Изобретение относится к области магистрального трубопроводного транспорта и может быть использовано при траншейной прокладке трубопровода в защитном кожухе с применением соединений труб, выполненных сваркой.
В практике строительства магистрального трубопровода в отдельных случаях, на наиболее ответственных его участках, возникает необходимость применения прокладки трубопровода в защитном кожухе. При этом с точки зрения технико-экономической эффективности следует обеспечивать соблюдение технологии последовательного наращивания магистрального трубопровода по всей его длине, сохранение помещаемого в защитный кожух рабочего трубопровода от механических повреждений в процессе производства сварочно-монтажных работ.
При рассмотрении технической литературы выявлены технические решения, относящиеся к соединению труб защитного кожуха и размещаемого в нем рабочего трубопровода.
Известно устройство для соединения двухкожуховых труб (варианты) и способ соединения двухкожуховых труб (см. RU 2508492, кл. F16L 23/024, опубл. 27.02.2014 г.), содержащее две соответствующие друг другу части трубной муфты и предохранительный элемент для их осевого соединения, по меньшей мере, одна из частей трубной муфты выполнена составной и содержит две отдельные детали, а именно внутреннюю деталь, которая образована внутренним кольцом или, по меньшей мере, включает в себя его и имеет наружную резьбу, и внешнюю деталь, которая образована наружным кольцом или, по меньшей мере, включает в себя его и имеет соответствующую наружной резьбе внутреннюю резьбу, причем внешняя деталь выполнена с возможностью навинчивания на внутреннюю деталь, при этом, в частности, наружная резьба и внутренняя резьба выполнены и позиционированы с возможностью навинчивания внешней детали на внутреннюю деталь до тех пор, пока внешняя деталь не упрется в привариваемую кожуховую трубу, когда внутренняя деталь приварена к внутренней трубе.
Недостатками данного технического решения являются: сложность конструктивного исполнения соединительных элементов (муфт), сложность монтажа резьбовых соединений труб в трассовых условиях, недостаточная герметичность резьбовых соединений при работе трубопровода с высоким давлением перекачиваемой среды и отсутствие возможности для сварки соединений внутреннего трубопровода.
Известен способ монтажа трубопровода типа труба в трубе (см. SU 1076685, кл. F16L 7/00, опубл. 28.02.1984 г.), заключающийся в том, что на передней части внутренней трубы устанавливают кольцевые опорные элементы, которые соединяют между собой при помощи троса, укладываемого между кольцевыми опорными элементами, а затем протаскивают внутреннюю трубу в полость наружной трубы.
Недостатками данного способа являются: возможность повреждения изоляционного покрытия рабочего трубопровода в результате трения опорных элементов в процессе протаскивания в защитный кожух, сложность реализации технологии последовательного наращивания трубопровода по всей его длине, поскольку присоединение трубопровода, размещенного в защитном кожухе, к ранее уложенному в траншею трубопроводу является весьма сложной технической задачей.
Наиболее близким техническим решением к изобретению является способ прокладки переходов магистральных газопроводов под автомобильными и железными дорогами (см. СП 109-34-97 «Свод правил по сооружению переходов под автомобильными и железными дорогами», утв. РАО «Газпром», приказ от 08.07.1998 г. №87, пункты 3.24, 4.20, 4.22, 6.1, 6.4, 6.6), содержащий сварку защитного кожуха на берме рядом с предварительно подготовленной траншеей, укладку защитного кожуха в траншею, сварку трубной плети рабочего трубопровода непосредственно на участке строительства, монтаж на трубной плети рабочего трубопровода опорно-направляющих колец, каждый из которых состоит из неметаллических опорных элементов, болтовых соединений сегментов и сегментов опорного кольца, протаскивание трубной плети рабочего трубопровода в защитный кожух.
Недостатки данного способа состоят в следующем:
- при строительстве магистрального трубопровода с участками, на которых требуется прокладка в защитном кожухе, затрудняется реализация технологии последовательного наращивания магистрального трубопровода по всей его длине, поскольку присоединение рабочего трубопровода, размещенного в защитном кожухе, к ранее уложенному в траншею трубопроводу является весьма сложной технической задачей;
- при прокладке рабочего трубопровода в защитном кожухе на участках большой протяженности в процессе его протаскивания в защитный кожух возможно смещение опорных элементов в процессе протаскивания рабочего трубопровода и повреждение его изоляционного покрытия.
Задача, решаемая в изобретении, заключается в разработке технического решения, обеспечивающего устранение указанных недостатков путем применения устройства для соединения труб защитного кожуха и размещаемого в нем рабочего трубопровода, а также технологии соединения между собой плетей рабочего трубопровода, помещенного в защитный кожух.
Техническим результатом заявленного изобретения является обеспечение соблюдения технологии последовательного наращивания магистрального трубопровода по всей его длине, включая протяженные участки трубопровода, помещенного в защитный кожух, с сохранением его от механических повреждений в процессе производства сварочно-монтажных работ.
Поставленная задача решается, а технический результат достигается в результате того, что согласно изобретению устройство для соединения труб защитного кожуха и размещаемого в нем рабочего трубопровода включает раструб, металлическую манжету, разъемное монтажное устройство, причем
- один конец каждой плети защитного кожуха, кроме первой, снабжают раструбом, жестко прикрепленным к нему с помощью металлической манжеты;
- противоположный конец каждой плети защитного кожуха, кроме последней, снабжают металлической манжетой, жестко присоединенной к внешней поверхности защитного кожуха на расстоянии, равном 0,40 ширины раструба, и обращенной своей перемычкой в сторону присоединяемого раструба;
- раструб выполняют с внутренним диаметром, превышающим не менее чем на 10% внешний диаметр труб защитного кожуха, шириной 300 мм и толщиной стенки не менее толщины стенки труб защитного кожуха;
- металлическую манжету выполняют U-образной формы с диаметром внутренней уплотнительной губы, равным наружному диаметру трубы защитного кожуха, и диаметром ее внешней уплотнительной губы, не менее чем на 1% превышающим внутренний диаметр раструба, при этом толщина стенки металлической манжеты должна быть не менее 0,50 толщины стенки труб защитного кожуха;
- разъемное монтажное устройство выполняют состоящим из двух частей, в которых прижимные элементы обращены друг к другу и соединены стяжными винтами, при этом диаметр каждого прижимного элемента выполняют равным диаметру средней части перемычки металлической манжеты.
Поставленная задача решается, а технический результат достигается также в результате того, что способ соединения труб защитного кожуха и размещаемого в нем рабочего трубопровода заключается в том, что
- выполняют сварку в плеть труб защитного кожуха и равную ей по длине плеть труб рабочего трубопровода, размещая их на берме рядом с предварительно подготовленной траншеей;
- на конце второй и последующих плетей труб защитного кожуха, обращенном в сторону первой плети труб защитного кожуха, жестко прикрепляют сваркой металлическую манжету, обращенную своей перемычкой в сторону присоединяемого раструба, на расстоянии от конца плети, равном 0,40 ширины раструба, запрессовывают на нее раструб, сваривают между собой металлическую манжету и раструб, а на конце первой и предпоследней плетей труб защитного кожуха, обращенном в сторону очередной присоединяемой плети труб защитного кожуха, жестко прикрепляют сваркой металлическую манжету, обращенную своей перемычкой в сторону очередной присоединяемой плети труб защитного кожуха, на расстоянии от конца плети, равном 0,40 ширины раструба;
- на каждой трубе плети рабочего трубопровода на расстоянии от каждого ее конца, равном 0,25 длины трубы, устанавливают хомуты с закрепленными на них неметаллическими опорными элементами;
- плеть труб рабочего трубопровода помещают в плеть труб защитного кожуха таким образом, чтобы конец плети труб рабочего трубопровода, присоединяемый к концу уложенного в траншею трубопровода, выступал на 0,20 длины трубы рабочего трубопровода;
- смонтированную плеть труб защитного кожуха с размещенной в нем плетью труб рабочего трубопровода опускают в траншею, пристыковывают конец плети труб рабочего трубопровода к концу уложенного в траншею трубопровода, сваривают их друг с другом и снабжают сварной шов изоляционным покрытием;
- после приварки первой плети труб рабочего трубопровода плеть труб защитного кожуха смещают таким образом, чтобы противоположный конец плети труб рабочего трубопровода выступал за край плети труб защитного кожуха на расстояние, равное 0,20 длины трубы рабочего трубопровода;
- вторую и последующие плети труб защитного кожуха смещают к свободному концу предыдущей плети труб защитного кожуха, монтируют разъемное монтажное устройство, путем синхронного закручивания стяжных винтов разъемного монтажного устройства запрессовывают раструб на металлическую манжету, установленную на свободном конце предыдущей плети труб защитного кожуха, внешнюю уплотнительную губу металлической манжеты и прилегающий к ней раструб сваривают между собой, на внешнюю поверхность раструба и металлических манжет устанавливают изоляционное покрытие.
Изобретение поясняется фиг. 1-8.
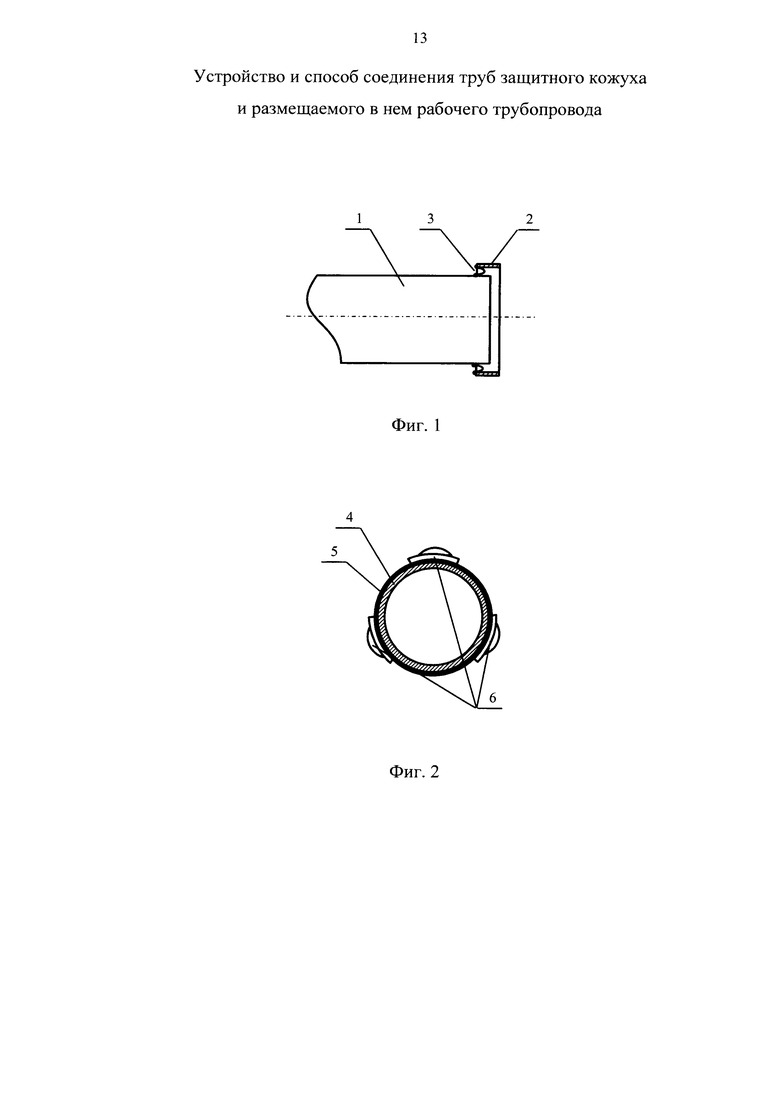
На фиг. 1 изображено положение раструба, закрепленного на защитном кожухе.
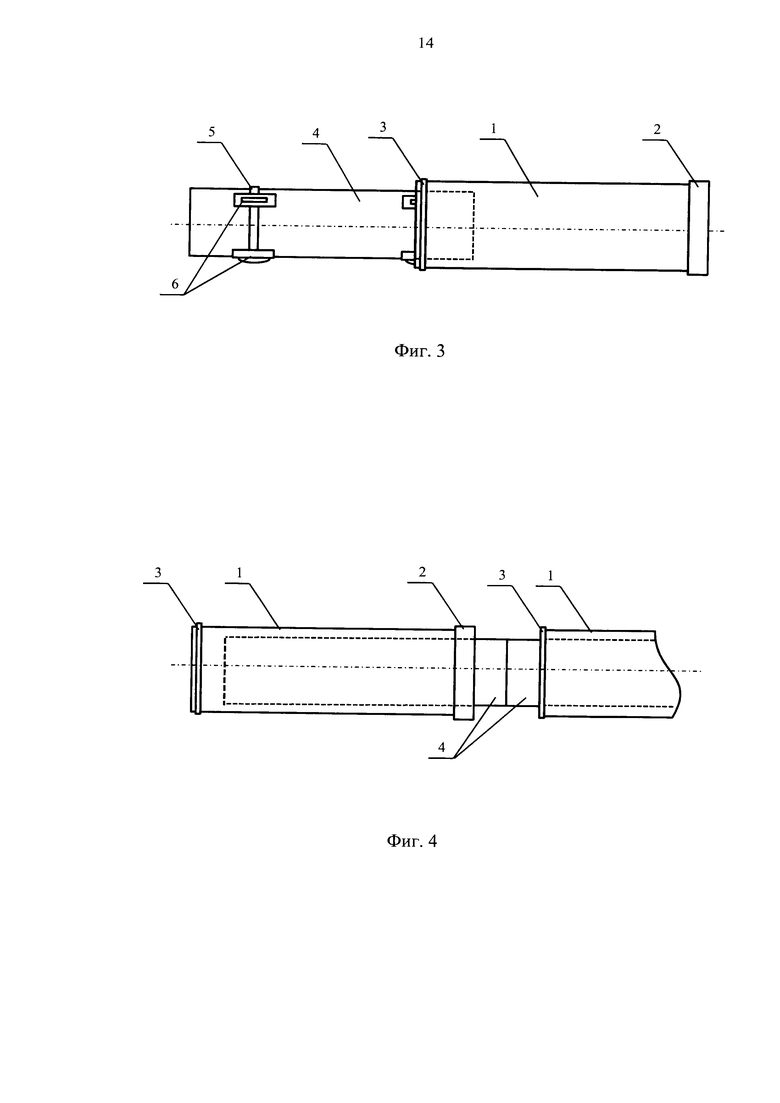
На фиг. 2 изображено положение на рабочем трубопроводе хомута с закрепленными на нем неметаллическими опорными элементами (в разрезе).
На фиг. 3 изображено положение рабочего трубопровода в начальной фазе его размещения в защитном кожухе.
На фиг. 4 изображено соединение помещенной в плеть защитного кожуха плети рабочего трубопровода с торцевой частью уложенного в траншею рабочего трубопровода, размещенного в защитном кожухе.
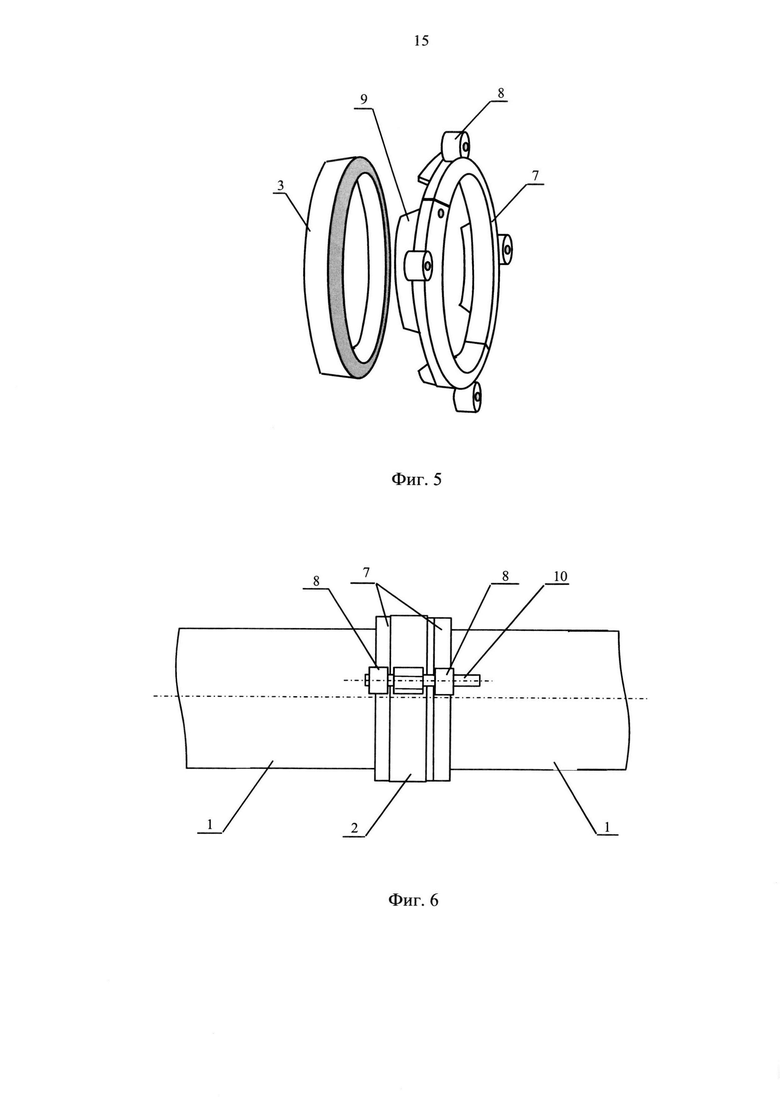
На фиг. 5 изображено положение разъемного монтажного устройства относительно металлической манжеты, вид сбоку.
На фиг. 6 изображено соединение плети защитного кожуха с уложенным в траншею защитным кожухом в фазе монтажа раструба на металлическую манжету.
На фиг. 7 изображена конструкция соединения плети защитного кожуха с уложенным в траншею защитным кожухом в разрезе.
На фиг. 8 изображено положение соединенных между собой сваркой стыков рабочего трубопровода и защитного кожуха в траншее.
На фиг. 1-8 применены следующие обозначения:
1 - защитный кожух;
2 - раструб;
3 - металлическая манжета;
4 - рабочий трубопровод;
5 - хомут;
6 - неметаллические опорные элементы;
7 - разъемное монтажное устройство;
8 - крепежный выступ прижимного элемента разъемного монтажного устройства;
9 - упор прижимного элемента разъемного монтажного устройства;
10 - стяжной винт разъемного монтажного устройства.
Устройство и способ соединения труб защитного кожуха и размещаемого в нем рабочего трубопровода работают следующим образом.
На берме рядом с предварительно подготовленной траншеей собирают и сваривают в плети трубы защитного кожуха 1 и рабочего трубопровода 4. На конце второй и последующих плетей труб защитного кожуха 1, обращенном в сторону первой плети труб защитного кожуха 1, жестко прикрепляют сваркой металлическую манжету 3, обращенную своей перемычкой в сторону присоединяемого раструба 2, на расстоянии от конца плети, равном 0,40 ширины раструба 2, запрессовывают на нее раструб 2, сваривают между собой металлическую манжету 3 и раструб 2. На конце первой и предпоследней плетей труб защитного кожуха 1, обращенном в сторону очередной присоединяемой плети труб защитного кожуха 1, жестко прикрепляют сваркой металлическую манжету 3, обращенную своей перемычкой в сторону очередной присоединяемой плети труб защитного кожуха 1, на расстоянии от конца плети, равном 0,40 ширины раструба 2. Раструб 2 выполняют с внутренним диаметром, превышающим не менее чем на 10% внешний диаметр труб защитного кожуха 1, шириной 300 мм и толщиной стенки не менее толщины стенки труб защитного кожуха 1. Применение раструба 2 обеспечивает упрощение центровки присоединяемой плети труб защитного кожуха 1 с защитным кожухом 1, уложенным в траншею. Кроме того, при этом предотвращается повреждение изоляционного покрытия рабочего трубопровода 4 от температурного воздействия при сварке раструба 2 с металлической манжетой 3. Металлическую манжету 3 выполняют U-образной формы с диаметром внутренней уплотнительной губы, равным наружному диаметру трубы защитного кожуха 1, и диаметром ее внешней уплотнительной губы, не менее чем на 1% превышающим внутренний диаметр раструба 2, при этом толщина стенки металлической манжеты должна быть не менее 0,50 толщины стенки труб защитного кожуха 1. На каждой трубе плети рабочего трубопровода 4 на расстоянии от каждого ее конца, равном 0,25 длины трубы, устанавливают хомуты 5 с закрепленными на них неметаллическими опорными элементами 6. При этом на внешней поверхности каждого из хомутов 5 закрепляют три неметаллических опорных элемента 6 с интервалом 120° окружности хомута 5. Плеть труб рабочего трубопровода 4 на берме рядом с предварительно подготовленной траншеей помещают в плеть труб защитного кожуха 1 таким образом, чтобы конец плети труб рабочего трубопровода 4, присоединяемый к концу уложенного в траншею трубопровода 4, выступал на 0,20 длины трубы рабочего трубопровода 4, что обеспечивает производство сварочно-монтажных работ.
Смонтированную плеть труб защитного кожуха 1 с размещенной в нем плетью труб рабочего трубопровода 4 с помощью подъемного механизма (не показан) опускают в траншею, пристыковывают конец плети труб рабочего трубопровода 4 к концу уложенного в траншею трубопровода 4, сваривают их друг с другом и снабжают сварной шов изоляционным покрытием (не показан). После приварки первой плети труб рабочего трубопровода 4 плеть труб защитного кожуха 1 смещают таким образом, чтобы противоположный конец плети труб рабочего трубопровода 4 выступал за край плети труб защитного кожуха 1 на расстояние, равное 0,20 длины трубы рабочего трубопровода 4. Вторую и последующие плети труб защитного кожуха 1 смещают к свободному концу предыдущей плети труб защитного кожуха 1, монтируют разъемное монтажное устройство 7, помещая прижимной элемент разъемного монтажного устройства 9, путем синхронного закручивания стяжных винтов разъемного монтажного устройства 10 в крепежные выступы прижимного элемента разъемного монтажного устройства 8 запрессовывают раструб 2 на металлическую манжету 3, установленную на свободном конце предыдущей плети труб защитного кожуха 1. Разъемное монтажное устройство 7 выполняют состоящим из двух частей, в которых прижимные элементы 9 обращены друг к другу и соединены стяжными винтами 10. При этом диаметр каждого прижимного элемента разъемного монтажного устройства 9 выполняют равным диаметру средней части перемычки металлической манжеты 3. Внешнюю уплотнительную губу металлической манжеты 3 и прилегающий к ней раструб 2 сваривают между собой, на внешнюю поверхность раструба 2 и металлических манжет 3 устанавливают изоляционное покрытие.
Таким образом, реализация предложенного технического решения позволяет обеспечивать прокладку трубопровода с соблюдением технологии последовательного наращивания магистрального трубопровода по всей его длине, включая протяженные участки трубопровода, помещенного в защитный кожух, с сохранением его от механических повреждений в процессе производства сварочно-монтажных работ.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАМЕНЫ ТРУБ ЗАЩИТНОГО КОЖУХА И РАЗМЕЩЕННОГО В НЕМ РАБОЧЕГО ТРУБОПРОВОДА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2662071C1 |
| СПОСОБ ЗАМЕНЫ ДЕФЕКТНОГО УЧАСТКА МАГИСТРАЛЬНОГО ТРУБОПРОВОДА | 2014 |
|
RU2580234C1 |
| СПОСОБ УКЛАДКИ ТРУБОПРОВОДА | 2010 |
|
RU2436007C1 |
| СПОСОБ УКЛАДКИ ТРУБОПРОВОДА | 1997 |
|
RU2126926C1 |
| СПОСОБ ПРОТАСКИВАНИЯ ТРУБОПРОВОДА | 2023 |
|
RU2822166C1 |
| СПОСОБ СТРОИТЕЛЬСТВА НАЗЕМНОГО ТРУБОПРОВОДА НА БОЛОТАХ | 2016 |
|
RU2624937C1 |
| Способ сооружения трубопровода из металлических труб | 1980 |
|
SU877204A1 |
| Мобильный монтажный комплекс для сборно-разборных трубопроводов с раструбными соединениями труб | 2024 |
|
RU2841447C1 |
| СПОСОБ ЗАЩИТЫ ОТ КОРРОЗИИ ЗОНЫ СВАРНОГО СОЕДИНЕНИЯ ТРУБОПРОВОДА С ВНУТРЕННИМ ЗАЩИТНЫМ ПОКРЫТИЕМ | 2013 |
|
RU2533046C2 |
| СПОСОБ ПРОКЛАДКИ ТРУБОПРОВОДА В СКАЛЬНЫХ И ПОЛУСКАЛЬНЫХ ГРУНТАХ НА ПРОДОЛЬНОМ УКЛОНЕ | 2012 |
|
RU2516984C1 |

Изобретение относится к области магистрального трубопроводного транспорта и может быть использовано при траншейной прокладке трубопровода в защитном кожухе с применением соединений труб, выполненных сваркой. Устройство длясоединения труб защитного кожуха и размещаемого в нем рабочего трубопровода содержит устанавливаемые на защитный кожух раструбы с металлическими манжетами, а способ включает монтаж на берме рядом с предварительно подготовленной траншеей плетей труб защитного кожуха и рабочего трубопровода, размещение рабочего трубопровода в защитный кожух, перемещение собранной конструкции в траншею, приварку рабочего трубопровода, запрессовку раструба защитного футляра на металлическую манжету предыдущего защитного кожуха с помощью разъемного монтажного устройства, сварку запрессованного раструба с металлической манжетой. Изобретение повышает надежность соединения. 2 н.п. ф-лы, 8 ил.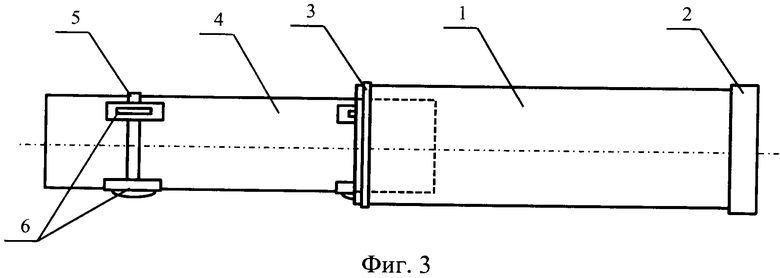
1. Устройство для соединения труб защитного кожуха и размещаемого в нем рабочего трубопровода, характеризующееся тем, что оно включает раструб, металлическую манжету, разъемное монтажное устройство, причем
один конец каждой плети защитного кожуха, кроме первой, снабжен раструбом, жестко прикрепленным к нему с помощью металлической манжеты;
противоположный конец каждой плети защитного кожуха, кроме последней, снабжен металлической манжетой, жестко присоединенной к внешней поверхности защитного кожуха на расстоянии, равном 0,40 ширины раструба, и обращенной своей перемычкой в сторону присоединяемого раструба;
раструб выполнен с внутренним диаметром, превышающим не менее чем на 10% внешний диаметр труб защитного кожуха, шириной 300 мм и толщиной стенки не менее толщины стенки труб защитного кожуха;
металлическая манжета выполнена U-образной формы с диаметром внутренней уплотнительной губы, равным наружному диаметру трубы защитного кожуха, и диаметром ее внешней уплотнительной губы, не менее чем на 1% превышающим внутренний диаметр раструба, при этом толщина стенки металлической манжеты должна быть не менее 0,50 толщины стенки труб защитного кожуха;
разъемное монтажное устройство выполнено состоящим из двух частей, в которых прижимные элементы обращены друг к другу и соединены стяжными винтами, при этом диаметр каждого прижимного элемента выполняют равным диаметру средней части перемычки металлической манжеты.
2. Способ соединения труб защитного кожуха и размещаемого в нем рабочего трубопровода, заключающийся в том, что
выполняют сварку в плеть труб защитного кожуха и равную ей по длине плеть труб рабочего трубопровода, размещая их на берме рядом с предварительно подготовленной траншеей;
на конце второй и последующих плетей труб защитного кожуха, обращенном в сторону первой плети труб защитного кожуха, жестко прикрепляют сваркой металлическую манжету, обращенную своей перемычкой в сторону присоединяемого раструба, на расстоянии от конца плети, равном 0,40 ширины раструба, запрессовывают на нее раструб, сваривают между собой металлическую манжету и раструб, а на конце первой и предпоследней плетей труб защитного кожуха, обращенном в сторону очередной присоединяемой плети труб защитного кожуха, жестко прикрепляют сваркой металлическую манжету, обращенную своей перемычкой в сторону очередной присоединяемой плети труб защитного кожуха, на расстоянии от конца плети, равном 0,40 ширины раструба;
на каждой трубе плети рабочего трубопровода на расстоянии от каждого ее конца, равном 0,25 длины трубы, устанавливают хомуты с закрепленными на них неметаллическими опорными элементами;
плеть труб рабочего трубопровода помещают в плеть труб защитного кожуха таким образом, чтобы конец плети труб рабочего трубопровода, присоединяемый к концу уложенного в траншею трубопровода, выступал на 0,20 длины трубы рабочего трубопровода;
смонтированную плеть труб защитного кожуха с размещенной в нем плетью труб рабочего трубопровода опускают в траншею, пристыковывают конец плети труб рабочего трубопровода к концу уложенного в траншею трубопровода, сваривают их друг с другом и снабжают сварной шов изоляционным покрытием;
после приварки первой плети труб рабочего трубопровода плеть труб защитного кожуха смещают таким образом, чтобы противоположный конец плети труб рабочего трубопровода выступал за край плети труб защитного кожуха на расстояние, равное 0,20 длины трубы рабочего трубопровода;
вторую и последующие плети труб защитного кожуха смещают к свободному концу предыдущей плети труб защитного кожуха, монтируют разъемное монтажное устройство, путем синхронного закручивания стяжных винтов разъемного монтажного устройства запрессовывают раструб на металлическую манжету, установленную на свободном конце предыдущей плети труб защитного кожуха, внешнюю уплотнительную губу металлической манжеты и прилегающий к ней раструб сваривают между собой, на внешнюю поверхность раструба и металлических манжет устанавливают изоляционное покрытие.
| УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ ДВУХКОЖУХОВЫХ ТРУБ (ВАРИАНТЫ) И СПОСОБ СОЕДИНЕНИЯ ДВУХКОЖУХОВЫХ ТРУБ | 2012 |
|
RU2508492C1 |
| DE 102009052674 A1, 19.05.2011 | |||
| Узел соединения секций криогенных трубопроводов | 1972 |
|
SU666367A1 |
| Способ монтажа трубопровода типа "труба в трубе | 1983 |
|
SU1076685A1 |
| US 3488070 A1, 06.01.1970. | |||

