Область техники, к которой относится изобретение
[0001] Настоящее изобретение предлагает натягиваемый одноразовый подгузник.
Уровень техники
[0002] Традиционно широко используются натягиваемые одноразовые подгузники, включающие промежностный участок, в котором находится абсорбирующий элемент, а также передний участок и задний участок, которые проходят от промежностного участка, соответственно, по направлению к передней стороне и задней стороне пользователя, причем пара боковых швов, отверстие для талии и пара отверстий для ног образуются, когда соединяются левый и правый боковые края переднего участка с соответствующими левым и правым поперечными боковыми краями заднего участка. Как правило, эластичные элементы присоединяются к переднему участку и заднему участку и фиксируются в таком растянутом состоянии.
[0003] В натягиваемых одноразовых подгузниках боковые швы часто получаются широкими вследствие производственного процесса. Однако такие широкие боковые швы представляют собой причину ухудшение внешнего вида подгузника, и в частности, как правило, препятствуют приданию подгузнику внешнего вида, напоминающего нижнее белье. Таким образом, оказывается желательным изготовление бокового шва, имеющего минимально возможную ширину. Однако уменьшение ширины бокового шва, как правило, уменьшает видимость бокового шва, и, таким образом, обычно снижает уровень удобства во время разрыва бокового шва.
[0004] Кроме того, уменьшение ширины бокового шва, как правило, уменьшает прочность соединения, что может вызывать выпадение эластичных элементов, которые являются фиксированными в боковом шве. Чтобы предотвращать выпадение эластичных элементов, оказывается эффективным изменение положения концевой части каждого эластичного элемента и его перемещение внутрь по отношению к боковому шву в поперечном направлении, а также прочное закрепление каждой концевой части в этом внутреннем положении.
[0005] Например, патентные документы 1 и 2 описывают известные традиционные технологии, согласно которым концевая часть эластичного элемента не располагается в боковом шве. Патентный документ 1 описывает натягиваемое абсорбирующее изделие, в котором часть с измененной прочностью на разрыв располагается внутри по отношению к каждому боковому шву в переднем участке и заднем участке подгузника; и никакой непрерывный эластичный элемент не располагается между частью с измененной прочностью на разрыв и боковым швом. Патентный документ 2 описывает, что расположенные ниже талии эластичные элементы, которые присутствуют в расположенной ниже талии части натягиваемого одноразового подгузника, не обязательно должны присутствовать на протяжении всей длины в направлении окружности тела, но должны присутствовать только в некоторых частях в направлении окружности тела.
Список цитируемой литературы
Патентная литература
[0006] Патентный документ 1: японская патентная заявка № 2011-234847 A
Патентный документ 2: японская патентная заявка № 2012-249943 A
Сущность изобретения
[0007] Однако в вышеупомянутых патентных документах не рассматривается проблема, связанная с ухудшением видимости бокового шва, которая, как правило, возникает в тех случаях, где сделана узкая ширина бокового шва.
[0008] Настоящее изобретение предлагает натягиваемый одноразовый подгузник, который составляют: промежностный участок; передний участок, который располагается спереди от промежностного участка; и задний участок, который проходит от промежностного участка; и пара боковых швов, образованных посредством соединения обеих краевых частей боковых сторон переднего участка с соответствующими краевыми частями боковых сторон заднего участка. Натягиваемый одноразовый подгузник имеет продольное направление, которое соответствует переднезаднему направлению пользователя, и поперечное направление, которое является перпендикулярным по отношению к продольному направлению.
Каждый боковой шов включает соединенную плавлением часть, которая проходит непрерывно в продольном направлении подгузника, и практически никакая несоединенная часть не присутствует в секции, расположенной снаружи по отношению к соединенной плавлением части в поперечном направлении подгузника.
Многочисленные эластичные элементы в растянутом состоянии располагаются в каждом участке, представляющем собой передний участок или задний участок, и присоединяются к переднему участку и заднему участку посредством адгезива.
По меньшей мере, концевая часть эластичного элемента, который располагается вблизи бокового шва, и часть вблизи концевой части окрашиваются таким образом, что они имеют цвет, который отличается от фонового цвета переднего участка или заднего участка, в котором располагается данный эластичный элемент.
Концевая часть из обеих концевых частей, по меньшей мере, некоторых из эластичных элементов, которые располагается вблизи бокового шва, не достигают положения бокового шва и заканчиваются в точке, расположенной внутри по отношению к боковому шву в поперечном направлении, и, таким образом, не содержащая эластичных элементов область образуется между боковым швом и концевой частью каждого из этих эластичных элементов.
В области, не содержащей эластичных элементов, не присутствует какой-либо адгезив для соединения эластичных элементов.
Краткое описание чертежей
[0009] Фиг. 1 представляет перспективное изображение, схематически иллюстрирующее натягиваемый одноразовый подгузник согласно варианту осуществления настоящего изобретения.
Фиг. 2 представляет вид сверху, схематически иллюстрирующий подгузник, проиллюстрированный на фиг. 1, в его открытом несжатом состоянии.
Фиг. 3 представляет изображение поперечного сечения, схематически иллюстрирующее поперечное сечение вдоль линии I-I на фиг. 1.
Фиг. 4 представляет вид сбоку, иллюстрирующий состояние, в котором подгузник, проиллюстрированный на фиг. 1, находится в состоянии ношения.
Фиг. 5 представляет частично вырезанное перспективное изображение схематически иллюстрирующий эластичный лист, используемый в качестве наружного покрытия подгузника, проиллюстрированного на фиг. 1.
Фиг. 6 представляет перспективное изображение схематически иллюстрирующий некоторые стадии изготовления подгузника, проиллюстрированного на фиг. 1.
Фиг. 7 представляет перспективное изображение, иллюстрирующее устройство, соответствующим образом используемое для образования боковых швов подгузника, проиллюстрированного на фиг. 1.
Фиг. 8(a)-8(c) представляют пояснительные диаграммы, демонстрирующие, как образуются боковые швы в то время, когда осуществляются резание и разделение непрерывного полотна подгузников посредством использования устройства, проиллюстрированного на фиг. 7.
Фиг. 9 представляет изображение (соответствующее фиг. 8(c)), иллюстрирующее еще один пример способа изготовления натягиваемого одноразового подгузника посредством использования устройства, проиллюстрированного на фиг. 7.
Фиг. 10 представляет схематическую диаграмму, иллюстрирующую другие листы, которые можно соответствующим образом использовать в качестве наружного покрытия подгузника, проиллюстрированного на фиг. 1.
Описание вариантов осуществления
[0010] Настоящее изобретение описывается ниже согласно его предпочтительным вариантам осуществления со ссылкой на чертежи. Как проиллюстрировано на фиг. 1-3, подгузник 1, который представляет собой натягиваемый одноразовый подгузник согласно варианту осуществления настоящего изобретения, причем данный натягиваемый одноразовый подгузник включает: абсорбирующий элемент 2; и наружное покрытие 3, которое располагается на не обращенной к коже стороне поверхности абсорбирующего элемента 2, и к которому прикрепляется абсорбирующий элемент 2; в котором пара боковых швов 4, 4, отверстие для талии 5, и пара отверстий для ног 6, 6 образуются посредством соединения обеих краевых частей 3F, 3F боковых сторон наружного покрытия 3 в переднем участке F, которые проходят в продольном направлении X, с соответствующими краевыми частями 3R, 3R боковых сторон наружного покрытия 3 в заднем участке R, которые проходят в продольном направлении X.
[0011] На виде сверху, на котором подгузник 1 находится в своем открытом несжатом состоянии, как проиллюстрировано на фиг. 2, подгузник 1 имеет продольное направление X, которое соответствует переднезаднему направлению пользователя, и поперечное направление Y, которое является перпендикулярным по отношению к продольному направлению X. Подгузник 1 имеет промежностный участок M который располагается в промежностной части пользователя, когда подгузник надевается, передний участок F, который располагается спереди от промежностного участка M в переднезаднем направлении пользователя, и задний участок R, который располагается сзади от промежностного участка M в переднезаднем направлении пользователя. Промежностный участок M представляет собой область, где выемки для образования соответствующих отверстий для ног 6, 6 образуются в соответствующих краевых частях боковых сторон в продольном направлении X.
[0012] Следует отметить, что, согласно настоящему описанию, “обращенная к коже поверхность” представляет собой поверхность одноразового подгузника или его составляющих элементов (таких как абсорбирующий элемент 2), которая обращена к коже пользователя, когда одноразовый подгузник надевается, в то время как “не обращенная к коже поверхность” представляет собой поверхность одноразового подгузника или его составляющих элементов, которая направлена в противоположную сторону относительно кожи пользователя, когда одноразовый подгузник надевается (т. е. в сторону одежды). “Продольное направление X” (т. е. направление длины) представляет собой направление длинных сторон одноразового подгузника или абсорбирующего элемента 2, который представляет собой его составляющий элемент, в то время как “поперечное направление Y” представляет собой поперечное направление одноразового подгузника или абсорбирующего элемента 2, который представляет собой его составляющий элемент.
[0013] Как проиллюстрировано на фиг. 2, абсорбирующий элемент 2 имеет продольно удлиненную форму, которая является относительно удлиненной в одном направлении (продольное направление X), и включает: лицевой лист 21, который образует обращенную к коже поверхность; изнаночный лист 22, который образует не обращенную к коже поверхность; и удерживающий жидкость абсорбирующий материал 23 расположенный таким образом, что он находится между двумя листами 21, 22. Абсорбирующий материал 23 имеет форму, удлиненную в направлении, которое представляет собой продольное направление X. Абсорбирующий элемент 2 присоединяется к центральной секции наружного покрытия 3 известным способом соединения (например, посредством адгезива) таким образом, что продольное направление абсорбирующего элемента 2 соответствует продольному направлению X подгузника 1 в его открытом несжатом состоянии (данное состояние проиллюстрировано на фиг. 2).
[0014] В качестве лицевого листа 21, изнаночного листа 22 и абсорбирующего материала 23, который составляет абсорбирующий элемент 2, оказывается возможным использование различных материалов, которые традиционно используются в области техники, к которой относится настоящее изобретение, без определенного ограничения. Например, что касается лицевого листа 21, оказывается возможным использование проницаемого для жидкостей листа, такого как листы различных нетканых полотен, которые подвергаются гидрофилизирующей обработке, или пористая пленка. Что касается изнаночного листа 22, оказывается возможным использование непроницаемого для жидкостей или водоотталкивающего материала. Примеры непроницаемых для жидкостей материалов, которые можно использовать, включают: полимерные пленки; микропористые влагопроницаемые полимерные пленки; и многослойные материалы, которые составляют полимерные пленки и нетканые полотна. Примеры водоотталкивающих материалов, которые можно использовать, включают: многослойные композитные нетканые полотна, такие как фильерные/полученные аэродинамическим способом из расплава/фильерные нетканые полотна; фильерные нетканые полотна; соединенные плавлением нетканые полотна; и воздухопроницаемые нетканые полотна. Что касается абсорбирующего материала 23, оказывается возможным использование материала, в котором содержится абсорбирующая сердцевина, изготовленная из абсорбирующих воду полимерных частиц и волокнистого материала, такого как целлюлозное волокно. Абсорбирующую сердцевину может покрывать обертывающий сердцевину лист, такой как тонкая бумага.
[0015] Как проиллюстрировано на фиг. 2, боковые манжеты 24, 24, каждую из которых составляет устойчивый к жидкостям/водоотталкивающий и воздухопроницаемый листовой материал, находятся на соответствующих боковых сторонах абсорбирующего элемента 2, которые проходят в продольном направлении X. Каждая боковая манжета 24 поднимается вследствие сжатия боковых эластичных элементов 25 манжеты, которые располагаются в растянутом состоянии вдоль свободного края боковой манжеты, и в результате этого предотвращается выход текучей среды наружу в поперечном направлении Y. В настоящем описании термин “открытое несжатое состояние” означает состояние, в котором боковые швы 4 раскрываются, приводя подгузник в открытое (развернутое) состояние, и эластичные элементы в различных частях открытого подгузника растягиваются таким образом, что подгузник расправляется, приобретая свой заданный размер (размер, который имеет подгузник в расправленном плоском состоянии, в котором полностью исчезает эффект эластичных элементов).
[0016] Наружное покрытие 3 включает эластичный лист 30, имеющий двухслойную структуру, которую составляют два листа 31, 32. Как проиллюстрировано на фиг. 2, продольный передний участок и продольные задние концевые части наружного покрытия 3, которое включает эластичный лист 30, сгибаются назад по направлению к обращенной к коже стороне поверхности, и многочисленные нитеобразные передние эластичные элементы для талии 51a и задние эластичные элементы для талии 51b соединяются и фиксируются в растянутом состоянии посредством адгезива между двумя наружными покрытиями 3, 3, представляющими собой два эластичных листа 30, 30, которые располагаются напротив друг друга при сгибании назад. По меньшей мере, обе концевые области каждого эластичного элемента для талии 51a, 51b соединяются и фиксируются посредством адгезива, и предпочтительно каждый эластичный элемент для талии соединяется и фиксируется посредством адгезива на протяжении всей длины в своем продольном направлении. Таким образом, образуются сборки для талии вдоль открытой концевой части отверстия для талии 5.
[0017] Боковые швы 4 образуются посредством соединения друг с другом обеих краевых частей наружного листа 31 и внутреннего листа 32, которые составляют наружное покрытие 3, в состоянии, в котором краевые части перекрываются, и каждое боковой шов включает соединенную плавлением часть 40, как проиллюстрировано на фиг. 3. Соединенная плавлением часть 40 образуется посредством соединения плавлением наружного покрытия 3, составляющего передний участок F, с наружным покрытием 3, составляющим задний участок R, в состоянии, в котором перекрываются соответствующие краевые части. Соединенная плавлением часть 40 проходит непрерывно в продольном направлении X подгузника 1. Термин “ соединенны плавлением й ” означает, что наружное покрытие 3, в котором содержится термопластический полимер, соединяется в своем расплавленном состоянии.
[0018] В боковом шве 4, имеющем соединенную плавлением часть 40, несоединенные части практически отсутствуют в секции, расположенной снаружи по отношению к соединенной плавлением части 40 в поперечном направлении Y подгузника 1. Это обеспечивает полезный эффект улучшения внешнего вида подгузника 1. Термин “практически отсутствует” не только означает, что совершенно отсутствует несоединенная часть в секции снаружи по отношению к соединенной плавлением части 40 в поперечном направлении Y, но также допускает присутствие несоединенной части, имеющей очень малую ширину (составляющую, например, 1 мм или менее), которая неизбежно образуется вследствие изменчивости и других факторов в отношении условий изготовления боковых швов.
[0019] Помимо того, что практически отсутствует несоединенная часть в боковом шве 4, оказывается предпочтительным, что является малой толщина T1 бокового шва (см. фиг. 3). За счет уменьшения толщины T1 бокового шва этот боковой шов 4 становится менее заметным, и подгузник 1 может приобретать внешний вид, напоминающий вид нижнего белья. Однако если толщина T1 является чрезмерно малой, прочность соединения бокового шва может становиться недостаточной, и боковой шов 4 может нежелательно разрываться в состоянии ношения подгузника 1. С вышеупомянутой точки зрения, толщина T1 бокового шва составляет предпочтительно 0,2 мм или более, предпочтительнее 0,25 мм или более, и предпочтительно 2 мм или менее, предпочтительнее 1,5 мм или менее, и, более конкретно, предпочтительно от 0,2 мм до 2 мм включительно, предпочтительнее от 0,25 мм до 1,5 мм включительно. Толщину бокового шва T1 можно измерять, осуществляя наблюдение в ненагруженном состоянии поперечного сечения бокового шва одного подгузника при увеличении от 50-кратного до 200-кратного с использованием микроскопа VHX-1000, производимого компанией Keyence, и т. д., в трех отдельных точках в продольном направлении; определение толщины секции, измеряемой в каждом поперечном сечении; и вычисление среднего значения толщин, измеряемых в трех точках.
[0020] Ниже подробно описывается предпочтительный способ изготовления боковых швов, имеющих вышеупомянутую форму.
[0021] Как описано выше, за счет изготовления менее заметного бокового шва 4, подгузник 1 может приобретать напоминающий нижнее белье внешний вид. Однако изготовление менее заметного бокового шва 4, как правило, снижает уровень удобства разрыва бокового шва 4 во время снятия подгузника 1. Таким образом, подгузник согласно настоящему изобретению имеет конструкцию, предназначенную для повышения уровня удобства во время разрыва бокового шва 4. Более конкретно, как проиллюстрировано на фиг. 4, концевая часть 52a, 52b, расположенная вблизи бокового шва 4 обеих концевых частей каждого из эластичных элементов для талии 51a, 51b, которые располагаются вдоль открытой концевой части отверстия для талии, не достигает положения бокового шва 4 и заканчивается в точке, расположенной внутри по отношению к боковому шву 4 в поперечном направлении Y. Таким образом, не содержащая эластичных элементов область 9a, 9b образуется между боковым швом 4 и концевой частью 52a, 52b каждого из этих эластичных элементов для талии 51a, 51b. Не содержащие эластичных элементов области 9a, 9b образуются в каждом из переднего участка F и заднего участка R подгузника 1 таким образом, что между ними располагается боковой шов 4. Каждая не содержащая эластичных элементов область 9a, 9b образуется только в продольной верхней области бокового шва 4.
[0022] В не содержащей эластичных элементов области 9a, 9b не присутствует адгезив для присоединения эластичных элементов для талии 51a, 51b к согнутой назад части наружного покрытия 3. Другими словами, в не содержащей эластичных элементов области 9a, 9b отсутствует эластичный элемент для талии 51a, 51b, а также отсутствует адгезив. В результате этого в не содержащей эластичных элементов области 9a, 9b, не образуется сборка вследствие сжатия эластичных элементов для талии 51a, 51b, и в состоянии ношения подгузника 1 не содержащая эластичных элементов область 9a, 9b сохраняет плоскую листовую форму наружного покрытия 3. С другой стороны, в областях, расположенных внутри в поперечном направлении Y по отношению к не содержащей эластичных элементов области 9a, 9b, эластичные элементы для талии 51a, 51b присоединяются в растянутом состоянии к наружному покрытию 3 посредством адгезива 11a, 11b, и, таким образом, образуются сборки вследствие сжатия эластичных элементов для талии 51a, 51b. Поскольку никакая сборка не образуется в не содержащей эластичных элементов области 9a, 9b, положение бокового шва 4 является легко видимым. Кроме того, толщина не содержащей эластичных элементов области 9a, 9b является небольшой, в то время как толщина в областях, расположенных внутри в поперечном направлении Y по отношению к не содержащей эластичных элементов области 9a, 9b является большой. Таким образом, разрываемая область может легко обнаруживаться посредством ощущения при касании. Следует отметить, что, как проиллюстрировано на фиг. 4, в областях, расположенных внутри в поперечном направлении Y по отношению к содержащим эластичных элементов областям 9a, 9b, адгезив 11a, 11b наносится периодически в продольном направлении X подгузника 1 в положениях, где находятся эластичные элементы 51a, 51b.
[0023] В не содержащей эластичных элементов области 9a, 9b сборка не образуется, и адгезив не наносится. Таким образом, когда подгузник 1 измеряется от наружной стороны наружного покрытия 3, светлота не содержащей эластичных элементов области 9a, 9b отличается от светлоты других областей, в частности, от светлоты области, прилегающий к не содержащей эластичных элементов области 9a, 9b. Светлота может выражаться, например, как значение L в системе представления цвета L-a-b. Значение L находится в интервале от 0 до 100, причем чем больше численное значение, тем выше светлота. Чтобы измерять значение L, искусственная кожа помещается под измеряемую секцию. Искусственная кожа имеет низкое значение L и темный цвет; таким образом, светлота L1 не содержащей эластичных элементов области 9a, 9b, т. е. области, в которой отсутствуют сборки, принимает низкое значение, и, таким образом, область выглядит темной, поскольку искусственная кожа может наблюдаться через данную область. С другой стороны, светлота L2 в области, в которой образуются сборки, и которая представляет собой область, прилегающая к не содержащей эластичных элементов области 9a, 9b, принимает высокое значение, и, таким образом, область выглядит яркой, поскольку сборки покрывают искусственную кожу. Таким образом, соотношение L2/L1 светлоты L1 не содержащей эластичных элементов области 9a, 9b и светлоты L2 области, прилегающей к не содержащей эластичных элементов области 9a, 9b, составляет более чем 1. По этой причине различной светлоты разрываемая область может легко обнаруживаться визуально. Кроме того, вследствие синергии и между этим различием светлоты и вышеупомянутым осязательным различием разрываемая область может обнаруживаться еще легче. Вышеупомянутое соотношение L2/L1 составляет предпочтительно 1,02 или более, предпочтительнее 1,04 или более, и предпочтительно 1,3 или менее, предпочтительнее 1,25 или менее, и, более конкретно, предпочтительно от 1,02 до 1,3 включительно, предпочтительнее от 1,04 до 1,25 включительно. Значение L светлоты измеряется следующим образом. Подгузник 1 в качестве измеряемого образца растягивается в 1,6 раза или 2,6 раза в направлении Y, и, в частности, в случае подгузника для взрослых этот подгузник растягивается в направлении Y до длина окружности 60 см или 100 см, посредством использования, в качестве базовых точек, концевой части с внутренней стороны, в поперечном направлении Y, каждого из левого и правого боковых швов 4. Затем искусственная кожа (продукт компании Beaulax Co., Ltd. под наименованием Bio Skin Plate, номер P001-001; цвет № 10) помещается на внутреннюю сторону подгузника 1. Спектральный дифференциальный колориметр помещается в плотном контакте с наружной стороной подгузника 1 без оставления какого-либо пространства между дифференциальным колориметром и измеряемой секцией в подгузнике 1 таким образом, что не поступает никакой внешний цвет. В качестве спектрального дифференциального колориметра можно использовать, например, портативный спектральный дифференциальный колориметр NF 333, изготовленный компанией Nippon Denshoku Industries Co., Ltd. Согласно настоящему варианту осуществления, оказывается предпочтительным, что соотношение L2/L1 составляет более чем 1 в одном из случаев или в обоих случаях, когда подгузник 1 растягивается в 1,6 раз или растягивается в 2,6 раза в направлении Y. Растяжение в 1,6 раза, как правило, соответствует степени растяжения в состоянии, в котором подгузник надевается пользователем, имеющим минимальный размер в пределах интервала допустимых размеров подгузника. Растяжение в 2,6 раза, как правило, соответствует степени растяжения в состоянии, в котором подгузник надевается пользователем, имеющим максимальный размер в пределах интервала допустимых размеров подгузника.
[0024] Кроме того, чтобы дополнительно улучшалась видимость бокового шва 4, согласно настоящему изобретению, по меньшей мере, в одном из переднего участка F и заднего участка R, по меньшей мере, концевая часть 52a, 52b, эластичного элемента для талии 51a, 51b, которая располагается вблизи бокового шва 4, и часть вблизи концевой части окрашиваются таким образом, что они имеют цвет, который отличается от фонового цвета переднего участка F или заднего участка R, в котором располагается данный эластичный элемент для талии 51a, 51b. Таким образом, помимо различия светлоты между не содержащая эластичных элементов областью 9a, 9b и областями, расположенными внутри в поперечном направлении Y по отношению к содержащей эластичных элементов областью 9a, 9b, также становится очевидным различие контрастности между эти областями, и вследствие синергии между этими различиями разрываемая область может обнаруживаться еще легче. Например, по меньшей мере, концевая часть 52a переднего эластичного элемента для талии 51a, который располагается в переднем участке F, и часть вблизи концевой части (предпочтительно вся область переднего эластичного элемента для талии 51a) окрашиваются таким образом, что они имеют цвет, который отличается от фонового цвета наружного покрытия 3, составляющего передний участок F. С другой стороны, что касается заднего участка R, по меньшей мере, концевая часть 52b заднего эластичного элемента для талии 51b, который располагается в заднем участке R, и часть вблизи концевой части (или вся область заднего эластичного элемента для талии 51b) могут окрашиваться или нет таким образом, что они имеют цвет, который отличается от фонового цвета наружного покрытия 3, составляющего задний участок R. В данном случае эластичные элементы для талии 51a, 51b, который окрашиваются таким образом, что они имеют цвет, который отличается от фонового цвета переднего участка F или заднего участка R, являются видимыми при наблюдении снаружи подгузника 1, т. е. являются видимыми через наружное покрытие 3 которое удерживает расположенные внутри эластичные элементы для талии 51a, 51b.
[0025] С точки зрения дополнительного улучшения видимости бокового шва 4, цветовое различие между цветом эластичного элемента для талии 51a, 51b и фоновым цветом наружного покрытия 3, которое выражается как разность значения a наружного покрытия и значения a эластичного элемента, составляет предпочтительно 10 или более, предпочтительнее 15 или более.
[0026] Кроме того, с точки зрения дополнительного улучшения видимости бокового шва 4, оказывается предпочтительным, что цвет переднего эластичного элемента для талии 51a, который располагается в переднем участке F, отличается от цвета заднего эластичного элемента для талии 51b, который располагается в заднем участке R. Помимо того, что соответствующие цвета эластичных элементов 51a, 51b отличаются друг от друга, оказывается предпочтительным, что цвета эластичных элементов отличаются от фонового цвета наружного покрытия 3.
[0027] Эластичный лист 30, составляющий вышеупомянутый наружное покрытие 3, имеет структуру, в которой нитеобразные эластичные волокна присоединяются к поверхности растяжимого волокнистого слоя, который составляют, главным образом, неэластичные волокна. Согласно настоящему варианту осуществления, как проиллюстрировано на фиг. 5, эластичный лист 30 включает два листа, в том числе наружный лист 31 и внутренний лист 32, и многочисленные нитеобразные эластичные волокна 33, расположенные между листами 31, 32. Каждый из листов 31, 32 представляет собой “растяжимый волокнистый слой, который составляют, главным образом, неэластичные волокна” (хотя неэластичные волокна не проиллюстрированы на фиг. 5). Процентное содержание неэластичных волокон в каждом из листов 31, 32, которые составляют, главным образом, неэластичные волокна, составляет предпочтительно 90 мас.% или более и предпочтительнее 91 мас.% или более, причем оно может составлять 100 мас.%. Как проиллюстрировано на фиг. 2 и 3, лист 31 образует наружную поверхность подгузника 1, а лист 32 образует внутреннюю поверхность подгузника 1. Эластичные волокна 33 проходят в поперечном направлении Y подгузника 1. Хотя это не проиллюстрировано на фиг. 1 и 2, эластичные волокна 33 находятся, по меньшей мере, в расположенной ниже талии области подгузника 1, причем они предпочтительно находятся во всей области в продольном направлении X подгузника 1. Эластичные волокна 33 присутствуют в практически нерастянутом состоянии.
[0028] Оба листа (наружный лист 31 и внутренний лист 32) являются растяжимыми. Листы 31, 32 являются растяжимыми в поперечном направлении Y, которое представляет собой направление, в котором проходят эластичные волокна 33. Здесь термин “растяжимый” распространяется на (a) случаи, в которых сами составляющие волокна листов 31, 32 являются растяжимыми; и (b) случаи, в которых составляющие волокна сами не являются растяжимыми, но листы 31, 32, в целом, являются растяжимыми, например, в результате разделения волокон, которые были соединены в точках пересечения, соединения и другого связывания волокон и возникающего в результате структурного изменения трехмерной структуры, образованной волокнами, или разрыва составляющих волокон.
[0029] Наружный лист 31 и внутренний лист 32 могут быть растяжимыми в своем исходном текстильном состоянии перед соединением эластичных волокон 33. В качестве альтернативы, листы 31, 32 могут представлять собой листы, которые не являются растяжимыми в своем исходном текстильном состоянии перед соединением эластичных волокон 33, но приобретают растяжимость посредством обработки, таким образом, что они становятся растяжимыми после соединения эластичных волокон 33. Примеры конкретных способов придания листам растяжимости представляют собой термическая обработка, растяжение между валиками, растяжение посредством зацепления между зубцами и выемками или между шестернями, и деформационное растяжение с помощью натяжной рамы. В целях предпочтительного способа изготовления эластичного листа 30, который подробно описывается ниже, оказывается предпочтительным, что листы 31, 32 не являются растяжимыми в своем исходном текстильном состоянии, с точки зрения того, чтобы возможность перемещения листов 31, 32 улучшалась в процессе присоединения плавлением эластичных волокон 33 к листам 31, 32.
[0030] Наружный лист 31 и внутренний лист 32 являются растяжимыми и практически неэластичными. Здесь термин “эластичный” означает характеристику возможности растяжения и сокращения после исчезновения растягивающей силы. У листов 31, 32 эта характеристика отсутствует. Если листы 31, 32 являются эластичными, листы должны содержать волокна, включающие эластичный полимер, в качестве своих составляющих волокон. Однако волокна, включающие эластичный полимер, как правило, проявляют липкость, которая может ухудшать текстуру нетканого полотна. Таким образом, согласно настоящему варианту осуществления, листы 31, 32 являются практически неэластичными, что предотвращает ухудшение текстуры.
[0031] Эластичные волокна 33 образуются посредством растяжения эластичного полимера в его расплавленном или размягченном состоянии, как подробно описано ниже. Многочисленные эластичные волокна 33 являются практически непрерывными на протяжении всей длины эластичного листа 30, т. е. на протяжении всей длины наружного покрытия 3 в поперечном направлении Y. Многочисленные эластичные волокна 33 располагаются таким образом, что они проходят в одном направлении, т. е. в поперечном направлении Y, и в результате этого они не пересекаются друг с другом. Следует отметить, что, согласно настоящему изобретению, допускается непреднамеренное пересечение эластичных волокон 33, вызванное неизбежной изменчивостью условий изготовления эластичного листа 30. Эластичные волокна 33 могут проходить прямолинейно, или они проходят извилистым образом, при том условии, что они не пересекаются друг с другом.
[0032] Как описано выше, эластичные волокна 33 присоединяются к наружный лист 31 и внутренний лист 32 в практически нерастянутом состоянии. Поскольку эластичные волокна 33 не растягиваются, эластичный лист 30 имеет преимущества, заключающиеся в том, что не возникает релаксация (ползучесть), которую вызывает растяжение, и что эластичность не ухудшается после обработки, такой как растяжение, и в процессе хранения исходного текстильного материала, полученного в результате соединения эластичных волокон 33 в листы 31, 32. Кроме того, не возникает деформация в свернутом исходном текстильном материале. Если, например, эластичные волокна 33 присоединяются к листам 31, 32 после растяжения в два раза по отношению к их исходной длине, а затем волокна возвращаются в состояние, в котором их длина составляет 1,3-кратную исходную длину, то из этого состояния волокна могут быть растянуты только до 1,7-кратной исходной длины. С другой стороны, преимущество соединения эластичных волокон в нерастянутом состоянии заключается в том, что становится возможным растяжение до такой степени, до которой могут растягиваться листы 31, 32, или до максимальной степени растяжения эластичных волокон 33, поскольку исходное состояние для растяжения эластичного листа отличается от вышеупомянутого случая.
[0033] Диаметр эластичного волокна 33 не ограничивается определенным образом, но с точки зрения обеспечения баланса между текстурой эластичного листа 30 и способностью производства эластичных волокон 33 их диаметр составляет предпочтительно 10 мкм или более и предпочтительнее 20 мкм или более, и предпочтительно 200 мкм или менее и предпочтительнее 130 мкм или менее, и, более конкретно, предпочтительно от 10 до 200 мкм включительно и предпочтительнее от 20 до 130 мкм включительно.
[0034] Поперечное сечение эластичного волокна 33 может быть круглым, но в некоторых случаях оно может быть эллиптическим. Например, в тех случаях, где эластичный лист 30 изготавливается согласно способу, описанному в японской патентной заявке № 2008-17912 A, который представляет собой предпочтительный способ изготовления эластичных листов, поперечное сечение эластичных волокон 33, как правило, является эллиптическим. В таких случаях в эластичном листе 30 оказывается предпочтительным расположение эластичных волокон 33 таким образом, что главная ось эллиптической формы проходит в таком же направлении, как направление плоскости эластичного листа 30, и малая ось проходит в таком же направлении, как направление толщины эластичного листа 30.
[0035] С точки зрения придания эластичному листу 30 достаточной эластичности и превосходной текстуры, близкой к текстуре ткани, шаг между прилегающими эластичными волокнами 33, 33 (т. е. расстояние между соответствующими центрами прилегающих эластичных волокон) составляет предпочтительно 0,1 мм или более и предпочтительнее 0,4 мм или более, и предпочтительно 5 мм или менее и предпочтительнее 1 мм или менее, и, более конкретно, предпочтительно от 0,1 до 5 мм включительно и предпочтительнее от 0,4 до 1 мм включительно, при том условии, что диаметр эластичного волокна 33 находится в вышеупомянутом интервале.
[0036] В эластичном листе 30 многочисленные эластичные волокна 33 присоединяются к наружному листу 31 и внутреннему листу 32 на протяжении всей их длины. Здесь выражение “присоединяются на протяжении всей их длины” не требует, чтобы все волокна (составляющие волокна в листах 31, 32), находящиеся в контакте с эластичными волокнами 33, присоединялись к эластичным волокнам 33, но означает, что эластичные волокна 33 и составляющие волокна (неэластичные волокна) листов 31, 32 соединяются таким образом, что в эластичных волокнах 33 отсутствуют нежелательно образованные несоединенные секции. Поскольку эластичные волокна 33 присоединяются к листам 31, 32 на протяжении всей их длины, сила для присоединения эластичных волокон 33 к листам 31, 32 может увеличиваться в достаточной степени. В результате этого эластичные волокна 33 оказываются менее склонными к отслаиванию от листов 31, 32, даже если эластичный лист 30 натягивается и удлиняется. Если эластичные волокна 33 отслаиваются от листов 31, 32, будут образовываться промежутки между эластичными волокнами 33 и листами 31, 32 в естественном состоянии (состояние релаксации), и вероятным становится образование складок в эластичном листе 30, которые будут нарушать ощущение целостности всего эластичного листа 30.
[0037] В эластичном листе 30 некоторые из многочисленных неэластичных волокон, которые содержатся в наружном листе 31 и внутреннем листе 32, соединяются плавлением с эластичными волокнами 33 и скрываются в них. Все или некоторые неэластичные волокна, которые существуют на периферии каждого эластичного волокна 33, могут скрываться в эластичном волокне 33. Здесь термин “скрытый” означает состояние, в котором, в точке пересечения неэластичного волокна и эластичного волокна 33, часть неэластичного волокна, существующая в точке пересечения, погружается в часть эластичного волокна 33, существующую в данной точке пересечения. Таким образом, состояние, в котором соответствующие поверхности неэластичного волокна и эластичного волокна 33 соединяются друг с другом вдоль линии или в точке, не считается имеющим значение “скрытый” согласно настоящему изобретению. Кроме того, с точки зрения улучшения прочности соединения между неэластичными волокнами и эластичными волокнами 33, оказывается предпочтительным, что неэластичное волокно скрывается в эластичном волокне 33 в такой степени, которая составляет более чем или равняется половине диаметра волокна.
[0038] Поскольку эластичные волокна 33 и неэластичные волокна, которые содержатся в наружном листе 31 и внутреннем листе 32, соединяются в вышеупомянутом состоянии, прочность соединения между эластичные волокна 33 и листы 31, 32 увеличивается, и отслаивание с меньшей вероятностью происходит между эластичными волокнами и листами, когда эластичный лист 30 растягивается. В результате этого, когда эластичный лист 30 растягивается, листы 31, 32 растягиваются с хорошей чувствительностью согласно растяжению эластичных волокон 33, таким образом, обеспечивая полезный эффект, заключающийся в том, что эластичному листу 30 придается превосходная эластичность. Кроме того, поскольку эластичные волокна 33 и неэластичные волокна, которые содержатся в листах 31, 32, соединяются в вышеупомянутом состоянии, эластичные волокна 33 находятся в тесном контакте с листами 31, 32, и, таким образом, становятся менее ощутимыми различия толщины между секциями, где присутствуют эластичные волокна 33, и секциями, где они отсутствуют, таким образом, обеспечивая полезный эффект, заключающийся в том, что эластичному листу 30 придается превосходная текстура.
[0039] Посредством изготовления эластичного листа 30 согласно способу, описанному в японской патентной заявке № 2008-17912 A, который представляет собой предпочтительный способ изготовления эластичного листа 30, может быть получено “состояние, в котором неэластичные волокна соединяются плавлением с эластичными волокнами 33 и скрываются в них”. Согласно данному способу изготовления, никакое тепло не воздействует на листы, 31, 32, но эластичные волокна 33 которые получаются посредством прядения из расплава, присоединяются плавлением к листам 31, 32 перед тем, как эластичные волокна затвердевают. Таким образом, только волокна, которые находятся на периферии эластичных волокон 33, соединяются с эластичными волокнами 33, а волокна, которые располагаются дальше, сохраняют текстуру листу 31, 32, таким образом, обеспечивая преимущество сохранения превосходной текстуры эластичного листа 30.
[0040] Как описано выше, в эластичном листе 30 соединение эластичных волокон 33 с листами31, 32 достигается посредством присоединения плавлением волокон (неэластичных волокон), составляющих листы 31, 32, к эластичным волокнам 33 в состоянии, в котором они являются скрытыми в эластичных волокнах 33; таким образом, соединение достигается не посредством использования адгезива, такого как термоплавкий адгезива. Таким образом, никакой адгезив не присутствует между листами 31, 32 (растяжимыми волокнистыми слоями, состоящими, главным образом, из неэластичных волокон) и соединенными с ними эластичными волокнами 33.
[0041] Эластичный лист 30 является эластичным в направлении, которое представляет собой направление (поперечное направление Y), в котором проходят эластичные волокна 33. Эластичность эластичного листа 30 обеспечивается за счет эластичности эластичных волокон 33. Когда эластичный лист 30 растягивается и удлиняется в том же направлении, как направление, в котором проходят эластичные волокна 33, эти эластичные волокна 33 и листы 31, 32 являются растянутыми. Когда растяжение/удлинение эластичного листа 30 прекращается, эластичные волокна 33 сжимаются, и, в соответствии с этим сжатием, листы 31, 32 возвращаются в свое состояние, существовавшее до их растяжения и удлинения. Кроме того, в эластичном листе 30, отсутствуют какие-либо другие эластичные волокна, соединенные в состоянии, перпендикулярном по отношению к эластичным волокнам 33, и, таким образом, когда эластичный лист 30 растягивается и удлиняется в поперечном направлении Y, которое представляет собой направление, в котором проходят эластичные волокна 33, эластичный лист 30 растягивается, и при этом редко возникает так называемая “поперечная усадка”, при которой эластичный лист 30 сокращается в поперечном направлении Y.
[0042] Материалы, из которых образуется эластичный лист 30, будут описаны ниже. Неэластичные волокна, которые являются практически неэластичными, используются в качестве волокон, составляющих наружный лист 31 и внутренний лист 32 (растяжимые волокнистые слои, состоящие, главным образом, из неэластичных волокон), и соответствующие конкретные примеры представляют собой волокна, которые составляют полиэтилен (PE), полипропилен (PP), сложные полиэфиры, такие как полиэтилентерефталат (PET) или полибутилентерефталат (PBT), и полиамиды. Волокна, составляющий листы 31, 32, могут представлять собой короткие волокна или длинные волокна, и они могут быть гидрофильными или водоотталкивающими. Кроме того, можно использовать сопряженные волокна, такие как содержащие сердцевину и оболочку волокна или содержащие параллельные составляющие волокна, расщепленные волокна, имеющие модифицированное поперечное сечение волокна, гофрированные волокна или термоусадочные волокна. Можно использовать индивидуально волокна одного типа, или можно использовать в сочетании волокна двух или более типов.
[0043] Каждый лист (наружный лист 31 и внутренний лист 32) может представлять собой нетканое полотно, которое составляют непрерывные волокна или короткие волокна. В частности, с точки зрения изготовления толстого и объемного эластичного листа 30, оказывается предпочтительным, что листы 31, 32 представляют собой нетканые полотна, состоящие из коротких волокон. Примерные нетканые полотна представляют собой воздухопроницаемые нетканые полотна, термоламинированные нетканые полотна, гидросплетенные нетканые полотна, фильерные нетканые полотна и полученные аэродинамическим способом из расплава нетканые полотна. Лист 31 и лист 32 могут относиться к одному типу, или они могут относиться к различным типам. Здесь “листы одного типа” означают листы, в которых, например, являются одинаковыми процессы изготовления листов, типы составляющих листы волокон, диаметр и длина составляющих волокон, толщина и поверхностная плотность листов. Если различаются одно или несколько из данных условий, то листы представляют собой “листы различных типов”.
[0044] Оказывается предпочтительным, что составляющие волокна (неэластичные волокна) в каждом из наружного листа 31 и внутреннего листа 32 включают, по меньшей мере, два компонента, в том числе легкоплавкий компонент и тугоплавкий компонент. В таких случаях составляющие волокна соединяются друг с другом в соответствующих точках пересечения посредством соединения плавлением, по меньшей мере, легкоплавкого компонента. Примерное предпочтительное содержащее сердцевину и оболочку сопряженное волокно, состоящее, по меньшей мере, из двух компонентов, включая легкоплавкий компонент и тугоплавкий компонент, представляет собой волокно, в котором сердцевина представляет собой имеющий высокую температуру плавления PET или PP, а оболочка представляет собой имеющий низкую температура плавления PET, PP или PE. Использование таких сопряженных волокон оказывается особенно предпочтительным, поскольку соединение плавлением с эластичными волокнами 33 становится прочным, а также уменьшается вероятность расслаивания между ними.
[0045] Толщина каждого из наружного листа 31 и внутреннего листа 32 составляет предпочтительно 0,05 мм или более и предпочтительнее 0,1 мм или более, и предпочтительно 5 мм или менее и предпочтительнее 1 мм или менее, и, более конкретно, предпочтительно от 0,05 до 5 мм включительно и предпочтительнее от 0,1 до 1 мм включительно. Толщину каждого листа можно определять, осуществляя сначала помещение измеряемого листа между плоскими пластинами под нагрузкой 0,5 сН/см2; наблюдение поперечного сечения этого листа при увеличении от 50 раз до 200 раз в микроскоп VHX-1000, изготовленный компанией Keyence, или аналогичный прибор, в трех отдельных точках в продольном направлении одного подгузника и измерение толщины каждого поперечного сечения; и вычисление среднего значения толщины, измеренной в трех точках. Кроме того, с точки зрения текстуры, толщины и эстетичности конструкции, поверхностная плотность каждого листа 31, 32 составляет предпочтительно 3 г/м2 или более и предпочтительнее 5 г/м2 или более, и предпочтительно 100 г/м2 или менее и предпочтительнее 30 г/м2 или менее, и, более конкретно, предпочтительно от 3 до 100 г/м2 включительно и предпочтительнее от 5 до 30 г/м2 включительно.
[0046] С точки зрения эластичности, текстуры, толщины и стоимости, поверхностная плотность многочисленных эластичных волокон 33, расположенных между листами 31, 32 (поверхностная плотность эластичного волокнистого слоя) составляет предпочтительно 3 г/м2 или более и предпочтительнее 4 г/м2 или более, и предпочтительно 30 г/м2 или менее и предпочтительнее 15 г/м2 или менее, и, более конкретно, предпочтительно от 3 до 30 г/м2 включительно и предпочтительнее от 4 до 15 г/м2 включительно.
[0047] Материал для эластичного волокна 33 представляет собой, например, термопластический эластомер или каучук. В частности, посредством использования термопластического эластомера в качестве материала, становится возможным прядение из расплава с помощью экструдер, как в случае обычных термопластических полимеров. Кроме того, эластичные волокна, полученные в результате этого, могут легко подвергаться соединению плавлением, и, таким образом, они являются подходящими для эластичного листа 30. Примерные термопластические эластомеры представляют собой эластомеры на основе стирола, такие как SBS (стирол-бутадиен-стирол), SIS (стирол-изопрен-стирол), SEBS (стирол-этилен-бутадиен-стирол), и SEPS (стирол-этилен-пропилен-стирол); эластомеры на основе олефинов (эластомеры на основе сополимеров этилена и α-олефинов или эластомеры на основе сополимеров пропилена, содержащих этилен, бутен, октен и т. д.); эластомеры на основе сложных полиэфиров; и эластомеры на основе полиуретана. Можно использовать индивидуально эластомер одного типа, или можно использовать в сочетании эластомеры двух или более типов. Кроме того, можно использовать сопряженные волокна, состоящие из вышеупомянутых полимеров, которые образуют сердцевину и оболочку или параллельные компоненты.
[0048] Отличительные характеристики, описанные в японской патентной заявке № 2008-17912, применяются соответствующим образом как отличительные характеристики в отношении эластичного листа 30, который не представляет собой описанные выше листы.
[0049] Как описано выше, каждой эластичное волокно 33 проходит на протяжении всей длины подгузника 1 в поперечном направлении Y, и, таким образом, концевая часть каждого эластичного волокна 33 достигает бокового шва 4. Таким образом, эластичные волокна 33 присутствуют в вышеупомянутых не содержащей эластичных элементов области 9a, 9b. Однако эластичные волокна 33 не соединяются и не фиксируются посредством адгезива, и, таким образом, эластичные волокна 33 не представляют собой цель, для которой определяется присутствие/отсутствие в не содержащей эластичных элементов области 9a, 9b. Только эластичные элементы, которые соединяются посредством адгезива, представляют собой цель, для которой определяется присутствие/отсутствие в не содержащей эластичных элементов области 9a, 9b.
[0050] Подгузник 1 согласно настоящему варианту осуществления может быть соответствующим образом изготовлен, например, с использованием способа изготовления, который описывается ниже. Способ изготовления подгузника 1 согласно настоящему варианту осуществления включает следующие стадии: получение многослойного непрерывного наружного покрытия посредством нанесения непрерывного наружного покрытия на сторону переднего участка F и непрерывного наружного покрытия на сторону заднего участка R; и образование бокового шва 4 посредством плавления и вырезания секции, в многослойном непрерывном наружном покрытии, где должен быть образован боковой шов 4.
[0051] Сначала, как проиллюстрировано на фиг. 6, абсорбирующие элементы 2, которые изготавливаются отдельно, используя обычный способ, периодически располагаются и фиксируются на внутреннем листе 32 непрерывного наружного покрытия 3 (непрерывный эластичный лист 30; имеющее ленточную форму наружное покрытие), которое непрерывно поступает с катушки исходного текстильного материала (не проиллюстрировано на чертежах). Адгезив, такой как термоплавкий адгезив, наносится заблаговременно на каждый абсорбирующий элемент 2 и/или внутренний лист 32, и каждый абсорбирующий элемент 2 прикрепляется к наружному покрытию 3 (внутреннему листу 32) посредством адгезива. Параллельно расположению абсорбирующих элементов 2, многочисленные эластичные элементы для талии 51a, 51b располагаются на обеих боковых сторонах 3a, 3a непрерывного наружного покрытия 3 и проходят в поперечном направлении (в направлении обработки MD) в растянутом состоянии, где эластичные элементы растягиваются до заданной степень растяжения. Во время введения эластичных элементов для талии 51a, 51b термоплавкий адгезив наносится непрерывно или периодически на протяжении всей длины каждого эластичного элемента для талии 51a, 51b посредством устройства для нанесения адгезива (не проиллюстрировано на чертежах). Однако следует отметить, что нанесение адгезива регулируется таким образом, что эластичные элементы для талии 51a, 51b не присоединяются ни к наружному листу 31, ни к внутреннему листу 32 в секции 110C, где должен быть образован боковой шов, который описывается далее.
[0052] Далее, как проиллюстрировано на фиг. 6, отверстия для ног LH образуются в заданных секциях непрерывного наружного покрытия 3, в котором располагаются абсорбирующие элементы 2 и эластичные элементы для талии 51a, 51b. Эта стадия образования отверстий для ног может осуществляться с использованием приспособлений, аналогичных традиционным приспособлениям, которые используются в способах изготовления изделий этих типов, таких как вращающиеся ножи или лазерные ножи. Следует отметить, что отверстия для ног могут образовываться перед расположением абсорбирующих элементов 2, но не после их расположения согласно настоящему варианту осуществления.
[0053] Далее непрерывный наружное покрытие 3 складывается в поперечном направлении (направление, перпендикулярное по отношению к продольному направлению непрерывного наружного покрытия 3) таким образом, что сторона переднего участка F и сторона заднего участка R накладываются друг на друга. Более конкретно, как проиллюстрировано на фиг. 6, после фиксации эластичных элементов для талии 51 посредством сгибания назад обеих боковых сторон 3a, 3a непрерывного наружного покрытия 3, которые проходят в продольном направлении (направление перемещения или машинное направление MD), таким образом, что они покрывают эластичные элементы 51, наружное покрытие 3 складывается пополам, вместе с абсорбирующими элементами 2, в поперечном направлении CD. Таким образом, непрерывной наружное покрытие на стороне переднего участка F и непрерывное наружное покрытие на стороне заднего участка R накладываются друг на друга. Продольное направление (направление перемещения или машинное направление MD) непрерывного наружного покрытия 3 соответствует поперечному направлению Y подгузника 1, а поперечное направление CD (перпендикулярное машинному направление) непрерывного наружного покрытия 3 соответствует продольному направлению X подгузника 1. Таким образом, получается непрерывное полотно подгузников 110 (многослойное непрерывное наружное покрытие), в котором многочисленные заготовки подгузников (натягиваемые одноразовые подгузники, в которых еще отсутствует пара боковых швов 4, 4) выстраиваются непрерывно в одном направлении (поперечное направление Y).
[0054] Далее непрерывное полотно подгузников 110 расплавляется и разрезается в секции 110C, где должен быть образован боковой шов, и в результате этого образуется боковой шов 4. Фиг. 7 иллюстрирует лазерное устройство для плавления/резания 120, которое соответствующим образом используется для образования боковых швов 4. Посредством использования данного устройства 120 оказывается возможным успешное образование боковых швов 4, в котором практически ни одна несоединенная часть не присутствует в секции, расположенной снаружи по отношению к соединенной плавлением части 40 в поперечном направлении Y, и в котором боковой шов 4 имеет небольшую толщину.
[0055] Данный способ образования бокового шва 4 посредством использования лазерного устройства для плавления/резания 120 проиллюстрированный на фиг. 7 представляет способ для образования боковых швов 4, причем каждый из них включает соединенную плавлением часть 40 (см. фиг. 3), изготовленную путем соединения плавлением обеих краевых частей боковых сторон переднего участка F наружного покрытия 3 с соответствующими краевыми частями боковых сторон заднего участка R наружного покрытия 3 в состоянии, в котором краевые части перекрываются, причем:
по меньшей мере, некоторые из листов, составляющих наружное покрытие 3, включают полимерный материал; и
способ изготовления включает стадию образования соединенной плавлением части 40, на которой осуществляются: изготовление одной поверхности многослойного листа, в котором обе краевые части боковых сторон переднего участка F наружного покрытия 3 и соответствующие краевые части боковых сторон заднего участка R наружного покрытия 3 перекрываются, прижимаясь к опорному элементу, который имеет светопроницаемая секция, через которую может проходить лазерный луч; и облучение, со стороны опорного элемента через светопроницаемую секцию, многослойного листа, который находится в сжатом состоянии, лазерным излучением, которое имеет такую длину волны, что оно поглощается листами, составляющими многослойный лист, и которое заставляет листы производить тепло; и, таким образом, резание и разделение многослойный лист и, одновременно, присоединение плавлением отрезанных краевых частей, в сжатом наружном покрытии 3, которое было образовано посредством вышеупомянутого резание/разделения. Данный способ описывается ниже со ссылкой на фиг. 7.
[0056] Как проиллюстрировано на фиг. 7, лазерное соединительное устройство 120 составляют: полый цилиндрический валик 123, который приводится во вращение в направлении стрелки A и который имеет цилиндрический (кольцевой) опорный элемент 121; облучающая головка 135, которая располагается в полой секции опорного элемента 121 и которая выпускает лазерный луч 130; и прижимное устройство ленточного типа 126, которое включает бесконечную прижимную лента 124 (прижимной элемент), служащую в качестве прижимного приспособления, и многочисленные валики 125a, 125b, 125c, которые вращаются в состоянии, в котором прижимная лента 124 соединяет валики. Лазерное соединительное устройство 120 включает регулирующий натяжение механизм (не проиллюстрировано на чертежах), который может увеличивать/уменьшать и регулировать натяжение прижимной ленты 124, которая проходит над наружной периферической поверхностью кольцевого опорного элемента 121 (периферическая поверхностная секция цилиндрического валика 123). Посредством регулирования натяжения давление, прилагаемое к непрерывному полотну подгузников 110 (многослойный лист) опорным элементом 121 и прижимной лентой 124, может регулироваться по мере необходимости. Непрерывное полотно подгузников 110 представляет собой исходный материал для изготовления подгузников 1 согласно настоящему варианту осуществления и изготавливается образом, что многочисленные подгузники 1 выстраиваются непрерывно в поперечном направлении Y. В данном непрерывном полотне подгузников 110 в подлежащей отрезанию/отделению секции 110C и в окружающих ее областях эластичные элементы для талии 51a, 51b не присоединяются к наружному покрытию 3 и находятся в несоединенном состоянии.
[0057] Опорный элемент 121 образует периферическую поверхностную секцию (секция, которая прижимается к заготовке цилиндрического валика 123, и зажимается и фиксируется между образующими пару кольцевыми рамочными элементами 122, 122, и образуются соответствующая левая и правая краевые части боковых сторон цилиндрического валика 123. Опорный элемент 121 составляет, например, один кольцевой элемент, имеющий такую же длину, как длина окружности кольцевых рамочных элементов 122, и он изготовлен из металлического материала, такого как железо, алюминий, нержавеющая сталь или медь, или жаропрочный материал, такой как керамический материал.
[0058] Опорный элемент 121 имеет светопроницаемые секции через который может проходить лазерный луч. Опорный элемент 121 имеет, в качестве светопроницаемых секций, щелеобразные отверстия 127, которые пронизывают опорный элемент 121 в направлении толщины. Каждое отверстие 127 является прямоугольным на виде сверху, и многочисленные отверстия 127 образуются с заданными интервалами между ними в окружном направлении цилиндрического опорного элемента 121, таким образом, что продольное направление отверстия 127 соответствует поперечному направлению опорного элемента 121 (т. е. направление, параллельное по отношению к оси вращения цилиндрического валика 123). Опорный элемент 121 обеспечивает, что лазерный луч проходит через отверстия 127, но не допускается прохождение (пропускание) лазерного луча в секциях, не представляющих собой отверстия 127. Способы образования отверстий 127 в опорном элементе 121 включают: (1) способ изготовления отверстий 127, согласно которому осуществляется, например, травление, перфорация или лазерная обработка, в заданных секциях опорного элемента 121; а также (2) способ, включающий использованием многочисленных изогнутых прямоугольных элементов в качестве опорного элемента 121 вместо единственного кольцевого элемента и расположение этих элементов между образующими пару рамочными элементами 122, 122, между которыми остаются заданные промежутки в окружном направлении рамочных элементов 122. Согласно способу (2), промежуток между двумя прилегающими элементами представляет собой щелеобразное отверстие 127.
[0059] Следует отметить, что, в данном лазерном соединительном устройстве 120, щелеобразное отверстие 127, которое пронизывает опорный элемент 121 в направлении толщины, представляет собой светопроницаемую секцию, через которую может проходить лазерный луч. Таким образом, секция непрерывного полотна подгузников 110, которая перекрывает отверстие 127, т. е. подлежащая отрезанию/отделению секция 110C, прижимается прижимной лентой 124, но не находится между опорным элементом 121 и прижимной лентой 124. Таким образом, строго говоря, на подлежащую отрезанию/отделению секцию 110C не действует сжимающее усилие, создаваемое посредством помещения между элементами 121, 124. Даже несмотря на то, что подлежащая отрезанию/отделению секция, перекрывающая отверстие 127, не находится между элементами 121, 124, ее окрестность, т. е. секции непрерывного полотна подгузников 110, которые перекрывают окрестность отверстия 127, содержат между собой элементы 121, 124. Таким образом, подлежащая отрезанию/отделению секция не перемещается до и после воздействия лазерного луча, и, таким образом, отрезанные краевые части, которые образуются посредством резания/разделения непрерывного полотна подгузников 110 при воздействии лазерного луча, не перемещаются. Другими словами, подлежащая отрезанию/отделению секция в непрерывном полотне подгузников 110 представляет собой секцию, которую ограничивает сжимающее усилие, создаваемое посредством помещения между элементами 121, 124, и представляет собой секцию, на которую фактически воздействует сжимающее усилие.
[0060] Прижимное устройство ленточного типа 126 составляют: бесконечная прижимная лента 124; и три валика 125a, 125b, 125c, которые вращаются в состоянии, в котором прижимная лента 124 соединяет валики. Валики 125a, 125b, 125c могут представлять собой ведущие валики, или они могут представлять собой приводные валики, которые следуют за вращением цилиндрического валика 123. Когда один или несколько из валиков 125a, 125b, 125c приводятся во вращение, прижимная лента 124 движется с такой же скоростью, как цилиндрический валик 123 (опорный элемент 121). Оказывается предпочтительным, что опорный элемент 121 и прижимная лента 124 поддерживаются в пределах заданного температурного интервала посредством воздушного охлаждения, водяного охлаждения и т. п.
[0061] В качестве прижимной ленты 124 может быть использована изготовленная из металла или полимера лента, обладающая термостойкостью, которая может выдерживать тепло, выделяющееся в процессе обработки, и это может быть, например, лента, изготовленная из металлического материала, такого как железо, алюминий или нержавеющая сталь. Кроме того, в качестве прижимной ленты 124 используется, как правило, лента, которая не пропускает лазерный луч, направляемый на непрерывное полотно подгузников 110, которое представляет собой заготовку, но, в качестве альтернативы, может быть использована лента, имеющая такую пропускающую способность.
[0062] Как проиллюстрировано на фиг. 7, в полой секции полого цилиндрического валика 123 (опорного элемента 121) присутствует облучающая головка 135, которая выпускает лазерный луч 130 по направлению к опорному элементу 121, образующему периферическую поверхностную секцию цилиндрического валика 123. Облучающая головка 135 представляет собой гальваносканер, который может обеспечивать свободное сканирование лазерного луча 130 и включает, например, механизм, который заставляет лазерный луч 130 перемещаться вперед и назад в направлении, параллельном по отношению к оси вращения цилиндрического валика 123; механизм для перемещения, в окружном направление цилиндрического валика 123, положения (точки облучения), в которой лазерный луч 130 падает на непрерывное полотно подгузников 110 на опорном элементе 121; и механизм, который сохраняет постоянным диаметр пятна лазерного луча 130 на периферической поверхности цилиндрического валика 123. В такой конфигурации механизм лазерного облучения может перемещать точку облучения лазерным лучом 130 произвольным образом одновременно в окружном направлении цилиндрического валика 123 и в направлении, перпендикулярном по отношению к окружному направлению (т. е. в направлении, параллельном по отношению к оси вращения цилиндрического валика 123).
[0063] Как проиллюстрировано на фиг. 7, непрерывное полотно подгузников 110 направляется на наружную поверхность опорного элемента 121, который образует периферическую поверхностную секцию цилиндрического валика 123, приводимого во вращение в направлении стрелки A, в состоянии, в котором к нему прилагается заданное натяжение ведущими валиками, и т. д. (не проиллюстрировано на чертежах). Непрерывное полотно подгузников 110 затем перемещается на заданное расстояние посредством вращения цилиндрического валика 123 в его окружном направлении таким образом, чтобы оно проходило над опорным элементом 121. После этого непрерывное полотно подгузников 110 отделяется от опорного элемента 121 выпускными валиками и прижимными валиками (не проиллюстрировано на чертежах). Посредством перемещения непрерывного полотна подгузников 110 таким образом, чтобы оно проходило над опорным элементом 121, который образует периферическую поверхностную секцию цилиндрического валика 123, с приложением к нему заданного натяжения, таким образом, что оно прижимается прижимной лентой 124, секции непрерывного полотна подгузников 110, которые находятся между опорным элементом 121 и прижимной лентой 124 и их окрестности приводятся в состояние, в котором они сжимаются в направлении толщины, прежде чем осуществляется их резание и разделение посредством воздействия лазерного луча. Таким образом, в тех случаях, где, например, непрерывное полотно подгузников 110 включает изготовленное из синтетического полимера нетканое полотно, непрерывное полотно подгузников 110 можно сжимать более эффективно; и в результате этого, когда на непрерывное полотно подгузников 110 в таком сжатом состоянии действует лазерный луч, осуществляющий резание и разделение, отрезанные краевые части многочисленных листов, из которых состоит отрезанная/отделенная секция, могут подвергаться соединению плавлением более надежно, и, таким образом, дополнительно увеличивается прочность соединения плавлением соединенной плавлением части в каждом боковом шве 4.
[0064] Угол поворота, который осуществляет опорный элемент 121 (цилиндрический валик 123) от момента, когда непрерывное полотно подгузников 110 поступает на опорный элемент 121, до момента, когда оно отделяется от него, может составлять, например, от 90 градусов до 270 градусов включительно, и предпочтительнее от 120 градусов до 270 градусов включительно. Кроме того, если случай, где непрерывное полотно подгузников 110 сжимается, когда с ним вступает в контакт цилиндрический опорный элемент 121 (цилиндрический валик 123) по всему периметру в его окружном направлении, рассматривается как поворот на 360 градусов, угловой интервал для сжатия непрерывного полотна подгузников 110 в контакте с опорным элементом 121 посредством прижимной ленты 124 составляет предпочтительно 90 градусов или более и предпочтительнее 120 градусов или более, и предпочтительно 270 градусов или менее и предпочтительнее 270 градусов или менее, и, более конкретно, предпочтительно от 90 градусов до 270 градусов включительно и предпочтительнее от 120 градусов до 270 градусов включительно.
[0065] В способе образования боковых швов 4, который проиллюстрирован на фиг. 7, в то время, как непрерывное полотно подгузников 110 непрерывно перемещается, одна поверхность 110a непрерывного полотна подгузников 110 (см. фиг. 8(a)) прижимается к наружной поверхности опорного элемента 121, из которого образуется периферическая поверхностная секция цилиндрического валика 123, и который имеет щелеобразные отверстия 127, через которые может проходить лазерный луч 130, и посредством воздействия на непрерывное полотно подгузников 110, которое находится в сжатом состоянии, лазерным лучом 130 со стороны опорного элемента 121 через отверстие 127 непрерывное полотно подгузников 110 разрезается и разделяется, и одновременно соединяются плавлением отрезанные краевые части, которые образуются посредством резания и разделения в многочисленных листах в вышеупомянутом сжатом состоянии. Таким способом образуются боковые швы 4.
[0066] Более конкретно, как проиллюстрировано на фиг. 7, прижимная лента 124 прижимается к другой поверхности 110b (см. фиг. 8(a); поверхность на противоположной стороне относительно вышеупомянутой первой поверхности 110a, которая представляет собой поверхность, примыкающая к опорному элементу 121) непрерывного полотна подгузников 110, которое прижимается к опорному элементу 121, и на непрерывное полотно подгузников 110 в этом состоянии воздействует лазерный луч 130 со стороны опорного элемента 121 через щелеобразное отверстие 127. Таким образом, непрерывно изготавливаются подгузники 1, имеющие пару боковых швов 4. Оказывается предпочтительным направление лазерного луча 130 на непрерывное полотно подгузников 110, который находится в сжатом состоянии, находясь между опорным элементом 121 и прижимной лентой 124, с точки зрения надежного соединения плавлением отрезанных краевых частей листов под действием излучения и повышения прочности соединения плавлением бокового шва 4.
[0067] Фиг. 8(a)-8(c) разъясняют, как непрерывное полотно подгузников 110 разрезается и разделяется одновременно с образованием боковых швов 4 посредством использования лазерного соединительного устройства 120. Фиг. 8(a) схематически иллюстрирует секцию 110C в непрерывное полотно подгузников 110, которое разрезается/разделяется лазерным лучом 130, а также ее окрестность. Подлежащая отрезанию/отделению секция 110C в непрерывном полотне подгузников 110 располагается в центре, в направление перемещения A, области непрерывного полотна подгузников 110, где не располагаются абсорбирующие элементы 2. Подлежащая отрезанию/отделению секция 110C представляет собой, например, имеющую четырехслойную структуру секцию, слои которой образуют четыре листа. Как проиллюстрировано на фиг. 8(a), имеющую четырехслойную структуру секцию составляют два листа (наружный лист 31 и внутренний лист 32) в переднем участке F и два листа 31, 32 в заднем участке R, и она образуется посредством укладки этих четырех листов. Следует отметить, что, хотя эластичные волокна 33 разделяют находящиеся между ними взаимно перекрывающиеся листы 31, 32, эластичные волокна 33 не приведены на иллюстрации на фиг. 8(a)-8(c) в целях простоты объяснения.
[0068] В подлежащей отрезанию/отделению секции 110C непрерывного полотна подгузников 110, один или оба листа, включая наружный лист 31, составляющий одну поверхность 110a (поверхность, прижатую к опорному элементу 121) непрерывного полотна подгузников 110, и лист (внутренний лист 32), не представляющий собой лист, составляющий вышеупомянутую одну поверхность 110a, представляют собой листы, которые производят тепло посредством поглощения лазерного излучения 130. Кроме того, перед воздействием лазерного луча 130, два взаимно перекрывающихся листа в подлежащей отрезанию/отделению секции 110C и их окрестности могут соединяться посредством адгезива и т. д., или они совсем не должны соединяться в обязательном порядке.
[0069] Как проиллюстрировано на фиг. 8(b), непрерывное полотно подгузников 110 поступает на опорный элемент 121, который вращается в направлении стрелки A, таким образом, что вышеупомянутая один поверхность 110a прижимается к опорному элементу 121 и подлежащая отрезанию/отделению секция 110C располагается на щелеобразном отверстии 127. Кроме того, непрерывное полотно подгузников 110 сжимается в направлении толщины в то время, как оно перемещается в направлении стрелки A вследствие того, что другая поверхность 110b прижимается прижимной лентой 124. Затем подлежащая отрезанию/отделению секция 110C, которая перемещается в этом сжатом состоянии, облучается лазерным лучом 130 через отверстие 127 со стороны опорного элемента 121. Как описано выше, точка воздействия лазерного луча 130 определяется таким образом, чтобы она могла произвольно перемещаться в окружном направлении цилиндрического валика 123, причем она устанавливается таким образом, чтобы следовать движению отверстия 127 в окружном направлении. Таким образом, в процессе перемещения на подлежащую отрезанию/отделению секцию 110C, расположенную на отверстии 127, непрерывно воздействует лазерный луч 130 в течение определенного периода времени.
[0070] Когда на подлежащую отрезанию/отделению секцию 110C воздействует лазерный луч 130, материалы (синтетические волокна, и т. д.), из которых образуются листы 31, 32 в подлежащей отрезанию/отделению секции 110C, производят тепло вследствие непосредственного воздействия лазерного луча 130, и, таким образом, они испаряются и удаляются из секции в непрерывном полотне подгузников. Между тем, вышеупомянутые образующие листы материалы в окрестности подлежащей отрезанию/отделению секции 110C косвенно нагреваются лазерным лучом 130 и плавятся. В результате этого, как проиллюстрировано на фиг. 8(c), подлежащая отрезанию/отделению секция 110C расплавляется и разрезается, и, таким образом, непрерывное полотно подгузников 110 разрезается и отделяется, и в результате этого один подгузник 1 отделяется от непрерывного полотна подгузников 110, и одновременно в отделенном подгузнике 1 соединяются плавлением отрезанные краевые части четырех листов 31, 32 которые были образованы посредством резания/разделения, а также отрезанные краевые части четырех листов 31, 32 в непрерывном полотне подгузников 110, от которого был отделен подгузник. Эти отрезанные краевые части сжимаются (приводятся в сжатое состояние) посредством помещения между опорным элементом 121 и прижимной лентой 124 еще до их образования (т. е. до того, как непрерывное полотно подгузников 110 разрезается и разделяется посредством воздействия лазерного луча 130).
[0071] Согласно способу образования боковых швов 4 посредством использования устройства, которое проиллюстрировано на фиг. 7, резание/разделение непрерывного полотна подгузников 110 и соединение плавлением отрезанных краевых частей листов, которые находятся в сжатом состоянии, и которые были образованы в двух местах посредством резание/разделения, осуществляется одновременно посредством однократного воздействия лазерного луча. Таким образом, по сравнению со способами, согласно которым два места соединения плавлением образуются посредством двукратного воздействия лазерного луча, соединение плавлением и резание/разделение может осуществляться на одной стадии с практически половинной выходной мощностью лазера, и, таким образом, можно эффективно изготавливать подгузники 1. Кроме того, поскольку соединение плавлением и резание/разделение могут осуществляться в течение одной стадии, не образуются никакие несоединенные части, в который отрезанные краевые части листов не являются соединенными плавлением. Таким образом, подгузник 1 имеет превосходный внешний вид.
[0072] Отрезанные краевые части листов 31, 32 находятся в расплавленном состоянии вследствие образования тепла в процессе воздействия лазерного луча 130 и непосредственно после прекращения облучения. Однако после прекращения облучения отрезанные краевые части легко охлаждаются посредством контакта с опорным элементом 121, а также быстро охлаждаются окружающим воздухом и посредством переноса тепла к опорному элементу 121 и прижимной ленте 124 и, таким образом, затвердевают, причем сжатое состояние под действием опорного элемента 121 и прижимной ленты 124 сохраняется в непрерывном полотне подгузников 110, и отдельная заготовка подгузника отделяется от непрерывного полотна подгузников 110 под действием лазерного луча 130. Таким образом, отрезанные краевые части превращаются в соединенные плавлением части 40, в которых материалы, из которых образованы отрезанные краевые части, в том числе адгезив, расплавляются и соединяются друг с другом. Посредством образования соединенной плавлением части 40 образуется одно боковой шов из пары боковых швов 4, 4 отдельного подгузника 1. Если это необходимо, отрезанные краевые части листов 31, 32 могут принудительно охлаждаться посредством известных охлаждающих устройств, таких как всасывающее устройство или откачивающее воздух устройство, что способствует образованию соединенных плавлением частей 40.
[0073] После того, как подлежащая отрезанию/отделению секция 110C отрезается и отделяется, лазерный луч 130 перемещается таким образом, что его точка облучения совпадает с другим отверстием 127, прилегающим к данному отверстию в направлении, противоположном по отношению к направлению перемещения A, и лазерный луч 130 выпускается через это другое отверстие 127 на другую подлежащую отрезанию/отделению секцию 110C, которая располагается на нем. Таким образом, эта другая подлежащая отрезанию/отделению секция 110C отрезается/отделяется и соединяется плавлением таким же способом, и образуется другой боковой шов 4, который составляет пару с ранее образованным боковым швом 4. После этого повторяется такая же операция, и, таким образом, непрерывно изготавливаются подгузники 1, каждый из которых имеет пару боковых швов 4, 4. Согласно данному способу, боковые швы 4 подгузника 1 образуются посредством соединения плавлением под действием лазерного луча и не образуются другими способами соединения плавлением.
[0074] В соединенной плавлением части 40 бокового шва 4, образованной, как описано выше, вследствие способа, посредством которого образуется соединенная плавлением часть, плавление и резание осуществляется в состоянии, в котором эластичные элементы 51a, 51b растягиваются, и, таким образом, эластичные элементы сокращаются и вытягиваются в направлении Y от соединенной плавлением части 40 бокового шва 4. В результате этого многочисленные мелкие полости образуются в соединенной плавлением части 40. Таким образом, в направлении X, полости располагаются в тех же положениях, как эластичные элементы. Присутствие этих полостей представляет собой преимущество в том, что степень, в которой соединенная плавлением часть 40 пропускает и отражает свет, изменяется в зависимости от угла падения света, и улучшается видимость бокового шва 4, которое имеет небольшую толщину T1 и является менее заметным. Кроме того, отсутствие эластичных элементов 51a, 51b в положениях полостей представляет собой преимущество, поскольку боковой шов 4 легко разрывается во время снятия подгузника 1 посредством разрыва бокового шва 4. С другой стороны, если эластичные элементы присутствуют в боковом шве 4, это может представлять собой недостаток, заключающийся в том, что эластичные элементы могут растягиваться во время разрыва бокового шва 4, и эластичные элементы могут с трудом разрезаться.
[0075] Если диаметр Φ пятна лазерного луча 130 (т. е. площади, на которую воздействует лазерный луч 130) на непрерывном полотне подгузников 110 составляет менее чем ширина W щелеобразного отверстия 127 (см. фиг. 8(b); длина отверстия 127 в окружном направлении цилиндрического валика 123), через которое выпускается лазерный луч 130 (т. е. если Φ/W составляет менее чем 1), то, как проиллюстрировано на фиг. 9, пара боковых швов 4, 4 образованных посредством воздействия лазерного луча 130 может располагаться в секции непрерывного полотна подгузников 110, которая перекрывает отверстие 127 (т. е. в секции, расположенной между образующими пару краями щелеобразного отверстия 127, которые проходят в направлении, перпендикулярном по отношению к направлению перемещения на виде сверху). Другими словами, соединенные плавлением части 40 могут образовываться, даже в секции непрерывного полотна подгузников 110, которая не находится между опорным элементом 121 и прижимной лентой 124, при том условии, что данная секция находится вблизи отверстия 127, т. е. представляет собой секцию, на которую фактически воздействует сжимающее усилие, создаваемое посредством помещения между элементами 121, 124, как описано выше.
[0076] В подгузнике 1, изготовленном, как описано выше, толщина T1 бокового шва 4 составляет более чем толщина T2 каждого из переднего участка F и заднего участка R наружного покрытия, которые составляют боковой шов, в соответствующих секциях, прилегающих к боковому шву 4, как проиллюстрировано на фиг. 3 и описано выше. Толщину T2 каждого из переднего участка F и заднего участка R наружного покрытия 3 можно измерять, осуществляя помещение измеряемой секции (бокового шва) между плоскими пластинами в положении практически на середине бокового шва 4 и поперечного бокового края абсорбирующего элемента 2 при одновременном приложении нагрузки 0,5 сН/см2; наблюдение поперечного сечения одного подгузника при увеличении от 50-кратного до 200-кратного с использованием микроскопа VHX-1000, производимого компанией Keyence, и т. д., в трех отдельных точках в продольном направлении; определение толщины секции, измеряемой в каждом поперечном сечении; и вычисление среднего значения толщин, измеряемых в трех точках.
[0077] Настоящее изобретение описывается выше согласно его предпочтительным вариантам осуществления, но настоящее изобретение не ограничивается описанными выше вариантами осуществления. Например, согласно описанным выше вариантам осуществления, плавление/резание с помощью лазерного луча посредством использования устройства, проиллюстрированного на фиг. 7, представлено в качестве примера предпочтительного способа изготовления боковых швов 4, но способ изготовления боковых швов S не ограничивается этим, и могут быть использованы другие способы, такой как термическое соединение, ультразвуковое соединение, высокочастотное соединение или соединение с помощью адгезива.
[0078] Наружное покрытие, которое проиллюстрировано на фиг. 10, можно использовать в качестве наружного покрытия. Наружное покрытие 6, проиллюстрированное на данном чертеже включает наружный лист 61 и внутренний лист 62, и многочисленные эластичные элементы 80, проходящие в поперечном направление подгузника 1, располагаются в растянутом состоянии между листами 61, 62. Эластичные элементы 80 прикрепляются только в своих обеих концевых частях, по меньшей мере, к одному из наружного листа 61 и внутреннего листа 62. Кроме того, эластичные элементы 80 находятся в нефиксированном состоянии по отношению к обоим листам, включая наружный лист 61 и внутренний лист 62, в области, расположенной между обеими концевыми частями. Наружный лист 61 и внутренний лист 62 соединяются периодически посредством соединенных частей 63 между каждой парой эластичных элементов 80, которые прилегают друг к другу в продольном направлении X подгузника 1. Как проиллюстрировано на чертеже, оказывается предпочтительным, что соединенные части 63 образуют ряд 64 соединенных частей ряд 64, в котором соединенные части располагаются на прямой линии в продольном направлении X подгузника 1. Кроме того, оказывается предпочтительным, что ряды 64 соединенных частей выстраиваются в поперечном направлении Y подгузника 1. Посредством использования этого наружного покрытия 6 оказывается возможным создание складок, имеющих превосходный внешний вид.
[0079] Согласно описанному выше варианту осуществления, подгузник включает наружное покрытие 3, которое проходит от переднего участка F к заднему участку R через промежностный участок M, и абсорбирующий элемент, расположенный на его внутренней поверхности. В качестве альтернативы, настоящее изобретение распространяется на натягиваемый одноразовый подгузник, образованный таким образом, что абсорбирующий элемент располагается между передним участком, включающим расположенные ниже талии эластичные элементы, и задним участком, также включающим расположенные ниже талии эластичные элементы.
[0080] Согласно описанному выше варианту осуществления, не содержащие эластичных элементов области 9a, 9b образуются в каждом из переднего участка F и заднего участка R подгузника 1 таким образом, что между ними находится боковой шов 4. В качестве альтернативы, не содержащая эластичных элементов область может быть образована только в переднем участке F подгузника 1. В качестве альтернативы, не содержащие эластичных элементов области могут быть образованы одновременно в переднем участке F и заднем участке R.
[0081] Согласно описанному выше варианту осуществления, каждая не содержащая эластичных элементов область 9a, 9b образуется только в продольной верхней области бокового шва 4. В качестве альтернативы, не содержащая эластичных элементов область может быть образована только в продольной нижней области бокового шва 4, или она может быть образована одновременно в продольной верхней области и продольной нижней области бокового шва 4 посредством изменения положений, в которых находятся эластичные элементы, соединенные посредством адгезива. В качестве альтернативы, не содержащая эластичных элементов область может быть образована только в центральной области. Кроме того, не содержащая эластичных элементов область может быть образована во всей области, в продольном направлении X, бокового шва 4.
[0082] Что касается описанных выше вариантов осуществления, настоящее изобретение далее описывает следующий натягиваемые одноразовые подгузники.
{1} Натягиваемый одноразовый подгузник, который составляют: промежностный участок; передний участок, который располагается спереди от промежностного участка; и задний участок, который располагается сзади от промежностного участка; и пара боковых швов, образованных посредством соединения обеих краевых частей боковых сторон переднего участка с соответствующими поперечными боковыми краевыми частями заднего участка, причем:
натягиваемый одноразовый подгузник имеет продольное направление, которое соответствует переднезаднему направлению пользователя, и поперечное направление, которое является перпендикулярным по отношению к продольному направлению;
каждый боковой шов включает соединенную плавлением часть, которая проходит непрерывно в продольном направлении подгузника;
несоединенные части практически отсутствуют в секции, расположенной снаружи по отношению к соединенной плавлением части в поперечном направлении подгузника;
многочисленные эластичные элементы в растянутом состоянии располагаются в каждом участке, представляющем собой передний участок или задний участок, и присоединяются к каждому из переднего участка и заднего участка посредством адгезива;
по меньшей мере, концевая часть эластичного элемента, который располагается вблизи бокового шва, и часть вблизи концевой части окрашиваются таким образом, что они имеют цвет, который отличается от фонового цвета переднего участка или заднего участка, в котором располагается данный эластичный элемент;
концевая часть из обеих концевых частей, по меньшей мере, некоторых из эластичных элементов, которые располагается вблизи бокового шва, не достигает положения бокового шва и заканчивается в точке, расположенной внутри по отношению к боковому шву в поперечном направлении, и, таким образом, не содержащая эластичных элементов область образуется между боковым швом и концевой частью каждого из этих эластичных элементов; и
в области, не содержащей эластичных элементов, не присутствует адгезив для соединения эластичных элементов.
[0083] {2} Натягиваемый одноразовый подгузник согласно условию {1}, в котором присутствует несоединенная часть, имеющая ширину 1 мм или менее.
{3} Натягиваемый одноразовый подгузник согласно условию {1} или {2}, в котором толщина бокового шва составляет предпочтительно 0,2 мм или более, предпочтительнее 0,25 мм или более.
{4} Натягиваемый одноразовый подгузник согласно любому из условий {1}-{3}, в котором толщина бокового шва составляет предпочтительно 2 мм или менее, предпочтительнее 1,5 мм или менее.
{5} Натягиваемый одноразовый подгузник согласно любому из условий {1}-{4}, причем:
одноразовый подгузник дополнительно включает наружное покрытие и эластичные элементы для талии, расположенные в наружном покрытии; и
цветовое различие между цветом эластичного элемента для талии и фоновым цветом наружного покрытия, которое выражается как разность значения a наружного покрытия и значения a эластичного элемента, составляет предпочтительно 10 или более, предпочтительнее 15 или более.
{6} Натягиваемый одноразовый подгузник согласно любому из условий {1}-{5}, причем:
одноразовый подгузник дополнительно включает наружное покрытие, и передние эластичные элементы для талии, расположенные в переднем участке в наружном покрытии; и
по меньшей мере, концевая часть переднего эластичного элемента для талии и часть вблизи концевой части, а также предпочтительно вся область переднего эластичного элемента для талии окрашиваются таким образом, что они имеют цвет, который отличается от фонового цвета наружного покрытия, составляющего передний участок.
[0084] {7} Натягиваемый одноразовый подгузник согласно любому из условий {1}-{6}, причем:
одноразовый подгузник дополнительно включает наружное покрытие;
наружное покрытие включает наружный лист и внутренний лист; и
наружный лист и внутренний лист являются растяжимыми за счет того, что сами составляющие волокна листов делаются растяжимыми.
{8} Натягиваемый одноразовый подгузник согласно любому из условий {1}-{7}, причем:
одноразовый подгузник дополнительно включает наружное покрытие;
наружное покрытие включает наружный лист и внутренний лист; и
наружный и внутренний составляющие волокна листов сами не являются растяжимыми, но наружный лист и внутренний лист, в целом, являются растяжимыми в результате разделения волокон, которые были соединены в точках пересечения, соединения и другого связывания волокон и возникающего в результате структурного изменения трехмерной структуры, образованной волокнами, или разрыва составляющих волокон.
{9} Натягиваемый одноразовый подгузник согласно любому из условий {1}-{8}, причем:
одноразовый подгузник дополнительно включает наружное покрытие;
наружное покрытие включает наружный лист и внутренний лист; и
составляющие волокна (неэластичные волокна) в каждом из наружного листа и внутреннего листа включают, по меньшей мере, два компонента, в том числе легкоплавкий компонент и тугоплавкий компонент.
{10} Натягиваемый одноразовый подгузник согласно условию {9}, в котором составляющие волокна (неэластичные волокна) в каждом из наружного листа и внутреннего листа соединяются друг с другом в точках пересечения волокон посредством присоединения плавлением, по меньшей мере, легкоплавкого компонента.
{11} Натягиваемый одноразовый подгузник согласно любому из условий {1}-{10}, в котором цвет эластичных элементов, расположенных в переднем участке, отличается от цвета эластичных элементов, расположенный в заднем участке.
[0085] {12} Натягиваемый одноразовый подгузник согласно любому из условий {1}-{11}, в котором, когда подгузник измеряется от наружной стороны наружного покрытия, светлота не содержащей эластичных элементов области отличается от светлоты других областей.
{13} Натягиваемый одноразовый подгузник согласно условию {12}, в котором, когда подгузник измеряется от наружной стороны наружного покрытия, соотношение L2/L1 светлоты L1 не содержащей эластичных элементов области и светлоты L2 других областей составляет предпочтительно 1,02 или более, предпочтительнее 1,04 или более.
{14} Натягиваемый одноразовый подгузник согласно условию {12} или {13}, в котором, когда подгузник измеряется от наружной стороны наружного покрытия, соотношение L2/L1 светлоты L1 не содержащей эластичных элементов области и светлоты L2 других областей составляет предпочтительно 1,3 или менее, предпочтительнее 1,25 или менее.
{15} Натягиваемый одноразовый подгузник согласно любому из условий {1}-{14}, в котором многочисленные полости присутствуют в соединенной плавлением части бокового шва.
{16} Натягиваемый одноразовый подгузник согласно условию {15}, в котором, в продольном направлении, полости располагаются в тех же положениях, как эластичные элементы.
{17} Натягиваемый одноразовый подгузник согласно любому из условий {1}-{16}, в котором не содержащая эластичных элементов область образуется, по меньшей мере, в одной из продольной верхней области бокового шва и продольной нижней области бокового шва.
[0086] {18} Натягиваемый одноразовый подгузник согласно условию {17}, в котором не содержащая эластичных элементов область образуется только в продольной верхней области бокового шва.
{19} Натягиваемый одноразовый подгузник согласно любому из условий {1}-{18}, в котором:
расположенная ниже талии область в переднем участке и заднем участке включает эластичный лист, имеющий структуру, в которой нитеобразные эластичные волокна присоединяются к поверхности растяжимого волокнистого слоя, который составляют, главным образом, неэластичные волокна; и
некоторые неэластичные волокна присоединяются плавлением к эластичным волокнам и погружаются в них.
{20} Натягиваемый одноразовый подгузник согласно условию {19}, в котором:
эластичные волокна располагаются между двумя листами, составляющими эластичный лист; и
никакой адгезив не присутствует между листами и эластичными волокнами.
{21} Натягиваемый одноразовый подгузник согласно любому из условий {1}-{20}, причем:
одноразовый подгузник дополнительно включает наружное покрытие и эластичные элементы для талии, расположенные в наружном покрытии; и
эластичные элементы для талии, который окрашиваются таким образом, что они имеют цвет, который отличается от фонового цвета переднего участка или заднего участка, являются видимыми при наблюдении снаружи подгузника, т. е. являются видимыми через наружное покрытие, в котором содержатся эластичные элементы для талии.
{22} Способ изготовления натягиваемого одноразового подгузника согласно любому из условий {1}-{21}, причем данный способ изготовления включает следующие стадии:
получение многослойного непрерывного наружного покрытия посредством нанесения непрерывного наружного покрытия на сторону переднего участка и непрерывного наружного покрытия на сторону заднего участка; и
образование бокового шва посредством плавления и вырезания секции, в многослойном непрерывном наружном покрытии, где должен быть образован боковой шов.
{23} Способ изготовления натягиваемого одноразового подгузника согласно условию {22}, причем данный способ включает стадию образования, посредством использования лазерного устройства для плавления/резания, боковых швов, каждый из которых включает соединенную плавлением часть, изготовленную посредством соединения плавлением обеих краевых частей боковых сторон переднего участка наружного покрытия с соответствующими краевыми частями боковых сторон заднего участка наружного покрытия в состоянии, в котором краевые части перекрываются, причем:
по меньшей мере, некоторые из листов, составляющих наружное покрытие, включают полимерный материал; и
соединенная плавлением часть образуется, когда осуществляются: изготовление одной поверхности многослойного листа, в котором обе краевые части боковых сторон переднего участка наружного покрытия и соответствующие краевые части боковых сторон заднего участка наружного покрытия перекрываются, прижимаясь к опорному элементу, который имеет светопроницаемая секция, через которую может проходить лазерный луч; и облучение, со стороны опорного элемента через светопроницаемую секцию, многослойного листа, который находится в сжатом состоянии, лазерным излучением, которое имеет такую длину волны, что оно поглощается листами, составляющими многослойный лист, и которое заставляет листы производить тепло; и, таким образом, резание и разделение многослойный лист и, одновременно, присоединение плавлением отрезанных краевых частей, в сжатом наружном покрытии, которые образовались посредством резания/разделения.
[0087] {24} Способ изготовления натягиваемого одноразового подгузника согласно условию {22} или {23}, в котором листы, составляющие наружное покрытие, становятся растяжимыми, когда осуществляются обработка плавлением, растяжение между валиками, растяжение посредством зацепления между зубцами и выемками или между шестернями, или деформационное растяжение с помощью натяжной рамы.
{25} Способ изготовления натягиваемого одноразового подгузника согласно любому из условий {22}-{24}, в котором эластичные волокна образуются посредством растяжения эластичного полимера в его расплавленном или размягченном состоянии.
{26} Способ изготовления натягиваемого одноразового подгузника согласно любому из условий {22}-{25}, в котором:
никакое тепло не воздействует на листы, составляющие наружное покрытие; и
эластичные волокна, которые получаются посредством прядения из расплава, присоединяются плавлением к листам, прежде чем затвердевают эластичные волокна.
{27} Способ изготовления натягиваемого одноразового подгузника согласно любому из условий {22}-{26}, в котором листы, составляющие наружное покрытие, предпочтительно не являются растяжимыми в своем исходном текстильном состоянии.
{28} Натягиваемый одноразовый подгузник согласно любому из условий {1}-{21}, причем одноразовый подгузник изготавливается способом изготовления натягиваемого одноразового подгузника, включающим следующие стадии:
получение многослойного непрерывного наружного покрытия посредством нанесения непрерывного наружного покрытия на сторону переднего участка и непрерывного наружного покрытия на сторону заднего участка; и
образование бокового шва посредством плавления и вырезания секции, в многослойном непрерывном наружном покрытии, где должен быть образован боковой шов.
[0088] {29} Натягиваемый одноразовый подгузник согласно условию {28}, причем одноразовый подгузник изготавливается способом изготовления натягиваемого одноразового подгузника, включающим стадию образования, посредством использования лазерного устройства для плавления/резания, боковых швов, каждый из которых включает соединенную плавлением часть, изготовленную посредством соединения плавлением обеих краевых частей боковых сторон переднего участка наружного покрытия с соответствующими краевыми частями боковых сторон заднего участка наружного покрытия в состоянии, в котором краевые части перекрываются, причем:
по меньшей мере, некоторые из листов, составляющих наружное покрытие, включают полимерный материал; и
соединенная плавлением часть образуется, когда осуществляются: изготовление одной поверхности многослойного листа, в котором обе краевые части боковых сторон переднего участка наружного покрытия и соответствующие краевые части боковых сторон заднего участка наружного покрытия перекрываются, прижимаясь к опорному элементу, который имеет светопроницаемая секция, через которую может проходить лазерный луч; и облучение, со стороны опорного элемента через светопроницаемую секцию, многослойного листа, который находится в сжатом состоянии, лазерным излучением, которое имеет такую длину волны, что оно поглощается листами, составляющими многослойный лист, и которое заставляет листы производить тепло; и, таким образом, резание и разделение многослойный лист и, одновременно, присоединение плавлением отрезанных краевых частей, в сжатом наружном покрытии, которые образовались посредством резания/разделения.
{30} Натягиваемый одноразовый подгузник согласно условию {28} или {29}, в котором листы, составляющие наружное покрытие, становятся растяжимыми, когда осуществляется термическая обработка, растяжение между валиками, растяжение посредством зацепления между зубцами и выемками или между шестернями, или деформационное растяжение с помощью натяжной рамы.
{31} Натягиваемый одноразовый подгузник согласно любому из условий {28}-{30}, в котором эластичные волокна образуются посредством растяжения эластичного полимера в его расплавленном или размягченном состоянии.
{32} Натягиваемый одноразовый подгузник согласно любому из условий {28}-{31}, причем данный подгузник изготавливается следующим образом:
никакое тепло не воздействует на листы, составляющие наружное покрытие; и
присоединение плавлением эластичных волокон, которые получаются посредством прядения из расплава, к листам осуществляется перед тем, как затвердевают эластичные волокна.
Промышленная применимость
[0089] Согласно настоящему изобретению, повышается уровень удобства во время разрыв бокового шва подгузника, и может легко осуществляться смена подгузника.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОДНОРАЗОВЫЙ ПОДГУЗНИК В ВИДЕ ТРУСОВ | 2014 |
|
RU2680225C2 |
| ПРЕДМЕТ ОДЕЖДЫ ТИПА НИЖНЕГО БЕЛЬЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2614608C1 |
| ОДНОРАЗОВЫЙ ПОДГУЗНИК ТИПА ТРУСОВ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2014 |
|
RU2659888C2 |
| ОДНОРАЗОВЫЙ ПОДГУЗНИК ТИПА ТРУСОВ И СПОСОБ ИЗГОТОВЛЕНИЯ ОДНОРАЗОВОГО ПОДГУЗНИКА ТИПА ТРУСОВ | 2014 |
|
RU2643948C2 |
| ИМЕЮЩЕЕ ВИД ТРУСОВ ИЗДЕЛИЕ ДЛЯ НОШЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2658584C2 |
| ОДНОРАЗОВЫЙ ПОДГУЗНИК | 2015 |
|
RU2680241C2 |
| НАТЯГИВАЕМОЕ ПОГЛОЩАЮЩЕЕ ИЗДЕЛИЕ | 2009 |
|
RU2472482C1 |
| АБСОРБИРУЮЩЕЕ УСТРОЙСТВО | 2015 |
|
RU2674845C2 |
| ОДНОРАЗОВЫЙ ПОДГУЗНИК ТИПА ТРУСОВ | 2019 |
|
RU2767824C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАСТЯГИВАЮЩЕГОСЯ ЭЛАСТИЧНОГО ЭЛЕМЕНТА И ОДНОРАЗОВЫЙ ПОДГУЗНИК С ИСПОЛЬЗОВАНИЕМ РАСТЯГИВАЮЩЕГОСЯ ЭЛАСТИЧНОГО ЭЛЕМЕНТА | 2015 |
|
RU2673328C2 |


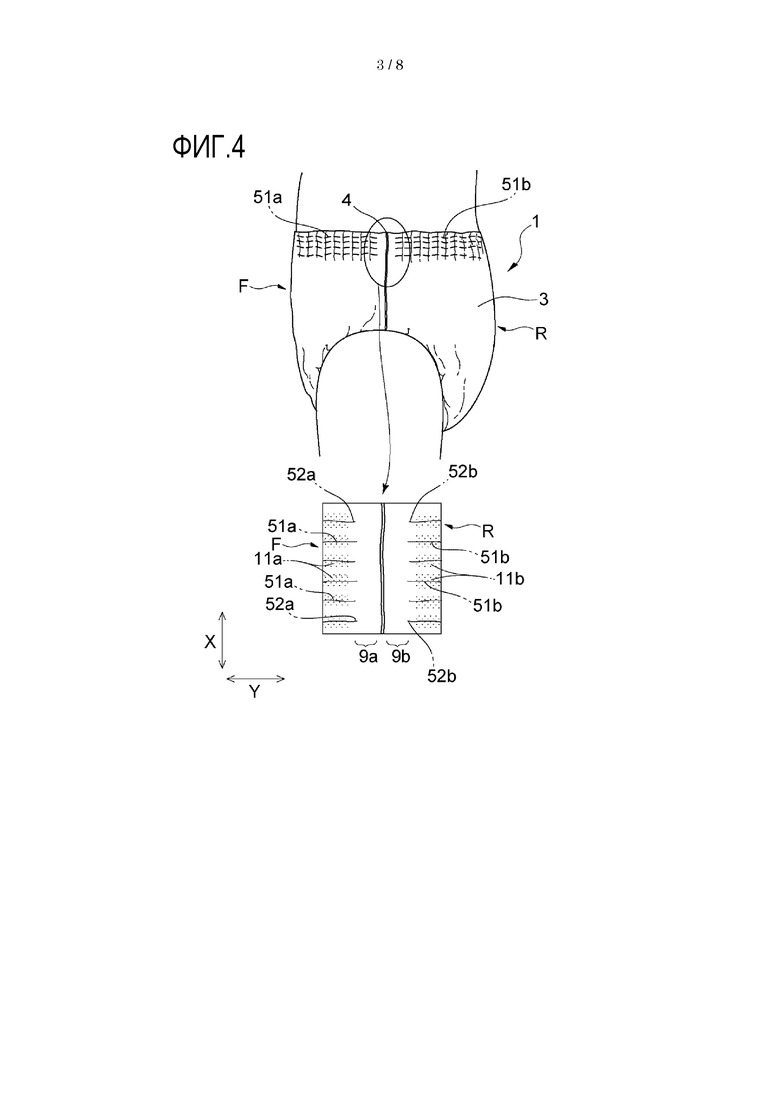

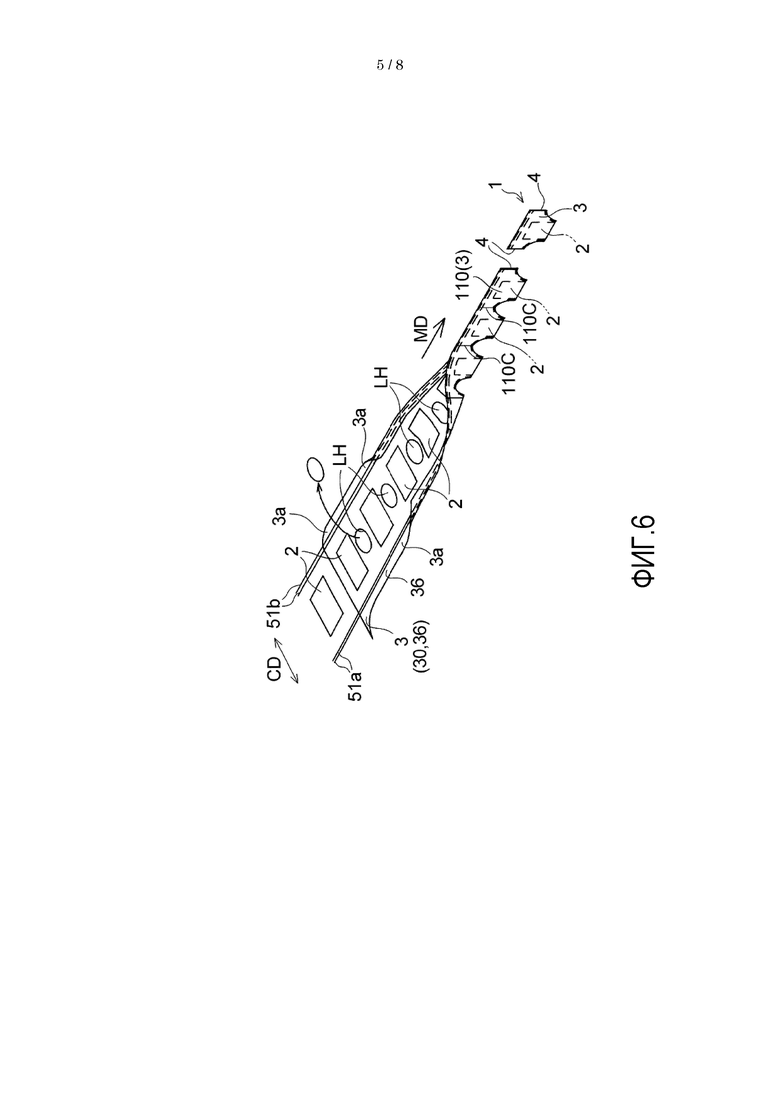


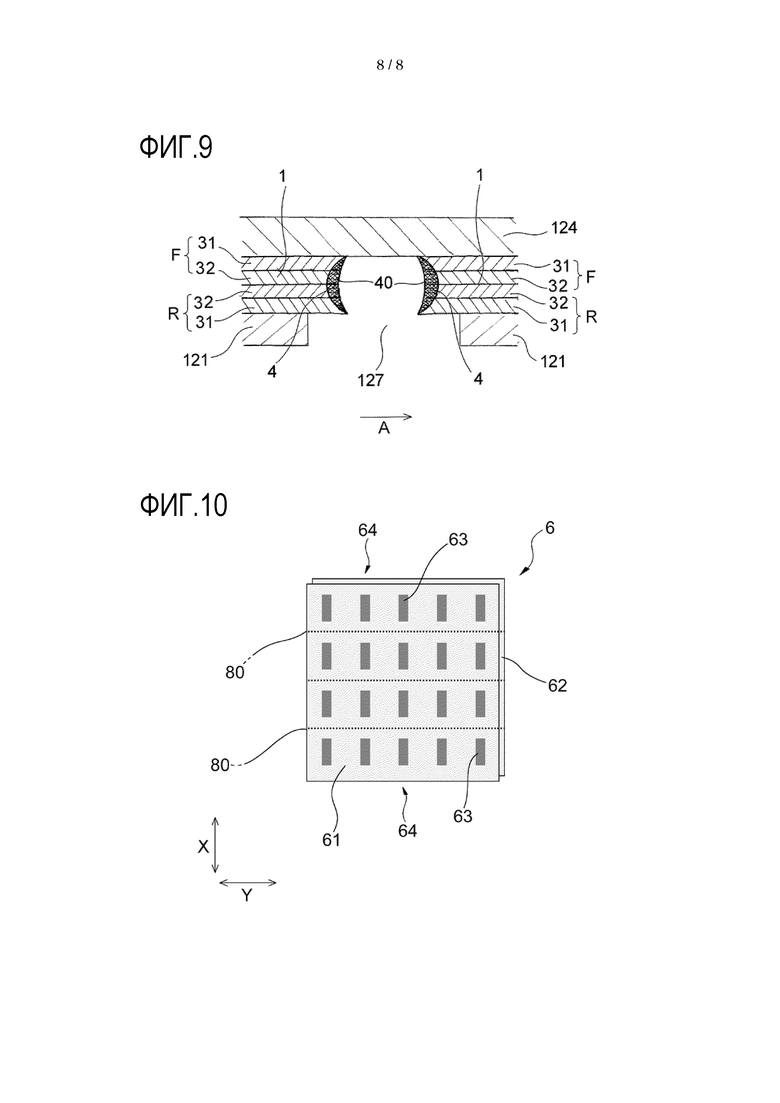
Эластичные элементы (51a, 51b) располагаются в переднем участке (F) и заднем участке (R) путем присоединения к ним в растянутом состоянии посредством адгезива. Концевая часть (52a, 52b) эластичного элемента (51a, 51b) и часть вблизи концевой части окрашиваются таким образом, что они имеют цвет, который отличается от фонового цвета переднего участка (F) или заднего участка (R). Концевая часть (52a, 52b) каждого эластичного элемента (51a, 51b) не достигает положения бокового шва (4), и, таким образом, не содержащая эластичных элементов область (9a, 9b) образуется между боковым швом (4) и концевой частью (52a, 52b) каждого эластичного элемента (51a, 51b). В не содержащей эластичных элементов области (9a, 9b) не присутствует никакой адгезива для соединения эластичных элементов (51a, 51b). 2 н. и 27 з.п. ф-лы, 12 ил. 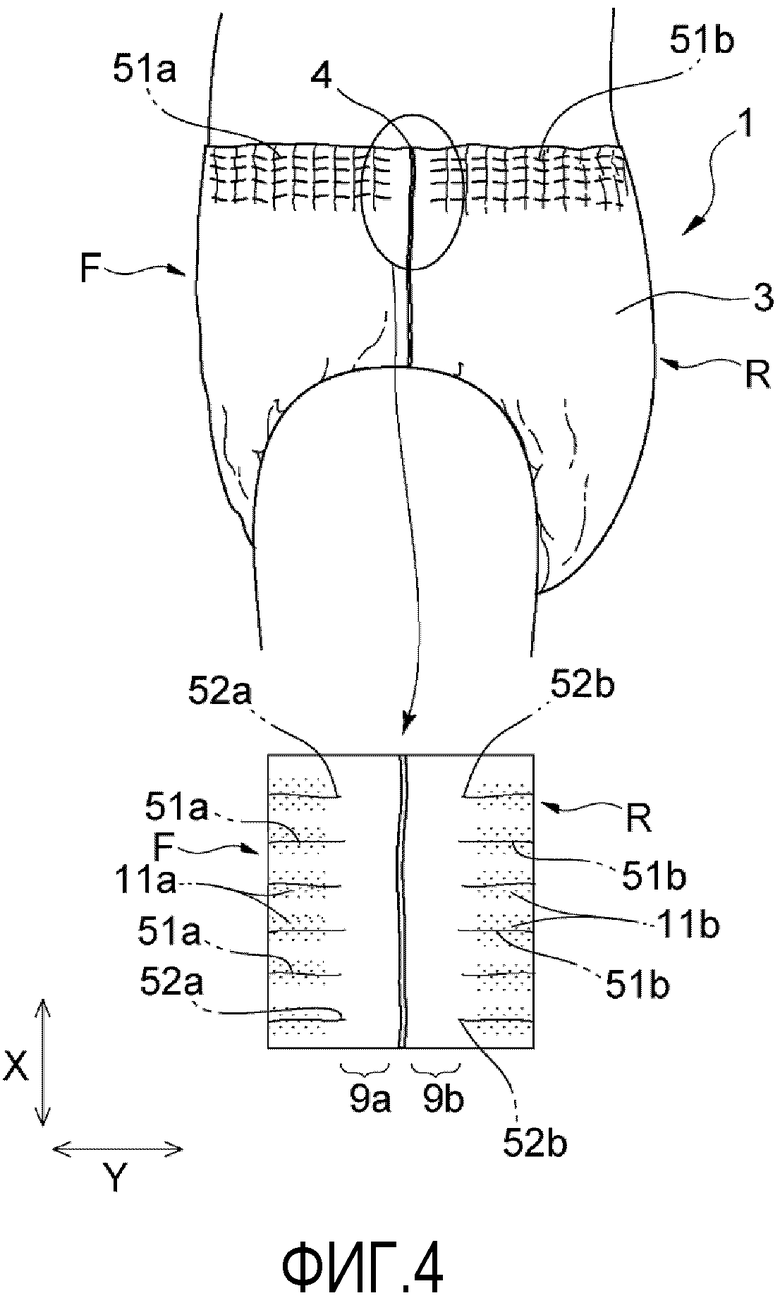
1. Натягиваемый одноразовый подгузник, содержащий: промежностный участок; передний участок, который проходит от передней стороны промежностного участка; и задний участок, который проходит от задней стороны промежностного участка; и пара боковых швов, образованных посредством соединения обеих краевых частей боковых сторон переднего участка с соответствующими краевыми частями боковых сторон заднего участка, причем:
натягиваемый одноразовый подгузник имеет продольное направление, которое соответствует переднезаднему направлению пользователя, и поперечное направление, которое является перпендикулярным по отношению к продольному направлению;
каждый боковой шов включает соединенную плавлением часть, которая проходит непрерывно в продольном направлении подгузника;
несоединенные части по существу отсутствуют в секции, расположенной снаружи по отношению к соединенной плавлением части в поперечном направлении подгузника;
в каждом из переднего и заднего участков расположено множество эластичных элементов в растянутом состоянии, причем эластичные элементы присоединены к каждому из переднего участка и заднего участка посредством адгезива;
по меньшей мере концевая часть эластичного элемента, которая располагается вблизи бокового шва, и часть вблизи концевой части окрашены таким образом, что они имеют цвет, который отличается от фонового цвета переднего участка или заднего участка, в котором располагается данный эластичный элемент;
концевая часть обеих концевых частей, по меньшей мере некоторых из эластичных элементов, которая располагается вблизи бокового шва, не достигает положения бокового шва и заканчивается в точке, расположенной внутри по отношению к боковому шву в поперечном направлении, и, таким образом, не содержащая эластичных элементов область образована между боковым швом и концевой частью каждого из этих эластичных элементов; и
область, не содержащая эластичных элементов, не содержит адгезив для соединения эластичных элементов.
2. Натягиваемый одноразовый подгузник по п. 1, содержащий несоединенную часть, имеющую ширину 1 мм или менее.
3. Натягиваемый одноразовый подгузник по п. 1, в котором толщина бокового шва составляет 0,2 мм или более.
4. Натягиваемый одноразовый подгузник по п. 1, в котором толщина бокового шва составляет 0,25 мм или более.
5. Натягиваемый одноразовый подгузник по п. 1, в котором толщина бокового шва составляет 2 мм или менее.
6. Натягиваемый одноразовый подгузник по п. 1, в котором толщина бокового шва составляет 1,5 мм или менее.
7. Натягиваемый одноразовый подгузник по п. 1, причем:
одноразовый подгузник дополнительно включает наружное покрытие и эластичные элементы для талии, расположенные в наружном покрытии; и
цветовое различие между цветом эластичного элемента для талии и фоновым цветом наружного покрытия, которое выражается как разность значения a наружного покрытия и значения a эластичного элемента, составляет 10 или более.
8. Натягиваемый одноразовый подгузник по п. 1, причем:
одноразовый подгузник дополнительно включает наружное покрытие и эластичные элементы для талии, расположенные в наружном покрытии; и
цветовое различие между цветом эластичного элемента для талии и фоновым цветом наружного покрытия, которое выражается как разность значения a наружного покрытия и значения a эластичного элемента, составляет 15 или более.
9. Натягиваемый одноразовый подгузник по п. 1, причем:
одноразовый подгузник дополнительно включает наружное покрытие и передние эластичные элементы для талии, расположенные в переднем участке в наружном покрытии; и
по меньшей мере концевая часть переднего эластичного элемента для талии и часть вблизи концевой части, а также предпочтительно вся область переднего эластичного элемента для талии окрашены таким образом, что они имеют цвет, который отличается от фонового цвета наружного покрытия, составляющего передний участок.
10. Натягиваемый одноразовый подгузник по п. 1, причем:
одноразовый подгузник дополнительно включает наружное покрытие;
наружное покрытие включает наружный лист и внутренний лист; и
наружный лист и внутренний лист являются растяжимыми за счет того, что сами составляющие волокна листов выполнены растяжимыми.
11. Натягиваемый одноразовый подгузник по п. 1, причем:
одноразовый подгузник дополнительно включает наружное покрытие;
наружное покрытие включает наружный лист и внутренний лист; и
волокна, составляющие наружный и внутренний листы, сами не являются растяжимыми, но наружный лист и внутренний лист, в целом, являются растяжимыми в результате разделения волокон, которые были соединены в точках пересечения, соединения и другого связывания волокон и возникающего в результате структурного изменения трехмерной структуры, образованной волокнами, или разрыва составляющих волокон.
12. Натягиваемый одноразовый подгузник по п. 1, причем:
одноразовый подгузник дополнительно включает наружное покрытие;
наружное покрытие включает наружный лист и внутренний лист; и
составляющие волокна (неэластичные волокна) в каждом из наружного листа и внутреннего листа включают по меньшей мере два компонента, в том числе легкоплавкий компонент и тугоплавкий компонент.
13. Натягиваемый одноразовый подгузник по п. 12, в котором составляющие волокна (неэластичные волокна) в каждом из наружного листа и внутреннего листа соединяются друг с другом в точках пересечения волокон посредством соединения плавлением по меньшей мере легкоплавкого компонента.
14. Натягиваемый одноразовый подгузник по п. 1, в котором цвет эластичных элементов, расположенных в переднем участке, отличается от цвета эластичных элементов, расположенных в заднем участке.
15. Натягиваемый одноразовый подгузник по п. 1, в котором, когда подгузник рассматривается от наружной стороны наружного покрытия, светлота не содержащей эластичных элементов области отличается от светлоты других областей.
16. Натягиваемый одноразовый подгузник по п. 15, в котором, когда подгузник рассматривается от наружной стороны наружного покрытия, соотношение L2/L1 светлоты L1 не содержащей эластичных элементов области и светлоты L2 других областей составляет 1,02 или более.
17. Натягиваемый одноразовый подгузник по п. 15, в котором, когда подгузник рассматривается от наружной стороны наружного покрытия, соотношение L2/L1 светлоты L1 не содержащей эластичных элементов области и светлоты L2 других областей составляет 1,04 или более.
18. Натягиваемый одноразовый подгузник по п. 15, в котором, когда подгузник рассматривается от наружной стороны наружного покрытия, соотношение L2/L1 светлоты L1 не содержащей эластичных элементов области и светлоты L2 других областей составляет 1,3 или менее.
19. Натягиваемый одноразовый подгузник по п. 15, в котором, когда подгузник рассматривается от наружной стороны наружного покрытия, соотношение L2/L1 светлоты L1 не содержащей эластичных элементов области и светлоты L2 других областей составляет 1,25 или менее.
20. Натягиваемый одноразовый подгузник по п. 1, в котором соединенная плавлением часть бокового шва содержит множество полостей.
21. Натягиваемый одноразовый подгузник по п. 20, в котором, в продольном направлении, полости располагаются в тех же положениях, что и эластичные элементы.
22. Натягиваемый одноразовый подгузник по п. 1, в котором не содержащая эластичных элементов область образована по меньшей мере в одной из продольной верхней области бокового шва и продольной нижней области бокового шва.
23. Натягиваемый одноразовый подгузник по п. 22, в котором не содержащая эластичных элементов область образована только в продольной верхней области бокового шва.
24. Натягиваемый одноразовый подгузник по п. 1, в котором:
расположенная ниже талии область в переднем участке и заднем участке включает эластичный лист, имеющий структуру, в которой нитеобразные эластичные волокна присоединены к поверхности растяжимого волокнистого слоя, выполненного по существу из неэластичных волокон; и
часть неэластичных волокон присоединена плавлением к эластичным волокнам и погружена в них.
25. Натягиваемый одноразовый подгузник по п. 1, причем:
одноразовый подгузник дополнительно включает наружное покрытие и эластичные элементы для талии, расположенные в наружном покрытии; и
эластичные элементы для талии, которые окрашены таким образом, что они имеют цвет, который отличается от фонового цвета переднего участка или заднего участка, являются видимыми при наблюдении снаружи подгузника, т.е. являются видимыми через наружное покрытие, в котором содержатся эластичные элементы для талии.
26. Натягиваемый одноразовый подгузник по п. 1, причем одноразовый подгузник изготавливается способом изготовления натягиваемого одноразового подгузника, включающим следующие стадии:
получение многослойного непрерывного наружного покрытия посредством нанесения непрерывного наружного покрытия на сторону переднего участка и непрерывного наружного покрытия на сторону заднего участка; и
образование бокового шва посредством плавления и резки секции, в многослойном непрерывном наружном покрытии, где должен быть образован боковой шов.
27. Натягиваемый одноразовый подгузник по п. 26, причем одноразовый подгузник изготавливается способом изготовления натягиваемого одноразового подгузника, включающим стадию образования, посредством использования лазерного устройства для плавления/резания, боковых швов, каждый из которых включает соединенную плавлением часть, изготовленную посредством соединения плавлением обеих краевых частей боковых сторон переднего участка наружного покрытия с соответствующими краевыми частями боковых сторон заднего участка наружного покрытия в состоянии, в котором краевые части перекрываются, причем:
по меньшей мере некоторые из листов, составляющих наружное покрытие, включают полимерный материал; и
соединенная плавлением часть образована посредством: изготовления одной поверхности многослойного листа, в котором обе краевые части боковых сторон переднего участка наружного покрытия и соответствующие краевые части боковых сторон заднего участка наружного покрытия перекрываются, прижимаясь к опорному элементу, который имеет светопроницаемую секцию, через которую может проходить лазерный луч; и облучением, со стороны опорного элемента через светопроницаемую секцию, многослойного листа, который находится в сжатом состоянии, лазерным излучением, которое имеет такую длину волны, что оно поглощается листами, составляющими многослойный лист, и которое заставляет листы производить тепло; и, таким образом, резанием и разделением многослойного листа и, одновременно, присоединением плавлением отрезанных краевых частей, в сжатом наружном покрытии, которые образовались посредством резания/разделения.
28. Способ изготовления натягиваемого одноразового подгузника по п. 1, причем способ включает следующие стадии:
получение многослойного непрерывного наружного покрытия посредством нанесения непрерывного наружного покрытия на сторону переднего участка и непрерывного наружного покрытия на сторону заднего участка; и
образование бокового шва посредством плавления и вырезания секции, в многослойном непрерывном наружном покрытии, где должен быть образован боковой шов.
29. Способ изготовления натягиваемого одноразового подгузника по п. 28, включающий стадию образования, посредством использования лазерного устройства для плавления/резания, боковых швов, каждый из которых включает соединенную плавлением часть, изготовленную посредством соединения плавлением обеих краевых частей боковых сторон переднего участка наружного покрытия с соответствующими краевыми частями боковых сторон заднего участка наружного покрытия в состоянии, в котором краевые части перекрываются, причем:
по меньшей мере некоторые из листов, составляющих наружное покрытие, включают полимерный материал; и
соединенная плавлением часть образуется: изготовлением одной поверхности многослойного листа, в котором обе краевые части боковых сторон переднего участка наружного покрытия и соответствующие краевые части боковых сторон заднего участка наружного покрытия перекрываются, прижимаясь к опорному элементу, который имеет светопроницаемую секцию, через которую может проходить лазерный луч; и облучением, со стороны опорного элемента через светопроницаемую секцию, многослойного листа, который находится в сжатом состоянии, лазерным излучением, которое имеет такую длину волны, что оно поглощается листами, составляющими многослойный лист, и которое заставляет листы производить тепло; и, таким образом, резанием и разделением многослойного листа и, одновременно, присоединение отрезанных краевых частей, в сжатом наружном покрытии, которые образовались посредством резания/разделения.
| WO 2013094591 A1, 27.06.2013 | |||
| JP 2005334453 A, 08.12.2005 | |||
| JP 2003047631 A, 18.02.2003 | |||
| JP 2006204688 A, 10.08.2006. |

