Предпосылки создания изобретения
Предметом изобретения является способ, как он определен в ограничительной части п. 1 формула изобретения.
Другим предметом изобретения является устройство, как оно определено в ограничительной части п. 9 формулы изобретения.
Изобретение, в общем, относится к системам для обработки материалов, таким как частично-вакуумные транспортирующие системы, более конкретно - к сбору и перемещению отходов, такому как перемещение бытовых отходов.
В уровне известны системы, в которых отходы перемещаются в трубопроводе посредством потока воздуха, создаваемого разностью давления или всасыванием. В них отходы перемещаются на длинные расстояния в трубопроводе. Для этих систем является типичным использование для достижения разности давления частично-вакуумного устройства, причем в передающей трубе этого устройства частичный вакуум достигается посредством частично-вакуумных генераторов, таких как генераторы с вакуумными насосами или с эжекторным устройством. Передающая труба, как правило, содержит по меньшей мере одно клапанное средство, открыванием и закрыванием которого регулируют поступающий в передающую трубу вытесняющий воздух. В системах используются входные точки, расположенные на конце входа материала, при этом через входные точки в систему транспортируется материал, такой как отходы. Система, кроме того, может содержать мусоропроводы, в которые подается материал, такой как отходы, и из которого предназначенный для перемещения материал открыванием разгрузочного клапанного средства перемещается в передающую трубу, и в этом случае посредством эффекта всасывания, создаваемого с помощью частичного вакуума, действующего в передающей трубе, а также посредством давления окружающего воздуха, действующего через мусоропровод, материал, такой как, например, упакованные в пакеты отходы, перемещается из мусоропровода в передающую трубу. Рассматриваемая пневматическая система перемещения отходов особенно хорошо может использоваться в плотно населенных городских районах. Районы такого типа имеют высокие здания, в которых подача отходов в пневматическую систему перемещения отходов производится посредством мусоропровода или другой входной точки, устроенной в здании.
Отходы перемещаются пневматически в закрытой системе к приемной станции, на которой отходы сжимают прессом, только после транспортирования. Трубы пневматической системы перемещения являются в обычных случаях довольно большими в диаметре, например, около 500 мм по своему диаметру.
Из публикации WO 8203200 А1 известно устройство тонкого измельчения, прессования и выдачи большеобъемного тюка материала, более конкретно, бытовых отходов, посредством которого отходы, пропущенные через это устройство, могут быть уплотнены. В техническом решении в соответствии с этой публикацией, обычно требуются большие выходные мощности, особенно в ситуациях, при которых это устройство используется для резки или тонкого измельчения материала, и в этом случае потребление энергии исполнительными устройствами и стоимость исполнительных устройств высоки. Кроме того, прохождение камней или других соответствующих материалов между режущими лезвиями может вызвать поломку этих лезвий. Кроме того, из публикаций WO 2011098666, WO 2011098667, WO 2011098668 и WO 2011098669 известны решения, в которых применены вращательные формирователи. Вращательные формирователи в соответствии с предшествующим уровнем техники содержат ряд вращающихся средств обработки, а между ними обычно - невращающиеся средства обработки. Они оказались эффективными для своего назначения. Однако возникла необходимость найти решение для более легкого формирования, при котором размеры предназначенных для ввода отходов или иные соображения не требуют энергоемкого формирования, которое должно производиться в соответствии с предшествующим уровнем техники. С другой стороны, материал, упакованный в мусорные пакеты, должен быть выполнен таким образом, чтобы плавно передаваться из пространства, которое больше по размерам, в меньшую передающую трубу.
Цель настоящего изобретения - найти решение совершенно нового типа, относящееся к каналам подачи отходов и вращательным формирователям, так чтобы посредством этих решений были бы исключены недостатки решений предшествующего уровня техники. Другой целью изобретения является найти решение, чтобы подавать мусорные пакеты в передающий трубопровод таким образом, чтобы мусорные пакеты во время манипуляций с ними не рвались.
Краткое описание изобретения
Изобретение основано на концепции, в соответствии с которой предназначенный для ввода материал упорядочивается и обрабатывается одним вращательным средством обработки, через которое предназначенный для ввода материал переводится с первой стороны на вторую сторону в выходное отверстие или области по меньшей мере вблизи него.
Способ в соответствии с настоящим изобретением отличается, главным образом, тем, что определено в отличительной части пункта 1 формулы изобретения.
Кроме того, способ в соответствии с изобретением отличается тем, что определено пунктах 2-8 формулы изобретения.
Устройство в соответствии с изобретением отличается, главным образом, тем, что определено в отличительной части пункта 9 формулы изобретения.
Кроме того, устройство в соответствии с изобретением отличается тем, что определено пунктах 10-15 формулы изобретения.
Решение в соответствии с изобретением имеет ряд важных преимуществ. Посредством настоящего изобретения достигнуто чрезвычайно эффективное решение для обработки материала, а именно для пневматического транспортирования по трубе. Посредством решения в соответствии с изобретением можно организовывать, перемещать и - при необходимости - формировать предназначенный для подачи материал таким образом, чтобы он помещался в передающий канал, который меньше по своим внутренним размерам, чем входной мусоропровод. Требования по мощности вращательного формирователя по настоящему изобретению меньше, чем формирователей предшествующего уровня техники. Посредством решения в соответствии с изобретением материал, предназначенный для подачи из входного мусоропровода, может быть упорядочен за раз в виде отдельной единицы, чтобы передаваться из мусоропровода через средство обработки формирователя во входное отверстие и далее в передающий канал. Посредством решения в соответствии с изобретением материал отходов с помощью вращательного формирователя может быть эффективно введен и уплотнен, а эффективное транспортирование может быть достигнуто с трубой значительно меньшего размера по сравнению с бесформенным материалом отходов. Использованием всасывания - в дополнение к силе тяжести - для перемещения предназначенного для обработки материала от вращательного формирователя в транспортировочную трубу, достигнуто обладающее преимуществом решение для комбинации вращательного формирователя и трубопроводного транспортирования. Посредством решения в соответствии с изобретением можно сделать так, чтобы пакеты с отходами подавались в трубопровод таким образом, что можно значительно уменьшить подверженность мусорных пакетов разрывам.
Краткое описание чертежей
Далее изобретение будет описано более подробно с помощью варианта исполнения со ссылками на приложенные чертежи, на которых
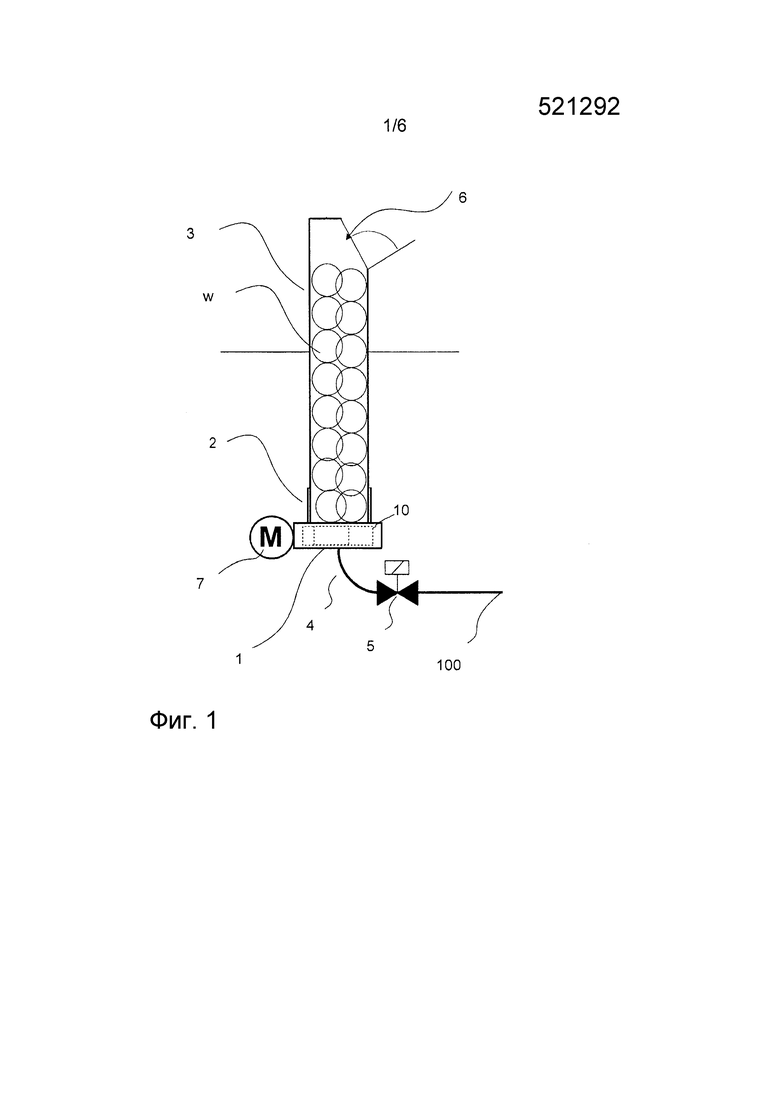
Фиг. 1 представляет упрощенную схему одного варианта исполнения устройства в соответствии с изобретением.
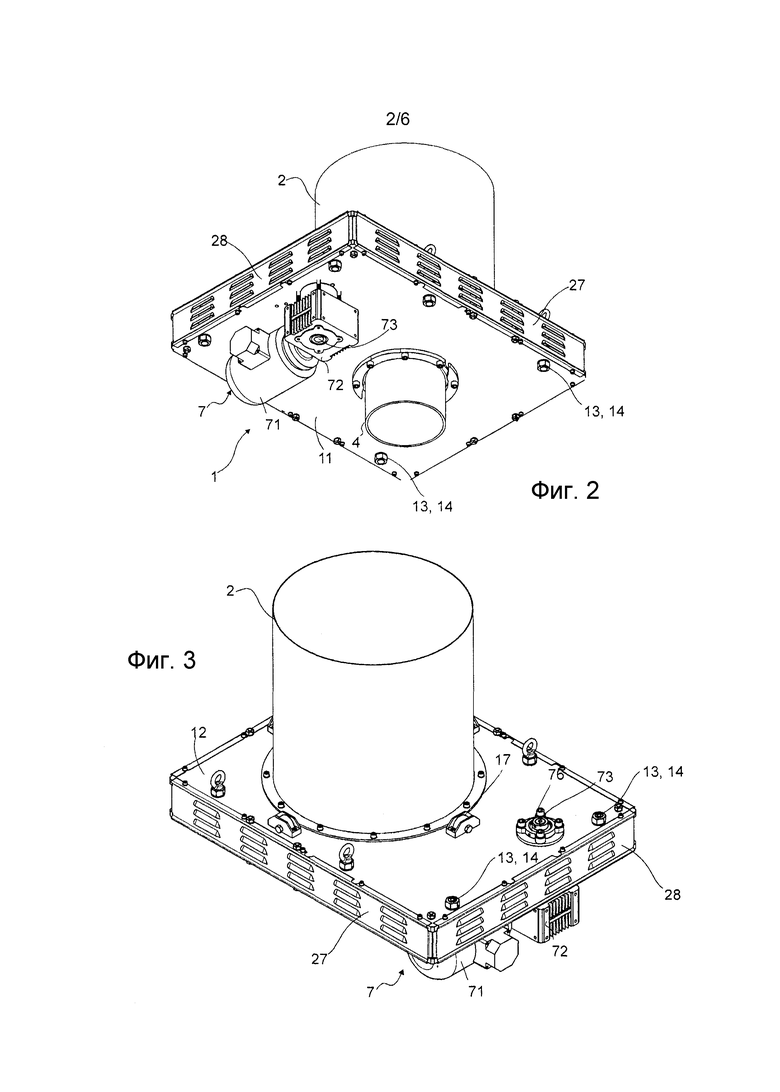
Фиг. 2 представляет один вариант исполнения устройства в соответствии с изобретением.
Фиг. 3 представляет один вариант исполнения устройства в соответствии с изобретением.
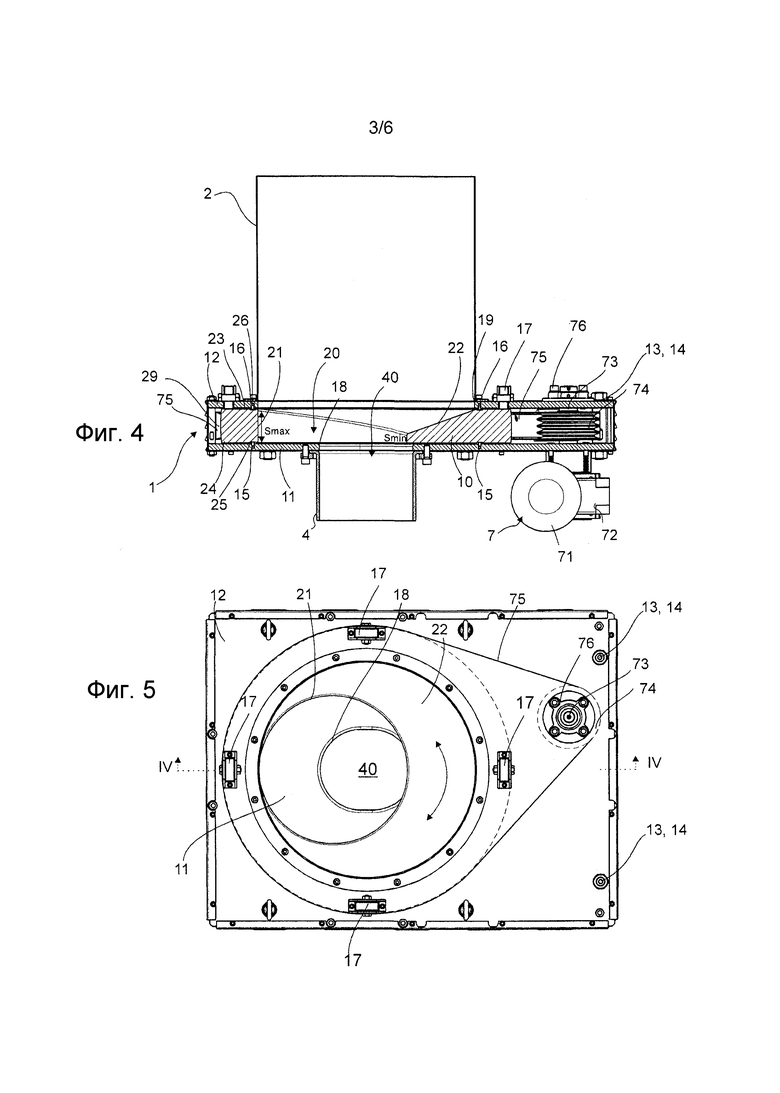
Фиг. 4 представляет один вариант исполнения устройства в соответствии с изобретением в сечении по линии IV-IV на фиг. 5.
Фиг. 5 представляет один вариант исполнения устройства в соответствии с изобретением в первом положении средства обработки.
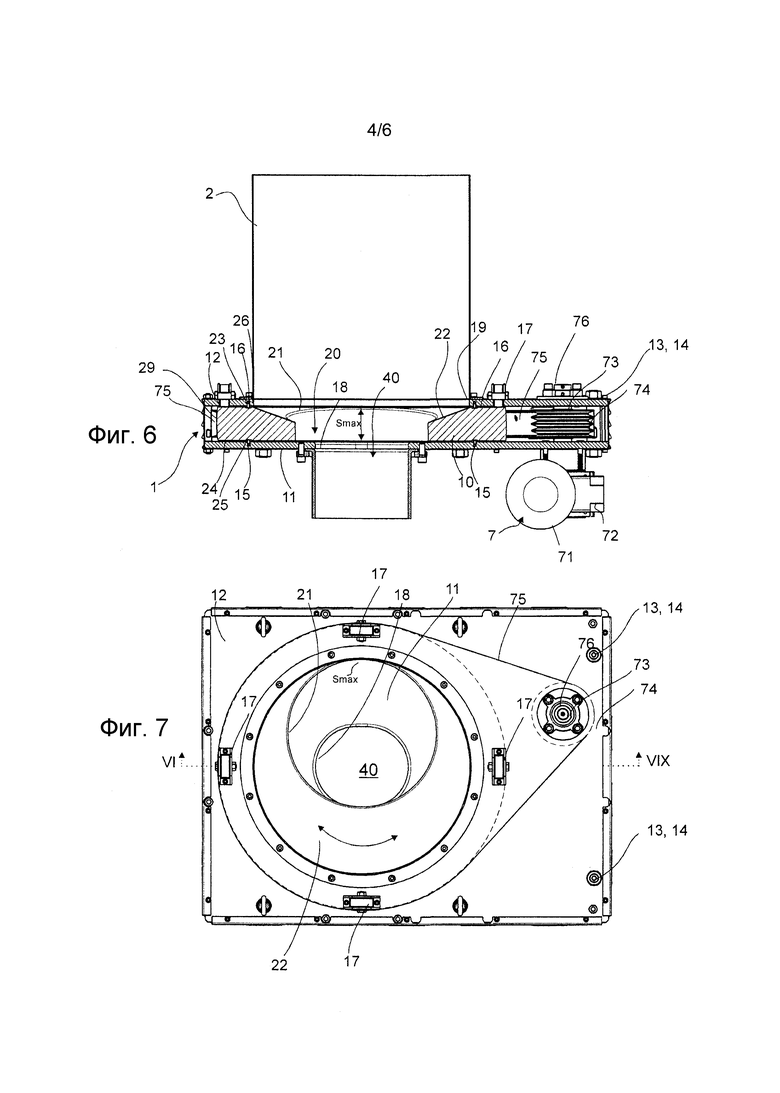
Фиг. 6 представляет один вариант исполнения устройства в соответствии с изобретением в сечении по линии VI-VI на фиг. 7.
Фиг. 7 представляет один вариант исполнения устройства в соответствии с изобретением во втором положении средства обработки.
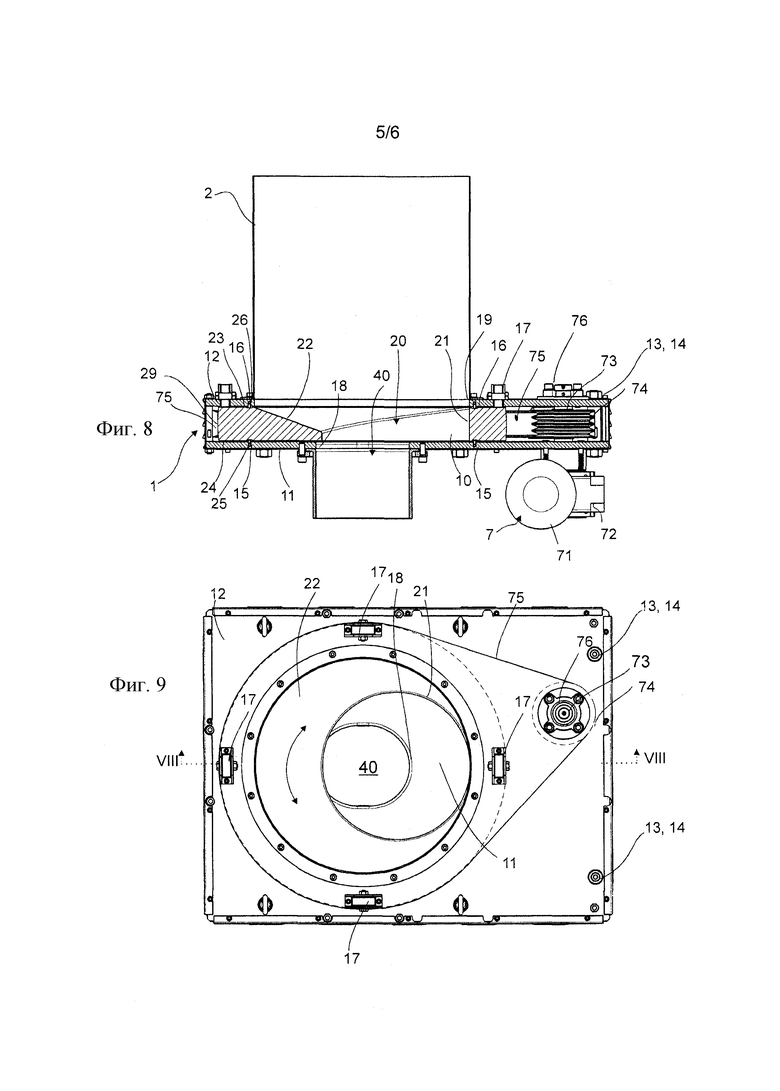
Фиг. 8 представляет один вариант исполнения устройства в соответствии с изобретением в сечении по линии VIII-VIII на фиг. 9.
Фиг. 9 представляет один вариант исполнения устройства в соответствии с изобретением в третьем положении средства обработки.
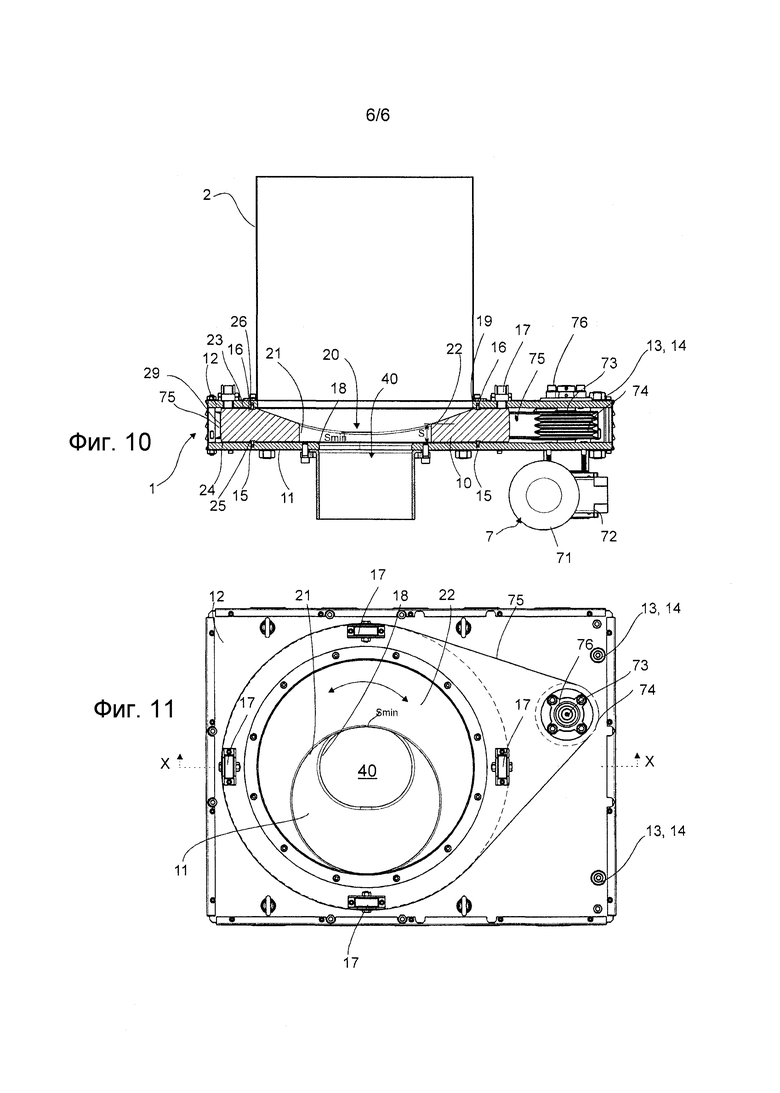
Фиг. 10 представляет один вариант исполнения устройства в соответствии с изобретением в сечении по линии Х-Х на фиг. 9.
Фиг. 11 представляет один вариант исполнения устройства в соответствии с изобретением в четвертом положении средства обработки.
Подробное описание изобретения
Фиг. 1 представляет упрощенную схему одного варианта решения в соответствии с изобретением, в котором вращательный формирователь 1 расположен в сообщении с подающим каналом 2, в который материал подается, например, из входной точки 3, такой как подающий мусоропровод, мусоропровод отходов или соответствующий. Подающий канал 2 представляет собой, например, трубчатую часть, внутри стенки которой остается пространство для предназначенного для подачи в него материала w. Материал w, такой как бытовые отходы иди другой мусор, упакованный в пакеты, подается, например, из входного отверстия 6 во входную точку 3, а отсюда - наружу, посредством подающего канала 2, - во вращательный формирователь 1. Открываемая и закрываемая крышка люка, которая в положении, показанном на чертеже, является открытой, на фиг. 1 находится в канале связи с входным отверстием 6. Входная точка и подающий канал по размерам площадей своих поперечных сечений являются такими, что материал w, более конкретно предназначенный для подачи упакованный в пакеты мусор, входит в них бок о бок и один над другим. Предназначенный для обработки материал w упорядочивается и, при необходимости, формируется и сжимается во вращательном формирователе, и после обработки этот материал проводится через выходной канал 4 в передающий трубопровод 100 посредством гравитации, и/или посредством всасывания, и/или в результате разности давления, созданного исполнительными устройствами (не показаны) пневматической трубопроводной системы транспортирования. Одно из преимуществ этого варианта исполнения изобретения состоит в том, что материал w может быть соответствующим образом упорядочен и ему может быть придана такая форма, что он может быть подан внутрь через выходное отверстие так, что он умещается в транспортирующем трубопроводе 4, 100 для перемещения. В этом случае может быть использован передающий трубопровод 100, который значительно меньше по диаметру, чем обычно. В соответствии с одним вариантом исполнения в качестве передающего трубопровода 100 может быть использована труба с диаметром около 150-300 мм, предпочтительно, около 200 мм. В соответствии с одним вариантом исполнения материал w упакован в пакеты, средний диаметр которых в некоторой степени больше, чем диаметр передающей трубы. Например, диаметр пакета, когда он наполнен, составляет около 220-270 мм, в то время как диаметр передающей трубы составляет около 200 мм. В этом случае в соответствии с решением по настоящему изобретению пакет и находящийся в нем материал могут быть принудительно посредством средства обработки перемещены к точке выходного отверстия, или рядом с ним, откуда этот материал проводится через выходной канал 4 в передающий трубопровод 100, например, посредством гравитации, и/или посредством всасывания, и/или в результате разности давления, созданного исполнительными устройствами (не показаны) пневматической трубопроводной системы транспортирования.
В варианте исполнения изобретения может быть использовано одновременное всасывание, и в этом случае на предназначенный для обработки материал можно воздействовать всасыванием или разностью давления, действующего через передающую трубу 100 и выходное соединение 4 при проведении материала через отверстие 20 средства 10 обработки вращательного формирователя 1. За один раз материал w принудительно подается внутрь вращательного формирователя, как правило, например, одной единицей, такой как упакованная в пакет порция материала. Средство 10 обработки является кольцеобразным, содержащим отверстие 20 с одной – входной - стороны 23 средства 10 обработки на другую – выходную - сторону 24. Средство 10 обработки в варианте исполнения по этому чертежу вращается вокруг вертикальной оси посредством приводного устройства 7. В одном варианте исполнения изобретения отверстие 20 средства 10 обработки расположено эксцентрично по отношению к оси вращения средства 10 обработки. Под вращательным формирователем 1 в выходном канале 4 имеется клапанное средство 5. Это клапанное средство 5 открывает и закрывает соединение между вращательным формирователем 1 и передающей трубой 100. Посредством клапанного средства 5 регулируют ввод материала в передающую трубу 100 и, возможно также, эффект всасывания, оказываемый частично-вакуумным генератором пневматической системы транспортирования отходов через передающую трубу 100 на вращательный формирователь 1.
На фиг. 1 материал w подан во входную точку 3, такую как подающий мусоропровод, через входное отверстие 6. Материал w показан на чертежах в шарообразном виде, но это может быть материал многих типов и форм, такой, например, как бытовой мусор или бытовые отходы, упакованные в пакеты.
Фиг. 2 и 3 представляют один вращательный формирователь 1 в соответствии с вариантом исполнения изобретения. В одном варианте исполнения корпус вращательного формирователя 1 содержит закрывающую пластину 12 и пластину 11 основания, которые посредством опорных средств 13, 14 удерживаются одна над другой на расстоянии друг от друга. В закрывающей пластине 12 выполнено входное отверстие 19, в которое встроен подающий канал 2, таким образом, чтобы материал w направлялся в это входное отверстие. В пластине 11 основания выполнено отверстие 18, которое сконфигурировано таким образом, что расположено прямо напротив выходного отверстия 40 выходного канала 4. Средство 10 обработки вращательного формирователя 1 выполнено таким образом, что имеет возможность вращения в пространстве между закрывающей пластиной 12 и пластиной 11 основания. Между закрывающей пластиной 12 и пластиной 11 основания установлены боковые стенки 27, 28.
Для вращения средства 10 обработки установлено приводное устройство 7. На чертеже это приводное устройство 7 содержит электродвигатель 71, установленный на нижней поверхности пластины 11 основания вращательного формирователя 1, под ней - зубчатую передачу 72, которая на чертеже представляет собой угловую передачу, приводной вал 73, который на чертеже установлен с вращением в подшипниковом средстве 76 между закрывающей пластиной 12 и пластиной 11 основания. На приводной вал 73 посажен ременный шкив 74. В одном варианте исполнения для вращения средства 10 обработки предназначен приводной ремень 75. Внешний обод 29 средства 10 обработки сконфигурирован для работы в качестве опорной поверхности для приводного ремня 75 ременной передачи. Когда приводное устройство 7 вращает приводной вал 73, ременный шкив 74 двигает приводной ремень 75, который, в свою очередь, вращает средство 10 обработки на его оси вращения.
Внешнему ободу 29 средства 10 обработки может быть придана соответствующая форма. Например, в одном варианте исполнения очень эффективной оказалась выпуклая бочкообразная форма. Траектория вращения средства 10 обработки достигается установкой на закрывающей пластине и/или на пластине основания направляющих средств 15, 16 и/или подшипникового средства 17, а также контрэлементов 25, 26, таких как паз или, например, поверхность качения или поверхность скольжения, выполненная в виде обода на кольцеобразном средстве 10 обработки, - на его первой поверхности 23 и/или на его второй поверхности. Эти направляющие средства и/или подшипниковые средства в соответствии с одним вариантом исполнения установлены на ободе вращения средства обработки распределенным образом, в области между внешним ободом 29 средства обработки и ободом наиболее экстенсивного вращения края 21 отверстия 20.
Обычно направляющие средства 15, 16 и/или подшипниковые средства 17 расположены между кольцеобразным средством 10 обработки и закрывающей пластиной 12 и/или пластиной 11 основания рамочной части. Может также быть предусмотрено, чтобы отдельные средства 17 качения не использовались, а вместо этого средство обработки было бы установлено на пластине 11 основания и/или на закрывающейся пластине 12 рамочной части.
Вращательный формирователь 1, таким образом, содержит раму, на которой установлено кольцеобразное средство обработки. Под входным отверстием 19 для подлежащего обработке материала в вертикальном направлении установлено кольцеобразное средство 10 обработки, которое содержит отверстие 20, ведущее от первой стороны 23 ко второй стороне 24 средства обработки. Это кольцеобразное средство 10 обработки сконфигурировано вокруг геометрической оси, связанной с относительным вращательным движением, причем эта ось преимущественно является той же самой, что и геометрическая ось подающего мусоропровода 2, для перемещения материала w через кольцеобразное средство 10 обработки действием силы тяжести и/или посредством всасывания и/или в результате разности давления, созданного частично-вакуумными генераторами пневматической системы обработки материалов, такой как система транспортирования по трубе. Материал, поданный в средство обработки, переносится от обода и располагается в центре средства обработки, по меньшей мере посредством формирования массы материала совместным воздействием отверстия 20 вращающегося средства обработки, края и по меньшей мере одного жесткого (не вращающегося) отверстия, входного отверстия 19 и/или выходного отверстия 18, 40. Скорость вращения и направление вращения вращательного средства 10 обработки может быть изменено.
Средство обработки в вариантах исполнения по фиг. 6, 7, 8, 9, 10 и 11 имеет отверстие 20 круговой формы. Выходное отверстие 18 пластины 11 основания на чертежах выполнено овальной формы. Кроме того, выходное отверстие 18 пластины 11 основания имеет искривленные части, а между ними - короткие прямые участки. Отверстие 20 средства обработки расположено асимметрично по направлению к оси вращения средства обработки. Отверстие 20 средства обработки имеет внутреннюю поверхность 21. Внутренняя поверхность 21 отверстия средства обработки формирует подлежащий обработке материал. Чертежи показывают различные ситуации, когда средство 10 обработки движется во время обработки материала.
Таким образом, вращательный формирователь функционирует в качестве преобразователя и уплотнителя (то есть в качестве устройства изменения формы) подлежащего обработке материала w. Средство 10 обработки вращательного формирователя упорядочивает и формирует подлежащий обработке материал таким образом, что он входит в отверстие 40 выходного канала.
Как показано на чертежах, форма отверстия 20 средства 10 обработки представляет собой симметричное отверстие (по форме), то есть круговое. Может быть предусмотрено, чтобы оно было также другой формы, такой как овал. Единица подлежащего обработки материала, такая как упакованный в пакет материал отходов, когда средство 10 обработки вращается, остается в отверстии 20 и вытесняется из отверстия 20 дальше в выходное отверстие.
Направление вращения средства обработки может быть изменено. Если возникает слишком большая нагрузка, колесо останавливается, и направление вращения изменяется.
Было показано, что мощность, необходимая от приводного устройства, чрезвычайно мала, например в одном варианте исполнения составляет всего лишь около 0,5-1,5 кВт. Требования по мощности зависят от рабочего места.
Когда средство 10 обработки вращается, внутренняя поверхность 21 отверстия 20 определяет отверстие 20 сквозного прохода через средство обработки, и - дальше в выходное отверстие 18, 40, которое свободно от препятствий. Таким образом, на внутренней поверхности 21 средства обработки может быть образовано средство, такое как резьбовой паз или выступ, которое, когда средство обработки вращается в направлении подачи, в то же время подает предназначенный для обработки материал из отверстия дальше в направлении обработки.
В вариантах исполнения в соответствии с чертежами средство 10 обработки по меньшей мере частично наклонено со стороны входного отверстия 19 в направлении края стенки 21 отверстия 20 средства обработки, по меньшей мере в направлении того края части стенки, который закрыт в сторону выходного отверстия 18, 40. При наличии этого наклона любые жидкости, появившиеся в мусоропроводе и/или в материале, могут быть направлены дальше в трубопровод. Верхняя поверхность средства обработки в одном варианте исполнения может быть прямой. На чертеже толщина средства обработки изменяется в области, которая находится у точки входного отверстия 19. В соответствии с одним вариантом исполнения толщина S средства 10 обработки, то есть расстояние от нижней поверхности 24 средства обработки в точке края 21 отверстия 20, уменьшается в направлении выходного отверстия 18, 40. Это можно видеть, например, на фиг. 4, 6, 7, 10 и 11, где на фиг. 6 толщина S показана в своем максимуме (Smax) величины стенки края отверстия, когда расстояние от выходного отверстия 40 является наибольшим, а на фиг. 10 толщина стенки края 21 отверстия 20 находится в своем минимуме (Smin), когда расстояние от выходного отверстия 40 находится в своей самой меньшей величине (на фиг. 10 и 11). На самом деле, часть участка края отверстия 20 средства обработки находится внутри обода края 18 выходного отверстия 40.
Кольцеобразное средство 10 обработки или по меньшей мере часть его, а также внутренняя поверхность 21 отверстия 20 могут быть сконфигурированы и/или выполнены по своей форме такими, чтобы его вращательное движение одновременно подавало материал дальше из отверстия 20 в направлении выходного конца и выходного отверстия.
В показанных на чертежах вариантах исполнения поверхность 22 на стороне входного отверстия 19 средства обработки образована так, чтобы она наклонялась в направлении края 21 отверстия 20. Наклонная форма направляет жидкости в сторону выходного отверстия.
Материал, проведенный во вращательном формирователе 1 через отверстие 20 средства 10 обработки, сжат и уплотнен. Минимальный оборотный обод края отверстия 20 вращательного формирователя в соответствии с одним вариантом исполнения выполнен таким образом, что в некоторой степени является меньшим, чем внешний край 18 выходного отверстия, следуя за ним.
Когда средство 10 обработки вращается, поверхность 21 края отверстия определяет отверстие сквозного прохода через средство обработки, которое свободно от препятствий. Таким образом, на внутренней поверхности 21 средства обработки может быть образовано средство, такое как резьбовой паз или выступ, которое, когда средство обработки вращается в направлении подачи, в то же время подает предназначенный для обработки материал из отверстия дальше в направлении обработки.
Общая работа вращательного пресса предшествующего уровня техники представлена, например, в публикации WO 8203200 А1, и в данной публикации более подробно оно не описывается.
На степень формирования можно влиять размером и формой отверстия средства формирования, а также моделированием внутреннего края отверстия. Бытовые отходы, поданные в виде сформированного потока в передающую трубу, перемещаются в этой трубе дальше посредством всасывания и/или разности давления в пункт приема, такой как станция утилизации отходов или что-нибудь соответствующее.
В соответствии с одним вариантом исполнения вращательный формирователь 1 предпочтительно включается в работу в последовательности, которая имеет некоторую установленную длительность t1, в продолжение которой средство 10 обработки вращается приводным устройством 7 в первом направлении, после чего направление вращения изменяется. После этого средство 10 обработки в продолжение второго периода времени t2 вращается в противоположном направлении. Первое направление представляет собой фактическое направление обработки формирователя. Второе направление представляет собой то направление, в котором возможная ножевая часть средства обработки сконфигурирована для резки материала. Продолжительность t2 вращения второго направления вращения обычно короче, чем продолжительность t1 первого направления вращения. В соответствии с одним вариантом исполнения соблюдается уравнение, в соответствии с которым t2=0,5t1.
Как правило, продолжительность t1 вращения первого направления обработки составляет порядка 10 секунд, а продолжительность t2 противоположного направления вращения составляет 5 секунд.
Таким образом, вращательный формирователь функционирует в качестве преобразователя и уплотнителя (то есть как устройство изменения формы). Под действием эффекта всасывания средство 10 обработки вращательного формирователя формирует подлежащий обработке материал таким образом, что он входит во входное отверстие 40 и идет дальше в передающую трубу 100.
Общая работа вращательного формирователя предшествующего уровня техники представлена, например, в публикациях WO 8203200, WO 2011098666, WO 2011098667, WO 2011098668 и WO 2011098669 и в данной публикации более подробно он не описывается.
Таким образом, изобретение относится к способу обработки материала в пневматической трубопроводной системе транспортирования, в котором материал, такой как материал отходов, подают через входное отверстие входной точки 3, такое как входное отверстие мусоропровода или какой-либо другой входной точки, и он проводится вдоль подающего канала 2 с устройством 1 формирователя, установленного в сообщении с входной точкой или поблизости от нее, и в этом случае предназначенный для обработки материал проводится в устройство формирователя и/или через него с помощью, по меньшей мере частично, гравитации и/или всасывания, и/или разности давления пневматической трубопроводной системы транспортирования. В этом способе материал обрабатывается посредством одного средства 10 обработки в устройстве 1 формирователя, причем это средство обработки во время обработки материала вращается вокруг оси вращения, и это средство обработки содержит отверстие 20, которое расположено эксцентрично относительно оси вращения средства обработки, при этом средство 10 обработки располагает предназначенный для подачи материал вблизи выходного отверстия и, при необходимости, совместно по меньшей мере с краем 18 выходного отверстия вращательного формирователя и/или со стенкой выходного канала 4 формирует этот материал, когда средство 10 обработки вращается посредством приводного устройства 7.
В соответствии с одним вариантом исполнения толщина S средства 10 обработки, то есть расстояние его верхней поверхности от нижней поверхности 24 средства обработки в точке края 21 отверстия 20 уменьшается в направлении внешнего отверстия 18, 40 устройства формирователя.
В соответствии с одним вариантом исполнения средство 10 обработки вращательного формирователя подает предназначенный для обработки материал через отверстие 20 средства обработки и/или через выходное отверстие 18, 40 устройства формирователя во время вращения средства обработки в первом направлении.
В соответствии с одним вариантом исполнения материал формируется стенкой 21 средства обработки и краем 18 выходного отверстия вращательного формирователя и/или стенкой выходного канала 40.
В соответствии с одним вариантом исполнения направление вращения средства 10 обработки может быть изменено.
В соответствии с одним вариантом исполнения в верхней поверхности 23 средства обработки образована наклоненная часть 22 поверхности с наклоном в направлении отверстия 20.
В соответствии с одним вариантом исполнения пневматическая система обработки материалов является трубопроводной системой транспортирования материала, более конкретно, материала отходов, при этом отходы, наиболее предпочтительно, упакованные в пакеты, перемещаются из входной точки в разделительное устройство, где транспортируемые отходы отделяются от транспортирующего воздуха.
В соответствии с одним вариантом исполнения вращательное средство 10 обработки включается в работу последовательностями, и в этом случае средство 10 обработки в течение первого периода времени t1 вращается в первом направлении, а после этого в течение второго периода времени t2 - в противоположном направлении.
Изобретение относится также к аппаратуре для обработки материала в пневматической трубопроводной системе транспортирования, в которой материал, такой как материал отходов, подают через входное отверстие входной точки 3, такое как входное отверстие мусоропровода, или какой-либо другой входной точки, и он проводится вдоль подающего канала 2 с устройством 1 формирователя, установленным в сообщении с входной точкой или поблизости от нее, и в этом случае предназначенный для обработки материал проводится в устройство формирователя и/или через него с помощью, по меньшей мере частично, гравитации и/или всасывания, и/или разности давления пневматической трубопроводной системы транспортирования. Устройство содержит средство 10 обработки в устройстве 1 формирователя, причем это средство обработки выполнено с возможностью вращения вокруг оси вращения во время обработки материала, и это средство обработки содержит отверстие 20, которое расположено эксцентрично относительно оси вращения средства обработки, и при этом средство 10 обработки выполнено с возможностью расположения предназначенного для подачи материала вблизи выходного отверстия и, при необходимости, совместно по меньшей мере с краем 18 выходного отверстия вращательного формирователя и/или со стенкой выходного канала 4 для формирования этого материала, когда средство (10) обработки вращается посредством приводного устройства 7.
В соответствии с одним вариантом исполнения толщина S средства 10 обработки, то есть расстояние его верхней поверхности от нижней поверхности 24 средства обработки в точке края 21 отверстия 20, уменьшается в направлении внешнего отверстия 18, 40 устройства формирователя.
В соответствии с одним вариантом исполнения средство 10 обработки вращательного формирователя подает предназначенный для обработки материал через отверстие 20 средства обработки и/или через выходное отверстие 18, 40 устройства формирователя во время вращения средства обработки в первом направлении.
В соответствии с одним вариантом исполнения направление вращения средства 10 обработки может быть изменено.
В соответствии с одним вариантом исполнения в верхней поверхности 23 средства обработки образована наклоненная часть 22 поверхности с наклоном в направлении отверстия 20.
В соответствии с одним вариантом исполнения пневматическая система обработки материалов является трубопроводной системой транспортирования материала, более конкретно, материала отходов, при этом отходы, наиболее предпочтительно, упакованные в пакеты, перемещаются из входной точки в разделительное устройство, где транспортируемые отходы отделяются от транспортирующего воздуха.
В соответствии с одним вариантом исполнения направление вращения вращательного средства 10 обработки сконфигурировано с возможностью изменения, например, последовательного.
Как правило, материал представляет собой материал отходов, уложенный в пакеты. Мусоропровод может быть сконфигурирован таким образом, чтобы являлся частью пневматической системы перемещения отходов (или он может быть отдельной частью), посредством которой материал отходов перемещается в помещение для отходов, мусорный резервуар или что-либо подобное.
Специалисту в данной области должно быть очевидно, что данное изобретение не ограничено представленными выше вариантами исполнения и может быть изменено в рамках объема представленных ниже пунктов формулы изобретения. Характерные признаки, возможно, представленные в описании вместе с другими характерными признаками, при необходимости могут быть использованы отдельно один от другого.
В способе отходы подают через входное отверстие мусоропровода или какой-либо другой входной точки и транспортируют вдоль подающего канала с устройством формирователя, установленным в сообщении с входной точкой, причем материал для обработки транспортируют в устройство формирователя и/или через него с помощью, по меньшей мере частично, гравитации, и/или всасывания, и/или разности давления пневматической системы транспортирования. В способе материал обрабатывают посредством одного средства обработки в устройстве формирователя, вращающегося во время обработки материала вокруг оси вращения и содержащего отверстие, расположенное эксцентрично относительно оси вращения. При этом средство обработки располагает материал вблизи выходного отверстия и, при необходимости, совместно с по меньшей мере краем выходного отверстия вращательного формирователя и/или стенкой выходного канала формирует этот материал, когда средство обработки вращается. Изобретение относится также к устройству для осуществления способа. Группа изобретений обеспечивает повышение надежности и упрощение. 2 н. и 13 з.п. ф-лы, 11 ил.
1. Способ обработки материала в пневматической трубопроводной системе транспортирования, в котором материал, такой как материал отходов, подают через входное отверстие входной точки (3), такое как входное отверстие мусоропровода или какой-либо другой входной точки, и проводят вдоль подающего канала (2) с устройством (1) формирователя, установленным в сообщении с входной точкой или поблизости от нее, при этом предназначенный для обработки материал проводят в устройство формирователя и/или через него с помощью, по меньшей мере частично, гравитации, и/или всасывания, и/или разности давления пневматической трубопроводной системы транспортирования, отличающийся тем, что в способе материал обрабатывают посредством одного средства (10) обработки в устройстве (1) формирователя, причем средство обработки во время обработки материала вращается вокруг оси вращения и содержит отверстие (20), которое расположено эксцентрично относительно оси вращения средства обработки, и тем, что средство (10) обработки располагает предназначенный для подачи материал вблизи выходного отверстия и, при необходимости, совместно с по меньшей мере краем (18) выходного отверстия вращательного формирователя и/или со стенкой выходного канала (4) формирует этот материал, когда средство (10) обработки вращается посредством приводного устройства (7).
2. Способ по п. 1, отличающийся тем, что средство (10) обработки вращательного формирователя подает предназначенный для обработки материал через отверстие (20) средства обработки и/или через выходное отверстие (18, 40) устройства формирователя во время вращения средства обработки в первом направлении.
3. Способ по п. 1 или 2, отличающийся тем, что материал формируется стенкой (21) отверстия средства обработки и краем (18) выходного отверстия вращательного формирователя и/или стенкой выходного канала (4).
4. Способ по п. 1 или 2, отличающийся тем, что толщина (S) средства (10) обработки, то есть расстояние его верхней поверхности от нижней поверхности (24) средства обработки в точке края (21) отверстия (20), уменьшается в направлении внешнего отверстия (18, 40) устройства формирователя.
5. Способ по п. 1 или 2, отличающийся тем, что направление вращения средства (10) обработки может быть изменено.
6. Способ по п. 1 или 2, отличающийся тем, что в верхней поверхности (23) средства обработки образована наклоненная часть (22) поверхности с наклоном в направлении отверстия (20).
7. Способ по п. 1 или 2, отличающийся тем, что пневматическая система транспортирования материалов является трубопроводной системой транспортирования материала, более конкретно материала отходов, при этом отходы, наиболее предпочтительно упакованные в пакеты, перемещаются из входной точки в разделительное устройство, где транспортируемые отходы отделяются от транспортирующего воздуха.
8. Способ по п. 1 или 2, отличающийся тем, что вращательное средство (10) обработки включается в работу последовательностями, и в этом случае средство (10) обработки в течение первого периода времени (t1) вращается в первом направлении, а после этого в течение второго периода времени (t2) - в противоположном направлении.
9. Устройство для обработки материала в пневматической трубопроводной системе транспортирования, в котором материал, такой как материал отходов, подается через входное отверстие входной точки (3), такое как входное отверстие мусоропровода или какой-либо другой входной точки, и проводится вдоль подающего канала (2) с устройством (1) формирователя, установленным в сообщении с входной точкой или поблизости от нее, при этом предназначенный для обработки материал проводится в устройство формирователя и/или через него с помощью, по меньшей мере частично, гравитации, и/или всасывания, и/или разности давления пневматической трубопроводной системы транспортирования, отличающееся тем, что содержит одно средство (10) обработки в устройстве (1) формирователя, причем средство обработки выполнено с возможностью вращения вокруг оси вращения во время обработки материала и содержит отверстие (20), которое расположено эксцентрично относительно оси вращения средства обработки, и тем, что средство (10) обработки выполнено с возможностью расположения предназначенного для подачи материала вблизи выходного отверстия и, при необходимости, совместно с по меньшей мере краем (18) выходного отверстия вращательного формирователя и/или стенкой выходного канала (4), для формирования этого материала, когда средство (10) обработки вращается посредством приводного устройства (7).
10. Устройство по п. 9, отличающееся тем, что средство (10) обработки вращательного формирователя подает предназначенный для обработки материал через отверстие (20) средства обработки и/или через выходное отверстие (18, 40) устройства формирователя во время вращения средства обработки в первом направлении.
11. Устройство по п. 9 или 10, отличающееся тем, что направление вращения средства (10) обработки сконфигурировано с возможностью изменения.
12. Устройство по п. 9 или 10, отличающееся тем, что толщина (S) средства (10) обработки, то есть расстояние его верхней поверхности от нижней поверхности (24) средства обработки в точке края (21) отверстия (20), уменьшается в направлении внешнего отверстия (18, 40) устройства формирователя.
13. Устройство по п. 9 или 10, отличающееся тем, что в верхней поверхности (23) средства обработки образована наклоненная часть (22) поверхности с наклоном в направлении отверстия (20).
14. Устройство по п. 9 или 10, отличающееся тем, что пневматическая система транспортирования материалов является трубопроводной системой транспортирования материала, более конкретно материала отходов, при этом отходы, наиболее предпочтительно упакованные в пакеты, перемещаются из входной точки в разделительное устройство, где транспортируемые отходы отделяются от транспортирующего воздуха.
15. Устройство по п. 9 или 10, отличающееся тем, что направление вращения вращательного средства (10) обработки сконфигурировано с возможностью последовательного изменения.
| Способ приготовления лака | 1924 |
|
SU2011A1 |
| JP S5419571 A, 18.08.2011 | |||
| JP S6118634 A, 27.01.1986 | |||
| Устройство для удаления мусора из зданий | 1985 |
|
SU1261854A1 |

