, например, вставки, которые можно встроить в офтальмологическое устройство. Примеры таких офтальмологических устройств могут включать в себя, например, контактную линзу или пробку для слезной точки. С точки зрения общности используемых подходов, в объем настоящего изобретения может входить множество других биомедицинских устройств. Кроме того, также представлены способы и прибор для формирования офтальмологической линзы с герметичной или герметизированной многоэлементной вставкой с нанесенным рисунком. В некоторых вариантах осуществления вставка в заряженном состоянии способна обеспечивать электропитание для компонента, способного потреблять электрический ток. Неограничивающие примеры компонентов могут включать в себя один или более из элемента оптической линзы с изменяемыми оптическими свойствами, полупроводникового устройства и активного или пассивного электронного устройства. Такие компоненты также могут включать в себя способность активации внешним сигналом различных типов. Некоторые варианты осуществления также могут включать в себя литую силикон-гидрогелевую контактную линзу с жесткой или формуемой вставкой с питанием, помещенной внутрь контактной линзы с соблюдением принципа биосовместимости, где нанесение рисунка осуществляется либо на поверхностях вставки, либо на поверхности самого офтальмологического устройства или около нее.
В некоторых вариантах осуществления раскрыты способы формирования многоэлементной вставки с рисунком для офтальмологической линзы. В некоторых вариантах осуществления способ включает в себя формирование первого заднего криволинейного элемента вставки; формирование первого переднего криволинейного элемента вставки; нанесение проводящего материала на один или оба из первого переднего криволинейного элемента вставки и первого заднего криволинейного элемента вставки; прикрепление электронного компонента к одному или обоим из первого переднего и первого заднего криволинейного элемента вставки, причем прикрепление выполняется к проводящему материалу; нанесение первого материала для формирования первого уплотнителя на поверхность одного или обоих из первого переднего криволинейного элемента вставки и первого заднего криволинейного элемента вставки; комбинирование первого заднего криволинейного элемента вставки с первым передним криволинейным элементом вставки для формирования первой офтальмологической вставки; и нанесение красителя по меньшей мере на одну поверхность любого или обоих из первого заднего криволинейного элемента вставки и первого переднего криволинейного элемента вставки.
В некоторых вариантах осуществления способ дополнительно включает в себя формирование по меньшей мере второго заднего криволинейного элемента вставки; нанесение второго материала для формирования второго уплотнителя, причем второй уплотнитель располагается на одном или обоих из первого переднего криволинейного элемента вставки и второго заднего криволинейного элемента вставки; комбинирование первой офтальмологической вставки со вторым задним криволинейным элементом вставки для формирования второй офтальмологической вставки, причем вторая офтальмологическая вставка заменяет первую офтальмологическую вставку.
В некоторых вариантах осуществления краситель наносят по меньшей мере на одну поверхность любого или обоих из первого заднего криволинейного элемента вставки и первого переднего криволинейного элемента вставки после комбинирования первого заднего криволинейного элемента вставки с первым передним криволинейным элементом вставки для формирования первой офтальмологической вставки. В некоторых других вариантах осуществления способ включает в себя стадию отверждения красителя.
В некоторых вариантах осуществления краситель наносят по меньшей мере на одну поверхность одного или обоих из первого заднего криволинейного элемента вставки и первого переднего криволинейного элемента вставки перед комбинированием первого заднего криволинейного элемента вставки с первым передним криволинейным элементом вставки для формирования первой офтальмологической вставки. В некоторых других вариантах осуществления способ включает в себя стадию отверждения красителя. В некоторых других вариантах осуществления нанесение красителя производят методом тампопечати.
В некоторых вариантах осуществления нанесение красителя производят методом краскоструйной печати. В некоторых вариантах осуществления нанесение красителя производят методом трафаретной печати. В некоторых других вариантах осуществления нанесение красителя производят литографическим методом.
В некоторых вариантах осуществления раскрыты способы формирования офтальмологической линзы с рисунком. В некоторых вариантах осуществления способы включают в себя формирование по меньшей мере первого заднего криволинейного элемента вставки; формирование по меньшей мере первого переднего криволинейного элемента вставки; нанесение проводящего материала на один или оба из первого переднего криволинейного элемента вставки и первого заднего криволинейного элемента вставки; прикрепление электронного компонента к одному или обоим из первого переднего криволинейного элемента вставки и первого заднего криволинейного элемента вставки, причем прикрепление выполняется к проводящему материалу; нанесение первого материала для формирования первого уплотнителя на поверхность одного или обоих из первого переднего криволинейного элемента вставки и первого заднего криволинейного элемента вставки; комбинирование первого заднего криволинейного элемента вставки и первого переднего криволинейного элемента вставки для формирования первой офтальмологической вставки, нанесение реакционной смеси на поверхность, которая находится на первой части формы для литья; размещение первой офтальмологической вставки в контакте с реакционной смесью; размещение второй части формы для литья в непосредственной близости к первой части формы для литья для формирования полости для линзы, причем реакционная смесь и первая офтальмологическая вставка размещены внутри полости; полимеризацию реакционной смеси для формирования офтальмологической линзы; извлечение офтальмологической линзы из частей формы для литья; и нанесение красителя по меньшей мере на одну поверхность на офтальмологической линзе.
В некоторых других вариантах осуществления способ дополнительно включает в себя формирование по меньшей мере второго заднего криволинейного элемента вставки; нанесение второго материала для формирования второго уплотнителя на один или оба из первого переднего криволинейного элемента вставки и второго заднего криволинейного элемента вставки; комбинирование первой офтальмологической вставки и второго заднего криволинейного элемента вставки для формирования второй офтальмологической вставки, причем вторая офтальмологическая вставка заменяет первую офтальмологическую вставку на последующих стадиях.
В некоторых вариантах осуществления краситель наносят по меньшей мере на одну поверхность на офтальмологической линзе после извлечения офтальмологической линзы из обеих частей формы для литья. В некоторых вариантах осуществления нанесение красителя производят методом трафаретной печати. В некоторых других вариантах осуществления нанесение красителя производят литографическим методом.
В некоторых других вариантах осуществления первый элемент офтальмологической вставки включает в себя жидкостную менисковую линзу. В некоторых других вариантах осуществления способ дополнительно включает в себя нанесение покрытия поверх первой офтальмологической вставки и рисунка, причем покрытие обладает более выраженной адгезионной способностью, чем вставка и рисунок без покрытия. В некоторых вариантах осуществления покрытие включает в себя парилен.
ОПИСАНИЕ ФИГУР
На фиг. 1 представлен узел формы для литья в соответствии с некоторыми вариантами осуществления настоящего изобретения.
На фиг. 2 представлена офтальмологическая линза со встроенной электроникой и вариантом осуществления герметичной вставки.
На фиг. 3 представлена офтальмологическая линза со встроенной электроникой и вариантом осуществления герметичной кольцевой вставки.
На фиг. 4 представлен вид спереди вставки офтальмологической линзы без нанесенного рисунка.
На фиг. 5 представлен как вид спереди, так и вид в сечении офтальмологической линзы с нанесенным рисунком, где нанесенный рисунок напоминает рисунок лимбального кольца.
На фиг. 6 представлен как вид спереди, так и вид в сечении офтальмологической линзы с нанесенным рисунком, где нанесенный рисунок напоминает рисунок радужной оболочки.
На фиг. 7 представлен пример прибора для нанесения рисунка на офтальмологические линзы с использованием принципа тампопечати.
На фиг. 8 представлено нанесение рисунка путем тампопечати на передние криволинейные поверхности как офтальмологических линз, так и вставок для офтальмологических линз.
На фиг. 9 представлено нанесение рисунка путем тампопечати на задние криволинейные поверхности как офтальмологических линз, так и вставок для офтальмологических линз.
На фиг. 10 представлена последовательность стадий примера способа формирования офтальмологических линз с рисунком.
На фиг. 11 представлена дополнительная последовательность стадий примера способа формирования офтальмологических линз с рисунком.
На фиг. 12 представлена дополнительная последовательность стадий примера способа формирования офтальмологических линз с рисунком.
На фиг. 13 представлена дополнительная последовательность стадий примера способа формирования офтальмологических линз с рисунком.
На фиг. 14 представлен прибор для помещения герметичной вставки в часть формы для литья офтальмологической линзы.
На фиг. 15 представлен процессор, который можно использовать для реализации некоторых вариантов осуществления настоящего изобретения.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Настоящее изобретение включает в себя способы и прибор для производства офтальмологической линзы с многоэлементной вставкой, где части вставки или офтальмологической линзы, образованные из вставки, могут включать в себя аспекты нанесения рисунка. Кроме того, настоящее изобретение включает в себя офтальмологическую линзу с многоэлементной вставкой, встроенной в офтальмологическую линзу, включая аспекты нанесения рисунка.
В соответствии с настоящим изобретением сформировано устройство офтальмологической линзы со встроенной вставкой, в некоторых случаях включающей в себя в качестве средства для хранения энергии источник энергии, такой как электрохимический элемент или аккумуляторная батарея. В некоторых вариантах осуществления на сформированную офтальмологическую линзу можно нанести рисунок множеством способов, включая, без ограничений, печать рисунков на полностью сформированном устройстве офтальмологической линзы, на частично сформированном устройстве офтальмологической линзы или на участках поверхности вставки, которая впоследствии помещается в устройство офтальмологической линзы.
В некоторых вариантах осуществления многоэлементная вставка также включает в себя набор схем, компонентов и источников энергии. Различные варианты осуществления могут включать в себя многоэлементную вставку, в которой набор схем, компонентов и источников энергии размещен вокруг периферии оптической зоны, через которую видит пользователь линзы. В некоторых вариантах осуществления многоэлементная вставка может включать в себя набор схем, компонентов и источников энергии, которые потенциально имеют достаточно малый размер для оказания негативного эффекта на зрение пользователя контактной линзы. В некоторых вариантах осуществления компоненты и источник энергии размещены внутри или вне оптической зоны. В некоторых вариантах осуществления рисунки, сформированные данными различными компонентами, расположенными внутри вставки, либо прикрепленными к ней или помещенными на ее поверхности, могут создавать необходимость размещения рисунка таким образом, чтобы скрывать или заграждать рисунок, сформированный компонентами.
В некоторых вариантах осуществления настоящего изобретения многоэлементную вставку встраивают в офтальмологическую линзу с помощью автоматического устройства, которое размещает источник энергии в необходимом положении относительно части формы для литья, используемой для отливки линзы. Варианты осуществления, в которых в офтальмологическую линзу помещают различные компоненты, могут включать в себя одну или более стадий, на которых компоненты герметизируют и адгезивно прикрепляют на место или на которых компоненты герметизируют.
В некоторых вариантах осуществления источник энергии размещают в электрическом соединении с компонентом, который можно активировать по команде и который потребляет электрический ток от источника энергии, включенного в офтальмологическую линзу. В некоторых вариантах осуществления компонент может включать в себя, без ограничений, полупроводниковое устройство, активное или пассивное электрическое устройство или электрически активируемый механизм. В некоторых вариантах осуществления электрически активируемый механизм может включать в себя, без ограничений, микроэлектромеханические системы (МЭМС), наноэлектромеханические системы (НЭМС) или микромеханизмы. В некоторых вариантах осуществления после размещения источника энергии и компонентов реакционной смеси с помощью части формы для литья придается необходимая форма, и ее полимеризуют для формирования офтальмологической линзы.
В следующих разделах будет приведено подробное описание вариантов осуществления настоящего изобретения. Описания как предпочтительных, так и альтернативных вариантов осуществления являются только примерами осуществления. Предполагается, что специалистам в данной области будут понятны возможности создания вариаций, модификаций и внесения изменений. Следовательно, следует учитывать, что указанные примеры осуществления не ограничивают объем настоящего изобретения.
СПИСОК ТЕРМИНОВ
В данном описании и формуле изобретения, относящимся к настоящему изобретению, используются различные термины, для которых будут приняты следующие определения.
Задний криволинейный элемент - при использовании в настоящем документе (и, иногда, относительно задней криволинейной поверхности вставки) термин относится к сплошному элементу многоэлементной вставки, который после сборки в составе указанной вставки занимает местоположение на стороне линзы, которая находится сзади. В офтальмологическом устройстве такой элемент будет размещен на стороне вставки, которая ближе к поверхности глаза пользователя. В некоторых вариантах осуществления задний криволинейный элемент может содержать и включать в себя участок в центре офтальмологического устройства, через который свет может проходить в глаз пользователя или оптическую зону. В некоторых вариантах осуществления элемент может иметь кольцевую форму и не содержать или включать в себя некоторые или все участки оптической зоны. В некоторых вариантах осуществления можно использовать множество задних криволинейных элементов вставки, где одна из вставок может включать в себя оптическую зону, в то время как другие могут иметь кольцевую форму или форму частей кольца.
Компонент - при использовании в настоящем документе термин относится к устройству, которое может потреблять электрический ток от источника энергии для осуществления одного или более из изменения логического состояния или изменения физического состояния.
Герметизировать - при использовании в настоящем документе термин относится к созданию барьера для отделения объекта, такого как, например, вкладыш-субстрат, от окружающей среды, смежной с объектом.
Герметизирующий материал - при использовании в настоящем документе термин относится к слою, образованному вокруг объекта, такого как, например, вкладыш-субстрат, который создает барьер для отделения объекта от окружающей среды, смежной с объектом. Например, герметизирующие материалы могут быть образованы из силикон-гидрогелей, таких как этафилкон, галифилкон, нарафилкон и сенофилкон, либо другого гидрогелевого материала для контактных линз. В некоторых вариантах осуществления герметизирующий материал может быть полупроницаемым, чтобы удерживать указанные вещества внутри объекта и предотвращать проникновение в объект указанных веществ, таких как, например, вода.
Заряженный - при использовании в настоящем документе термин относится к состоянию возможности подачи электрического тока или хранения электрической энергии внутри устройства.
Энергия - при использовании в настоящем документе термин относится к способности физической системы совершать работу. Множество вариантов применения в рамках настоящего изобретения могут относиться к указанной способности системы выполнять электрические действия во время работы.
Источник энергии - при использовании в настоящем документе обозначает устройство, выполненное с возможностью поставлять энергию или приводить биомедицинское устройство в заряженное состояние.
Устройство сбора энергии - при использовании в настоящем документе термин относится к устройству, способному извлекать энергию из окружающей среды и преобразовывать ее в электрическую энергию.
Передний криволинейный элемент - при использовании в настоящем документе (и иногда в качестве передней криволинейной поверхности вставки) термин относится к сплошному элементу многоэлементной вставки, который после сборки в составе указанной вставки занимает местоположение на стороне линзы, которая находится спереди. В офтальмологическом устройстве такой элемент будет размещен на стороне вставки, которая дальше от поверхности глаза пользователя. В некоторых вариантах осуществления элемент может содержать и включать в себя участок в центре офтальмологического устройства, через который свет может проходить в глаз пользователя или оптическую зону. В других вариантах осуществления элемент может иметь кольцевую форму и не содержать или включать в себя некоторые или все участки оптической зоны. В некоторых вариантах осуществления офтальмологическая вставка может включать в себя множество передних криволинейных элементов, причем один из элементов может включать в себя оптическую зону, тогда как другие могут иметь кольцевую форму или форму частей кольца.
Линзообразующая смесь или «реакционная смесь» (или РСМ (реакционная смесь мономера)) - при использовании в настоящем документе термин относится к мономерному или форполимерному материалу, который можно полимеризовать, поперечно сшить или поперечно сшить для формирования офтальмологической линзы. Различные варианты осуществления могут включать в себя линзообразующие смеси с одной или более добавками, такими как, без ограничений, УФ-блокаторы, оттеночные добавки, фотоинициаторы или катализаторы, а также другие подходящие добавки для офтальмологических линз, контактных линз или интраокулярных линз.
Линзообразующая поверхность - относится к поверхности, которую используют для литья линзы. В некоторых вариантах осуществления любая такая поверхность может представлять собой поверхность оптической чистоты и качества, что указывает на то, что она является достаточно гладкой и выполнена таким образом, что поверхность линзы, образованная при полимеризации линзообразующего материала, которая контактирует с поверхностью формы для литья, обладает оптически приемлемым качеством. Кроме того, в некоторых вариантах осуществления линзообразующая поверхность может иметь такую геометрию, которая необходима для придания поверхности линзы необходимых оптических характеристик, включая, без ограничений, коррекцию сферических, асферических и цилиндрических степенных аберраций волнового фронта, коррекцию топографии роговицы и т.п., а также любых их комбинаций.
Литий-ионный элемент - при использовании в настоящем документе термин относится к электрохимическому элементу, в котором электрическая энергия вырабатывается в результате перемещения ионов лития через элемент. Данный электрохимический элемент, как правило, называемый аккумуляторной батареей, в своей типичной форме может быть возвращен в состояние с более высоким зарядом, или перезаряжен.
Многоэлементная вставка - при использовании в настоящем документе термин относится к формуемой или жесткой подложке, способной поддерживать источник энергии внутри офтальмологической линзы. В некоторых вариантах осуществления многоэлементная вставка также поддерживает один или более компонентов.
Форма для литья - при использовании в настоящем документе означает жесткий или полужесткий объект, который можно использовать для формирования линз из неполимеризованных составов. Некоторые предпочтительные формы для литья включают в себя две части - часть формы для литья передней криволинейной поверхности и часть формы для литья задней криволинейной поверхности.
Офтальмологическая линза - при использовании в настоящем документе термин относится к любому офтальмологическому устройству, расположенному в глазу или на нем. Данные устройства можно использовать для оптической коррекции или в качестве косметического средства. Например, термин может относиться к контактной линзе, интраокулярной линзе, накладной линзе, глазной вставке, оптической вставке или другому аналогичному устройству, которое используют для коррекции или модификации зрения либо для косметической коррекции физиологии глаза (например, изменения цвета радужной оболочки) без снижения зрения. В некоторых вариантах осуществления предпочтительные линзы, составляющие предмет настоящего изобретения, представляют собой мягкие контактные линзы, изготовленные из силиконовых эластомеров или гидрогелей.
Оптическая зона - при использовании в настоящем документе термин относится к области офтальмологической линзы, через которую смотрит пользователь офтальмологической линзы.
Мощность - при использовании в настоящем документе термин относится к совершенной работе или переданной энергии за единицу времени.
Перезаряжаемый или перезапитываемый - при использовании в настоящем документе термин относится к возможности возврата в состояние способности совершать работу с более высокой мощностью. Множество вариантов применения в рамках настоящего изобретения могут относиться к возможности восстановления указанной способности, при которой электрический ток определенной величины испускается в течение определенного периода времени.
Перезапитывать или перезаряжать - при использовании в настоящем документе термин относится к возможности возврата в состояние способности совершать работу с более высокой мощностью. Множество вариантов применения в рамках настоящего изобретения могут относиться к восстановлению указанной способности устройства испускать электрический ток определенной величины в течение определенного периода времени.
Высвобожденный из формы для литья - при использовании в настоящем документе термин означает, что линза либо полностью отделена от формы для литья, либо лишь слабо прикреплена таким образом, что ее можно легко отсоединить легким встряхиванием или сдвинуть тампоном.
Многослойные интегрированные многокомпонентные устройства - при использовании в настоящем документе термин иногда заменяют термином «SIC-устройства», и он относится к результату применения технологий упаковки, позволяющих собирать тонкие слои подложек, которые могут включать в себя электрические и электромеханические устройства, в функциональные интегрированные устройства путем наложения по меньшей мере части каждого слоя друг на друга. В некоторых вариантах осуществления слои могут содержать многокомпонентные устройства различных типов, материалов, форм и размеров. Кроме того, слои могут быть изготовлены по различным технологиям производства устройств для получения различных необходимых контуров.
На фиг. 1 представлен прибор 100 для формирования офтальмологических устройств с нанесенным рисунком, содержащих герметичные и герметизированные вставки. Прибор 100 включает в себя пример формы для литья передней криволинейной поверхности 102 и соответствующей ей формы для литья задней криволинейной поверхности 101. В некоторых вариантах осуществления вставка 104 и корпус устройства офтальмологической линзы 103 могут размещаться внутри данных двух форм для литья 101 и 102. В некоторых вариантах осуществления корпус устройства офтальмологической линзы 103 может представлять собой гидрогелевый материал, и вставка 104 может быть окружена данным материалом на всех поверхностях.
Вставка 104 может представлять собой один из множества различных типов вставок. Как показано на фиг. 1, на вставке 104 может находиться по меньшей мере одна поверхность с нанесенным рисунком 105. Можно использовать множество различных способов нанесения рисунка либо на вставку 104, либо на корпус устройства офтальмологической линзы 103, который образует поверхность нанесения рисунка 105. В некоторых вариантах осуществления прибор 100 может создавать новое офтальмологическое устройство, изготовленное из комбинации компонентов с множеством герметичных участков.
На фиг. 1 представлена схема примера устройства формы для литья 100 офтальмологической линзы с многоэлементной вставкой 104. При использовании в настоящем документе устройство формы для литья 100 включает в себя пластик, выполненный для придания формы полости 106, в которую можно подать линзообразующую смесь таким образом, чтобы при протекании химической реакции или при отверждении линзообразующей смеси была сформирована офтальмологическая линза необходимой формы. В некоторых вариантах осуществления формы для литья и устройство формы для литья 100 изготовлены более чем из одной «части формы для литья» 101-102. Части формы для литья 101-102 можно свести вместе таким образом, что между частями формы для литья 101-102 образуется полость 105, в которой можно сформировать линзу. Данная комбинация частей формы для литья 101-102 предпочтительно является временной. После формирования устройства офтальмологической линзы части формы для литья 101-102 можно снова отделить друг от друга для извлечения линзы.
В некоторых вариантах осуществления по меньшей мере одна часть формы для литья 101-102 имеет часть своей поверхности, которая контактирует с линзообразующей смесью таким образом, что при протекании химической реакции или отверждении линзообразующей смеси данная поверхность придает той части линзы, с которой она контактирует, необходимую форму и геометрию. Это также справедливо для другой части формы для литья 101-102.
В некоторых вариантах осуществления устройство формы для литья 100 образовано из двух частей 101-102 - вогнутой части (передней части) 102 и выпуклой части (задней части) 101, между которыми находится полость 106. Участок вогнутой поверхности, контактирующий с линзообразующей смесью, имеет кривизну, совпадающую с кривизной передней поверхности офтальмологической линзы, которая формируется в устройстве формы для литья 100, является достаточно гладким и выполнен таким образом, что поверхность офтальмологической линзы, образованной при полимеризации линзообразующей смеси, которая контактирует с вогнутой поверхностью, обладает оптически приемлемым качеством.
В некоторых вариантах осуществления передняя часть формы для литья 102 также может иметь кольцеобразный фланец, который проходит по краю окружности устройства офтальмологической линзы и выполнен с ним зацело. В некоторых вариантах осуществления линзообразующая поверхность может включать в себя поверхность оптической чистоты и качества, что указывает на то, что она является достаточно гладкой и выполнена таким образом, что поверхность линзы, образованной при полимеризации линзообразующего материала, которая контактирует с поверхностью формы для литья, обладает оптически приемлемым качеством. Кроме того, в некоторых вариантах осуществления линзообразующие поверхности элементов формы для литья 101-102 могут иметь такую геометрию, которая необходима для придания поверхности линзы необходимых оптических характеристик, включая, без ограничений, коррекцию сферических, асферических и цилиндрических степенных аберраций волнового фронта, коррекцию топографии роговицы и т.п., а также любых их комбинаций.
В некоторых вариантах осуществления представлена многоэлементная вставка 104, на которой установлены источник энергии и компонент. Многоэлементная вставка 104 может быть изготовлена из любого соответствующего материала, на который можно поместить источник энергии, и в некоторых вариантах осуществления может включать в себя соединения схемы, компоненты и другие аспекты, обеспечивающие электрическую связь между источником энергии и компонентом и позволяющие компоненту потреблять электрический ток от источника энергии. В некоторых вариантах осуществления путем герметизации 105 можно получить функциональную вставку в виде множества элементов и затем надежно собирать их и герметизировать для последующего включения в офтальмологическое устройство, причем материалы в окружающей среде офтальмологического устройства и материалы внутри устройства вставки не могут диффундировать через материалы вставки или уплотнители 105.
Различные варианты осуществления также включают в себя размещение источника энергии в многоэлементной вставке 104 до помещения многоэлементной вставки 104 в часть формы для литья, используемой для формирования линзы. Многоэлементная вставка 104 также может включать в себя один или более компонентов, которые будут принимать электрический заряд через источник энергии.
В некоторых вариантах осуществления линза с многоэлементной вставкой 104 может включать в себя конфигурацию с жестким центром и мягкими краями, где центральный жесткий оптический элемент находится в непосредственном контакте с окружающей средой и поверхностью роговицы на соответствующих передней и задней поверхностях. Более того, мягкий край материала линзы (как правило, выполненный из гидрогелевого материала) прикреплен к периферической зоне жесткого оптического элемента. В некоторых вариантах осуществления жесткий оптический элемент также выступает в качестве многоэлементной вставки, обеспечивающей энергоснабжение и функциональность полученной офтальмологической линзы.
В некоторых дополнительных вариантах осуществления многоэлементная вставка 104 представляет собой жесткую вставку в линзу, полностью герметизированную гидрогелевой матрицей. Многоэлементную вставку 104, представляющую собой жесткую вставку в линзу, можно выполнить, например, с использованием технологии микролитьевого формования. Варианты осуществления могут включать в себя, например, вставку из сополимера поли(4-метилпент-1-ена) диаметром от приблизительно 6 мм до 10 мм, радиусом передней поверхности от приблизительно 6 мм до 10 мм, радиусом задней поверхности от приблизительно 6 мм до 10 мм и толщиной в центральной части от приблизительно 0,050 мм до 0,5 мм. Некоторые примеры осуществления включают в себя вставку диаметром приблизительно 8,9 мм, радиусом передней поверхности приблизительно 7,9 мм, радиусом задней поверхности приблизительно 7,8 мм, толщиной в центральной части приблизительно 0,100 мм и профилем края приблизительно 0,050 радиуса. Один пример механизма для микролитья может представлять собой пятитонную (4536 кг) систему Microsystem 50 производства компании Battenfield Inc. Некоторые или все герметизирующие элементы, включая канавки, пазы, выступы, острые края и т.п., можно сформировать в процессе литья или позднее при последующей обработке в процессе литья.
В некоторых вариантах осуществления многоэлементную вставку можно разместить в частях формы для литья 101-102, используемых для формирования устройства офтальмологической линзы. В некоторых вариантах осуществления материал части формы для литья 101-102 может включать в себя, например: полиолефин или один или более из следующих материалов: полипропилен, полистирол, полиэтилен, полиметилметакрилат и модифицированные полиолефины. Другие формы для литья могут быть изготовлены из керамического или металлического материала.
В некоторых вариантах осуществления другие материалы формы для литья, которые можно использовать в комбинации с одной или более добавками для образования формы для литья офтальмологической линзы, включают в себя, например, полипропиленовые смолы Zieglar-Natta (иногда называемые znPP); очищенный статистический сополимер для чистого литья в соответствии с пунктом (с) 3.2 раздела 21 Свода федеральных правил США (CFR) Управления по контролю за пищевыми продуктами и лекарственными препаратами США (FDA); статистический сополимер (znPP) с этиленовой группой.
В некоторых вариантах осуществления части формы для литья 101-102 могут содержать такие полимеры, как полипропилен, полиэтилен, полистирол, полиметилметакрилат, модифицированные полиолефины с алициклическим фрагментом в основной цепи и циклические полиолефины. Данную смесь можно использовать либо в одной, либо в обеих частях формы для литья 101-102. В некоторых вариантах осуществления данную смесь используют в задней части формы для литья 101 и передней части формы для литья 102; и она включает в себя алициклические сополимеры.
В некоторых вариантах осуществления используют литье под давлением в соответствии с известными методиками, однако варианты осуществления также могут включать в себя формы для литья, изготовленные с использованием других методик, включая, например: токарную обработку, алмазную обточку или лазерную резку.
В некоторых других вариантах осуществления устройства офтальмологической линзы формируют по меньшей мере на одной поверхности обеих частей формы для литья 101-102. Однако в некоторых вариантах осуществления одну поверхность линзы можно сформировать из части формы для литья 101-102, а другую поверхность линзы можно сформировать методом токарной обработки или любыми другими способами.
На фиг. 2 представлен вид в сечении примера устройства офтальмологической линзы без рисунка 200 со встроенной вставкой. В некоторых вариантах осуществления прилегающую оболочку 210 офтальмологического устройства можно сформировать литыми элементами, представленными на фиг. 1, и можно изготовить из множества материалов, включая соединения на основе гидрогеля.
Кроме того, устройство офтальмологической линзы 200 может включать в себя вставку 220. В некоторых вариантах осуществления вставку 220 можно изготовить из множества частей, и она может иметь различные виды уплотнителей, используемых для комплектации вставки 220.
В некоторых вариантах осуществления устройство офтальмологической линзы 200 также может включать в себя слой компонентов устройства 230, который может включать в себя, без ограничений, элементы активации, элементы обработки, элементы питания и сенсорные элементы. В некоторых вариантах осуществления могут применять множество схем герметизации, предусматривающих включение такого слоя. Кроме того, в некоторых вариантах осуществления слои 210 можно адгезивно прикрепить к другим компонентам 240, таким как активное оптическое устройство, до фиксации полученной вставки в офтальмологическом устройстве, как показано на фиг. 1.
На фиг. 2 представлен вариант сформированного офтальмологического устройства без рисунка и внедрение различных компонентов.
На фиг. 3 представлен вид в сечении 300 в увеличенном масштабе края примера офтальмологического устройства. В некоторых вариантах осуществления представлен вид сверху 390 вида в сечении 300. В некоторых вариантах осуществления офтальмологическое устройство может считаться цельным, поскольку в оптической зоне 310 может находиться вставка или другие активные компоненты различных видов. Например, в линзе менискового типа участок, образованный оптической зоной 310, может быть окружен двумя несмешивающимися текучими средами, которые образуют основу активной линзы менискового типа. В некоторых вариантах осуществления оптическая зона 310 может представлять собой переднюю поверхность вставки и может быть отдельным литым элементом, на котором можно размещать различные металлические слои проводящих электродов. В некоторых вариантах осуществления имеются различные электрические компоненты 330 и электрические соединения с элементами питания 320.
В некоторых вариантах осуществления литой передний элемент 310 может иметь впрессованную выемку 371, которая в дальнейшем будет пересекаться с литым, но отдельным задним элементом 360, как показано на фигуре. В некоторых вариантах осуществления выемка 371 может называться клеевой канавкой. В некоторых других вариантах осуществления при взаимном сближении переднего и заднего элементов (либо до, либо после заполнения полости, образованной двумя элементами, текучими средами) задний элемент можно продвинуть для прочного закрепления в канавке 371. После этого в оставшееся пространство канавки 371 можно поместить адгезив или уплотнитель. В некоторых вариантах осуществления канавку 371 можно разместить по всей периферической зоне самого устройства офтальмологической линзы. В некоторых вариантах осуществления поверхность 370 может представлять собой пример местоположения, где могут размещаться рисунки для создания вставки с рисунком, образованной путем нанесения рисунка непосредственно на вставку. В некоторых других вариантах осуществления формировать и подвергать нанесению рисунка можно другие поверхности. Кроме того, в некоторых вариантах осуществления герметизирующие материалы 331 могут образовывать поверхности, на которые можно наносить рисунок. Однако во многих вариантах осуществления на переднюю лицевую поверхность 370 можно нанести рисунок наряду с любым рисунком, нанесенным на задние изогнутые поверхности 360 или поверхности, размещенные со стороны задней изогнутой поверхности.
В некоторых других вариантах осуществления вставка является не цельным устройством, как указано выше, а является кольцеобразным устройством, в котором по меньшей мере в центральной части материал отсутствует. На фиг. 4 представлена иллюстрация такого типа кольцеобразной вставки 400. Кольцеобразная вставка 400 может иметь передний криволинейный элемент 410, который может иметь переднюю лицевую поверхность 470. В некоторых вариантах осуществления внутренний край 415 образует внутренний элемент кольцеобразной вставки 400.
В некоторых вариантах осуществления раскрыта кольцеобразная вставка 400 в сечении 490. В сечении 490 передний криволинейный элемент с поверхностью 470 может проходить от литых краев 471 и 472 по двум крайним периферийным областям кольцевой зоны. В некоторых вариантах осуществления может присутствовать задний криволинейный элемент 460, который закрывает и герметизирует участок между передним и задним криволинейными элементами. Задний криволинейный элемент 460 может иметь протяженность в диапазоне между литыми элементами 461 и 462. В некоторых других вариантах осуществления задний криволинейный элемент 460 может обеспечивать дополнительные поверхности, на которых можно образовывать элементы рисунка.
В некоторых вариантах осуществления кольцеобразная вставка 400 может содержать множество компонентов. В качестве неограничивающего примера вставка 400 может содержать электронные устройства 430. В некоторых вариантах осуществления электронные устройства 430 могут быть соединены электрической связью с помощью соединительных элементов, таких как шариковые выводы 440, а также сенсорных элементов 420. В некоторых вариантах осуществления электрические соединения могут находиться внутри полости, образованной элементами 470 и 460, как и элементы питания. Как и в случае с цельным устройством 300, наличие данного множества компонентов и устройств может придать кольцеобразному устройству вид, аналогичный представленному на фиг. 2, при условии отсутствия рисунка, выполненного по меньшей мере на некоторых из различных поверхностей.
В некоторых вариантах осуществления многоэлементная вставка 400 может иметь оптическую зону 415, которая включает в себя элемент с изменяемыми оптическими свойствами 412, запитанный от источника энергии 430, размещенного на многоэлементной вставке 400. Многоэлементная вставка 400 также может включать в себя схему 425 для управления элементом с изменяемыми оптическими свойствами 412, включенным в оптическую зону 415. В некоторых вариантах осуществления элемент с изменяемыми оптическими свойствами 412 может считаться компонентом.
В некоторых вариантах осуществления источник энергии 430 может быть соединен электрической связью с компонентом 435. Компонент 435 может включать в себя любое устройство, которое реагирует на электрический заряд изменением состояния, например, такое как: полупроводниковый чип; пассивное электрическое устройство; или оптическое устройство, такое как кристаллическая линза.
В некоторых конкретных вариантах осуществления источник энергии включает в себя, например: аккумуляторную батарею или другой электрохимический элемент; конденсатор; ультраконденсатор; суперконденсатор; или другой компонент для хранения. Некоторые конкретные варианты осуществления могут включать в себя аккумуляторную батарею, размещенную на многоэлементной вставке 400 на периферической зоне офтальмологической линзы за пределами оптической зоны 415.
На фиг. 5 представлен внешний вид примера устройства офтальмологической линзы 500 с нанесенным рисунком. Тип рисунка, отображаемого на устройстве офтальмологической линзы 500, может считаться рисунком лимбального кольца. В некоторых вариантах осуществления гидрогель 510 может представлять собой герметично закрывающий слой вставки 512. В некоторых вариантах осуществления печатный рисунок может полностью покрывать вставку 512 от плотного лимбального кольца 520 до другой стороны 530. В некоторых вариантах осуществления внутренние участки 540 устройства офтальмологической линзы 500 могут содержать активное оптическое устройство в оптической зоне. В некоторых других вариантах осуществления внутренний участок 540 можно изготовить только из гидрогелевого материала, если вставка 512 имеет кольцеобразную форму.
На фиг. 5 ниже в сечении представлен характер рисунка и его способность закрывать расположенный под ним материал. В данном случае рисунок также представляет рисунок лимбального кольца, напечатанный в области между участком 520 и участком 530. Под рисунком можно разместить множество компонентов и элементов, включая, без ограничений, интегральные схемы 590 и электрические межсоединения 570.
В некоторых вариантах осуществления рисунок может быть размещен на поверхности передней криволинейной секции устройства вставки до его сборки и установки в офтальмологическую линзу. В других вариантах осуществления рисунок можно разместить на корпусе устройства офтальмологической линзы. В других вариантах осуществления рисунок можно разместить под поверхностью устройства офтальмологической линзы методом инжекции или альтернативно способом наложения слоев, образующих корпус устройства офтальмологической линзы.
Характер рисунка может отражать многообразие вариантов осуществления. В некоторых вариантах осуществления рисунок может быть прикреплен к одному или более элементам, включенным в устройство вставки, например, таким элементам, которые расположены на поверхности переднего криволинейного элемента устройства вставки. В других вариантах осуществления рисунок может быть размещен на корпусе самой офтальмологической линзы. В других вариантах осуществления рисунок может быть размещен под поверхностью офтальмологической линзы инжекционным способом или в альтернативном варианте осуществления способом наложения множества слоев, образующих корпус офтальмологической линзы.
В некоторых вариантах осуществления на рисунок и вставку можно нанести покрытие для получения сходных адгезионных свойств между устройством вставки с рисунком и гидрогелевой частью офтальмологической линзы. В некоторых вариантах осуществления покрытие может, например, включать в себя парилен.
На фиг. 6 представлен другой тип устройства офтальмологической линзы 600 с рисунком. В некоторых вариантах осуществления печатный рисунок может представлять собой рисунок радужной оболочки. В некоторых вариантах осуществления цвет рисунка может допускать широкий выбор от цветов натуральной пигментации до других цветов. Линза с рисунком может иметь аналогичные определенные участки, такие как центральная оптическая зона 640 или участок с рисунком от внутреннего кольца 630 до наружного кольца 620. В некоторых вариантах осуществления вставка может быть герметизирована материалами офтальмологической линзы, такими как гидрогель. В некоторых других вариантах осуществления имеется край 610, окружающий вставку и образующий наружную форму устройства офтальмологической линзы 600.
На фиг. 6 представлен вид в сечении участка с рисунком между элементами 620 и 630. Как указано в описании фиг. 5, участок с рисунком может закрывать расположенные под ним компоненты или делать их трудноразличимыми. В некоторых вариантах осуществления участок с рисунком может дополнительно включать в себя такие элементы, как интегральные схемы 690 и электрические межсоединения 670. В некоторых других вариантах осуществления под участком с рисунком устройства офтальмологической линзы 600 можно размещать множество других элементов и компонентов.
В некоторых вариантах осуществления внутри конфигурации рисунка размещен участок с прозрачным рисунком или с отсутствием рисунка 625. В качестве неограничивающего примера представлена интегральная схема 690. В одном примере осуществления интегральная схема 690 может включать в себя функциональные элементы, позволяющие ей определять изменения естественного освещения вокруг интегральной схемы, что может происходить, когда пользователь моргает. Существует множество причин, по которым обнаружение такого моргания может оказаться полезным, включая, например, применение моргания для управления или оповещения о желании изменить состояние офтальмологической линзы. В таком варианте осуществления желательно, чтобы любые рисунки на линзе имели окно 625, позволяющее свету проходить через участок с рисунком, а также к расположенному под ним датчику 690. Окно 625 может быть получено при удалении материала, образующего рисунок, либо с помощью альтернативного материала, проницаемого для света определенной длины волны, которую может определить датчик. В некоторых вариантах осуществления присутствие света на интегральной схеме 690, за исключением участков, предназначенных для обнаружения, может оказывать нежелательные эффекты на эксплуатационные характеристики устройства офтальмологической линзы 600. Таким образом, в дополнение к эстетическим целям нанесения рисунка на линзу, могут иметь значение и функциональные аспекты, такие как исключение попадания света на элементы схемы и увеличение срока эксплуатации элементов питания.
В некоторых других вариантах осуществления раскрыты различные типы рисунка, которые будут препятствовать визуальному распознаванию компонентов и элементов. В некоторых вариантах осуществления широкий набор возможных конфигураций рисунков согласуется с разработанным изобретением. В качестве неограничивающего примера можно применять подбор конфигурации на основе принципов маскировки, где вместо того, чтобы закрывать расположенные под ним элементы, печатный рисунок делает их менее различимыми. Может существовать множество рисунков, которые можно применять для нанесения на офтальмологические устройства со вставками.
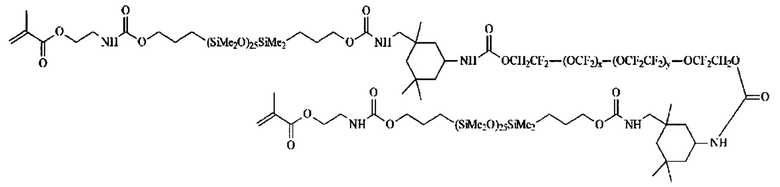
В некоторых вариантах осуществления тип офтальмологической линзы может включать в себя линзу, включающую в себя кремнийсодержащий компонент. Кремнийсодержащий компонент - это любой компонент, который содержит по меньшей мере одно звено [-Si-O-] в мономере, макромере или форполимере. Общее содержание Si и связанного с ним О в кремнийсодержащем компоненте предпочтительно составляет более приблизительно 20% масс., более предпочтительно более 30% масс. общей молекулярной массы кремнийсодержащего компонента. Подходящие для целей настоящего изобретения кремнийсодержащие компоненты предпочтительно содержат полимеризуемые функциональные группы, такие как, без ограничений, акрилатная, метакрилатная, акриламидная, метакриламидная, виниловая, N-виниллактамовая, N-виниламидная и стириловая функциональные группы.
В некоторых вариантах осуществления край офтальмологической линзы или вставки, окружающий вставку, может быть образован из стандартных составов для гидрогелевой линзы. Примеры материалов, характеристики которых могут обеспечить приемлемое соответствие с множеством материалов вставки, могут включать в себя семейство нарафилкона; включая нарафилкон А и нарафилкон В. В альтернативном варианте осуществления семейство этафилкона, включая этафилкон А, который может представлять собой хороший пример выбора материалов. В некоторые варианты осуществления может быть включен любой материал, способный образовывать приемлемое ограждение или частичное ограждение герметичных и герметизированных вставок.
В некоторых вариантах осуществления подходящие кремнийсодержащие компоненты включают в себя соединения формулы I:

где:
R1 независимо выбирают из одновалентных реакционно-способных групп, одновалентных алкильных групп или одновалентных арильных групп, причем любая из перечисленных групп может дополнительно содержать функциональные группы, выбранные из гидрокси, амино, окса, карбокси, алкилкарбокси, алкокси, амидо, карбамата, карбоната, галогена или их комбинаций; и одновалентные силоксановые цепи содержат 1-100 повторяющихся звеньев Si-О и могут дополнительно содержать функциональные группы, выбранные из алкила, гидрокси, амино, окса, карбокси, алкилкарбокси, алкокси, амидо, карбамата, галогена или их комбинаций;
где b = от 0 до 500, причем подразумевается, что если b отлично от 0, то по b имеется распределение с условием, равным указанному значению;
причем по меньшей мере один R1 содержит одновалентную реакционно-способную группу, а в некоторых вариантах осуществления от одного до 3 R1 содержат одновалентные реакционно-способные группы.
При использовании в настоящем документе термин «одновалентные реакционно-способные группы» относится к группам, способным к реакциям свободнорадикальной и/или катионной полимеризации. Неограничивающие примеры свободнорадикальных реакционно-способных групп включают в себя метакрилаты, стирилы, винилы, виниловые эфиры, C1-6 алкилметакрилаты, метакриламиды, C1-6 алкилметакриламиды, N-виниллактамы, N-виниламиды, C2-12 алкенилы, C2-12 алкенилфенилы, C2-12 алкенилнафтилы, C2-6 алкенилфенил-C1-6 алкилы, О-винилкарбаматы и О-винилкарбонаты. Неограничивающие примеры катионных реакционно-способных групп включают в себя винилэфирные или эпоксидные группы и их смеси. В одном варианте осуществления свободнорадикальные реакционно-способные группы содержат метакрилаты, акрилокси, метакриламиды и их смеси.
В некоторых вариантах осуществления подходящие одновалентные алкильные и арильные группы включают в себя незамещенные одновалентные C1-C16 алкильные группы, C6-C14 арильные группы, такие как замещенные и незамещенные метил, этил, пропил, бутил, 2-гидроксипропил, пропоксипропил, полиэтиленоксипропил, их комбинации и т.п.
В некоторых вариантах осуществления b равно нулю, один R1 представляет собой одновалентную реакционно-способную группу, и по меньшей мере три R1 выбраны из одновалентных алкильных групп, имеющих от одного до 16 атомов углерода, и в другом варианте осуществления - из одновалентных алкильных групп, имеющих от одного до 6 атомов углерода. Неограничивающие примеры кремнийсодержащих. компонентов в данном варианте осуществления включают в себя 2-метил-, 2-гидрокси-3-[3-[1,3,3,3-тетраметил-1-[(триметилсилил)окси]дисилоксанил]пропокси]пропиловый эфир (SiGMA),
2-гидрокси-3-метакрилоксипропилоксипропилтрис(триметилсилокси)силан,
3-метакрилоксипропилтрис(триметилсилокси)силан (TRIS),
3-метакрилоксипропилбис(триметилсилокси)метилсилан и
3-метакрилоксипропилпентаметилдисилоксан.
В некоторых вариантах осуществления b равно от 2 до 20, от 3 до 15 или в некоторых вариантах осуществления от 3 до 10; по меньшей мере один концевой R1 содержит одновалентную реакционно-способную группу, а остальные R1 выбраны из одновалентных алкильных групп, имеющих от 1 до 16 атомов углерода, а в другом варианте осуществления - из одновалентных алкильных групп, имеющих от 1 до 6 атомов углерода. В другом варианте осуществления b равно от 3 до 15, один концевой R1 содержит одновалентную реакционно-способную группу, другой концевой R1 содержит одновалентную алкильную группу, имеющую от 1 до 6 атомов углерода, а остальные R1 содержат одновалентные алкильные группы, имеющие от 1 до 3 атомов углерода. Неограничивающие примеры кремнийсодержащих компонентов в данном варианте осуществления включают в себя полидиметилсилоксан (ММ 400-1000) с концевой моно-(2-гидрокси-3-метакрилоксипропил)-пропилэфирной группой (OH-mPDMS), полидиметилсилоксаны (ММ 800-1000) с концевыми моно-н-бутильными и концевыми монометакрилоксипропильными группами (mPDMS).
В других вариантах осуществления b равно от 5 до 400 или от 10 до 300, оба концевых R1 содержат одновалентные реакционно-способные группы, а остальные R1 независимо выбраны из одновалентных алкильных групп, имеющих от 1 до 18 атомов углерода, которые могут иметь эфирные связи между атомами углерода и могут дополнительно содержать галоген.
В некоторых вариантах осуществления, когда необходимо изготовить линзу на основе силикон-гидрогеля, линзу, составляющая предмет настоящего изобретения, изготавливают из реакционной смеси, содержащей по меньшей мере приблизительно 20 и предпочтительно приблизительно от 20 до 70% масс. кремнийсодержащих компонентов в расчете на общую массу содержащих реакционно-способный мономер компонентов, из которых изготавливают полимер.
В некоторых вариантах осуществления от одного до четырех R1 содержат винилкарбонат или карбамат следующей формулы:
Формула II

где: Y обозначает О-, S- или NH-;
R обозначает водород или метил; d равен 1, 2, 3 или 4; и q равен 0 или 1.
В некоторых вариантах осуществления кремнийсодержащие винилкарбонатные или винилкарбаматные мономеры, в частности, включают в себя: 1,3-бис[4-(винилоксикарбонилокси)бут-1-ил]тетраметилдисилоксан; 3-(винилоксикарбонилтио)пропил-[трис(триметилсилокси)силан]; 3-[трис(триметилсилокси)силил]пропилаллилкарбамат; 3-[трис(триметилсилокси)силил]пропилвинилкарбамат; триметилсилилэтилвинилкарбонат; триметилсилилметилвинилкарбонат и

Если необходимы биомедицинские устройства с модулем упругости менее приблизительно 200, только один R1 должен содержать одновалентную реакционно-способную группу, и не более двух из оставшихся R1 должны содержать одновалентные силоксановые группы.
Другой класс кремнийсодержащих компонентов включает в себя полиуретановые макромеры следующих формул:
Формулы IV-VI
(*D*A*D*G)a *D*D*E1;
Е(*D*G*D*A)a *D*G*D*E1 или
Е(*D*A*D*G)a *D*A*D*E1,
где:
D обозначает алкильный бирадикал, алкилциклоалкильный бирадикал, циклоалкильный бирадикал, арильный бирадикал или алкиларильный бирадикал, имеющий от 6 до 30 атомов углерода,
G обозначает алкильный бирадикал, циклоалкильный бирадикал, алкилциклоалкильный бирадикал, арильный бирадикал или алкиларильный бирадикал, имеющий от 1 до 40 атомов углерода, который может содержать в основной цепи эфирные, тиоэфирные либо аминовые связи;
* обозначает уретановые или уреидо-связи;
а равен по меньшей мере 1;
А обозначает двухвалентный полимерный радикал следующей формулы:
Формула VII

R11 независимо обозначает алкильную или фторзамещенную алкильную группу, имеющую от 1 до 10 атомов углерода, которая может иметь эфирные связи между атомами углерода; у равно по меньшей мере 1; и р обеспечивает молекулярную массу фрагмента от 400 до 10000; каждый из Е и E1 независимо обозначает полимеризуемый ненасыщенный органический радикал, представленный следующей формулой:
Формула VIII

где: R12 представляет собой водород или метил; R13 представляет собой водород, алкильный радикал, имеющий от 1 до 6 атомов углерода, или радикал -CO-Y-R15, в котором Y представляет собой -O-, -S- или -NH-; R14 представляет собой двухвалентный радикал, имеющий от 1 до 12 атомов углерода; X обозначает -CO- или -OCO-; Z обозначает -О- или -NH-; Ar обозначает ароматический радикал, имеющий от 6 до 30 атомов углерода; w равно от 0 до 6; x равно 0 или 1; y равно 0 или 1; и z равно 0 или 1.
В некоторых вариантах осуществления предпочтительный кремнийсодержащий компонент представляет собой полиуретановый макромер, представленный следующей формулой:
Формула IX

где R16 представляет собой бирадикал диизоцианата после удаления собственно изоцианатной группы, например, бирадикал изофорондиизоцианата. Другим кремнийсодержащим макромером, подходящим для использования в настоящем изобретении, является соединение формулы X (где x+y представляет собой число в диапазоне от 10 до 30), образованное при реакции фторэфира, полидиметилсилоксана с концевой гидроксильной группой, изофорондиизоцианата и изоцианатоэтилметакрилата.
Формула X
В других вариантах осуществления другие кремнийсодержащие компоненты, подходящие для целей настоящего изобретения, включают в себя макромеры, содержащие полисилоксановые, полиалкиленэфирные, диизоцианатные, полифторуглеводородные, полифторэфирные и полисахаридные группы; полисилоксаны с полярной фторированной привитой или боковой группой, имеющей атом водорода, присоединенный к концевому дифторзамещенному атому углерода; гидрофильные силоксанилметакрилаты, содержащие эфирные и силоксанильные связи, а также поперечносшиваемые мономеры, содержащие полиэфирные и полисилоксанильные группы. Для целей настоящего изобретения все из перечисленных выше силоксанов можно также использовать в качестве кремнийсодержащего компонента.
Следующие стадии способа предложены как примеры процессов, которые можно реализовать в соответствии с некоторыми аспектами настоящего изобретения. Следует понимать, что порядок представления стадий способа не является ограничивающим, и для реализации настоящего изобретения можно использовать и другие последовательности. Кроме того, не все из стадий являются необходимыми для реализации настоящего изобретения, и в различные варианты осуществления настоящего изобретения можно включить дополнительные стадии.
На фиг. 7 представлен пример прибора для нанесения рисунка на офтальмологические линзы со вставками. В некоторых вариантах осуществления раскрыты способы нанесения рисунка на поверхности линз, которые могут включать в себя, без ограничений, способы печати, такие как тампопечать, краскоструйная печать, шелкография и трафаретная печать. Более того, могут существовать и другие способы, такие как процессы литографии или травления, в которых наносят химический краситель и затем оптическими способами наносят на него рисунок, проявляющийся после вытравливания незасвеченных участков. Другие способы также могут включать в себя способы инжекции текучей среды, в которых, например, краситель инжектируют в поверхность для нанесения рисунка с использованием тонких игл.
В некоторых вариантах осуществления прибор 700 представляет собой пример тампонного принтера. В некоторых вариантах осуществления прибор 700 имеет емкости 710 для различных красителей, а также насосы 720 для подачи красителей в емкости и из них. В некоторых других вариантах осуществления опорная головка 730 принтера 700 может обеспечивать поддержку и управление положением компонентов в процессе печати. В некоторых других вариантах осуществления может быть предусмотрено средство для нанесения 740, выполненное с возможностью нанесения красителей на поверхность с рисунком. В некоторых других вариантах осуществления поверхность с нанесенным рисунком 742 может допускать размещение красителя в местах, предусмотренных для нанесения рисунка на рабочий элемент - в данном случае части офтальмологической линзы или вставки.
В некоторых вариантах осуществления может присутствовать головка для тампопечати 750, в которой находятся один или более управляемых тампонов. В некоторых вариантах осуществления средство для нанесения 740 можно переместить непосредственно к тампонным головкам 750 или под них. В некоторых других вариантах осуществления, когда тампонную головку 750 прижимают к поверхности с нанесенным рисунком 742, она снимает красители с мест их нанесения на поверхности. Затем поверхность с нанесенным рисунком 742 и координатный стол 770 можно передвинуть в другое место, как показано на рисунке, и тампонную головку 750 можно прижать к поверхностям устройств, закрепленных на элементе держателя 780. При прижатии к поверхности офтальмологического устройства или части вставки тампон может перенести краситель на такую поверхность; таким образом наносится рисунок на офтальмологическое устройство или поверхность части вставки.
На фиг. 8 в увеличенном виде показан пример процесса тампопечати 800. В некоторых вариантах осуществления сформированное устройство офтальмологической линзы 810 может включать в себя многоэлементную вставку. Для целей иллюстрации линза показана отдельно, но в некоторых вариантах осуществления она может быть закреплена на поверхности для литья заднего криволинейного элемента или другом таком держателе. В некоторых вариантах осуществления на части многоэлементной вставки 820 можно нанести рисунок. В некоторых других вариантах осуществления может присутствовать головка для тампопечати 830, где на поверхность тампона 840 нанесен рисунок из красителя. Когда тампон прижимают либо к поверхности офтальмологической линзы 810, либо к поверхности многоэлементной вставки 820, он может переносить рисунок на поверхность и, таким образом, наносить рисунок на устройство.
На фиг. 9 в увеличенном виде показан пример 900 того же процесса тампопечати, который описан с отсылкой к фиг. 8. Аналогичным образом может присутствовать устройство офтальмологической линзы 910 со встроенной вставкой 920. В некоторых вариантах осуществления офтальмологическая линза 910 и вставка 920 могут поддерживаться несущей основой (не показана). В некоторых вариантах осуществления тампон 930 можно прижать к задней поверхности устройства офтальмологической линзы 910 или вставки 920 для переноса рисунка 940 с тампона 930 на поверхность этих устройств.
На фиг. 10 представлена последовательность стадий для нанесения рисунка на офтальмологическое устройство с многоэлементными вставками. На стадии 1001 формируют передний криволинейный элемент офтальмологической вставки с по меньшей мере частью поверхности для герметичного соединения со второй частью вставки. Затем на стадии 1002 можно сформировать задний криволинейный элемент офтальмологической вставки также с по меньшей мере частью поверхности для герметичного соединения. В некоторых вариантах осуществления действующий порядок выполнения данных двух стадий можно полностью изменить, или их можно выполнять одновременно. Кроме того, в некоторых вариантах осуществления на один или оба из первого переднего криволинейного элемента вставки и первого заднего криволинейного элемента вставки может быть нанесен проводящий материал. В некоторых вариантах осуществления электронный компонент может быть прикреплен к одному или обоим из первого переднего криволинейного элемента вставки и первого заднего криволинейного элемента вставки, причем прикрепление по меньшей мере частично производится к проводящему материалу. В различных вариантах способа, показанного на фиг. 10, допускается, что стадии нанесения проводящего материала и прикрепления электронных компонентов по меньшей мере на его часть входят в объем настоящего изобретения.
Затем на стадии 1003 показан способ нанесения адгезивного материала на любой или оба из переднего криволинейного элемента и заднего криволинейного элемента. На стадии 1004 на поверхность любого или обоих из переднего криволинейного элемента и заднего криволинейного элемента можно нанести материал красителя. В некоторых вариантах осуществления можно использовать различные способы нанесения красителя, включая, например, тампопечать. В некоторых вариантах осуществления нанесенный краситель можно отверждать.
На стадии 1005 можно нанести реакционную смесь на первую часть формы для литья в сформированной полости для отливки офтальмологической линзы. Количество реакционной смеси может быть достаточно небольшим для размещения вставки внутри смеси на стадии 1005.
На стадии 1006 вставку можно расположить в контакте с реакционной смесью перед расположением второй части формы для литья в непосредственной близости к первой части формы для литья. На стадии 1007 образуется полость для литья офтальмологической линзы. Затем на стадии 1008 реакционную смесь можно полимеризовать для получения композитной офтальмологической линзы, образованной из полимеризованной реакционной смеси, где полимеризация происходит вокруг размещенной вставки. В некоторых вариантах осуществления на стадии 1009 можно использовать различные способы удаления полимеризованного материала из форм для литья для высвобождения продукта офтальмологической линзы с нанесенным рисунком.
На фиг. 11 представлен другой пример последовательности стадий для нанесения рисунка на устройство офтальмологической линзы с многоэлементными вставками, где нанесение рисунка производится после формирования офтальмологического устройства. На стадии 1101 формируют передний криволинейный элемент офтальмологической вставки с по меньшей мере частью поверхности для герметичного соединения со второй частью вставки. Затем на стадии 1102 можно сформировать задний криволинейный элемент офтальмологической вставки также с по меньшей мере частью поверхности для герметичного соединения. Действующий порядок выполнения данных двух стадий можно полностью изменить, или их можно выполнять одновременно.
Затем на стадии 1103 показана стадия способа нанесения адгезивного материала на любой или оба из переднего криволинейного элемента и заднего криволинейного элемента. На стадии 1104 реакционную смесь можно нанести в первую часть формы для литья в месте, которое образует полость для литья офтальмологической линзы. В некоторых вариантах осуществления количество реакционной смеси на стадии 1104 может быть достаточно небольшим для размещения вставки внутри смеси.
В некоторых вариантах осуществления на стадии 1105 вставку можно расположить в контакте с реакционной смесью перед расположением второй части формы для литья в непосредственной близости к первой части формы для литья. На стадии 1106 образуется полость для литья офтальмологической линзы. Затем на стадии 1107 реакционную смесь можно полимеризовать для получения композитной офтальмологической линзы, образованной из полимеризованной реакционной смеси, где полимеризация происходит вокруг размещенной вставки. В некоторых вариантах осуществления на стадии 1108 можно использовать различные способы удаления полимеризованного материала из форм для литья для высвобождения одной стороны продукта офтальмологической линзы либо из первой, либо из второй части формы для литья.
На стадии 1109 на поверхность либо передней криволинейной стороны, либо задней криволинейной стороны офтальмологической линзы можно нанести материал красителя. Можно использовать различные описанные выше способы нанесения красителя, включая, например, тампопечать. В некоторых вариантах осуществления нанесенный краситель можно отверждать. Кроме того, в некоторых вариантах осуществления нанесенный краситель можно покрыть тонким конформным слоем реакционной смеси, которую можно полимеризовать для фиксации нанесенного рисунка под внешней поверхностью линзы. В некоторых других вариантах осуществления процесс нанесения рисунка может представлять собой инжекцию красителя под поверхностный слой либо путем придания красителю достаточной энергии для прохождения через поверхность, либо путем инжекции красителя сквозь поверхность, например, с помощью иглы. После нанесения красителя и его необязательного отверждения и введения, офтальмологическую линзу можно извлечь из оставшейся удерживающей формы для литья.
На фиг. 12 представлен другой пример последовательности стадий для нанесения рисунка на офтальмологическое устройство с многоэлементными вставками, где нанесение рисунка производится после формирования офтальмологического устройства. На стадии 1201 формируют передний криволинейный элемент офтальмологической вставки с по меньшей мере частью поверхности для герметичного соединения со второй частью вставки. Затем на стадии 1202 можно сформировать задний криволинейный элемент офтальмологической вставки также с по меньшей мере частью поверхности для герметичного соединения. Действующий порядок выполнения данных двух стадий можно полностью изменить, или их можно выполнять одновременно.
Затем на стадии 1203 показана стадия способа нанесения адгезивного материала на любой или оба из переднего криволинейного элемента и заднего криволинейного элемента. На стадии 1204 реакционную смесь можно нанести в первую часть формы для литья в месте, которое образует полость для литья офтальмологической линзы. В некоторых вариантах осуществления количество реакционной смеси на стадии 1204 может быть достаточно небольшим для размещения вставки внутри смеси.
На стадии 1205 вставку можно расположить в контакте с реакционной смесью перед расположением второй части формы для литья в непосредственной близости к первой части формы для литья. На стадии 1206 образуется полость для литья офтальмологической линзы. Затем на стадии 1207 реакционную смесь можно полимеризовать для получения композитной офтальмологической линзы, образованной из полимеризованной реакционной смеси, где полимеризация происходит вокруг размещенной вставки. В некоторых вариантах осуществления на стадии 1208 можно использовать различные способы удаления полимеризованного материала из форм для литья для высвобождения обеих сторон продукта офтальмологической линзы из первой и второй частей формы для литья. В некоторых вариантах осуществления отделенную офтальмологическую линзу затем можно поместить на поддерживающую подложку для дальнейшей обработки.
На стадии 1209 на поверхность любой или обеих из передней криволинейной стороны и задней криволинейной стороны офтальмологической линзы можно нанести материал красителя. В некоторых вариантах осуществления можно использовать различные способы нанесения красителя, включая, например, тампопечать. В некоторых вариантах осуществления нанесенный краситель отверждают. Кроме того, в некоторых вариантах осуществления нанесенный краситель можно покрыть тонким, иногда конформным слоем реакционной смеси, которую можно полимеризовать для фиксации нанесенного рисунка под внешней поверхностью линз. В других вариантах осуществления процесс нанесения рисунка может представлять собой инжекцию красителя под поверхностный слой либо путем придания красителю достаточной энергии для прохождения через поверхность, либо путем инжекции красителя сквозь поверхность, например, с помощью иглы. В некоторых вариантах осуществления после нанесения красителя и его необязательного отверждения и введения, офтальмологическую линзу можно извлечь из удерживающей ее подложки.
На фиг. 12 представлена последовательность примеров стадий, которые можно использовать для реализации настоящего изобретения. На стадии 1201 формируют передний криволинейный элемент. На стадии 1202 показан порядок данного формирования относительно формирования заднего криволинейного элемента. Например, формирование заднего криволинейного элемента может предшествовать формированию переднего криволинейного элемента, или их можно формировать одновременно. На стадии 1203 на любой или обеих из переднего криволинейного элемента вставки и заднего криволинейного элемента вставки можно нанести проводящий материал.
На стадии 1204 на любом или обоих из переднего криволинейного элемента и заднего криволинейного элемента можно нанести адгезивный или герметизирующий материал. В некоторых вариантах осуществления нанесение данного материала может включать в себя размещение предварительно сформированного элемента на одном или обоих элементах вставки. В некоторых дополнительных вариантах осуществления может присутствовать более чем один передний криволинейный элемент или задний криволинейный элемент, либо более одного из обоих элементов. В некоторых вариантах осуществления стадию 1204 можно повторять до тех пор, пока во вставке не будут скомбинированы все применимые элементы офтальмологической вставки.
На стадии 1205 между первой частью формы для литья и второй частью формы для литья или на поверхность любой из первой и второй частей формы для литья можно нанести реакционную смесь мономера, которая будет находиться между двумя частями на последующих технологических стадиях.
На стадии 1206 комбинированную вставку помещают в полость, образованную первой частью формы для литья и второй частью формы для литья, или на поверхность, которая будет находиться в полости, образованной первой частью формы для литья и второй частью формы для литья. В некоторых предпочтительных вариантах осуществления комбинированную вставку 104, представленную на фиг. 1, помещают в часть формы для литья 101-102, представленную на фиг. 1, с использованием механического размещения. В некоторых вариантах осуществления механическое размещение может включать в себя, например, использование робота или другого автоматического устройства, такого как, например, известное в отрасли устройство для размещения компонентов при поверхностном монтаже. В некоторых других вариантах осуществления в объем настоящего изобретения также входит размещение вставки 104 человеком. Таким образом, можно эффективно использовать любой способ механического размещения, при условии что он позволяет разместить вставку 104 внутри части формы для литья таким образом, что полимеризация содержащейся в части формы для литья реакционной смеси позволит включить вставку в полученную офтальмологическую линзу.
В некоторых вариантах осуществления в или на вставку также могут быть установлены процессорное устройство, МЭМС, НЭМС или другой компонент, которые могут находиться в электрической связи с источником энергии.
На стадии 1207 первая часть формы для литья размещается в непосредственной близости ко второй части формы для литья для создания полости для формирования линзы, содержащей по меньшей мере часть реакционной смеси мономера и источник энергии. На стадии 1208 можно полимеризовать находящуюся внутри полости реакционную смесь мономера. В некоторых вариантах осуществления полимеризацию можно провести, например, путем воздействия одного или обоих из актиничного излучения и тепла. На стадии 1209 линзу извлекают из частей формы для литья.
Хотя настоящее изобретение можно использовать для образования жестких или мягких контактных линз из любого известного материала для образования линз или материала, подходящего для производства таких линз, линзы, составляющие предмет настоящего изобретения, предпочтительно представляют собой мягкие контактные линзы с содержанием воды от приблизительно 0 до приблизительно 90 процентов. Более предпочтительно, чтобы указанные линзы были изготовлены из мономеров, содержащих гидроксильные группы, карбоксильные группы или оба типа групп, или были изготовлены из кремнийсодержащих полимеров, таких как силоксаны, гидрогели, силикон-гидрогели и их комбинации. Материал, подходящий для формирования линз, составляющих предмет настоящего изобретения, можно изготовить путем взаимодействия смесей макромеров, мономеров и их комбинаций вместе с добавками, такими как инициаторы полимеризации. Подходящие материалы включают в себя, без ограничений, силикон-гидрогели, изготовленные из силиконовых макромеров и гидрофильных мономеров.
На фиг. 13 представлена последовательность стадий для нанесения рисунка на офтальмологическое устройство с многоэлементными вставками. На стадии 1301 формируют передний криволинейный элемент офтальмологической вставки с по меньшей мере частью поверхности для герметичного соединения со второй частью вставки. Затем на стадии 1302 можно сформировать задний криволинейный элемент офтальмологической вставки также с по меньшей мере частью поверхности для герметичного соединения. Действующий порядок выполнения данных двух стадий можно полностью изменить, или их можно выполнять одновременно.
На стадии 1303 на поверхность любого или обоих из переднего криволинейного элемента и заднего криволинейного элемента можно нанести материал красителя. В некоторых вариантах осуществления можно использовать различные способы нанесения красителя, включая, например, тампопечать. В некоторых вариантах осуществления нанесенный краситель отверждают. Затем на стадии 1304 показан способ нанесения адгезивного материала на любой или оба из переднего криволинейного элемента и заднего криволинейного элемента.
На стадии 1305 реакционную смесь можно нанести в первую часть формы для литья в месте, которое образует полость для литья офтальмологической линзы. На стадии 1305 в некоторых вариантах осуществления количество реакционной смеси может быть достаточно небольшим для размещения вставки внутри смеси.
На стадии 1306 вставку можно расположить в контакте с реакционной смесью перед расположением второй части формы для литья в непосредственной близости к первой части формы для литья. В некоторых вариантах осуществления на стадии 1307 формируют полость. Затем на стадии 1308 реакционную смесь можно полимеризовать для получения композитной офтальмологической линзы, образованной из полимеризованной реакционной смеси, где полимеризация происходит вокруг размещенной вставки. На стадии 1309 можно использовать различные способы удаления полимеризованного материала из форм для литья для высвобождения продукта офтальмологической линзы с нанесенным рисунком.
На фиг. 14 представлен автоматический прибор 1410 с одной или более вставками 1414 и механизмами переноса 1411. Как показано на рисунке, множество частей формы для литья, каждая с соответствующей вставкой 1414, могут находиться на поддоне 1412 и передаваться на механизм переноса 1411. В некоторых вариантах осуществления на многоэлементных вставках 1414 можно отдельно разместить один контактный механизм 1415. Альтернативно в некоторых вариантах осуществления множество контактных механизмов (не показано) можно одновременно поместить на многоэлементные вставки 1414 для одного контактного механизма 1415 во множестве частей форм для литья или в каждой форме для литья.
В некоторых других вариантах осуществления прибор 1400 включает в себя многоэлементную вставку 1414, и вокруг данных компонентов отливают тело офтальмологической линзы. Точки удерживания могут быть закреплены полимеризованным материалом того же типа, из которого формируют тело линзы.
На фиг. 15 представлен контроллер 1500, который можно использовать в некоторых вариантах осуществления настоящего изобретения. Контроллер 1500 включает в себя один или более процессоров 1510, которые могут включать в себя один или более компонентов процессора, связанных с устройством связи 1520. В некоторых вариантах осуществления контроллер 1500 можно использовать для передачи энергии к источнику энергии, размещенному в офтальмологической линзе. В некоторых вариантах осуществления все указанные выше компоненты можно разместить внутри многоэлементной вставки, где множество элементов герметично соединены для образования внутренних и внешних участков вставки.
В некоторых вариантах осуществления процессоры 1510 связаны с устройством связи, выполненным с возможностью передачи энергии по каналу связи. В некоторых вариантах осуществления устройство связи можно использовать для электронного управления одним или более из автоматических устройств, используемых для размещения вставки в части формы для литья офтальмологической линзы и передачи цифровых данных к компоненту, установленному на или в субстрате вставки и помещенному внутрь части формы для литья офтальмологической линзы, и от него или для управления компонентом, встроенным в офтальмологическую линзу.
В некоторых вариантах осуществления устройство связи 1520 также можно использовать для сообщения, например, с одним или более компонентами контролирующего прибора или производственного оборудования.
Процессор 1510 также может сообщаться с устройством хранения данных 1530. Устройство хранения данных 1530 может содержать любые соответствующие устройства хранения информации, включая комбинации магнитных устройств хранения данных (например, накопители на магнитных лентах и жестких дисках), оптических устройств хранения данных и/или полупроводниковых запоминающих устройств, таких как оперативное запоминающее устройство (ОЗУ) и постоянное запоминающее устройство (ПЗУ).
В некоторых вариантах осуществления в устройстве хранения данных 1530 может храниться программа 1540 для управления процессором 1510. Процессор 1510 выполняет инструкции программы 1540 и посредством этого функционирует в соответствии с настоящим изобретением. Например, процессор 1510 может принимать информацию, характеризующую расположение вставки, расположение компонента и т.п. В устройстве хранения данных 1530 в одной или более базах данных 1550 и 1560 также могут храниться офтальмологические данные. Базы данных могут включать в себя индивидуальные конфигурации вставок, метрологические данные и конкретные управляющие последовательности для управления подачей энергии во вставку и из нее.
Заключение
Настоящее изобретение, как описано выше, а также дополнительно определено формулой изобретения, представленной ниже, обеспечивает способы нанесения рисунка на многоэлементную вставку и на офтальмологическую линзу, образованную встроенными вставками. Настоящее изобретение также включает в себя прибор для осуществления таких способов, а также офтальмологические линзы, образованные многоэлементными вставками с нанесенным рисунком.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГЕРМЕТИЗАЦИЯ ОФТАЛЬМОЛОГИЧЕСКИХ УСТРОЙСТВ СО ВСТРОЕННОЙ ЭЛЕКТРОНИКОЙ И КОЛЬЦЕОБРАЗНЫМИ ВСТАВКАМИ | 2014 |
|
RU2647990C2 |
| ТЕРМОФОРМОВАННЫЕ УСТРОЙСТВА ОФТАЛЬМОЛОГИЧЕСКОЙ ВСТАВКИ | 2014 |
|
RU2639033C2 |
| ОФТАЛЬМОЛОГИЧЕСКИЕ ЛИНЗЫ СО ВСТАВКАМИ, СОДЕРЖАЩИМИ ОКРАШЕННЫЙ УЗОР | 2014 |
|
RU2642112C2 |
| СПОСОБ И ПРИБОР ДЛЯ ФОРМИРОВАНИЯ ТЕРМОФОРМОВАННЫХ ОФТАЛЬМОЛОГИЧЕСКИХ УСТРОЙСТВ ВСТАВКИ | 2014 |
|
RU2648893C2 |
| СПОСОБ ФОРМИРОВАНИЯ МНОГОЭЛЕМЕНТНОГО ВСТАВНОГО УСТРОЙСТВА С ГЕРМЕТИЗИРУЮЩИМ УПЛОТНИТЕЛЕМ ДЛЯ ОФТАЛЬМОЛОГИЧЕСКИХ УСТРОЙСТВ | 2013 |
|
RU2640541C2 |
| КРЕПЛЕНИЕ И ИНКАПСУЛЯЦИЯ В ОФТАЛЬМОЛОГИЧЕСКИХ УСТРОЙСТВАХ С ЭЛЕКТРОПИТАНИЕМ С КОЛЬЦЕОБРАЗНЫМИ ВСТАВКАМИ | 2014 |
|
RU2677536C2 |
| МНОГОЭЛЕМЕНТНОЕ ВСТАВНОЕ УСТРОЙСТВО С КЛЕЕВЫМ ГЕРМЕТИЗИРУЮЩИМ УПЛОТНИТЕЛЕМ ДЛЯ ОФТАЛЬМОЛОГИЧЕСКИХ УСТРОЙСТВ | 2013 |
|
RU2651356C2 |
| МНОГОЭЛЕМЕНТНОЕ ВСТАВНОЕ УСТРОЙСТВО С КЛЕЕВЫМ ГЕРМЕТИЗИРУЮЩИМ УПЛОТНИТЕЛЕМ ДЛЯ ОФТАЛЬМОЛОГИЧЕСКИХ УСТРОЙСТВ | 2013 |
|
RU2578835C2 |
| МНОГОЭЛЕМЕНТНОЕ ВСТАВНОЕ УСТРОЙСТВО С ФИКСИРУЮЩИМ ГЕРМЕТИЗИРУЮЩИМ УПЛОТНИТЕЛЕМ ДЛЯ ОФТАЛЬМОЛОГИЧЕСКИХ УСТРОЙСТВ | 2013 |
|
RU2639016C2 |
| СПОСОБЫ ДЛЯ ОФТАЛЬМОЛОГИЧЕСКИХ УСТРОЙСТВ СО ВСТРОЕННЫМИ ЭЛЕМЕНТАМИ МЕТАПОВЕРХНОСТИ | 2014 |
|
RU2648890C2 |

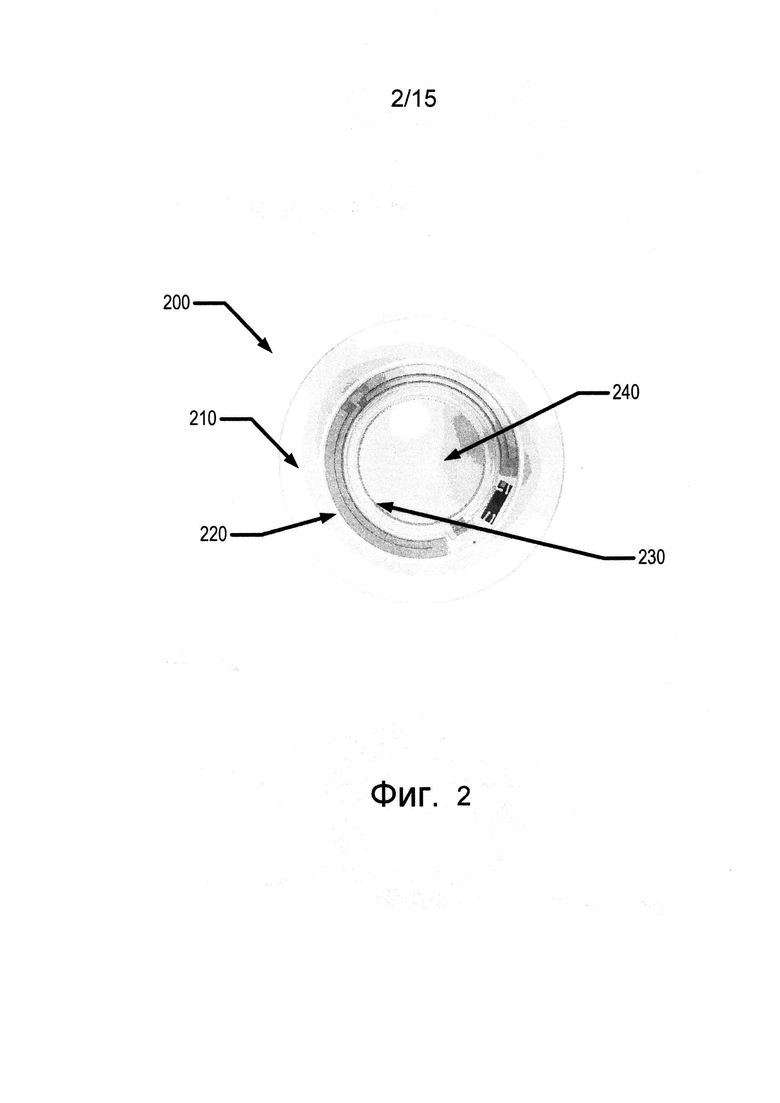





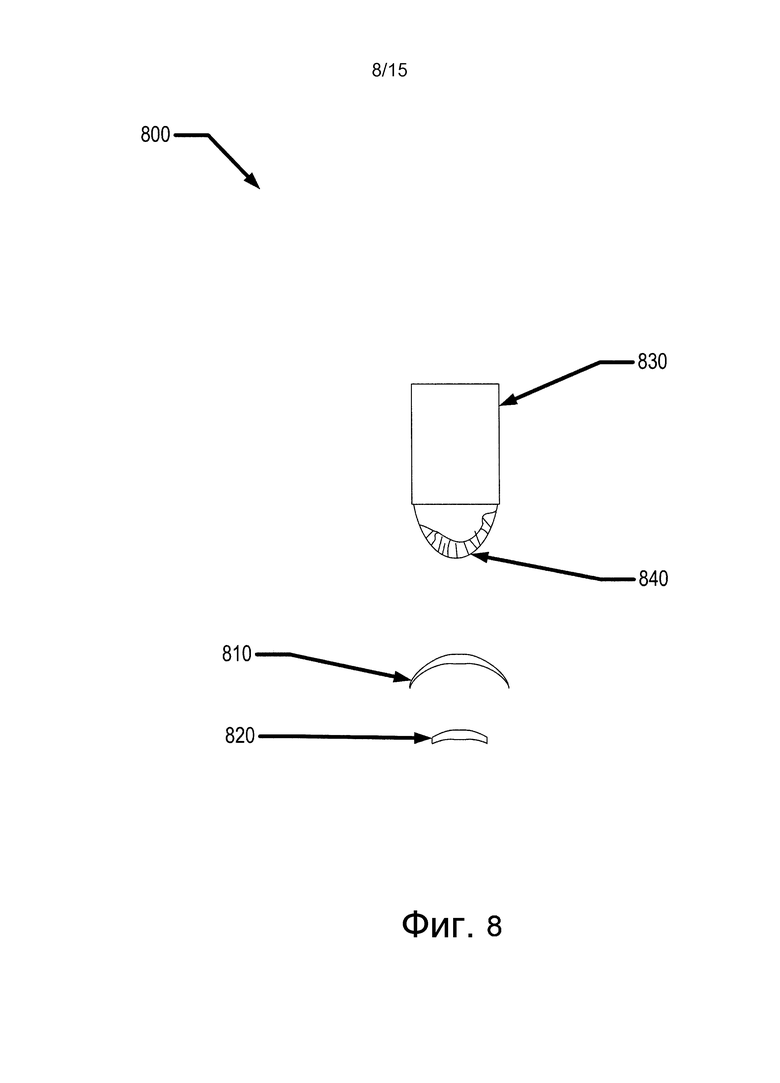

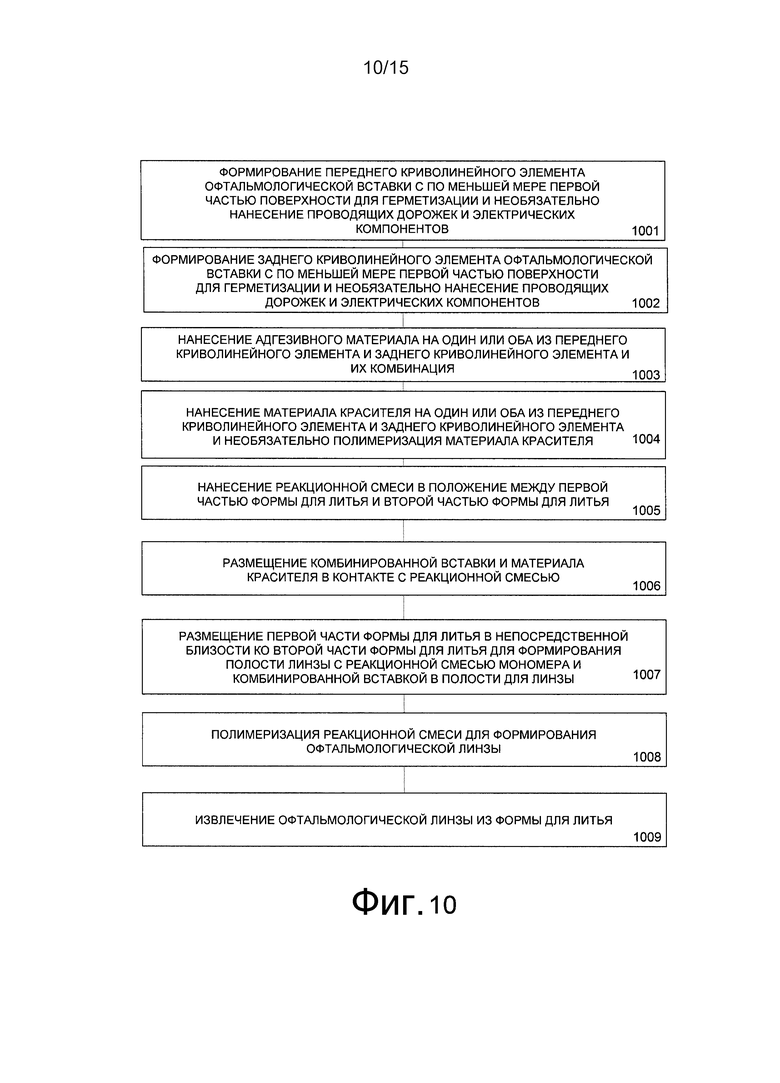
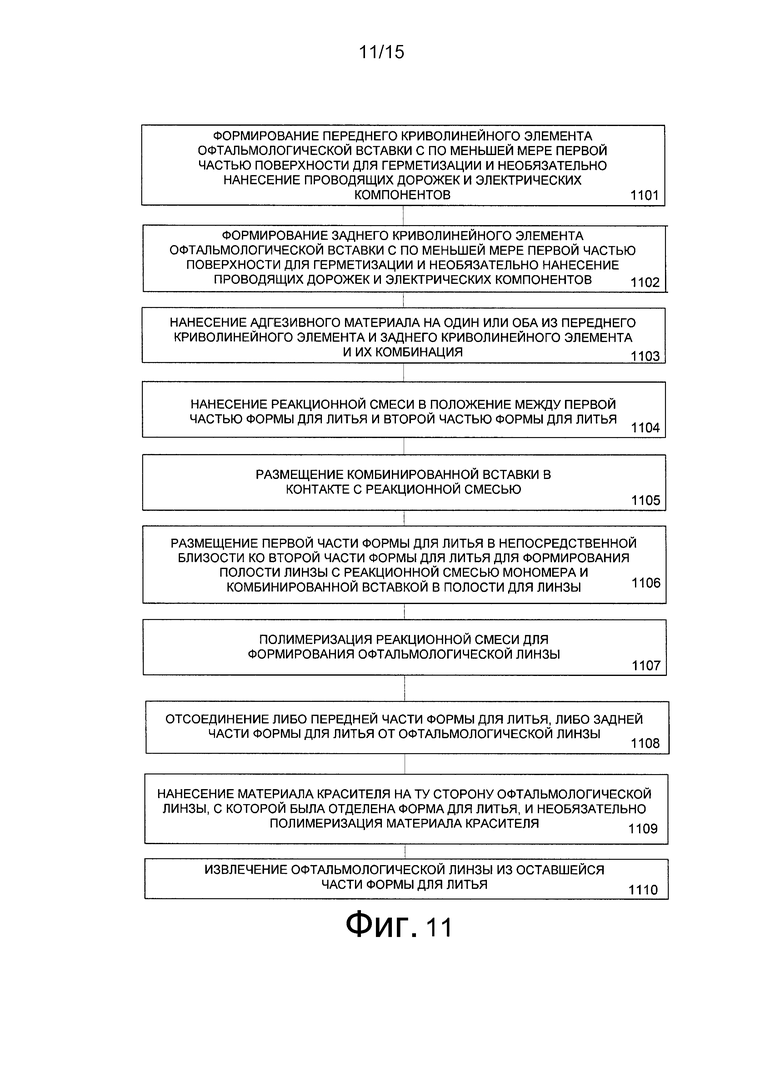

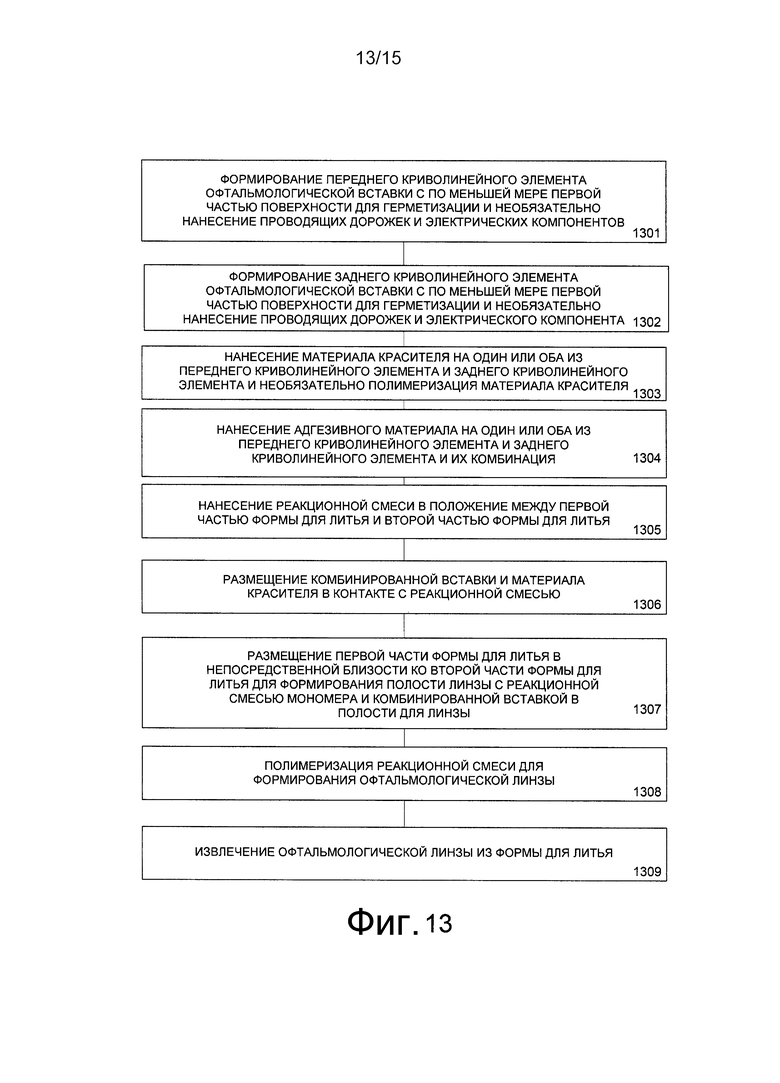
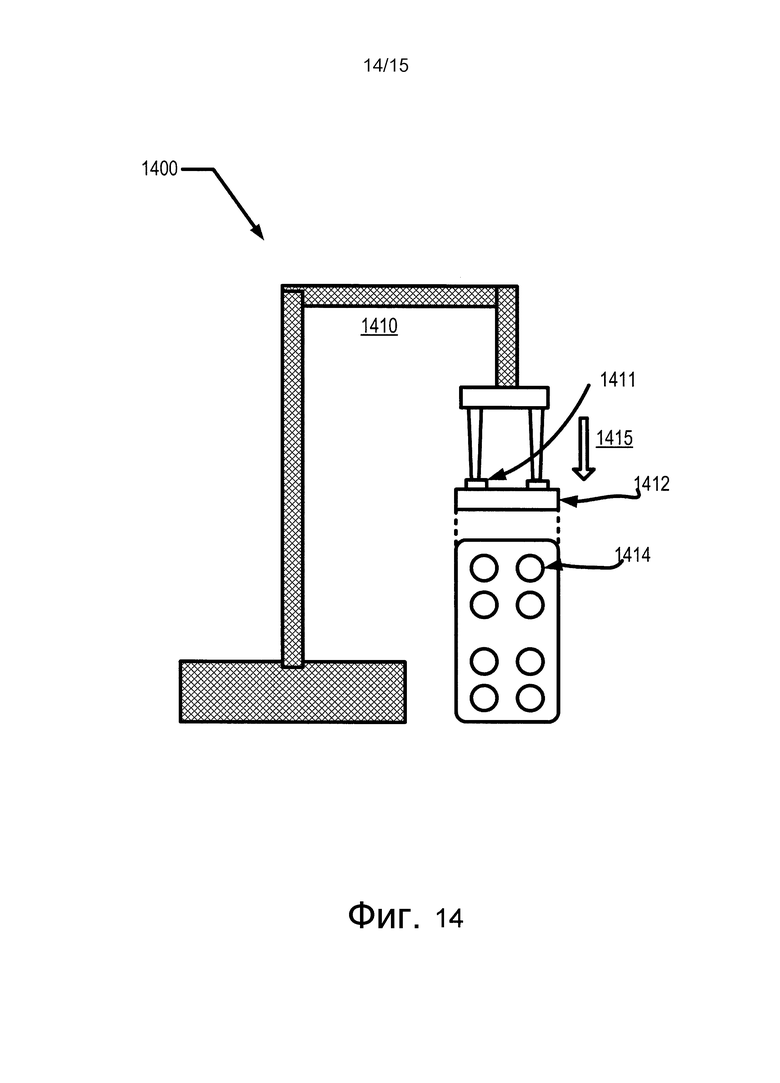
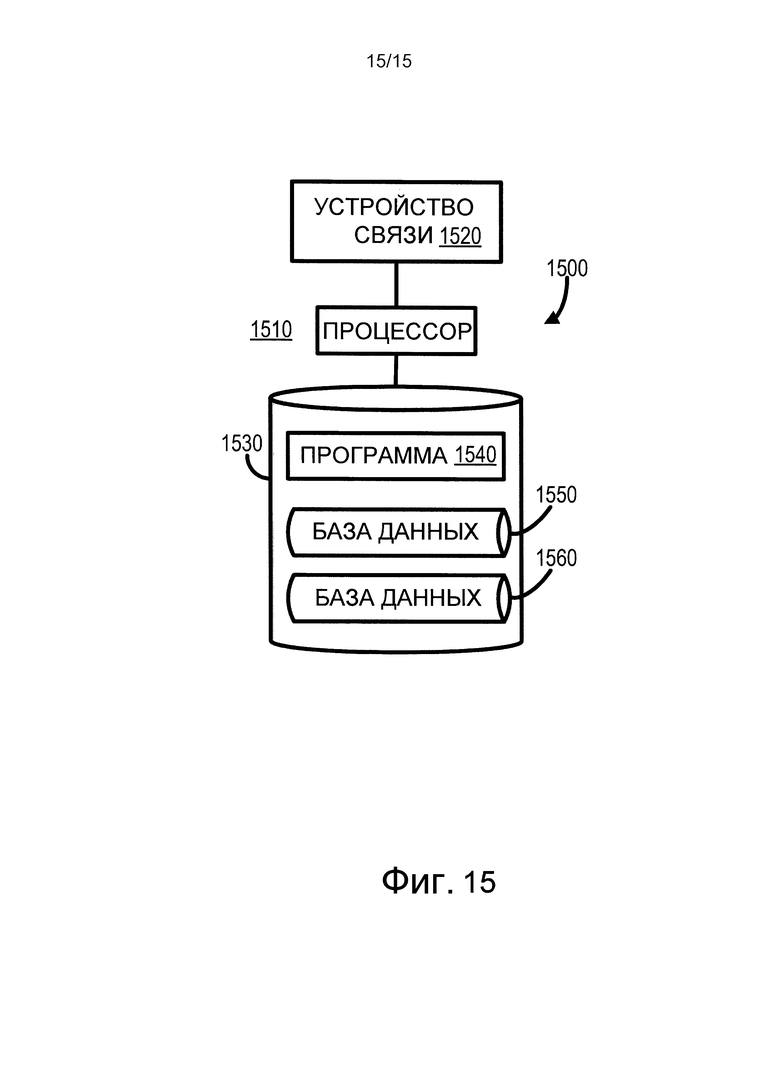
Способ формирования многоэлементной вставки с рисунком для офтальмологической линзы содержит формирование первого заднего криволинейного элемента вставки, формирование первого переднего криволинейного элемента вставки, нанесение проводящего материала на один или оба из первого переднего и первого заднего криволинейных элементов вставки, прикрепление электронного компонента по меньшей мере частично к проводящему материалу, нанесение первого материала для формирования первого уплотнителя на поверхность одного или обоих из первого переднего и первого заднего криволинейных элементов вставки, комбинирование первого переднего и первого заднего криволинейных элементов вставки для формирования офтальмологической вставки, нанесение красителя по меньшей мере на одну поверхность любого или обоих из первого переднего и первого заднего криволинейных элементов вставки. Технический результат - возможность изменения внешнего вида глаза наблюдателя за счет нанесения рисунка. 9 з.п. ф-лы, 15 ил.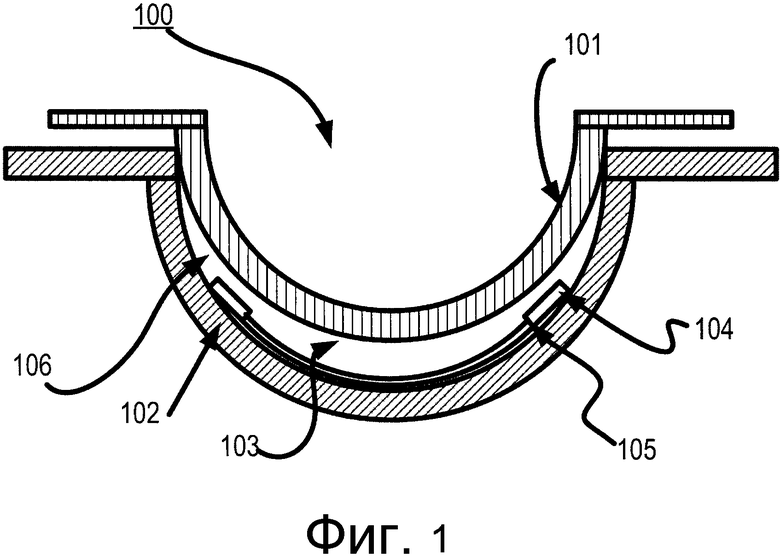
1. Способ формирования многоэлементной вставки с рисунком для офтальмологической линзы, содержащий:
формирование первого заднего криволинейного элемента вставки;
формирование первого переднего криволинейного элемента вставки;
нанесение проводящего материала на один или оба из первого переднего криволинейного элемента вставки и первого заднего криволинейного элемента вставки;
прикрепление электронного компонента по меньшей мере частично к проводящему материалу;
нанесение первого материала для формирования первого уплотнителя на поверхность одного или обоих из первого переднего криволинейного элемента вставки и первого заднего криволинейного элемента вставки;
комбинирование первого заднего криволинейного элемента вставки с первым передним криволинейным элементом вставки для формирования первой офтальмологической вставки;
нанесение красителя по меньшей мере на одну поверхность любого или обоих из первого заднего криволинейного элемента вставки и первого переднего криволинейного элемента вставки.
2. Способ по п. 1, дополнительно содержащий следующие этапы:
формирование по меньшей мере второго заднего криволинейного элемента вставки;
нанесение второго материала для формирования второго уплотнителя, причем второй уплотнитель располагается на одном или обоих из первого переднего криволинейного элемента вставки и второго заднего криволинейного элемента вставки;
комбинирование первой офтальмологической вставки со вторым задним криволинейным элементом вставки для формирования второй офтальмологической вставки, причем вторая офтальмологическая вставка заменяет первую офтальмологическую вставку.
3. Способ по п. 1, в котором:
краситель наносят по меньшей мере на одну поверхность любого или обоих из первого заднего криволинейного элемента вставки и первого переднего криволинейного элемента вставки после комбинирования первого заднего криволинейного элемента вставки с первым передним криволинейным элементом вставки для формирования первой офтальмологической вставки.
4. Способ по п. 3, дополнительно содержащий следующий этап:
отверждения красителя.
5. Способ по п. 1, в котором:
краситель наносят по меньшей мере на одну поверхность одного или обоих из первого заднего криволинейного элемента вставки и первого переднего криволинейного элемента вставки перед комбинированием первого заднего криволинейного элемента вставки с первым передним криволинейным элементом вставки для формирования первой офтальмологической вставки.
6. Способ по п. 5, дополнительно содержащий следующий этап:
отверждение красителя.
7. Способ по п. 1, в котором:
нанесение красителя производят методом тампопечати.
8. Способ по п. 1, в котором:
нанесение красителя производят методом краскоструйной печати.
9. Способ по п. 1, в котором:
нанесение красителя производят методом трафаретной печати.
10. Способ по п. 1, в котором:
нанесение красителя производят литографическим методом.
| US 2005168688 A1, 04.08.2005 | |||
| US 2011279905 A1, 17.11.2011 | |||
| US 2009244477 A1, 01.10.2009 | |||
| US 7396126 B2, 08.07.2008 | |||
| US 12218508 A1, 30.08.2012. |

