ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к способу и устройству для детектирования по существу одномерных дефектов на шинах, таких как, например, выемки или тонкие выступы, которые могут возникнуть на поверхности шин во время производственного процесса.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
В объеме процессов производства шин, обнаружена потребность в выполнении операций по контролю качества на самих шинах, в целях предотвращения попадания на рынок дефектных шин, для постепенной настройки используемого оборудования, что обеспечивает оптимизацию выполнения операций, выполняемых в производственном процессе.
Известные операции по контролю качества включают в себя, например, операции, выполняемые специальными людьми-операторами, которые затрачивают заданное время (например, составляющее от 30 секунд до 60 секунд) на выполнение визуального и тактильного анализа шины. Если оператор, исходя из его/ее собственного опыта и чувствительности, полагает, что анализируемая шина не соответствует конкретному стандарту качества, то саму шину удаляют из производственной линии и подвергают дополнительным более детальным операциям по контролю, которые могут выполняться человеком-оператором и/или посредством подходящего специального оборудования.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
В объеме операций по контролю шин, Заявитель обратился к задаче детектирования возможного присутствия одномерных дефектов на поверхности шины посредством оптического приобретения цифровых изображений и их последующей обработки. Заявитель обнаружил, что для операции по контролю, подлежащей использованию «в линии» в пределах завода по производству шин, необходимо, чтобы сама операция по контролю была точной, но, в то же время, выполнялась в течение ограниченных периодов времени и с ограниченными затратами. В таком контексте, вычислительные потребности алгоритмов обработки играют решающую роль, поскольку, когда они являются чрезмерными, периоды времени контроля неприемлемо увеличиваются, и/или вычислительные возможности делают контроль невыполнимым.
Детектирование присутствия дефектов на шинах может обычно выполняться посредством сравнения образцовой шины, подлежащей анализу, и бездефектной эталонной шины: если элемент присутствует на образцовой шине, но не присутствует на эталонной шине, то упомянутый элемент считается дефектом.
Однако Заявитель обнаружил, что такое сравнение является сложным и/или не очень надежным вследствие нескольких внутренних изменчивостей производства шин, и, конкретно, вследствие присутствия нескольких по существу неустранимых элементов, которые обычно не влияют отрицательно на работу шины, и которые могут отличаться по типу и по положению. Такими элементами, которые не могут быть классифицированы как «дефекты», могут, например, быть:
- отсутствия непрерывности, обусловленные соединительными линиями между смежными секторами литейной формы протектора;
- несовершенства поверхности, обусловленные литейной формой, которая загрязняется во время ее использования и должна очищаться, когда такие несовершенства достигают размеров, которые больше не являются приемлемыми;
- рельефы округлой (или дуговой) формы, обусловленные присутствием отверстий для выхода воздуха, которые предназначены для обеспечения возможности выхода воздуха (но не резины из смеси) во время формования;
- цветные надписи и линии в разных зонах, такие как надписи на боковине шины, которые формуются в зоне протектора перед созданием начисто обработанной шины, и которые могут быть видимыми, когда шина является начисто обработанной;
- указатели окончания срока службы (указатели износа протектора (Tread Wear Indicator - TWI)) внутри канавок протектора;
- указатели износа для зимних шин (известные как указатели износа зимних шин (Snow Wear Indicator - SWI)).
Дополнительно, Заявитель обнаружил, что даже замена используемых литейных форм может быть причиной изменчивостей, привносимых для каждой шины, поскольку литейные формы могут обеспечиваться разными производителями, или даже при поставке, осуществляемой одним и тем же производителем, они могут содержать внутренние изменчивости вследствие того, что производство осуществлялось в разные периоды времени. Например, соединительные линии между секторами могут быть по-разному расположены на шинах, которые были получены с использованием разных литейных форм; следовательно, подразбиение на секторы может быть разным среди разных литейных форм, т.е. положение соединительных линий между секторами может быть разным среди шин одного и того же типа, полученных с использованием разных литейных форм.
Наконец, Заявитель дополнительно обнаружил, что процесс выравнивания между приобретенным образцовым изображением образцовой шины и эталонным изображением эталонной шины, обычно используемый для выполнения сравнения, может не быть очень точным. В этом случае, один и тот же элемент (например, отсутствие непрерывности, обусловленное соединительной линией между смежными секторами литейной формы протектора) может быть детектирован в немного разных положениях между приобретенным образцовым изображением и эталонным изображением. Следовательно, операция сравнения может детектировать, что упомянутый элемент присутствует на образцовой шине, но не присутствует на эталонной шине, таким образом, генерируется ложное указание на присутствие дефекта.
По этой причине, Заявитель обратился к задаче обеспечения надежного контроля и детектирования присутствия дефектов на шинах, с фильтрацией, насколько это возможно, генерирования ложных аварийных сигналов, конкретно, ложных аварийных сигналов, генерируемых внутренними изменчивостями между шинами, привносимыми нормальным производственным процессом.
Заявитель обнаружил, что такую задачу можно решить посредством соответствующего сравнения между краями, извлеченными из приобретенного изображения поверхности образцовой шины (т.е. шины, подлежащей анализу), и извлеченными и расширенными краями изображения поверхности эталонной шины (т.е. бездефектной шины). Конкретно, операция расширения краев приобретенного изображения поверхности эталонной шины позволяет скомпенсировать эффект вышеупомянутых внутренних изменчивостей, что делает процедуру детектирования дефектов особенно надежной.
Заявитель также обнаружил, что можно сделать детектирование присутствия дефектов на шинах даже более надежным, посредством соответствующего восстановления краевых участков, детектированных на приобретенном изображении поверхности образцовой шины, которые расположены вблизи расширенных краев на приобретенном изображении поверхности образцовой шины.
Под термином «край» объекта в изображении имеется в виду линия (не обязательно прямолинейная) или кривая (незамкнутая или замкнутая) разделения между объектом и фоном, или между одним объектом и другим объектом.
Под термином «расширение» краев изображения имеется в виду, что участки изображения, расположенные вблизи таких краев, также сами присваиваются рассматриваемым краям, таким образом, получаются края с большей «толщиной», чем толщина начальных краев.
Согласно первому аспекту, настоящее изобретение относится к способу для детектирования дефектов на шинах в процессе производства шин.
Способ содержит:
a) прием эталонного изображения участка поверхности эталонной шины, по существу бездефектной;
b) обеспечение образцовой шины, подлежащей анализу;
c) освещение участка поверхности образцовой шины круговым наклонным источником света;
d) приобретение образцового изображения освещаемого участка поверхности образцовой шины;
e) извлечение краев из эталонного изображения и из образцового изображения и генерирование краевого эталонного изображения, содержащего края, включенные в эталонное изображение, и краевого образцового изображения, содержащего края, включенные в образцовое изображение, соответственно;
f) выполнение расширения краев краевого эталонного изображения и генерирование из него расширенного краевого эталонного изображения;
g) сравнение краевого образцового изображения с расширенным краевым эталонным изображением и генерирование краевого изображения возможных дефектов, содержащего края, которые включены в краевое образцовое изображение и не включены в расширенное краевое эталонное изображение;
h) идентификацию как возможных дефектов краев, включенных в краевое изображение возможных дефектов.
Предпочтительно, способ для детектирования дефектов на шинах дополнительно содержит:
i) выбор первого края из краевого изображения возможных дефектов, идентификацию в краевом образцовом изображении первого края, соответствующего первому выбранному краю, и верификацию присутствия по меньшей мере одного участка второго края в краевом образцовом изображении, причем участок второго края находится вблизи по меньшей мере одного участка первого соответствующего края;
j) генерирование краевого изображения восстановленных возможных дефектов, содержащего края краевого изображения возможных дефектов и содержащего второй идентифицированный край;
k) повторение предыдущих этапов i)-j) для дополнительных первых краев краевого изображения возможных дефектов;
l) идентификацию как дефектов краев, включенных в краевое изображение восстановленных возможных дефектов.
Согласно второму аспекту, настоящее изобретение относится к устройству для детектирования дефектов на шинах в линии по производству шин. Устройство содержит:
- элемент поддержки и перемещения, имеющий опору, выполненную с возможностью поддержки образцовой шины и вращения ее вокруг ее оси вращения;
- источник света, выполненный с возможностью испускания светового излучения для наклонного освещения участка поверхности образцовой шины во время ее вращения;
- по меньшей мере одну камеру, выполненную с возможностью приобретения образцового изображения освещаемого участка поверхности образцовой шины во время ее вращения;
- память, выполненную с возможностью хранения эталонного изображения участка поверхности эталонной шины, по существу бездефектной;
- блок обработки, выполненный с возможностью:
- приема образцового изображения освещенного участка поверхности образцовой шины;
- извлечения краев из эталонного изображения и из образцового изображения и генерирования краевого эталонного изображения, содержащего края, включенные в эталонное изображение, и краевого образцового изображения, содержащего края, включенные в образцовое изображение, соответственно;
- выполнения расширения краев краевого эталонного изображения и генерирования из него расширенного краевого эталонного изображения;
- сравнения краевого образцового изображения с расширенным краевым эталонным изображением и генерирования краевого изображения возможных дефектов, содержащего края, которые включены в краевое образцовое изображение и не включены в расширенное краевое эталонное изображение;
- идентификации как возможных дефектов краев, включенных в краевое изображение возможных дефектов.
Предпочтительно, блок обработки устройства для детектирования дефектов на шинах дополнительно выполнен с возможностью:
- выбора первого края из краевого изображения возможных дефектов, идентификации в краевом образцовом изображении первого края, соответствующего первому выбранному краю, и верификации присутствия по меньшей мере одного участка второго края в краевом образцовом изображении, причем участок второго края находится вблизи по меньшей мере одного участка первого соответствующего края;
- генерирования краевого изображения восстановленных возможных дефектов, содержащего края краевого изображения возможных дефектов и содержащего упомянутый дополнительный край;
- повторения упомянутого выбора первого края, упомянутой идентификации, упомянутой верификации и упомянутой генерирования для дополнительных первых краев краевого изображения возможных дефектов;
- идентификации как дефектов краев, включенных в краевое изображение восстановленных возможных дефектов.
Заявитель обнаружил, что предпочтительно на этапе i) измерить близость второго края относительно первого соответствующего края посредством вычисления расстояния между точками, относящимися к первому соответствующему краю, и точками, относящимися ко второму краю. Таким образом, на этапе i), вычисление близости между первым соответствующим краем и вторым краем содержит измерение множества расстояний посредством измерения расстояния между точками, относящимися к первому соответствующему краю, и точками, относящимися ко второму краю, и содержит идентификацию минимального расстояния между множеством измеренных расстояний; дополнительно, на этапе i), упомянутая верификация присутствия второго края происходит, если минимальное расстояние является меньшим или равным значению порога расстояния.
Заявитель обнаружил, что предпочтительно на этапе i) измерить близость между первым соответствующим краем и вторым краем посредством дополнительного учета ориентации первого соответствующего края и второго края: таким образом, вероятность совершения ошибок при замене первого соответствующего края на второй край, который не был получен из того же самого края, уменьшается.
В этом случае, этап i) содержит:
i1) установление связи, с каждым первым соответствующим краем дефектов краевого образцового изображения, ориентации, определяемой в виде направления, по существу перпендикулярного среднему направлению рассматриваемого края;
i2) установление связи, с каждым вторым краем краевого образцового изображения, ориентации, определяемой в виде направления, по существу перпендикулярного среднему направлению рассматриваемого края;
i3) верификацию, если ориентация первого соответствующего края является по существу параллельной ориентации второго выбранного края;
и, причем, упомянутое генерирование на этапе j) выполняют, если верификация на этапе i3) является положительной.
Заявитель также обнаружил, что в краевом изображении восстановленных возможных дефектов, могут присутствовать не только края возможных дефектов, но (на этапах i) и j)) также может быть повторно добавлена часть недефектных элементов образцовой шины, которые должны были быть устранены для предотвращения того, чтобы они стали ошибочно учтенными краями возможных дефектов.
В этом случае, способ дополнительно содержит, после этапа k), следующие этапы:
- прием краевого изображения восстановленных возможных дефектов;
- идентификацию присутствия недефектных элементов в краевом изображении восстановленных возможных дефектов;
- устранение идентифицированных недефектных элементов.
Заявитель также нашел конкретную обработку краев изображений, которая обеспечивает идентификацию как дефектов краев, которые имеют достаточно большое значение длины. В этом случае, этап l) способа содержит:
l1) выбор края из краевого изображения восстановленных возможных дефектов и генерирование множества краевых измерительных профилей, соответственно, с центрами во множестве разных точек, относящихся к выбранному краю, причем множество краевых измерительных профилей связано с соответствующими множествами значений, вычисляемых в виде функции значений интенсивности света соответствующих участков образцового изображения, соответственно, с центрами в упомянутом множестве точек;
l2) выбор краевого измерительного профиля из множества краевых измерительных профилей и идентификацию возможной дефектной точки в виде функции тренда выбранного краевого измерительного профиля;
l3) повторение этапа l2) для дополнительных краевых измерительных профилей выбранного края;
l4) повторение этапов l1)-l3) для дополнительных краев краевого образцового изображения;
l5) выбор края из краевого изображения восстановленных возможных дефектов и вычисление количества возможных дефектных точек, относящихся к выбранному краю;
l6) обозначение выбранного края как дефекта, если упомянутое количество возможных дефектных точек является большим, чем значение порога дефектов;
l7) повторение этапов l5)-l6) для дополнительных краев, выбранных из краевого изображения восстановленных возможных дефектов;
l8) генерирование изображения измеренных краев, содержащего края, обозначенные как дефекты;
l9) идентификацию как дефектов краев, включенных в изображение измеренных краев.
В целях упрощения процедур вычисления, и в то же время предотвращения идентификации как дефектов канавок, присутствующих на протекторе образцовой шины, или предотвращения того, чтобы канавки вызывали генерирование ложных дефектов вследствие изменений света, способ содержит, между этапом d) и e), этап d1) генерирования заполненного образцового изображения, полученного посредством заполнения участков образцового изображения, соответствующих канавкам, присутствующим на протекторе образцовой шины, и генерирования заполненного эталонного изображения, полученного посредством заполнения участков эталонного изображения, соответствующих канавкам, присутствующим на протекторе эталонной шины. Дополнительно, этап e) выполняет извлечение краев из заполненного эталонного изображения и из заполненного образцового изображения и генерирует краевое эталонное изображение, содержащее края, включенные в заполненное эталонное изображение, и краевое образцовое изображение, содержащее края, включенные в заполненное образцовое изображение, соответственно.
Под термином «заполнение» имеется в виду, что участки образцового изображения или эталонного изображения, соответствующие канавке протектора, заменяют участками, имеющими значения интенсивности света, предопределенные или вычисленные в виде функции значений интенсивности света на участках, смежных с рассматриваемой канавкой.
Предпочтительно, если идентификация краев с достаточной длиной получена посредством генерирования множества краевых измерительных профилей, и, дополнительно, выполнено заполнение канавок, присутствующих на протекторе, то на этапе l1), множество краевых измерительных профилей, связанных с соответствующими множествами вычисленных значений, вычисляют в виде функции значений интенсивности света соответствующих участков заполненного образцового изображения, соответственно, с центрами в упомянутом множестве точек.
Разные критерии могут быть использованы для идентификации возможных дефектных точек на этапе l2).
Например, первый критерий позволяет уменьшить затраты вычислительных ресурсов, посредством анализа распределения максимальных и минимальных значений интенсивности света.
Согласно первому критерию, этап l2) дополнительно содержит:
l2.1) вычисление минимального значения значений центрального участка выбранного краевого измерительного профиля и запоминание соответствующего положения пиксела;
2.2) вычисление максимального значения значений центрального участка выбранного краевого измерительного профиля и запоминание соответствующего положения пиксела;
l2.3) идентификацию как возможной дефектной точки точки, которая является центром выбранного краевого измерительного профиля, если положение пиксела, соответствующего максимальному значению, является следующим за положением пиксела, соответствующего минимальному значению;
l2.4) идентификацию как недефектной точки точки, которая является центром выбранного краевого измерительного профиля, если положение пиксела, соответствующего максимальному значению, является предшествующим положению пиксела, соответствующего минимальному значению;
Другой критерий позволяет учесть нормальную изменчивость интенсивности света процесса приобретения изображения.
Согласно такому критерию, этап l2) дополнительно содержит:
l2.1) вычисление минимального значения значений центрального участка выбранного краевого измерительного профиля;
l2.2) вычисление максимального значения значений центрального участка выбранного краевого измерительного профиля;
l2.3) вычисление первого значения и второго значения, соответствующих значениям боковых участков выбранного краевого измерительного профиля;
l2.4.1) идентификацию как недефектной точки точки, которая является центром выбранного краевого измерительного профиля, если минимальное значение является большим, чем сумма первого значения и значения первого бокового порога, и является большим, чем сумма второго значения и значения второго бокового порога;
l2.4.2) идентификацию как дефектной точки точки, которая является центром выбранного краевого измерительного профиля, если минимальное значение является меньшим, чем сумма первого значения и значения первого бокового порога, и является меньшим, чем сумма второго значения и значения второго бокового порога;
l2.5.1) идентификацию как недефектной точки точки, которая является центром выбранного краевого измерительного профиля, если максимальное значение является меньшим, чем сумма первого значения и значения третьего бокового порога, и является меньшим, чем сумма второго значения и значения четвертого бокового порога;
l2.5.2) идентификацию как дефектной точки (Ppd-j) точки, которая является центром выбранного краевого измерительного профиля, если максимальное значение является большим, чем сумма первого значения и значения третьего порога, и является большим, чем сумма второго значения и значения четвертого бокового порога.
Дополнительный критерий позволяет учесть дефекты, которые имеют значительную толщину, игнорировать царапины или малые изолированные отверстия.
Согласно такому критерию, этап l2) дополнительно содержит:
l2.1) вычисление первого значения и второго значения, соответствующих значениям боковых участков выбранного краевого измерительного профиля;
l2.2) вычисление количества пикселов выбранного краевого измерительного профиля, имеющих значения, меньшие, чем сумма первого значения и значения первого порога толщины, и имеющих значения, меньшие, чем сумма второго значения и значения первого порога толщины;
l2.3) вычисление количества пикселов выбранного краевого измерительного профиля, имеющих значения, большие, чем сумма первого значения и значения второго порога толщины, и имеющих значения, большие, чем сумма второго значения и значения второго порога толщины;
l2.4.1) идентификацию как недефектной точки точки, которая является центром выбранного краевого измерительного профиля, если сумма количеств пикселов, вычисленных на этапах l2.2), l2.3) является меньшей, чем значение третьего порога толщины;
l2.4.2) идентификацию как дефектной точки точки, которая является центром выбранного краевого измерительного профиля, если сумма количеств пикселов, вычисленных на этапах l2.2), l2.3) является большей или равной значению третьего порога толщины.
Предпочтительно, значение порога дефектов является равным процентному отношению длины края, выбранного из краевого изображения восстановленных возможных дефектов.
Предпочтительно, способ дополнительно содержит, между этапом d) и e), этап фильтрации цветных надписей и линий из образцового изображения и из эталонного изображения.
Предпочтительно, выполняют компенсацию образцового изображения: это позволяет увеличить контрастность образцового изображения и облегчает последующий процесс извлечения краев из образцового изображения.
В этом случае, способ дополнительно содержит, между этапом d) и e), этап выполнения компенсации яркости образцового изображения.
Способ и устройство могут быть использованы для детектирования по существу одномерных выемок на участках внешней поверхности образцовой начисто обработанной или необработанной шины (т.е. шины, которая в процессе производства еще не подвергалась вулканизации).
Конкретно, способ и устройство могут быть использованы для детектирования по существу одномерных выемок на участках поверхности протектора и внешней плечевой зоны (т.е. криволинейной поверхности, находящейся между внешней зоной протектора и боковиной).
В случае образцовой необработанной шины, может быть проанализирована внешняя поверхность в коронной зоне необработанной шины (т.е. в зоне протектора), которая не имеет конструкции протектора и, следовательно, является по существу гладкой.
Согласно второму аспекту настоящего изобретения, блок обработки устройства для детектирования дефектов на шинах дополнительно выполнен с возможностью:
- выбора края из краевого изображения восстановленных возможных дефектов и генерирования множества краевых измерительных профилей, соответственно, с центрами во множестве разных точек, относящихся к выбранному краю, причем множество краевых измерительных профилей связано с соответствующими множествами значений, вычисляемых в виде функции значений интенсивности света соответствующих участков образцового изображения, соответственно, с центрами в упомянутом множестве точек;
- выбора краевого измерительного профиля из множества краевых измерительных профилей и идентификации возможной дефектной точки в виде функции тренда выбранного краевого измерительного профиля;
- повторения, для дополнительных краевых измерительных профилей выбранного края, идентификации возможных дефектных точек;
- повторения, для дополнительных краев краевого изображения восстановленных возможных дефектов, идентификации возможных дефектных точек;
- выбора края из краевого образцового изображения восстановленных возможных дефектов и вычисления количества возможных дефектных точек, относящихся к выбранному краю;
- обозначения выбранного края как дефекта, если упомянутое количество возможных дефектных точек является большим, чем значение порога дефектов;
- повторения, для дополнительных краев, выбранных из краевого изображения восстановленных возможных дефектов, вычисления количества возможных дефектных точек и обозначения выбранного края;
- генерирования изображения измеренных краев, содержащего края, обозначенные как дефекты;
Предпочтительно, устройство для детектирования дефектов содержит экран, выполненный с возможностью отображения представления краев, обозначенных как дефекты.
Согласно третьему аспекту, настоящее изобретение относится к компьютерной программе, содержащей участки программного кода, выполненные с возможностью выполнения по меньшей мере этапов e)-l) способа согласно первому аспекту настоящего изобретения, когда упомянутая программа выполняется по меньшей мере на одном компьютере.
Согласно четвертому аспекту, настоящее изобретение относится к процессу для производства шин. Этот процесс содержит операции:
- создания необработанных шин;
- формования и вулканизации необработанных шин;
- контроля необработанных и/или вулканизированных шин согласно способу первого аспекта настоящего изобретения.
Согласно пятому аспекту, настоящее изобретение относится к линии по производству шин. Эта линия содержит:
- рабочую станцию;
- станцию формования и вулканизации;
- станцию контроля, содержащую устройство для детектирования дефектов на шинах, выходящих из упомянутой рабочей станции и/или из упомянутой станции формования и вулканизации, согласно второму аспекту настоящего изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Дополнительные характеристики и преимущества настоящего изобретения станут более ясными из нижеследующего описания предпочтительного варианта осуществления и его вариантов, обеспеченных в качестве примера со ссылкой на прилагаемые чертежи, в которых:
- Фиг. 1A-1B схематично показывают линию по производству шин согласно одному варианту осуществления настоящего изобретения;
- Фиг. 2 показывает блок-схему устройства для детектирования дефектов на шинах в линии по производству шин согласно варианту осуществления настоящего изобретения;
- Фиг. 3A-3G показывают блок-схемы последовательностей операций способа, выполняемого блоком обработки устройства для детектирования дефектов на шинах, согласно первому, второму и третьему варианту осуществления настоящего изобретения;
- Фиг. 4A-4C показывают более подробно блок обработки устройства для детектирования дефектов на шинах согласно первому, второму и третьему варианту осуществления настоящего изобретения;
- Фиг. 5А показывает краевой измерительный профиль с центром в точке, которая относится к выемке на участке поверхности образцовой шины;
- Фиг. 5В показывает краевой измерительный профиль с центром в точке, которая относится к недефектному элементу на участке поверхности образцовой шины;
- Фиг. 6A-6G показывают изображения участков поверхности образцовой шины, полученные посредством способа для детектирования дефектов согласно первому варианту осуществления настоящего изобретения.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Следует отметить, что в настоящем описании, идентичные или аналогичные блоки, компоненты или модули указаны на фигурах с использованием одних и тех же ссылочных позиций.
Со ссылкой на фиг. 1А, показана линия 1 по производству шин согласно одному варианту осуществления настоящего изобретения.
Линия 1 по производству шин содержит рабочую станцию 10, станцию 20 формования и вулканизации, станцию 30 контроля и, предпочтительно, станцию 40 верификации.
Шины обрабатываются с использованием непрерывного цикла и проходят последовательно через рабочую станцию 10, станцию 20 формования и вулканизации, станцию 30 контроля а также, возможно, через станцию 40 верификации.
Рабочая станция 10 выполняет операцию создания необработанной шины.
Станция 20 формования и вулканизации принимает необработанные шины от рабочей станции 10 и, затем, выполняет операцию формования шины посредством литейных форм, и, затем, она выполняет операцию вулканизации, таким образом, получаются начисто обработанные шины.
Станция 30 контроля принимает начисто обработанные шины от станции 20 формования и вулканизации и выполняет операцию контроля начисто обработанных шин для детектирования возможного присутствия на них по существу одномерных дефектов, как будет объяснено более подробно ниже.
Ниже, в описании и формуле изобретения, начисто обработанные шины, которые подвергаются верификации для детектирования возможного присутствия по существу одномерных дефектов, будут указаны как «образцовые шины».
Под по существу одномерным дефектом имеется в виду дефект с геометрической формой по существу прямолинейной или криволинейной незамкнутой линии (или образованный множеством криволинейных секций), у которой значение первого измерения (обычно «длины») является гораздо большим, чем значение второго размера (например, «ширины»).
Конкретно, по существу одномерный дефект может быть выемкой, т.е. узким отверстием на поверхности образцовой начисто обработанной шины, обусловленным, например, проскальзыванием между двумя материалами резины, или смесью резины, которая не полностью закрыта.
Предпочтительно, если выемка является по существу прямолинейной линией, то она образует угол, составляющий от 0 до, приблизительно, 45 градусов относительно направления, определяемого осью вращения образцовой шины; другими словами, выемка может иметь аксиальное направление, или она может образовывать угол, меньший или равный, приблизительно, 45 градусам относительно аксиального направления.
Например, выемка имеет ширину, составляющую от, приблизительно, 0,2 миллиметра до, приблизительно, 0,5 миллиметра, и (в случае прямолинейной формы) длину, составляющую от, приблизительно, 1 миллиметра до, приблизительно, 3 миллиметров.
По существу одномерный дефект может быть также тонким выступом относительно поверхности рассматриваемого участка образцовой шины, имеющим толщину, гораздо меньшую, чем его длина.
Предпочтительно, станция 30 контроля выполнена с возможностью генерирования тестового результирующего сигнала Set1, соответствующего результату операции контроля, выполненной на образцовых начисто обработанных шинах. Например, тестовый результирующий сигнал Set1 может принимать следующие значения:
- «годная»: это указывает на то, что образцовая начисто обработанная шина не имеет по существу одномерных дефектов и, следовательно, может быть выведена на рынок;
- «повторная обработка»: это указывает на то, что образцовая начисто обработанная шина имеет по существу одномерный дефект малого размера, который может быть скорректирован посредством дополнительной обработки, и затем она может быть выведена на рынок;
- «дефектная»: это указывает на то, что образцовая начисто обработанная шина имеет по существу одномерный дефект большого размера, и поэтому она должна быть отбракована и не может быть выведена на рынок.
Если тестовый результирующий сигнал Set1 принимает значение «годная», то образцовую начисто обработанную шину продвигают по линии 1 по производству шин к следующей станции; например, образцовую начисто обработанную шину помещают на склад.
Если тестовый результирующий сигнал Set1 принимает значение «дефектная» или «повторная обработка», то образцовую начисто обработанную шину выгружают из станции 30 контроля и загружают в станцию 40 верификации.
Предпочтительно, если тестовый результирующий сигнал Set1 принимает значение «дефектная» или «повторная обработка», то станция 30 контроля выполнена с возможностью генерирования изображения (например, двумерного, т.е. фотоснимка), которое представляет участок образцовой шины, который имеет упомянутый по существу одномерный дефект малого или большого размера. В этом случае, линия 1 по производству шин дополнительно содержит экран для отображения изображения, которое содержит по существу одномерный дефект.
Станция 40 верификации принимает от станции 30 контроля образцовые начисто обработанные шины, которые были сочтены дефектными, и выполняет дополнительную операцию верификации дефектных образцовых начисто обработанных шин, например, с помощью специального оператора. Предпочтительно, станция 40 верификации выполнена с возможностью генерирования второго тестового результирующего сигнала Set2, соответствующего результату операции контроля, выполненной на образцовых начисто обработанных шинах. Например, второй тестовый результирующий сигнал Set2 может принимать следующие значения:
- годная: это указывает на то, что образцовая начисто обработанная шина не имеет по существу одномерных дефектов, следовательно, она может быть выведена на рынок;
- «повторная обработка»: это указывает на то, что образцовая начисто обработанная шина имеет по существу одномерный дефект малого размера, который может быть скорректирован посредством дополнительной обработки, и затем она может быть выведена на рынок;
- «дефектная»: это указывает на то, что образцовая начисто обработанная шина имеет по существу одномерный дефект большого размера, и поэтому она должна быть отбракована и не может быть выведена на рынок;
Следует отметить, что присутствие станции 40 верификации, вместе с присутствием рабочей станции 10 и станции 20 формования/ вулканизации, является несущественным в целях выполнения настоящего изобретения. Например, станция 40 верификации может отсутствовать, и образцовые начисто обработанные шины, сочтенные дефектными станцией 30 контроля, выгружают из нее и отбраковывают.
Согласно варианту варианта осуществления настоящего изобретения, показанному на фиг. 1В, производственная линия 1-1 выполнена с возможностью обеспечения дополнительного контроля присутствия по существу одномерных дефектов на образцовых необработанных шинах.
В этом случае, производственная линия 1-1 содержит вторую станцию 30-1 контроля, введенную между рабочей станцией 10 и станцией 20 формования и вулканизации.
Вторая станция 30-1 контроля имеет функцию, подобную функции станции 30 контроля, с той разницей, что она выполнена с возможностью выполнения контроля присутствия по существу одномерных дефектов на образцовых необработанных шинах вместо образцовых начисто обработанных шин.
Станция 30 контроля содержит устройство 100 для детектирования по существу одномерных дефектов на образцовых начисто обработанных шинах.
В одном варианте осуществления, устройство 100 показано на фиг. 2 с использованием блок-схемы.
Устройство 100 содержит элемент 101 поддержки и перемещения, имеющий функцию поддержки образцовой шины 103 и вращения ее вокруг ее оси вращения.
Устройство 100 также содержит источник 131 света и камеру 141.
Источник 131 света выполнен с возможностью испускания светового излучения Rd для освещения по меньшей мере одного участка поверхности образцовой начисто обработанной шины 103 в наклонном направлении, предпочтительно, в круговом направлении: это позволяет отличать, на анализируемой поверхности образцовой шины 103, зоны, которые имеют рельефы вследствие недефектных элементов образцовой шины 103, от зон, которые имеют полости вследствие выемок, которые должны считаться дефектами, как будет объяснено более подробно ниже.
Аналогично, световое излучение Rd с круговым наклонным направлением позволяет отличать, на анализируемой поверхности образцовой шины 103, зоны, которые имеют рельефы вследствие недефектных элементов образцовой шины 103, от зон с тонкими выступами, которые должны считаться дефектами.
Под термином «наклонное» направление имеется в виду, что световое излучение Rd имеет световой луч, который распространяется по прямой линии в направлении, которое является по существу касательным к участку поверхности, подлежащему анализу, образцовой начисто обработанной шины 103.
Под термином «круговое» направление имеется в виду, что направление луча светового излучения Rd является по существу касательным к точкам окружности, определяемой поверхностью протектора образцовой шины 103, причем упомянутая поверхность протектора продолжается вокруг оси вращения образцовой шины 103, как схематично показано на фиг. 2 направлением светового излучения Rd относительно окружности 103.
Испускаемое световое излучение Rd может быть некогерентным белым видимым светом или когерентным узкополосным светом (например, лазерным).
Камера 141 выполнена с возможностью приобретения цифрового изображения участка поверхности начисто обработанной шины, освещаемой источником 131 света, посредством детектирования светового излучения Rd, отраженного упомянутым участком поверхности.
В настоящем описании, под термином «цифровое изображение» имеется в виду набор данных, обычно включаемый в компьютерный файл, в котором каждая координата конечного набора (обычно двумерного или, в общем, матрицы, например, N строк * М столбцов) пространственных координат (каждый из которых обычно соответствует пикселу) связана с соответствующим набором числовых значений.
Например, в монохроматических изображениях (таких как изображения в оттенках серого), такой набор значений совпадает с единственным значением конечной шкалы, причем такое значение соответствует уровню интенсивности света соответствующей пространственной координаты. Под интенсивностью света имеется в виду оптическая мощность на единицу площади поверхности (также называемая яркостью), измеряемая в Вт/м2.
В цветных изображениях, набор значений представляет уровень интенсивности света основных цветов. В цветовой модели RGB, присутствуют три значения, которые представляют интенсивность света красного, зеленого и синего компонентов. В CMYK-коде, присутствуют четыре значения, которые представляют бирюзовый, пурпурный, желтый и черный компоненты. В HSV-коде, присутствуют три значения, которые представляют три параметра: значение цвета, значение насыщенности и значение интенсивности.
Конкретно, камера 141 выполнена с возможностью генерирования сигнала приобретения, несущего значения, указывающие на приобретенное изображение участка поверхности образцовой шины 103, которое будет указано ниже как образцовое изображение Icmp.
Фиг. 6А показывает пример образцового изображения Icmp, которое представляет участок поверхности протектора образцовой шины 103.
Упомянутый участок поверхности содержит блок Т1, который является полностью видимым, и содержит блоки T2, T3, T3, которые являются частично видимыми.
Можно увидеть, что на блоке Т1 присутствуют первая выемка D1, вторая выемка D2 и два недефектных элемента E1, E2, которые являются рельефами округлой формы.
Дополнительно, на блоке Т2 также присутствует недефектный элемент Е3, который является рельефом округлой формы.
Также можно увидеть, что первая выемка D1 расположена очень близко к краю блока Т1, но, в общем, первая выемка D1 может быть также расположена далеко от края блока Т1.
Видно, что длина первой выемки D1 является большей, чем длина второй выемки D2, т.е. первая выемка D1 имеет значительную длину (следовательно, она может быть классифицирована как дефект), в то время как вторая выемка D2 имеет незначительную длину (например, D2 является царапиной), которая не влияет отрицательно на характеристики шины, и, следовательно, она не может быть классифицирована как дефект.
Более конкретно, приобретенное образцовое изображение Icmp представляют в цифровой форме, с использованием матрицы точек, обычно обозначаемых как пикселы, каждая из которых характеризуется соответствующим положением в матрице и уровнем интенсивности света. Предпочтительно, приобретенное образцовое изображение Icmp является цветным изображением и используемой цветовой моделью является RGB, следовательно, с каждым пикселом цветного изображения связаны три значения, которые представляют интенсивность света красного, зеленого и синего компонентов.
Предпочтительно, устройство 100 содержит множество камер для приобретения изображения множества зон участка шины: таким образом, время, требуемое для приобретения изображений, уменьшается, и, следовательно, можно ускорить контроль шин в линии. Например, такое множество камер может быть расположено в линию, для образования массива камер, расположенных последовательно друг за другом.
Предпочтительно, устройство 100 дополнительно содержит роботизированную руку 102, имеющую свободный конец, на котором жестко установлены источник 131 света и камера 141.
Устройство 100 дополнительно содержит блок 150 обработки, имеющий функцию выполнения операции по контролю образцовых шин 103 в целях детектирования присутствия на них по существу одномерных дефектов.
Предпочтительно, устройство 100 дополнительно содержит память 140 для хранения значений, соответствующих эталонному изображению Iref участка поверхности эталонной шины. Эталонная шина является шиной того же самого типа, что и образцовая шина, т.е. она имеет тот же самый размер и (в случае начисто обработанной шины) ту же самую конструкцию протектора, и ее выбирают таким образом, чтобы она была бездефектной, конкретно, не имела выемок и/или тонких выступов. Эталонная шина также имеет элементы, по существу, получаемые в процессе производства шин, которые не влияют отрицательно на характеристики самих шин, и которые поэтому не должны считаться дефектами.
Таким образом, конфигурационная информация, составляющая эталонное изображение Iref, запоминается заранее в памяти 140. Например, память 140 выполнена с возможностью хранения, для каждой пространственной координаты эталонного изображения Iref, трех значений, которые представляют интенсивность света красного, зеленого и синего компонентов цветовой модели RGB.
Блок 150 обработки является, например, микропроцессором.
Конкретно, блок 150 обработки выполнен с возможностью выполнения по меньшей мере части способа для детектирования присутствия по существу одномерных дефектов на шинах в процессе производства шин, согласно вариантам осуществления настоящего изобретения, как показано в блок-схемах 200, 200-1, 200-2 последовательностей операций, показанных на фиг. 3A-3G (которые будут объяснены более подробно ниже).
Для этой цели, блок 150 обработки выполняет программу программного обеспечения, которая содержит один или несколько программных модулей, которые выполняют этапы способа для детектирования дефектов на шинах, представленного блок-схемой 200 (или 200-1 или 200-2) последовательности операций.
Следует отметить, что предшествующие соображения, относящиеся к станции 30 контроля, могут быть применены аналогичным образом ко второй станции 30-1 контроля, с той разницей, что образцовая шина 103 является необработанной, а не начисто обработанной. Конкретно, вторая станция 30-1 контроля также содержит устройство 100 для детектирования дефектов на образцовых необработанных шинах 103, и упомянутое устройство 100 содержит соответствующий блок 150 обработки, выполненный с возможностью выполнения по меньшей мере части способа 200, 200-1, 200-2.
Со ссылкой на фиг. 3A-3B, показана блок-схема 200 последовательности операций способа для детектирования по существу одномерных дефектов на шинах в процессе производства шин согласно первому варианту осуществления настоящего изобретения. Способ для детектирования дефектов по меньшей мере частично выполняется блоком 150 обработки устройства 30, посредством подходящей программы программного обеспечения, которая содержит один или несколько программных модулей, которые выполняют этапы способа для детектирования дефектов на шинах, представленного блок-схемой 200 последовательности операций.
Блок-схема 200 последовательности операций начинается с этапа 201.
От этапа 201 переходят к этапу 202, на котором принимают эталонное изображение Iref участка поверхности эталонной шины, которая является по существу бездефектной.
От этапа 202 переходят к этапу 203, на котором обеспечивают образцовую шину, подлежащую анализу.
От этапа 203 переходят к этапу 204, на котором участок поверхности образцовой шины освещают наклонным источником света, который является, предпочтительно, круговым.
От этапа 204 переходят к этапу 205, на котором приобретают образцовое изображение Icmp освещенного участка поверхности образцовой шины.
От этапа 205 переходят к этапу 206, на котором эталонное изображение Iref и образцовое изображение Icmp обычно пространственно выравнивают друг относительно друга и, как функцию этого, генерируют выровненное эталонное изображение Iref_al и выровненное образцовое изображение Icmp_al.
От этапа 206 переходят к этапу 207, на котором извлекают края из выровненного эталонного изображения и из выровненного образцового изображения и генерируют, соответственно, краевое эталонное изображение Iref_edg, содержащее края, включенные в выровненное эталонное изображение Iref_al, и краевое образцовое изображение Icmp_edg, содержащее края, включенные в выровненное образцовое изображение Icmp_al.
От этапа 207 переходят к этапу 208, на котором выполняют расширение краев краевого эталонного изображения Iref_edg и генерируют из него расширенное краевое эталонное изображение Iref_edg_dl.
Расширение краев изображения может быть выполнено посредством обозначения как краев одного или нескольких пикселов, расположенных вблизи таких краев, таким образом, получают конечное количество пикселов расширенных краев, большее, чем количество пикселов начальных краев.
Конкретно, расширение краев изображения может быть выполнено посредством свертки изображения, соответствующего краям, с использованием заданной маски, которая идентифицирует тип и/или размер расширения.
Например, прямолинейный край, представленный тремя пикселами, которые находятся близко друг к другу, может быть расширен до края, образованного теми же самыми тремя пикселами и дополнительными восемью пикселами, смежными с ними во всех направлениях (три пиксела сверху, три пиксела снизу, один пиксел справа, один пиксел слева). Расширенный край, таким образом, образуют одиннадцатью пикселами.
Операция расширения имеет дополнительное преимущество, состоящее в обеспечении возможности компенсации неточностей процесса выравнивания между приобретенным образцовым изображением и эталонным изображением, и компенсации малых различий, обусловленных, например, изменчивостью между производственными литейными формами, что предотвращает генерирование краев, которые могут быть интерпретированы как ложные указания на дефекты.
От этапа 208 переходят к этапу 209, на котором выполняют сравнение между краевым образцовым изображением Icmp_edg и расширенным краевым эталонным изображением Iref_edg_dl, и генерируют краевое изображение Iedg_pd возможных дефектов, содержащее края, которые включены в краевое образцовое изображение Icmp_edg и не включены в расширенное краевое эталонное изображение Iref_edg_dl.
Следует отметить, что использование термина «возможный» в выражении «краевое изображение Iedg_pd возможных дефектов» означает, что края, включенные в него, потенциально относятся к по существу одномерному дефекту (например, выемке), но еще фактически не идентифицированы как дефекты (конкретно, выемки), поскольку необходима дополнительная обработка, чтобы можно было фактически подтвердить, что они являются дефектами (конкретно, выемками).
От этапа 209 переходят к этапу 210, на котором выбирают первый край из краевого изображения Iedg_pd возможных дефектов, идентифицируют первый край в краевом образцовом изображении Icmp_edg, соответствующем первому выбранному краю, и осуществляют поиск по меньшей мере одного участка второго края в краевом образцовом изображении Icmp_edg, причем участок второго края находится вблизи по меньшей мере одного участка первого соответствующего края.
Предпочтительно, близость между первым соответствующим краем и вторым краем вычисляют следующим образом:
- измеряют множество расстояний посредством измерения расстояния между каждым пикселом, относящимся к первому соответствующему краю, и каждым пикселом, относящимся ко второму краю;
- идентифицируют минимальное расстояние среди множества измеренных расстояний;
- верифицируют, что минимальное расстояние является меньшим или равным значению порога расстояния.
Расстояние D(p,q) между пикселом p первого соответствующего края, имеющим координаты (xp, yp), и пикселом q второго края, имеющим координаты (xq, yq), вычисляют, например, с использованием следующего евклидова расстояния:
D(p, q)= [(xp- xq)2+(yp- yq)2]½.
Альтернативно, расстояние D(p,q) между пикселом p и q может быть вычислено с использованием следующей формулы:
D(p, q)= |xp- xq|+|yp- yq|,
в которой | | представляет функцию абсолютного значения.
От этапа 210 переходят к этапу 210-1, на котором верифицируют, был ли идентифицирован по меньшей мере один участок второго края краевого образцового изображения Icmp_edg, который находится вблизи по меньшей мере одного участка первого соответствующего края в краевом образцовом изображении Icmp_edg:
- в положительном случае (т.е. по меньшей мере один участок второго края был идентифицирован), переходят к этапу 211;
- в отрицательном случае (т.е. по меньшей мере один участок второго края не был идентифицирован), переходят к этапу 210-2.
На этапе 210-2 верифицируют, были ли проанализированы все вторые края краевого образцового изображения Icmp_edg:
- в положительном случае (т.е. все вторые края краевого образцового изображения Icmp_edg были проанализированы), переходят к этапу 211;
- в отрицательном случае (т.е. все вторые края краевого образцового изображения Icmp_edg не были проанализированы), переходят к этапу 210-3.
На этапе 210-3 выбирают дополнительный второй край из краевого образцового изображения Icmp_edg и (аналогично этапу 210) осуществляют новый поиск по меньшей мере для одного участка дополнительного второго края, который находится вблизи по меньшей мере одного участка первого соответствующего края.
От этапа 210-3 возвращаются к этапу 210-1.
Таким образом, цикл, состоящий из этапов 210-1, 210-2, 210-3, повторяется до тех пор, пока не будет идентифицирован по меньшей мере один участок второго края краевого образцового изображения Icmp_edg, который находится вблизи по меньшей мере одного участка первого соответствующего края, или повторяется до тех пор, пока не будут проанализированы все вторые края краевого образцового изображения Icmp_edg:
- когда цикл завершается в первом случае, это означает, что был найден край (в краевом образцовом изображении Icmp_edg), который соответствует выемке, и что упомянутый найденный край был частично устранен при операции расширения и сравнения, и, следовательно, он должен быть восстановлен со своей полной длиной (см. последующей этап 211);
- когда цикл завершается во втором случае, это означает, что не было найдено никакого края (в краевом образцовом изображении Icmp_edg), который должен быть восстановлен, следовательно, первый край из краевого изображения Iedg_pd возможных дефектов представляет полную длину дефекта (например, выемки).
На этапе 211, генерируют краевое изображение Iedg_pd-r восстановленных возможных дефектов, содержащее края краевого изображения Iedg_pd возможных дефектов и дополнительно содержащее второй идентифицированный край.
Другими словами, в краевое изображении Iedg_pd возможных дефектов был добавлен край, который заменяет первый край, причем добавленный край имеет длину, большую, чем длина первого края.
От этапа 211 переходят к этапу 212, на котором верифицируют, были ли проанализированы все первые края краевого изображения Iedg_pd возможных дефектов:
- в отрицательном случае, переходят к этапу 213;
- в положительном случае, переходят к этапу 214.
На этапе 213 выбирают дополнительный первый край из краевого изображения Iedg_pd возможных дефектов и (аналогично этапу 210), осуществляют новый поиск участка второго края, который находится вблизи дополнительного первого соответствующего края.
От этапа 213, возвращаются к этапу 210-1.
Таким образом, цикл, состоящий из этапов 210, 210-1, 211, 212, 213, повторяется до тех пор, пока не будут проанализированы все первые края краевого изображения Iedg_pd возможных дефектов.
На этапе 214, края, включенные в краевое изображение Iedg_pd-r восстановленных возможных дефектов, идентифицируют как дефекты.
Предпочтительно, блок-схема 200 последовательности операций дополнительно содержит, после этапа 214, этап генерирования графического или текстового представления краев, идентифицированных как дефекты.
Со ссылкой на фиг. 4А, блок 150 обработки согласно первому варианту осуществления настоящего изобретения показан более подробно. Блок 150 обработки содержит:
- модуль 151 выравнивания;
- модуль 152 извлечения краев;
- модуль 153 расширения краев;
- модуль 154 сравнения;
- модуль 155 восстановления;
- модуль 156 детектирования дефектов.
Модуль 151 выравнивания выполнен с возможностью приема образцового изображения Icmp (приобретенного от камеры 141) участка поверхности образцовой шины 103 и приема эталонного изображения Iref участка поверхности эталонной шины, он выполнен с возможностью пространственного выравнивания друг относительно друга образцового изображения Icmp и эталонного изображения Iref, и он выполнен с возможностью генерирования, в виде функции упомянутых изображений, выровненного эталонного изображения Iref_al и выровненного образцового изображения Icmp_al.
Упомянутое пространственное выравнивание может быть получено разными путями:
- эталонное изображение Iref сохраняют неподвижным, а образцовое изображение Icmp перемещают, таким образом, чтобы обеспечить пространственное выравнивание образцового изображения Icmp и эталонного изображения Iref: в этом случае, эталонное изображение Iref остается неизмененным (т.е. выровненное эталонное изображение Iref_al является эквивалентным эталонному изображению Iref), и генерируют выровненное образцовое изображение Icmp_al, полученное из образцового изображения Icmp посредством упомянутого перемещения;
- образцовое изображение Icmp сохраняют неподвижным, а эталонное изображение Iref перемещают, таким образом, чтобы обеспечить пространственное выравнивание эталонного изображения Iref и образцового изображения Icmp: в этом случае, образцовое изображение Icmp остается неизмененным (т.е. выровненное образцовое изображение Icmp_al является эквивалентным образцовому изображению Icmp), и генерируют выровненное эталонное изображение Iref_al, полученное из эталонного изображения Iref посредством упомянутого перемещения;
- как эталонное изображение Iref, так и образцовое изображение Icmp перемещают, таким образом, чтобы они были выровнены друг с другом: в этом случае, генерируют выровненное эталонное изображение Iref_al, полученное из эталонного изображения Iref посредством первого перемещения эталонного изображения Iref, и генерируют выровненное образцовое изображение Icmp_al, полученное из образцового изображения Icmp посредством второго перемещения образцового изображения Icmp.
Модуль 152 извлечения краев выполнен с возможностью извлечения краев из выровненного эталонного изображения и из выровненного образцового изображения Icmp_al и генерирования краевого эталонного изображения Iref_edg, содержащего края, включенные в выровненное эталонное изображение и краевое образцовое изображение Icmp_edg, содержащее края, включенные в выровненное образцовое изображение Icmp_al, соответственно.
Фиг. 6В показывает пример краевого образцового изображения Icmp_edg, наложенного на выровненное образцовое изображение Icmp_al, в оттенках серого, причем последнее было получено из приобретенного образцового изображения Icmp фиг. 6A.
Фиг. 6С показывает тот же самый пример краевого образцового изображения Icmp_edg фиг. 6В, в котором наложение отсутствует, и, следовательно, можно лучше увидеть присутствие краев краевого образцового изображения Icmp_edg.
Можно увидеть, что на блоке Т1 присутствует следующее:
- край CD1 в форме линии, состоящей из криволинейных секций (см. сплошную обводящую линию), причем край CD1 был получен из первой выемки D1 посредством операции извлечения краев из выровненного образцового изображения Icmp_al;
- край CD2 в форме линии, состоящей из криволинейных секций, причем край CD2 был получен из второй выемки D2 посредством операции извлечения краев из выровненного образцового изображения Icmp_al;
- край CE1 округлой формы, полученный из недефектного элемента E1 округлой формы посредством операции извлечения краев из выровненного образцового изображения Icmp_al;
- край CE2 округлой формы, полученный из недефектного элемента E2 округлой формы посредством операции извлечения краев из выровненного образцового изображения Icmp_al;
Также можно увидеть, что на блоке Т2 присутствует край CE3 округлой формы, полученный из недефектного элемента Е3 округлой формы.
Видно, что краевое образцовое изображение Icmp_edg содержит края CD1, CD2, CE1, CE2, CE3, которые соответствуют как краям возможных выемок, присутствующих на анализируемом участке поверхности образцовой шины 103, так и краям недефектных элементов, присутствующих на том же самом анализируемом участке поверхности образцовой шины 103.
Извлечение краев может быть, например, выполнено с использованием фильтров по производной, причем значение каждой точки представляет числовую оценку градиента в соответствующем пикселе изображения, причем градиент является вектором, чьи компоненты являются частными производными в двух разных направлениях.
Вычисление градиента может быть выполнено, например, посредством операторов Робертса (Roberts), Превитта (Prewitt) и Собела (Sobel).
Модуль 153 расширения краев выполнен с возможностью выполнения расширения краев краевого эталонного изображения Iref_edg и генерирования из него расширенного краевого эталонного изображения Iref_edg_dl.
Модуль 154 сравнения выполнен с возможностью сравнения краев краевого образцового изображения Icmp_edg с краями расширенного краевого эталонного изображения Iref_edg_dl и генерирования краевого изображения Iedg_pd возможных дефектов, содержащего края, которые включены в краевое образцовое изображение Icmp_edg и не включены в расширенное краевое эталонное изображение Iref_edg_dl: края, включенные в краевое образцовое изображение Icmp_edg, являются сомнительными, т.е. они должны быть проанализированы более подробно для верификации того, относятся ли они к дефектам.
Другими словами, модуль 154 сравнения выполнен с возможностью анализа краев, включенных в краевое образцовое изображение Icmp_edg, выполнен с возможностью анализа краев, включенных в расширенное краевое эталонное изображение Iref_edg_dl, выполнен с возможностью идентификации краев, которые включены в краевое образцовое изображение Icmp_edg и не включены в расширенное краевое эталонное изображение Iref_edg_dl: упомянутые идентифицированные края образуют краевое изображение Iedg_pd возможных дефектов.
Предпочтительно, идентификацию краев получают посредством операции вычитания между краями краевого образцового изображения Icmp_edg и краями расширенного краевого эталонного изображения Iref_edg_dl.
Фиг. 6D показывает пример краевого изображения Iedg_pd возможных дефектов, полученного из сравнения между краевым образцовым изображением Icmp_edg фиг. 6B-6C и расширенным краевым эталонным изображением Iref_edg_dl аналогичного участка эталонной шины, причем краевое изображение Iedg_pd возможных дефектов наложено на выровненное образцовое изображение Icmp_al.
Фиг. 6Е показывает тот же самый пример краевого изображения Iedg_pd возможных дефектов фиг. 6D, в котором наложение не присутствует, и, таким образом, можно лучше увидеть присутствие краев краевого изображения Iedg_pd возможных дефектов.
Можно увидеть, что фиг. 6D-6E содержат меньшее количество краев, чем количество краев на фиг. 6B-6C; другими словами, только некоторые из краев краевого образцового изображения Icmp_edg были идентифицированы как возможные дефекты.
Конкретно, фиг. 6D-6E показывают, что:
- края CE1, CE2, CE3 округлой формы недефектных элементов E1, E2, E3 округлой формы больше не присутствуют;
- край CD2 выемки D2 больше не присутствует;
- часть CʹD1 края CD1 выемки D1 все еще присутствует.
Другими словами, край CD1 выемки D1 был разделен на два участка посредством операции расширения и сравнения, причем первый участок CʹD1 сохранился при операции расширения и сравнения (и, таким образом, он включен в краевое изображение Iedg_pd возможных дефектов), в то время как второй участок был поглощен при операции расширения и сравнения (и, таким образом, он не включен в краевое изображение Iedg_pd возможных дефектов).
Можно увидеть, что длина края CʹD1 является меньшей, чем длина края CD1.
Причиной того, почему в краевом изображении Iedg_pd возможных дефектов присутствует участок CʹD1 края CD1, является то, что выемка D1 имеет длину и ширину, которые являются достаточно большими; иначе, край CD2 выемки D2 не присутствует в краевом изображении Iedg_pd возможных дефектов, поскольку выемка D2 имеет малый размер.
Модуль 155 восстановления имеет функцию восстановления дефектов, которые были частично устранены при операции расширения и сравнения, таких как, например, выемки, которые были найдены очень близко к краям блока протектора.
Другими словами, операции расширения и сравнения, описанные выше, выполнены с возможностью разделения края, соответствующего дефекту (например, выемке), на два близких суб-края меньших размеров, таким образом, обусловливается артефакт в краевом изображении Iedg_pd возможных дефектов.
Конкретно, модуль 155 восстановления выполнен с возможностью выбора первого края CʹD1 из краевого изображения Iedg_pd возможных дефектов, идентификации в краевом образцовом изображении Icmp_edg первого края CʹʹD1 (см. на фиг. 6С обводящую пунктирную линию), соответствующего первому выбранному краю CʹD1, и верификации присутствия по меньшей мере одного участка второго края CD1 в краевом образцовом изображении Icmp_edg, причем участок второго края CD1 находится вблизи по меньшей мере одного участка первого соответствующего края CʹʹD1.
Кроме того, модуль 155 восстановления выполнен с возможностью генерирования краевого изображения Iedg_pd-r восстановленных возможных дефектов, содержащего края краевого изображения возможных дефектов и дополнительно содержащего второй идентифицированный край CD1.
Кроме того, модуль 155 восстановления выполнен с возможностью повторения упомянутого выбора первого края и упомянутой идентификации для дополнительных первых краев краевого изображения Iedg_pd возможных дефектов.
Фиг. 6F показывает пример краевого изображения Iedg_pd-r восстановленных возможных дефектов, наложенного на выровненное образцовое изображение Icmp_al; фиг. 6G показывает тот же самый пример краевого изображения Iedg_pd-r восстановленных возможных дефектов фиг. 6F, в котором наложение отсутствует, и, таким образом, можно лучше увидеть присутствие краев краевого изображения Iedg_pd-r восстановленных возможных дефектов.
На фиг. 6F-6G можно увидеть, что край CD1 дефекта D1 был восстановлен, поскольку модуль 155 восстановления идентифицировал, что в краевом образцовом изображении Icmp_edg присутствует край CD1 (см. опять фиг. 6B-6C), который находится достаточно близко к краю CʹʹD1 краевого образцового изображения Icmp_edg_pd (см. опять фиг. 6B-CE).
Таким образом, модуль 155 восстановления восстановил присутствие края CD1 (и, следовательно, выемки D1) по всей его длине, т.е. он соединил в единственный край CD1 два суб-края, которые были ранее сгенерированы при операциях расширения и сравнения.
Предпочтительно, с каждым краем краевого образцового изображения Icmp_edg связана ориентация, которая определяется как направление, перпендикулярное среднему направлению рассматриваемого края. В этом случае, модуль 155 восстановления выполнен с возможностью верификации (дополнительно к близости между первым соответствующим краем и вторым выбранным краем), является ли ориентация первого соответствующего края CʹʹD1 в краевом образцовом изображении Icmp_edg по существу эквивалентной ориентации второго края CD1, выбранного из краевого образцового изображения Icmp_edg: в положительном случае, первый соответствующий край CʹʹD1 заменяют на второй край CD1, иначе эти два края остаются отдельными.
Для простоты следует отметить, что был рассмотрен пример, в котором присутствует только одна выемка D1, имеющая значительную длину, и, таким образом, выше объяснены операции, позволяющие идентифицировать присутствие выемки D1 по всей ее длине.
Предшествующие соображения применимы аналогичным образом, если присутствуют две или более выемки, имеющие значительную длину. Например, если вторая выемка D2 имеет (в отличие от выемки D2, упомянутой выше) значительную длину, то краевое изображение Iedg_pd возможных дефектов включает в себя (дополнительно к краю CʹD1, соответствующему участку первой выемки D1) дополнительный край CʹD2, соответствующий участку второй выемки D2, таким образом, краевое изображение Iedg_pd-r восстановленных возможных дефектов включает в себя (дополнительно к краю CD1, соответствующему всей длине первой выемки D1) дополнительный край CD2, соответствующий всей длине второй выемки D2.
Модуль 156 детектирования дефектов выполнен с возможностью идентификации как дефектов краев, включенных в краевое изображение Iedg_pd-r восстановленных возможных дефектов.
Предпочтительно, модуль 156 детектирования дефектов дополнительно выполнен с возможностью генерирования сигнала Idf дефектов, соответствующего краям, идентифицированным как дефекты (т.е. краям, включенным в краевое изображение Iedg_pd-r восстановленных возможных дефектов).
Со ссылкой на фиг. 6F-6G, модуль 156 детектирования дефектов идентифицирует присутствие дефекта D1 посредством присутствия края CD1 в краевом изображении Iedg_pd-r восстановленных возможных дефектов.
Предпочтительно, краевое изображение Iedg_pd-r восстановленных возможных дефектов (возможно, наложенное на выровненное образцовое изображение Icmp_al) отображается на экране, присутствующем в производственной линии 1 (например, экран подключен к станции 30 контроля, или он является частью устройства 100 в пределах станции 30 контроля): таким образом, человек-оператор, назначенный для осуществления контроля качества, может сразу увидеть присутствие и положение дефекта (конкретно, выемки D1) на образцовой шине. Изображение, отображаемое на экране, может содержать квадрат, который окружает область, в которой был детектирован дефект, для дополнительного облегчения идентификации положения дефекта.
Альтернативно, краевое изображение Iedg_pd-r восстановленных возможных дефектов преобразуют в текстовый файл, который содержит указание на присутствие дефекта D1, его положение и длину.
Со ссылкой на фиг. 3C-3E, показана блок-схема 200-1 последовательности операций части способа для детектирования дефектов на шинах в процессе производства шин согласно второму варианту осуществления настоящего изобретения.
Блок-схема 200-1 последовательности операций отличается от блок-схемы 200 последовательности операций первого варианта осуществления присутствием дополнительных этапов 212-1, 212-2, … 212-15 вместо этапа 214.
Таким образом, блок-схема 200-1 последовательности операций второго варианта осуществления состоит из набора фиг. 3A, 3C, 3D, 3E.
От этапа 212 переходят к этапу 212-1, на котором выбирают край из краевого изображения Iedg_pd-r восстановленных возможных дефектов.
От этапа 212-1 переходят к этапу 212-2, на котором генерируют множество краевых измерительных профилей, соответственно, с центрами в множестве разных точек, относящихся к выбранному краю, причем множество краевых измерительных профилей связано с соответствующими множествами значений интенсивности света, вычисляемых в виде функции значений соответствующих участков выровненного образцового изображения Icmp_al, соответственно, с центрами в упомянутом множестве точек.
От этапа 212-2 переходят к этапу 212-3, на котором выбирают краевой измерительный профиль из множества краевых измерительных профилей.
От этапа 212-3 переходят к этапу 212-4, на котором возможную дефектную точку идентифицируют в виде функции тренда выбранного краевого измерительного профиля.
От этапа 212-4 переходят к этапу 212-5, на котором верифицируют, были ли проанализированы все краевые измерительные профили:
- в положительном случае, переходят к этапу 212-7;
- в отрицательном случае, переходят к этапу 212-6.
На этапе 212-6, выбирают дополнительный краевой измерительный профиль, затем возвращаются к этапу 212-4.
Таким образом, цикл, состоящий из этапов 212-4, 212-5, 212-6, повторяется до тех пор, пока не будут проанализированы все краевые измерительные профили выбранного края краевого изображения Iedg_pd-r восстановленных возможных дефектов.
На этапе 212-7, верифицируют, были ли проанализированы все края краевого изображения восстановленных возможных дефектов:
- в положительном случае, переходят к этапу 212-9;
- в отрицательном случае, переходят к этапу 212-8.
На этапе 212-8, выбирают дополнительный край из краевого изображения Iedg_pd-r восстановленных возможных дефектов, затем возвращаются к этапу 212-2.
Таким образом, цикл, состоящий из этапов 212-2, 212-3, 212-4, 212-5, 212-7, 212-8, повторяется до тех пор, пока не будут проанализированы все края краевого изображения Iedg_pd-r восстановленных возможных дефектов.
На этапе 212-9, выбирают край из краевого изображения Iedg_pd-r восстановленных возможных дефектов.
От этапа 212-9 переходят к этапу 212-10, на котором вычисляют количество возможных дефектных точек, относящихся к выбранному краю.
От этапа 212-10 переходят к этапу 212-11, на котором выбранный край обозначают как дефект, если упомянутое вычисленное количество возможных дефектных точек является большим, чем значение порога дефектов.
От этапа 212-11 переходят к этапу 212-12, на котором верифицируют, были ли проанализированы все края краевого изображения Iedg_pd-r восстановленных возможных дефектов:
- в положительном случае, переходят к этапу 212-14;
- в отрицательном случае, переходят к этапу 212-13.
На этапе 212-13, выбирают дополнительный край из краевого изображения Iedg_pd-r восстановленных возможных дефектов, затем возвращаются к этапу 212-10.
Таким образом, цикл, состоящий из этапов 212-10, 212-11, 212-12, 212-13, повторяется до тех пор, пока не будут проанализированы все края краевого изображения Iedg_pd-r восстановленных возможных дефектов.
На этапе 212-14, генерируют изображение Ims_edg измеренных краев, содержащее края, обозначенные как дефекты.
От этапа 212-14 переходят к этапу 212-15, на котором края, включенные в изображение Ims_edg измеренных краев, идентифицируют как дефекты.
От этапа 212-15 переходят к этапу 220, на котором блок-схема 200-1 последовательности операций завершается.
Предпочтительно, блок-схема 200-1 последовательности операций дополнительно содержит, после этапа 212-15, этап генерирования графического или текстового представления краев, обозначенных как дефекты.
Фиг. 4В показывает блок 150-1 обработки согласно второму варианту осуществления настоящего изобретения.
Блок 150-1 обработки выполняет программу программного обеспечения, которая содержит один или несколько программных модулей, которые выполняют этапы способа для детектирования дефектов на шинах, представленного блок-схемой 200-1 последовательности операций.
Блок 150-1 обработки отличается от блока 150 обработки первого варианта осуществления настоящего изобретения из-за присутствия модуля 155-1 измерения краев, введенного между модулем 155 восстановления и модулем 156 детектирования дефектов, и имеющего функцию генерирования изображения Ims_edg измеренных краев.
Дополнительно, блок 150-1 обработки отличается от блока 150 обработки из-за того факта, что модуль 156 детектирования дефектов выполнен с возможностью идентификации как дефектов краев, включенных в изображение Ims_edg измеренных краев.
Модуль 155-1 измерения краев имеет функцию подтверждения как дефектов краев (краевого изображения Iedg_pd-r восстановленных возможных дефектов), которые имеют достаточно большую длину.
Конкретно, модуль 155-1 измерения краев выполнен с возможностью, для i-го края Ci (i= 1, 2 … n), выбранного из n краев C1, C2, … Cn краевого изображения Iedg_pd-r восстановленных возможных дефектов, генерирования множества m краевых измерительных профилей Spmc-1, Spmc-2, … Spmc-m, соответственно, с центрами в множестве m разных точек P1, P2, … Pm, относящихся к краю Ci, причем упомянутое множество m краевых измерительных профилей Spmc-1, Spmc-2, … Spmc-m связано с соответствующими множествами значений интенсивности света, вычисленных в виде функции значений соответствующих участков выровненного образцового изображения Icmp_al, соответственно, с центрами в упомянутом множестве m точек P1, P2, … Pm.
Другими словами, генерируют первый краевой измерительный профиль Spmc-1 с центром в первой точке P1 края Ci краевого изображения Iedg_pd-r восстановленных возможных дефектов, генерируют второй краевой измерительный профиль Spmc-2 с центром во второй точке P2 края Ci краевого изображения Iedg_pd-r восстановленных возможных дефектов, … и т.д., пока не будет сгенерирован m-й краевой измерительный профиль Spmc-m с центром в m-й точке Pm края Ci краевого изображения Iedg_pd-r восстановленных возможных дефектов.
Размер m краевых измерительных профилей выбирают таким образом, чтобы он был большим, чем максимальный размер возможных по существу одномерных дефектов на образцовой шине. Например, в случае по существу одномерных, по существу прямолинейных дефектов с шириной, составляющей от 0,2 миллиметра до 0,5 миллиметра, размер краевых измерительных профилей может быть выбран равным нескольким дюжинам пикселов.
Например, точки P1, P2, … Pm соответствуют пикселам (идентифицируемым парой координат x-y) i-го края Ci краевого изображения Iedg_pd-r восстановленных возможных дефектов. Альтернативно, краевое изображение Iedg_pd-r восстановленных возможных дефектов может быть подвергнуто операции подвыборки: в этом случае, точка Pj (из множества m точек P1, P2, … Pm) является значением, соответствующим множеству пикселов краевого изображения Iedg_pd-r восстановленных возможных дефектов.
j-й краевой измерительный профиль Spmc-j (выбранный из m краевых измерительных профилей Spmc-1, Spmc-2, … Spmc-m) содержит множество значений, которые вычисляют в виде функции значений интенсивности света одного или нескольких хроматических компонентов пикселов участка выровненного образцового изображения Icmp_al с центром в j-й точке Pj (выбранной из множества m точек P1, P2, … Pm, относящихся к i-му краю Ci). Аналогичные замечания могут быть применены к вычислению дополнительных краевых измерительных профилей Spmc-1, Spmc-2, … Spmc-m.
Предпочтительно, изображение, приобретаемое камерой 141, является черно-белым: в этом случае, интенсивность света представляет уровень в оттенках серого рассматриваемого пиксела, имеющий значения, составляющие от 0 до 255. Альтернативно, изображение, приобретаемое камерой 141, является цветным изображением и представлено моделью RGB: в этом случае, хроматическим компонентом является зеленый, красный или синий компонент рассматриваемого пиксела, и он имеет значения, составляющие от 0 до 255.
Предшествующие замечания относительно края Ci краевого изображения Iedg_pd-r восстановленных возможных дефектов могут быть применены к каждому из краев C1, C2, … Cn краевого изображения Iedg_pd-r восстановленных возможных дефектов, т.е. для каждого края, генерируют соответствующее множество краевых измерительных профилей.
Другими словами, сначала учитывают первый край C1 из n краев C1, C2, … Cn, относящихся к краевому изображению Iedg_pd-r восстановленных возможных дефектов. Первый край C1 содержит m1 точек, каждая из которых соответствует пикселу.
Затем, учитывают первую точку P1 из m1 точек первого края C1. Затем, считывают выровненное образцовое изображение Icmp_al и из него выбирают участок изображения с центром около первой точки P1 (т.е. с центром с координатами пиксела, который представляет первую точку P1).
Затем, обрабатывают значения пикселов упомянутого участка изображения и из них генерируют множество значений, которые представляют первый краевой измерительный профиль Spmc-1 с центром около первой точки P1, как показано на фиг. 5A-5B.
Предшествующие операции в отношении точки P1 повторяют для второй точки P2 из m1 точек первого края C1, для генерирования второго краевого измерительного профиля Spmc-2 с центром около второй точки P2. Наконец, предшествующие операции повторяют для всех дополнительных точек первого края C1, таким образом, получают m1 краевых измерительных профилей Spmc-1, Spmc-2, … Spmc-m1, соответственно, с центрами в точках P1, P2, … Pm1.
Предшествующие замечания в отношении края C1 применимы аналогичным образом также к краям C2, … Cn, таким образом, получают m2 краевых измерительных профилей Spmc-1, Spmc-2, … Spmc-m2 для края C2,... и т.д., пока не будут получены mn краевых измерительных профилей Spmc-1, Spmc-2, … Spmc-mn для края Cn.
Предпочтительно, j-й краевой измерительный профиль Spmc-j (с центром в j-й точке Pj) генерируют следующим образом. Для простоты предположим, что точка Pj соответствует пикселу. Модуль 155-1 измерения краев выполнен с возможностью учета участка выровненного образцового изображения Icmp_al с центром в j-й точке Pj, выбранной из множества m точек P1, P2, … Pm, относящихся к i-му краю Ci. Допустим, что упомянутый участок является матрицей из r строк и c столбцов, состоящей из r*c пикселов приобретенного образцового изображения Icmp, причем упомянутая матрица имеет центр в рассматриваемом пикселе Pj. Более конкретно, каждая строка матрицы содержит r значений пикселов вдоль аксиального направления протектора образцовой шины, и, таким образом, каждый столбец матрицы содержит значения пикселов вдоль кругового направления протектора образцовой шины. Затем, для каждой строки матрицы, модуль 155-1 измерения краев выполнен с возможностью вычисления только одного значения, соответствующего соответствующим значениям строки; например, упомянутое значение является средним значением пикселов рассматриваемой строки. Затем, рассматривают вектор размера r, который представляет j-й краевой измерительный профиль Spmc-j с центром в точке Pj края Ci краевого изображения Iedg_pd-r восстановленных возможных дефектов. Следует отметить, что генерирование j-го краевого измерительного профиля Spmc-j, как показано выше, является особенно предпочтительным, поскольку учитывается не только j-ая точка Pj, но и точки, смежные с ней в аксиальном направлении: таким образом, уменьшается вероятность совершения ошибок, обусловленных артефактами, которые могут генерировать ложные указания на края выровненного образцового изображения Icmp_al.
С использованием матрицы с центром в j-й точке Pj i-го края Ci, вычисляют первое среднее значение в виде функции значений пикселов первой строки, затем вычисляют второе среднее значение в виде функции значений пикселов второй строки,... и т.д., пока не будет вычислено n-ое среднее значение в виде функции значений пикселов n-й строки. Затем, получают вектор, который представляет j-й краевой измерительный профиль Spmc-j (см., например, фиг. 5A-5B) с центром в точке Pj края Ci краевого изображения Iedg_pd-r восстановленных возможных дефектов.
Предпочтительно, модуль 155-1 измерения краев также выполнен с возможностью, для j-го краевого измерительного профиля Spmc-j (j= 1, 2, … m), выбранного из m краевых измерительных профилей Spmc-1, Spmc-2, … Spmc-m i-го края Ci:
- вычисления минимального значения Smin-j и максимального значения Smax-j значений центрального участка SCpmc-j (см. фиг. 5A-5B) j-го выбранного краевого измерительного профиля Spmc-j;
- идентификации возможной дефектной точки Ppd-j в виде функции сравнения между минимальными значениями Smin-j и максимальными значениями Smax-j;
- повторения вычисления минимального значения Smin-j и максимального значения Smax-j и идентификации возможной дефектной точки для дополнительных краевых измерительных профилей Spmc-j, таким образом, генерируются возможные дополнительные возможные дефектные точки Ppd-j.
Предшествующие замечания применимы аналогичным образом к дополнительным краям Ci выровненного образцового изображения Icmp_al, таким образом, модуль 155-1 измерения краев выполнен с возможностью генерирования, в выходных данных, изображения Ims_edg измеренных краев, которое содержит края, которые были подтверждены как дефектные модулем 155-1 измерения краев.
Предпочтительно, еще раз обращаясь к предыдущему примеру, m1 краевых измерительных профилей Spmc-1, Spmc-2, … Spmc-m1 генерировались из первого края C1. Затем, учитывают первый краевой измерительный профиль Spmc-1 и вычисляют первое минимальное значение Smin-1 и первое максимальное значение Smax-1 значений центрального участка SCpmc-1 первого краевого измерительного профиля Spmc-1. Затем, вычисляют первое и второе значение, соответствующие значениям боковых участков SLSpmc-1, SLDpmc-1 первого краевого измерительного профиля Spmc-1. Наконец, идентифицируют первую возможную дефектную точку Ppd-1 в виде функции сравнения между первым минимальным значением Smin-1 и первым максимальным значением Smax-1 и первым и вторым значением.
Предшествующие операции повторяют для второго краевого измерительного профиля Spmc-2 для возможного генерирования второй возможной дефектной точки Ppd-2.
Наконец, предшествующие операции повторяют для всех дополнительных краевых измерительных профилей Spmc-3, … Spmc-m1 первого края C1, таким образом, получают возможные дефектные точки Ppd1, относящиеся к первому краю C1.
Предпочтительно, первое и второе значение вычисляют посредством одной из следующих операций:
- нахождение средних значений боковых участков SLSpmc-j, SLDpmc-j j-го краевого измерительного профиля Spmc-j;
- нахождение медианы значений боковых участков SLSpmc-j, SLDpmc-j j-го краевого измерительного профиля Spmc-j;
- нахождение моды значений боковых участков SLSpmc-j, SLDpmc-j j-го краевого измерительного профиля Spmc-j.
Предпочтительно, возможную дефектную точку Ppd-j идентифицируют в виде функции сравнения между минимальными значениями Smin-j и максимальными значениями Smax-j и первым и вторым значением на основе разных критериев.
Первым критерием для идентификации возможной дефектной точки Ppd-j является следующее:
- вычисляют минимальное значение Smin-j значений центрального участка SCpmc-j j-го краевого измерительного профиля Spmc-j с центром в j-й точке Pj i-го края Ci и запоминают соответствующее положение пикселов;
- вычисляют максимальное значение Smax-j значений центрального участка SCpmc-j j-го краевого измерительного профиля Spmc-j и запоминают соответствующее положение пиксела;
- верифицируют, предшествует ли положение пиксела, соответствующего максимальному значению Smax-j положению пиксела, соответствующего минимальному значению Smin-j:
- если положение пиксела, соответствующего максимальному значению Smax-j, является следующим за положением пиксела, соответствующего минимальному значению Smin-j, то точку Pj края Ci идентифицируют как возможную дефектную точку Ppd-j: этот признак появляется, фактически, если присутствует выемка, которая сначала определяет присутствие довольно низкой интенсивности света и, затем, определяет присутствие достаточно высокой интенсивности света, как будет объяснено более подробно ниже со ссылкой на фиг. 5А;
- если положение пиксела, соответствующего максимальному значению Smax-j, предшествует положению пиксела, соответствующего минимальному значению Smin-j, то точку Pj края Ci не идентифицируют как возможную дефектную точку Ppd-j: этот признак, фактически, появляется, если присутствует недефектный элемент, который сначала определяет присутствие достаточно высокой интенсивности света, и, затем, определяет присутствие достаточно низкой интенсивности света, как будет объяснено более подробно ниже со ссылкой на фиг. 5В.
Например, фиг. 5А показывает, что пиксел, соответствующий максимальному значению Smax-j, следует за пикселом, соответствующим минимальному значению Smin-j: таким образом, точку Pj идентифицируют как возможную дефектную точку Ppd-j.
Иначе, фиг. 5В показывает, что пиксел, соответствующий максимальному значению Smax-j, предшествует пикселу, соответствующему минимальному значению Smin-j: таким образом, точку Pj не идентифицируют как возможную дефектную точку Ppd-j.
Второй критерий позволяет верифицировать, обусловлен ли размер минимального значения Smin-j и максимального значения Smax-j возможной выемкой, или он обусловлен нормальной изменчивостью процесса приобретения изображения.
Вторым критерием для идентификации возможной дефектной точки Ppd-j является следующее:
- вычисляют минимальное значение Smin-j значений центрального участка SCpmc-j j-го краевого измерительного профиля Spmc-j с центром в j-й точке Pj i-го края Ci;
- вычисляют максимальное значение Smax-j значений центрального участка SCpmc-j j-го краевого измерительного профиля Spmc-j;
- вычисляют первое значение S1avg-j и второе значение S2avg-j (например, средние значения), соответствующие значениям боковых участков SLSpmc-j, SLDpmc-j j-го краевого измерительного профиля Spmc-j;
- верифицируют, является ли минимальное значение Smin-j большим, чем сумма первого значения S1avg-j и значения первого бокового порога, и большим, чем сумма второго значения S2avg-j и значения второго бокового порога:
- в положительном случае, точку Pj края Ci не идентифицируют как возможную дефектную точку Ppd-j, поскольку минимальное значение центральной зоны является недостаточно низким относительно значений боковых зон;
- в отрицательном случае, точку Pj края Ci идентифицируют как возможную дефектную точку Ppd-j, поскольку минимальное значение центральной зоны является достаточно низким относительно значений боковых зон;
- верифицируют, является ли максимальное значение Smax-j меньшим, чем сумма первого значения S1avg-j и значения третьего бокового порога, и меньшим, чем сумма второго значения S2avg-j и значения четвертого бокового порога:
- в положительном случае, точку Pj края Ci не идентифицируют как возможную дефектную точку Ppd-j, поскольку максимальное значение центральной зоны является недостаточно высоким относительно значений боковых зон;
- в отрицательном случае, точку Pj края Ci идентифицируют как возможную дефектную точку Ppd-j, поскольку максимальное значение центральной зоны является достаточно высоким относительно значений боковых зон.
Третий критерий позволяет верифицировать, присутствует ли выемка, имеющая значительную толщину, что позволяет исключить царапины или малые изолированные отверстия.
Третьим критерием для идентификации возможной дефектной точки Ppd-j является следующее:
- вычисляют количество пикселов j-го краевого измерительного профиля Spmc-j (с центром в j-й точке Pj), имеющих значения, меньшие, чем сумма первого значения S1avg-j (например, среднего значения) и значения первого порога толщины, и имеющих значения, меньшие, чем сумма второго значения S2avg-j (например, среднего значения) и значения первого порога толщины;
- вычисляют количество пикселов j-го краевого измерительного профиля Spmc-j, имеющих значения, большие, чем сумма первого значения S1avg-j и значения второго порога толщины, и имеющих значения, большие, чем сумма второго значения S2avg-j и значения второго порога толщины;
- если сумма пикселов, вычисленная на двух предыдущих этапах, является меньшей, чем значение третьего порога толщины, то точку Pj края Ci не идентифицируют как возможную дефектную точку;
- если сумма пикселов, вычисленная на двух предыдущих этапах, является большей или равной значению третьего порога толщины, то точку Pj края Ci идентифицируют как возможную дефектную точку Ppd-j.
Описанные выше три критерия могут быть использованы отдельно или в любой комбинации: использование комбинации критериев может увеличить надежность детектирования дефекта (выемки, в рассматриваемых примерах). Специалистом в данной области техники могут быть разработаны дополнительные критерии на основе указаний и идей настоящего изобретения.
Предпочтительно, модуль 156 детектирования дефектов второго варианта осуществления дополнительно выполнен с возможностью генерирования сигнала Idf дефектов, соответствующего краям, обозначенным как дефекты (т.е. краям, включенным в изображение Ims_edg измеренных краев).
Предпочтительно, изображение Ims_edg измеренных краев (возможно, наложенное на выровненное образцовое изображение Icmp_al) отображается на экране, присутствующем в производственной линии 1 (например, экран подключен к станции 30 контроля, или он является частью устройства 100 в пределах станции 30 контроля): таким образом, человек-оператор, назначенный для осуществления контроля качества, может сразу отобразить присутствие и положение дефекта (конкретно, выемки D1) на образцовой шине. Изображение, отображаемое на экране, может включать в себя квадрат, который окружает область, в которой детектирован дефект, для дополнительного облегчения идентификации положения дефекта.
Альтернативно, изображение Ims_edg измеренных краев преобразуют в текстовый файл, который содержит указание на присутствие дефекта D1, его положение и длину.
Предпочтительно, значение порога дефектов является процентным отношением (например, 70%) длины i-го выбранного края Ci.
Со ссылкой на фиг. 3F-3G, показана блок-схема 200-2 последовательности операций способа для детектирования дефектов на шинах в процессе производства шин согласно третьему варианту осуществления настоящего изобретения.
Третий вариант осуществления используется, если участки поверхности эталонной и образцовой шин 103 являются участками соответствующих протекторов, содержащими множество блоков, т.е. на которых протектор содержит конкретную конструкцию в рельефе, образованную положением блоков и, причем, упомянутая конструкция является одной и той же для эталонной и образцовой шин 103.
Блок-схема 200-2 последовательности операций позволяет предотвратить идентификацию как дефектов канавок, присутствующих на протекторе, и/или предотвратить увеличение количества случаев генерирования ложных краев вследствие возможных изменений яркости вследствие глубины самих канавок.
Блок-схема 200-2 последовательности операций отличается от блок-схемы 200-1 последовательности операций первого варианта осуществления вследствие дополнительного присутствия этапа 206-1, вследствие присутствия этапа 207-1 вместо этапа 207, и вследствие присутствия этапа 212-2.1 вместо этапа 212-2.
Таким образом, блок-схема 200-2 последовательности операций третьего варианта состоит из набора фиг. 3F, 3C и 3G.
Этап 206-1 введен между этапом 206 и этапом 207-1.
На этапе 206-1, генерируют заполненное образцовое изображение Icmp_rp, которое получают посредством заполнения участков выровненного образцового изображения Icmp_al, соответствующих канавкам, присутствующим на протекторе образцовой шины, и генерируют заполненное эталонное изображение Iref_rp, которое получают посредством заполнения участков выровненного эталонного изображения Iref_al, соответствующих канавкам, присутствующим на протекторе эталонной шины.
Например, заполнение выполняют посредством замены пикселов выровненного образцового изображения Icmp_al, соответствующих канавке, пикселами, имеющими значения интенсивности света, предопределенные или вычисленные в виде функции значений пикселов, смежных с рассматриваемой канавкой: таким образом, процедуры вычисления упрощаются, и предотвращается идентификация краев блоков как краев возможных дефектов модулем 156 детектирования дефектов или модулем 155-1 измерения краев.
Аналогичные соображения применимы к заполнению пикселов выровненного эталонного изображения Iref_al.
Предпочтительно, пикселам, соответствующим канавке, присваивают значения интенсивности света (в оттенках серого), равные 0, что соответствует черному цвету.
Альтернативно, значениям пикселов, соответствующих канавке, может быть присвоено значение, равное среднему значению пикселов, смежных с самой канавкой.
На этапе 207-1, выполняют извлечение краев из заполненного эталонного изображения Iref_rp и из заполненного образцового изображения Icmp_rp, и генерируют, соответственно, краевое эталонное изображение Iref_edg, содержащее края, включенные в заполненное эталонное изображение, и краевое образцовое изображение Icmp_edg, содержащее края, включенные в заполненное образцовое изображение.
На этапе 212-2.1, генерируют множество краевых измерительных профилей, соответственно, с центрами во множестве разных точек, относящихся к выбранному краю, причем множество краевых измерительных профилей связано с соответствующими множествами значений интенсивности света, вычисляемых в виде функции значений соответствующих участков заполненного образцового изображения, соответственно, с центрами в упомянутом множестве точек.
Фиг. 4С показывает блок 150-2 обработки согласно третьему варианту осуществления настоящего изобретения.
Блок 150-2 обработки выполняет программу программного обеспечения, которая содержит один или несколько программных модулей, которые выполняют этапы способа для детектирования дефектов на шинах, представленного блок-схемой 200-2 последовательности операций.
Блок 150-2 обработки отличается от блока 150-1 обработки второго варианта осуществления из-за дополнительного присутствия модуля 151-1 заполнения, введенного между модулем 151 выравнивания и модулем 152 извлечения краев.
Модуль 151-1 заполнения выполнен с возможностью приема выровненного образцового изображения Icmp_al и генерирования заполненного образцового изображения Icmp_rp, полученного посредством заполнения участков выровненного образцового изображения Icmp_al, соответствующих канавкам, присутствующим на протекторе образцовой шины.
аналогично, модуль 151-1 заполнения дополнительно выполнен с возможностью приема выровненного эталонного изображения Iref_al и генерирования заполненного эталонного изображения Iref_rp, полученного посредством заполнения участков выровненного эталонного изображения Iref_al, соответствующих канавкам, присутствующим на протекторе эталонной шины.
Следует отметить, что рассмотрен случай, в котором заполненное эталонное изображение Iref_rp получают в реальном времени в виде функции выровненного эталонного изображения Iref_al, посредством модуля 153 выравнивания и модуля 159 заполнения во время их функционирования. Альтернативно, в случае, когда выровненное эталонное изображение Iref_al сохраняют неподвижным в процессе выравнивания, заполненное эталонное изображение Iref_rp может быть получено заранее на этапе конфигурирования, посредством обработки, аналогичной обработке модуля 151-1 заполнения: в этом случае, заполненное эталонное изображение Iref_rp является входными данными для модуля 152 извлечения краев.
Дополнительно, третий вариант осуществления отличается от второго варианта осуществления вследствие того факта, что модуль 152 извлечения краев принимает, во входных данных, заполненное образцовое изображение Icmp_rp (вместо выровненного образцового изображения Icmp_al) и заполненное эталонное изображение Iref_rp (вместо выровненного эталонного изображения Iref_al): таким образом, модуль 152 извлечения краев выполнен с возможностью выполнения извлечения краев из заполненного образцового изображения Icmp_rp и из заполненного эталонного изображения Iref_rp.
Наконец, третий вариант осуществления отличается от второго варианта осуществления вследствие того факта, что модуль 155-1 измерения краев принимает, во входных данных, заполненное образцовое изображение Icmp_rp (вместо выровненного образцового изображения Icmp_al): таким образом, j-й краевой измерительный профиль Spmc-j вычисляют с использованием участков заполненного образцового изображения Icmp_rp с центрами около j-й точки Pj i-го края Ci краевого изображения Iedg_pd-r восстановленных возможных дефектов.
Согласно варианту третьего варианта осуществления (не показан на фигуре), блок-схема 200-2 последовательности операций отличается от блок-схемы 200 последовательности операций первого варианта осуществления вследствие дополнительного присутствия этапа 206-1 после этапа 206 и вследствие присутствия этапа 207-1 вместо этапа 207; другими словами, согласно варианту третьего варианта осуществления, блок-схема последовательности операций не содержит этапов, показанных на фиг. 3G, а вместо этого содержит только этапы фиг. 3A-3B, модифицированные с использованием этапа 206-1 после этапа 206 и с использованием этапа 207-1 вместо этапа 207.
Дополнительно, согласно упомянутому варианту третьего варианта осуществления, блок 150-2 обработки отличается от блока 150 обработки первого варианта осуществления вследствие дополнительного присутствия модуля 151-1 заполнения, введенного между модулем 151 выравнивания, и вследствие того факта, что модуль 152 извлечения краев принимает, во входных данных, заполненное образцовое изображение Icmp_rp (вместо выровненного образцового изображения Icmp_al) и заполненное эталонное изображение Iref_rp (вместо выровненного эталонного изображения Iref_al).
Со ссылкой на фиг. 5А, показан j-й краевой измерительный профиль Spmc-j с центром в j-й точке Pj, которая относится к i-му краю Ci, полученному от выемки Di (например, краю D1 выемки D1, показанной на фиг. 6A-6B), присутствующей на протекторе образцовой шины 103. Показан профиль рассматриваемой зоны, которая продолжается вокруг оси вращения шины вдоль участка последовательности пикселов, образующих приобретенное изображение круговой поверхности протектора образцовой шины 103.
На x-оси, указано расстояние вдоль круговой поверхности относительно эталонной точки, расположенной в рассматриваемой зоне; конкретно, значения x-оси представляют координаты пикселов рассматриваемой зоны.
На y-оси, указаны значения интенсивности света в оттенках серого, соответствующие рассматриваемым пикселам.
Фиг. 5А также показывает центральный участок SCpmc-j j-го (j=1, 2, …m) краевого измерительного профиля Spmc-j с центром в j-й точке Pj, и показывает два соответствующих боковых участка SLSpmc-j, SLDpmc-j, смежных с центральным участком SCpmc-j.
На фиг. 5А можно увидеть следующий тренд интенсивности света краевого измерительного профиля Spmc-j:
- значения интенсивности света, содержащиеся в первом участке пикселов, имеют значения, значительно большие нуля (на фиг. 5А, составляющие от 140 до 160);
- значения интенсивности света, содержащиеся во втором участке пикселов, имеют тренд на уменьшение с большим наклоном, до тех пор, пока не будет достигнуто малое минимальное значение Smin-j (на фиг. 5А, меньше 50);
- значения интенсивности света, содержащиеся в третьем участке пикселов, следующим за минимальным значением Smin-j, имеют тренд на увеличение с большим наклоном (на фиг. 5А, увеличение от значения Smin-j до значения Smax-j, близкого к 255);
- значения интенсивности света, содержащиеся в четвертом участке пикселов, имеют значения, значительно большие нуля (на фиг. 5А, около 160-220).
Таким образом, тренд интенсивности света фиг. 5А указывает на то, что сначала присутствует интервал, в котором имеется свет (первый участок пикселов), затем присутствует интервал, в котором интенсивность света достигает довольно низкого значения (или свет отсутствует, второй участок пикселов вплоть до минимума Smin-j), и, затем, снова присутствует интервал, в котором имеется свет (третий и четвертый участки пикселов): это указывает на присутствие выемки, поскольку был детектирован интервал, в котором интенсивность света является гораздо более низкой (полость выемки), и были детектированы два смежных интервала, в которых свет присутствует (зоны, смежные с полостью выемки).
Следует отметить, что можно детектировать упомянутый тренд интенсивности света посредством наклонного направления светового излучения Rd, испускаемого источником 131 света, что позволяет осветить зоны, смежные с выемкой, в то время как зона, соответствующая выемке, остается по существу в темноте.
Со ссылкой на фиг. 5В, показан j-й краевой измерительный профиль Spmc-j с центром в j-й точке Pj, которая относится к i-му краю Ci, полученному из недефектного элемента Ei (например, соединительной линии между смежными секторами), присутствующего на протекторе образцовой шины 103. Также в этом случае, показан профиль рассматриваемой зоны, которая продолжается вокруг оси вращения шины вдоль участка последовательности пикселов, образующих приобретенное изображение круговой поверхности протектора образцовой шины 103.
На фиг. 5В можно увидеть следующий тренд интенсивности света краевого измерительного профиля Spmc-j:
- значения интенсивности света, содержащиеся в первом участке, являются значительно большими нуля (на фиг. 5В, составляющими от 170 до 255);
- значения интенсивности света, содержащиеся во втором участке, имеют довольно малые значения, и, конкретно, они являются гораздо меньшими в подучастке (на фиг. 5В, значения, приблизительно равные 120).
Таким образом, тренд интенсивности света фиг. 5В сначала указывает на то, что присутствует интервал, в котором имеется свет, имеющий достаточно высокую интенсивность света (первый участок пикселов), и, затем, указывает на то, что присутствует интервал, в котором интенсивность света является довольно низкой (второй участок пикселов): это указывает на присутствие протяженного элемента в рельефе, поскольку круговое наклонное направление светового излучения Rd, испускаемого источником 131 света, позволяет осветить только зону поверхности, которая предшествует элементу в рельефе, в то время как зона поверхности, следующая за элементом рельефа, остается по существу в темноте. Такой элемент не классифицируют как дефект.
Согласно первому варианту первого, второго или третьего варианта осуществления, блок обработки дополнительно содержит модуль для фильтрации цветных надписей и линий (не показан на фиг. 4A-4C), введенный между модулем 151 выравнивания и модулем 152 извлечения краев. Дополнительно, камера 141 выполнена с возможностью приобретения цветного изображения участка образцовой шины, и модуль 151 выравнивания выполнен с возможностью приема цветного эталонного изображения.
Известно, что шина может содержать цветные надписи и линии, например, надписи на боковине шины, и/или цветные надписи, которые печатают в зоне протектора для идентификации ее во время производственного процесса. Упомянутые цветные надписи и линии могут быть разных типов, разных цветов, и могут находиться в разных положениях.
Модуль для фильтрации цветных надписей и линий имеет функцию идентификации и фильтрации упомянутых цветных надписей и линий, присутствующих как на эталонной шине, так и на образцовой шине, что предотвращает их учет в последующих модулях блока обработки, таким образом, предотвращается генерация ложных аварийных указаний.
Таким образом, модуль фильтрации цветных надписей и линий выполнен с возможностью приема, во входных данных, выровненного эталонного изображения Iref_al, и выполнен с возможностью генерирования на выходе отфильтрованного эталонного изображения Iref_fl, полученного посредством фильтрации цветных надписей и линий, включенных в выровненное эталонное изображение Iref_al, или посредством обозначения участков выровненного эталонного изображения Iref_al, которые содержат упомянутые цветные надписи или линии.
Аналогично, модуль фильтрации цветных надписей и линий выполнен с возможностью приема, во входных данных, выровненного образцового изображения Icmp_al, и выполнен с возможностью генерирования на выходе отфильтрованного образцового изображения Icmp_fl, полученного посредством фильтрации цветных надписей и линий, включенных в выровненное образцовое изображение Icmp_al, или посредством обозначения участков выровненного образцового изображения Icmp_a, которые содержат упомянутые цветные надписи или линии.
Затем, модуль 152 извлечения краев выполнен с возможностью приема, во входных данных, отфильтрованного эталонного изображения Iref_fl (вместо выровненного эталонного изображения Iref_al) и отфильтрованного образцового изображения Icmp_fl (вместо выровненного образцового изображения Icmp_al), и он выполнен с возможностью извлечения из них краев, как описано выше, с той разницей, что модуль 152 извлечения краев выполнен таким образом, что он не учитывает участки, которые были обозначены модулем фильтрации цветных надписей и линий.
Например, модуль фильтрации цветных надписей и линий может содержать следующие подмодули, соединенные последовательно:
- первый подмодуль, выполненный с возможностью выполнения операции фильтрации, например, гауссова типа;
- второй подмодуль, выполненный с возможностью выполнения фильтрации, например, медианного типа, чтобы сделать цветные надписи или линии более однородными;
- третий подмодуль, выполненный с возможностью выполнения преобразования между цветовыми пространствами, например, из цветового пространства типа RGB в цветовое пространство типа HSV;
- четвертый подмодуль, для сравнения трех компонентов HSV-пространства с тремя соответствующими пороговыми значениями;
- пятый подмодуль, выполненный с возможностью выполнения операции размывания для изображения, выходящего из четвертого подмодуля;
- шестой подмодуль, выполненный с возможностью выполнения операции расширения для изображения, выходящего из пятого подмодуля;
- седьмой подмодуль, выполненный с возможностью обозначения участков изображения, выходящего из шестого подмодуля.
Согласно второму варианту первого, второго или третьего варианта осуществления, блок обработки дополнительно содержит модуль предварительной фильтрации краев (не показан на фиг. 4A-4C), введенный между модулем 152 извлечения краев и модулем 154 сравнения.
Модуль предварительной фильтрации краев имеет функцию идентификации и устранения краев краевого образцового изображения Icmp_edg, которые соответствуют некоторым элементам образцовой шины, не подлежащим классификации как дефекты, таким как:
- рельефы округлой (или дуговой) формы, обусловленные присутствием отверстий для выхода воздуха;
- несовершенства поверхности, обусловленные очисткой литейной формы, которые генерируют очень малые края.
Таким образом, предотвращается учет краев, генерируемых вышеуказанными элементами, в последующих модулях блока обработки, таким образом, предотвращается генерация ложных указаний на дефекты.
Согласно третьему варианту первого, второго или третьего варианта осуществления, блок обработки дополнительно содержит модуль постфильтрации (не показан на фиг. 4A-4C), соединенный с выходом модуля 155 восстановления.
Модуль постфильтрации имеет функцию идентификации и устранения краев (краевого изображения Iedg_pd-r восстановленных возможных дефектов), соответствующих недефектным элементам (соединительным линиям между смежными секторами, рельефам округлой или дуговой формы, соединениям протектора, несовершенствам поверхности), которые были добавлены модулем 155 восстановления.
Действительно, как описано выше, модуль 155 восстановления выполнен с возможностью восстановления (в краевом изображении Iedg_pd-r восстановленных возможных дефектов) присутствия краев, соответствующих дефектам, которые были частично устранены при операции расширения и сравнения, но также модуль 155 восстановления может снова добавить (в краевое изображение Iedg_pd-r восстановленных возможных дефектов) края, соответствующие недефектным элементам (которые были ранее устранены посредством модуля 154 сравнения).
Посредством модуля постфильтрации, края, соответствующие недефектным элементам, снова устраняют, таким образом, предотвращается их ошибочный учет как краев возможных дефектов модулем 156 детектирования дефектов.
Согласно четвертому варианту первого, второго или третьего варианта осуществления, блок обработки дополнительно содержит модуль компенсации (не показан на фиг. 4A-4C), введенный между модулем 151 выравнивания и модулем 152 извлечения краев.
Модуль компенсации имеет функцию выполнения компенсации света выровненного образцового изображения Icmp_al: таким образом, увеличивают контрастность выровненного образцового изображения Icmp_al и получают улучшенное изображение для последующей обработки модулем 152 извлечения краев.
Предпочтительно, разную компенсацию выполняют в виде функции типа участка поверхности образцовой шины:
- например, в случае участка поверхности протектора, который является по существу плоским, и, следовательно, интенсивность светового излучения, испускаемого источником 131 света, является по существу постоянной по всему участку поверхности протектора: таким образом, может быть выполнено умножение интенсивности света пикселов выровненного образцового изображения Icmp_al на постоянное значение, которое является одинаковым для всех пикселов;
- однако, в случае участка поверхности плечевой зоны, которая является криволинейной и, таким образом, интенсивность светового излучения, испускаемого источником 131 света, стремится к уменьшению пропорционально расстоянию от поверхности до камеры 141: таким образом, может быть выполнено умножение интенсивности света пикселов выровненного образцового изображения Icmp_al на интерполирующую функцию, например, экспоненциальную, между двумя значениями.
Согласно пятому варианту первого, второго или третьего варианта осуществления, блок обработки дополнительно содержит модуль фильтрации (не показан на фиг. 4A-4C), введенный между модулем 151 выравнивания и модулем 152 извлечения краев. Модуль фильтрации имеет функцию выполнения фильтрации, например, гауссова типа, для устранения высокочастотного шума.
Предпочтительно, ширину поверхности участка поверхности, подлежащего анализу, делят на множество по существу секториальных зон, которые продолжаются вокруг оси вращения образцовой шины вдоль части или вдоль всей круговой поверхности, подлежащей анализу, и имеют по существу постоянную ширину: таким образом, можно ускорить приобретение изображений и обработку приобретенных изображений, для обеспечения выполнения контроля образцовой шины в линии. Таким образом, с учетом, конкретно, этого способа, это дополнительно содержит подразбиение ширины поверхности упомянутого участка на множество по существу секториальных зон, имеющих по существу постоянную ширину, и повторение этапов способа для детектирования дефектов для каждой зоны из множества зон.
Предпочтительно, две смежные зоны являются по меньшей мере частично наложенными по окружности друг на друга, т.е. они наложены в направлении, определяемом касательной к круговой поверхности зон.
Предпочтительно, участок поверхности, подлежащий анализу, продолжается вокруг оси вращения шины вдоль всей круговой поверхности начисто обработанной шины (например, в случае протектора) или необработанной шины (например, внешней поверхности протектора), и, следовательно, множество зон продолжается вокруг оси вращения образцовой шины вдоль всей круговой поверхности начисто обработанной или необработанной шины.
Теперь будет описана работа линии 1 по производству шин согласно второму варианту осуществления настоящего изобретения, также со ссылкой на фиг. 1A, 2, 3A, 3C, 3D, 3E, 4B, 5A-5B.
В целях объяснения настоящего изобретения, предполагается проанализировать протектор образцовой начисто обработанной шины 103, который имеет выемку D1, царапину D2 и три недефектных элемента E1, E2, E3, как показано на фиг. 6A; более конкретно, для простоты, предполагается приобрести изображение только одной зоны протектора, причем эта зона продолжается вокруг оси вращения шины вдоль всей круговой поверхности протектора.
Также предполагается использовать только одну камеру 141 и осветитель 131 для приобретения изображений образцовой шины, подлежащей контролю, установленных на роботизированной руке 102.
Когда рабочая станция 10 завершает создание необработанной шины, станция 20 формования и вулканизации принимает необработанную шину и начинает выполнять формование и вулканизацию шины.
Таким образом, генерируют образцовую начисто обработанную шину 103.
Станция 30 контроля принимает образцовую начисто обработанную шину 103, выходящую из станции 20 формования и вулканизации, и начинает осуществлять контроль начисто обработанной шины в целях детектирования присутствия дефектов на протекторе.
Конкретно, образцовая шина 103, подлежащая анализу, опирается на элемент 101 поддержки и перемещения и начинает вращаться вокруг своей оси вращения; одновременно, источник 131 света генерирует световое излучение Rd, которое освещает зону протектора образцовой шины 103, затем, камера 141 принимает излучение, отраженное от зоны, и приобретает изображение зоны протектора, в то время как образцовая шина 103 совершает полный оборот вокруг своей оси вращения.
Блок 150 обработки обрабатывает приобретенное изображение зоны протектора, как объяснено выше для второго варианта осуществления, и детектирует присутствие выемки D1.
Конкретно, блок 150 обработки вычисляет краевой измерительный профиль вокруг выемки Di= D1, показанной на фиг. 5А, и вычисляет краевой измерительный профиль вокруг недефектного элемента Ei=E1 (или Ei=E2 и Ei=E3), показанного на фиг. 5B.
Затем, блок 150 обработки генерирует тестовый результирующий сигнал Set1, который указывает на то, что образцовая шина 103 является дефектной, и генерирует сигнал Idf дефектов, который представляет приобретенное изображение Icmp образцовой шины, на которое наложено представление выемки D1, окруженное квадратом.
Следует отметить, что для простоты показана операция, относящаяся только к одной зоне поверхности протектора образцовой шины 103, но, в общем, ширину поверхности протектора образцовой шины 103 подразбивают на множество зон. В этом случае, выполняют полный оборот образцовой шины 103 вокруг ее оси вращения и, в конце оборота, приобретены изображения всех зон поверхности протектора образцовой шины 103. Затем, блок 150 обработки выполняет обработку приобретенного изображения и генерирует из него множество изображений, каждое из которых соответствует зоне. Затем, для каждого изображения зоны, блок 150 обработки выполняет обработку, как показано выше. Альтернативно, вычисление может выполняться параллельно посредством множества камер 141.
Естественно, такой пример может быть обобщен для анализа любого участка внешней поверхности начисто обработанной шины и/или необработанной шины.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ КОНТРОЛЯ НАД ШИНАМИ ИЛИ СООТВЕТСТВУЮЩИМИ ПОЛУФАБРИКАТАМИ В ПРОИЗВОДСТВЕННОЙ ЛИНИИ | 2013 |
|
RU2642169C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ АНАЛИЗА ПОВЕРХНОСТИ ШИНЫ | 2016 |
|
RU2707723C2 |
| СПОСОБ И УСТРОЙСТВО ОБНАРУЖЕНИЯ ДЕФЕКТОВ НА ПОВЕРХНОСТИ ШИН | 2016 |
|
RU2657648C1 |
| УСТАНОВКА И СПОСОБ КОНТРОЛЯ ШИН | 2016 |
|
RU2722984C2 |
| СПОСОБ И ЛИНИЯ ДЛЯ КОНТРОЛЯ ШИН КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2017 |
|
RU2729453C2 |
| СТАНЦИЯ И СПОСОБ КОНТРОЛЯ ШИН | 2016 |
|
RU2721380C2 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ШИН | 2016 |
|
RU2722779C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ШИН НА ПРОИЗВОДСТВЕННОЙ ЛИНИИ | 2015 |
|
RU2696343C2 |
| ШИНА | 2016 |
|
RU2689889C1 |
| ПНЕВМАТИЧЕСКАЯ ШИНА | 2019 |
|
RU2766932C1 |
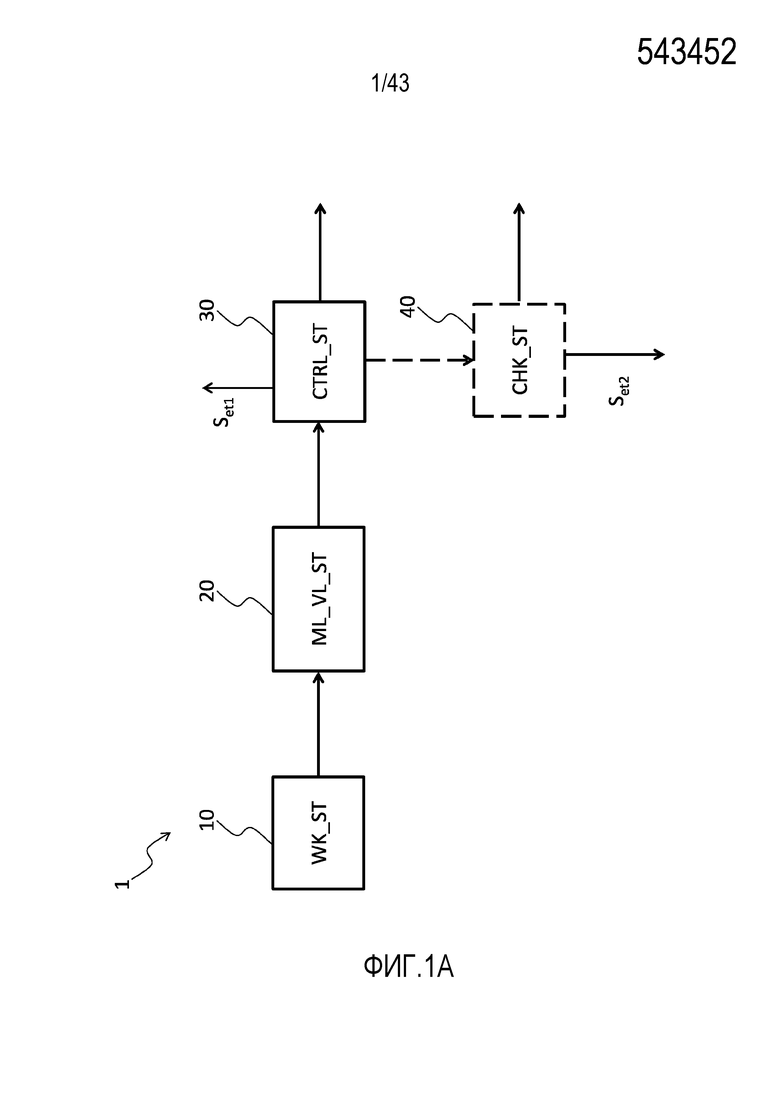
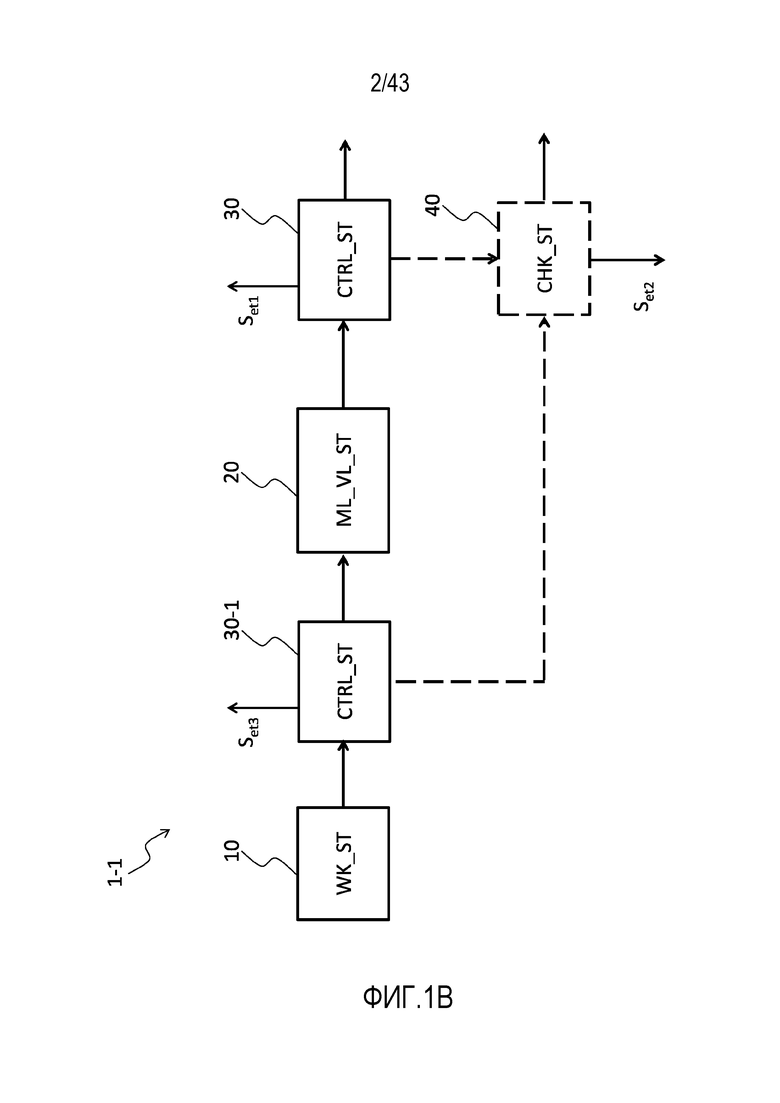
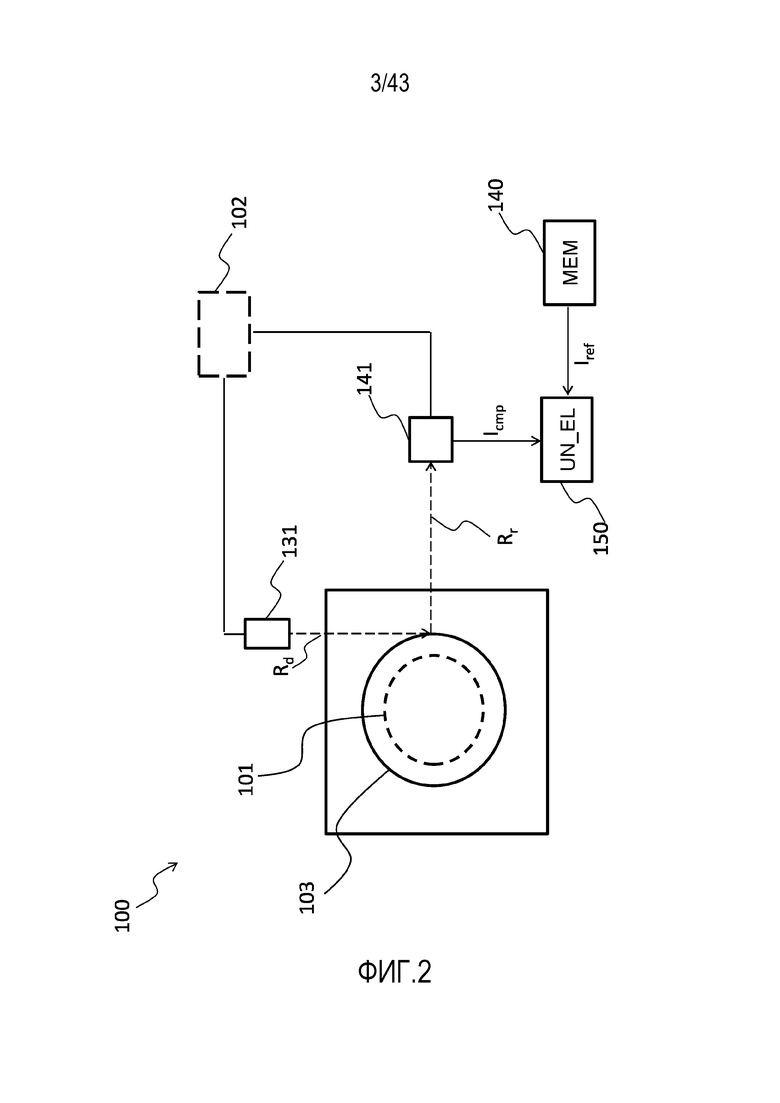
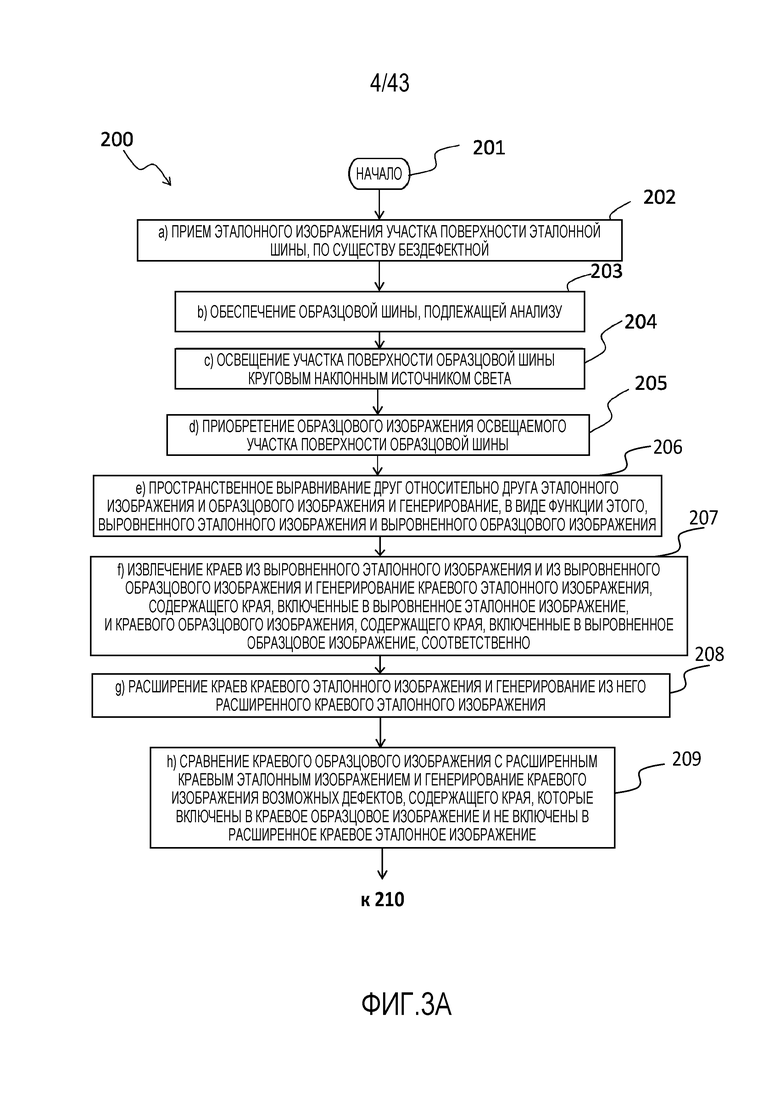
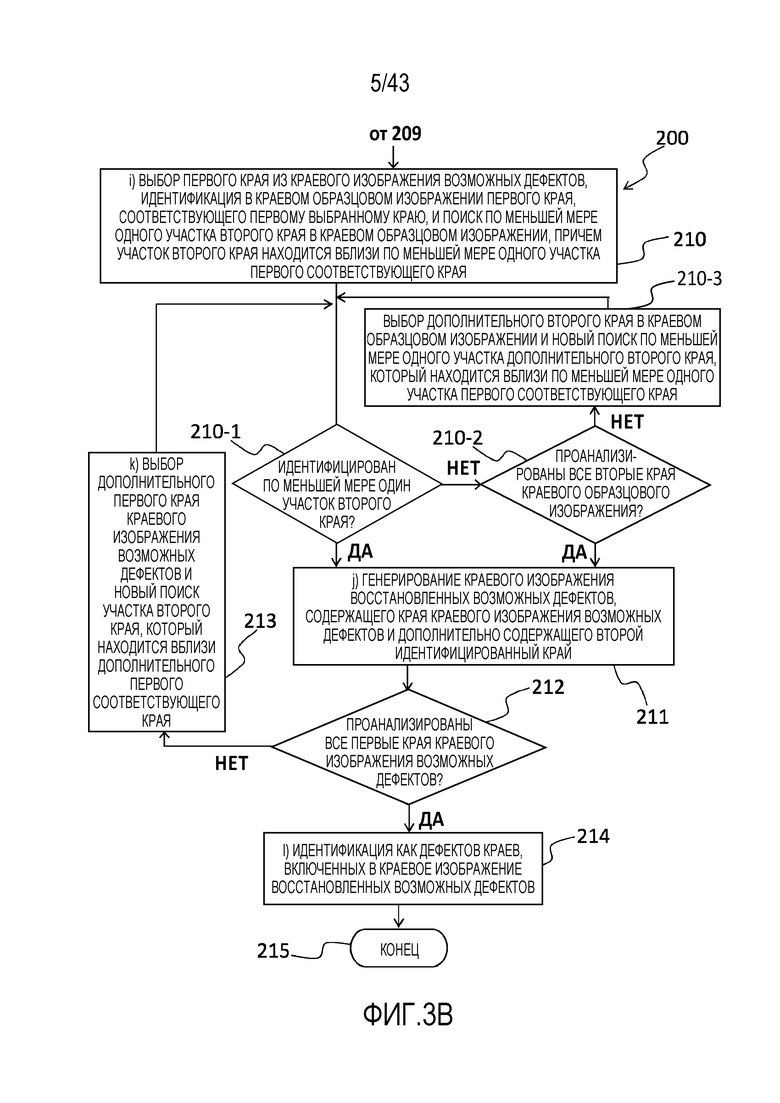
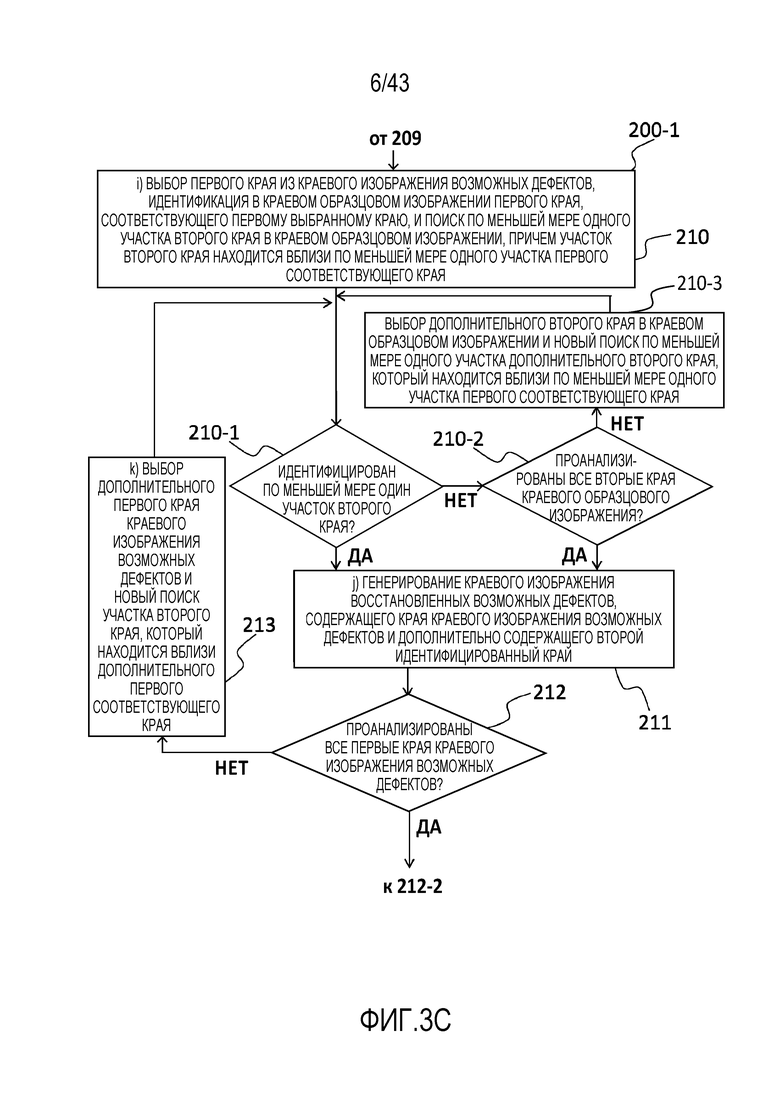
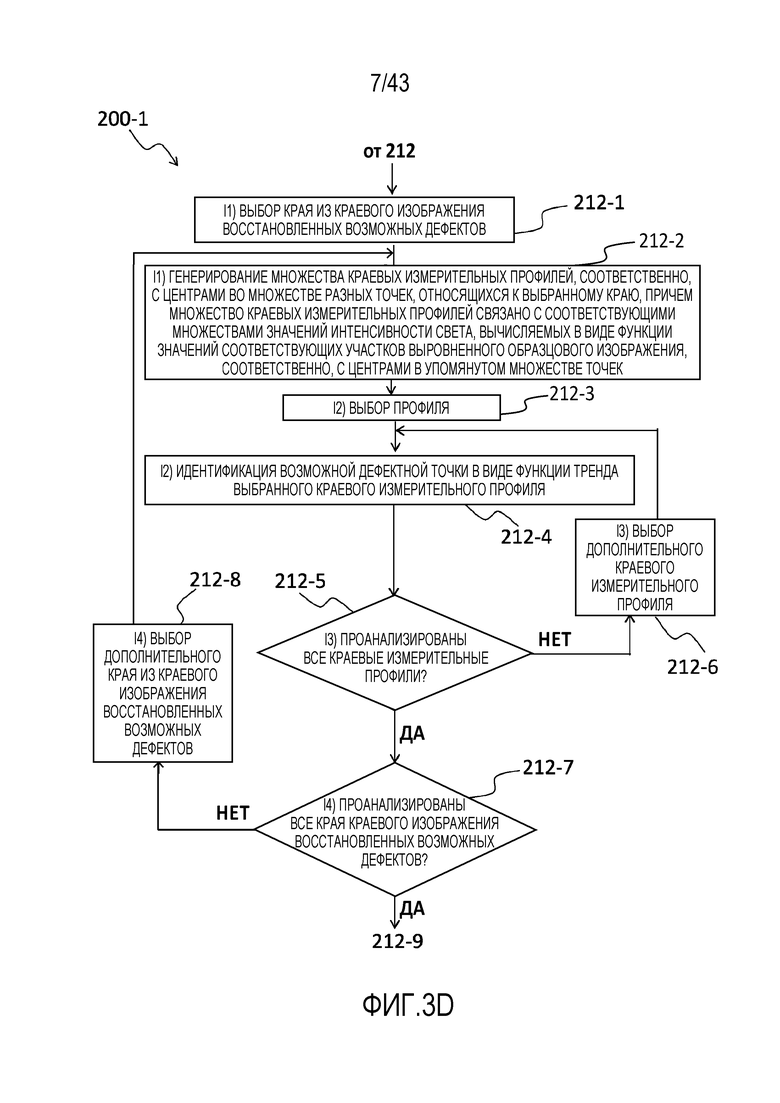
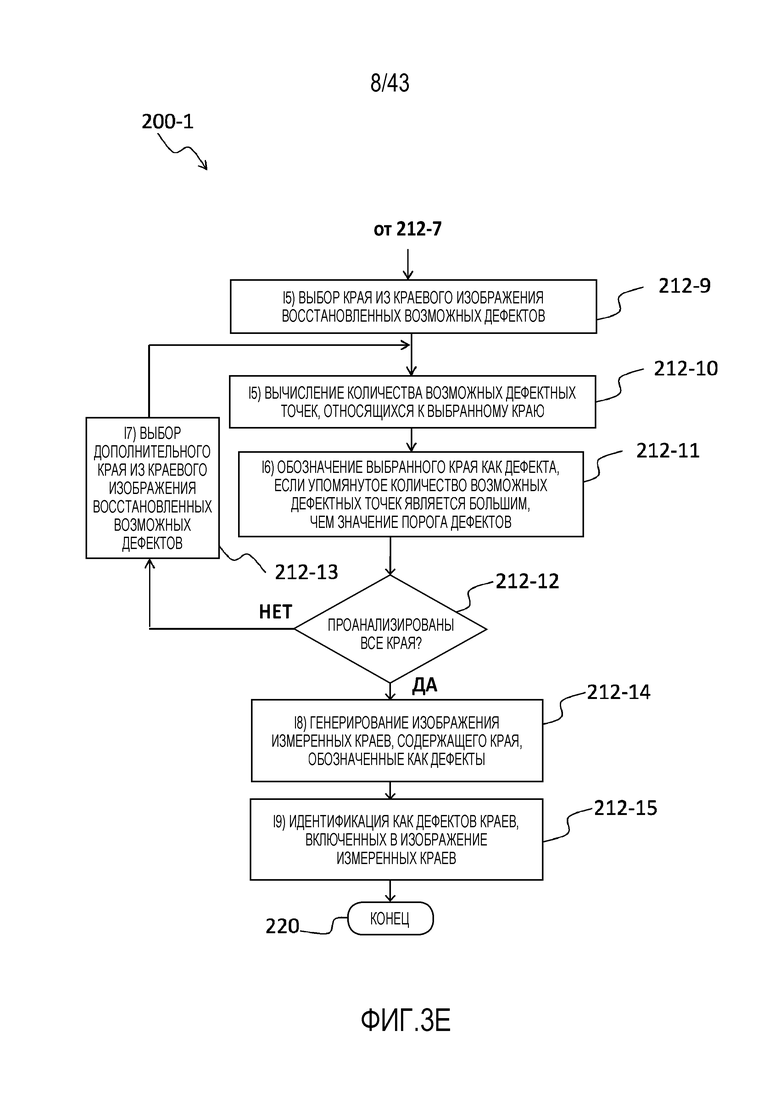
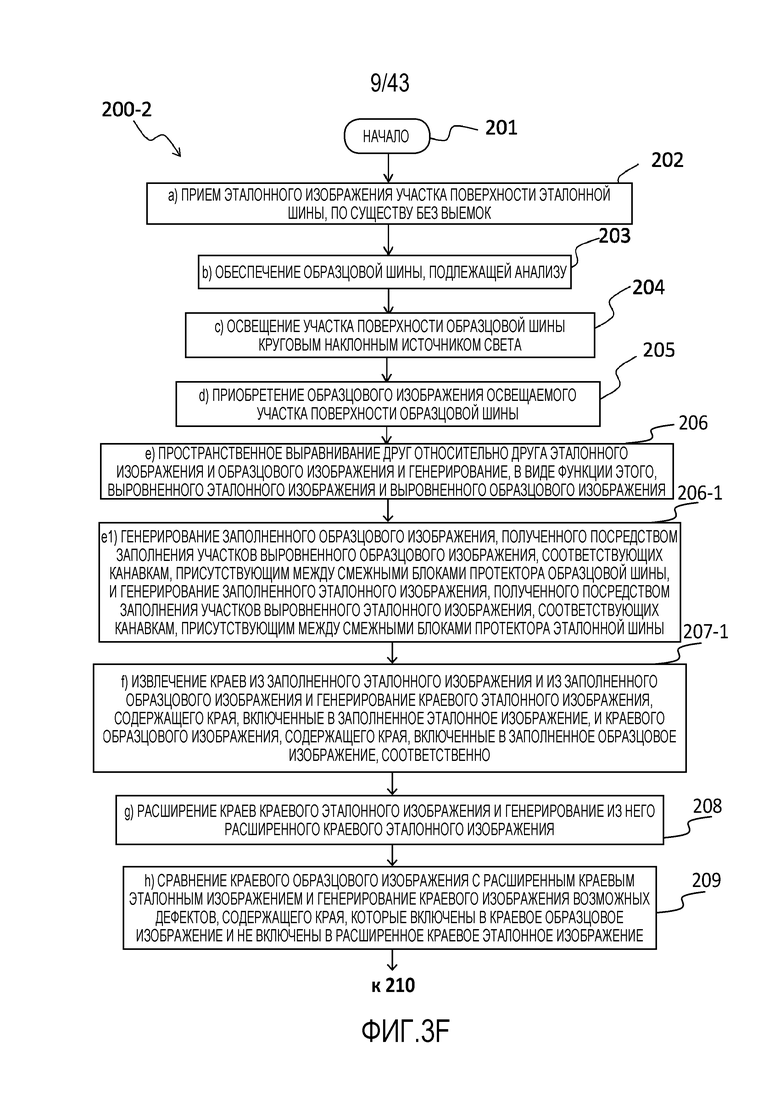
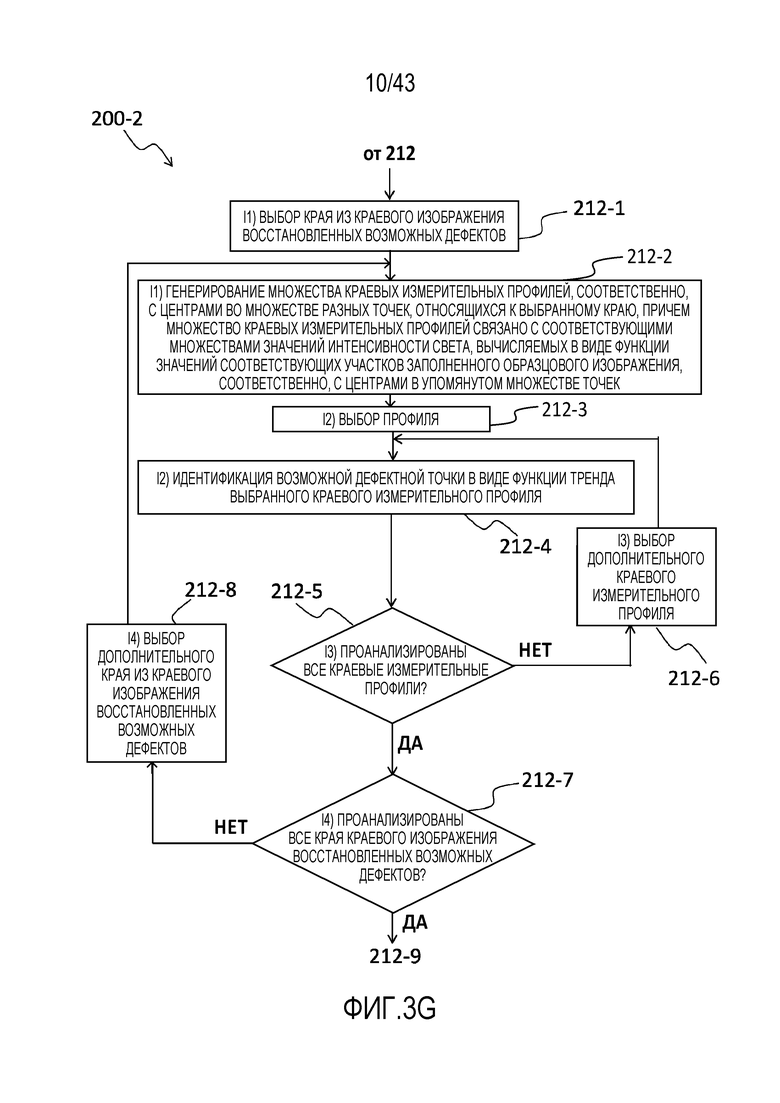
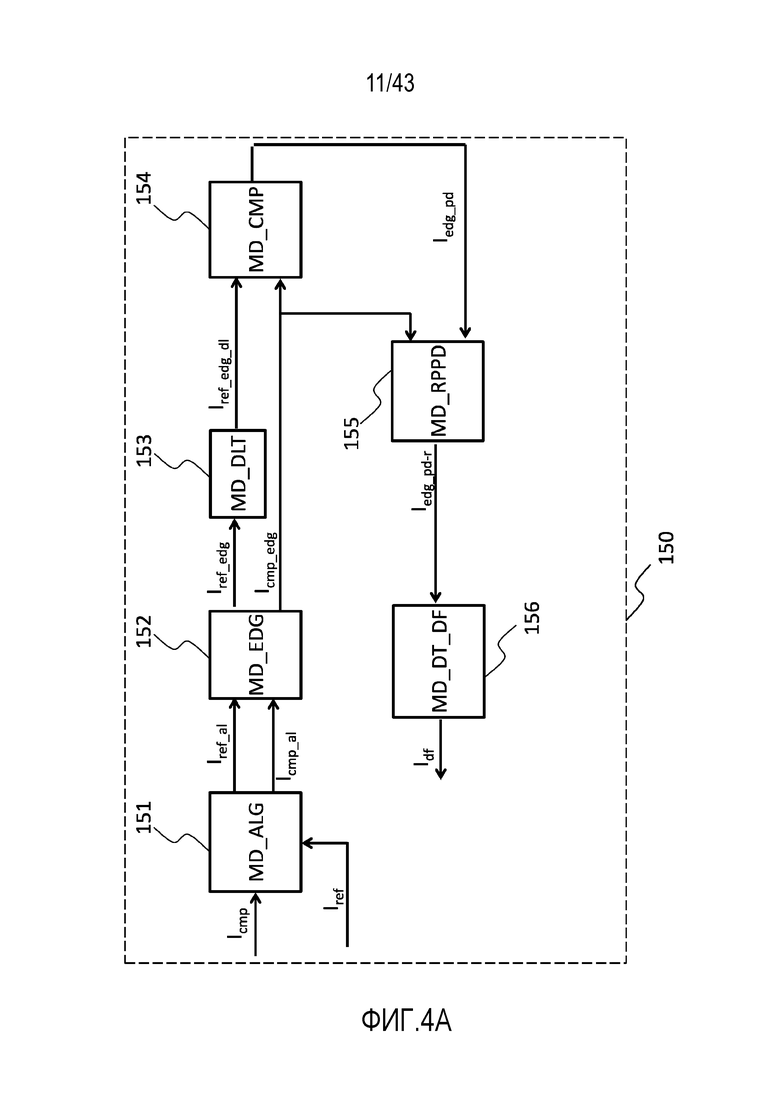
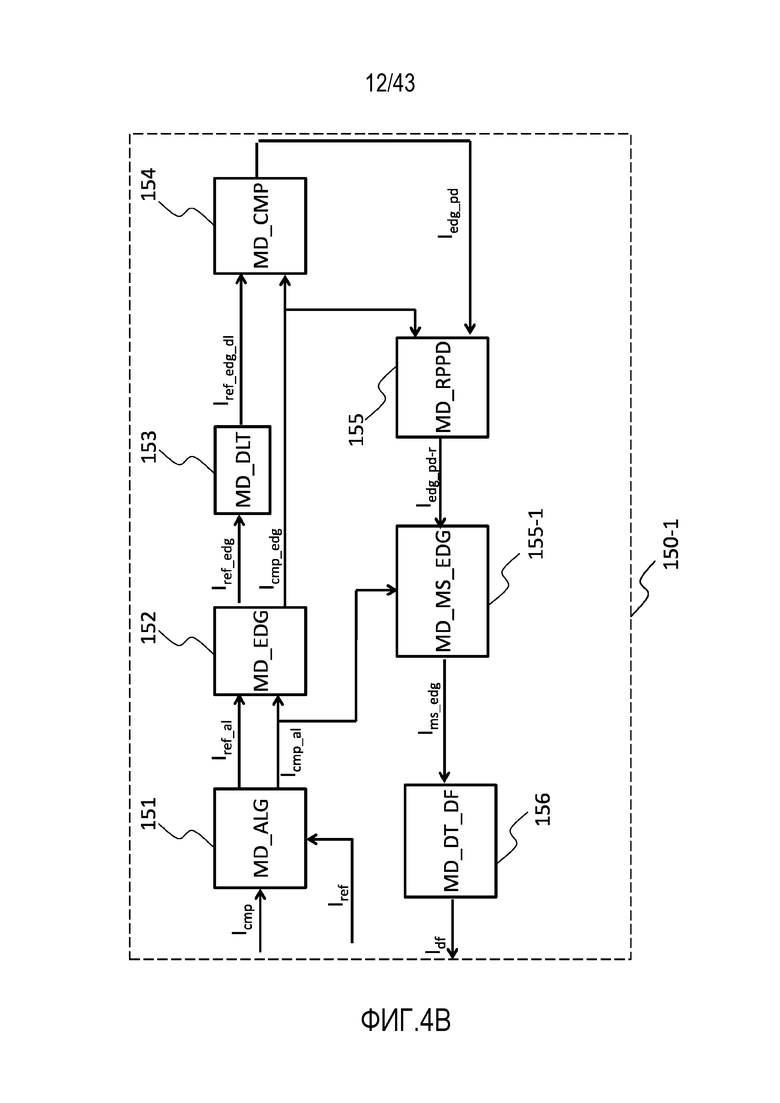
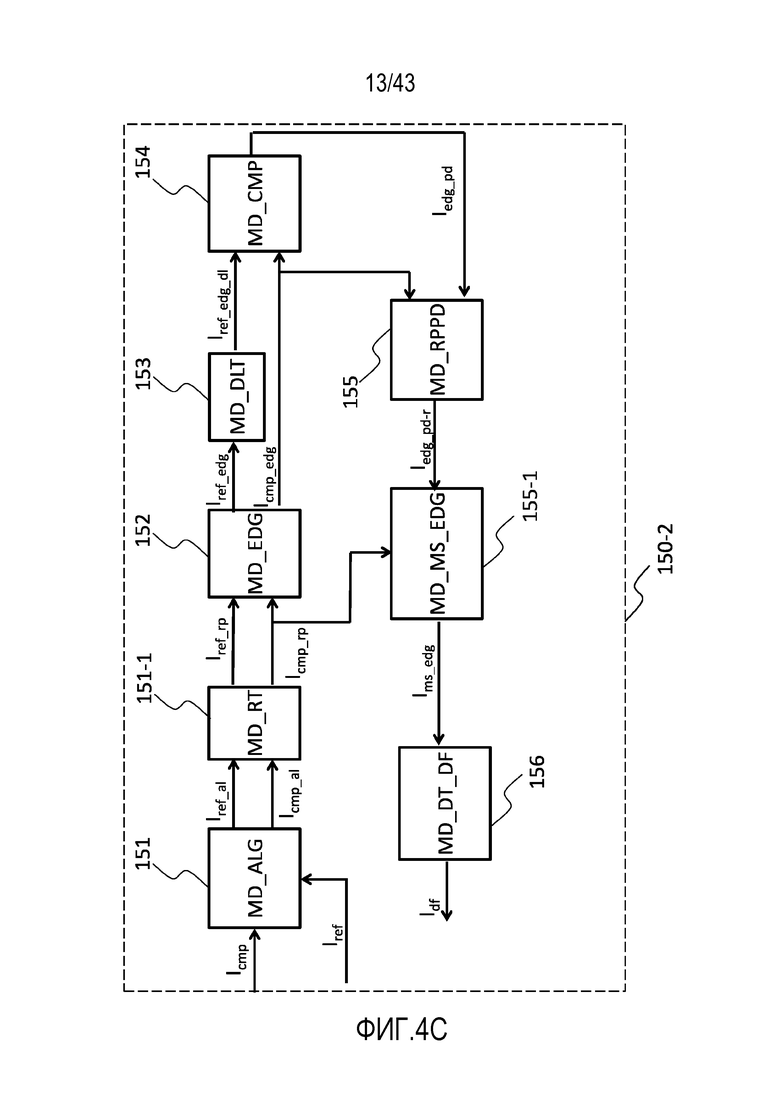
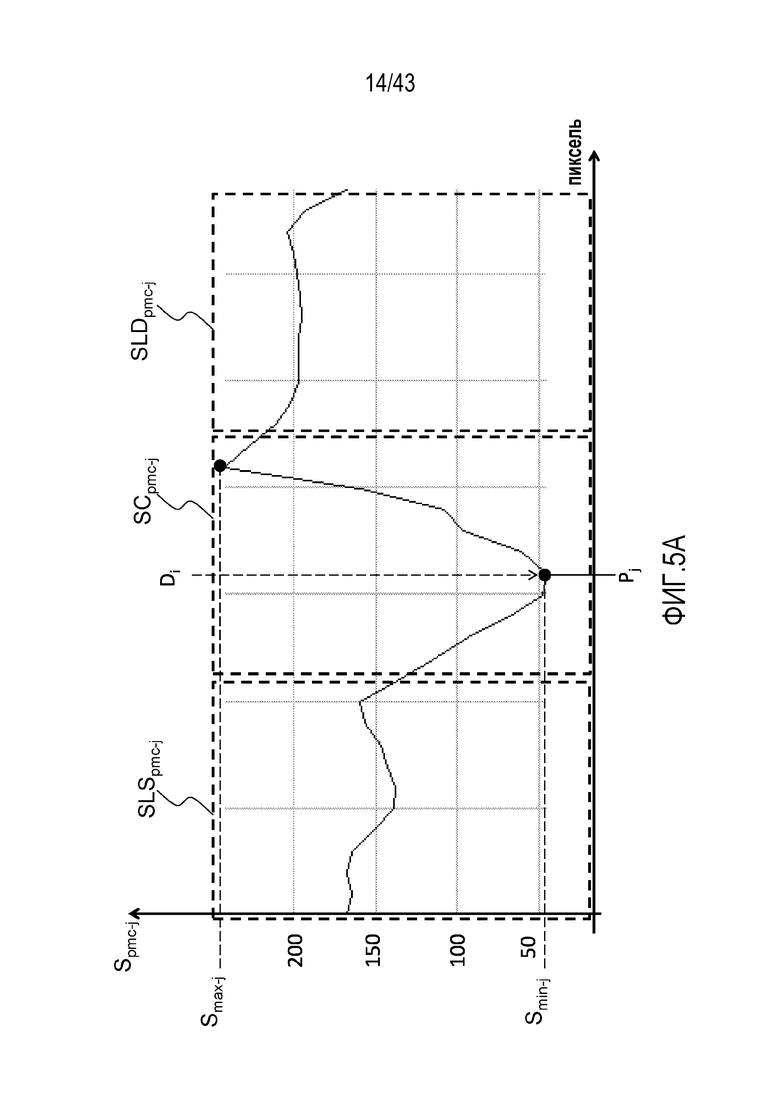
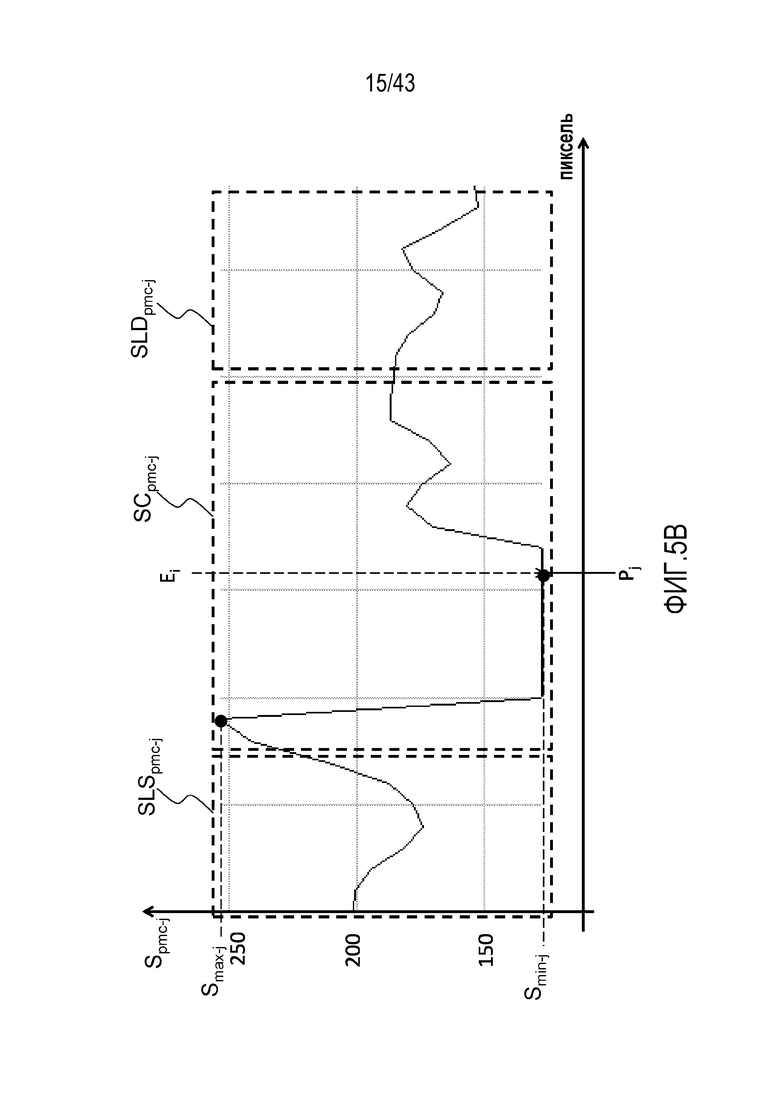
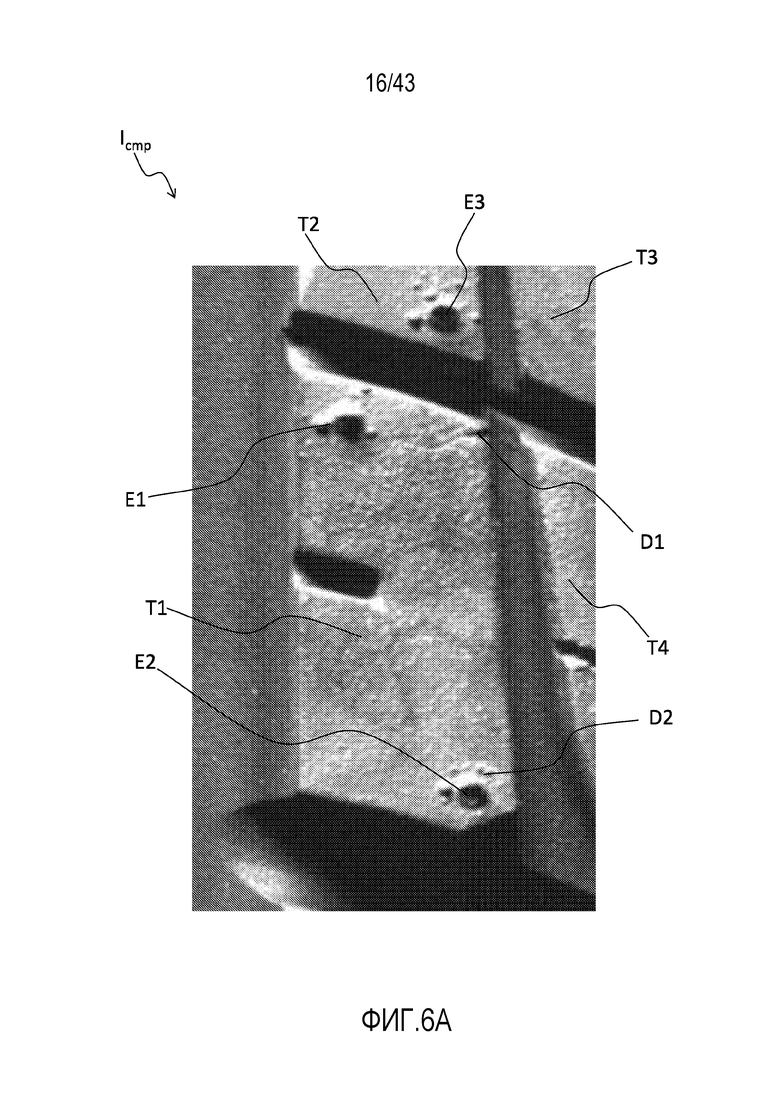
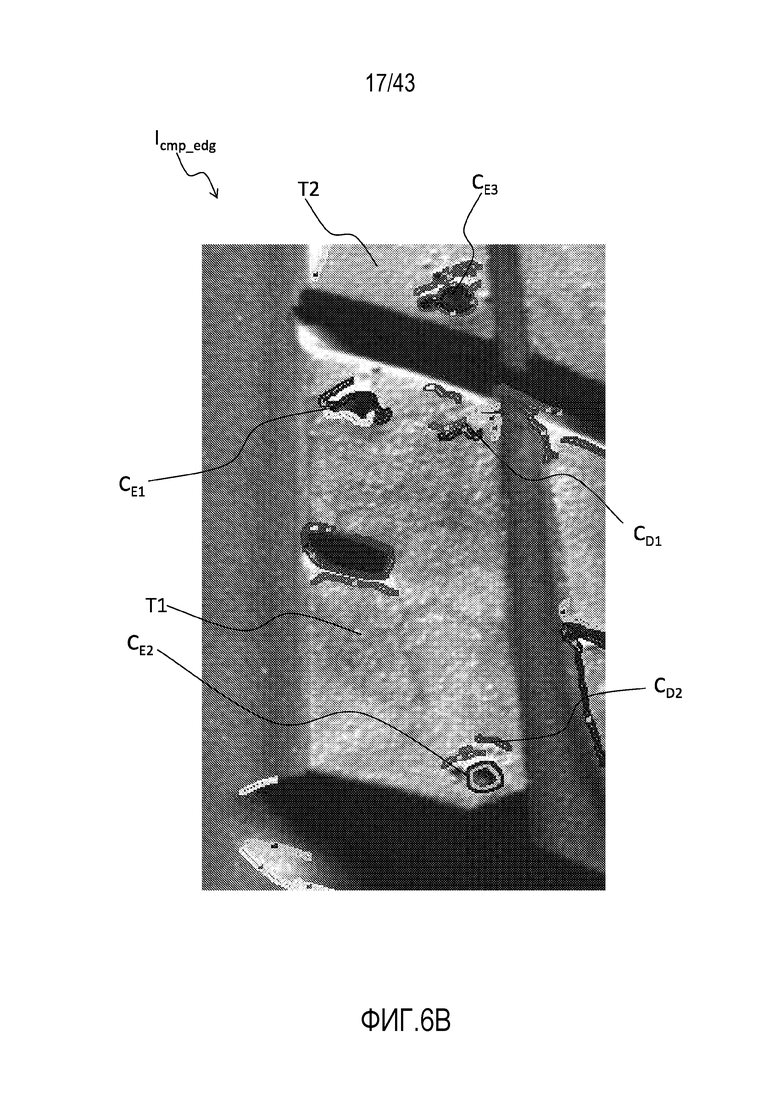
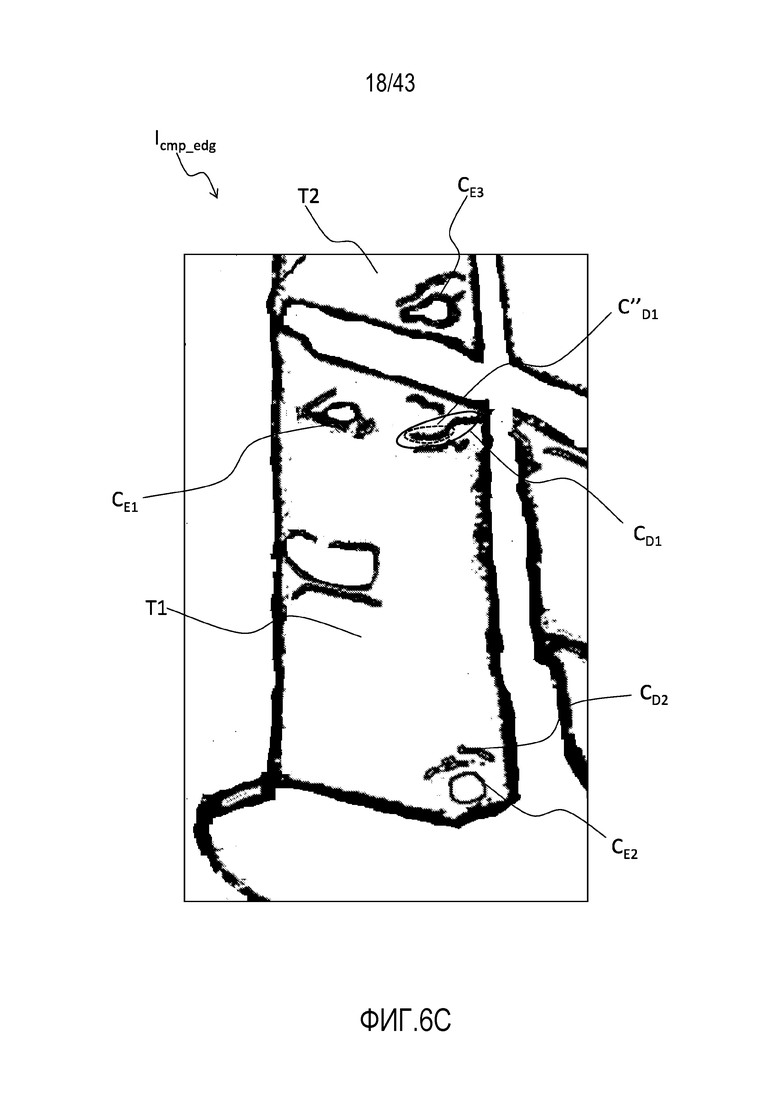
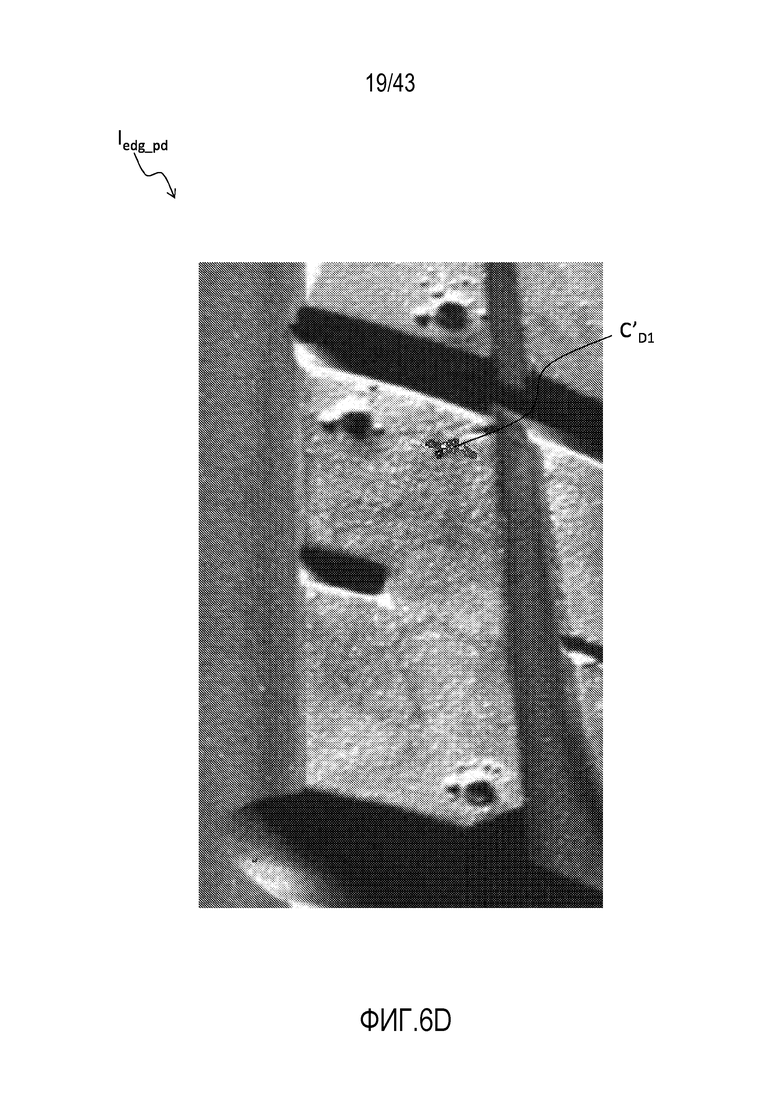
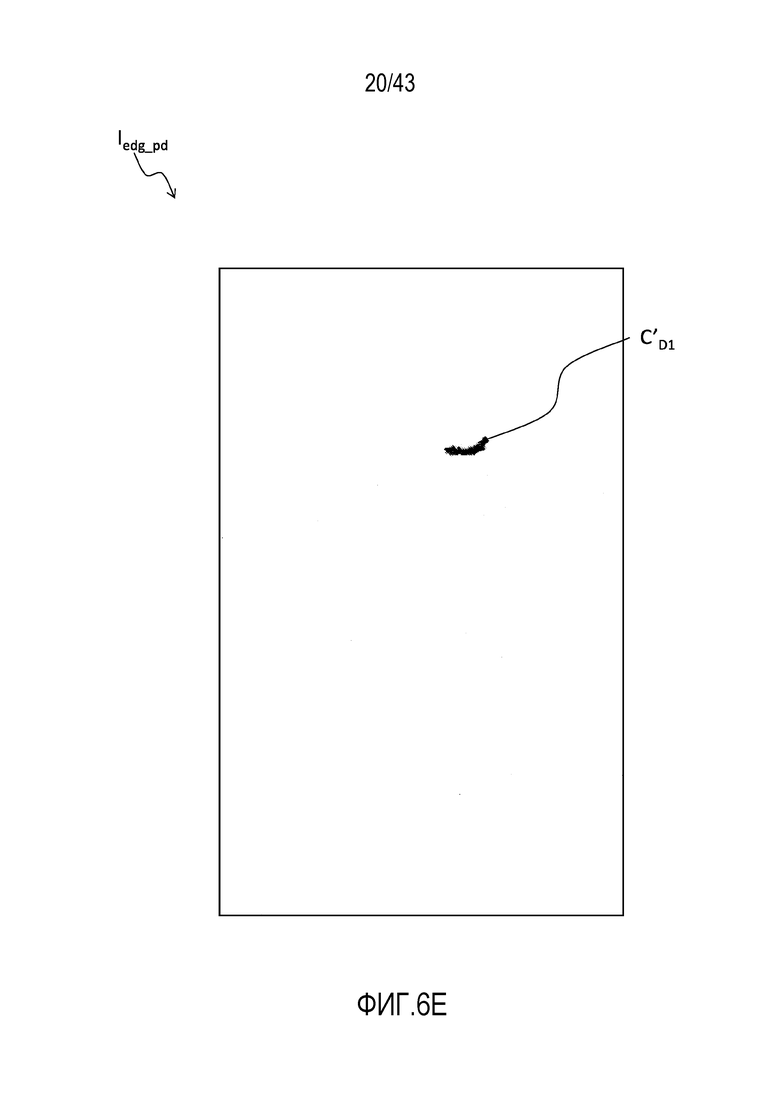
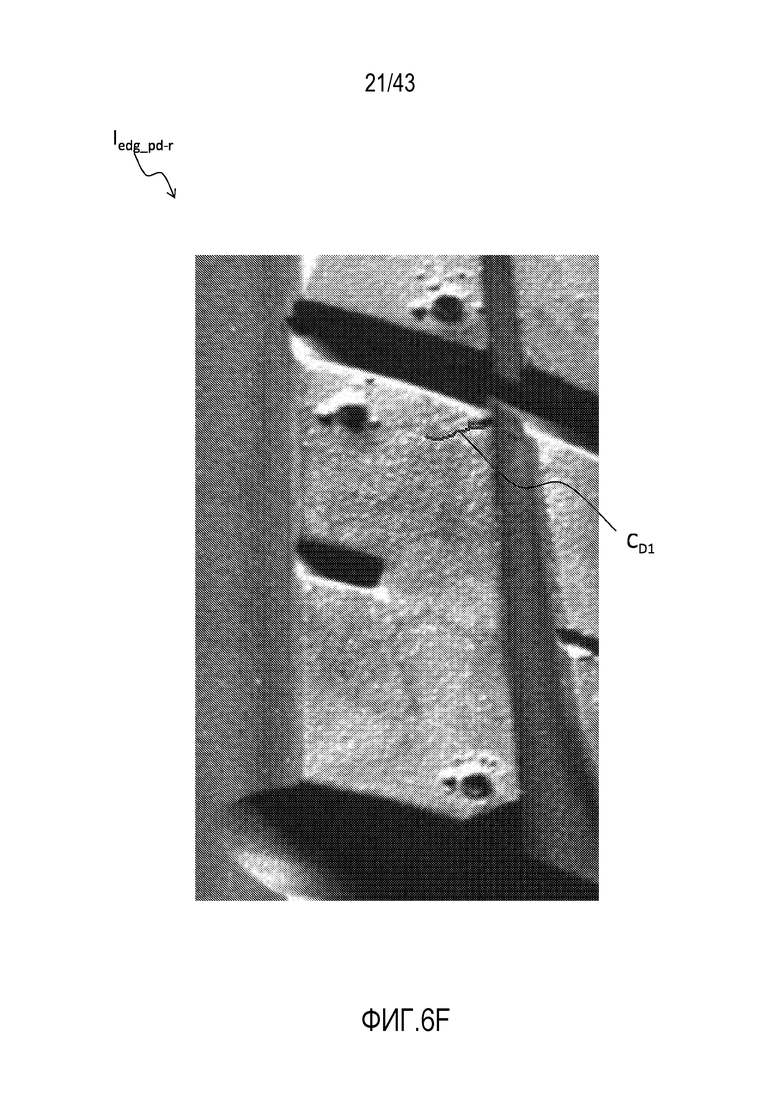
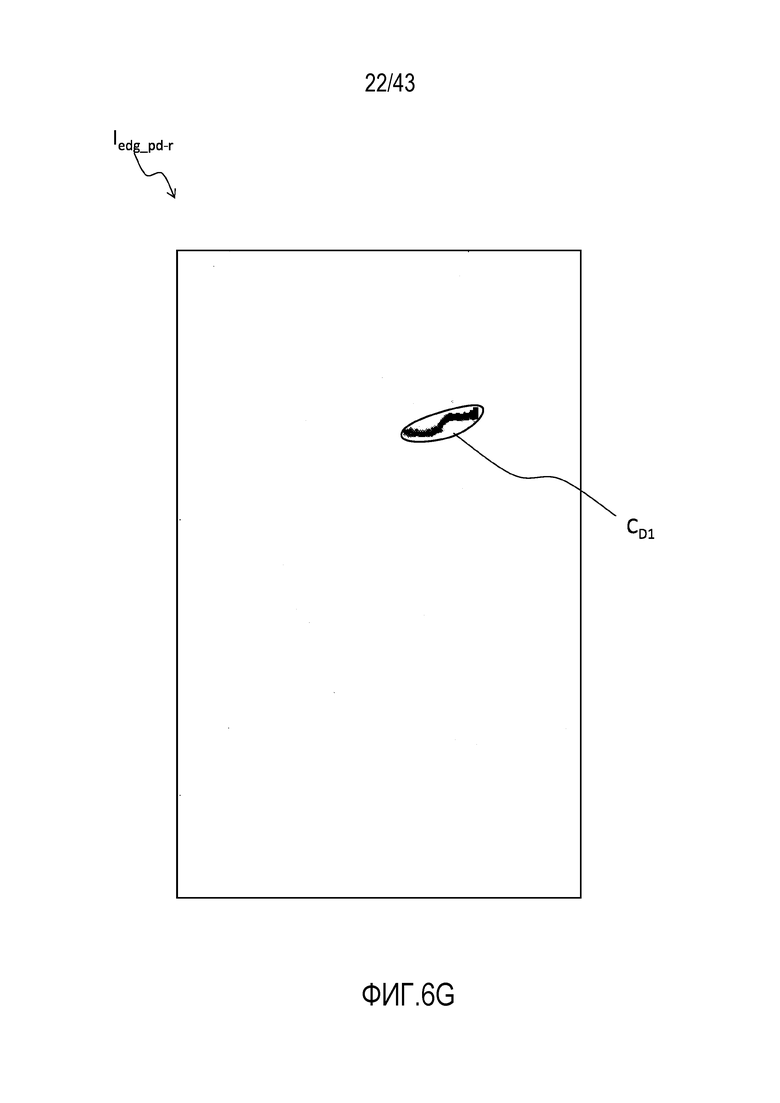
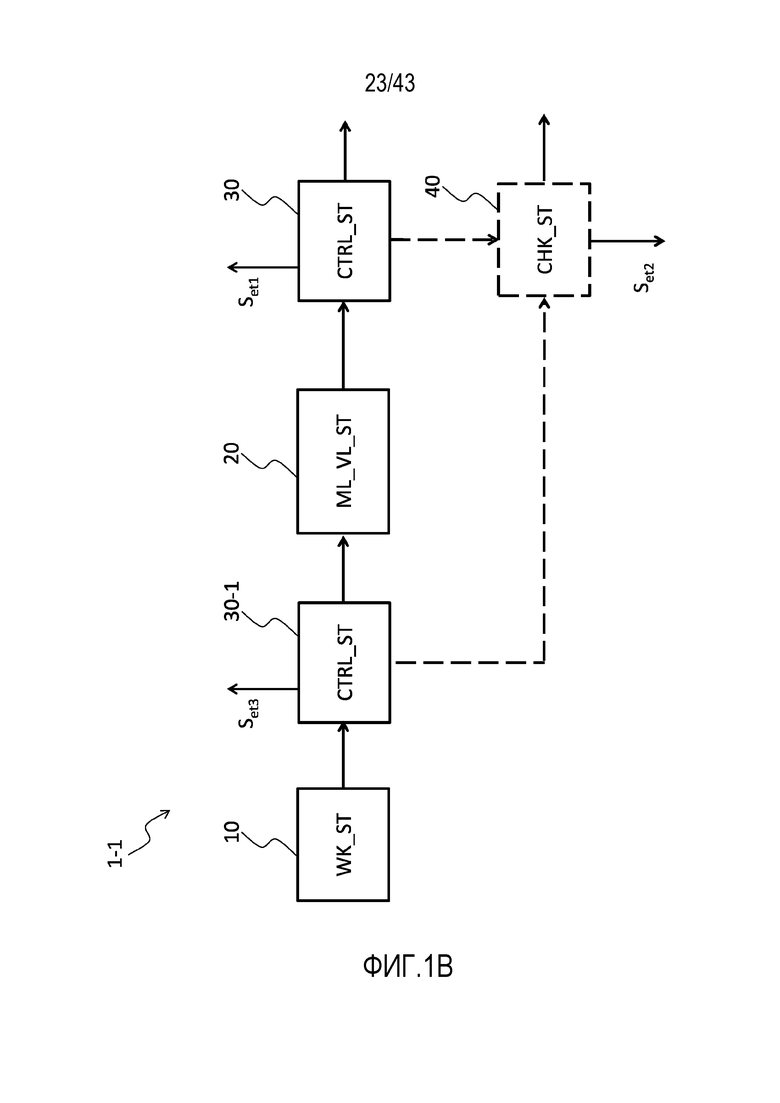
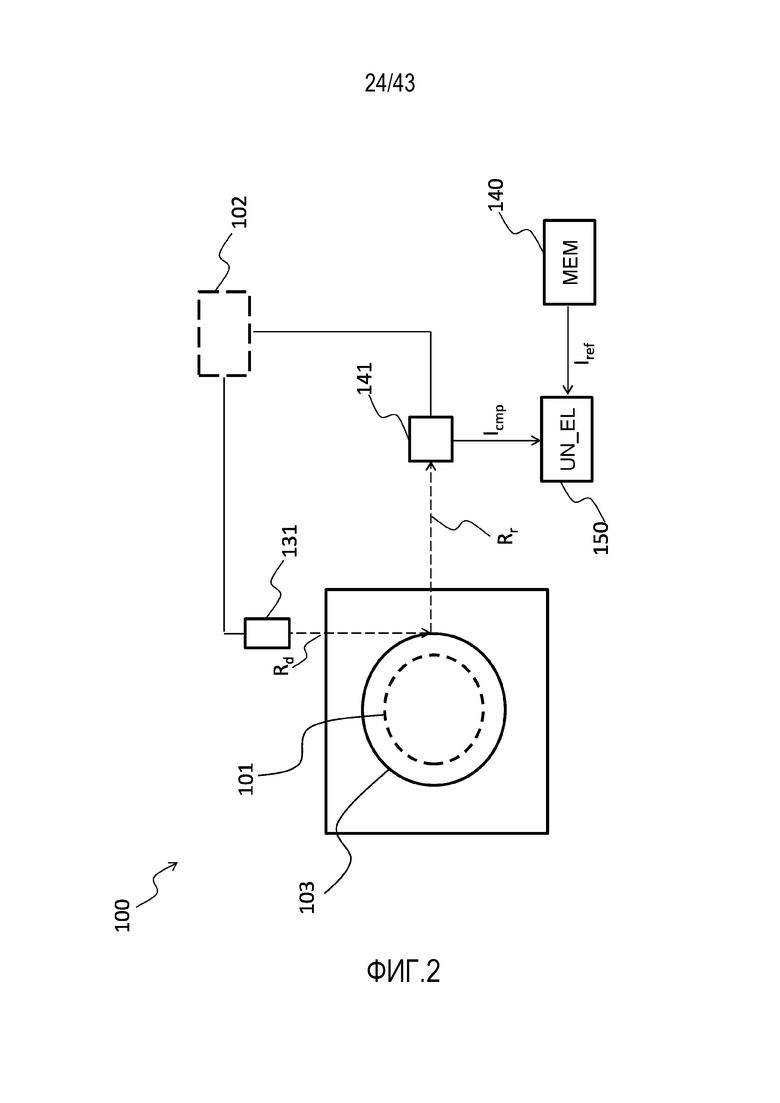
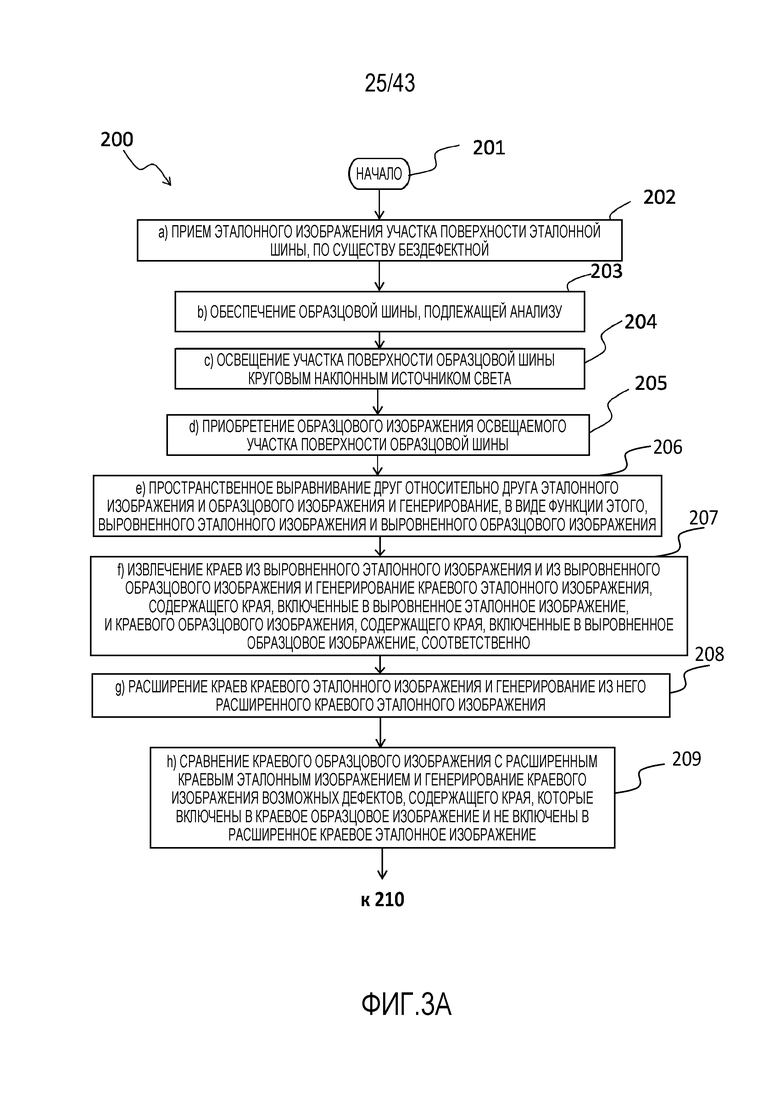
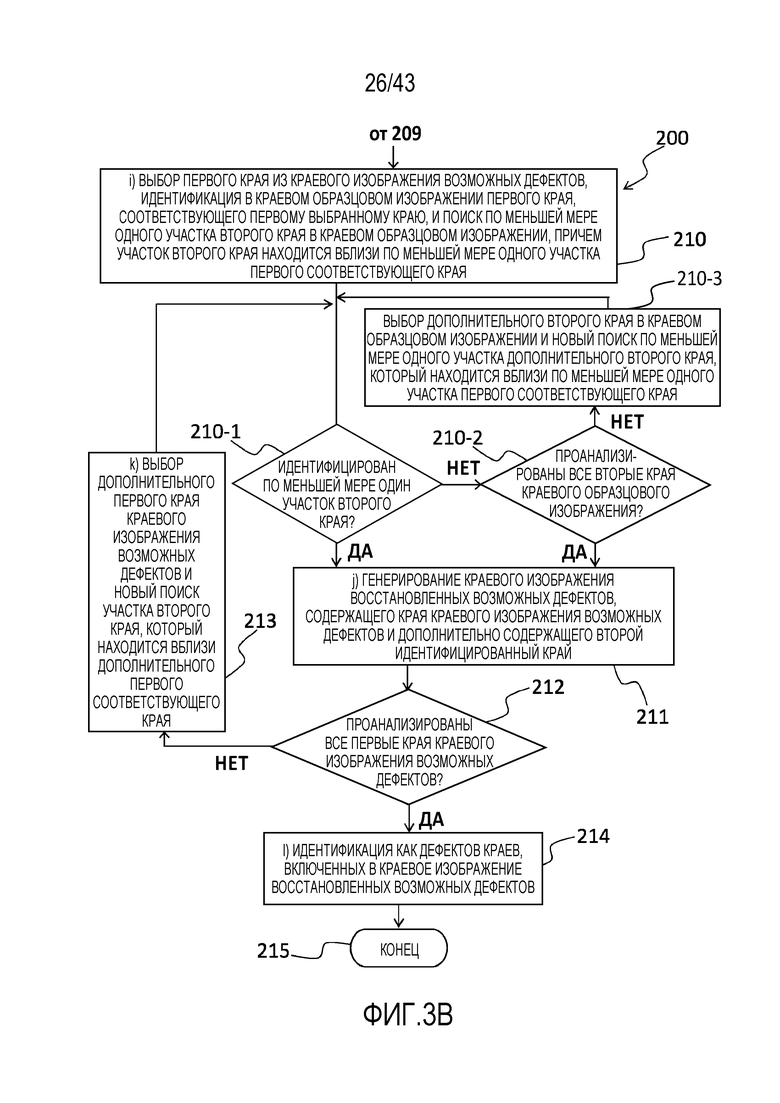
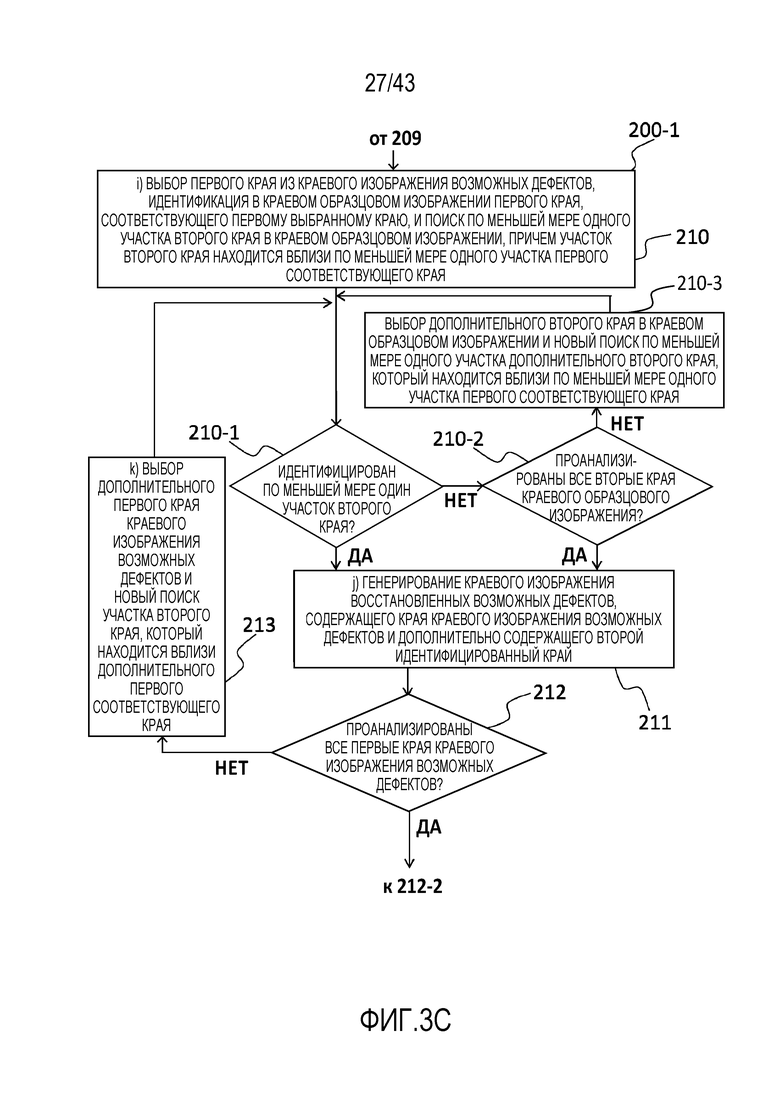
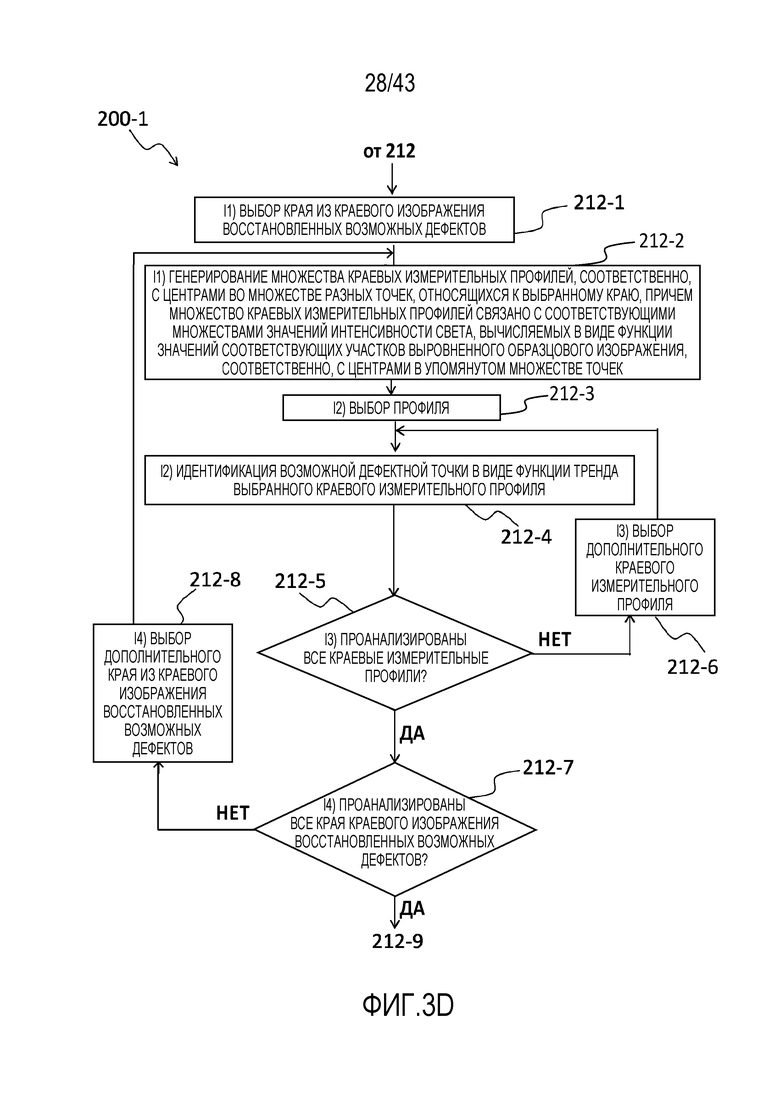
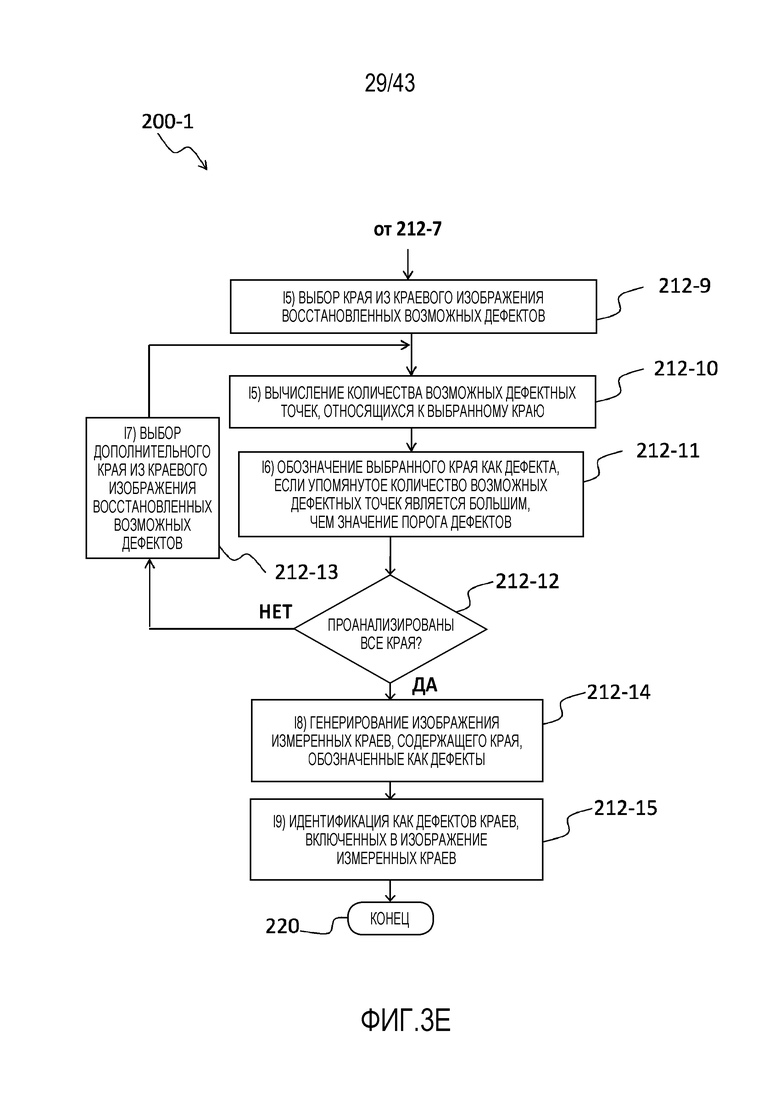
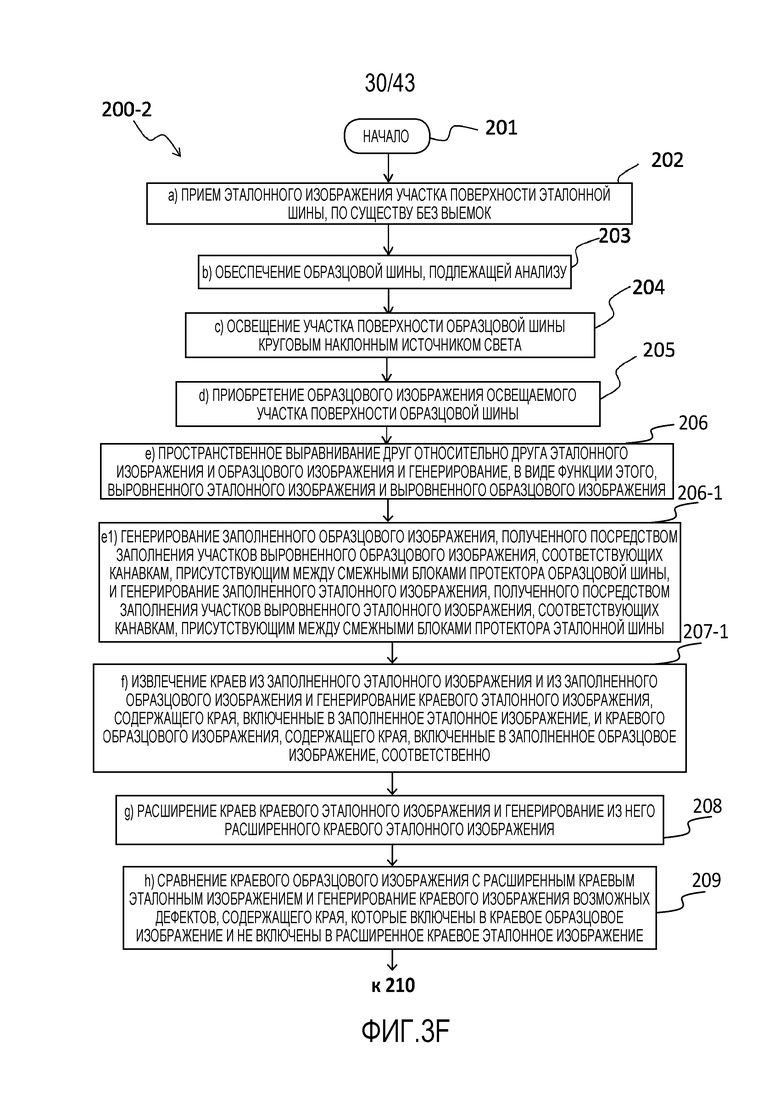
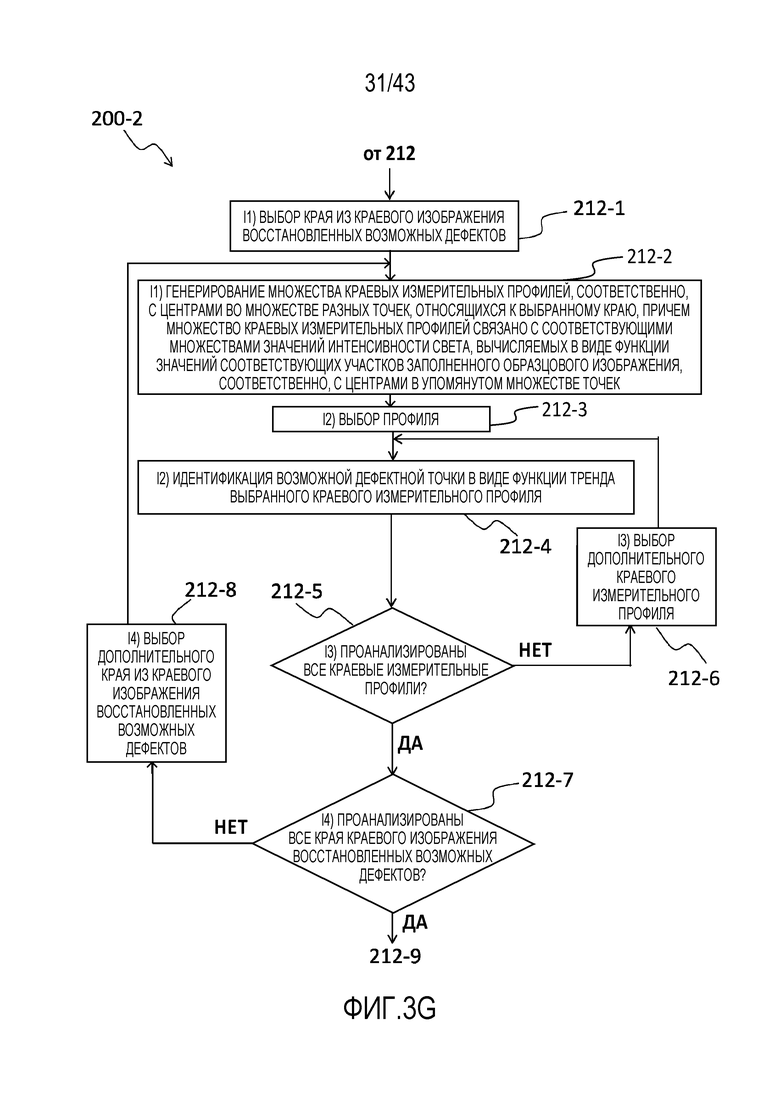
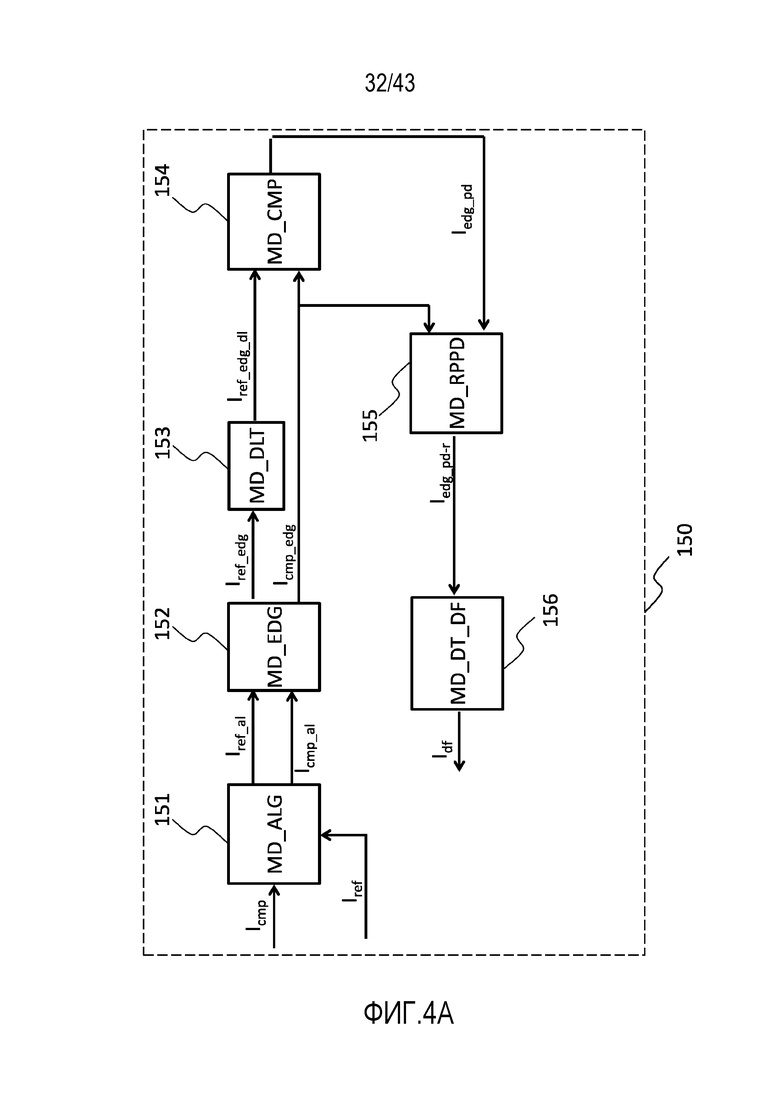
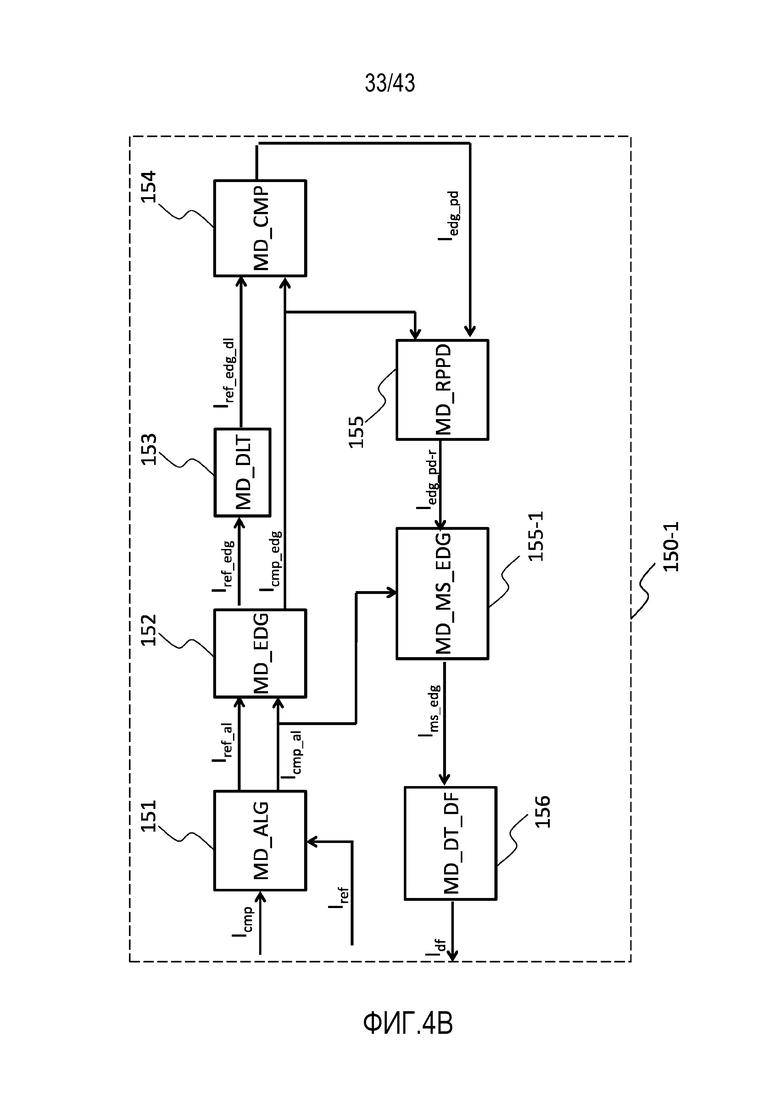
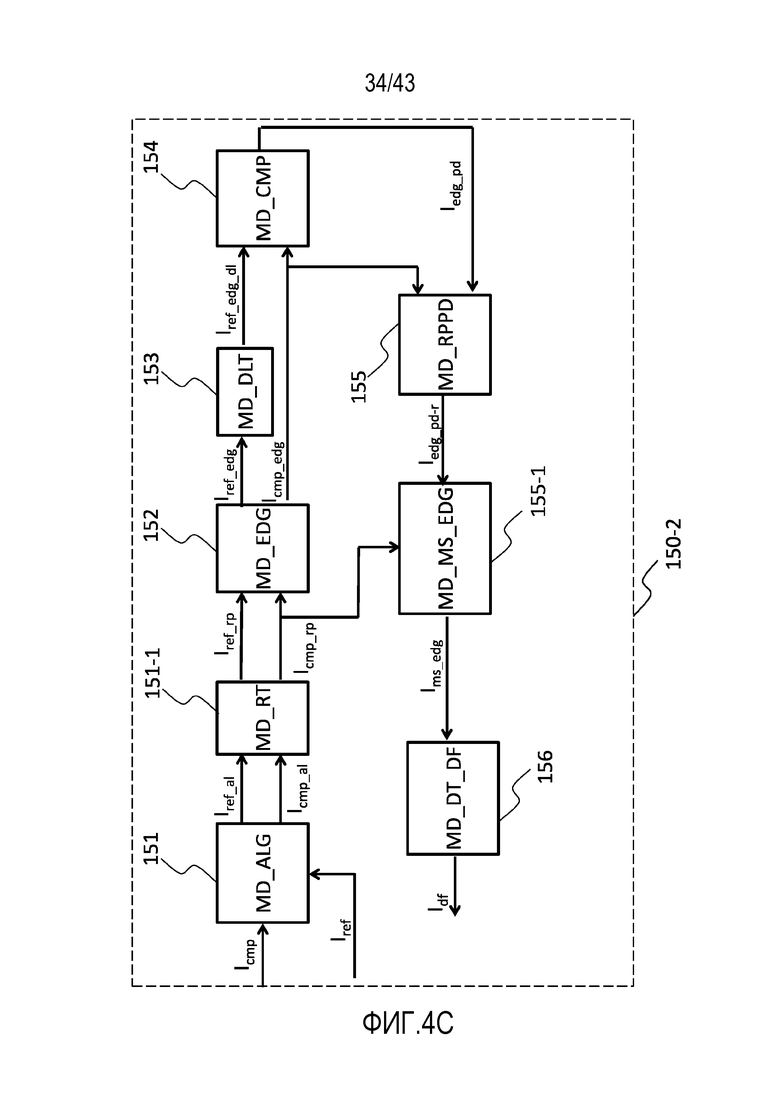
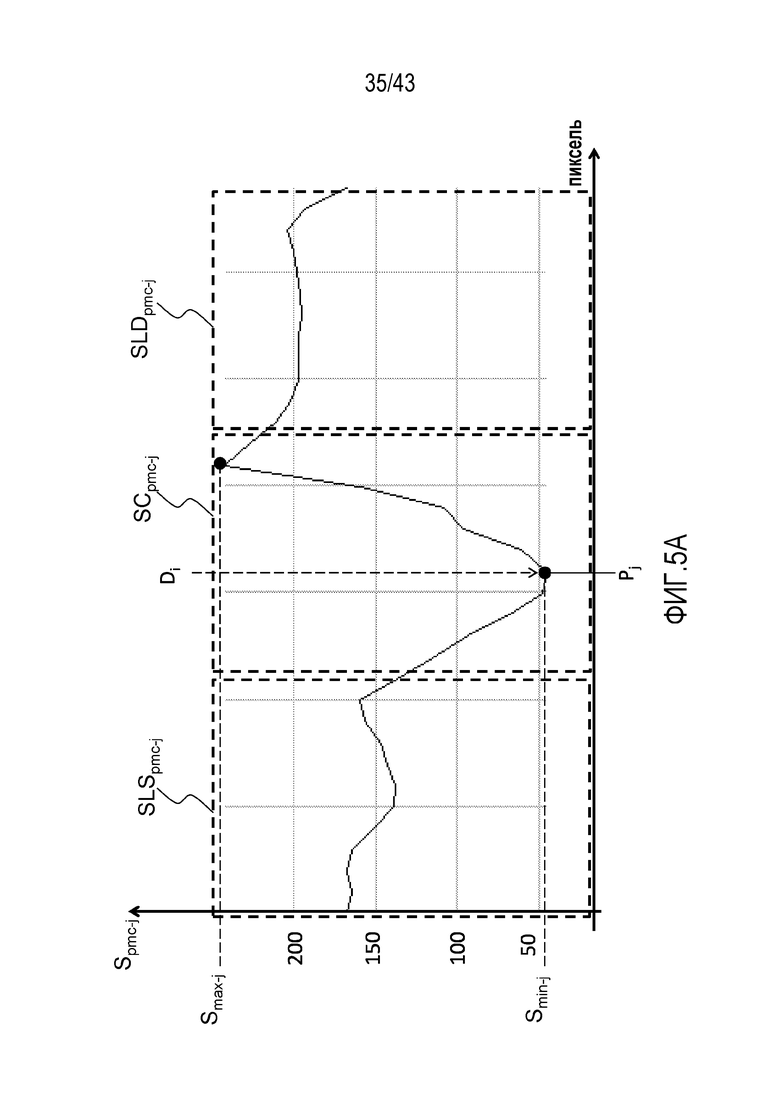
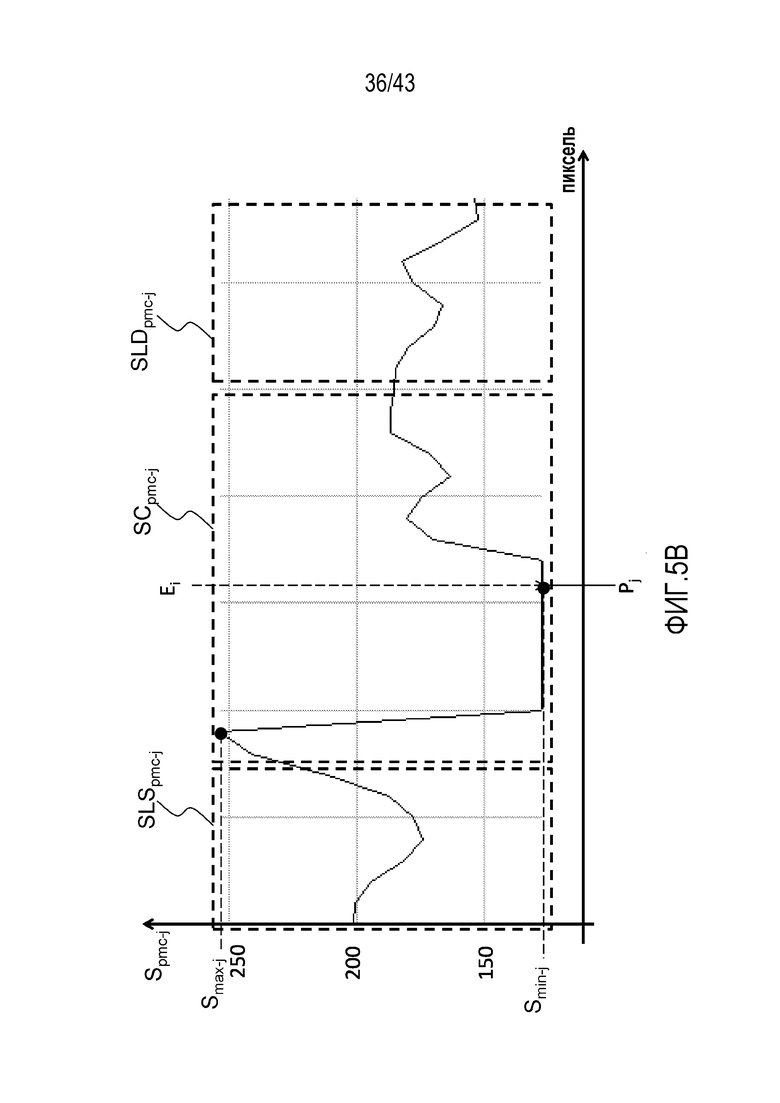
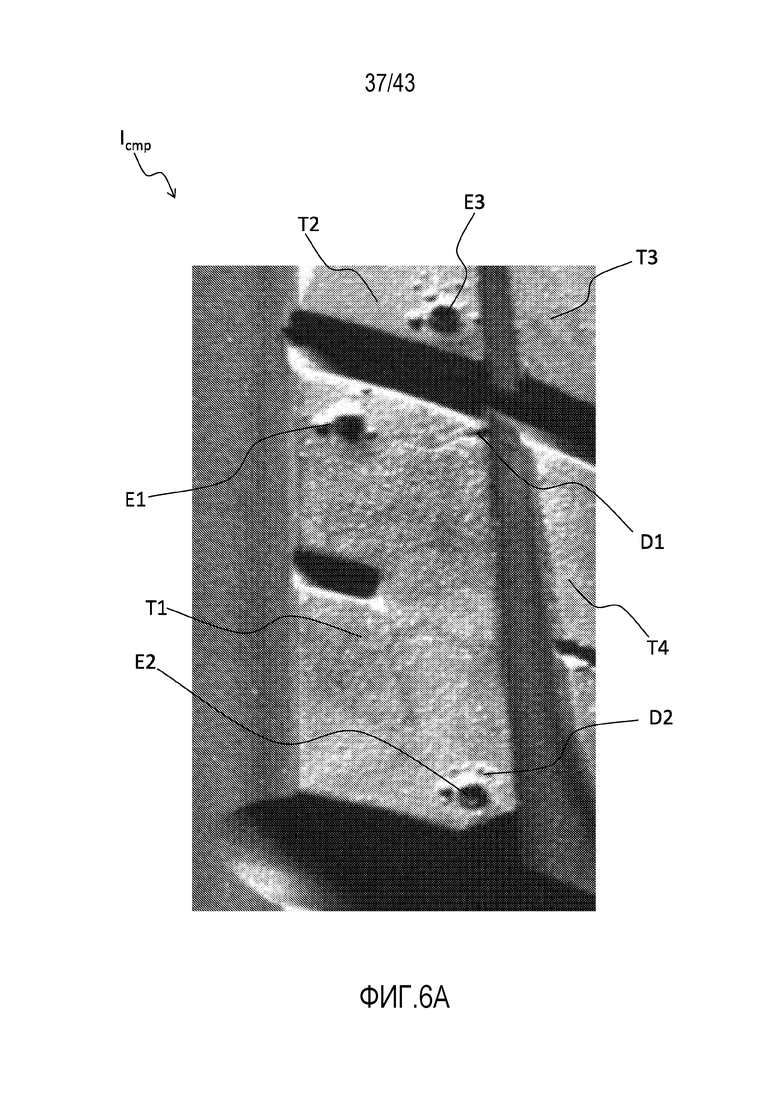

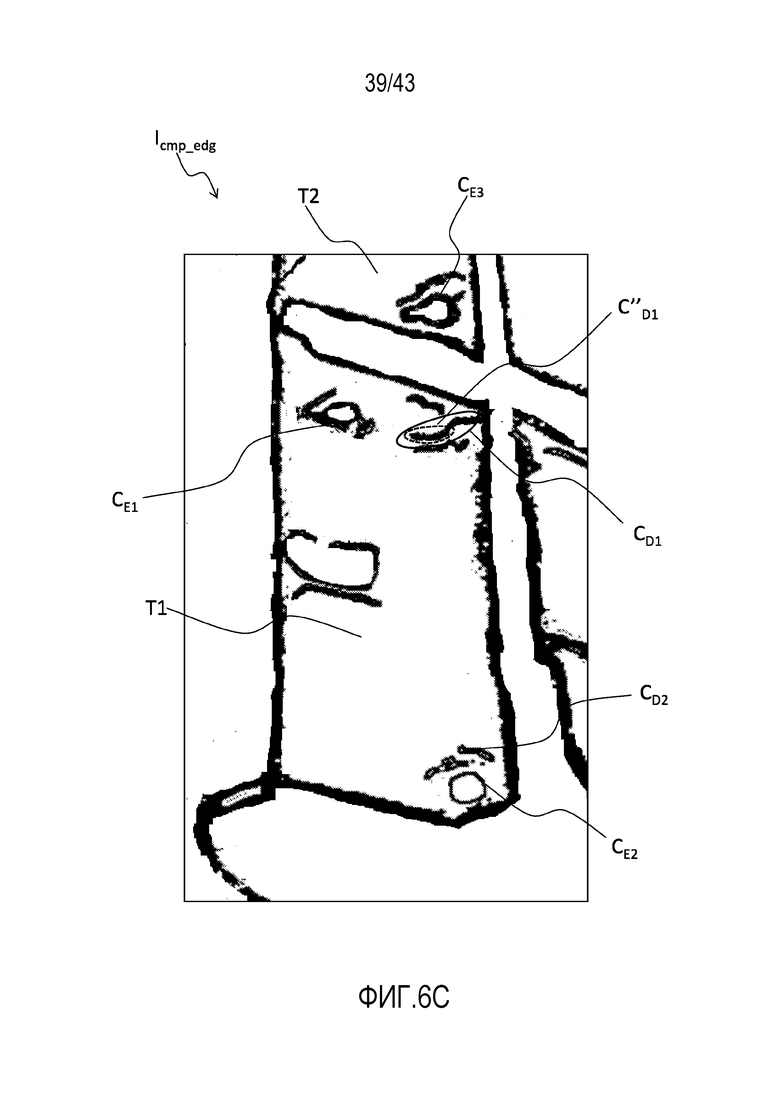
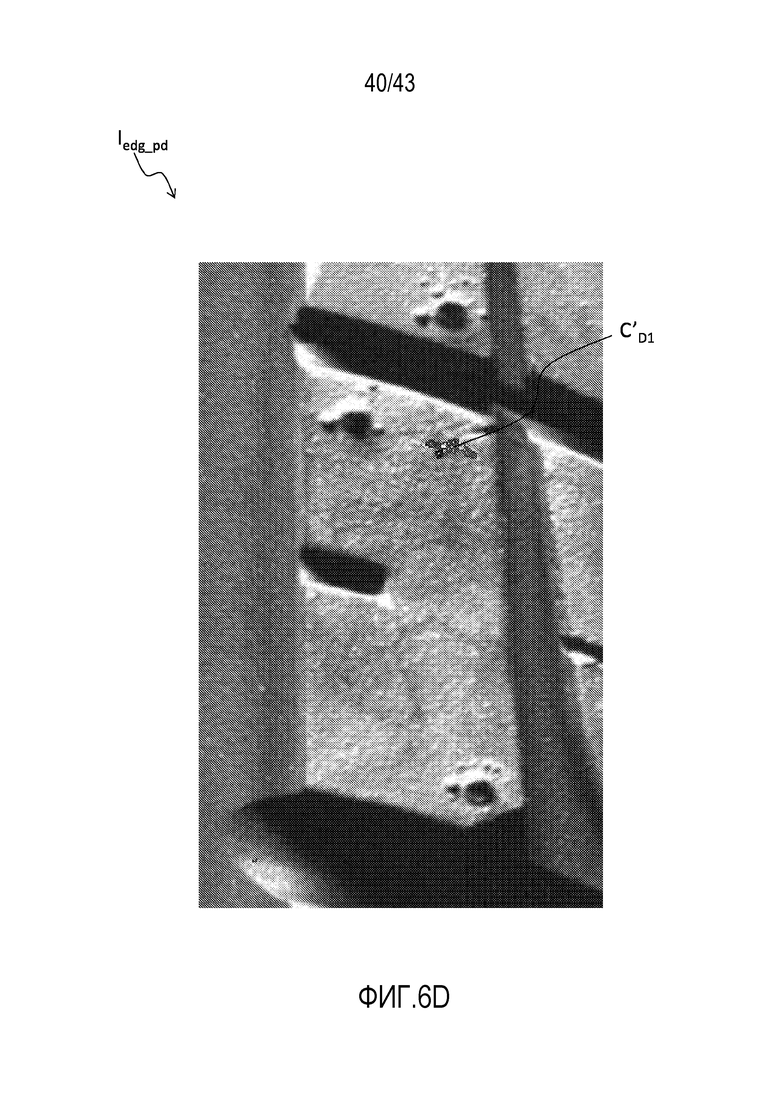
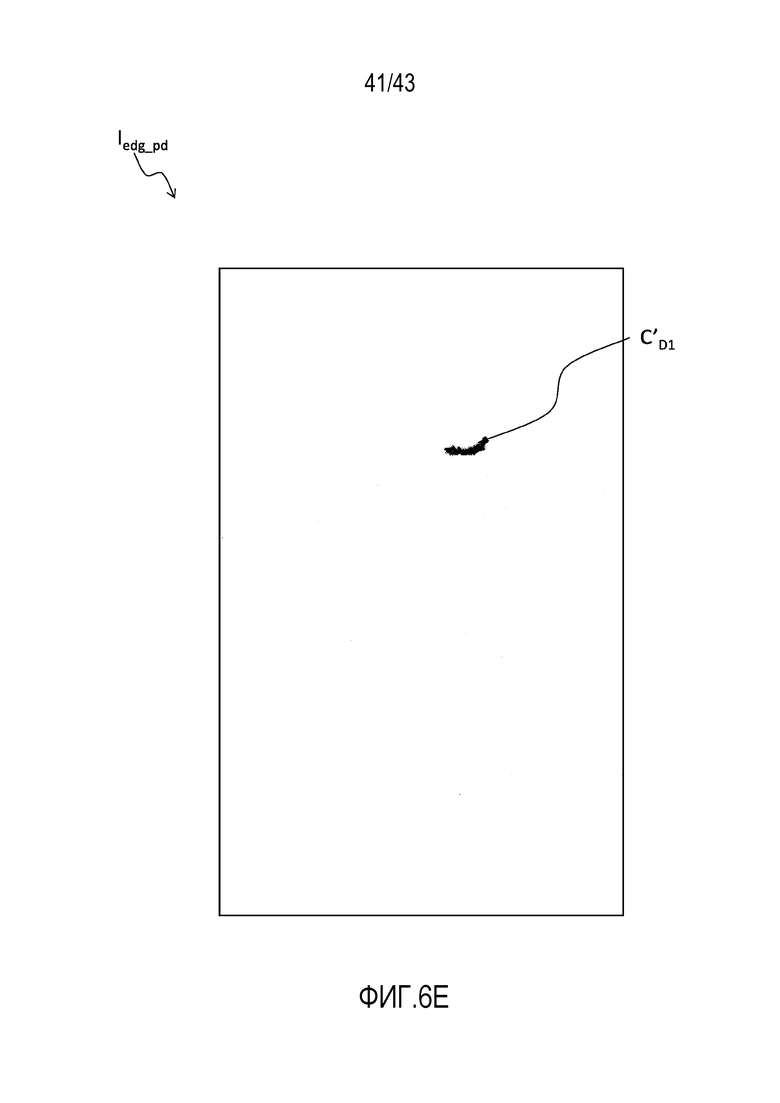
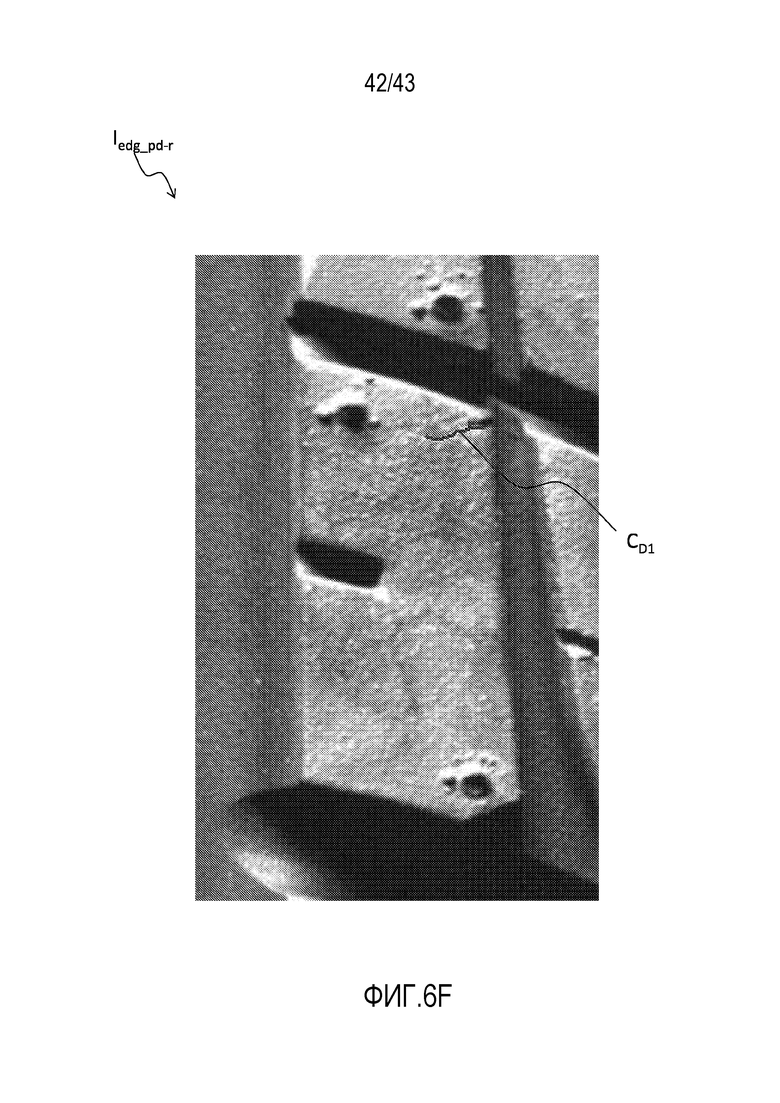
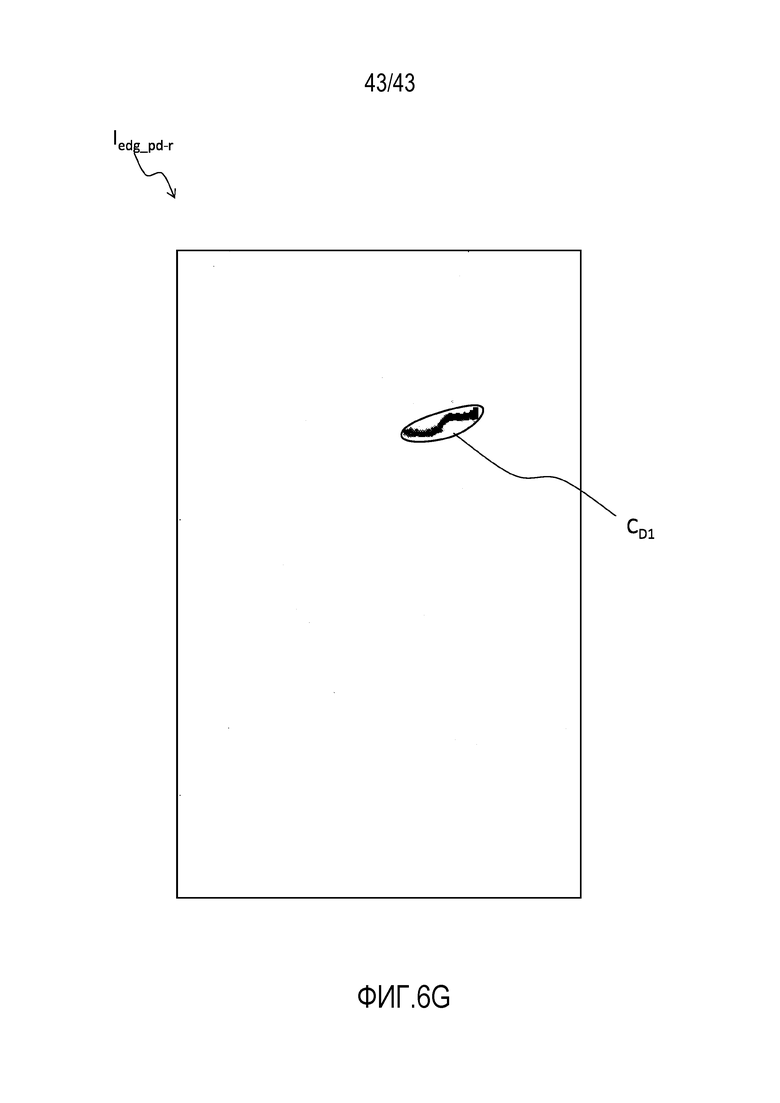
Изобретение относится к автомобильной промышленности. Способ содержит прием (202) эталонного изображения (Iref) участка поверхности эталонной шины, по существу бездефектной, обеспечение (203) образцовой шины, подлежащей анализу, освещение (204) участка поверхности образцовой шины наклонным источником света, приобретение (205) образцового изображения (Icmp) освещаемого участка поверхности образцовой шины, извлечение (207) краев из эталонного изображения и из образцового изображения и, соответственно, генерирование краевого эталонного изображения (Iref_edg), содержащего края, включенные в эталонное изображение, и краевого образцового изображения (Icmp_edg), содержащего края, включенные в образцовое изображение, выполнение расширения (208) краев краевого эталонного изображения (Iref_edg) и генерирование из него расширенного краевого эталонного изображения (Iref_edg_dl), сравнение (209) краевого образцового изображения (Icmp_edg) с расширенным краевым эталонным изображением (Iref_edg_dl) и генерирование краевого изображения (Iedg_pd) возможных дефектов, содержащего края, которые включены в краевое образцовое изображение и не включены в расширенное краевое эталонное изображение, и содержит идентификацию как возможных дефектов краев, включенных в краевое изображение возможных дефектов. Технический результат – повышение надежности контроля шин. 4 н. и 11 з.п. ф-лы, 6 ил.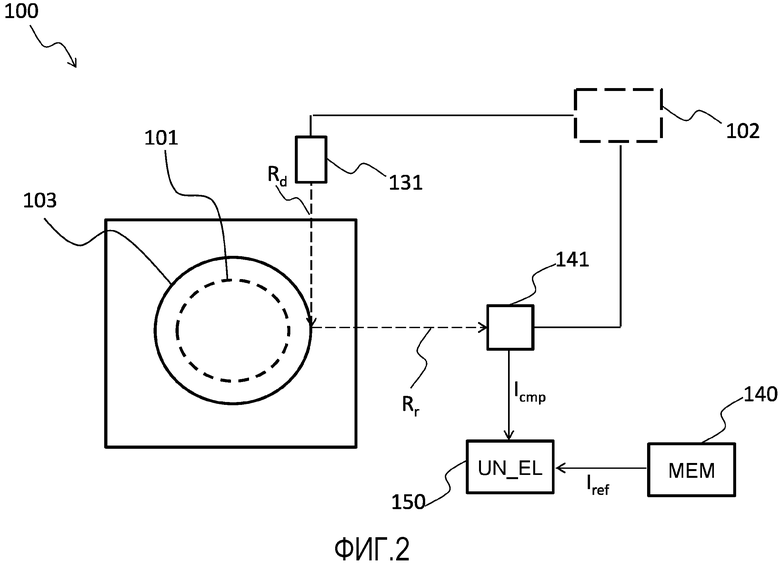
1. Способ (200) для детектирования дефектов на шинах в процессе производства шин, содержащий:
a) прием (202) эталонного изображения (Iref) участка поверхности эталонной шины, по существу бездефектной;
b) обеспечение (203) образцовой шины, подлежащей анализу;
c) освещение (204) участка поверхности образцовой шины наклонным источником света;
d) получение (205) образцового изображения (Icmp) освещаемого участка поверхности образцовой шины;
e) извлечение (207) краев из эталонного изображения и из образцового изображения и генерирование краевого эталонного изображения (Iref_edg), содержащего края, включенные в эталонное изображение, и краевого образцового изображения (Icmp_edg), содержащего края, включенные в образцовое изображение, соответственно;
f) выполнение расширения (208) краев краевого эталонного изображения (Iref_edg) и генерирование из него расширенного краевого эталонного изображения (Iref_edg_dl);
g) сравнение (209) краевого образцового изображения (Icmp_edg) с расширенным краевым эталонным изображением (Iref_edg_dl) и генерирование краевого изображения (Iedg_pd) возможных дефектов, содержащего края, которые включены в краевое образцовое изображение и не включены в расширенное краевое эталонное изображение;
h) идентификацию как возможных дефектов краев, включенных в краевое изображение возможных дефектов.
2. Способ по п. 1, дополнительно содержащий:
i) выбор (210) первого края (CʹD1) из краевого изображения (Iedg_pd) возможных дефектов, идентификацию в краевом образцовом изображении (Icmp_edg) первого края, соответствующего первому выбранному краю, и верификацию присутствия по меньшей мере одного участка второго края в краевом образцовом изображении (Icmp_edg), причем участок второго края находится вблизи по меньшей мере одного участка первого соответствующего края;
j) генерирование (211) краевого изображения (Iedg_pd-r) восстановленных возможных дефектов, содержащего края краевого изображения возможных дефектов и содержащего второй идентифицированный край;
k) повторение (213) предыдущих этапов i)-j) для дополнительных первых краев возможных дефектов;
l) идентификацию (214) как дефектов краев, включенных в краевое изображение восстановленных возможных дефектов.
3. Способ по п. 2, в котором на этапе i) вычисление близости между первым соответствующим краем и вторым краем содержит:
- измерение множества расстояний посредством измерения расстояния между точками, относящимися к первому соответствующему краю, и точками, относящимися ко второму краю;
- идентификацию минимального расстояния среди множества измеренных расстояний;
и в котором на этапе i) упомянутая верификация присутствия второго края происходит, если минимальное расстояние является меньшим или равным значению порога расстояния.
4. Способ по п. 3, в котором этап i) содержит:
i1) установление связи, с каждым первым соответствующим краем дефектов краевого образцового изображения, ориентации, определяемой в виде направления, по существу перпендикулярного среднему направлению рассматриваемого края;
i2) установление связи, с каждым вторым краем краевого образцового изображения, ориентации, определяемой в виде направления, по существу перпендикулярного среднему направлению рассматриваемого края;
i3) верификацию, если ориентация первого соответствующего края является по существу параллельной ориентации выбранного второго края;
и в котором упомянутое генерирование на этапе j) выполняют, если верификация на этапе i3) является положительной.
5. Способ по любому из пп. 2-4, дополнительно содержащий, после этапа k), следующие этапы:
- прием краевого изображения восстановленных возможных дефектов;
- идентификацию присутствия недефектных элементов в краевом изображении восстановленных возможных дефектов;
- устранение идентифицированных недефектных элементов.
6. Способ по любому из пп.1-4, в котором этап l) содержит:
l1) выбор (212-1) края из краевого изображения восстановленных возможных дефектов и генерирование (212-2) множества краевых измерительных профилей, соответственно, с центрами во множестве разных точек, относящихся к выбранному краю, причем множество краевых измерительных профилей связано с соответствующими множествами значений, вычисляемых в виде функции значений интенсивности света соответствующих участков образцового изображения (Icmp), соответственно, с центрами в упомянутом множестве точек;
l2) выбор (212-3) краевого измерительного профиля из множества краевых измерительных профилей и идентификацию (212-4) возможной дефектной точки в виде функции тренда выбранного краевого измерительного профиля;
l3) повторение (212-5, 212-6) этапа l2) для дополнительных краевых измерительных профилей выбранного края;
l4) повторение (212-7, 212-8) этапов l1)-l3) для дополнительных краев краевого изображения восстановленных возможных дефектов;
l5) выбор (212-9) края из краевого изображения (Iedg_pd-r) восстановленных возможных дефектов и вычисление (212-10) количества возможных дефектных точек, относящихся к выбранному краю;
l6) обозначение (212-11) выбранного края как дефекта, если упомянутое количество возможных дефектных точек является большим, чем значение порога дефектов;
l7) повторение (212-12, 212-13) этапов l5)-l6) для дополнительных краев, выбранных из краевого изображения (Iedg_pd-r) восстановленных возможных дефектов;
l8) генерирование (212-14) изображения (Ims_edg) измеренных краев, содержащего края, обозначенные как дефекты;
l9) идентификацию (212-15) как дефектов краев, включенных в изображение измеренных краев.
7. Способ по п. 6, содержащий между этапом d) и e) этап d1) генерирования (206-1) заполненного образцового изображения (Icmp_rp), полученного посредством заполнения участков образцового изображения, соответствующих канавкам, присутствующим на протекторе образцовой шины, и генерирования заполненного эталонного изображения (Iref_rp), полученного посредством заполнения участков эталонного изображения, соответствующих канавкам, присутствующим на протекторе эталонной шины,
и, причем, этап e) выполняет извлечение краев из заполненного эталонного изображения и из заполненного образцового изображения и генерирует краевое эталонное изображение, содержащее края, включенные в заполненное эталонное изображение, и краевое образцовое изображение, содержащее края, включенные в заполненное образцовое изображение, соответственно,
и, причем, этап l1) содержит генерирование множества краевых измерительных профилей, соответственно, с центрами во множестве разных точек, относящихся к выбранному краю, причем множество краевых измерительных профилей связано с соответствующими множествами значений, вычисляемых в виде функции значений интенсивности света соответствующих участков заполненного образцового изображения, соответственно, с центрами в упомянутом множестве точек.
8. Способ по п. 7, в котором на этапе l1) множество краевых измерительных профилей, связанных с соответствующими множествами вычисленных значений, вычисляют (212-2.1) в виде функции значений интенсивности света соответствующих участков заполненного образцового изображения (Icmp_rp), соответственно, с центрами в упомянутом множестве точек.
9. Способ по п. 6, в котором значение порога дефектов является равным процентному отношению длины края, выбранного из краевого изображения восстановленных возможных дефектов.
10. Способ по любому из пп.1-4 и 7-9, в котором дефект является по существу одномерной выемкой,
и в котором участки поверхности эталонной шины и образцовой шины выбирают из одного из следующего:
- протектор;
- внешняя плечевая зона.
11. Устройство (100) для детектирования дефектов на шинах в линии по производству шин, содержащее:
- элемент (101) поддержки и перемещения, имеющий опору, выполненную с возможностью поддержки образцовой шины и вращения ее вокруг ее оси вращения;
- источник (131) света, выполненный с возможностью испускания светового излучения (Rd) для наклонного освещения участка поверхности образцовой шины во время ее вращения;
- по меньшей мере одну камеру (141), выполненную с возможностью приобретения образцового изображения (Icmp) освещаемого участка поверхности образцовой шины во время ее вращения;
- память (140), выполненную с возможностью хранения эталонного изображения (Iref) участка поверхности эталонной шины, по существу бездефектной;
- блок (150) обработки, выполненный с возможностью:
- приема образцового изображения (Icmp) освещенного участка поверхности образцовой шины;
- извлечения (152) краев из эталонного изображения и из образцового изображения и генерирования краевого эталонного изображения (Iref_edg), содержащего края, включенные в эталонное изображение, и краевого образцового изображения (Icmp_edg), содержащего края, включенные в образцовое изображение, соответственно;
- выполнения расширения (153) краев краевого эталонного изображения (Iref_edg) и генерирования из него расширенного краевого эталонного изображения (Iref_edg_dl);
- сравнения (154) краевого образцового изображения (Icmp_edg) с расширенным краевым эталонным изображением (Iref_edg_dl) и генерирования краевого изображения (Iedg_pd) возможных дефектов, содержащего края, которые включены в краевое образцовое изображение и не включены в расширенное краевое эталонное изображение;
- идентификации как возможных дефектов краев, включенных в краевое изображение возможных дефектов.
12. Устройство по п. 11, в котором блок (150) обработки дополнительно выполнен с возможностью:
- выбора (155) первого края (CʹD1) из краевого изображения (Iedg_pd) возможных дефектов, идентификации в краевом образцовом изображении (Icmp_edg) первого края, соответствующего первому выбранному краю, и верификации присутствия по меньшей мере одного участка второго края (CD1) в краевом образцовом изображении (Icmp_edg), причем участок второго края находится вблизи по меньшей мере одного участка первого соответствующего края;
- генерирования (155) краевого изображения (Iedg_pd-r) восстановленных возможных дефектов, содержащего края краевого изображения возможных дефектов и содержащего второй идентифицированный край;
- повторения (155) упомянутого выбора первого края, упомянутой идентификации, упомянутой верификации и упомянутого генерирования для дополнительных первых краев краевого изображения возможных дефектов;
- идентификации (156) как дефектов краев, включенных в краевое изображение восстановленных возможных дефектов.
13. Устройство по п. 12, в котором блок обработки дополнительно выполнен с возможностью:
- выбора (155-1) края из краевого изображения восстановленных возможных дефектов и генерирования множества краевых измерительных профилей, соответственно, с центрами во множестве разных точек, относящихся к выбранному краю, причем множество краевых измерительных профилей связано с соответствующими множествами значений, вычисляемых в виде функции значений интенсивности света соответствующих участков образцового изображения (Icmp_al), соответственно, с центрами в упомянутом множестве точек;
- выбора (155-1) краевого измерительного профиля из множества краевых измерительных профилей и идентификации возможной дефектной точки в виде функции тренда выбранного краевого измерительного профиля;
- повторения (155-1), для дополнительных краевых измерительных профилей выбранного края, идентификации возможных дефектных точек;
- повторения (155-1), для дополнительных краев краевого изображения восстановленных возможных дефектов, идентификации возможных дефектных точек;
- выбора (155-1) края из краевого образцового изображения восстановленных возможных дефектов и вычисления количества возможных дефектных точек, относящихся к выбранному краю;
- обозначения (155-1) выбранного края как дефекта, если упомянутое количество возможных дефектных точек является большим, чем значение порога дефектов;
- повторения (155-1), для дополнительных краев, выбранных из краевого изображения восстановленных возможных дефектов, вычисления количества возможных дефектных точек и обозначения выбранного края;
- генерирования (155-1) изображения (Ims_edg) измеренных краев, содержащего края, обозначенные как дефекты;
причем устройство содержит экран, выполненный с возможностью отображения представления краев, обозначенных как дефекты.
14. Процесс для производства шин, содержащий:
- создание необработанных шин;
- формование и вулканизацию необработанных шин;
- контроль необработанных и/или вулканизированных шин согласно способу по любому из пп. 1-10.
15. Линия (1) по производству шин, содержащая:
- рабочую станцию (10);
- станцию (20) формования и вулканизации;
- станцию (30) контроля, содержащую устройство (100) для детектирования дефектов на шинах по пп. 11, 12 или 13.
| Чугун | 1987 |
|
SU1477765A1 |
| EP 0536705 A2, 14.04.1993 | |||
| WO 2012156260 A1, 22.11.2012. | |||

