ОБЛАСТЬ ПРИМЕНЕНИЯ ИЗОБРЕТЕНИЯ
Изобретение описывает способы, прибор и устройства, связанные с термоформованием элементов вставки для включения в другие офтальмологические устройства и, более конкретно, в некоторых вариантах осуществления со способами использования аспектов термоформования при производстве офтальмологической линзы с жесткой вставкой, внутри которой или на которой есть компоненты.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Традиционно офтальмологическое устройство, такое как контактная линза, интраокулярная линза или пробка для слезной точки, представляет собой биосовместимое устройство, обладающее корректирующими, косметическими или терапевтическими качествами. Например, контактная линза может обеспечивать одно или более из коррекции зрения, получения косметического эффекта или использования линзы в терапевтических целях. Каждая функция обусловлена определенной физической характеристикой линзы. Конфигурация линзы с учетом светопреломляющего свойства позволяет осуществлять функцию коррекции зрения. Введение в материал линзы пигмента позволяет получить косметический эффект. Введение в материал линзы активного агента позволяет использовать линзу в терапевтических целях. Таких физических характеристик можно добиться без подключения линзы к источнику питания.
Недавно в контактную линзу были включены активные компоненты.
Альтернативное решение может предусматривать включение в офтальмологическое устройство элементов питания. Характеристики относительно сложных компонентов, предназначенных для достижения данного эффекта, можно улучшить путем включения их в устройства вставки, которые затем включают в состав стандартных или аналогичных материалов, подходящих для производства офтальмологических линз существующего уровня техники. Для создания вставок различных видов желательно улучшить технологический процесс, способы и полученные устройства. Можно предположить, что некоторые из решений для вставок с электроникой могут обеспечить новые аспекты проектирования устройств без встроенной электроники и других биомедицинских устройств. Таким образом, важно представить новые способы, устройства и прибор, связанные с термоформованием различных компонентов в офтальмологических и биомедицинских устройствах, выполненных со вставками.
ИЗЛОЖЕНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Настоящее изобретение включает в себя инновационные решения, относящиеся к способу формирования офтальмологической линзы с термоформованным устройством вставки, причем офтальмологическая линза содержит термоформованное устройство вставки, которое содержит первый элемент вставки, причем первый элемент вставки представляет собой термоформованный материал трехмерной формы; и гидрогелевый герметизирующий материал вокруг термоформованного устройства вставки.
В некоторых вариантах осуществления термоформованное устройство вставки может дополнительно содержать юстировочный элемент. В некоторых вариантах осуществления термоформованное устройство вставки может дополнительно содержать оптическую зону, причем термоформованный материал по меньшей мере в оптической зоне обладает способностью поляризовать свет, который проходит через оптическую зону. В альтернативном варианте осуществления термоформованная вставка может быть кольцеобразной, причем круговую часть в центре термоформованной вставки можно удалить в процессе термоформования.
Термоформованное устройство вставки может содержать множество слоев материала. Первый слой материала может обладать диэлектрическими свойствами и включает в себя часть проводящего материала, размещенного на поверхности элемента вставки. Первый слой материала может обладать изолирующими свойствами и включать в себя часть проводящего материала, размещенного на поверхности элемента вставки. В некоторых вариантах осуществления слой материала может изменять гидрофобность поверхности элемента вставки.
Некоторые такие варианты осуществления могут включать в себя слой красителя, покрывающий часть элемента вставки, например, в зоне радужной оболочки. Поляризующий слой может быть размещен между вторым и третьим слоями, которые могут располагаться смежно с первым слоем, причем второй и третий слои могут определять ориентацию поляризующего слоя. Поляризующий слой можно центрировать относительно юстировочного элемента, размещенного внутри первого элемента вставки. В таких вариантах осуществления офтальмологическая линза может дополнительно содержать стабилизирующий элемент, включенный в устройство офтальмологической линзы, который ориентирует устройство линзы в заранее заданное положение на глазу. Стабилизирующий элемент может быть окрашен или промаркирован для обеспечения визуального ориентира, причем стабилизирующий элемент может указывать пользователю, каким образом необходимо ориентировать офтальмологическую линзу на глазу.
В некоторых вариантах осуществления термоформованное устройство вставки может содержать второй элемент вставки, который представляет собой термоформованный материал трехмерной формы, причем на участке между первым элементом вставки и вторым элементом вставки образована полость. Термоформованное устройство вставки может дополнительно содержать первый юстировочный элемент, размещенный на первом элементе вставки, и второй юстировочный элемент, размещенный на втором элементе вставки. Первый юстировочный элемент может сцепляться со вторым юстировочным элементом. Термоформованное устройство вставки может дополнительно содержать герметизирующий слой между первым элементом вставки и вторым элементом вставки, который обеспечивает герметичное прилегание друг к другу первого элемента вставки и второго элемента вставки по меньшей мере вдоль частей их поверхностей.
В некоторых вариантах осуществления термоформованное устройство вставки может дополнительно содержать активный оптический элемент менисковой линзы, размещенный между первым элементом вставки и вторым элементом вставки. В альтернативном варианте осуществления термоформованное устройство вставки может включать в себя активный агент, который может растворяться в офтальмологической среде при размещении офтальмологической линзы на глазу.
ОПИСАНИЕ ЧЕРТЕЖЕЙ
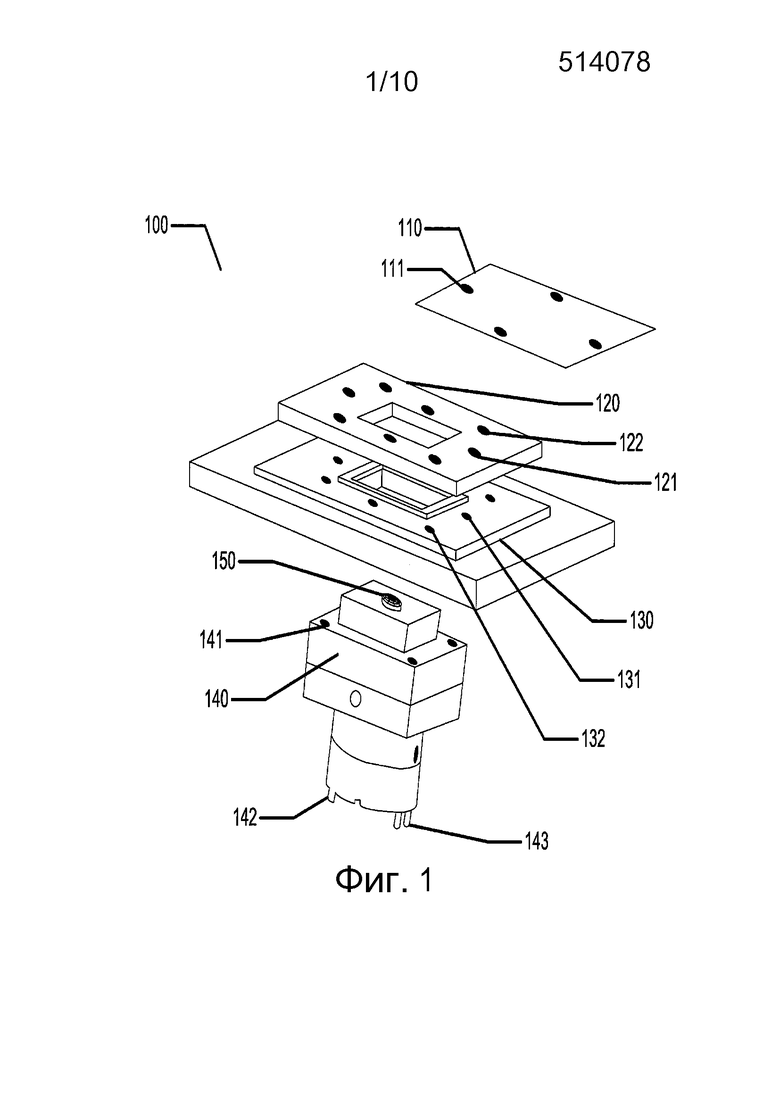
На фиг. 1 представлен пример прибора для термоформования в соответствии с некоторыми вариантами осуществления настоящего изобретения.
На фиг. 2 представлен пример технологических стадий термоформования компонента, соответствующего активной офтальмологической линзе со встроенной электроникой.
На фиг. 3 представлен пример сложного элемента вставки, который может быть изготовлен способом термоформования в соответствии с некоторыми вариантами осуществления настоящего изобретения.
На фиг. 4 представлен пример юстировочных элементов и методик, которые можно включить в производство вставок с использованием принципов термоформования.
На фиг. 5 представлен пример осуществления жесткой вставки с использованием принципов термоформования.
На фиг. 6 представлен пример осуществления вкладыша-субстрата с использованием принципов термоформования.
На фиг. 7 представлен пример осуществления элементарной линзы с использованием принципов термоформования.
На фиг. 8 представлен пример функциональных элементов и методик, которые можно включить в производство вставок с использованием принципов термоформования.
На фиг. 9 представлен пример осуществления центрированного дифференциального поляризующего элемента для офтальмологических линз с использованием принципов термоформования.
На фиг. 10 представлена схема технологических операций примера способа формирования термоформованных компонентов и включающих их офтальмологических линз.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Настоящее изобретение включает в себя способы и прибор для производства офтальмологической линзы с жесткой вставкой, где части вставки можно сформировать методом термоформования. Кроме того, настоящее изобретение включает в себя офтальмологическую линзу с жесткой вставкой, встроенной в офтальмологическую линзу.
В соответствии с настоящим изобретением офтальмологическая линза может быть сформирована со встроенной вставкой, которая в некоторых случаях включает в себя источник энергии, такой как электрохимический элемент или аккумуляторная батарея, в качестве средства хранения энергии. В некоторых вариантах осуществления жесткая вставка также включает в себя набор схем, компонентов и источников энергии. Различные варианты осуществления могут включать в себя жесткую вставку, в которой набор схем, компонентов и источников энергии размещен по периферии оптической зоны, через которую может видеть пользователь линзы, тогда как другие варианты осуществления могут включать в себя набор схем, компонентов и источников энергии, которые имеют достаточно малые размеры для оказания негативного воздействия на зрение пользователя контактной линзы, и, следовательно, они могут располагаться в жесткой вставке внутри или снаружи оптической зоны. Вставные элементы одноэлементных и многоэлементных жестких вставок могут быть сформированы методом термоформования. Многочисленные стадии, направленные на обеспечение различных функций компонентов офтальмологических устройств на основе вставки, можно выполнять на тонком листе подложки перед термоформованием или на элементе вставки после термоформования.
В целом в соответствии с некоторыми вариантами осуществления настоящего изобретения жесткую вставку можно встроить в офтальмологическую линзу с помощью автоматического устройства, которое может поместить вставку в необходимое местоположение относительно части формы для литья, используемой для производства линзы. Варианты осуществления, в которых в офтальмологическую линзу помещают различные компоненты, могут включать в себя одну или более стадий, на которых компоненты герметизируют и адгезивно прикрепляют на место или на которых компоненты герметически закрывают.
В некоторых вариантах осуществления источник энергии может находиться в электрическом соединении с компонентом, который можно активировать по команде и который потребляет электрический ток от источника энергии, включенного в офтальмологическую линзу. Компонент может включать в себя, например, полупроводниковое устройство, активное или пассивное электрическое устройство или электрически активируемый механизм, включая, например: микроэлектромеханические системы (МЭМС), наноэлектромеханические системы (НЭМС) или микромеханизмы. После размещения источника энергии и компонента реакционной смеси при помощи формы для литья можно придать необходимую форму, и ее можно полимеризовать для образования офтальмологической линзы.
В следующих разделах будет приведено подробное описание вариантов осуществления настоящего изобретения. Описания как предпочтительных, так и альтернативных вариантов осуществления являются только примерами осуществления. Предполагается, что специалистам в данной области будут понятны возможности использования вариаций, модификаций и внесения изменений. Следовательно, следует учитывать, что указанные примеры осуществления не ограничивают объем настоящего изобретения.
СПИСОК ТЕРМИНОВ
В данном описании и формуле изобретения, относящихся к настоящему изобретению, используются различные термины, для которых будут приняты следующие определения.
Задний криволинейный элемент или задний элемент вставки - при использовании в настоящем документе термин относится к сплошному элементу жесткой вставки, который после сборки в составе указанной вставки занимает местоположение на стороне офтальмологической линзы, которая находится сзади. В офтальмологическом устройстве такой элемент будет размещен на стороне вставки, которая ближе к поверхности глаза пользователя. В некоторых вариантах осуществления задний криволинейный элемент может содержать и включать в себя участок в центре офтальмологического устройства, через который свет может проходить в глаз пользователя, который можно назвать оптической зоной. В других вариантах осуществления элемент может иметь кольцевую форму и не содержать или включать в себя некоторые или все участки оптической зоны. В некоторых вариантах осуществления офтальмологической вставки можно использовать множество задних криволинейных элементов, и один из них может включать в себя оптическую зону, тогда как другие могут иметь кольцевую форму или форму частей кольца.
Компонент - при использовании в настоящем документе термин относится к устройству, которое может потреблять электрический ток от источника энергии для осуществления одного или более из изменения логического состояния или изменения физического состояния.
Герметизировать - при использовании в настоящем документе термин относится к созданию барьера для отделения объекта, такого как, например, вкладыш-субстрат, от окружающей среды, смежной с объектом.
Герметизирующий материал - при использовании в настоящем документе термин относится к слою, образованному вокруг объекта, такого как, например, вкладыш-субстрат, который создает барьер для отделения объекта от окружающей среды, смежной с объектом. Например, герметизирующие материалы могут быть образованы из силикон-гидрогелей, таких как этафилкон, галифилкон, нарафилкон и сенофилкон, либо другого гидрогелевого материала для контактных линз. В некоторых вариантах осуществления герметизирующий материал может быть полупроницаемым, чтобы удерживать указанные вещества внутри объекта и предотвращать проникновение в объект указанных веществ, таких как, например, вода.
Заряженный - при использовании в настоящем документе термин относится к состоянию возможности подачи электрического тока или хранения электрической энергии внутри устройства.
Энергия - при использовании в настоящем документе термин относится к способности физической системы совершать работу. Множество вариантов применения в рамках настоящего изобретения могут относиться к указанной способности системы выполнять электрические действия во время работы.
Источник энергии - при использовании в настоящем документе обозначает устройство, выполненное с возможностью поставлять энергию или приводить биомедицинское устройство в заряженное состояние.
Устройство сбора энергии - при использовании в настоящем документе термин относится к устройству, способному извлекать энергию из окружающей среды и преобразовывать ее в электрическую энергию.
Передний криволинейный элемент или передний элемент вставки - при использовании в настоящем документе термин относится к сплошному элементу жесткой вставки, который после сборки в составе указанной вставки занимает местоположение на стороне офтальмологической линзы, которая находится спереди. В офтальмологическом устройстве передний криволинейный элемент будет размещен на стороне вставки, которая дальше от поверхности глаза пользователя. В некоторых вариантах осуществления элемент может содержать и включать в себя участок в центре офтальмологического устройства, через который свет может проходить в глаз пользователя, который можно назвать оптической зоной. В других вариантах осуществления элемент может иметь кольцевую форму и не содержать или включать в себя некоторые или все участки оптической зоны. В некоторых вариантах осуществления офтальмологической вставки можно использовать множество передних криволинейных элементов, и один из них может включать в себя оптическую зону, тогда как другие могут иметь кольцевую форму или форму частей кольца.
Линзообразующая смесь, или реакционная смесь, или реакционная смесь мономера (РСМ) - при использовании в настоящем документе обозначает мономерный или форполимерный материал, который можно подвергать отверждению и поперечному сшиванию или подвергать поперечному сшиванию для формирования офтальмологической линзы. Различные варианты осуществления могут включать в себя линзообразующие смеси с одной или более добавками, такими как УФ-блокаторы, оттеночные добавки, фотоинициаторы или катализаторы, а также другие желаемые добавки для офтальмологических линз, таких как контактные или интраокулярные линзы.
Линзообразующая поверхность - относится к поверхности, которую используют для литья линзы. В некоторых вариантах осуществления любая такая поверхность может представлять собой поверхность оптической чистоты и качества, что указывает на то, что она является достаточно гладкой и выполнена таким образом, что поверхность линзы, образованная при полимеризации линзообразующего материала, которая контактирует с поверхностью формы для литья, обладает оптически приемлемым качеством. Кроме того, в некоторых вариантах осуществления линзообразующая поверхность может иметь такую геометрию, которая необходима для придания поверхности линзы необходимых оптических характеристик, включая, без ограничений, коррекцию сферических, асферических и цилиндрических степенных аберраций волнового фронта, коррекцию топографии роговицы и т.п., а также любых их комбинаций.
Литий-ионный элемент - относится к электрохимическому элементу, в котором электрическая энергия вырабатывается в результате перемещения ионов лития через элемент. Данный электрохимический элемент, как правило, называемый аккумуляторной батареей, в своей типичной форме может быть возвращен в состояние с более высоким зарядом или перезаряжен.
Вкладыш-субстрат - при использовании в настоящем документе относится к герметизированному вкладышу, который будет включен в офтальмологическое устройство со встроенной электроникой. Во вкладыш-субстрат могут быть встроены элементы питания и электрическая схема. Вкладыш-субстрат определяет основное назначение офтальмологического устройства со встроенной электроникой. Например, в вариантах осуществления, в которых офтальмологическое устройство со встроенной электроникой позволяет пользователю корректировать оптическую силу, вкладыш-субстрат может включать в себя элементы питания, управляющие частью жидкостного мениска в оптической зоне. В альтернативном варианте осуществления вкладыш-субстрат может иметь кольцевую форму, так что оптическая зона не содержит материал. В таких вариантах осуществления обусловленная энергопитанием функция линзы может быть не связана с оптическим качеством, а может предусматривать, например, мониторинг уровня глюкозы или введение лекарственного препарата.
Форма для литья - относится к жесткому или полужесткому объекту, который можно использовать для формирования линз из неполимеризованных составов. Некоторые предпочтительные формы для литья включают в себя две части - часть формы для литья передней криволинейной поверхности и часть формы для литья задней криволинейной поверхности.
Офтальмологическая линза, или офтальмологическое устройство, или линза - при использовании в настоящем документе термин относится к любому устройству, расположенному в глазу или на нем. Устройство может обеспечивать возможность оптической или косметической коррекции или обеспечивать некоторые функции, не связанные с оптическим качеством. Например, термин «линза» может относиться к контактной линзе, интраокулярной линзе, накладной линзе, глазной вставке, оптической вставке или другому аналогичному устройству, которое применяют для коррекции или модификации зрения или для косметической коррекции физиологии глаза (например, изменения цвета радужной оболочки) без снижения зрения. В альтернативном варианте осуществления термин «линза» может относиться к устройству, которое можно помещать на глаз для осуществления функции, отличной от коррекции зрения, такой как, например, мониторинг содержания компонента слезной жидкости или средств введения активного агента. В некоторых вариантах осуществления предпочтительные линзы, составляющие предмет настоящего изобретения, могут представлять собой мягкие контактные линзы, изготовленные из силиконовых эластомеров или гидрогелей, которые могут включать в себя, например, силикон-гидрогели и фторгидрогели.
Оптическая зона - при использовании в настоящем документе термин относится к области офтальмологической линзы, через которую смотрит пользователь офтальмологической линзы.
Мощность - при использовании в настоящем документе термин относится к совершенной работе или переданной энергии за единицу времени.
Перезаряжаемый или перезапитываемый - при использовании в настоящем документе термин относится к возможности возврата в состояние способности совершать работу с более высокой мощностью. Множество вариантов применения в рамках настоящего изобретения могут относиться к возможности восстановления указанной способности, при которой электрический ток определенной величины испускается в течение определенного периода времени.
Перезапитывать или перезаряжать - возвращать в состояние совершения работы с более высокой мощностью. Множество вариантов применения в рамках настоящего изобретения могут относиться к восстановлению указанной способности устройства испускать электрический ток определенной величины в течение определенного периода времени.
Высвобожденный из формы для литья - термин означает, что линза либо полностью отделена от формы для литья, либо лишь слабо прикреплена к ней таким образом, что ее можно удалить легким встряхиванием или сдвинуть тампоном.
Жесткая вставка - при использовании в настоящем документе термин относится к вставке, которая сохраняет заранее определенную геометрическую форму. При включении в контактную линзу жесткая вставка может способствовать реализации функциональных характеристик линзы. Например, различная геометрическая форма или плотность жесткой вставки может определять зоны, способные корректировать зрение пользователей, страдающих астигматизмом.
Стабилизирующий элемент - при использовании в настоящем документе термин относится к физической характеристике, которая стабилизирует офтальмологическое устройство в конкретном положении на глазу при размещении офтальмологического устройства на глазу. В некоторых вариантах осуществления стабилизирующий элемент может иметь достаточный вес для придания устойчивости офтальмологическому устройству. В некоторых вариантах осуществления стабилизирующий элемент может изменять переднюю изогнутую поверхность, где веко может соприкасаться со стабилизирующим элементом, позволяя пользователю изменять ориентацию линзы посредством моргания. Такие варианты осуществления можно усовершенствовать путем включения стабилизирующих элементов, способных придавать дополнительную массу. В некоторых примерах осуществления стабилизирующие элементы могут представлять собой отдельный материал, изготовленный из герметично закрывающего биосовместимого материала, могут представлять собой вставку, образованную отдельно от элементов, изготовленных методом литья, либо могут быть включены в жесткую вставку или вкладыш-субстрат.
При использовании в настоящем документе термин «многослойные интегрированные многокомпонентные устройства», или «SIC-устройства», относится к результату применения технологий упаковки, позволяющих собирать тонкие слои подложек, которые могут содержать электрические и электромеханические устройства, в функциональные интегрированные устройства путем наложения по меньшей мере части каждого слоя друг на друга. Слои могут содержать многокомпонентные устройства различных типов, материалов, форм и размеров. Более того, слои могут быть изготовлены по различным технологиям производства устройств для получения различных контуров.
Трехмерная поверхность или трехмерная подложка - при использовании в настоящем документе термин относится к любой поверхности или подложке, которые были образованы в трех измерениях, где в отличие от плоской поверхности геометрическая форма разработана для конкретной цели.
Термоформование
В процессе термоформования тонкий лист материала нагревают до такой температуры, при которой он становится гибким или легко сгибаемым. Затем лист материала сгибают или подвергают термоформованию для формирования заранее определенной формы, соответствующей части формы для литья. В результате прессования листа в форме для литья и, как правило, откачивания воздуха между поверхностями формы для литья и листа материал деформируется с образованием трехмерной структуры, которая соответствует части формы для литья. После охлаждения соответствующий тонкий лист материала может сохранять трехмерную форму, в которую он был преобразован.
На фиг. 1 представлен пример прибора 100 для термоформования листа. Представленный прибор 100 является примером осуществления прибора, с помощью которого можно выполнять термоформование, однако данной области техники, представленной в настоящем документе, могут соответствовать и другие альтернативные варианты осуществления прибора, осуществляющего термоформование. В некоторых вариантах осуществления лист 110 материала, предназначенный для термоформования, может иметь отверстия 111, выполненные в листе 110 таким образом, чтобы лист мог надежно удерживаться на месте другими частями прибора.
Лист 110 может удерживаться на месте в результате размещения между верхним удерживающим элементом 120 и нижним удерживающим элементом 130. Штифты могут центрировать отверстия 121 на верхнем удерживающем элементе 120 и отверстия 131 на нижнем удерживающем элементе 130 с выполненными в листе 110 центрирующими отверстиями 111. После размещения листа 110 между верхним удерживающим элементом 120 и нижним удерживающим элементом 130 удерживающие элементы 120 и 130 можно прочно скрепить вместе. В некоторых вариантах осуществления через отверстие 121, расположенное в верхнем удерживающем элементе 120, в положении за пределами тонкого листа 110 можно вставить фиксирующий элемент, такой как, например, винт. Например, для неподвижной фиксации листа 110 на месте винт можно вставить через резьбовое отверстие 132. В других вариантах осуществления оборудование для термоформования может удерживать лист 110 на месте без применения винтов или фиксирующего элемента.
Удерживаемый в постоянном положении и центрированный лист 110 можно подвергать обработке при помощи оборудования многочисленных типов, во время работы которого для центрирования удерживаемого листа 110 можно использовать центрирующие отверстия 122 и 132. Данные технологические процессы могут осуществляться до или после термоформования, но в данном примере осуществления удерживаемый лист 110 можно обрабатывать на стадии термоформования. В таких вариантах осуществления штифт, который проходит через нижний удерживающий элемент 130, может определять местоположение юстировочных элементов 122 и 132. Штифт может проходить над нижним удерживающим элементом 130 для центрирования листа 110, а также над верхним удерживающим элементом 120 и под нижним удерживающим элементом 130 для центрирования листа с формующими элементами прибора для термоформования 140. Штифты под нижним удерживающим элементом 130 могут сопрягаться с центрирующими отверстиями 141 на приборе для термоформования 140.
В некоторых вариантах осуществления прибор для литья 100 и тонкий лист 110 можно нагревать до соответствующей температуры, для того чтобы лист стал гибким, после чего к тонкому листу 110, удерживаемому между верхним удерживающим элементом 120 и нижним удерживающим элементом 130, можно прикладывать давление, чтобы протолкнуть лист к формующему элементу 150. При приложении давления на поверхности формующего элемента 150 или около него через контактные точки 142 и 143 прибора для литья 100 может создаваться вакуум. В некоторых вариантах осуществления формующий элемент 150 может иметь регулируемую температуру. В альтернативных вариантах осуществления через контактные точки 142 и 143 прибора для литья 100 может подаваться текучая среда с контролируемой температурой. В других вариантах осуществления источник энергии, такой как электрический ток, может нагревать форму для литья через контактные точки 142 и 143. В других вариантах осуществления вся рабочая среда листа 110 и прибора для термоформования 140 может иметь соответствующую температуру для термоформования материала тонкого листа 110.
После прекращения подачи давления и вакуума, предназначенных для удерживания тонкого листа 110 на формующем элементе 150, лист 110 можно снять с формующего элемента 150. После остывания лист 110 снова может стать жестким, сохраняя трехмерную форму, в которую лист 110 был преобразован путем термоформования.
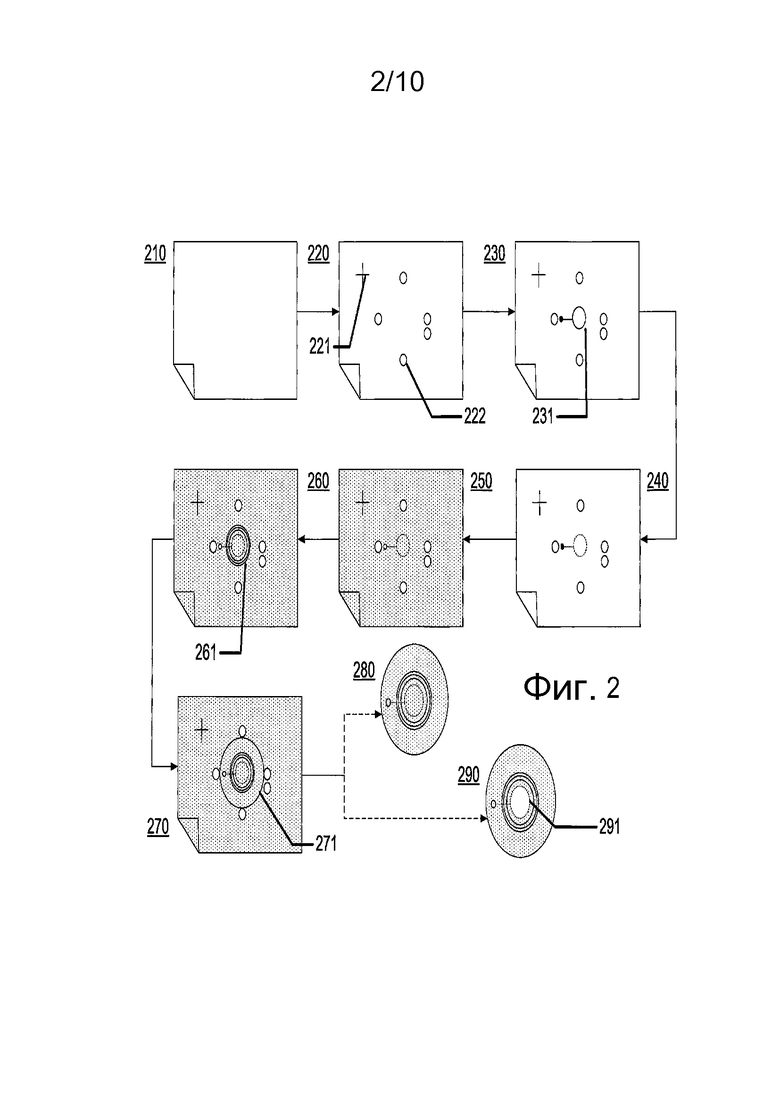
На фиг. 2 представлен пример последовательности обработки 200 листа для формирования элемента вставки, который в дальнейшем может подвергнуться термоформованию. Данная последовательность обработки 200 приведена только в качестве примера, и объем настоящего изобретения включает в себя другие модификации и последовательности.
Последовательность обработки 200 может начинаться со стадии 210, на которой обеспечивают тонкий лист 211 термоформуемого материала. Например, в некоторых вариантах осуществления тонкий лист 211 может состоять из поликарбоната. Дополнительные примеры тонкого листа термоформуемого материала представлены в таблице 1. В некоторых вариантах осуществления в ходе стадии 220 на лист 211 можно наносить центрирующие метки 221. Например, указанные центрирующие метки 221 можно напечатать на листе 211, проштамповать в листе 211 или вырезать из листа 211. Некоторые варианты осуществления могут включать в себя отверстия 222, проштампованные в листе 211 для удержания листа 211 в приборе для термоформования 100, таком как, например, представленный на фигуре 1.
В некоторых вариантах осуществления в ходе стадии 230 на листе 211 можно выполнить проводящие соединения 231. Данные соединения 231 можно выполнить путем покрытия листа 211 пленками проводящего материала с последующим структурированным удалением участков проводящего материала для образования соединений 231. В альтернативных вариантах осуществления соединения 231 можно напечатать на поверхности с использованием проводящих чернил. Любой способ формирования проводящих соединений 231 на плоском листе может согласовываться с областью техники, представленной в настоящем документе.
В некоторых вариантах осуществления в ходе стадии 240 проводящие соединения 231 можно по меньшей мере частично покрыть изолирующим материалом. Напыление изолятора может быть важной составляющей некоторых конкретных способов производства, таких как, например, формирование вставок для вариантов осуществления менисковой линзы. В некоторых вариантах осуществления в ходе стадии 250 участки элемента вставки можно покрыть пленкой для изменения гидрофобности поверхности. В одном примере осуществления в ходе стадии 250 можно покрыть весь лист 211, однако объем настоящего изобретения включает в себя также варианты осуществления, в которых покрывают только часть листа 211, такую как, например, только участок, который станет элементом вставки. Стадия 250 может согласовываться с вариантами осуществления, которые связаны с образованием активных линз менискового типа. В ходе стадии 260 тонкий лист 211 можно подвергнуть обработке, включающей в себя стадию термоформования для создания трехмерной формы 261 на поверхности тонкопленочного материала.
В некоторых вариантах осуществления после выполнения стадии 260 лист 211, который подвергали термоформованию, можно в дальнейшем обрабатывать для создания отдельных элементов вставки. В ходе стадии 270 посредством вырезания указанной части 271 листа, который подвергали термоформованию, можно сформировать элемент вставки, имеющий приблизительно круговую форму. Способ вырезания может включать в себя, например, механическую резку, штампование или резку с помощью лучей, таких как лазерная резка, плазменная резка, химическая резка или резка струей жидкости высокого давления.
Следующая стадия может зависеть от предпочтительного варианта осуществления полученного элемента вставки. В ходе стадии 280 элемент вставки может быть извлечен из листа 211 с центральной оптической частью. В альтернативных вариантах осуществления в ходе стадии 290 элемент вставки может быть извлечен из листа 211, где центральная оптическая часть 291 также может быть извлечена для создания элемента кольцеобразной вставки. В данном примере осуществления термоформованный лист 211 переходит от стадии 270 либо к стадии 280, либо к стадии 290. В других вариантах осуществления стадия 280 может быть промежуточной стадией между стадией 270 и стадией 290. Специалистам в данной области могут быть понятны и другие комбинации и вариации данной последовательности обработки, которые могут считаться включенными в объем области техники, представленной в настоящем документе. С помощью описанных выше технологий можно сформировать более сложные элементы вставки.
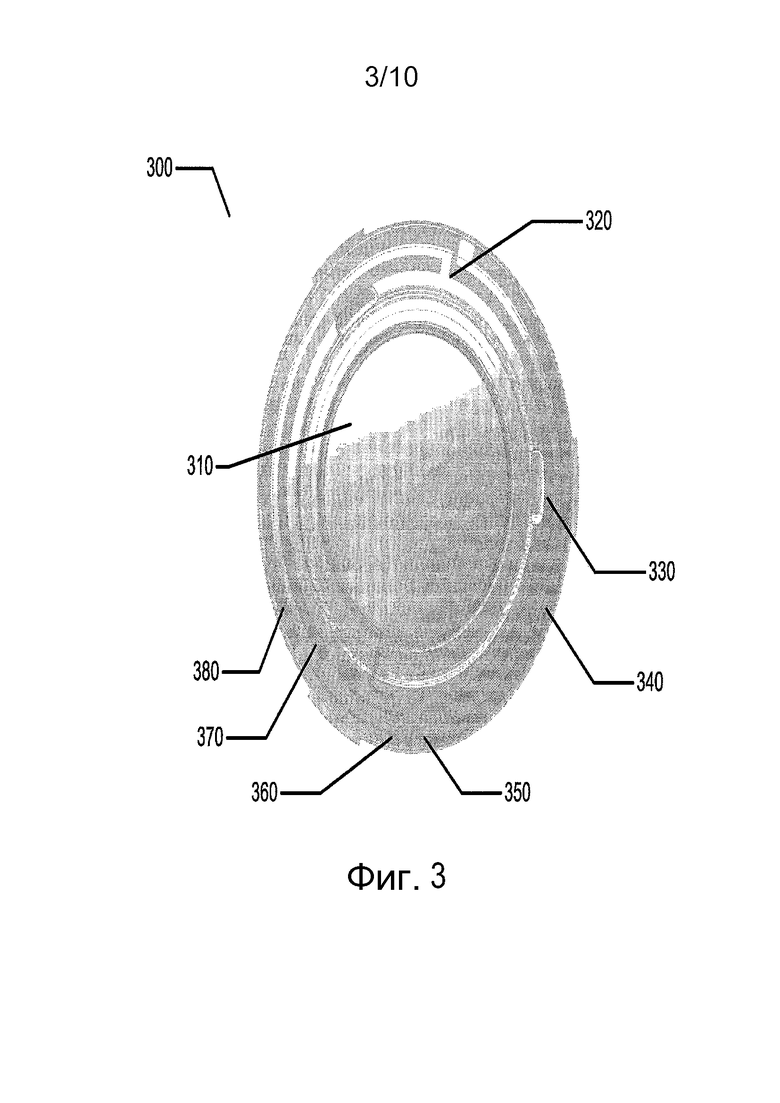
На фиг. 3 представлена офтальмологическая вставка 300, изготовленная из термоформованного листа. В некоторых вариантах осуществления офтальмологическая вставка 300 может включать в себя многочисленные важные элементы, получаемые при термоформовании листа в трехмерный элемент. Например, в некоторых вариантах осуществления оптическая зона 310 офтальмологического устройства, выполненного вместе со вставкой 300, может включать в себя оптически прозрачный элемент. В таких вариантах осуществления для получения оптической прозрачности термоформованной поверхности можно применять различные материалы и настройки оборудования для термоформования.
Проводящие соединения 320, 330, 340, 370 и 380 можно добавить к тонкопленочной поверхности перед термоформованием или к трехмерной форме после термоформования. В некоторых вариантах осуществления поверхность может включать в себя один или оба изолированных проводящих соединения 340 и 370 или соединения 330 и 380, электрически соединенные в точке соединения 320. Размещение соединений 320, 330, 340, 370 и 380 на офтальмологической вставке 300 показано только в качестве примера; в некоторых альтернативных вариантах осуществления можно применять и другие конфигурации. Расположение в определенном порядке может оказаться полезным при формировании вставки с питанием с двумя последовательно соединенными электрохимическими аккумуляторными элементами. Полученный элемент питания может иметь точки соединения 350 и 360. Компоненты, способные переносить электрический ток от элемента питания, можно прикрепить, например, к точкам соединения 350 и 360 либо, в других вариантах осуществления, к другим местоположениям на показанном варианте осуществления офтальмологической вставки.
Аспекты центрирования термоформованных вставок
В случае сложных компонентов вставки, включая трехмерные формы, проводящие соединения и другие компоненты, прикрепленные или встроенные во вставки трехмерной формы, местоположение элементов и трехмерных форм как относительно других аспектов офтальмологической линзы, так и в целом может оказаться существенным. Юстировочные элементы на элементе вставки могут подходить для точного размещения компонентов. Можно применять различные конфигурации, подходящие для центрирования, включая кресты, верньеры, линии и аналогичные элементы. Оборудование, выполняющее обработку тонкопленочной подложки, может использовать данные элементы для перемещения листа и прикрепленной или удерживаемой аппаратуры во внутреннее положение центрирования внутри рабочего пространства. В некоторых вариантах осуществления юстировочный элемент может быть частью тонкопленочной подложки, которую можно вырезать во время обработки.
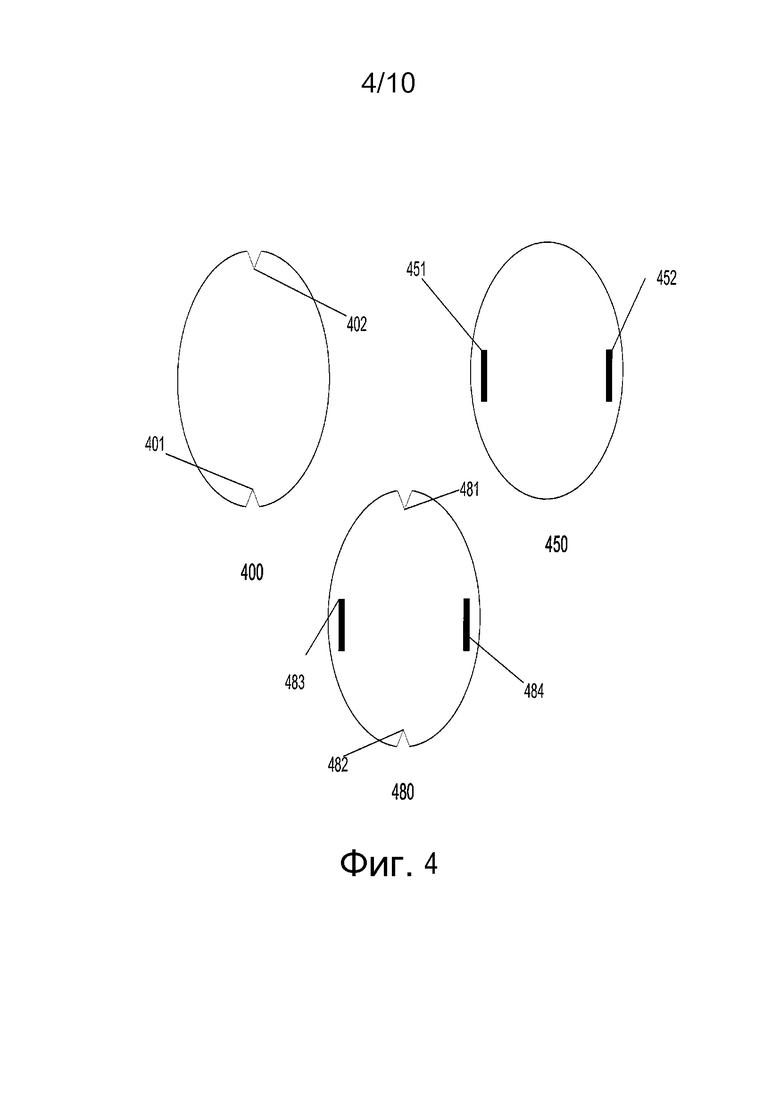
На фиг. 4 представлены методики или элементы, которые во время обработки могут создавать вторичные юстировочные элементы для вырезания элемента вставки. Термоформованный трехмерный элемент вставки 400, который вырезали из тонкого листа, может иметь вырезы 401 и 402. Другие варианты осуществления могут включать в себя вырезы различной формы, включая, например, v-образный вырез, вырез округлой формы и вырез квадратной формы. Вырезы 401 и 402 могут быть размещены в различных местоположениях на элементе вставки 400, включая, например, противоположные местоположения. Вырезы 401 и 402 могут служить для разнообразных функций центрирования. Например, вырезы 401 и 402 могут обеспечивать вращательное центрирование элемента, тогда как в некоторых других вариантах осуществления юстировочные элементы 401 и 402 на элементе вставки 400 могут служить для центрирования по линейным осям, показанным на бумаге.
В других вариантах осуществления элемент вставки 450 может иметь канавки 451 и 452. Данные канавки 451 и 452 (или в некоторых вариантах осуществления насечки) могут функционировать аналогично вырезам 401 и 402, причем канавки 451 и 452 способствуют центрированию в процессе удаления элемента вставки 450 из тонкого листа, как показано на фигуре 2. В некоторых вариантах осуществления, в частности, когда вставка выполнена из множества элементов, канавки 451 и 452 могут выполнять фиксирующую функцию. Указанные варианты осуществления могут включать в себя другой элемент вставки (не показан) с выступами, которые могут вставляться в канавки 451 и 452.
В некоторых вариантах осуществления элемента вставки 480 можно применять более одного юстировочного элемента или выреза. Например, некоторые элементы вставки 480 могут иметь вырезы 481 и 482 для точного размещения элемента прибором, а также могут включать в себя канавки 483 и 484 для обеспечения надлежащего центрирования с другим элементом. Кроме того, элементы вставки могут включать в себя плоские элементы, которые функционируют аналогично вырезам, предотвращая нежелательное вращение элемента вставки.
Существует множество способов, посредством которых технологическое оборудование может использовать вырезы показанного типа. Например, рабочая поверхность элемента оборудования может иметь центрирующие штифты, временно или постоянно размещенные на поверхности. Посредством перемещения элемента вставки таким образом, чтобы выполненные в нем вырезы оказались над штифтами, элемент вставки можно одновременно удерживать на месте и перемещать в линейной плоскости. Угловая ориентация в таком варианте осуществления может быть ограничена двумя приемлемыми вариантами угловой ориентации, которые отличаются друг от друга на 180 градусов. В альтернативном варианте осуществления сформированный трехмерный элемент вставки может иметь ограниченное количество ориентаций, что означает необходимость меньшего количества юстировочных элементов для точного размещения.
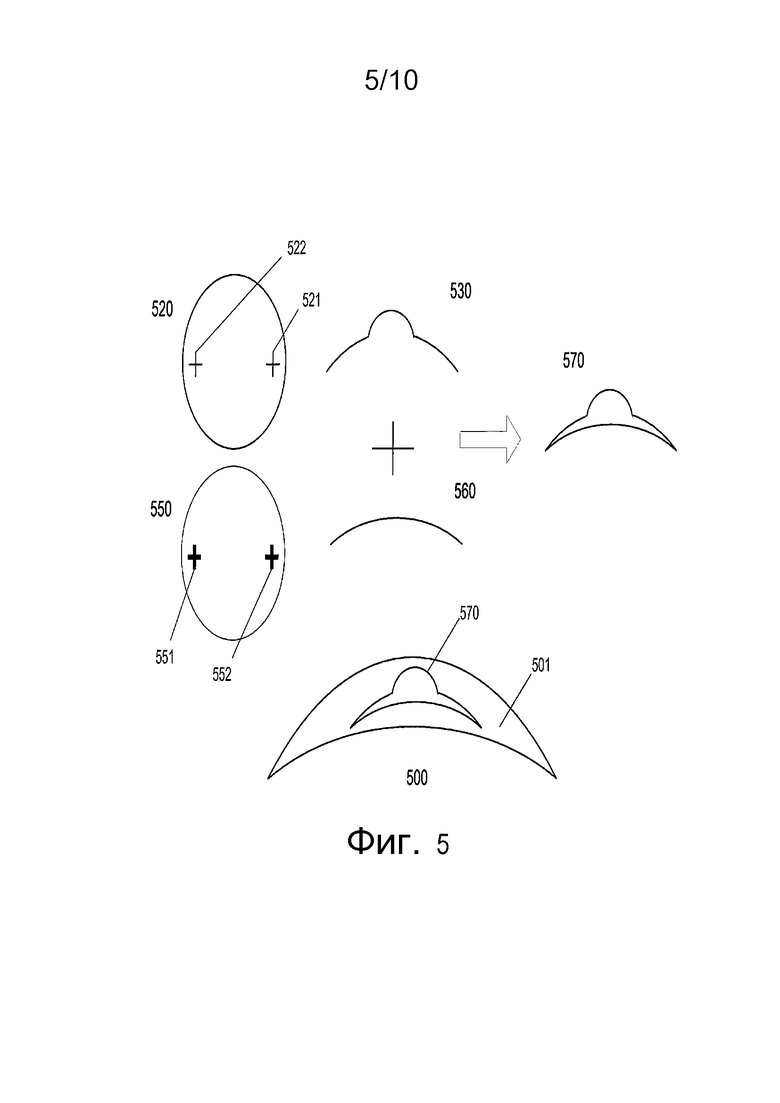
На фиг. 5 представлен вариант осуществления офтальмологической линзы 500 с термоформованной жесткой вставкой 570. В некоторых вариантах осуществления трехмерный элемент вставки 520 может образовывать передний элемент жесткой вставки 570, и второй трехмерный элемент вставки 550 может образовывать задний элемент жесткой вставки 570. Передний элемент вставки 520 может иметь юстировочные элементы 521 и 522, которые соответствуют юстировочным элементам 551 и 552 заднего элемента вставки 550.
Как показано на виде в сечении, передний элемент вставки 530 может соединяться с задним элементом вставки 560 для образования жесткой вставки 570. Элементы вставки 530 и 560 могут образовываться посредством трехмерного формования для создания герметичной части. Например, в некоторых вариантах осуществления герметичная часть может содержать жидкостный мениск, находящийся в электрической связи с элементами питания, что позволяет получить изменяемые оптические свойства. Жесткую вставку 570 можно герметизировать в офтальмологической линзе 500. В некоторых вариантах осуществления герметизирующий материал 501 может представлять собой биосовместимый полимеризованный материал, такой как силикон-гидрогель, включая, например, этафилкон, нарафилкон, галифилкон и сенофилкон.
Юстировочные элементы 521, 522, 551 и 552 могут служить для фиксации на месте двух элементов вставки 520 и 550 без непосредственного приложения силы к части оптической зоны или компоненту. Это позволяет осуществлять более деликатную, но точную сборку жесткой вставки 570. Например, жидкостный мениск может быть чувствительным к повреждению, вызванному давлением или теплом. В некоторых вариантах осуществления передний элемент вставки 520 может фиксироваться в заднем элементе вставки 550, и фиксация между юстировочными элементами 521, 522, 551 и 552 может сохранять положения двух элементов 520 и 550. Жесткую вставку 570 можно дополнительно фиксировать путем приложения сфокусированного давления или тепла к более прочным частям вставки 570.
Жесткие вставки также могут подходить для вариантов осуществления, имеющих кольцеобразные формы. Возможны многочисленные варианты применения кольцеобразных вставок в офтальмологических линзах, включая варианты осуществления, способные воспринимать офтальмологическую среду, в которой находится линза, такие как средства для мониторинга уровня глюкозы. Жесткие вставки также могут включать в себя печатные рисунки или стабилизирующие элементы, расположенные в части, относящейся к неоптической зоне.
В таких вариантах осуществления внутри вставки может находиться активная линза на основе мениска. Например, оптическая зона может содержать по меньшей мере две несмешивающиеся текучие среды, образующие между собой границу раздела, способную функционировать как фокусный элемент. Различные элементы питания могут быть включены в участки, расположенные вне оптической зоны вставки. Элементы питания могут включать в себя, например, интегральные схемы, пассивные электронные компоненты, элементы питания и элементы активации, которые могут управлять свойствами линзы на основе мениска.
На фиг. 6 представлен пример переднего элемента вставки 610 и заднего элемента вставки 630 с вкладышем-субстратом 660, который может служить для объединения двух элементов 610 и 630. Передний элемент вставки 610 можно подвергать термоформованию для получения выемок 611 и 612 в качестве юстировочных элементов, предназначенных для элементов питания 662 и элемент управления нагрузки 661 во вкладыше-субстрате 660. Указанные выемки 611 и 612 могут обеспечивать дополнительную защиту электрических компонентов 661 и 662, расположенных во вкладыше-субстрате 660. Задний элемент вставки 630 может содержать направляющие 633 для проводящих соединений 663, которые могут соединять между собой электрические компоненты 661 и 662. Альтернативно в некоторых вариантах осуществления проводящие соединения 663 можно наносить непосредственно во время термоформования до или после удаления элемента вставки 630 из окружающего его листа, как показано на фигуре 2.
В некоторых вариантах осуществления вкладыш-субстрат 660 может быть включен в офтальмологическое устройство 680, которое может содержать полимерный биосовместимый материал. Офтальмологическое устройство 680 может включать в себя жесткую центральную часть и мягкий край, причем центральный жесткий оптический элемент содержит вкладыш-субстрат 660. В некоторых конкретных вариантах осуществления вкладыш-субстрат 660 может непосредственно контактировать с атмосферой и поверхностью роговицы на передней и задней поверхностях соответственно, или в альтернативном варианте осуществления вкладыш-субстрат 660 можно герметизировать в офтальмологическое устройство 680. Периферическая зона или герметизирующий материал 681 офтальмологической линзы 680 может представлять собой материал мягкого края, включая, например, гидрогелевый материал.
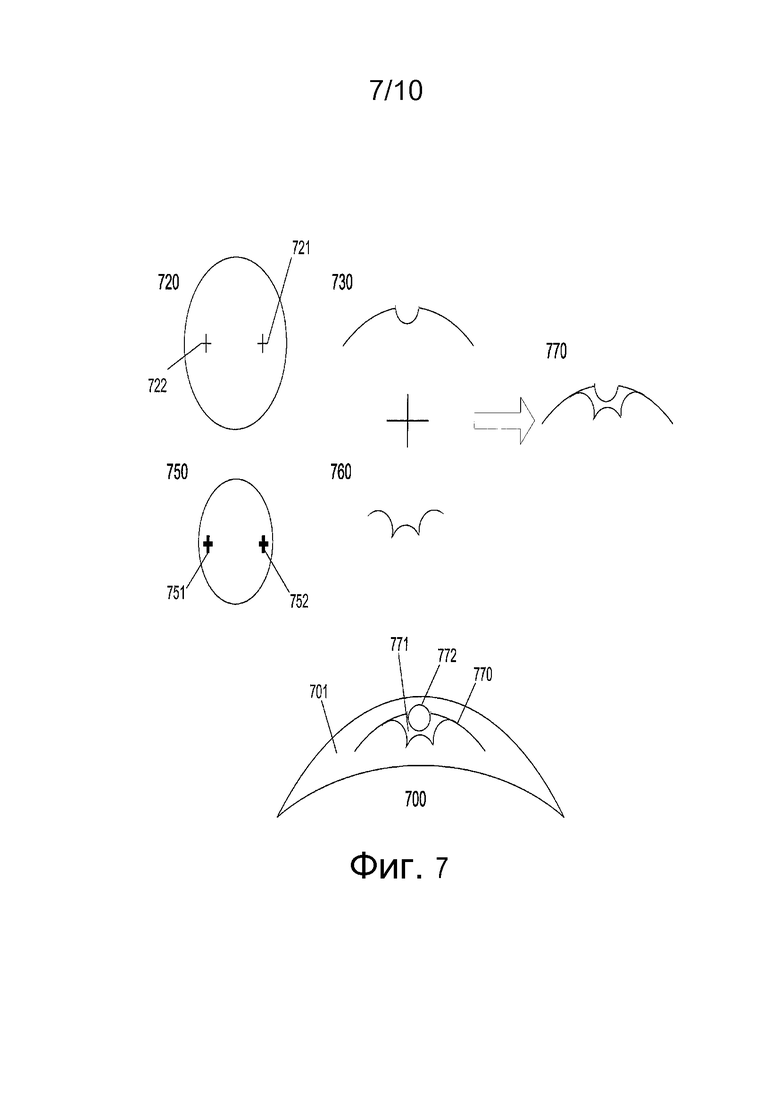
На фиг. 7 представлен альтернативный вариант осуществления офтальмологической линзы 700 с жесткой вставкой 770. В некоторых вариантах осуществления размер переднего элемента вставки 720 может отличаться от размера заднего элемента вставки 750. Кроме того, указанные варианты осуществления позволяют получить термоформованные юстировочные элементы 721, 722, 751 и 752, причем юстировочные элементы 721 и 722 на переднем элементе вставки 720 могут соответствовать юстировочным элементам 751 и 752 на заднем элементе вставки 750.
На виде в сечении представлена жесткая вставка 770, которая может быть образована способом трехмерного формования для получения пассивной оптической функции, такой как, например, элементарная линза 771. Элементарную линзу 771 можно разместить в центре оптической зоны офтальмологической линзы 700. В данном примере осуществления элементарная линза 771 представляет собой вогнутое устройство, которое можно заполнить материалом в газообразном, жидком или твердом состоянии (включая желеобразные твердые материалы), где показатель преломления может отличаться от окружающего материала офтальмологической линзы 701. В некоторых вариантах осуществления элементарная линза 771 может обеспечивать изменение фокусной характеристики. Например, элементарная линза 771 может обеспечивать фокусировку и увеличение объекта, размещенного относительно близко к офтальмологической линзе.
При формировании жесткой вставки 770 возможны многочисленные варианты обработки. В некоторых вариантах осуществления элементарную линзу 771 можно заполнить газообразным материалом. Поскольку давление в элементарной линзе 771 может изменяться в зависимости от температуры обработки и температуры применения, важно контролировать температуру на всех технологических стадиях после того, как множество элементов будут собраны и герметично размещены во вставке. Например, в некоторых вариантах осуществления поддержание температуры приблизительно на уровне заданного значения 35 градусов Цельсия может сократить изменения, вызванные заполнением вставки жидкостями либо желеобразными или частично желеобразными твердыми материалами с показателем преломления, отличным от одного или обоих из материала термоформуемой пленки и герметично закрывающего материала офтальмологической линзы. В альтернативном варианте осуществления элементарная линза 771 может содержать герметизированный материал элементарной линзы 772. В некоторых вариантах осуществления материал элементарной линзы 772 можно покрыть париленом, например, для изоляции материала элементарной линзы 772 от окружающего материала.
Функциональные аспекты термоформованных вставок
На фиг. 8 представлены примеры вариантов осуществления, где термоформование может придавать элементу вставки дополнительные функциональные характеристики. Элемент вставки 800 может обеспечивать средство для подачи активного агента, такого как лекарственный препарат. Направляющие 801–803 могут быть выполнены способом термоформования на элементе вставки 800, либо в некоторых вариантах осуществления активный агент можно наносить непосредственно во время термоформования. Добавление активного агента к элементу вставки 800 может обеспечивать контролируемое введение лекарственного средства в тело через глаз.
В некоторых вариантах осуществления элемент вставки 800 может иметь кольцеобразную форму с центральной круговой частью, центр которой может совмещаться с внешней приблизительно круговой формой, которая была удалена. Кольцеобразная форма может применяться там, где функция офтальмологической линзы с элементом вставки 800 может быть не связана с оптическими свойствами, как, например, в случаях, когда целью является пассивное введение активного агента, депонированного в направляющих 801–803. Материал, удаленный из внутренних участков, на практике может допускать большое разнообразие форм и также включать в себя трехмерные элементы, которые могут быть получены методом термоформования в пленке. Например, элементы, имеющие высоту деформации выше определенного уровня, можно удалять методом резки.
В некоторых вариантах осуществления к элементу вставки 820 методом термоформования можно добавлять окрашенную конфигурацию, которая может обеспечивать офтальмологической линзе косметическую функцию. Рисунок 821 можно нанести до или после термоформования и можно разместить на одной или обеих основных поверхностях термоформованной вставки. Печатный рисунок 821 можно разместить вне оптической зоны офтальмологической линзы. Таким образом, печатный рисунок 821 может быть включен в варианты осуществления, где офтальмологическая линза помимо косметической функции имеет дополнительные функции. Например, печатный рисунок 821 может быть включен в многоэлементную жесткую вставку 570, например, как показано на фигуре 5. В альтернативных вариантах осуществления печатный рисунок 821 может быть включен в кольцеобразные элементы вставки, как, например, в случаях, когда функция офтальмологической линзы или функция жесткой вставки не связана с оптическим качеством. В некоторых особых вариантах осуществления печатный рисунок 821 может быть включен в элементы вставки 800 для маскировки направляющих 801–803 активного агента.
В альтернативном варианте осуществления поляризующие элементы 851 могут быть выполнены методом термоформования на элементе вставки 850. В некоторых вариантах осуществления такие элементы 851 можно получить на элементах вставки 850 благодаря использованию свойств первоначальных тонкопленочных материалов. Присущие первоначальному материалу поляризующие свойства можно усилить путем термоформования дополнительных поляризующих элементов 851. В альтернативном варианте осуществления для получения поляризующих элементов 851 может быть достаточно термоформования. Включение в элемент вставки 850 поляризующих элементов 851 может расширить функциональные возможности некоторых вариантов осуществления, которые могут содержать пассивные незаряженные вставки.
Существуют четыре основные технологии поляризации света при прохождении через светопередающий материал, включая проволочные сетки, дихроичные материалы, которые часто используют в «поляризационных светофильтрах», применение пластин с углом Брюстера и использование двоякопреломляющих или двухосных материалов. Функцию поляризации в офтальмологической линзе можно получить посредством одной технологии или комбинации технологий. Например, в некоторых вариантах осуществления поляризующие элементы 851 элемента вставки 850 могут включать в себя проволочные сетки и дихроичные материалы.
В некоторых вариантах осуществления структура самой вставки или слоев, размещенных на элементе вставки, может поляризовать свет, который проходит через оптическую зону офтальмологической вставки. Например, термоформуемый тонкопленочный материал, который применяют для формирования вставки, можно выполнить как многослойную конструкцию, как, например, путем наложения слоев для образования структурной функции элемента вставки 850 и поляризации света. В некоторых вариантах осуществления лист материала, из которого извлекается элемент вставки 850, может представлять собой лист, состоящий из тонких металлических или проводящих нитей или линий, расположенных параллельно для образования проволочной сетки.
В альтернативном варианте осуществления пленка из дихроичных материалов может иметь сообщенные ей поляризующие свойства. Некоторые варианты осуществления могут включать в себя слои пленок, каждый из которых участвует в образовании поляризующих элементов 851. Например, верхняя и нижняя пленки могут служить для защиты внутренней поляризующей пленки, причем защитные слои могут быть образованы способом трехмерного термоформования. Поляризованный элемент вставки 850 также может иметь печатные рисунки 821, включенные в часть элемента вне оптической зоны.
В других вариантах осуществления жесткая вставка может быть образована из элементов вставки с поляризующими элементами, которые при сборке в слои жесткой вставки могут создавать сложный поляризующий элемент. Например, поляризующие элементы можно усовершенствовать благодаря термоформованной геометрической форме элемента вставки.
Некоторые варианты осуществления могут включать в себя элемент вставки 880 с окрашиванием 881 в оптической зоне. В некоторых вариантах осуществления оттенок окрашивания может являться свойством, изначально присущим тонкопленочному материалу, применяемому в качестве первоначального материала. В других вариантах осуществления тонкослойному материалу можно добавить цветовые свойства посредством наполнения, нанесения или с помощью других способов придавать цвет поверхности тонкой пленки или всему материалу. Окрашивание 881 может сообщить офтальмологической линзе разнообразные функции. Например, окрашивание 881 может быть полезным при блокировании или ослаблении световых волн определенной длины, что соответствует функции затенения окружающего солнечного света.
В альтернативном варианте осуществления информация может отображаться при других режимах световых волн, причем в офтальмологической линзе с соответствующими аспектами фильтрации данная информация может использоваться или исключаться. Окрашивание 881 может выполнять защитные функции, где окрашивание может блокировать световые волны определенной длины, обеспечивая посредством этого экранирование или частичное экранирование воздействия источников интенсивного излучения, таких как, например, лазеры или сварочные дуги. В некоторых вариантах осуществления окрашивание 881 может оказывать влияние на заболевания некоторых пользователей, у которых может наблюдаться благоприятный эффект, обусловленный либо прохождением, либо отклонением световых волн определенной длины таким образом, чтобы они не проникали в глаз пользователя. Офтальмологические линзы могут получить множество функций фильтрации или полосового пропускания посредством их включения в элементы вставки 880, причем метод термоформования плоских листов материала может способствовать усовершенствованию способов и технологических процессов, относящихся к таким вариантам осуществления.
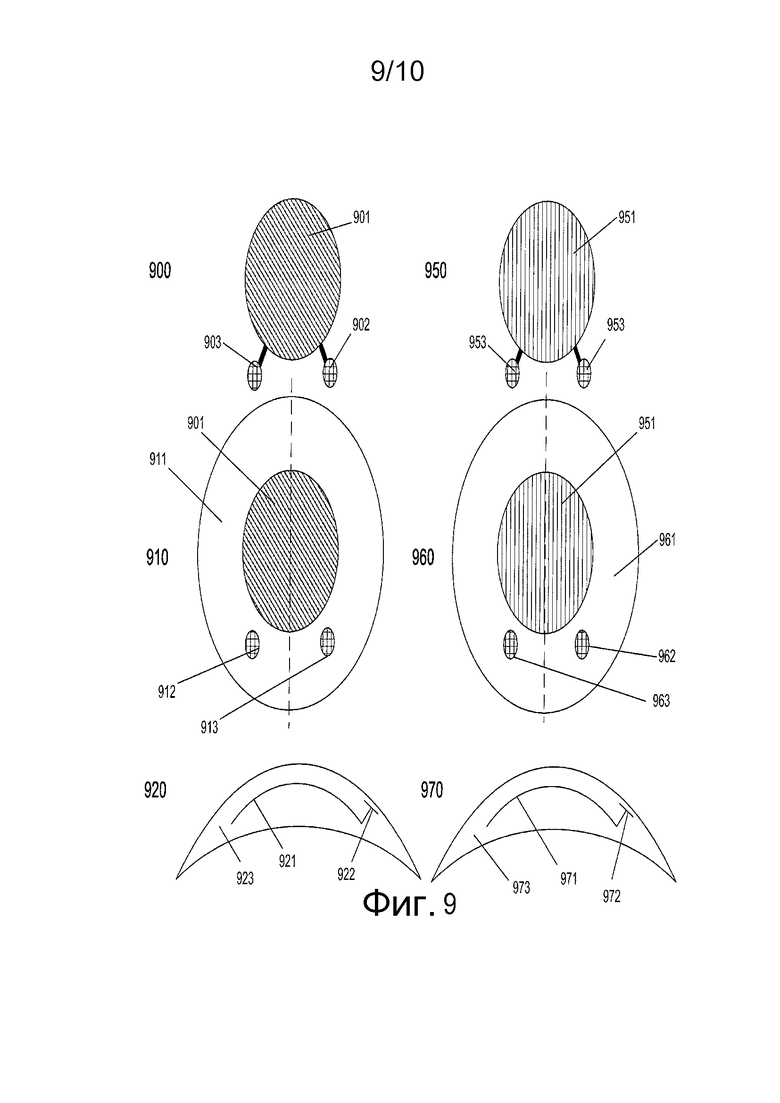
На фиг. 9 представлен пример осуществления левой линзы 910 и правой линзы 960 с элементами вставки 900 и 950, которые подверглись термоформованию для включения поляризующих элементов 901 и 951. Вместе вставки могут функционировать в качестве набора функциональных офтальмологических линз. Поляризующие элементы 901 и 951 можно встроить в элементы вставки 900 и 950 в оптической зоне. Юстировочные элементы, такие как, например, элементы, включенные в примеры осуществления, представленные на фигуре 4, позволяют точно контролировать различные ориентации поляризации правой линзы 910 и левой линзы 960.
Например, когда поляризующий элемент вставки 900 и 950 встроен в офтальмологическую линзу 910 и 960, элемент вставки 900 и 950 можно расположить с юстировочными элементами в полости, образованной между передней изогнутой формой для литья и задней изогнутой формой для литья. Элемент вставки 900 и 950 можно герметизировать посредством заполнения области между частями формы для литья реакционной смесью мономера (РСМ) с последующей полимеризацией РСМ. Множество реакционных смесей мономера может соответствовать образованию литых офтальмологических устройств, включая, например, смеси, подходящие для образования гидрогелевых линз, такие как силикон-гидрогель.
В некоторых вариантах осуществления при применении метода литья формы для литья могут включать в себя возможность формирования в офтальмологических устройствах стабилизирующих элементов 912, 913, 962 и 963. Данные стабилизационные зоны могут представлять собой утолщенные участки желеобразного полимерного материала, расположенного в показанных участках. Желеобразный полимерный материал можно добавлять в формы для литья перед герметизацией или, в других вариантах осуществления, можно инжектировать в краевую часть 911 и 961 после полимеризации.
В альтернативном варианте осуществления стабилизирующие элементы 902, 903, 952 и 953 можно получить методом термоформования в элементах вставки 900 и 950. В некоторых таких вариантах осуществления, как показано на виде в сечении, стабилизирующие элементы 922 и 972 могут не влиять на поверхность офтальмологической линзы 920 и 970. Однако в других вариантах осуществления (не показаны) стабилизирующие элементы могут влиять на рельеф поверхности офтальмологической линзы.
Как показано на виде в сечении, термоформование позволяет образовывать более сложные трехмерные элементы вставки 921 и 971. Следовательно, элемент вставки 921 и 971 можно сформировать из одного листа, как показано на фигуре 2, либо в альтернативном варианте осуществления стабилизирующие элементы 922 и 972 можно прикреплять после того, как элемент вставки 921 и 971 будет удален из листа. Прикрепление можно осуществлять с применением технологий термоформования или любых других средств крепления, таких как, например, адгезивы.
Избыточная масса и взаимодействие стабилизирующих элементов с веками пользователя в тех случаях, где стабилизирующие элементы изменяют рельеф поверхности офтальмологической линзы, могут удерживать линзы в определенной угловой или линейной ориентации относительно глаза пользователя. Указанные стабилизирующие элементы 912, 913, 962 и 963 позволяют получить линзы 910 и 960, которые имеют аналогичную ориентацию поляризации, такую как, например, в случаях, когда линзы 910 и 960 защищают глаз от отраженного солнечного света. В альтернативном варианте осуществления, как показано на фигуре, разная ориентация поляризующих элементов 901 и 951 может способствовать дифференциальной передаче информации в каждый глаз, что обеспечивает множество функций, включая трехмерное восприятие стереоскопической среды. Как и в случае с другими вариантами осуществления, данные типы вариантов осуществления также могут включать в себя печатные рисунки в частях 911 и 961, расположенных вне оптической зоны.
Материалы для офтальмологических линз на основе вставок
В определенных вариантах осуществления тип линзы может представлять собой линзу, включающую в себя кремнийсодержащий компонент. Кремнийсодержащий компонент - это любой компонент, который содержит по меньшей мере одно звено [–Si–O–] в мономере, макромере или форполимере. Общее содержание Si и связанного с ним O в кремнийсодержащем компоненте предпочтительно составляет более приблизительно 20% масс., более предпочтительно более 30% масс. общей молекулярной массы кремнийсодержащего компонента. Подходящие для целей настоящего изобретения кремнийсодержащие компоненты предпочтительно содержат полимеризуемые функциональные группы, такие как акрилатная, метакрилатная, акриламидная, метакриламидная, виниловая, N-виниллактамовая, N-виниламидная и стириловая функциональные группы.
В некоторых вариантах осуществления краевая часть офтальмологической линзы, которую иногда также называют герметично закрывающим вставку слоем, который окружает вставку, может быть изготовлена из стандартных составов для гидрогелевой линзы. Примеры материалов, характеристики которых могут обеспечить приемлемое соответствие с множеством материалов вставки, могут включать в себя семейство нарафилкона; включая нарафилкон A и нарафилкон B. В альтернативном варианте осуществления семейство этафилкона, включая этафилкон A, может представлять собой хороший пример выбора материалов. Ниже приведено более полное с технической точки зрения описание природы материалов, которые могут применяться в соответствии с целями настоящего изобретения; однако следует понимать, что любой материал, который может образовывать приемлемое ограждение или частичное ограждение герметичных и герметизированных вставок, согласуется с настоящим изобретением и включен в его состав.
Подходящие для целей настоящего изобретения кремнийсодержащие компоненты включают в себя соединения формулы I
где R1 независимо выбирают из одновалентных реакционноспособных групп, одновалентных алкильных групп или одновалентных арильных групп, причем любая из перечисленных групп может дополнительно содержать функциональные группы, выбранные из гидрокси, амино, окса, карбокси, алкилкарбокси, алкокси, амидо, карбамата, карбоната, галогена или их комбинаций; и одновалентные силоксановые цепи содержат 1–100 повторяющихся звеньев Si–O и могут дополнительно содержать функциональные группы, выбранные из алкила, гидрокси, амино, окса, карбокси, алкилкарбокси, алкокси, амидо, карбамата, галогена или их комбинаций;
b = от 0 до 500, причем подразумевается, что если b отлично от 0, то по b имеется распределение с условием, равным указанному значению;
причем по меньшей мере один R1 содержит одновалентную реакционноспособную группу, а в некоторых вариантах осуществления от одного до 3 R1 содержат одновалентные реакционноспособные группы.
При использовании в настоящем документе термин «одновалентные реакционноспособные группы» относится к группам, способным к реакциям свободнорадикальной и/или катионной полимеризации. Неограничивающие примеры свободнорадикальных реакционноспособных групп включают в себя (мет)акрилаты, стирилы, винилы, виниловые эфиры, C1–6алкил(мет)акрилаты, (мет)акриламиды, C1–6алкил(мет)акриламиды, N-виниллактамы, N-виниламиды, C2–12алкенилы, C2–12алкенилфенилы, C2–12алкенилнафтилы, C2–6алкенилфенил-C1–6алкилы, O-винилкарбаматы и O-винилкарбонаты. Неограничивающие примеры катионных реакционноспособных групп включают в себя винилэфирные или эпоксидные группы и их смеси. В одном варианте осуществления свободнорадикальные реакционноспособные группы содержат (мет)акрилат, акрилокси, (мет)акриламид и их смеси.
Подходящие для целей настоящего изобретения одновалентные алкильные и арильные группы включают в себя незамещенные одновалентные C1–C16алкильные группы, C6–C14арильные группы, такие как замещенные и незамещенные метил, этил, пропил, бутил, 2-гидроксипропил, пропоксипропил, полиэтиленоксипропил, их комбинации и т.п.
В одном варианте осуществления b равно нулю, один R1 представляет собой одновалентную реакционноспособную группу, и по меньшей мере 3 R1 выбраны из одновалентных алкильных групп, имеющих от одного до 16 атомов углерода, и в другом варианте осуществления - из одновалентных алкильных групп имеющих от одного до 6 атомов углерода. Неограничивающие примеры кремнийсодержащих компонентов в данном варианте осуществления включают в себя 2-метил-, 2-гидрокси-3-[3-[1,3,3,3-тетраметил-1-[(триметилсилил)окси]дисилоксанил]пропокси]пропиловый эфир (SiGMA), 2-гидрокси-3-метакрилоксипропилоксипропилтрис(триметилсилокси)силан, 3-метакрилоксипропилтрис(триметилсилокси)силан (TRIS), 3-метакрилоксипропилбис(триметилсилокси)метилсилан и 3-метакрилоксипропилпентаметилдисилоксан.
В другом варианте осуществления b равно от 2 до 20, от 3 до 15 или в некоторых вариантах осуществления от 3 до 10; по меньшей мере один концевой R1 содержит одновалентную реакционноспособную группу, а остальные R1 выбраны из одновалентных алкильных групп, имеющих от 1 до 16 атомов углерода, а в другом варианте осуществления - из одновалентных алкильных групп, имеющих от 1 до 6 атомов углерода. В другом варианте осуществления b равно от 3 до 15, один концевой R1 содержит одновалентную реакционноспособную группу, другой концевой R1 содержит одновалентную алкильную группу, имеющую от 1 до 6 атомов углерода, а остальные R1 содержат одновалентные алкильные группы, имеющие от 1 до 3 атомов углерода. Неограничивающие примеры кремнийсодержащих компонентов в данном варианте осуществления включают в себя полидиметилсилоксан (ММ 400–1000) с концевой моно-(2-гидрокси-3-метакрилоксипропил)-пропилэфирной группой (OH-mPDMS), полидиметилсилоксаны (ММ 800–1000) с концевыми моно-н-бутильными и концевыми монометакрилоксипропильными группами (mPDMS).
В другом варианте осуществления b равно от 5 до 400 или от 10 до 300, оба концевых R1 содержат одновалентные реакционноспособные группы, а остальные R1 независимо выбраны из одновалентных алкильных групп, имеющих от 1 до 18 атомов углерода, которые могут иметь эфирные связи между атомами углерода и могут дополнительно содержать галоген.
В одном варианте осуществления, когда необходимо изготовить линзу на основе силикон-гидрогеля, линзу, составляющую предмет настоящего изобретения, изготавливают из реакционной смеси, содержащей по меньшей мере приблизительно 20 и предпочтительно приблизительно от 20 до 70% масс. кремнийсодержащих компонентов в расчете на общую массу содержащих реакционноспособный мономер компонентов, из которых изготавливают полимер.
В другом варианте осуществления от одного до четырех R1 содержат винилкарбонат или карбамат следующей формулы:
где Y обозначает O-, S- или NH-;
R обозначает водород или метил; и
q равен 0 или 1.
Кремнийсодержащие винилкарбонатные или винилкарбаматные мономеры конкретно включают в себя: 1,3-бис[4-(винилоксикарбонилокси)бут-1-ил]тетраметилдисилоксан; 3-(винилоксикарбонилтио)пропил-[трис(триметилсилокси)силан]; 3-[трис(триметилсилокси)силил]пропилаллилкарбамат; 3-[трис(триметилсилокси)силил]пропилвинилкарбамат; триметилсилилэтилвинилкарбонат; триметилсилилметилвинилкарбонат и
Если необходимы биомедицинские устройства с модулем упругости менее приблизительно 200, только один R1 должен содержать одновалентную реакционноспособную группу и не более двух из оставшихся R1 должны содержать одновалентные силоксановые группы.
Другой класс кремнийсодержащих компонентов включает в себя полиуретановые макромеры следующих формул:
Формулы IV–VI
(*D*A*D*G)a *D*D*E1;
E(*D*G*D*A)a *D*G*D*E1 или
E(*D*A*D*G)a *D*A*D*E1,
где D обозначает алкильный бирадикал, алкилциклоалкильный бирадикал, циклоалкильный бирадикал, арильный бирадикал или алкиларильный бирадикал, имеющий от 6 до 30 атомов углерода,
G обозначает алкильный бирадикал, циклоалкильный бирадикал, алкилциклоалкильный бирадикал, арильный бирадикал или алкиларильный бирадикал, имеющий от 1 до 40 атомов углерода, который может содержать в основной цепи эфирные, тио- либо аминосвязи;
* обозначает уретановые или уреидо-связи;
a равен по меньшей мере 1;
A обозначает двухвалентный полимерный радикал следующей формулы:
где R11 независимо обозначает алкильную или фторзамещенную алкильную группу, имеющую от 1 до 10 атомов углерода, которая может иметь эфирные связи между атомами углерода; y равно по меньшей мере 1; и p обеспечивает молекулярную массу фрагмента от 400 до 10 000; каждый из E и E1 независимо обозначает полимеризуемый ненасыщенный органический радикал, представленный следующей формулой:
где R12 представляет собой водород или метил; R13 представляет собой водород, алкильный радикал, имеющий от 1 до 6 атомов углерода, или радикал -CO-Y-R15, в котором Y представляет собой -O-, -S- или -NH-; R14 представляет собой двухвалентный радикал, имеющий от 1 до 12 атомов углерода; X обозначает -CO- или -OCO-; Z обозначает -O- или -NH-; Ar обозначает ароматический радикал, имеющий от 6 до 30 атомов углерода; w равно от 0 до 6; x равно 0 или 1; y равно 0 или 1; и z равно 0 или 1.
Предпочтительный кремнийсодержащий компонент представляет собой полиуретановый макромер, представленный следующей формулой:
Формула IX (полную структуру можно понять, присоединив соответствующие участки со звездочками, * к *, ** к **).
где R16 представляет собой бирадикал диизоцианата после удаления собственно изоцианатной группы, например, бирадикал изофорондиизоцианата. Другим кремнийсодержащим макромером, подходящим для использования в настоящем изобретении, является соединение формулы X (где x+y представляет собой число в диапазоне от 10 до 30), образованное при реакции фторэфира, полидиметилсилоксана с концевой гидроксильной группой, изофорондиизоцианата и изоцианатоэтилметакрилата.
Формула X (полную структуру можно понять, присоединив соответствующие участки со звездочками, * к *)
Иные кремнийсодержащие компоненты, подходящие для использования в настоящем изобретении, включают в себя макромеры, содержащие полисилоксановые, полиалкиленэфирные, диизоцианатные, полифторуглеводородные, полифторэфирные и полисахаридные группы; полисилоксаны с полярной фторированной привитой или боковой группой, имеющей атом водорода, присоединенный к концевому дифторзамещенному атому углерода; гидрофильные силоксанилметакрилаты, содержащие эфирные и силоксанильные связи, а также поперечносшиваемые мономеры, содержащие полиэфирные и полисилоксанильные группы. Для целей настоящего изобретения все из перечисленных выше силоксанов можно также использовать в качестве кремнийсодержащего компонента.
СПОСОБЫ
Следующие стадии способа предложены как примеры процессов, которые можно реализовать в соответствии с некоторыми аспектами настоящего изобретения. Следует понимать, что порядок представления стадий способа не является ограничивающим, и для реализации настоящего изобретения можно использовать и другие последовательности. Кроме того, не все из стадий являются необходимыми для реализации настоящего изобретения, и в различные варианты осуществления настоящего изобретения можно включить дополнительные стадии.
На фиг. 10, элемент 1000, представлена последовательность возможных стадий, используемых для осуществления настоящего изобретения. На стадии 1001 плоская подложка, как правило, в форме листа материала, может иметь образованные на ней юстировочные элементы. Данные элементы могут представлять собой штампованные или вырезанные формы, выполненные в листе или на деформированных участках, так как штамповка возможна без резки материала. В других вариантах осуществления юстировочный элемент можно напечатать на листе. В некоторых вариантах осуществления поверхность или основная часть листа может иметь измененную окраску, полученную различными способами, включая термическую обработку. Формы могут включать в себя кресты, верньеры, разнонаправленные линии и т.п., которые при распознавании технологическим инструментом могут позволить получить точное линейное или угловое центрирование элемента. Кроме того, в некоторых вариантах осуществления можно сформировать удерживающие элементы, способные неподвижно фиксировать на месте подложку во время обработки. Данные элементы могут представлять собой вырезанные элементы различных форм, которые позволяют установочным штифтам или компонентам определенным образом проходить через лист подложки.
В некоторых вариантах осуществления на стадии 1002 жесткая вставка может включать в себя электрические соединения, которые могут быть образованы на плоской подложке в определенных местоположениях относительно юстировочных элементов. Способы образования данных соединительных элементов могут включать в себя, например, осаждение и структурированное травление; непосредственное нанесение рисунка на соединительные элементы таким способом, как индуцированное лазерным излучением химическое осаждение из паровой фазы; печать на подложке, такая как печать с использованием проводящих чернил; или нанесение способом экранированного осаждения проводящего материала. В случае применения специализированного варианта обработки в некоторых вариантах осуществления образование юстировочных элементов и размещение соединительных элементов можно выполнять одновременно в ходе одних и тех же технологических стадий.
На стадии 1003 в некоторых вариантах осуществления в выбранных участках можно сформировать диэлектрические или изолирующие пленки. Они могут покрывать и изолировать соединения в участках осаждения. Диэлектрические или изолирующие пленки можно наносить осаждением цельным слоем с последующим структурированным травлением, можно печатать с использованием материала с изолирующими чернилами либо можно избирательно наносить методом экранированного осаждения.
В некоторых вариантах осуществления и особенно в тех вариантах осуществления, которые предусматривают образование активного оптического элемента с менисковой линзой на основе электрохимического смачивания, на стадии 1004 на некоторые участки можно нанести пленку для изменения гидрофобности поверхности обработанной подложки и элементов подложки. Способ нанесения может включать в себя технологии, которые могут применяться на стадиях 1002 и 1003.
На стадии 1005 тонкий лист с любыми нанесенными пленками можно подвергать термоформованию. Во многих вариантах осуществления юстировочные элементы, образованные на стадиях 1001 или 1002, могут применяться для центрирования тонкопленочной подложки в правильном положении относительно части формы для литья, на которой может выполняться термоформование подложки для образования необходимой трехмерной формы. В некоторых вариантах осуществления в одно и то же время может выполняться обработка одного литого элемента; в других вариантах осуществления головки для термоформования можно одновременно прикладывать к материалу подложки для создания нескольких термоформованных элементов.
На стадии 1006 из термоформованной подложки можно вырезать элементы вставки. Юстировочные элементы, образованные на стадии 1001 или 1002, могут подходить для точного центрирования технологического процесса резки с различными юстировочными элементами трехмерного элемента подложки.
Резка может выполняться посредством механической резки, как это бывает при остром штамповании или другом способе резки. Кроме того, путем резки можно получить на отделенном или вырезанном элементе вставки другие юстировочные элементы, предназначенные для одновременного центрирования, даже если предыдущие юстировочные элементы удалены с элемента вставки при резке. Данные новые юстировочные элементы могут включать в себя, например, вырезы, пазы, круглые или плоские элементы либо различные их комбинации. Полученный элемент вставки может содержать вставку в случаях создания одноэлементной вставки. В многоэлементных жестких вставках на стадии 1007 могут повторяться стадии 1001–1006 для образования по меньшей мере второго элемента вставки. В таких вариантах осуществления на стадии 1007 полученный элемент вставки может быть соединен с другими трехмерными элементами или с другими элементами вставки. Когда элемент вставки герметично встраивается, соединяется или сочленяется с другими трехмерными элементами вставки, вместе они образуют офтальмологическую вставку. В некоторых таких вариантах осуществления на стадии 1008 можно применять способ термоформования, например в случаях, когда множество элементов изготавливают согласованно или когда функциональные элементы не восприимчивы к температурам термоформования.
На стадии 1008 полученную офтальмологическую вставку можно герметизировать в материалы, образующие офтальмологическую линзу, для создания офтальмологического устройства. В некоторых вариантах осуществления офтальмологическую линзу можно сформировать путем помещения сформированной вставки между двумя частями формы для литья и взаимодействия с линзообразующей смесью, вплавляющей элемент вставки в офтальмологическую линзу. Метод литья также может применяться в многостадийном процессе, где тонкий слой реакционной смеси может первоначально образовываться на поверхности формы для литья с последующим введением вставки и фиксацией путем взаимодействия с реакционной смесью. Затем в офтальмологической линзе между формами для литья происходит образование комбинации первого слоя офтальмологической линзы и вставки с дополнительной реакционной смесью. Различные материалы, описанные выше, могут применяться отдельно или в комбинации для образования офтальмологического устройства, включающего в себя встроенную вставку, которая может включать в себя трехмерные элементы, образованные методом термоформования.
Хотя настоящее изобретение можно использовать для образования вставок, содержащих твердые или мягкие контактные линзы, изготовленные из любого известного материала для образования линз или материала, подходящего для производства таких линз, предпочтительно линзы, составляющие предмет настоящего изобретения, представляют собой мягкие контактные линзы с содержанием воды от приблизительно 0 до приблизительно 90 процентов. Более предпочтительно, чтобы указанные линзы были изготовлены из мономеров, содержащих гидроксильные группы, карбоксильные группы или оба типа групп, или были изготовлены из кремнийсодержащих полимеров, таких как силоксаны, гидрогели, силикон-гидрогели и их комбинации. Материал, подходящий для формирования линз, составляющих предмет настоящего изобретения, можно изготовить путем взаимодействия смесей макромеров, мономеров и их комбинаций вместе с добавками, такими как инициаторы полимеризации. Подходящие материалы включают в себя, без ограничений, силикон-гидрогели, изготовленные из силиконовых макромеров и гидрофильных мономеров.
ЗАКЛЮЧЕНИЕ
В настоящем изобретении, которое описано выше и дополнительно определяется формулой изобретения, приведенной ниже, представлены способы создания одноэлементных или многоэлементных жестких вставок, которые можно включить в офтальмологическую линзу либо которые могут содержать офтальмологическую линзу, причем жесткая вставка может быть сформирована посредством обработки тонколистового материала методом термоформования. Одноэлементные кольцеобразные офтальмологические вставки могут выполнять функцию шаблона для печатных рисунков, включаемых в офтальмологические линзы. Одноэлементные цельные офтальмологические вставки могут выполнять функцию поляризации света или фильтрации света на основе свойств материалов, применяемых для формирования вставки. Настоящее изобретение также включает в себя прибор для осуществления таких способов, а также офтальмологические линзы и вставки, сформированные элементами жесткой вставки, которые были получены методом термоформования.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И ПРИБОР ДЛЯ ФОРМИРОВАНИЯ ТЕРМОФОРМОВАННЫХ ОФТАЛЬМОЛОГИЧЕСКИХ УСТРОЙСТВ ВСТАВКИ | 2014 |
|
RU2648893C2 |
| ОФТАЛЬМОЛОГИЧЕСКИЕ УСТРОЙСТВА СО СТАБИЛИЗИРУЮЩИМИ ЭЛЕМЕНТАМИ | 2014 |
|
RU2637374C2 |
| ЗРИТЕЛЬНЫЕ НАБОРЫ ОФТАЛЬМОЛОГИЧЕСКИХ ЛИНЗ ДЛЯ ТРЕХМЕРНОГО ВОСПРИЯТИЯ СТЕРЕОСКОПИЧЕСКИХ ИЗОБРАЖЕНИЙ | 2014 |
|
RU2644689C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИНКАПСУЛИРОВАНИЯ ЖЕСТКОЙ ВСТАВКИ В КОНТАКТНУЮ ЛИНЗУ С ЦЕЛЬЮ КОРРЕКЦИИ АСТИГМАТИЗМА У ПАЦИЕНТОВ | 2014 |
|
RU2647988C2 |
| СПОСОБЫ ПРОИЗВОДСТВА И ПРОГРАММИРОВАНИЯ ОФТАЛЬМОЛОГИЧЕСКОЙ ЛИНЗЫ, ВЫПОЛНЕННОЙ С ВОЗМОЖНОСТЬЮ ЭНЕРГООБЕСПЕЧЕНИЯ, С ПРОГРАММИРУЕМОЙ НЕСУЩЕЙ ВСТАВКОЙ | 2014 |
|
RU2644862C2 |
| ОПТИЧЕСКИЕ НАБОРЫ ОФТАЛЬМОЛОГИЧЕСКИХ УСТРОЙСТВ ДЛЯ ОБЪЕМНОГО ВОСПРИЯТИЯ СТЕРЕОСКОПИЧЕСКОГО НОСИТЕЛЯ | 2014 |
|
RU2653564C2 |
| ИЗМЕНЯЕМОЕ ОПТИЧЕСКОЕ ОФТАЛЬМОЛОГИЧЕСКОЕ УСТРОЙСТВО, СОДЕРЖАЩЕЕ ЖИДКОКРИСТАЛЛИЧЕСКИЕ ЭЛЕМЕНТЫ | 2012 |
|
RU2629550C2 |
| ОФТАЛЬМОЛОГИЧЕСКАЯ ЛИНЗА С МИКРОАКУСТИЧЕСКИМИ ЭЛЕМЕНТАМИ | 2014 |
|
RU2657032C2 |
| ОФТАЛЬМОЛОГИЧЕСКАЯ ЛИНЗА С СИСТЕМОЙ СВЯЗИ | 2014 |
|
RU2639608C2 |
| ОФТАЛЬМОЛОГИЧЕСКИЕ УСТРОЙСТВА С ФУНКЦИЕЙ СТАБИЛИЗАЦИИ | 2014 |
|
RU2635774C2 |



Группа изобретений относится к медицине. Офтальмологическая линза содержит: устройство вставки, содержащее: первый элемент вставки и второй элемент вставки, которые представляют собой термоформованный материал трехмерной формы; и гидрогелевый герметизирующий материал вокруг устройства вставки; причем на участке между первым элементом вставки и вторым элементом вставки образована полость. В другом варианте офтальмологической линзы устройство вставки дополнительно может содержать юстировочные элементы для размещения компонентов на устройстве вставки, или устройство вставки содержит множество слоев материала; где первый слой материала обладает диэлектрическими свойствами и включает в себя часть проводящего материала, размещенного на поверхности элемента вставки. Группа изобретений позволит расширить арсенал технических средств, а именно офтальмологических устройств. 4 н. и 15 з.п. ф-лы, 10 ил., 1 табл.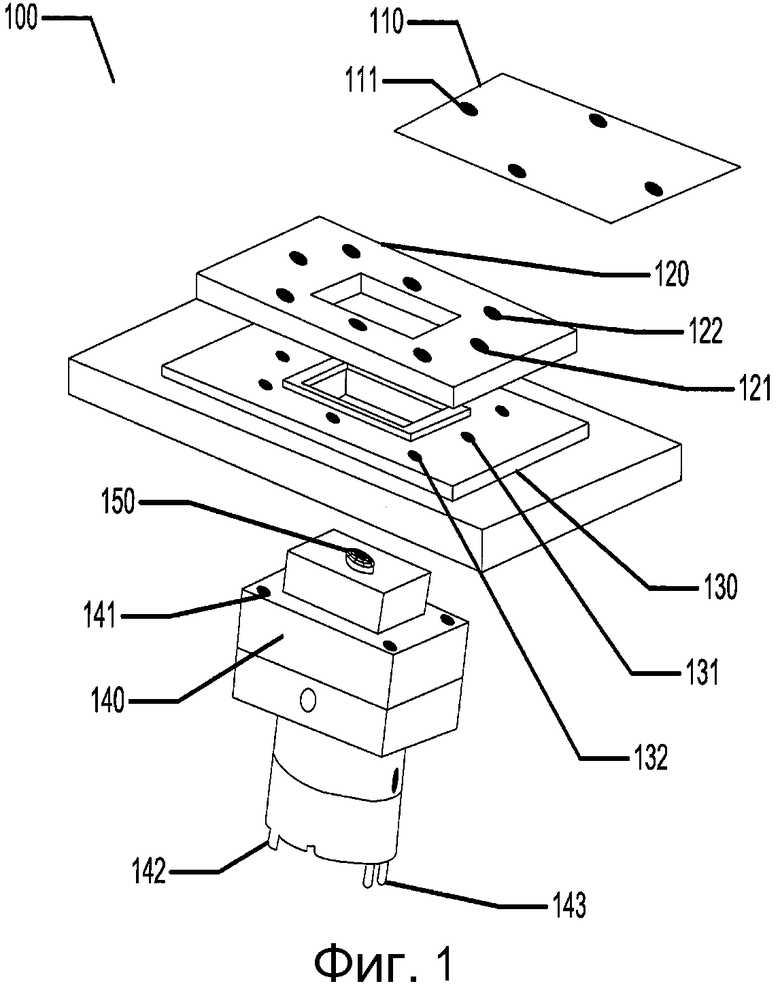
1. Офтальмологическая линза, содержащая:
устройство вставки, содержащее:
первый элемент вставки, который представляет собой термоформованный материал трехмерной формы; и
второй элемент вставки, который представляет собой термоформованный материал трехмерной формы; и
гидрогелевый герметизирующий материал вокруг устройства вставки;
причем на участке между первым элементом вставки и вторым элементом вставки образована полость.
2. Офтальмологическая линза по п. 1, в которой устройство вставки дополнительно содержит:
оптическую зону элемента вставки, причем термоформованный материал по меньшей мере в оптической зоне по меньшей мере одного из первого элемента вставки и второго элемента вставки обладает способностью поляризовать свет, который проходит через оптическую зону.
3. Офтальмологическая линза по п. 1, в которой устройство вставки содержит множество слоев материала.
4. Офтальмологическая линза по п. 3, в которой первый слой материала обладает изолирующими свойствами и включает в себя часть проводящего материала, размещенного на поверхности элемента вставки.
5. Офтальмологическая линза по п. 3, в которой слой материала изменяет гидрофобность поверхности элемента вставки.
6. Офтальмологическая линза по п. 3, в которой один из множества слоев материала содержит слой красителя, способный покрывать часть элемента вставки.
7. Офтальмологическая линза по п. 3, в которой поляризующий слой размещен между вторым и третьим слоями, смежными с первым слоем, причем второй и третий слои определяют ориентацию поляризующего слоя.
8. Офтальмологическая линза по п. 7, в которой:
поляризующий слой центрирован относительно юстировочного элемента, размещенного внутри первого элемента вставки.
9. Офтальмологическая линза по п. 1, в которой устройство вставки имеет кольцеобразную форму.
10. Офтальмологическая линза по п. 9, в которой устройство вставки дополнительно содержит слой красителя, который покрывает по меньшей мере часть элемента вставки кольцеобразной формы.
11. Офтальмологическая линза по п. 10, в которой слой красителя имеет структуру радужной оболочки.
12. Офтальмологическая линза по п. 1, в которой устройство вставки дополнительно содержит:
герметизирующий слой между первым элементом вставки и вторым элементом вставки, который обеспечивает герметичное прилегание друг к другу первого элемента вставки и второго элемента вставки по меньшей мере вдоль частей их поверхностей.
13. Офтальмологическая линза по п. 1, в которой устройство вставки дополнительно содержит:
активный оптический элемент менисковой линзы, размещенный между первым элементом вставки и вторым элементом вставки.
14. Офтальмологическая линза по п. 1, в которой устройство вставки включает в себя активный агент.
15. Офтальмологическая линза по п. 1, дополнительно содержащая:
стабилизирующий элемент, способный ориентировать офтальмологическую линзу в заранее заданной ориентации в глазу и имеющий оттенок, который обеспечивает визуальный ориентир.
16. Офтальмологическая линза, содержащая:
устройство вставки, содержащее первый элемент вставки, который представляет собой термоформованный материал трехмерной формы; и
гидрогелевый герметизирующий материал вокруг устройства вставки;
при этом устройство вставки дополнительно содержит юстировочный элемент для размещения компонентов на устройстве вставки.
17. Офтальмологическая линза, содержащая:
устройство вставки, содержащее первый элемент вставки, который представляет собой термоформованный материал трехмерной формы; и
гидрогелевый герметизирующий материал вокруг устройства вставки;
при этом устройство вставки содержит множество слоев материала; и
первый слой материала обладает диэлектрическими свойствами и включает в себя часть проводящего материала, размещенного на поверхности элемента вставки.
18. Офтальмологическая линза, содержащая:
устройство вставки, содержащее:
первый элемент вставки, который представляет собой термоформованный материал трехмерной формы; и
второй элемент вставки, который представляет собой термоформованный материал трехмерной формы; и
гидрогелевый герметизирующий материал вокруг устройства вставки;
при этом первый юстировочный элемент размещен на первом элементе вставки; и
второй юстировочный элемент размещен на втором элементе вставки.
19. Офтальмологическая линза по п. 18, в которой первый юстировочный элемент сцепляется со вторым юстировочным элементом.
| US 20120120365 A1, 17.05.2012 | |||
| УСТРОЙСТВА И СПОСОБЫ ДЛЯ МОДЕЛИРОВАНИЯ ГЛАЗНОЙ ОКРУЖАЮЩЕЙ СРЕДЫ | 2007 |
|
RU2443999C2 |
| US 20040027536 A1, 12.02.2004 | |||
| US 7311399 B2, 25.12.2007 | |||
| WO 2012170655 A1, 13.12.2012 | |||
| WO 2006105999 A1, 12.10.2006 | |||
| US 20090091818 A1, 09.04.2009. | |||

