ОБЛАСТЬ ТЕХНИКИ
[0001] Настоящее раскрытие в целом относится к производству по аддитивной технологии, в частности к головке для нанесения при производстве по аддитивной технологии, выполненной с возможностью нанесения исходных (feed) материалов, имеющих отличающуюся структуру и/или отличающийся состав.
УРОВЕНЬ ТЕХНИКИ
[0002] Производство по аддитивной технологии, или "3D-печать", представляет собой производственный процесс, при котором система для производства по аддитивной технологии (например, 3D-принтер) автономно изготавливает объект на основе трехмерной модели или другого цифрового представления трехмерного объекта. Системы для производства по аддитивной технологии изготавливают, или печатают, объект посредством нанесения или иного формирования компонента в форме объекта до тех пор, пока он не будет сформирован. В одном общем примере осуществляют нанесение последовательных слоев материала, которые представляют сечения объекта, и нанесенные слои материала сплавляют или иным образом отверждают с получением конечного объекта. Конечный трехмерный объект полностью является плотным и может иметь сложные формы.
[0003] Известный процесс производства по аддитивной технологии включает в себя нанесение основного материала на поверхность роста (например, сначала на подложку, а затем на нанесенный ранее слой основного материала) и направление источника энергии на поверхность роста с формированием зоны расплава, или плавильного "болота" (melt pool), на поверхности роста. Основной материал вносится в участок расплава и включается в состав участка расплава для послойного нанесения дополнительного материала на объект.
[0004] Согласно одному типу процесса производства по аддитивной технологии осуществляют нанесение с формированием большой зоны расплава. Посредством такого процесса можно быстро создавать объект, имеющий почти окончательную форму; однако этот процесс требует последующей механической обработки для получения конечной трехмерной формы объекта, что приводит к увеличению времени и затрат на изготовление объекта. Согласно еще одному типу процесса производства по аддитивной технологии осуществляют нанесение с формированием небольшой зоны расплава. Посредством такого процесса можно обеспечивать точное нанесение для получения конечной трехмерной формы объекта (требующей, например, только финишной обработки); однако этот процесс является медленным и требует множества переходов для формирования конечного объекта, что приводит к увеличению времени и затрат на изготовление объекта.
[0005] Соответственно, специалисты в данной области техники продолжают научно-исследовательские и опытно-конструкторские работы в области производства трехмерных объектов по аддитивной технологии.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
[0006] В одном варианте реализации раскрытая головка для нанесения при производстве по аддитивной технологии может включать в себя устройство подачи материала, включающее в себя первое устройство подачи для нанесения первого исходного материала на поверхность роста и второе устройство подачи для нанесения второго исходного материала на поверхность роста, и источник электромагнитной энергии для направления электромагнитной энергии на поверхность роста, причем электромагнитная энергия использована для формирования зоны расплава на поверхности роста, и зона расплава может включать в себя по меньшей мере один из таких материалов, как расплавленный первый исходный материал и расплавленный второй исходный материал.
[0007] Еще в одном варианте реализации раскрытое устройство для производства по аддитивной технологии может включать в себя монтажную платформу для создания опоры поверхности роста и головку для нанесения, выполненную с возможностью перемещения относительно монтажной платформы, при этом головка для нанесения может включать в себя первое устройство подачи для нанесения первого исходного материала на поверхность роста, второе устройство подачи для нанесения второго исходного материала на поверхность роста и источник электромагнитной энергии для направления электромагнитной энергии на поверхность роста, причем электромагнитная энергия использована для формирования зоны расплава на поверхности роста, а зона расплава может включать в себя по меньшей мере один из таких материалов, как расплавленный первый исходный материал и расплавленный второй исходный материал.
[0008] Еще в одном варианте реализации раскрытый способ производства трехмерного изделия по аддитивной технологии может включать в себя этапы: (1) нанесения исходных материалов через устройство подачи материала на поверхность роста, при этом исходные материалы включают в себя по меньшей мере один из таких материалов, как первый исходный материал, второй исходный материал и третий исходный материал, и по меньшей мере один из таких материалов, как первый исходный материал, второй исходный материал и третий исходный материал, отличается, (2) воздействия на исходные материалы электромагнитной энергией с формированием зоны расплава, включающей в себя по меньшей мере один из таких материалов, как расплавленный первый исходный материал, расплавленный второй исходный материал и расплавленный третий исходный материал, и (3) отверждения зоны расплава.
[0009] Другие варианты реализации раскрытых систем и способа станут очевидными из нижеследующего раздела "Осуществление изобретения", сопроводительных чертежей и приложенной формулы изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
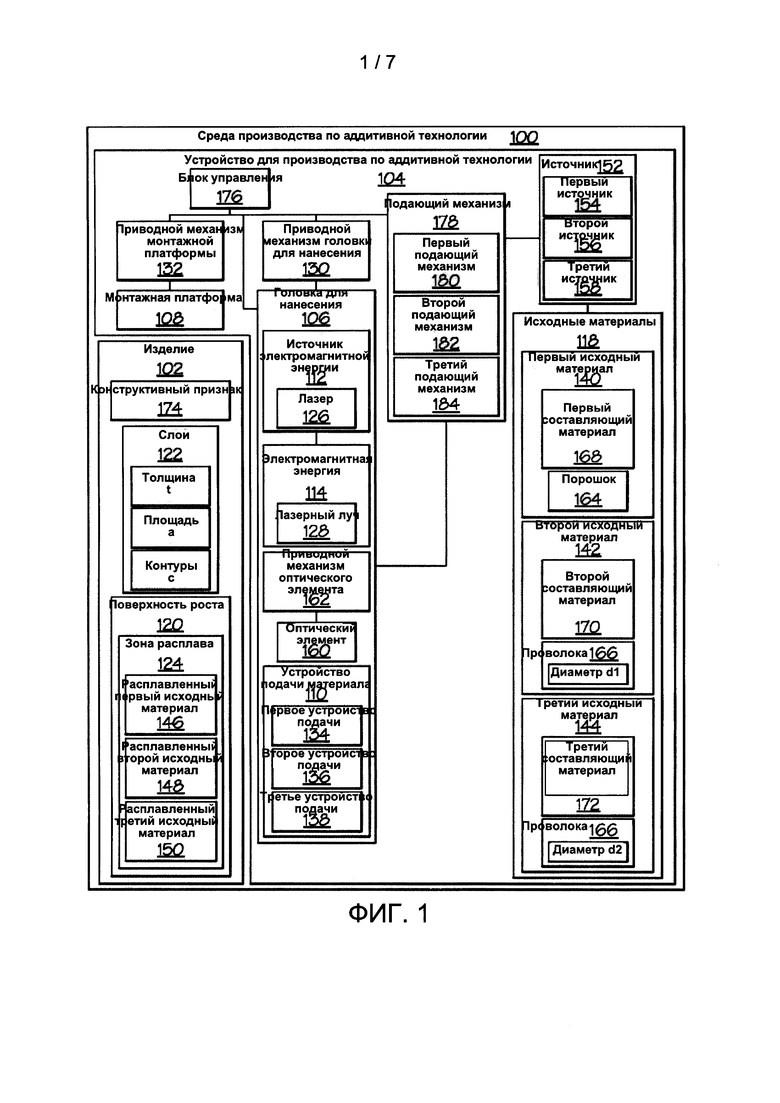
[00010] На ФИГ. 1 показана блок-схема одного варианта реализации раскрытой среды для производства по аддитивной технологии;
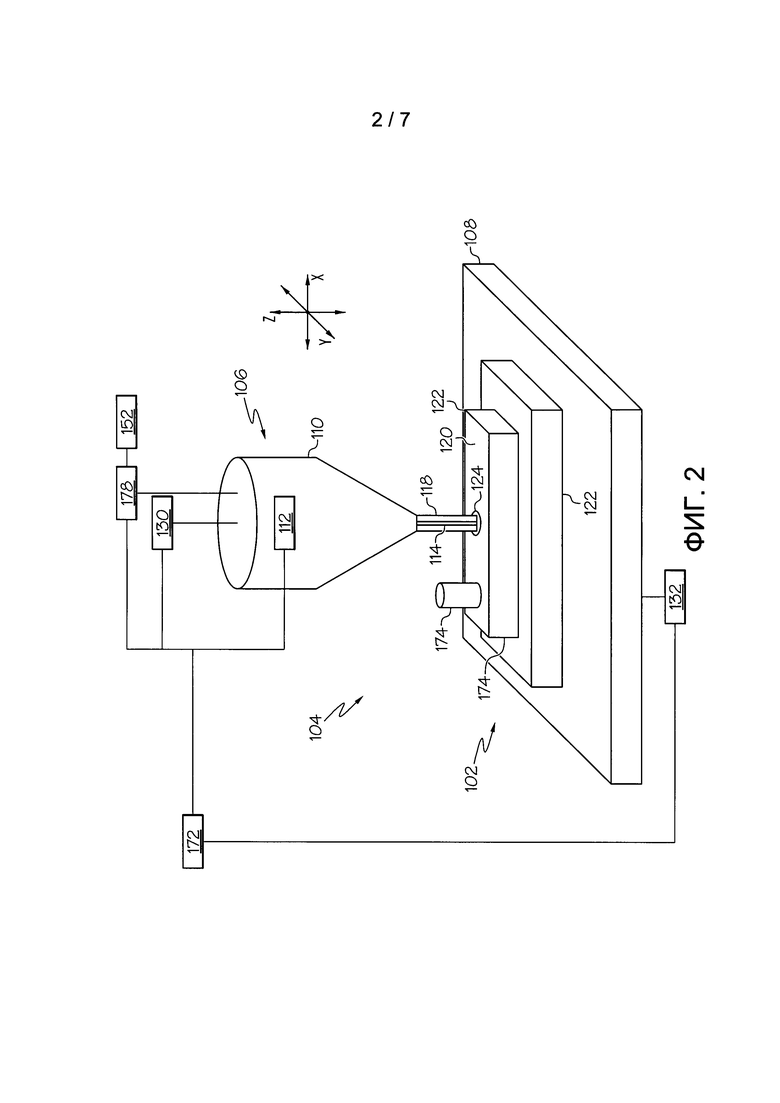
[00011] на ФИГ. 2 схематически показан перспективный вид одного варианта реализации раскрытого устройства для производства по аддитивной технологии по ФИГ. 1;
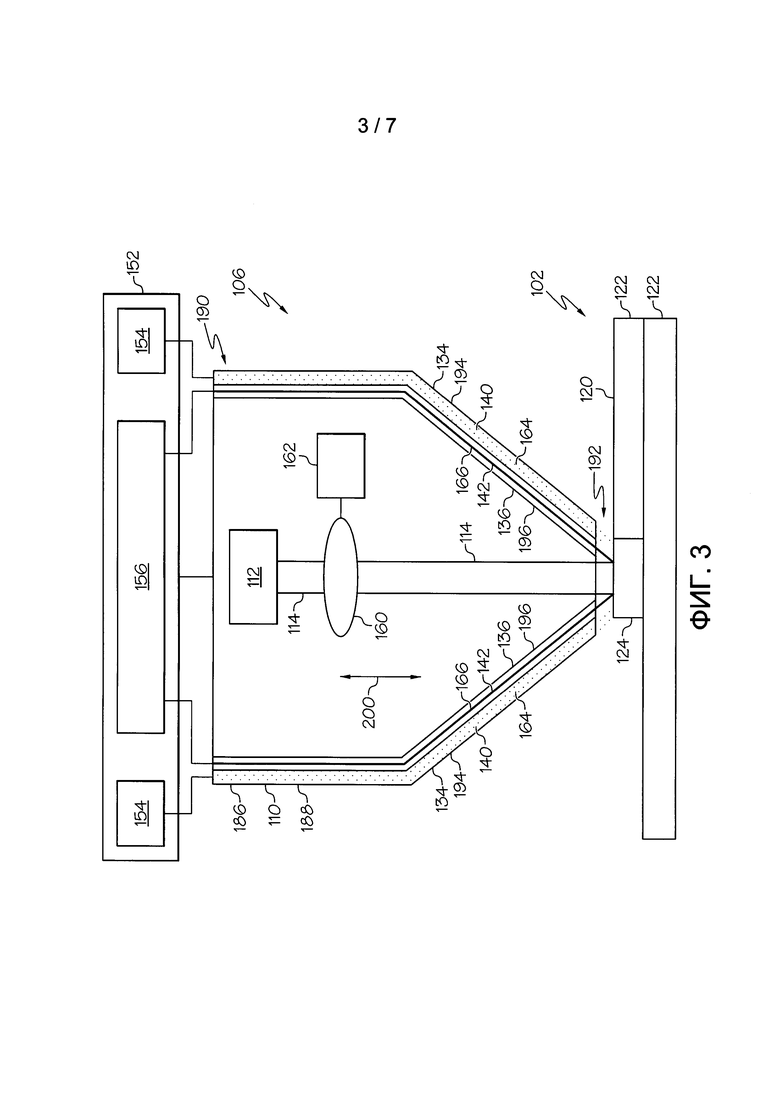
[00012] на ФИГ. 3 схематически показан вид сбоку в разрезе одного варианта реализации раскрытой головки для нанесения, используемой с устройством для производства по аддитивной технологии по ФИГ. 1;
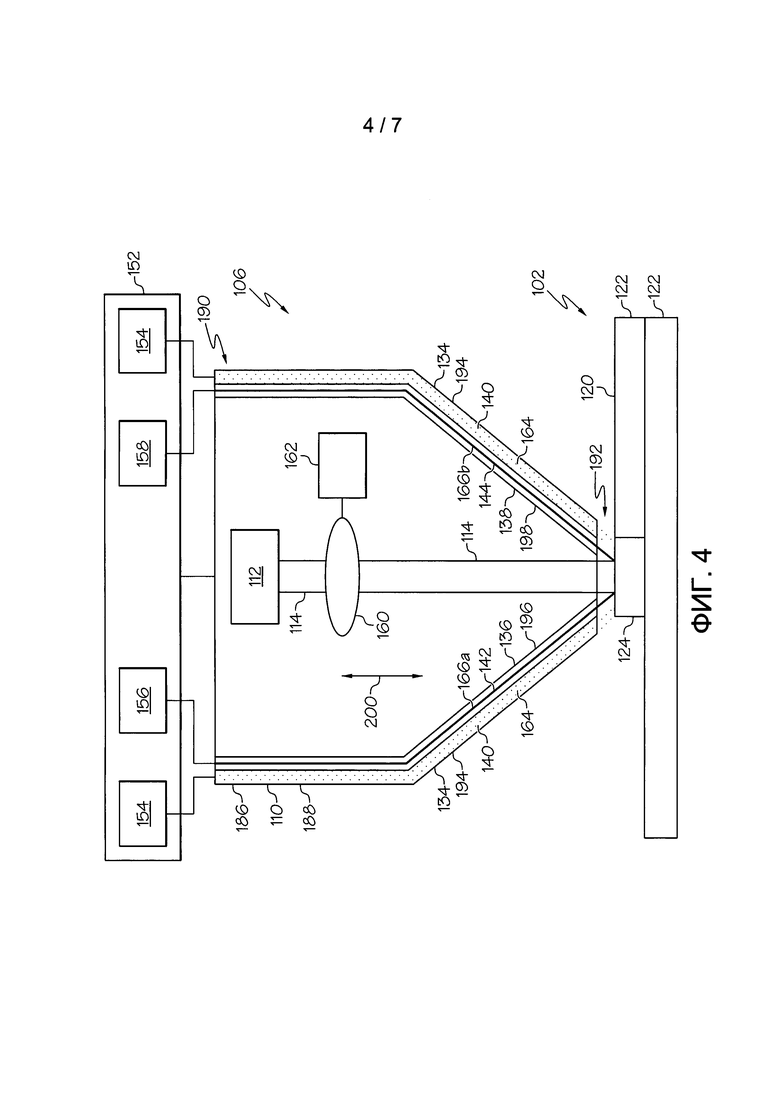
[00013] на ФИГ. 4 схематически показан вид сбоку в разрезе еще одного варианта реализации раскрытой головки для нанесения;
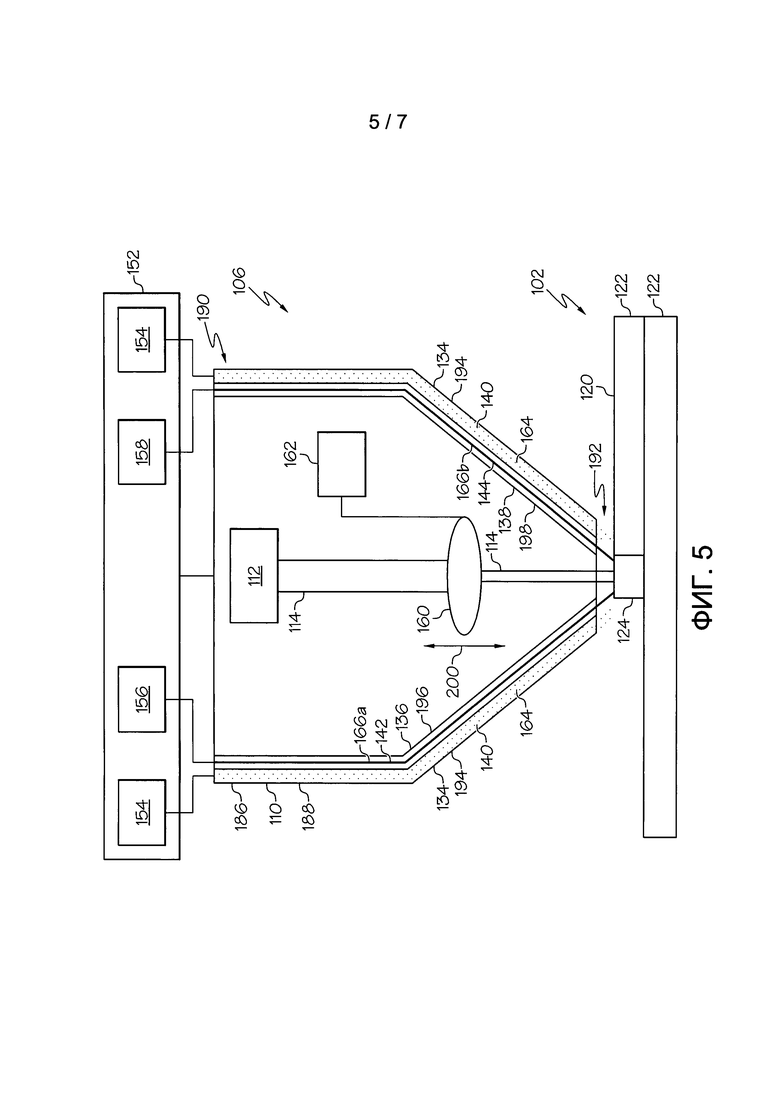
[00014] на ФИГ. 5 схематически показан еще один вид сбоку в разрезе головки для нанесения по ФИГ. 4;
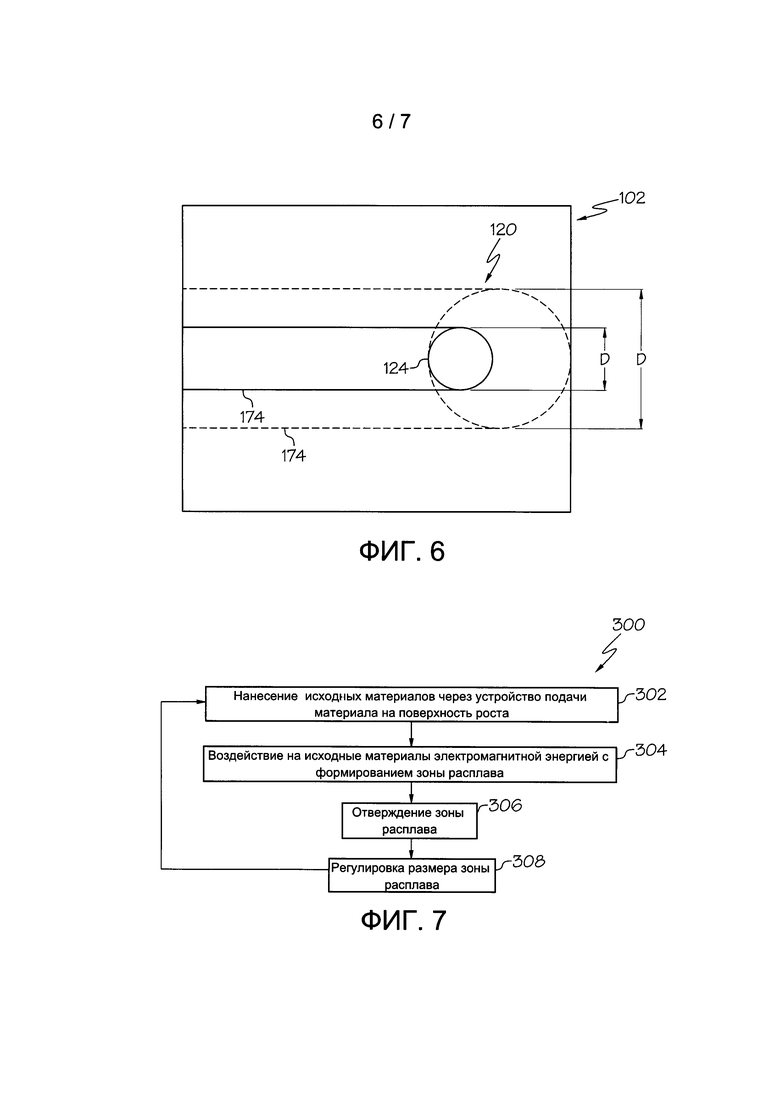
[00015] на ФИГ. 6 схематически показан вид сверху одного варианта реализации зоны расплава на поверхности роста изделия по ФИГ. 1;
[00016] на ФИГ. 7 показана структурная схема одного варианта реализации раскрытого способа производства трехмерного изделия по аддитивной технологии;
[00017] на ФИГ. 8 показана блок-схема методики изготовления и обслуживания воздушного летательного аппарата; и
[00018] на ФИГ. 9 схематически показан воздушный летательный аппарат.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
[00019] Последующий раздел "Осуществление изобретения" относится к сопроводительным чертежам, которые иллюстрируют конкретные варианты реализации раскрытия. Другие варианты реализации, имеющие различные структуры и операции, не выходят за пределы объема настоящего раскрытия. Одинаковые ссылочные позиции могут относиться к одному и тому же элементу или компоненту на разных чертежах.
[00020] Со ссылкой на ФИГ. 1 раскрыт один вариант реализации среды для производства по аддитивной технологии, в целом обозначенной 100. Трехмерное изделие, в целом обозначенное "изделие" 102, может быть изготовлено посредством устройства для производства по аддитивной технологии, в целом обозначенного "устройство" 104.
[00021] При использовании в настоящем документе термин "изделие" относится к любому трехмерному объекту, заготовке, детали, продукту или т.п., имеющему практически любую форму или геометрию (например, сложные формы и/или геометрии) и полученному с помощью процесса производства по аддитивной технологии. Процесс производства по аддитивной технологии включает в себя любой процесс или операцию для изготовления трехмерного изделия, при котором осуществляют выкладку последовательных слоев основного материала, например, под управлением компьютера.
[00022] Со ссылкой на ФИГ. 1 и 2, один вариант реализации устройства 104 для производства по аддитивной технологии может включать в себя головку 106 для нанесения и монтажную платформу 108. Изделие 102 может поддерживаться на монтажной платформе 108 во время изготовления. Монтажная платформа 108 может включать в себя опорную плиту, подложку или любую другую монтажную поверхность, пригодную для создания опоры слоям исходных материалов 118 и изделию 102, выполняемых на ней по аддитивной технологии. Головка 106 для нанесения может включать в себя устройство 110 подачи материала. Устройство 110 подачи материала может быть выполнено с возможностью нанесения одного или более исходных материалов 118 (например, множества различных типов основных материалов) с формированием поверхности 120 роста. Головка 106 для нанесения может включать в себя источник 112 электромагнитной энергии. Источник 112 электромагнитной энергии может генерировать и/или испускать электромагнитную энергию 114, обладающую способностью облучения исходных материалов 118 с формированием локализованной зоны 124 расплава на поверхности 120 роста. Изделие 102 может быть изготовлено посредством последовательного добавления слоев 122 исходных материалов 118, имеющих заданные толщину t, площадь а и/или контур с (ФИГ. 1), которые сплавляют с помощью электромагнитной энергии 114, направляемой на поверхность 120 роста от источника 112 электромагнитной энергии.
[00023] Электромагнитная энергия 114 может включать в себя концентрированный луч направленного электромагнитного излучения или направленной электромагнитной энергии (например, луч энергии для облучения энергией или лазерный луч для облучения лазером). В качестве одного общего неограничивающего примера, источник 112 электромагнитной энергии может включать в себя лазер 126 (например, генератор лазерного луча). Лазер 126 может генерировать и/или испускать лазерный луч 128 (например, электромагнитную энергию 114), обладающий способностью селективного плавления исходных материалов 118. В качестве одного конкретного неограничивающего примера лазер 126 может включать в себя волоконный лазер, например волоконный лазер 5 кВт. В качестве еще одного общего неограничивающего примера источник 112 электромагнитной энергии может включать в себя генератор электронного луча (явно не показано), выполненный с возможностью генерирования и/или испускания электронного луча (например, электромагнитной энергии 114), обладающий способностью селективного плавления исходных материалов 118.
[00024] В качестве одного примера аддитивная технология производства, раскрытая в настоящем документе (например, устройство 104 и/или способ 300), может представлять собой селективное лазерное плавление ("SLM"). В качестве еще одного примера аддитивная технология производства, раскрытая в настоящем документе (например, устройство 104 и/или способ 300), может представлять собой селективное лазерное спекание ("SLS"). В качестве еще одного примера аддитивная технология производства, раскрытая в настоящем документе (например, устройство 104 и/или способ 300), может представлять собой электронно-лучевую плавку ("ЕВМ").
[00025] Со ссылкой на ФИГ. 2 и со ссылкой на ФИГ. 1, в качестве одного примера один или большее количество исходных материалов 118 сначала могут быть нанесены из устройства 110 подачи материала на поверхность монтажной платформы 108 с формированием поверхности 120 роста. Электромагнитная энергия 114 может быть направлена на исходные материалы 118, например, в выбранные места на монтажной платформе 108, с формированием зоны 124 расплава (например, жидкого наплыва исходных материалов 118) на поверхности 120 роста. Последующие слои одного или более исходных материалов 118 могут быть нанесены на выращенный ранее (например, изготовленный) слой материала и встроенный в зону 124 расплава (например, плавлением и формированием раствора внутри зоны 124 расплава) на поверхности 120 роста. Введение дополнительных исходных материалов 118 может вызывать отверждение части первоначальной зоны 124 расплава (например, охлаждение) в области сопряжения зоны расплава и поверхности роста, что приводит к образованию нового слоя материала и получению поверхности 120 роста.
[00026] Со ссылкой на ФИГ. 2, головка 106 для нанесения может быть выполнена с возможностью перемещения относительно поверхности 120 роста (например, изделия 102 или монтажной платформы 108), например, во время изготовления изделия 102. Перемещение головки 106 для нанесения относительно поверхности 120 роста может облегчать последовательное наслоение исходных материалов 118 и/или надлежащее нанесение исходного материала 118, расположение места, на которое воздействуют электромагнитной энергией 114, и/или перемещение места зоны 124 расплава на поверхности 120 роста.
[00027] В качестве одного примера головка 106 для нанесения может быть выполнена с возможностью линейного перемещения относительно поверхности 120 роста. Например, головка 106 для нанесения может быть линейно перемещена вдоль оси X, оси Y, оси Z или их комбинации. В качестве еще одного примера головка 106 для нанесения может быть выполнена с возможностью поворотного перемещения относительно поверхности 120 роста. Например, головка 106 для нанесения может быть перемещена поворотным движением вокруг оси X, оси Y, оси Z или их комбинации. В качестве еще одного примера головка 106 для нанесения может быть выполнена с возможностью нелинейного перемещения относительно поверхности 120 роста. Например, головка 106 для нанесения выполнена с возможностью свободного перемещения относительно поверхности 120 роста, например, для формирования изделия 102, имеющего сложные формы.
[00028] Устройство 104 может включать в себя приводной механизм 130 головки для нанесения. Приводной механизм 130 головки для нанесения может быть функционально соединен с головкой 106 для нанесения. В качестве общих неограничивающих примеров приводной механизм 130 головки для нанесения может включать в себя любой подходящий механический, электромеханический, гидравлический или пневматический механизм, выполненный с возможностью приведения в движение (например, линейного, поворотного и/или нелинейного) головки 106 для нанесения относительно изделия 102 (например, относительно поверхности 120 роста). В качестве еще одних общих неограничивающих примеров приводной механизм 130 головки для нанесения может включать в себя роботизированные механизмы, исполнительные органы, автономные транспортные средства и/или другие соответствующие технические средства, выполненные с возможностью приведения в движение источника 112 электромагнитного излучения относительно изделия 102.
[00029] В дополнение или в качестве альтернативы монтажная платформа 108 может быть выполнена с возможностью перемещения относительно головки 106 для нанесения, например, во время изготовления изделия 102. Перемещение монтажной платформы 108 относительно головки 106 для нанесения может облегчать последовательное наслоение исходных материалов 118 и/или надлежащее размещение поверхности 120 роста, например, для нанесения исходных материалов 118, для размещения направленной электромагнитной энергии 114 и/или перемещения места расположения зоны 124 расплава.
[00030] В качестве одного примера, монтажная платформа 108 может быть выполнена с возможностью линейного перемещения, например, относительно головки 106 для нанесения. Например, монтажная платформа 108 может быть линейно перемещена вдоль оси X, оси Y, оси Z или их комбинации. В качестве еще одного примера монтажная платформа 108 может быть выполнена с возможностью поворотного перемещения, например, относительно головки 106 для нанесения. Например, монтажная платформа 108 может быть перемещена поворотным движением вокруг оси X, оси Y, оси Z или их комбинации. В качестве еще одного примера монтажная платформа 108 может быть выполнена с возможностью нелинейного перемещения, например, относительно головки 106 для нанесения. Например, монтажная платформа 108 выполнена с возможностью свободного перемещения относительно головки 106 для нанесения.
[00031] Устройство 104 может включать в себя приводной механизм 132 монтажной платформы. Приводной механизм 132 монтажной платформы может быть функционально соединен с монтажной платформой 108. В качестве общих неограничивающих примеров приводной механизм 132 монтажной платформы может включать в себя любой подходящий механический, электромеханический, гидравлический или пневматический механизм, выполненный с возможностью приведения в движение (например, линейного, поворотного и/или нелинейного) монтажной платформы 108 относительно головки 106 для нанесения. В качестве еще одних общих неограничивающих примеров приводной механизм 132 монтажной платформы может включать в себя роботизированные механизмы, исполнительные органы, автономные транспортные средства и/или другие соответствующие технические средства, выполненные с возможностью приведения в движение монтажной платформы 108.
[00032] Со ссылкой на ФИГ. 3 и со ссылкой на ФИГ. 1, в одном варианте реализации головки 106 для нанесения устройство 110 подачи материала может включать в себя первое устройство 134 подачи и второе устройство 136 подачи. Первое устройство 134 подачи может быть выполнено с возможностью селективного нанесения первого исходного материала 140 на поверхность 120 роста (например, ввода первого исходного материала 140 в зону 124 расплава). Второе устройство 136 подачи может быть выполнено с возможностью селективного нанесения второго исходного материала 142 на поверхность 120 роста (например, ввода второго исходного материала 142 в зону 124 расплава).
[00033] Если не указано иное, термины "первый", "второй", "третий" и т.д. используются в настоящем документе лишь в качестве меток и не предназначены для определения порядковых, позиционных или иерархических требований к элементам, к которым эти термины относятся. Кроме того, ссылка на "второй" элемент не требует или не исключает существования элемента, имеющего меньший порядковый номер (например, "первого" элемента) и/или элемента, имеющего больший порядковый номер (например, "третьего" элемента).
[00034] В одном примере реализации, первый исходный материал 140 и второй исходный материал 142 могут отличаться. В качестве одного общего неограничивающего примера первый исходный материал 140 и второй исходный материал 142 могут иметь отличающуюся структуру. В качестве одного конкретного неограничивающего примера первый исходный материал 140 может включать в себя порошок 164 (например, металлический порошок), а второй исходный материал 142 может включать в себя проволоку 166 (например, цельнометаллическую проволоку). В качестве одного примера металлический порошок 164 и/или металлическая проволока 166 может/могут представлять собой чистый металлический материал, не имеющий дополнительных наполнителей. В качестве еще одного примера металлический порошок 164 и/или металлическая проволока 166 может включать в себя дополнительные материалы.
[00035] В качестве еще одного общего неограничивающего примера первый исходный материал 140 и второй исходный материал 142 могут иметь отличающийся состав. В качестве еще одного конкретного неограничивающего примера первый исходный материал 140 может включать в себя первый составляющий материал 168, а второй исходный материал 142 может включать в себя второй составляющий материал 170 (ФИГ. 1). Первый составляющий материал 168 и второй составляющий материал 170 могут отличаться. В качестве общих неограничивающих примеров первый составляющий материал 168 и/или второй составляющий материал 170 может представлять собой металл или металлический сплав. В качестве конкретных неограничивающих примеров первый составляющий материал 168 может включать в себя сталь, алюминий, титан, никель или любой подходящий тугоплавкий металл и/или любые сплавы на основе стали, алюминия, титана, никеля или любого подходящего тугоплавкого металла. В качестве конкретных неограничивающих примеров второй составляющий материал 170 может включать в себя сталь, алюминий, титан, никель или любой подходящий тугоплавкий металл и/или любые сплавы на основе стали, алюминия, титана, никеля или любого подходящего тугоплавкого металла.
[00036] Еще в одном общем неограничивающем примере первый исходный материал 140 и второй исходный материал 142 могут иметь отличающуюся структуру и отличающийся состав. В качестве еще одного конкретного неограничивающего примера первый исходный материал 140 может включать в себя порошок 164, включающий в себя первый составляющий материал 168 (например, стальной порошок), а второй исходный материал 142 может включать в себя проволоку 166, включающую в себя второй составляющий материал 170 (например, никелевую проволоку).
[00037] Со ссылкой на ФИГ. 4 и со ссылкой на ФИГ. 1, в одном варианте реализации головки 106 для нанесения устройство 110 подачи материала дополнительно может включать в себя третье устройство 138 подачи (например, устройство 110 подачи материала может включать в себя первое устройство 134 подачи, второе устройство 136 подачи и третье устройство 138 подачи). Третье устройство 138 подачи может быть выполнено с возможностью селективного нанесения третьего исходного материала 144 на поверхность 120 роста (например, ввода третьего исходного материала 144 в зону 124 расплава).
[00038] В одном примере реализации по меньшей мере один из таких материалов, как первый исходный материал 140, второй исходный материал 142 и/или третий исходный материал 144, могут отличаться. В качестве одного общего неограничивающего примера первый исходный материал 140, второй исходный материал 142 и/или третий исходный материал 144 могут конструктивно отличаться. В качестве одного конкретного неограничивающего примера первый исходный материал 140 может включать в себя порошок 164 (например, металлический порошок), второй исходный материал 142 может включать в себя проволоку 166 (например, цельнометаллическую проволоку), а третий исходный материал 144 может включать в себя проволоку 166 (например, цельнометаллическую проволоку). В качестве еще одного конкретного неограничивающего примера второй исходный материал 142 может включать в себя проволоку 166 (например, первую проволоку 166а) (ФИГ. 4), имеющую первый диаметр d1, а третий исходный материал 144 может включать в себя проволоку 166 (например, вторую проволоку 166b) (ФИГ. 4), имеющую второй диаметр d2. Первый диаметр d1 и второй диаметр d2 могут отличаться. Например, первый диаметр d1 первой проволоки 166а (например, второй исходный материал 142) может быть большим диаметром, а второй диаметр d2 второй проволоки 166b (например, третий исходный материал 144) может быть небольшим диаметром (например, первый диаметр d1 может быть больше, чем второй диаметр d2). В качестве одного неограничивающего примера большой диаметр может составлять приблизительно 0,375 дюйма (9,525 мм). В качестве одного неограничивающего примера небольшой диаметр может составлять приблизительно 0,100 дюйма (2,54 мм). Другие диаметры металлической проволоки 166 также предполагаются.
[00039] При использовании в настоящем документе выражение "по меньшей мере один из" означает любую комбинацию отдельных элементов или любую комбинацию нескольких элементов. Например, по меньшей мере одно из X, Y и/или Z может означать X, Y, Z, X и Y, X, и Z, Y, и Z или X и Y, и Z.
[00040] В качестве еще одного общего неограничивающего примера по меньшей мере один из таких материалов, как первый исходный материал 140, второй исходный материал 142 и/или третий исходный материал 144, может иметь отличающийся состав. В качестве еще одного конкретного неограничивающего примера первый исходный материал 140 может включать в себя первый составляющий материал 168, второй исходный материал 142 может включать в себя второй составляющий материал 170, а третий исходный материал 144 может включать в себя третий составляющий материал 172 (ФИГ. 1). По меньшей мере один из таких материалов, как первый составляющий материал 168, второй составляющий материал 170 и/или третий составляющий материал 172, может отличаться. В качестве общих неограничивающих примеров первый составляющий материал 168, второй составляющий материал 170 и/или третий составляющий материал 172 может представлять собой металл или металлический сплав. В качестве конкретных неограничивающих примеров третий составляющий материал 172 может включать в себя сталь, алюминий, титан, никель или любой подходящий тугоплавкий металл и/или любые сплавы на основе стали, алюминия, титана, никеля или любого подходящего тугоплавкого металла.
[00041] Еще в одном общем неограничивающем примере по меньшей мере один из таких материалов, как первый исходный материал 140, второй исходный материал 142 и/или третий исходный материал 144, может иметь отличающуюся структуру и отличающийся состав. В качестве еще одного конкретного неограничивающего примера первый исходный материал 140 может включать в себя, например, металл, порошок 164 (например, металлический порошок), включающий в себя первый составляющий материал 168, второй исходный материал 142 может включать в себя, например, металл, проволоку 166 (например, первую проволоку 166а), имеющую первый диаметр d1 и включающую в себя второй составляющий материал 170, а третий исходный материал 144 может включать в себя, например, металл, проволоку 166 (например, вторую проволоку 166b), имеющую второй диаметр d2 и включающую в себя третий составляющий материал 172. В качестве одного примера по меньшей мере один из таких материалов, как первый составляющий материал 168, второй составляющий материал 170 и/или третий составляющий материал 172, может отличаться. В качестве еще одного примера первый диаметр d1 и второй диаметр d2 могут отличаться. В качестве еще одного примера по меньшей мере один из таких материалов, как первый составляющий материал 168, второй составляющий материал 170 и/или третий составляющий материал 172, может отличаться, и первый диаметр din второй диаметр d2 могут отличаться.
[00042] Одним преимуществом введения различных исходных материалов 118 (например, первого исходного материала 140, второго исходного материала 142 и/или третьего исходного материала 144), имеющих различные характеристики состава, является, например, обеспечение возможности увеличения гибкости модификации формируемого конструктивного компонента 174. В качестве примера проволока 166 (например, второй исходный материал 142), имеющая большой диаметр d1, может быть нанесена на поверхность 120 роста с формированием крупного конструктивного компонента 174 (например, объемной конструкции). В качестве еще одного примера проволока 166 (например, третий исходный материал 144), имеющая небольшой диаметр d2, может быть нанесена на поверхность 120 роста с формированием небольшого конструктивного компонента 174 (например, конструкции, имеющей много элементов). В качестве еще одного примера порошок 164 (например, первый исходный материал 140) может быть нанесен на поверхность 120 роста с формированием высококачественного или миниатюрного конструктивного компонента 174 (например, высококачественной или миниатюрной конструктивной детали).
[00043] Одним преимуществом введения различных исходных материалов 118 (например, первого исходного материала 140, второго исходного материала 142 и/или третьего исходного материала 144), имеющих различные характеристики состава, является, например, обеспечение возможности создавать один или более конкретных сплавов (например, материалов, состоящих из двух или более металлов или металла и неметалла) или специальных сплавов (например, сплава с улучшенными рабочими характеристиками). В качестве одного примера введение первого исходного материала 140 (например, порошок 164) из первого составляющего материала 168 (например, титана) и второго исходного материала 142 (например, проволоки 166) из второго составляющего материала 170 (например, алюминия) в зону 124 расплава может приводить к смешиванию расплавленного первого исходного материала 146 и расплавленного второго исходного материала 148 с формированием конкретного сплава (например, алюминида титана (TiAl)).
[00044] В качестве еще одного примера введение первого исходного материала 140 (например, порошка 164) из первого составляющего материала 168 (например, технически чистого титана), второго исходного материала 142 (проволоки 166) из второго составляющего материала 170 (например, алюминия) и третьего исходного материала 144 (проволоки 166) из третьего составляющего материала 172 (например, ванадия) в зону 124 расплава может приводить к смешиванию расплавленного первого исходного материала 146, расплавленного второго исходного материала 148 и расплавленного третьего исходного материала 150 с формированием конкретного сплава (например, Ti6Al-4V).
[00045] Еще одним преимуществом введения различных исходных материалов 118 (например, первого исходного материала 140, второго исходного материала 142 и/или третьего исходного материала 144), имеющих различные характеристики состава, является, например, обеспечение возможности создавать изделие 102, включающее в себя множество различных металлов и/или различных сплавов. Например, один или большее количество изготовленных слоев 122 изделия 102 или некоторые части изделия 102 могут включать в себя различные металлы, различные сплавы или их комбинации.
[00046] Один или большее количество исходных материалов 118 (например, по меньшей мере один из таких материалов, как первый исходный материал 140, второй исходный материал 142 и/или третий исходный материал 144) могут быть нанесены на поверхность 120 роста (например, введены в зону 124 расплава) при различных скоростях подачи. При использовании в настоящем документе термин "скорость подачи" в целом относится к количеству исходного материала, наносимого на поверхность роста, например, на основе объема исходного материала и скорости ввода исходного материала (например, объема в зависимости от времени). Кроме того, скорости подачи исходных материалов 118 могут быть изменены или отрегулированы во время изготовления изделия 102. Скорость подачи различных исходных материалов 118 может быть обусловлена, например, размером пятна электромагнитной энергии 114 (например, размером пятна лазерного луча 128) на поверхности 120 роста, размером D зоны 124 расплава, конкретными формируемыми конструктивными признаками 174, уровнем мощности источника 112 электромагнитной энергии (например, мощностью лазера 126), составляющими материалами исходных материалов 118 (например, первым составляющим материалом 168 168, вторым составляющим материалом 170 и/или третьим составляющим материалом 172) и т.п.
[00047] Одним преимуществом изменения скорости подачи исходных материалов 118 во время изготовления изделия 102 является, например, обеспечение возможности изготовления различных конструктивных признаков 174 изделия 102, одного или более конструктивных признаков 174, имеющих различный уровень сложности (например, размер, форму, часть и т.п.), для того, чтобы максимизировать производительную скорость различных исходных материалов 118 и минимизировать продолжительность изготовления изделия 102.
[00048] Одним преимуществом введения различных исходных материалов 118 (например, первого исходного материала 140, второго исходного материала 142 и/или третьего исходного материала 144), имеющих различные характеристики состава, (например, различные составляющие материалы), и при различных скоростях подачи является, например, обеспечение возможности перехода от одного составляющего материала к отличающемуся составляющему материалу внутри изделия 102 (например, от одного слоя 122 в другой слой 122) во время изготовления изделия 102. Например, один материал или их большее количество из первого исходного материала 140, второго исходного материала 142 и/или третьего исходного материала 144 может/могут быть использованы для формирования конкретного (например, необходимого) металла или металлического сплава на поверхности 120 роста (например, зона (124) расплава может включать в себя один материал или их большее количество из расплавленного первого исходного материала 146, расплавленного второго исходного материала 148 и/или расплавленного третьего исходного материала 150). Во время изготовления изделия 102 (например, во время формирования последующего слоя 122) количество (например, скорость подачи) по меньшей мере одного материала из исходных материалов 118 (например, второго исходного материала 142) может быть изменено (например, увеличено или уменьшено) для создания перехода материалов (например, функционально-градиентных переходов) в изделии 102 во время изготовления изделия 102. В качестве одного неограничивающего примера в изделии 102 может быть выполнен переход (например, через последовательные слои 122) от нержавеющей стали к инконелю (например, семейству аустенитных никель-хромовых специальных сплавов) посредством изменения скорости подачи различных исходных материалов 118 с формированием функционально-градиентного изделия.
[00049] Еще одним преимуществом введения различных исходных материалов 118 (например, первого исходного материала 140, второго исходного материала 142 и/или третьего исходного материала 144), имеющих различные характеристики состава (например, различные составляющие материалы), и при различных скоростях подачи является, например, значительное снижение потерь исходных материалов 118, являющихся результатом смешивания составляющих материалов с формированием необходимого сплава. Например, избыток порошка 164 может не загрязняться смешиванием различных составляющих материалов, чтобы создать необходимый сплав, поскольку смешивание сплава выполняют на поверхности 120 роста (например, внутри зоны 124 расплава).
[00050] Со ссылкой на ФИГ. 3 и 4 и со ссылкой на ФИГ. 1, головка 106 для нанесения может включать в себя оптический элемент 160. Оптический элемент 160 может быть расположен между источником 112 электромагнитной энергии и изделием 102 (например, поверхностью 120 роста изделия 102). Оптический элемент 160 может включать в себя любые оптические элементы, подходящие для формирования луча. В качестве одного неограничивающего примера оптический элемент 160 может включать в себя оптическое стекло с прецизионной шлифовкой. В качестве еще одного неограничивающего примера оптический элемент 160 может включать в себя любую термостойкую (refractory) оптическую систему.
[00051] Оптический элемент 160 может быть выполнен с возможностью формирования размера и/или формы электромагнитной энергии 114 (например, лазерного луча 128), например, на поверхности 120 роста. Например, оптический элемент 160 может по меньшей мере частично обусловливать размер и/или форму электромагнитной энергии 114 возле поверхности 120 роста. В качестве одного примера оптический элемент 160 может управлять формой пятна (например, геометрией) электромагнитной энергии 114 (например, формой пятна лазерного луча 128) на поверхности роста. В качестве неограничивающих примеров форма пятна электромагнитной энергии 114 (например, лазерного луча 128) на поверхности роста может включать в себя круглую, яйцевидную, квадратную или прямоугольную. Другие геометрические формы также предполагаются. В качестве еще одного примера оптический элемент 160 может управлять размером пятна (например, диаметром круглого пятна, внутренним линейным размером квадратного пятна и т.п.) электромагнитной энергии 114 (например, размером пятна лазерного луча 128) на поверхности 120 роста.
[00052] Специалистам в данной области техники будет понятно, что уровень мощности источника 112 электромагнитной энергии (например, мощность лазера 126) также может по меньшей мере частично обусловливать размер и/или форму электромагнитной энергии 114 возле поверхности 120 роста.
[00053] Соответственно, оптический элемент 160 может по меньшей мере частично обусловливать размер и/или форму зоны 124 расплава. Специалистам в данной области техники будет понятно, что уровень мощности источника 112 электромагнитной энергии (например, мощность лазера 126) также может, по меньшей мере частично, обусловливать размер и/или форму зоны 124 расплава.
[00054] Со ссылкой на ФИГ. 6 и со ссылкой на ФИГ. 1, зона 124 расплава может задавать участок поверхности 120 роста, к которой добавляют исходные материалы 118 для изготовления изделия 102 (например, формирования слоя 122). Зона 124 расплава может включать в себя по меньшей мере один из таких материалов, как расплавленный первый исходный материал 146 (например, первый исходный материал 140, расплавленный направленной электромагнитной энергией 114), расплавленный второй исходный материал 148 (например, второй исходный материал 142, расплавленный направленной электромагнитной энергией 114) и/или расплавленный третий исходный материал 150 (например, третий исходный материал 144, расплавленный направленной электромагнитной энергией 114). Зона 124 расплава может иметь размер и/или форму. Размер и/или форма зоны 124 расплава могут быть по меньшей мере частично обусловлены размером и/или формой направленной электромагнитной энергии 114 (например, лазерного луча 128) возле поверхности 120 роста.
[00055] В качестве одного неограничивающего примера и как показано на ФИГ. 6, форма зоны 124 расплава может быть круглой. В качестве других неограничивающих примеров (явно не показано) форма зоны 124 расплава может включать в себя квадратную, прямоугольную или яйцевидную. Другие геометрические формы зоны 124 расплава также предполагаются. Форма зоны 124 расплава может быть по меньшей мере частично обусловлена формой электромагнитной энергии 114 (например, лазерного луча 128) возле поверхности 120 роста, например, при управлении посредством оптического элемента 160.
[00056] Зона 124 расплава может включать в себя размер, в целом соответствующий размеру электромагнитной энергии 114 (например, лазерному лучу 128) возле поверхности 120 роста, например, при управлении посредством оптического элемента 160. Зона 124 расплава может иметь размер D. В качестве одного примера размер D может быть диаметром между краями внешнего периметра круглой зоны 124 расплава, как показано на ФИГ. 6. В качестве еще одного примера размер D может быть линейным расстоянием (например, большим размером или малым размером) между краями внешнего периметра квадратной, прямоугольной или яйцевидной зоны 124 расплава.
[00057] Со ссылкой на ФИГ. 5, оптический элемент 160 может быть выполнен с возможностью перемещения относительно источника 112 электромагнитной энергии. В качестве одного примера оптический элемент 160 может быть выполнен с возможностью линейного перемещения вдоль оси Z (ФИГ. 2) в направлении, обозначенном стрелкой 200, как показано на ФИГ. 4 и 5. В качестве еще одного примера оптический элемент 160 также может быть выполнен с возможностью линейного перемещения вдоль по меньшей мере одной оси из оси X и/или оси Y, оси Z, с возможностью поворотного перемещения вокруг по меньшей мере одной оси из оси X, оси Y и/или оси Z, и/или выполнен с возможностью нелинейного перемещения. Перемещение оптического элемента 160 относительно источника 112 электромагнитной энергии может приводить к преобразованию, изменению размера и/или изменению формы электромагнитной энергии 114 (например, лазерного луча 128).
[00058] Со ссылкой на ФИГ. 3-6, перемещение оптического элемента 160 (например, изменение места размещения оптического элемента 160 относительно источника 112 электромагнитной энергии или поверхности 120 роста) (ФИГ. 3-5) может приводить к регулировке размера и/или формы зоны 124 расплава (ФИГ. 6) во время изготовления изделия 102 или изготовления конкретного конструктивного признака 174 изделия 102. В качестве примера с оптическим элементом 160 в первом положении, таком как положение, проиллюстрированное на ФИГ. 3 и 4, источник 112 электромагнитной энергии может направлять электромагнитную энергию 114 (например, лазерный луч 128) (ФИГ. 1), имеющую большой размер пятна и в результате этого формирующую большую зону 124 расплава, как показано пунктирными линиями на ФИГ. 6. В качестве еще одного примера с оптическим элементом 160 во втором положении, таком как положение, проиллюстрированное на ФИГ. 5, источник 112 электромагнитной энергии может направлять электромагнитную энергию 114 (например, лазерный луч 128) (ФИГ. 1), имеющую небольшой размер пятна и в результате этого формирующую небольшую зону 124 расплава, как показано сплошными линиями на ФИГ. 6.
[00059] В качестве одного неограничивающего примера большая зона 124 расплава может иметь размер D по меньшей мере приблизительно 0,375 дюйма (9,525 мм). В качестве еще одного неограничивающего примера большая зона 124 расплава может иметь размер D приблизительно 0,375 дюйма (9,525 мм). В качестве еще одного неограничивающего примера большая зона 124 расплава может иметь размер D более чем 0,375 дюйма (9,525 мм). В качестве одного неограничивающего примера небольшая зона 124 расплава может иметь размер D по меньшей мере приблизительно 0,070 дюйма (1,778 мм). В качестве еще одного неограничивающего примера небольшая зона 124 расплава может иметь размер D приблизительно 0,070 дюйма (1,778 мм). В качестве еще одного неограничивающего примера небольшая зона 124 расплава может иметь размер D более чем 0,070 дюйма (1,778 мм).
[00060] Одним преимуществом регулировки размера и/или формы электромагнитной энергии 114 возле поверхности 120 роста и в результате этого регулировки размера и/или формы зоны 124 расплава является, например, обеспечение возможности точного выполнения размера и/или формы зоны 124 расплава для изготовления как крупных (например, объемных) конструктивных признаков 174, так и небольших (например, имеющих много элементов) конструктивных признаков 174 во время одного процесса производства по аддитивной технологии (например, с использованием одной и той же головки 106 для нанесения и/или устройства 104) без ущерба для производительности нанесения. В качестве одного примера большая зона 124 расплава может вместить большее количество исходных материалов 118 с формированием крупных конструктивных признаков 174. В качестве еще одного примера небольшая зона 124 расплава может вместить меньшее количество исходных материалов 118 с формированием высококачественных или миниатюрных конструктивных признаков 174.
[00061] Со ссылкой на ФИГ. 3-5 и со ссылкой на ФИГ. 1, головка 106 для нанесения может включать в себя приводные механизмы 162 оптического элемента. Приводной механизм 162 оптического элемента может быть функционально соединен с оптическим элементом 160. В качестве общих неограничивающих примеров приводной механизм 162 оптического элемента может включать в себя любой подходящий механический, электромеханический, гидравлический или пневматический механизм, выполненный с возможностью приведения в движение (например, линейного, поворотного и/или нелинейного) оптического элемента 160 относительно источника 112 электромагнитной энергии (и относительно поверхности 120 роста). В качестве конкретных неограничивающих примеров приводной механизм 162 оптического элемента может включать в себя линейный приводной двигатель, червячный редуктор, ременную передачу и т.п.
[00062] В качестве альтернативы оптический элемент 160 может быть зафиксирован относительно источника 112 электромагнитной энергии, чтобы зафиксировать размер и/или форму электромагнитной энергии 114 (например, лазерного луча 128) возле поверхности 120 роста. При необходимости источник 112 электромагнитной энергии может быть выполнен с возможностью линейного перемещения относительно оптического элемента 160, чтобы провести регулировку размера и/или формы электромагнитной энергии 114 (например, лазерного луча 128) возле поверхности 120 роста.
[00063] При необходимости (например, при необходимости, основанной на возможном перегреве оптического элемента 160), головка 106 для нанесения может включать в себя механизм охлаждения (не показано), связанный с оптическим элементом 160.
[00064] Со ссылкой на ФИГ. 1 и 2, устройство 104 может включать в себя источник 152 исходных материалов 118. Источник 152 может включать в себя любое подходящее хранилище для хранения одного или более исходных материалов 118, предназначенных для использования головкой 106 для нанесения во время изготовления изделия 102. Например, источник 152 может включать в себя по меньшей мере один источник из первого источника 154 первого исходного материала 140, второго источника 156 второго исходного материала 142 и/или третьего источника 158 третьего исходного материала 144. В качестве неограничивающего примера первый источник 154 может хранить расходный запас порошка 164, например, из первого составляющего материала 164. В качестве еще одного неограничивающего примера второй источник 156 может хранить расходный запас проволоки 166, например, из второго составляющего материала 170 и/или имеющей первый диаметр d1. В качестве еще одного неограничивающего примера третий источник 158 может хранить расходный запас проволоки 166, например, из третьего составляющего материала 172 и/или имеющей второй диаметр d2.
[00065] Хотя пример по ФИГ. 1 иллюстрирует три источника исходных материалов, предполагается использование источников в дополнительном количестве в зависимости, например, от количества различных типов исходных материалов, используемых для изготовления изделия с помощью аддитивных технологий производства, описанных в настоящем документе. В качестве одного примера устройство 104 может включать в себя соответствующее число источников 152 для подачи в любом подходящем количестве различных исходных материалов 118, имеющих отличающуюся структуру и/или отличающийся состав и используемых для изготовления изделия 102.
[00066] Устройство 104 может включать в себя подающий механизм 178. Подающий механизм 178 может подавать, передавать или распределять исходные материалы 118 для головки 106 для нанесения, например, от источника 152 к устройству 110 подачи материала. Например, подающий механизм 178 может включать в себя по меньшей мере один механизм из первого подающего механизма 180 для подачи первого исходного материала 140 от первого источника 154 к первому устройству 134 подачи, второго подающего механизма 182 для подачи второго исходного материала 142 от второго источника 156 ко второму устройству 136 подачи и/или третьего подающего механизма 184 для подачи третьего исходного материала 144 из третьего источника 158 к третьему устройству 138 подачи. В качестве неограничивающего примера первый подающий механизм 180 может быть выполнен с возможностью передачи порошка 164 от первого источника 154 непосредственно к первому устройству 134 подачи. В качестве конкретных неограничивающих примеров первый подающий механизм 180 может представлять собой шнек для материала, накопитель, пневматический механизм подачи порошка или другое подходящее подающее устройство подачи порошкообразного материала. В качестве еще одного неограничивающего примера второй подающий механизм 182 может быть выполнен с возможностью передачи проволоки 166 (например, первой проволоки 166а, имеющей первый диаметр d1) от второго источника 156 непосредственно ко второму устройству 136 подачи. В качестве еще одного неограничивающего примера третий подающий механизм 184 может быть выполнен с возможностью передачи проволоки 166 (например, второй проволоки 166b, имеющей второй диаметр d2) из третьего источника 158 непосредственно к третьему устройству 138 подачи. В качестве конкретных неограничивающих примеров второй подающий механизм 182 и/или третий подающий механизм 184 может/могут представлять собой прижимной ролик, устройство для подачи проволоки, механизм подачи проволоки или другой подходящий механизм подачи проволоки. Второй подающий механизм 182 и/или третий подающий механизм 184 также может/могут включать в себя приспособление для правки проволоки (не показано).
[00067] Первый подающий механизм 180 может быть выполнен с возможностью реализации необходимой скорости подачи первого исходного материала 140. Первый подающий механизм 180 может быть дополнительно выполнен с возможностью регулировки необходимой скорости подачи первого исходного материала 140. В качестве одного неограничивающего примера первый подающий механизм 180 может подавать первый исходный материал 140 (например, порошок 164) со скоростью приблизительно 6 г/мин. Второй подающий механизм 182 может быть выполнен с возможностью реализации необходимой скорости подачи второго исходного материала 142. Второй подающий механизм 182 может быть дополнительно выполнен с возможностью регулировки необходимой скорости подачи второго исходного материала 142. В качестве одного неограничивающего примера первый подающий механизм 182 может подавать второй исходный материал 142 (например, проволоку 166) со скоростью приблизительно 2 дюйма/мин (5,08 см/мин). Третий подающий механизм 184 может быть выполнен с возможностью реализации необходимой скорости подачи третьего исходного материала 144. Четвертый подающий механизм 184 может быть дополнительно выполнен с возможностью регулировки необходимой скорости подачи третьего исходного материала 144. В качестве одного неограничивающего примера третий подающий механизм 184 может подавать третий исходный материал 144 (например, порошок 164) со скоростью приблизительно 5 дюймов/мин (12,7 см/мин). Другие скорости подачи одного материала или их большего количества из первого исходного материала 140, второго исходного материала 142 и/или третьего исходного материала 144 также предполагаются.
[00068] Со ссылкой на ФИГ. 1 и 2, устройство 104 может включать в себя блок 176 управления. Во время изготовления изделия 102 блок 176 управления может сообщаться с головкой 106 для нанесения и монтажной платформой 108 и быть выполнен с возможностью управления ими. В качестве одного примера блок 176 управления может сообщаться с источником 112 электромагнитной энергии (например, лазерным лучом 128) для инициирования и прекращения подачи электромагнитной энергии 114, управления уровнем мощности источника 112 электромагнитной энергии и тому подобного. В качестве еще одного примера блок 176 управления может сообщаться с приводным механизмом 130 головки для нанесения и/или с приводным механизмом 132 монтажной платформы для управления положением и/или перемещением головки 106 для нанесения и/или монтажной платформы 108. В качестве еще одного примера блок 176 управления может сообщаться с приводным механизмом 162 оптического элемента для управления положением и/или перемещением оптического элемента 160. В качестве еще одного примера блок 176 управления может сообщаться с подающим механизмом 178 (например, первым подающим механизмом 180, вторым подающим механизмом 182 и/или третьим подающим механизмом 184) для управления подачей и/или скоростью подачи исходных материалов 118 (например, первого исходного материала 140, второго исходного материала 142 и/или третьего исходного материала 144) к устройству 110 подачи материала (например, первому устройству 134 подачи, второму устройству 136 подачи и/или третьему устройству 138 подачи) во время изготовления изделия 102.
[00069] Со ссылкой на ФИГ. 3-5, головка 106 для нанесения может включать в себя внешнюю оболочку 186. В оболочке 186 могут быть размещены источник 112 электромагнитной энергии, оптический элемент 160 и/или приводной механизм 162 оптического элемента, например, в пределах открытой внутренней области. В качестве одного примера оболочка 186 может задавать корпус 188 насадки и иметь первый (например, верхний) конец 190 и второй (например, нижний) конец 192, противоположный первому концу 190. Оболочка 186 может быть открыта на втором конце 192 для нанесения исходных материалов 118. Электромагнитная энергия 114 может выходить из оболочки 186 через второй конец 192.
[00070] Корпус 188 насадки может задавать устройство 110 подачи материала. Исходные материалы 118 могут поступать в корпус 188 насадки на первом конце 190 и выходить на втором конце 192 для нанесения на поверхность 120 роста (например, введение в зону 124 расплава). Первое устройство 134 подачи может включать в себя первую направляющую 194, выполненную внутри корпуса 188 насадки, образующего боковые стенки. Первая направляющая 194 может включать в себя, например, канал, трубку или тому подобное, выполненный/выполненную через (например, проходящий/проходящая через) корпус 188 насадки от первого конца 190 ко второму концу 192 оболочки 186. Первая направляющая 194 может быть выполнена с возможностью обеспечения прохода первого исходного материала 140 через корпус 188 насадки к поверхности 120 роста. Например, первая направляющая 194 может быть выполнена с возможностью обеспечения прохода порошка 164. Второе устройство 136 подачи может включать в себя вторую направляющую 196, выполненную внутри корпуса 188 насадки, образующего боковые стенки. Вторая направляющая 196 может включать в себя, например, канал, трубку или тому подобное, выполненный/выполненную через (например, проходящий/проходящая через) корпус 188 насадки от первого конца 190 ко второму концу 192 оболочки 186. Вторая направляющая 196 может быть выполнена с возможностью обеспечения прохода второго исходного материала 142 через корпус 188 насадки к поверхности 120 роста. Например, вторая направляющая 196 может быть выполнена с возможностью обеспечения прохода проволоки 166, например, имеющей первый диаметр d1 (например, первой проволоки 166а) (ФИГ. 4 и 5). Схожим образом, третье устройство 138 подачи может включать в себя третью направляющую 198, выполненную внутри корпуса 188 насадки, образующего боковые стенки. Третья направляющая 198 может включать в себя, например, канал, трубку или тому подобное, выполненный/выполненную через (например, проходящий/проходящая через) корпус 188 насадки от первого конца 190 ко второму концу 192 оболочки 186. Третья направляющая 198 может быть выполнена с возможностью обеспечения прохода третьего исходного материала 144 через корпус 188 насадки к поверхности 120 роста. Например, третья направляющая 198 может быть выполнена с возможностью обеспечения прохода проволоки 166, например, имеющей второй диаметр d2 (например, второй проволоки 166b) (ФИГ. 4 и 5).
[00071] Угол нанесения (явно не показано) исходных материалов 118 (например, одного материала или их большего количества из первого исходного материала 140, второго исходного материала 142 и/или третьего исходного материала 144) на поверхность 120 роста (например, угол введения в зону 124 расплава) может влиять на одну или более характеристик зоны 124 расплава. Например, угол нанесения может влиять на качество сварочной ванны (например, одного материала или их большего количества из расплавленного первого исходного материала 146, расплавленного второго исходного материала 148 и/или расплавленного третьего исходного материала 150). Угол нанесения исходных материалов 118 может управляться или по меньшей мере быть частично обусловлен, например, структурной конфигурацией головки 106 для нанесения (например, конфигурацией корпуса 188 насадки), ориентацией головки 106 для нанесения (например, ориентацией второго конца 192 корпуса 188 насадки) относительно поверхности 120 роста и/или зоны 124 расплава и т.п.
[00072] Со ссылкой на ФИГ. 7 раскрыт один вариант реализации способа, в целом обозначенного 300. В способе 300 могут быть выполнены модификации, дополнения или пропуски без отхода от сущности и объема настоящего раскрытия. Способ 300 может включать в себя больше этапов, меньше этапов или другие этапы. Кроме того, этапы могут быть выполнены в любом подходящем порядке.
[00073] Со ссылкой на ФИГ. 7 и со ссылкой на ФИГ. 1, способ 300 может включать в себя этап нанесения исходных материалов 118 через устройство 110 подачи материала на поверхность 120 роста, как показано в блоке 302. В качестве одного примера исходные материалы 118 могут включать в себя по меньшей мере один из таких материалов, как первый исходный материал 140, второй исходный материал 142 и/или третий исходный материал 144. По меньшей мере один из таких материалов, как первый исходный материал 140, второй исходный материал 142 и третий исходный материал 144, может отличаться. В качестве одного примера по меньшей мере один из таких материалов, как первый исходный материал 140, второй исходный материал 142 и третий исходный материал 144, может иметь отличающуюся структуру. В качестве еще одного примера по меньшей мере один их таких материалов, как первый исходный материал 140, второй исходный материал 142 и третий исходный материал 144, может иметь отличающийся состав. В качестве еще одного примера по меньшей мере один из таких материалов, как первый исходный материал 140, второй исходный материал 142 и третий исходный материал 144, может иметь отличающуюся структуру и отличающийся состав.
[00074] Способ 300 может включать в себя этап воздействия на исходные материалы 118 электромагнитной энергией 114 с формированием зоны 124 расплава, как показано в блоке 304. Зона 124 расплава может включать в себя по меньшей мере один из таких материалов, как расплавленный первый исходный материал 146, расплавленный второй исходный материал 148 и расплавленный третий исходный материал 150. Зона 124 расплава может быть расположена в заданном месте на поверхности 120 роста.
[00075] Способ 300 может включать в себя этап отверждения зоны 124 расплава, как показано в блоке 306. Отверждение зоны 124 расплава может приводить к формированию по меньшей мере части слоя 122 изделия 102.
[00076] Способ 300 может включать в себя этап регулировки размера зоны 124 расплава, как показано в блоке 308. В качестве одного примера размер зоны 124 расплава (например, размер D зоны 124 расплава) (ФИГ. 6) может быть отрегулирован посредством перемещения оптического элемента 160 относительно источника 112 электромагнитной энергии (например, лазера 126) и/или поверхности 120 роста с изменением размера (например, размера пятна) электромагнитной энергии 114 (например, лазерного луча 128) на поверхности 120 роста. В качестве еще одного примера размер зоны 124 расплава может быть отрегулирован посредством регулировки (например, изменения) одного или более рабочих параметров головки 106 для нанесения. В качестве одного примера размер зоны 124 расплава может быть отрегулирован посредством изменения (например, увеличения или уменьшения) уровня мощности источника 112 электромагнитной энергии. В качестве еще одного примера размер зоны 124 расплава может быть отрегулирован посредством изменения скорости подачи (например, увеличения или уменьшения) исходных материалов 118 (например, по меньшей мере один из таких материалов, как первый исходный материал 140, второй исходный материал 142 и/или третий исходный материал 144).
[00077] Этапы, показанные в блоках 302, 304, 306 и/или 308, могут быть повторены в одном или более различных местах на поверхности 120 роста для изготовления конструктивного признака 174 изделия 102. Изделие 102 и/или конструктивные признаки 174 изделия 102 могут быть образованы множеством слоев 122. В качестве одного примера изделие 102 может быть изготовлено послойно, в целом вдоль оси Z (например, ортогональной к плоскости X-Y поверхности 120 роста) (ФИГ. 2).
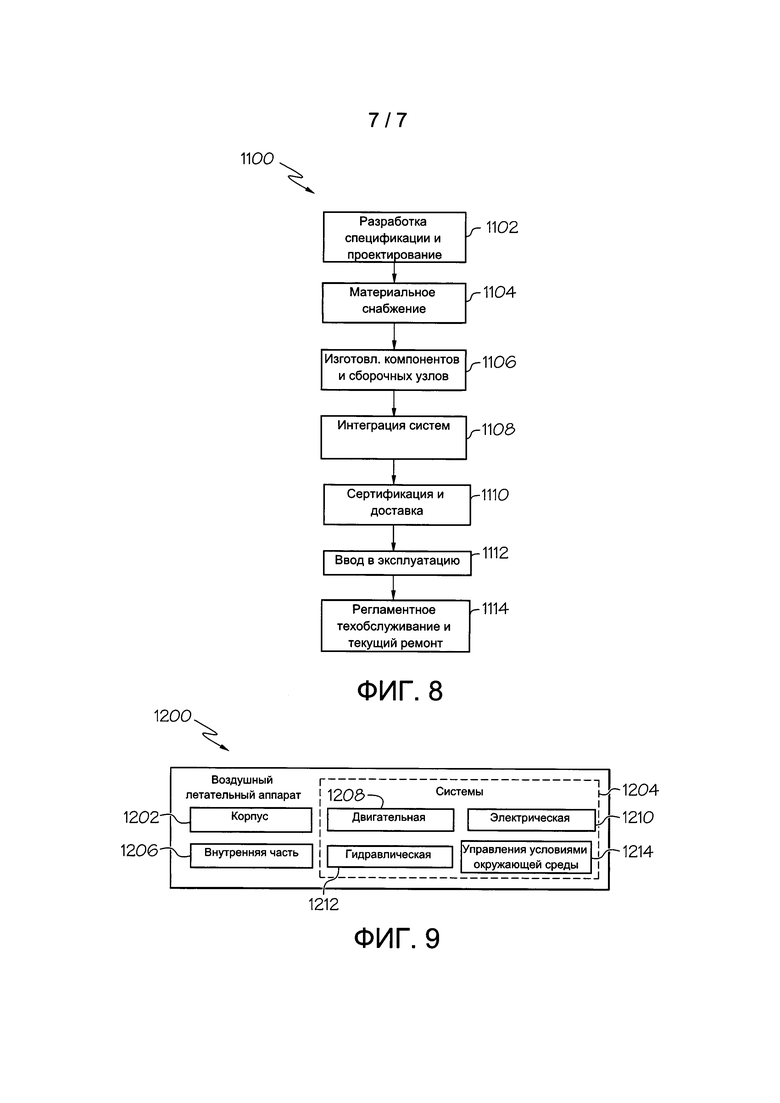
[00078] Примеры настоящего раскрытия могут быть описаны в контексте способа 1100 изготовления и обслуживания воздушного летательного аппарата, как показано на ФИГ. 8, и воздушного летательного аппарата 1200, как показано на ФИГ. 9. Во время подготовки к изготовлению проиллюстрированный способ 1100 может включать в себя разработку спецификации и проектирование воздушного летательного аппарата 1200, как показано в блоке 1102, и материальное снабжение, как показано в блоке 1104. Во время производства может иметь место изготовление компонентов и сборочных узлов, как показано в блоке 1106, и интеграция систем, как показано в блоке 1108, воздушного летательного аппарата 1200. После этого воздушный летательный аппарат 1200 может пройти через стадию сертификации и доставки, как показано в блоке 1110, для ввода в эксплуатацию, как показано в блоке 1112. При эксплуатации воздушный летательный аппарат 1200 может подпадать под регламентное техобслуживание и текущий ремонт, как показано в блоке 1114. Регламентное техобслуживание и текущий ремонт могут включать в себя модернизацию, перенастройку, переоборудование и так далее одной или более систем воздушного летательного аппарата 1200.
[00079] Каждый из процессов проиллюстрированного способа 1100 может быть выполнен или осуществлен системным интегратором, третьей стороной и/или оператором (например, заказчиком). В целях настоящего описания системный интегратор может включать в себя, без ограничения, любое количество производителей воздушных летательных аппаратов и субподрядчиков по основным системам; третья сторона может включать в себя, без ограничения, любое количество продавцов, субподрядчиков и поставщиков; а оператор может представлять собой авиакомпанию, лизинговую компанию, военную организацию, обслуживающую организацию и т.д.
[00080] Как показано на ФИГ. 9, воздушный летательный аппарат 1200, изготовленный с помощью проиллюстрированного способа 1100, может включать в себя корпус 1202 с множеством высокоуровневых систем 1204 и внутреннюю часть 1206. Примеры высокоуровневых систем 1204 включают в себя одно или более из следующих систем: движительная система 1208, электрическая система 1210, гидравлическая система 1212 и система 1214 управления условиями окружающей среды. Любое количество других систем может быть включено. Несмотря на то что показан пример, относящийся к аэрокосмической отрасли, принципы, раскрытые в настоящем документе, могут применяться в других отраслях промышленности, таких как автомобильная и судостроительная промышленности.
[00081] Устройства и способы, показанные или описанные в настоящем документе, могут быть использованы во время любых одного или более этапов способа 1100 изготовления и обслуживания. Например, компоненты или сборочные узлы, относящиеся к изготовлению компонентов и сборочных узлов (блок 1106), могут быть изготовлены или произведены аналогично компонентам или сборочным узлам, изготовленным во время эксплуатации воздушного летательного аппарата 1200 (блок 1112). Также один или более примеров устройств и способов или их комбинаций могут быть использованы во время производственных этапов (блоки 1108 и 1110), например, с существенным уменьшением рисков, связанных с поддельными компонентами в процессах производства и обслуживания воздушных летательных аппаратов. Аналогично, один или более примеров устройств и способов или их комбинаций могут быть использованы, например и без ограничения, во время эксплуатации воздушного летательного аппарата 1200 (блок 1112) и во время регламентного техобслуживания и ремонта (блок 1114).
[00082] Таким образом, в различных вариантах реализации устройства 104 для производства по аддитивной технологии, головки 106 для нанесения при производстве по аддитивной технологии и способа 300, раскрытых в настоящем документе, могут использоваться и наноситься множество типов исходных материалов 118 (например, исходного сырья) с обеспечением влияния на скорость изготовления согласно процессу производства по аддитивной технологии. Один или большее количество исходных материалов 118 (например, первый исходный материал 140, второй исходный материал 142, третий исходный материал 144 и т.д.) могут иметь отличающуюся структуру (например, включающую порошок, проволоку или проволоку различных диаметров), отличающийся состав (например, включающий различные составляющие материалы) или иметь комбинацию отличающихся структур или составов. Это обеспечит возможность послойного изготовления (например, выполнения) как высококачественных или миниатюрных, так и крупных конструктивных признаков 174 путем точного использования типа и количества исходных материалов 118 без ущерба для производительности нанесения и при уменьшении последующей механической обработки трехмерного изделия 102, изготовленного с помощью процесса производства по аддитивной технологии. Это также обеспечит возможность одновременного использования материалов различных типов (например, сплавов) для получения функционально-градиентного перехода через изделие 102.
| название | год | авторы | номер документа |
|---|---|---|---|
| Всенаправленная антенная система | 2016 |
|
RU2713069C2 |
| Узел конформной композитной антенны | 2016 |
|
RU2714862C2 |
| ПРЕДВАРИТЕЛЬНО ПРОПИТАННЫЙ ПРОВОДЯЩИЙ КОМПОЗИТНЫЙ ЛИСТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2017 |
|
RU2733611C2 |
| СВЯЗЫВАЮЩЕЕ УСТРОЙСТВО | 2008 |
|
RU2513552C2 |
| СПОСОБ НАНЕСЕНИЯ ЭЛЕКТРООСАЖДАЕМЫХ ПОКРЫТИЙ НА СОЛНЕЧНЫЕ ЗЕРКАЛА ПУТЕМ НАЛИВА | 2011 |
|
RU2538267C1 |
| ГОЛОВКА И СИСТЕМА ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПОЛОЙ КОНСТРУКЦИИ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2017 |
|
RU2686920C1 |
| СИСТЕМА ОХЛАЖДЕНИЯ/НАГРЕВАНИЯ ТРАНСПОРТНОГО СРЕДСТВА С КОНСОЛИДИРОВАННЫМ НАГРЕВАТЕЛЬНЫМ/ОХЛАЖДАЮЩИМ СЕРДЕЧНИКОМ | 2014 |
|
RU2652365C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ УГЛЕРОДНЫХ ВОЛОКОН | 2018 |
|
RU2762955C2 |
| ПЛЕНОЧНЫЙ КАРТУШ И СПОСОБ ИЗГОТОВЛЕНИЯ ПЛЕНОЧНОГО КАРТУША | 2012 |
|
RU2616135C2 |
| ЛОКАЛИЗОВАННЫЙ РЕМОНТ КОМПОНЕНТА ИЗ СУПЕРСПЛАВА | 2014 |
|
RU2624884C2 |
Изобретение относится к производству по аддитивной технологии, в частности к головке для нанесения при производстве по аддитивной технологии, выполненной с возможностью нанесения исходных материалов, имеющих отличающуюся структуру и/или отличающийся состав. Головка для нанесения при производстве по аддитивной технологии может включать в себя устройство подачи материала, включающее в себя первое устройство подачи для нанесения первого исходного материала на поверхность роста, второе устройство подачи для нанесения второго исходного материала на поверхность роста и источник электромагнитной энергии для направления электромагнитной энергии к поверхности роста, причем электромагнитная энергия использована для формирования зоны расплава на поверхности роста, и зона расплава может включать в себя по меньшей мере один из таких материалов, как расплавленный первый исходный материал и расплавленный второй исходный материал, при этом первый исходный материал и второй исходный материал имеют отличающуюся друг от друга структуру. Предложенное решение обеспечивает возможность послойного изготовления как высококачественных миниатюрных, так и крупных конструктивных признаков без ущерба для производительности нанесения и при уменьшении последующей механической обработки трехмерного изделия. 3 н. и 16 з.п. ф-лы, 9 ил.
1. Головка (106) для нанесения при производстве по аддитивной технологии, содержащая:
устройство (110) подачи материала, содержащее:
первое устройство (134) подачи для нанесения первого исходного материала (140) на поверхность (120) роста и
второе устройство (136) подачи для нанесения второго исходного материала (142) на указанную поверхность (120) роста; и
источник (112) электромагнитной энергии для направления электромагнитной энергии (114) к указанной поверхности (120) роста, причем
обеспечена возможность использования указанной электромагнитной энергии (114) для формирования зоны (124) расплава на указанной поверхности (120) роста,
указанная зона (124) расплава содержит по меньшей мере один из таких материалов, как расплавленный первый исходный материал (146) и расплавленный второй исходный материал (148),
а первый исходный материал (140) и второй исходный материал (142) имеют отличающуюся друг от друга структуру.
2. Головка (106) для нанесения по п. 1, также содержащая оптический элемент (160) для фокусировки указанной электромагнитной энергии (114).
3. Головка (106) для нанесения по п. 2, в которой
указанный оптический элемент (160) выполнен с возможностью линейного перемещения относительно указанного источника (112) электромагнитной энергии и
линейным перемещением указанного оптического элемента (160) относительно указанного источника (112) электромагнитной энергии обеспечена регулировка размера указанной зоны (124) расплава.
4. Головка (106) для нанесения по п. 2, в которой указанный оптический элемент (160) содержит оптическое стекло с прецизионной шлифовкой.
5. Головка (106) для нанесения по п. 1, в которой указанный первый исходный материал (140) содержит порошок (164) и указанный второй исходный материал (142) содержит проволоку (166).
6. Головка (106) для нанесения по п. 1, в которой
указанный первый исходный материал (140) содержит первый составляющий материал (168),
указанный второй исходный материал (142) содержит второй составляющий материал (170), причем
указанный первый составляющий материал (168) и указанный второй составляющий материал (170) отличаются.
7. Головка (106) для нанесения по п. 1, в которой
указанное устройство (110) подачи материала также содержит третье устройство (138) подачи для нанесения третьего исходного материала (144) на указанную поверхность (120) роста и
указанная зона (124) расплава содержит по меньшей мере один из таких материалов, как указанный расплавленный первый исходный материал (146), указанный расплавленный второй исходный материал (148) и расплавленный третий материал (150).
8. Головка (106) для нанесения по п. 7, в которой по меньшей мере один из таких материалов, как указанный первый исходный материал (140), указанный второй исходный материал (142) и указанный третий исходный материал (144), отличается.
9. Головка (106) для нанесения по п. 7, в которой
указанный первый исходный материал (140) содержит порошок (164),
указанный второй исходный материал (142) содержит проволоку (166), имеющую первый диаметр,
указанный третий исходный материал (144) содержит проволоку (166), имеющую второй диаметр, причем
указанный первый диаметр и указанный второй диаметр отличаются.
10. Головка (106) для нанесения по п. 9, в которой
указанный первый исходный материал (140) содержит первый составляющий материал (168),
указанный второй исходный материал (142) содержит второй составляющий материал (170),
указанный третий исходный материал (144) содержит третий составляющий материал (172), причем
по меньшей мере один из таких материалов, как указанный первый составляющий материал (168), указанный второй составляющий материал (170) и указанный третий составляющий материал (172), отличается.
11. Устройство (104) для производства по аддитивной технологии, содержащее:
монтажную платформу (108) для создания опоры поверхности (120) роста и
головку (106) для нанесения, выполненную с возможностью перемещения относительно указанной монтажной платформы (108) и содержащую:
первое устройство (134) подачи для нанесения первого исходного материала (140) на указанную поверхность (120) роста;
второе устройство (136) подачи для нанесения второго исходного материала (142) на указанную поверхность (120) роста и
источник (112) электромагнитной энергии для направления электромагнитной энергии (114) к указанной поверхности (120) роста, причем
обеспечена возможность использования указанной электромагнитной энергии (114) для формирования зоны (124) расплава на указанной поверхности (120) роста, указанная зона (124) расплава содержит по меньшей мере один из таких материалов, как расплавленный первый исходный материал (146) и расплавленный второй исходный материал (148),
а первый исходный материал (140) и второй исходный материал (142) имеют отличающуюся друг от друга структуру.
12. Устройство (104) по п. 11, в котором
указанная головка (106) для нанесения также содержит оптический элемент (160) для фокусировки указанной электромагнитной энергии (114),
указанный оптический элемент (160) выполнен с возможностью линейного перемещения относительно указанного источника (112) электромагнитной энергии, причем
линейным перемещением указанного оптического элемента (160) относительно указанного источника (112) электромагнитной энергии обеспечена регулировка размера указанной зоны (124) расплава.
13. Устройство (104) по п. 11, в котором указанный первый исходный материал (140) и указанный второй исходный материал (142) имеют отличающийся состав.
14. Устройство (104) по п. 11, в котором
указанный первый исходный материал (140) содержит порошок (164) из первого составляющего материала (168),
указанный второй исходный материал (142) содержит проволоку (166) из второго составляющего материала (170), причем
указанный первый составляющий материал (168) и указанный второй составляющий материал (170) отличаются.
15. Устройство (104) по п. 11, в котором
указанная головка (106) для нанесения также содержит третье устройство (138) подачи для нанесения третьего исходного материала (144) на указанную поверхность (120) роста, а
указанная зона (124) расплава содержит по меньшей мере один из таких материалов, как указанный расплавленный первый исходный материал (146), указанный расплавленный второй исходный материал (148) и расплавленный третий материал (150), и
по меньшей мере один из таких материалов, как указанный первый исходный материал (140), указанный второй исходный материал (142) и указанный третий исходный материал (144), имеет отличающуюся структуру или отличающийся состав.
16. Способ (300) производства трехмерного изделия по аддитивной технологии, включающий:
нанесение (302) исходных материалов (140), (142), (144) на поверхность (120) роста через устройство (110) подачи материала, при этом указанные исходные материалы содержат по меньшей мере один из таких материалов, как первый исходный материал (140), второй исходный материал (142) и третий исходный материал (144), и по меньшей мере один из таких материалов, как указанный первый исходный материал (140), указанный второй исходный материал (142) и указанный третий исходный материал (144), имеет отличающуюся структуру;
воздействие (304) на указанные исходные материалы (140), (142), (144) электромагнитной энергией (114) с формированием зоны (124) расплава, содержащей по меньшей мере один из таких материалов, как расплавленный первый исходный материал (146), расплавленный второй исходный материал (148) и расплавленный третий исходный материал (150); и
отверждение (306) указанной зоны (124) расплава.
17. Способ (300) по п. 16, также включающий регулировку (308) размера указанной зоны (124) расплава.
18. Способ (300) по п. 16, в котором
указанный первый исходный материал (140) содержит порошок (164),
указанный второй исходный материал (142) содержит проволоку (166), имеющую первый диаметр,
указанный третий исходный материал (144) содержит проволоку (166), имеющую второй диаметр, причем
указанный первый диаметр и указанный второй диаметр отличаются.
19. Способ (300) по п. 16, в котором
указанный первый исходный материал (140) содержит первый составляющий материал (168),
указанный второй исходный материал (142) содержит второй составляющий материал (170),
указанный третий исходный материал (144) содержит третий составляющий материал (172), причем
по меньшей мере один из таких материалов, как указанный первый составляющий материал (168), указанный второй составляющий материал (170) и указанный третий составляющий материал (172), отличается.
| WO 2012131327 A1, 04.10.2012 | |||
| US 2013319325 A1, 05.12.2013 | |||
| US 2014099476 A1, 10.04.2014. |

