Изобретение относится к области строительства и может найти применение при выполнении монтажных работ при сооружении трубопроводов из комбинированных (бипластмассовых) труб, предназначенных для транспортировки, например нефтепромысловых сред.
Известен способ монтажа магистрального трубопровода, заключающийся в приварке с прицентровкой очередной поднятой секции к приподнятой части трубопровода и последовательным опускании этого участка на основание с использованием поочередно действующих с перехватом пар поддерживающих и пары поддерживающе-центрирующих опор (а. с. N 1273671, МПК F 16 L 1/00, бюл. N 44, 1986 г. ). Известный способ нельзя использовать при монтаже и укладке трубопровода из тонкостенных длинномерных, небольшого диаметра стеклопластиковых труб.
Известен способ укладки трубопроводов, заключающийся в монтаже труб, например асбоцементных, в плеть на берме траншеи, натягивании струны, параллельно - горизонтально расположенной траверсе и переносе в траншею, сборке в трубопровод и засыпке. (а.с. N 1194982 МПК E 03 F 3/06, бюл. N 44, 1985 г). Данный способ взят за прототип.
Недостатками способа-прототипа являются следующие: ограничение длины плети размером траверсы, использование струны, которая приводит к повреждению внутренней поверхности, например, бипластмассовых труб.
Задачей изобретения является разработка способа укладки трубопровода, исключающего повреждение труб и сокращающего время укладки за счет увеличения длины плетей, а также при этом качества соединений труб.
Поставленная задача решается с помощью признаков, указанных в формуле изобретения.
Согласно первому варианту:
признаков, общих с прототипом, таких, как способ укладки трубопровода, например, из стеклопластиковых труб, заключающийся в монтаже труб в плеть на берме траншеи, переносе плети в траншею, сборке в трубопровод и засыпке и отличительных существенных признаков, таких, как стыковка плети с трубопроводом, ведут с поворотом ее вокруг своей оси с предварительными замером усилия смещения плети перед созданием контактного давления и суммирования его усилием, которое необходимо для контакта, при этом конец трубопровода и концы плети устанавливают по осям на одном уровне, с последующей сваркой стыка, установкой элементов клее-механического соединения и полимеризации стыка.
Операцию стыковки плети с трубопроводом ведут с поворотом ее вокруг своей оси - это позволяет исключить смещение торцев полиэтиленовых труб, тем самым повысить качество соединений.
Предварительный замер усилия смещения плети перед созданием контактного давления и суммирования его с усилием, которое необходимо для контакта, позволяет повысить качество сварки за счет стабилизации параметров технологического процесса.
Установка конца трубопровода и концов плети по осям на одном уровне позволяет исключить нагрузки под углом к оси плети, что улучшает качество стыка, увеличивает длину плети.
Последующие сварка, установка элементов клее-механического соединения и полимеризация стыка завершают монтаж трубопровода из тонкостенных длинномерных стеклопластиковых труб.
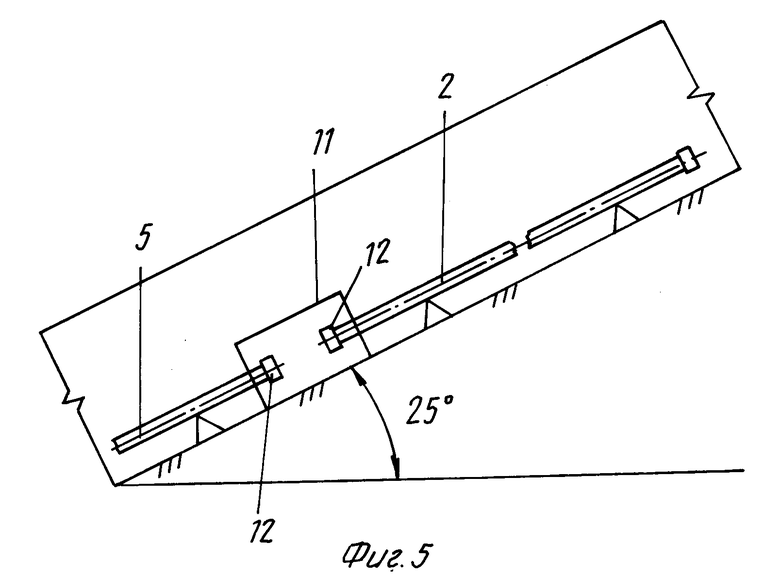
В пункте 2 формулы изобретения излагается особенность стыковки трубопровода с плетью на склонах, а именно при стыковке трубопровода с плетью на склонах (угол наклона от 10 до 50o) создают усилие торможения плети больше на 0,03- 0,05 от усилия смещения.
Особенностью сварки трубопровода с плетью, труб в плеть в зимних условиях отражена в пункте 3 формулы изобретения, а именно при низких температурах перед сваркой торцев труб ведут прогрев элементов стыка до 40-60oC.
Согласно пункту 4 формулы изобретения для сокращения времени укладки (за счет исключения операции обрезки труб) при сборке в трубопровод кроме необходимого количества труб стандартной длины используют комплект труб длиной 1, 2, 3, 4, 5, 6 метров и отводы на поверхность.
Согласно второму варианту изобретения поставленная задача решается с помощью признаков, указанных в формуле изобретения, общих с прототипом, таких, как способ укладки трубопровода, например, из нескольких ниток теклопластиковых труб, заключающийся в монтаже труб в плеть, сборке в трубопровод и засыпке, и отличительных, существенных признаков, таких, как монтаж труб в плеть требуемой длины ведут в траншее на стеллаже путем сварки концов труб, установки элементов клее-механического соединения и обогрева стыка, причем стыковку плети с трубопроводом ведут с поворотом ее вокруг своей оси, с предварительным замером усилия смещения плети перед созданием контактного давления и суммирования его с усилием, которое необходимо для контакта, при этом конец трубопровода и концы плети устанавливают по осям на одном уровне, с последующей сваркой стыка, установкой элементов клее-механического соединения и полимеризации стыка.
Процесс монтажа труб в плеть ведут в траншее на стеллаже сваркой концов труб, установкой клее-механического соединения и обогрева стыка, что позволяет повысить производительность укладки, в особенности трубопровода с несколькими нитками.
Операцию стыковки плети с трубопроводом ведут с поворотом ее вокруг своей оси, что позволяет исключить смещение торцов полимерных труб и тем самым повысить качество.
Предварительный замер усилия смещения плети перед созданием контактного давления и суммирования его с усилием, которое необходимо для контакта, позволяет повысить качество сварки за счет стабилизации параметров технологического процесса.
Установка конца трубопровода и концов плети по осям на одном уровне позволяет исключить нагрузки под углом к оси плети, что улучшает качество стыка, дает возможность увеличить длительность плети.
Последующие сварка, установка элементов клее-механического соединения и полимеризация стыка завершают монтаж трубопровода из тонкостенных длинномерных стеклопластиковых труб.
Особенностью изобретения по второму варианту является то, что при монтаже труб в плеть стык каждой нитки трубопровода смещают относительно друг друга на расстояние 3-5 длин стыковочного соединения, что сокращает время на эту операцию и повышает качество клее-механического соединения. Условия монтажа труб с трубопроводом, стыковка труб в плеть, монтаж в зимних условиях, а также использование комплекта труб от 1 до 6 метров и отводов аналогичны первому варианту изобретения.
Объединение двух технических решений в одну заявку связано с тем, что они относятся к объектам одного вида, одинакового назначения, обеспечивающих получение одного и того же технического результата.
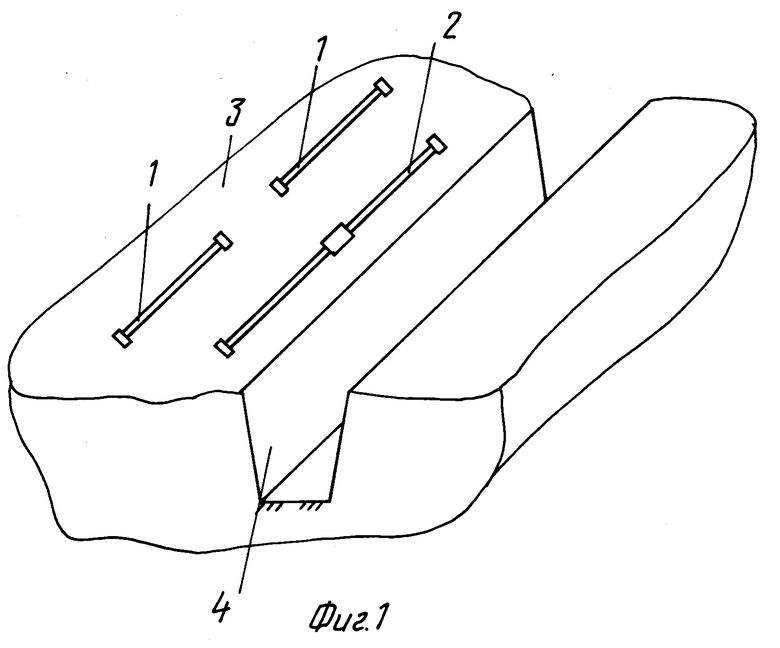
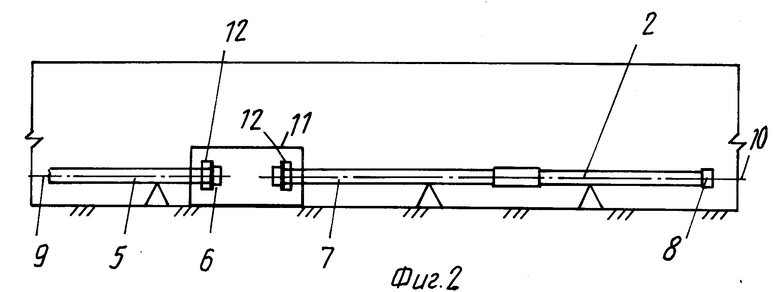
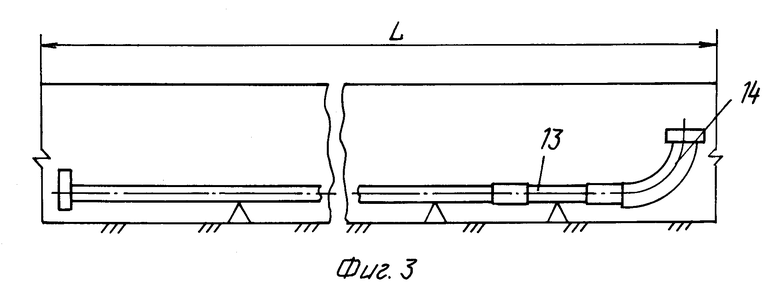
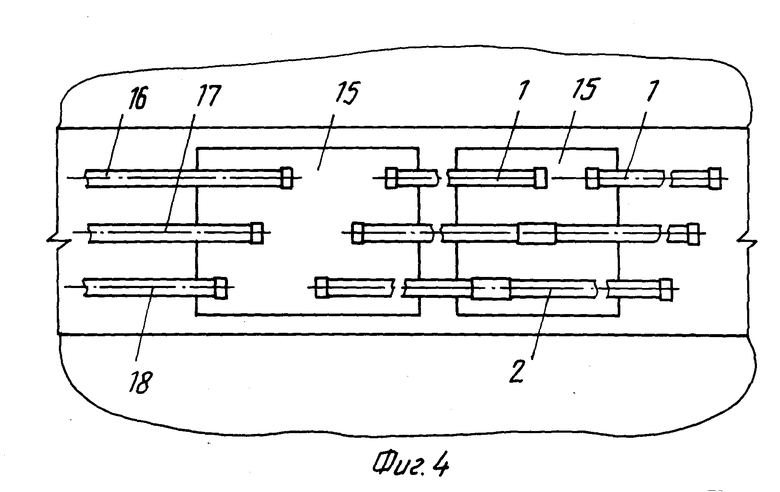
На фиг. 1 изображена операция монтажа труб в плеть; на фиг. 2 изображена операция стыковки плети с трубопроводом; на фиг. 3 изображена операция стыковки трубопровода с трубами различной длины и отводом; на фиг. 4 изображены операции монтажа труб в плеть при укладке трубопровода из нескольких ниток; на фиг. 5 изображена операция стыковки трубопровода с плетью на склонах.
Предлагаемый способ укладки трубопровода заключается в монтаже труб 1 в плеть 2 (фиг. 1) на берме 3 траншеи 4, переносе плети 2 в траншею 4. Стыковку плети 2 с трубопроводом 5 ведут с поворотом ее вокруг своей оси с предварительным замером усилия продольного смещения плети 2 при ее подтягивании к трубопроводу 5 перед созданием контактного давления и суммирования усилия продольного смещения с контактным давлением, которое необходимо для сварки. Конец 6 трубопровода 5 и концы 7 и 8 плети 2 устанавливают по продольным осям 9, 10 (фиг. 2) на одном уровне. После этого производят сварку стыка в сварочной установке 11 и установку элементов клее-механического соединения 12. Затем производят полимеризацию стыка. Далее замеряют длину траншеи. Если длина траншеи 4 не кратна длине петли 2, то используют трубу 13 с необходимой длиной, например, 1, 2, 3, 4, 5, 6 м или несколько труб с вышеперечисленными длинами, до набора нужной длины трубопровода. После этого приваривают отвод 14 (фиг. 3). При укладке в траншею нескольких ниток трубопровода монтаж труб 2 в плети 2 ведут в траншее 4 на стеллаже 15 путем сварки концов труб 1. При этом стык каждой нитки трубопровода смещают относительно друг друга на расстояние 3-5 длин стыковочного соединения. Затем производят стыковку плети 2 с трубопроводами 16, 17, 18.
Пример 1. При укладке одной нитки трубопровода, например, с внутренним диаметром 76 мм сварку труб в плети длиной от 24 до 60 м ведут на берме траншеи. Затем плеть переносят в траншею. Устанавливают конец трубопровода и концы плети на одном уровне по продольным осям, зажимают в сварочную установку. После этого производят совмещение кромок полиэтиленовых оболочек стеклопластиковых комбинированных труб путем поворота плети вокруг своей продольной оси. Далее производят замер усилия продольного смещения Fсм плети, по инамометру сварочной установки, при ее подтягивании к трубопроводу, например Fсм = 40 кг. После подрезки торцев полиэтиленовой оболочки устанавливают в стык сварочный нагреватель, температура на поверхности которого tн = 220oC ± 10oC. Оплавление полиэтиленовых труб ведут с суммированием усилия смещения и давлении 1,5 кг/см2 в стыке, при диаметре 76 мм и толщине стенки 3 мм усилие в сварочном шве при оплавлении составит Fопл = 40 кг + 11 кг = 51 кг. После появления грата по всей окружности трубы усилие в варочном стыке снижают до Fм = 40 кг + 3 кг = 43 кг и выдерживают 30 - 35 сек. Затем нагреватель снимают со стыка и смыкают торцы полиэтиленовых оболочек с усилием Fос = 40 кг + 11 кг = 51 кг. Стык охлаждают до температуры 50oC под усилием F осадка. Далее сварочную установку снимают (в зимних условиях подогревают место стыка до температуры 40-60oC) и производят монтаж клее-механического соединения с последующей полимеризацией при температуре 60-70oC.
Пример 2. Укладку трубопровода на склоне например 25o ведут аналогично примеру 1. При этом создают усилие торможения на 0,04 > усилия смещения и направленное вдоль оси плети вверх по склону (фиг. 5).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УКЛАДКИ ТРУБОПРОВОДА | 2010 |
|
RU2436007C1 |
| СПОСОБ ПРОВЕДЕНИЯ ПОДВОДНОЙ ГОРНОЙ ВЫРАБОТКИ ИЛИ ТОННЕЛЯ | 1995 |
|
RU2114251C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМБИНИРОВАННЫХ ТРУБ | 1996 |
|
RU2100201C1 |
| УСТАНОВКА ДЛЯ ЛАЗЕРНОЙ СВАРКИ ТРУБОПРОВОДОВ | 1994 |
|
RU2074798C1 |
| СПОСОБ ПРОКЛАДКИ ТРУБОПРОВОДОВ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2120366C1 |
| ЛАЗЕРНЫЙ КОМПЛЕКС ДЛЯ ПРОВОДКИ ТРУБОПРОВОДОВ | 1997 |
|
RU2116181C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И УКЛАДКИ ПОЛИМЕРНОГО ТРУБОПРОВОДА | 2011 |
|
RU2503871C2 |
| СВАРОЧНЫЙ КОМПЛЕКС ДЛЯ ИЗГОТОВЛЕНИЯ НЕПРЕРЫВНОГО ТРУБОПРОВОДА | 1994 |
|
RU2074799C1 |
| УСТРОЙСТВО ДЛЯ ПОЛИМЕРИЗАЦИИ ТРУБ | 1996 |
|
RU2114001C1 |
| УСТАНОВКА ДЛЯ ЛАЗЕРНОЙ СВАРКИ ТРУБОПРОВОДОВ | 1994 |
|
RU2070494C1 |
Использование: при сооружении трубопроводов из комбинированных (например, бипластмассовых) труб, предназначенных для транспортирования нефтепромысловых сред. На берме траншеи стеклопластиковые трубы монтируются в плеть, переносят ее в траншею и стыкуют с трубопроводом с поворотом плетки вокруг ее продольной оси. Предварительно замеряют усилие смещения плетки и суммируют его с необходимым контактным усилием. Изобретение позволяет увеличить длину стыкуемых плетей и улучшить качество соединения плетей с трубопроводом. 2 с. и 7 з.п.ф-лы, 5 ил.