Изобретение относится к текстильной промышленности, в частности - к технологии изготовления портновских манекенов для примерки одежды в процессе ее изготовления и для демонстрации одежды.
Из уровня техники известен способ изготовления манекена по патенту РФ на изобретение №2540395. Данный способ позволяет создать индивидуальный портновский манекен в домашних условиях. Недостаток способа по патенту №№2540395 состоит в его трудоемкости и невозможности его использования для производства манекенов в больших количествах: в данном патенте описывается способ создания манекена для снятия мерок при изготовлении одежды для конкретного человека. Другими словами, речь идет о создании единичных индивидуальных манекенов для примерки одежды. Однако для целей серийного промышленного производства одежды важно обеспечить возможность создания манекенов в больших количествах, которые будут использоваться как на текстильных фабриках, так и в торговых центрах, на выставках и т.п. Только такие манекены пригодны для использования при массовом производстве одежды.
Техническая задача, решаемая изобретением по данной заявке, состоит в разработке технологического процесса, обеспечивающего серийное производство манекенов. Заявляемый технологический процесс обеспечивает многократную повторяемость процедуры создания манекена каждого типового размера.
Заявляемое техническое решение касается технологии изготовления манекена литьевым способом с помощью пресс-формы. Предлагаемый способ осуществляется посредством заливки пенополиуретана (ППУ) или другого аналогичного пористого или полимерного материала в пресс-форму. Этому процессу предшествует изготовление пресс-формы на каждый размер манекена.
Предпочтительный вариант осуществления заявляемого способа состоит в следующей последовательности технологических процедур. Сначала по заранее выбранным размерам манекена изготавливают физическую мастер-модель из твердого материала, например, посредством фрезеровки на фрезерном станке. Полученная мастер-модель в свою очередь используется для изготовления пресс-формы, например, из стеклопластика или металла.
В предпочтительном варианте осуществления пресс-форма представляет собой две половинки, которые стягиваются друг с другом посредством винтов или другим известным способом, например, при помощи быстрых зажимов. Предпочтительным вариантом материала, используемого для заливки пресс-формы, является пенополиуретан: смесь из двух компонентов «А» и «В» в определенном соотношении, которая вследствие химической реакции вспенивается, принимает форму заливочной формы и превращается в эластичный упругий материал. Предпочтительно использовать пенополиуретан плотностью от 40 до 50 кг/м3. При подготовке двухкомпонентной смеси для получения пенополиуретана компоненты этой смеси хорошо перемешиваются, например, с помощью миксера или смесительной заливочной машины, затем эта смесь заливается в пресс-форму, половинки пресс-формы стягиваются друг с другом. В пресс-форме происходит реакция вспенивания и полимеризации. Через несколько минут половинки разнимаются, и из пресс-формы извлекают готовое изделие - манекен.
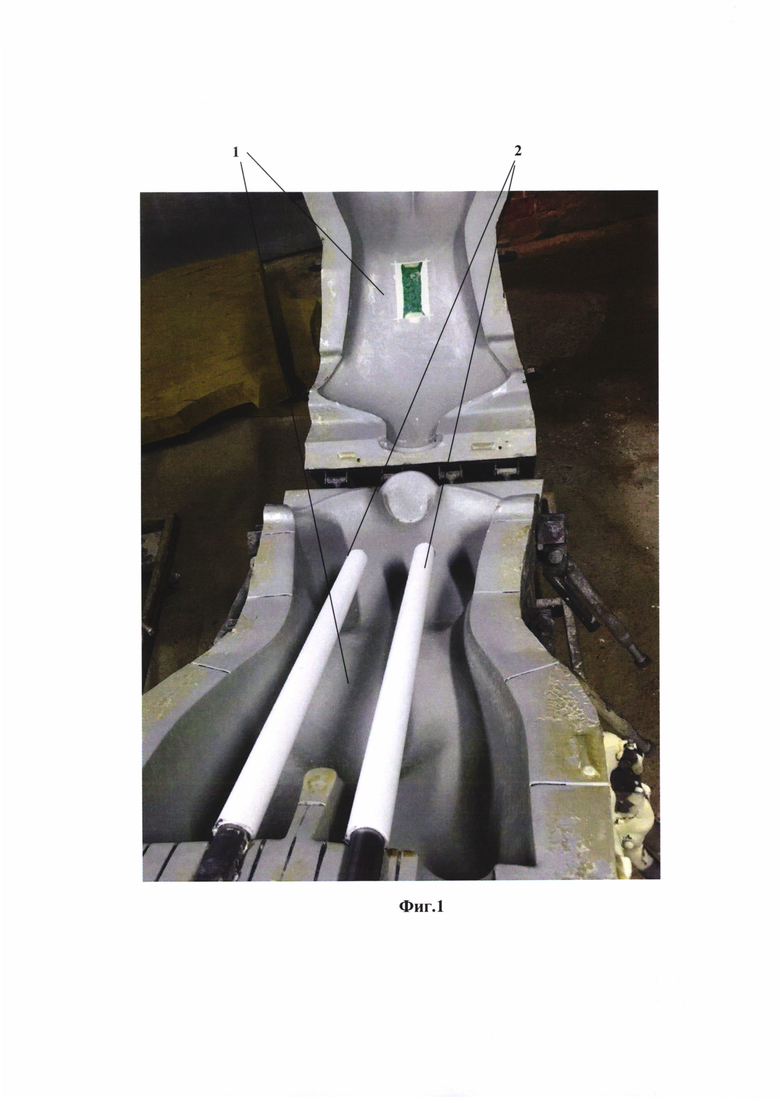
Фотография варианта изготовления пресс-формы представлена на Фиг. 1 и Фиг. 2. Данная пресс-форма состоит из двух половинок 1. В пресс-формах может быть предусмотрена установка закладных элементов 2 - направляющих стержней для стойки манекена. Эти направляющие стержни выполняются, как правило, из металла. Перед заливкой на металлические направляющие стержни надеваются втулки (пластмассовые или картонные), которые остаются в теле манекена и в которые в готовом изделии будут входить стойки. Торцы втулок предварительно закрывают пластиковыми заглушками 3, чтобы пена ППУ не попала внутрь втулок, как это показано на Фиг. 2.
Один из вариантов изготовления стоек готового манекена состоит в том, что металлические трубки, формирующие стойку манекена, вставляются в пресс-форму непосредственно перед заливкой.
Очевидно, что пресс-форма должна состоять, по меньшей мере, из 2-х частей. Материал для изготовления пресс-формы должен быть достаточно прочным, так как при вспенивании эластичного пенополиуретана давление достигает 3 кГ/см2, а при вспенивании жесткого пенополиуретана давление еще больше. Кроме того, пресс-форма должна легко собираться и разбираться. Другой особенностью пресс-формы должно быть наличие быстрозакрывающегося заливочного отверстия. Время скрепления частей пресс-формы после заливки в нее материала не должно превышать 5-7 секунд. В случае необходимости для интегрируемых элементов пресс-формы могут быть предусмотрены закладные крепления и т.п.
После извлечения манекена из пресс-формы его можно прокатать прессом (между двумя валиками) один или более раз для того, чтобы произошла усадка за счет выхода газа из пор материала.
После того, как манекен извлекают из пресс-формы, обрезают излишки материала, вылезшие в стыках пресс-формы.
Следующий этап изготовления манекена состоит в пошиве чехла из мягкой ткани, например, из трикотажа или хлопка. Затем осуществляется обтяжка манекена: чехол натягивается на манекен. В завершении процесса на манекен могут наноситься конструктивные линии.
Чтобы в процессе заливки пенополиуретан не прилипал к стенкам пресс-формы, на ее внутреннюю поверхность наносится разделительная смазка.
В процессе изготовления манекена пресс-форма усиливается металлической рамой. В предпочтительном варианте осуществления обеспечивается возможность перемещения пресс-формы по конвейеру.
Из уровня техники известны аналогичные описанному выше литьевые технологии изготовления подушек, ортопедических матрасов, автомобильных кресел и т.п. Однако особенностью представленного литьевого способа изготовления манекена литьем является новизна его назначения, а именно из уровня техники не известно изготовление манекенов заявляемым способом.
Хотя настоящее изобретение было описано на примере конкретных вариантов его осуществления, для специалистов будут ясны возможности многочисленных модификаций данного изобретения, не выходящие за границы объема ее правовой охраны, определяемого прилагаемой формулой.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНДИВИДУАЛЬНОГО ПОРТНОВСКОГО МАНЕКЕНА В ДОМАШНИХ УСЛОВИЯХ | 2014 |
|
RU2540395C1 |
| МАНЕКЕН ДЛЯ ПРИМЕРКИ ОДЕЖДЫ | 1997 |
|
RU2114541C1 |
| СПОСОБ И СИСТЕМА ПОСТРОЕНИЯ РЕАЛИСТИЧНОГО 3D АВАТАРА ПОКУПАТЕЛЯ ДЛЯ ВИРТУАЛЬНОЙ ПРИМЕРОЧНОЙ | 2015 |
|
RU2615911C1 |
| Способ изготовления манекенов | 1990 |
|
SU1743574A1 |
| Манекен для проектирования, демонстрации и примерки одежды, преимущественно бюстгальтера | 2019 |
|
RU2695572C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ ДЛЯ ЛИТЬЯ ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ И ГАЗИФИЦИРУЕМАЯ МОДЕЛЬ, ПОЛУЧЕННАЯ УКАЗАННЫМ СПОСОБОМ | 2016 |
|
RU2700434C2 |
| МАНЕКЕН ДЛЯ ПРИМЕРКИ ОДЕЖДЫ | 2008 |
|
RU2387352C2 |
| СПОСОБ ПРОЕКТИРОВАНИЯ ОДЕЖДЫ НА ОСНОВЕ БЕСКОНТАКТНОЙ АНТРОПОМЕТРИИ | 2007 |
|
RU2358628C2 |
| МАНЕКЕН НИЖНЕЙ ОПОРНОЙ ПОВЕРХНОСТИ | 2008 |
|
RU2401021C2 |
| Способ изготовления термоконтейнера многоразового использования для временного хранения и транспортирования вакцин, сывороток и лекарственных средств | 2019 |
|
RU2725122C1 |

Изобретение относится к текстильной промышленности, в частности к технологии изготовления портновских манекенов для примерки одежды в процессе ее изготовления и для демонстрации одежды. По мастер-модели манекена заранее выбранного размера изготавливают пресс-форму, состоящую, по меньшей мере из двух разъемных частей. В пресс-форму устанавливают металлические направляющие стержни, формирующие стойки манекена. На стержни надевают пластиковые или картонные втулки, которые остаются в теле манекена. Подготавливают смесь для получения пенополиуретана и заливают ее в пресс-форму. В пресс-форме происходит реакция полимеризации и затвердевание пенополиуретана. После извлечения из пресс-формы манекен прокатывают для выхода газа из пор материала, что обеспечивает отсутствие усадки манекена в процессе эксплуатации. Манекен обтягивают чехлом из мягкой ткани и наносят на нее конструктивные линии. Наличие двух направляющих позволяет использовать манекен для различных видов одежды при серийном производстве. 1 з.п. ф-лы, 2 ил.
1. Способ изготовления манекена, включающий подготовку смеси для получения пенополиуретана, заливку подготовленной смеси под давлением в пресс-форму, состоящую по меньшей мере из двух разъемных частей, стягивание разъемных частей формы, полимеризацию и затвердевание пенополиуретана, разъем частей пресс-формы и извлечение манекена, отличающийся тем, что в пресс-форму, изготовленную по мастер-модели манекена заранее выбранного размера, устанавливают металлические направляющие стержни, формирующие стойки манекена, на которые надевают пластиковые или картонные втулки, остающиеся в теле манекена, а после извлечения из пресс-формы манекен прокатывают прессом для выхода газа из пор материала.
2. Способ по п. 1, отличающийся тем, что манекен обтягивают чехлом из мягкой ткани, на которую наносят конструктивные линии.
| КАМЕРА ГОРЕНИЯ ДЛЯ ТУРБИН ВНУТРЕННЕГО ГОРЕНИЯ | 1931 |
|
SU24619A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНДИВИДУАЛЬНОГО ПОРТНОВСКОГО МАНЕКЕНА В ДОМАШНИХ УСЛОВИЯХ | 2014 |
|
RU2540395C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАНЕЛЕЙ ИЛИ АНАЛОГИЧНЫХ ИЗДЕЛИЙ ИЗ ИЗОЛЯЦИОННОГО МАТЕРИАЛА И ПАНЕЛИ ИЛИ ИЗДЕЛИЯ, ПОЛУЧЕННЫЕ ТАКИМ СПОСОБОМ | 1993 |
|
RU2129486C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ НЕНАПОЛНЕННЫХ ТЕРМОРЕАКТИВНЫХ ПОЛИМЕРНЫХ КОМПОЗИЦИЙ | 0 |
|
SU186121A1 |

