Способ изготовления электронагревательной панели
Изобретение относится к электротехнике, конкретно к способу изготовления электронагревательных панелей бытового и промышленного назначения, предназначенных, в частности, для использования в животноводстве для обогрева сельскохозяйственных животноводческих помещений.
В животноводческих помещениях используют электрические нагреватели для поддержания оптимальной температуры для животных. Часто такие нагреватели используются на свинофермах. Однако в связи с непредсказуемым поведением животных, продавливанием, прогрызанием электронагревателей, их сдвиганием и замыканием провода, электронагреватели выходят из строя. Электронагревательная панель для обогрева животноводческих помещений должна быть прочной, надежной в эксплуатации, в том числе не иметь внутренних отслоений, пустот в многослойной изоляции и должна иметь надежное крепление к опоре.
Известны способы изготовления электронагревателей, в которых нагревательный элемент помещается между слоями электроизоляционного материала. Например, известен способ изготовления нагревательного элемента на металлической подложке (см. заявку на изобретение РФ №2006143564, опубл.2008 г), включающий нанесение на подложку по меньшей мере одного диэлектрического слоя, содержащего смолу и диэлектрические наполнители, нанесение на диэлектрический слой, по меньшей мере одного резистивного слоя, содержащего смолу и электропроводящие наполнители, нанесение на последний резистивный слой, по меньшей мере одного проводящего слоя, содержащего смолу и электропроводящие наполнители, и затем нанесение по всей поверхности, за исключением поверхности последнего проводящего слоя, по меньшей мере одного оконечного защитного слоя, содержащего смолу и диэлектрические наполнители, отверждение указанных слоев, причем все слои содержат органическую смолу.
Известен способ изготовления композиционного электронагревателя (см. патент РФ №2187906, опубл. 2002), включающий формирование резистивного элемента на основе нетканого углеродного материала, закрепление на резистивном элементе токопроводящих металлических проводников, размещение резистивного элемента с токопроводящими проводниками между многослойными электроизоляционными покрытиями, пропитку всех слоев полимерным связующим и соединение их методом прессования. Перед закреплением токопроводящих проводников в месте их крепления с резистивным элементом наносят электропроводящий огнестойкий состав с перекрытием по ширине проводников, а после закрепления токопроводящих проводников поверх них снова наносят электропроводящий состав также с перекрытием по ширине проводников.
Известные решения недостаточно прочны и надежны для использования на животноводческих фермах, возможно образование пустот между слоями изоляции и, кроме этого, не предусмотрено закрепление нагревателя на опоре.
Наиболее близким техническим решением, прототипом, является композиционное греющее электрическое устройство (см. патент РФ на полезную модель №147183, опубл.2014 г.), способ изготовления которого заключается в следующем: на матрицу наносится анти адгезионный слой, после его высыхания наносится декоративно-защитный слой (гелькоут) на основе, например синтетической смолы с добавлением катализатора, после его отверждения укладывается слой стекловолокнистого материала, плотностью от 0,01 кг/м2 пропитывается синтетической смолой с добавлением катализатора, укладывается гибкий листовой резистивный нагревательный элемент с токопроводящими выводами, размеры которого меньше размеров матрицы на 1-2 см, затем наносится синтетическая смола с добавлением катализатора, укладывается слой стекловолокнистого материала, пропитывается синтетической смолой с добавлением катализатора и прикатывается. После этого укладывается теплоизоляционный слой, выполненный, например, из базальтовой ваты. Теплоизоляционный слой пропитывается синтетической смолой с добавлением катализатора, затем укладывается, по крайней мере, один слой стекловолокнистого материала, пропитывается синтетической смолой с добавлением катализатора и прикатывается до появления равномерно пропитанной поверхности.
В прототипе возможно образование пустот, «бухтения» между ламинированным нагревательным элементом и изоляционными слоями, кроме этого в изоляционном слое использован материал плотностью от 0,01 кг/м2, что является недостаточно прочным материалом для животноводческих ферм. Изделие под нагрузкой сломается или согнется. Кроме этого, в прототипе также не предусмотрено надежное закрепление нагревателя на опоре.
Техническим результатом предложенного способа изготовления электронагревательной панели является повышение прочности, исключение вероятности возникновения пустот в слоях и возможность надежного жесткого закрепления нагревателя на опоре.
Технический результат достигается тем, что
на матрицу наносится антиадгезионный слой,
после его высыхания наносится защитный слой синтетической смолы с красителем;
после его отверждения укладывается, как минимум, один слой армирующего стекловолокнистого полотна с достаточным нахлестом на матрицу,
пропитывается синтетической смолой с добавлением катализатора,
укладывается листовой резистивный нагревательный элемент с токопроводящими выводами и прикатывается к пропитанному стекловолокнистому полотну,
в слое базальтовой ваты предварительно выполняются отверстия по всей площади,
вырезаются углы необходимой формы, делаются каналы для прокладки кабеля, - торцы базальтовой ваты пропитываются связующей смесью,
готовятся предварительно пропитанные связующей смесью отрезки веревки,
на нагревательный элемент наносится связующая смесь,
укладывается теплоизоляционный слой из базальтовой ваты, в отверстия которой вставляются отрезки веревки, по углам базальтовой ваты вставляют слой полимерного сотового материала, размещенный между слоями армирующего нетканого материала,
поверхность теплоизоляционного слоя пропитывается связующей смесью,
слой армирующего стекловолокнистого полотна, предварительно уложенный на матрицу, помещается на верхнюю поверхность базальтовой ваты и пропитывается связующей смесью,
изделие покрывается полиэтиленовой пленкой, прикатывается валиками, прессуется и высушивается.
Отличительными особенностями предложенного способа изготовления электронагревательной панели являются следующие признаки:
-укладывается нижний армирующий слой стекловолокнистого полотна с нахлестом на матрицу,
-в теплоизоляционном слое, базальтовой вате выполняются отверстия по всей площади, вырезаются углы необходимой формы, пропитываются торцы базальтовой ваты связующей смесью и готовятся предварительно пропитанные связующей смесью отрезки веревки,
-в отверстия базальтовой ваты вставляются отрезки веревки, по углам базальтовой ваты вставляют слой полимерного сотового материала, размещенный между двумя слоями армирующего нетканого материала,
-армирующий слой стекловолокнистого полотна, накинутый на матрицу, помещается на верхнюю поверхность базальтовой ваты и пропитывается связующей смесью, изделие «укутывается».
Указанные отличительные признаки являются существенными, так как каждый из них в отдельности и совместно направлен на решение поставленной задачи и достижение нового положительного эффекта.
«Укутывание» изделия армирующим слоем позволяет достичь монолитности, прочности конструкции, выполнение отверстий в слое базальтовой ваты по всей её площади и укладывание в них пропитанных связующей смесью отрезков верёвки, являющейся связующим звеном между внешними слоями изделия позволяет избежать образования пустот и «бухтения» изделия, вырезы по краям базальтовой ваты, в которых расположен сотовый материал, размещённый между слоями нетканого армирующего материала позволяет при использовании безопасно (не повредив нагревательный элемент) закреплять устройство на опоре.
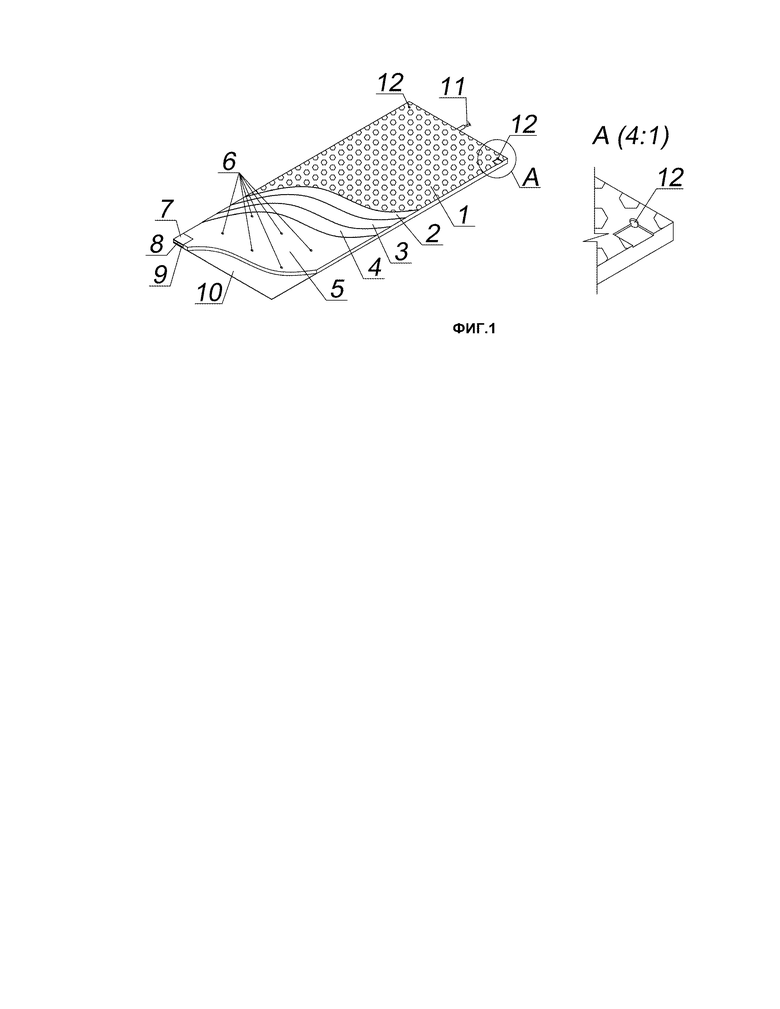
Предлагаемый способ изготовления электронагревательной панели поясняется схемой, где на фиг.1 представлена схема изделия - вид сверху с послойным разрезом.
Электронагревательная панель содержит листовой резистивный нагревательный элемент 4, с токопроводящими выводами 11, подключаемыми к источнику питания, теплоизоляционный слой из базальтовой ваты 5, изоляционные слои 2,3,10 на основе пропитанного синтетической смолой с добавлением катализатора армирующего стекловолокнистого полотна, предпочтительной плотности 150-750 г/м2, внешний защитный слой 1, выполненный из колерованной синтетической смолы. В слое базальтовой ваты 5, расположенной на нижней стороне нагревательного элемента 4, выполнены отверстия 6 с шагом, например, 150 мм по всей площади теплоизоляционного слоя и вырезы по краям, в которых расположен слой полимерного сотового материала 8, размещённый между слоями нетканого армирующего материала 7 и 9, на внешней поверхности электронагревательной панели рельефом отмечены места для крепежных отверстий 12.
Предлагаемый способ изготовления электронагревательной панели поясняется нижеследующим описанием.
На очищенную и обезжиренную матрицу, с отмеченными местами для крепежа, наносится разделительный антиадгезионный слой, затем на подготовленную матрицу наносится защитный слой из заколерованной синтетической смолы, например, полиэфирной смолы, сушиться.
Укладывается изоляционный слой стекловолокнистого материала, предпочтительно два слоя стеклоткани с нахлестом на матрицу, пропитывается связующим, например, синтетической смолой в которую предварительно добавлен микрокальцит (CaCO3) с добавлением катализатора (отвердителя), например, ПМЭК-пероксид метилэтилкетона.
Укладывается листовой резистивный нагревательный элемент с токопроводящими выводами, размеры которого меньше размеров матрицы, предпочтительно на 7-9 см, и прикатывается. В качестве листового резистивного нагревательного элемента можно применить, например, не ламинированную электронагревательную пленку, на основе нетканого электропроводного материала с нанесенным или пропитанным углеродным слоем.
На листовой резистивный нагревательный элемент наносится связующая смесь и укладывается теплоизоляционный слой из базальтовой ваты с отверстиями с шагом 10÷20 см предпочтительно 15 см, пропитываются торцы ваты связующей смесью и готовятся предварительно пропитанные связующей смесью отрезки веревки, например, длиной по 2 см и вставляются в отверстия. Толщина теплоизоляционного слоя может быть от 3 мм до 100 мм, с плотность от 20 кг/м3 до 200 кг/м3. По углам базальтовой ваты вставляются предварительно вырезанные необходимой формы, предпочтительно квадратной, полимерный сотовый материал, например, известного под товарным знаком «Nidoplast», размещая его между слоями нетканого армирующего материала, например, известного нетканого полиэфирного материала, выпускаемого под товарным знаком «Coremat». При изготовлении электронагревательной панели с большими плоскостями для упрочнения применен полимерный сотовый материал.
Теплоизоляционный слой пропитывается связующим, затем укутывается нижним армирующим слоем стеклоткани, пропитывается связующим и прикатывается до появления равномерно пропитанной поверхности. После отвержения изделие извлекается из формы, производится обрезка и выравнивание изделия по краям.
Электронагревательная панель работает следующим образом. Через предусмотренные места для крепежных отверстий 12 панель просверливается и жестко закрепляется на опору. Токопроводящие выводы 11 листового резистивного нагревательного элемента 4 подключаются к источнику питания, после чего листовой резистивный нагревательный элемент 4 нагревается и выделяет тепло. Изоляционный слой 2,3 прогревается быстро и равномерно, передавая тепло нагреваемой среде. Теплоизоляционный слой 5 базальтовой ваты препятствует распространению тепла в нерабочую зону панели, тем самым уменьшаются теплопотери и увеличивается КПД изделия. Температуру нагревания листового резистивного нагревательного элемента 4 регулируют, подключив его к источнику питания через терморегулятор.
Следует отметить, что могут быть различные варианты выполнения электронагревательной панели в отношении формы, размеров и расположения отдельных элементов, если все это не выходит за пределы объема изобретения, изложенного в формуле.
Предлагаемый способ позволяет применять электронагревательные панели для обогрева животных, создав прочное жесткое соединение слоев за счет «укутывания» изделия единым армирующим слоем и за счет надежного соединения резистивного элемента и теплоизолирующего слоя, исключающего появление пустот и «бухтения» между слоями. Закрепление панели на опоре за счет надежного устройства крепления по углам панели препятствует случайному сдвигу панели животными.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОНАГРЕВАТЕЛЬНАЯ ТКАНЬ И СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОПРОВОДНОЙ РЕЗИСТИВНОЙ НИТИ ДЛЯ ЭТОЙ ТКАНИ | 2005 |
|
RU2282317C1 |
| Армодренажный гибкий композитный геотекстильный нетканый материал | 2021 |
|
RU2774741C1 |
| Композитный материал и изделие бытового назначения из этого материала | 2022 |
|
RU2798578C1 |
| ГЕОПРОСЛОЙКА АРМИРУЮЩАЯ (ЕЕ ВАРИАНТЫ) | 2001 |
|
RU2186906C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕПЛОИЗОЛЯЦИОННОГО МАТЕРИАЛА | 2014 |
|
RU2580745C1 |
| Композиция и способ изготовления на её основе изделий из армированного минеральными волокнами полимерного композиционного материала, плита, изготовленная этим способом, и устройство для её изготовления | 2023 |
|
RU2816147C1 |
| Слоистый композиционный материал и изделие, выполненное из него | 2018 |
|
RU2697456C1 |
| СТРОИТЕЛЬНАЯ СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТЕКСТИЛЬ-ГИПСОБЕТОНА | 2022 |
|
RU2798006C1 |
| НАНОСТРУКТУРИРОВАННЫЙ СТЕКЛОПЛАСТИК И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕГО | 2017 |
|
RU2668030C1 |
| СПОСОБ ПРОИЗВОДСТВА МНОГОСЛОЙНЫХ КОМПОЗИЦИОННЫХ КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ ТИПА СЭНДВИЧ | 2015 |
|
RU2621338C2 |
Изобретение относится к электротехнике, к способу изготовления электронагревательных панелей бытового и промышленного назначения, предназначенных, в частности, для использования в животноводстве для обогрева сельскохозяйственных животноводческих помещений. Согласно способу на матрицу наносится антиадгезионный слой, затем защитный слой синтетической смолы с красителем, один слой армирующего стекловолокнистого полотна, укладывается листовой резистивный нагревательный элемент, на нагревательный элемент наносится связующая смесь, укладывается теплоизоляционный слой и др. и в конце изделие покрывается полиэтиленовой пленкой, прикатывается валиками, прессуется и высушивается. Изобретение обеспечивает повышение прочности и надежное закрепление нагревателя. 1 ил.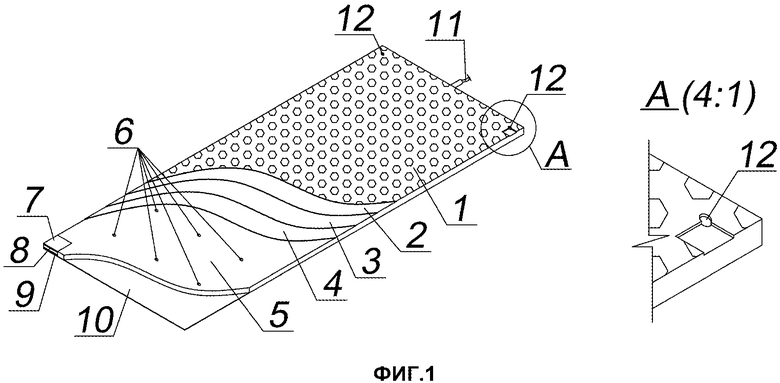
Способ изготовления электронагревательной панели, включающий следующие стадии:
на матрицу наносится антиадгезионный слой,
после его высыхания наносится защитный слой синтетической смолы с красителем;
после его отверждения укладывается как минимум один слой армирующего стекловолокнистого полотна с достаточным нахлестом на матрицу,
пропитывается синтетической смолой с добавлением катализатора,
укладывается листовой резистивный нагревательный элемент с токопроводящими выводами и прикатывается к пропитанному стекловолокнистому полотну,
в слое базальтовой ваты предварительно выполняются отверстия по всей площади,
вырезаются углы необходимой формы, делаются каналы для прокладки кабеля,
торцы базальтовой ваты пропитываются связующей смесью,
готовятся предварительно пропитанные связующей смесью отрезки веревки,
на нагревательный элемент наносится связующая смесь,
укладывается теплоизоляционный слой из базальтовой ваты, в отверстия которой вставляются отрезки веревки, по углам базальтовой ваты вставляют слой полимерного сотового материала, размещенный между слоями армирующего нетканого материала,
поверхность теплоизоляционного слоя пропитывается связующей смесью,
слой армирующего стекловолокнистого полотна, предварительно уложенный на матрицу, помещается на верхнюю поверхность базальтовой ваты и пропитывается связующей смесью,
изделие покрывается полиэтиленовой пленкой, прикатывается валиками, прессуется и высушивается.
| Способ получения диамида перфторглутаровой кислоты | 1961 |
|
SU147183A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОГО ГИБКОГО ЭЛЕКТРОНАГРЕВАТЕЛЯ ПОВЕРХНОСТНОГО ТИПА | 2000 |
|
RU2187906C1 |
| US5039845 A, 13.08.1991 | |||
| JPS57501757 A, 24.09.1982. | |||

