Изобретение относится к трубному производству, а именно к изготовлению холоднодеформированных труб из титановых сплавов ПТ-1М и ПТ-7М для изделий судового машиностроения и энергетических установок.
Трубная заготовка из титановых сплавов ПТ-1М и ПТ-7М (α-сплавы) выполнена в виде цилиндра, изготовленного методом поперечной винтовой прошивки на стеклосмазке при температуре Тпп - 20÷30°С.
Известна трубная заготовка, используемая в способе производства горячекатаных труб из титановых сплавов. Способ производства предполагает операцию ковки, механическую обработку заготовки, сверление центрального сквозного отверстия в заготовке, нагрев до температуры выше полиморфного превращения, прошивку на косовалковом прошивном стане (Патент РФ 2094141, опубл. 27.10.1997 г.).
Недостатками этого метода являются невысокий выход годного вследствие необходимого удаления поверхностных дефектов путем механической обработки, а также повышенное содержание водорода на готовом изделии, требующее дополнительной операции - дегазации в вакуумных печах, что влечет за собой удорожание производства.
Известна трубная заготовка, используемая в способе производства передельных труб размером 426×34×10500±250 мм на ТПУ 8-16'' с пилигримовыми станами из титанового сплава Gr29 (Патент РФ 2523404, опубл. 20.07.2014 г.).
Недостатком данного способа является применение смазки в сквозном центральном отверстии в виде смеси графита с поваренной солью перед прошивкой. Недоработанный состав данной смазки при нагреве до температур выше 1000°С влечет за собой отслоение смазки от основного металла при операции прошивки заготовки. Вследствие этого на готовой продукции (трубах) на внутренней поверхности появляются дефекты в виде закатов, рисок, ям различной глубины, что приводит к увеличению брака готовой продукции.
Известен патент на трубную заготовку из титановых сплавов (Патент РФ 153167, 10.07.2015 г.), в способе производства указана трубная заготовка с центральным сквозным отверстием с технологическим покрытием на основе стеклоэмали.
Недостатком данного решения является использование операции точения сквозного отверстия в самой трубной заготовке, что приводит к большому количеству отходов и удорожанию производства. Также недостатком является нагрев трубной заготовки выше температуры полиморфного превращения.
Основными недостатками известных вышеперечисленных решений являются:
- небольшой выход годного при производстве трубных заготовок из титановых сплавов,
- большая энергозатратность производства;
- повышенный съем металла при удалении газонасыщенного слоя и защитного покрытия;
- высокие температуры при производстве данного полуфабриката;
- применение трудоемкой операции покрытия дорогостоящей смазкой при производстве трубных заготовок;
- необходимость наличия операции сквозного сверления перед прошивкой заготовки.
Изобретением достигается уменьшение газонасыщенного слоя за счет снижения интервала температур при прошивке трубной заготовки до температуры Тпп - 20÷30°С без применения смазки по наружной поверхности, уменьшение расхода металла за счет исключения операции сквозного сверления, и, следовательно, снижение энергозатратности производства и его удешевление с повышением выхода годного.
Способ производства горячедеформированных трубных заготовок из титановых сплавов ПТ-1М и ПТ-7М для изготовления холоднодеформированных труб размером ∅8,0×1,5 мм включает в себя ковку слитка, механическую обработку заготовки, нагрев до температуры Тпп - 20÷30°С и прошивку на винтовом косовалковом прошивном стане с применением стеклосмазки по внутренней поверхности, отличающийся тем, что отсутствует технологическая операция сквозного сверления трубной заготовки и операция нанесения защитного покрытия на наружную поверхность, вместо этого на трубной заготовке с торца растачивается глухое отверстие для закладки стеклосмазки и дальнейшей прошивки при температуре Тпп - 20÷30°С.
Техническим результатом предлагаемого способа изготовления трубной заготовки является уменьшение расхода металла за счет исключения операции сквозного сверления (прошивка сплошной заготовки без заранее подготовленного отверстия). В связи с применением пониженных температур при операции прошивки (Тпп - 20÷30°С) толщина газонасыщенного слоя минимальна, что приводит к его минимизации на наружной поверхности трубной заготовки и исключению использования защитных покрытий внешней поверхности трубной заготовки при ее изготовлении.
Экономический эффект от применения настоящего способа изготовления заключается в сокращении издержек за счет уменьшения количества технологических операций, исключения поверхностных смазок и увеличения выхода годного металла при производстве горячедеформированных трубных заготовок из титановых сплавов, обладающих необходимым набором механических свойств (таблица 1) для дальнейшего производства холоднодеформированных труб.
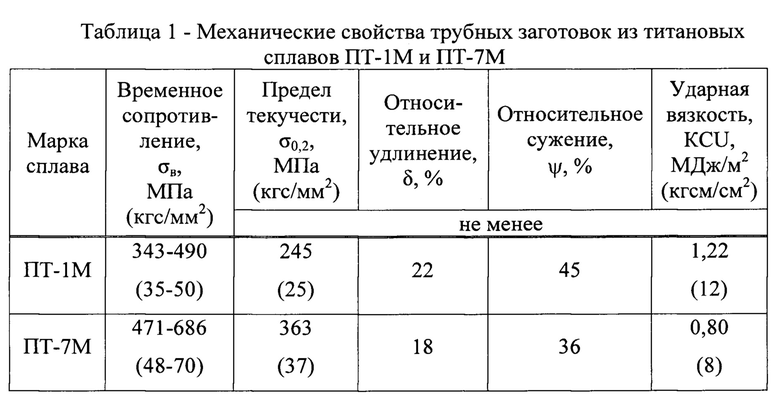
Разработанный способ производства горячедеформированной трубной заготовки предполагает уменьшение количества переделов при ее изготовлении, отказ от операции смазки наружной поверхности, уменьшение газонасыщенного слоя за счет уменьшения температуры нагрева. Все эти факторы позволят уменьшить стоимость заготовки на 5-10% и снизить количество брака.
Пример выполнения
Для изготовления опытных партий трубных заготовок из титановых сплавов ПТ-1М и ПТ-7М произведена ковка слитков из титановых сплавов ПТ-1М и ПТ-7М, затем непосредственно на цельной механически обработанной кованой заготовке с торца растачивалось неглубокое глухое отверстие для наполнения его стеклосмазкой определенного состава для облегчения процесса прошивки заготовки при температуре Тап - 20÷30°С, что позволяет не только получить хорошо проработанную структуру, но и свести толщину газонасыщенного слоя к минимуму. После этого часть полученных заготовок отправлена на изготовление холоднодеформированных титановых труб из сплавов ПТ-1М и ПТ-7М диаметром ∅8,0×1,5 мм с целью подтверждения пригодности данной трубной заготовки, а из металла остальных трубных заготовок изготовлены образцы для определения их механических свойств. Трубные заготовки испытаны на статическое растяжение при комнатной температуре и ударную вязкость. Трубы ∅8,0×1,5 мм испытаны на статическое растяжение при комнатной (20°С) и повышенных температурах (150°С - для сплава ПТ-1М и 350°С - для сплава ПТ-7М), проведены испытания на сплющивание. Оценка испытаний на сплющивание проводилась визуально, без специальных оптических средств. Определена структура труб из сплавов ПТ-1М и ПТ-7М полуфабрикатов.
Результаты испытаний представлены в таблице 2 и таблице 3.
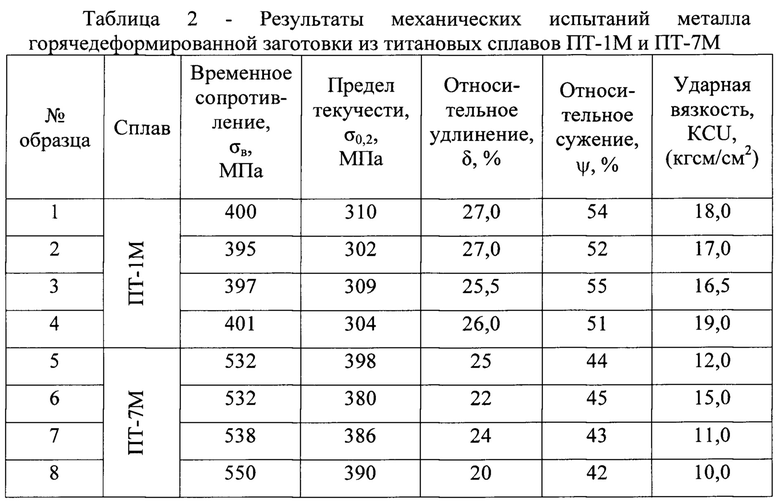

Полученные результаты показали, что трубные заготовки обладают необходимыми механическими свойствами для изготовления холоднодеформированных труб. Качество труб, изготовленных из горячедеформированной трубной заготовки, соответствует техническим условиям для данного вида полуфабриката.
Оценка структуры проведена на шлифах, изготовленных от торцов трубы и трубной заготовки. Структура трубной заготовки однородная, хорошо проработанная, газонасыщенный слой отсутствует. Структура полученных из горячедеформированных заготовок холоднодеформированных труб из титановых сплавов ПТ-1М и ПТ-7М, однородная, равноостная, рекристаллизованная, хорошо проработанная, без альфированного слоя.
Представленные результаты показывают, что заготовка полностью удовлетворяет необходимым требованиям для дальнейшего изготовления холоднодеформированных труб.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления заготовок трубных из титановых псевдо α-сплавов 5В и 37 | 2021 |
|
RU2794154C1 |
| Способ изготовления холоднодеформированных бесшовных труб из титановых сплавов | 2021 |
|
RU2778319C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНЫХ ТОВАРНЫХ ТРУБ РАЗМЕРОМ 159х7х10000-11000 мм ИЗ ТИТАНОВЫХ СПЛАВОВ ПТ-1М И ПТ-7М | 2016 |
|
RU2615927C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНЫХ ТОВАРНЫХ ТРУБ РАЗМЕРОМ 219х9х11700-12800 ММ ИЗ ТИТАНОВЫХ СПЛАВОВ ПТ-1М И ПТ-7М | 2017 |
|
RU2638266C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНЫХ ТОВАРНЫХ ТРУБ РАЗМЕРОМ 273х10х8700-9500 мм ИЗ ТИТАНОВЫХ СПЛАВОВ ПТ-1М И ПТ-7М | 2017 |
|
RU2640694C1 |
| Способ изготовления горячедеформированных тонкостенных трубных изделий из титана и титановых сплавов | 2020 |
|
RU2754542C1 |
| СПОСОБ ПРОИЗВОДСТВА ПЕРЕДЕЛЬНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ ИЗ СЛИТКОВ И ЗАГОТОВОК СПЛАВОВ НА ОСНОВЕ ТИТАНА | 2005 |
|
RU2311240C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДНОДЕФОРМИРОВАННЫХ БЕСШОВНЫХ ТРУБ ИЗ ТИТАНОВОГО СПЛАВА Ti-3Al-2,5V | 2014 |
|
RU2583566C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ХОЛОДНОДЕФОРМИРОВАННЫХ ТРУБ РАЗМЕРОМ 168,3Х10,6Х10,6Х5000-10000 ММ ИЗ КОРРОЗИОННО-СТОЙКОГО СПЛАВА МАРКИ ХН30МДБ | 2016 |
|
RU2614972C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ХОЛОДНОДЕФОРМИРОВАННЫХ НАСОСНО-КОМПРЕССОРНЫХ ТРУБ РАЗМЕРОМ 88,9×6,45×9000-10700 мм ИЗ КОРРОЗИОННОСТОЙКОГО СПЛАВА МАРКИ ХН30МДБ-Ш | 2012 |
|
RU2527578C2 |
Изобретение относится к трубному производству, а именно к изготовлению трубных заготовок для производства холоднодеформированных труб из титановых сплавов для изделий судового машиностроения и энергетических установок. Способ включает ковку слитков из титановых сплавов ПТ-1М и ПТ-7М. Улучшение проработки структуры, уменьшение толщины газонасыщенного слоя до минимума обеспечивается за счет того, что непосредственно на цельной механически обработанной кованой заготовке с торца растачивают глухое отверстие для наполнения его стеклосмазкой определенного состава для облегчения процесса прошивки заготовки при температуре Тпп - 20÷30°C. 1 пр., 3 табл.
Способ производства горячедеформированных трубных заготовок из титановых сплавов ПТ-1М и ПТ-7М для изготовления холоднодеформированных труб размером ∅8,0×1,5 мм, включающий ковку слитка из упомянутых титановых сплавов, механическую обработку полученной кованой заготовки, ее нагрев и прошивку на винтовом косовалковом прошивном стане с применением стеклосмазки по внутренней поверхности заготовки, при этом на торце кованой механически обработанной заготовки растачивают глухое торцевое отверстие, в которое закладывают стеклосмазку, а нагрев заготовки перед прошивкой осуществляют до температуры Тпп - 20÷30°C.
| СПОСОБ ПРОИЗВОДСТВА ПЕРЕДЕЛЬНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ ИЗ СЛИТКОВ И ЗАГОТОВОК СПЛАВОВ НА ОСНОВЕ ТИТАНА | 2005 |
|
RU2311240C2 |
| СПОСОБ ПРОШИВКИ СЛИТКОВ И ЗАГОТОВОК ИЗ СПЛАВОВ НА ОСНОВЕ ТИТАНА В ГИЛЬЗЫ В СТАНАХ КОСОЙ ПРОКАТКИ | 2005 |
|
RU2296019C1 |
| Многоканальное устройство для програм-МНОгО упРАВлЕНия | 1979 |
|
SU842715A1 |

