Изобретение относится к трубопрокатному производству, а именно к способу производства холоднокатаных товарных труб размером 159×7×10000-11000 мм из титановых сплавов ПТ-1М и ПТ-7М.
В практике трубного производства известен способ прокатки передельных труб размером 492×48, 485×36 и 398×46 мм под механическую обработку на размер 474×29,5, 467×16 и 377×24 мм из слитков и заготовок титанового сплава ВТ14 размером 650×100×1750 и 585×100×1740 мм, включающий отливку слитков в вакуумно-дуговых печах ОАО «Корпорация ВСМПО-АВИСМА» с последующей ковкой их в заготовки или использование в качестве заготовок слитков, сверление в слитках и заготовках сквозного центрального отверстия диаметром 100±5 мм, нагрев слитков и заготовок в муфелях в методических печах до температуры 1155-1180°С, прошивку их в гильзы в стане поперечно-винтовой прокатки и прокатку в передельные трубы на ТПУ 8-16" с пилигримовыми станами с припуском под механическую обработку по стенке от 18,5 до 22,0 мм
Недостатком указанного способа является то, что в процессе нагрева, прошивки в стане поперечно-винтовой прокатки и прокатки на пилигримовых станах происходит газонасыщение поверхностных слоев слитков-заготовок, гильз и передельных труб. На поверхностях горячих слитков-заготовок, гильз и труб образуется газонасыщенный - хрупкий слой, который при прошивке в двухвалковом стане поперечно-винтовой прокатки и прокатке на пилигримовых станах приводит к образованию поверхностных дефектов в виде рванин, которые на передельных трубах-заготовках приходится удалять способом механической обработки по наружной поверхности на глубину 9,0-10,5 мм, а по внутренней на глубину 9,5-11,5 мм, т.к. временное сопротивление разрыву σв превышает 800 МПа, а относительное удлинение δ5 не более 10%, то трубы данного размера из данного слава на станах ХПТ не производят. В некоторых случаях дефекты превышают эти значения, что приводит к окончательному браку передельных труб-заготовок или, при наличии попутчиков, к переточке их на более тонкие стенки. Другим недостатком данного способа является то, что при прокатке передельных труб на пилигримовых станах принят один припуск по толщине стенки под механическую обработку, а также отсутствует закономерность снимаемых слоев сплава по наружной и внутренней поверхностям в зависимости от геометрических размеров товарных труб, которая должна при переработке передельных труб в товарные механической обработкой увеличиваться с увеличением длины, кривизны товарных труб и отношения диаметра к толщине стенки товарных труб Dm/Sm.
Промышленные прокатки передельных кратных горячекатаных труб большого и среднего диаметров из сплавов на основе титана на трубопрокатных установках с пилигримовыми станами показали, что припуск по толщине стенки, при переделе передельных труб в товарные механической обработкой в доверительном интервале выхода годных труб, должен находиться в пределах от 16 до 20 мм, большие значения которых относятся к товарным трубам большей длины с большим отношением Dm/Sm.
Основным видом дефектов на передельных трубах из титановых сплавов являются рванины на наружной и внутренней поверхностях и раковины на внутренней поверхности. Из-за наличия данных дефектов необходимо увеличивать толщину стенки передельных горячекатаных труб и проводить дополнительные операции по обточке и расточке. Кроме того, наружная и внутренняя поверхности гильз-труб охлаждаются водой и технологическим инструментом (дорном и рабочими валками), что приводит к интенсивному охлаждению, именно дефектных мест, и образованию малопластичных участков. Деформация гильз с такими участками в пилигримовом стане приводит к увеличению глубины дефектов и к их закатке на внутренней поверхности передельных труб в виде раковин, которые вскрываются при механической обработке. Количество и глубина дефектов на внутренней поверхности горячекатаных передельных труб больше, чем на наружной, поэтому необходимо обоснованное соотношение между припусками под механическую обработку наружных и внутренних слоев.
В трубной промышленности известен способ нагрева слитков и заготовок из сплавов на основе титана под прошивку в станах поперечно-винтовой прокатки, включающий сверление в слитках и заготовках центрального отверстия диаметром 100±5 мм, зарядку слитков и заготовок в муфеля, посад их на чистую подину методических нагревательных печей в один ряд с интервалом 10-15 мин, нагрев слитков и заготовок до температуры пластичности 1155-1180°С со скоростью 3,0-4,0°С в минуту с кантовкой через 14-18 мин на угол α=(180±30)°, кантовку слитков и заготовок на яму печи с 3-го окна первой зоны, интервал выдержки слитков и заготовок на яме печи 5,0-8,0 мин, при остановках станов до 30 мин и отсутствии места в печи кантовку слитков и заготовок вперед-назад через 15-20 мин на угол α=(180±30)°, при остановках станов по техническим причинам более 30 мин выдачу заготовок из печи через 15-20 мин с последующей кантовкой всех слитков и заготовок на угол α=(180±30)° (патент РФ №2312153, кл. C21D 1/34, D21D 21/00, C22F 1/00, бюл. №3410, декабрь 2007 г.).
Недостатком данного способа нагрева слитков и заготовок из сплавов на основе титана под прошивку в станах поперечно-винтовой прокатки является то, что он направлен на нагрев слитков и заготовок титанового сплава ВТ14 размером 650×100×1750 и 585×100×1740 мм и не решает всех технологических параметров нагрева заготовок размером 500±5×90±5×1750±25 мм из титановых сплавов ПТ-1М и ПТ-7М.
В трубном производстве известен способ прокатки передельных труб большого и среднего диаметров из слитков и заготовок сплавов на основе титана на трубопрокатных установках с пилигримовыми, включающий прокатку передельных труб на пилигримовом стане при установившемся процессе с подачей гильзы в очаг деформации m=30-40 мм и вытяжкой μ=2,5-4,0, увеличение подачи при затравке гильз в пилигримовый стан от 10 до 20 мм, плавное увеличение при установившемся процессе прокатки величины подачи гильз-труб с 20 до 40 мм, а при температуре гильз-труб менее 850°С плавное снижение до 25 мм, а обкатку пилигримовых головок с подачей не более 20 мм, увеличение при установившемся процесс прокати подачи на пилигримовом стане, величина которой определяется из выражения m=mуст+(tнач-tкpит)K, а при достижении температуры гильз-труб 850°С плавное снижение, величина которой определяется из выражения mi=m+(tкpит.-tкон)Ki,
где mуст.=20 - величина подачи при установившемся процесс прокатки, после затравки и полного пути отката подающего аппарата, мм; tнач=1155-1180 - температура гильзы в начале прокатки,°С; tкрит=850 - критическая температура гильзы-трубы, при которой плавное снижение величины подачи гильз-труб,°С; tкон - температура конца прокатки гильз-труб,°С; K=0,06 - коэффициент, учитывающий увеличение подачи в начале установившегося процесса прокатки, при снижении температуры гильзы-трубы на 1°С; Ki=0,09 - коэффициент, учитывающий снижение подачи в процессе прокатки, при снижении температуры гильзы-трубы на 1°С ниже критической, мм/°С, после затравки гильз и до конца прокатки снижение температуры путем уменьшения подачи воды на валки пилигримового стана в 2-3 раза, прокатку труб на двух дорнах разогретых до 600-650°С путем прокатки 2-3 настроечных углеродистых гильз, после прокатки труб извлечение дорнов и охлаждение их на воздухе при перекатывании по наклонной решетке в течение 30-45 сек к ванне со смазкой, погружение дорноподъемным механизмом дорнов в ванну со смазкой и извлечение через 5-10 сек, поворачивание в дорноподъемном механизме на 180±20° и повторное погружение в ванну со смазкой на 5-10 сек, охлаждение на воздухе, а затем передачу в замок подающего аппарата и произведение прокатки следующей трубы, отрезку пилигримовых головок и передачу передельных труб с температурой прокатного нагрева на правильную машину для правки (патент РФ №2315672, кл. В21В 21/00, бюл. №3).
Недостатком данного способа является то, что он направлен на прокатку передельных труб размером 492×48 мм кратной длины с отношением D/S=10,25 из титанового сплава ВТ14 и не решает всех технологических вопросов при прокатке более тонкостенных с отношением D/S≥12,0 длинномерных передельных труб из титановых сплавов ПТ-1М и ПТ-7М.
В трубном производстве известен также способ производства передельных труб большого и среднего диаметров на трубопрокатных установках с пилигримовыми станами из слитков и заготовок сплавов на основе титана, включающий отливку слитков в вакуумно-дуговых печах с последующей ковкой их в заготовки, сверление центрального отверстия диаметром 100±5,0 мм, нагрев слитков и заготовок в муфелях до температуры пластичности, прошивку их в гильзы в стане поперечно-винтовой прокатки, прокатку передельных труб на пилигримовом стане, для последующей переработки в товарные механической обработкой или перекаткой на станах ХПТ по однопроходному маршруту с припуском по стенке ΔSм, а передельных труб под холодный передел по многопроходным маршрутам с припуском по стенке ΔSx, где ΔSм=16-20 - припуск по толщине стенки при переделе передельных труб в товарные механической обработкой или перекаткой на станах ХПТ по однопроходному маршруту, большие значения которого принимают для товарных труб с большим отношением Dm/Sm, мм; ΔSx=8-12 - припуск по толщине стенки при переделе передельных труб в товарные перекаткой на станах ХПТ по многопроходным маршрутам, большие значения которого принимают для товарных труб с большим отношением Dm/Sm, мм; Dm - номинальный наружный диаметр товарных труб, мм; Sm - номинальная толщина стенки товарных труб, мм, соотношение между припусками под механическую обработку наружных и внутренних слоев принимают равным ΔSмн/ΔSмв=ΔSхн/ΔSхв=0,7-0,95, где меньшие значения ΔSн/ΔSв принимают для товарных труб с большим отношением Dm/Sm; ΔSмн - припуск по толщине стенки с наружной поверхности при переделе передельных труб в товарные механической обработкой или перекаткой на станах ХПТ по однопроходному маршруту, мм; ΔSмв - припуска по толщине стенки с внутренней поверхности при переделе передельных труб в товарные механической обработкой или перекаткой на станах ХПТ по однопроходному маршруту, мм, ΔSхн - припуск по толщине стенки с наружной поверхности при переделе передельных труб в товарные перекаткой на станах ХПТ по многопроходным маршрутам, мм; ΔSхв - припуск по толщине стенки с внутренней поверхности при переделе передельных труб в товарные перекаткой на станах ХПТ по многопроходным маршрутам, мм (патент РФ №2311240, кл. В21В 21/00, бюл. №33, 2007 г.).
Недостатком данного способа является то, что он распространяется на механическую обработку передельных труб в товарные кратной длины, т.е. относительно малых длин и не решает технологические вопросы производства труб размером 338×28×10300-11000 мм из сплавов ТП-1М и ПТ-7М.
Наиболее близким техническим решением (прототипом) является способ производства передельных труб размером 426×34×10500±250 мм на ТПУ 8-16" с пилигримовыми станами из заготовок титанового сплава Gr 29, включающий отливку слитков в вакуумно-дуговых печах, ковку и обточку слитков в заготовки размером 585×1900±25 мм, сверление центрального отверстия диаметром 90±5,0 мм, шоопирование Al2O3, нагрев в методических печах до температуры 1150-1180°С со скоростью 2,8-3,2°С в мин с кантовкой через 18-20 мин на угол α=(180±10)°, выдержку при температуре пластичности на 4-3 окнах первой зоны печи в течение 25-30 мин, кантовку заготовок с 3-го окна на яму печи, прошивку в стане поперечно-винтовой прокатки в гильзы размером 585×вн.390×3300-3390 мм, прокатку гильз на пилигримовом стане в передельные трубы размером 426×34×10500±250 мм, отрезку от труб пилой горячей резки технологических отходов и правку передельных труб с температурой прокатного нагрева на шестивалковой правильной машине в два-три прохода до кривизны не более 6 мм на длину трубы, задачу смазки перед прошивкой в центральное сверление заготовок с двух сторон в виде смеси графита с поваренной солью массой по 300-400 грамм, прокатку гильз на пилигримовом стане при установившемся процессе с подачей гильз в очаг деформации my=25-30 мм, вытяжкой μ=3,56-3,58 и посадом по диаметру Δ=27,2%, дискретное увеличение подачи гильз в очаг деформации и угла кантовки при затравке, определение значений подачи гильз в очаг деформации пилигримового стана в начале прокатки-затравки, мм; my=25-30 мм - величина подачи гильз в очаг деформации при установившемся процессе прокатки, мм; n - количество подач от начала затравки до установившегося процесса прокатки, шт., определение значений угла кантовки при затравке из выражения:  , где αy=90±10 - угол кантовки гильз-труб при установившемся процессе прокатки, град.
, где αy=90±10 - угол кантовки гильз-труб при установившемся процессе прокатки, град.
Одним из основных недостатков прототипа является то, что он направлен на разработку технологического процесса производства передельных труб размером 426×34×10500±250 мм на ТПУ 8-16" с пилигримовыми станами из заготовок титанового сплава Gr 29 и не решает технологические вопросы производства передельных труб размером 338×28×10300-11200 мм на ТПУ 8-16" с пилигримовыми станами из титановых сплавов ТП-1М и ПТ-7М, механической обработки - расточки и обточки их в передельные трубы-заготовки размером 315×15×5150-5600 мм и передела (переката) их на станах ХПТ в товарные трубы размером 159×7 мм.
Задачей предложенного способа является освоение производства холоднокатаных товарных труб размером 159×7 мм из титановых сплавов ПТ-1М и ПТ-7М из заготовки размером 500±5×90±5×1750±25 мм с использованием технологии прошивки в стане поперечно-винтовой прокатки в гильзы, прокатки гильз на ТПУ 8-16" с пилигримовыми станами в передельные горячекатаные трубы, механической обработки в передельные механически обработанные трубы-заготовки и технологии прокатки их на станах ХПТ в товарные трубы размером 159×7 мм, а, следовательно, освоение производства новых видов труб из титановых сплавов ПТ-1М и ПТ-7М.
Технический результат достигается предложенным способом производства холоднокатаных труб размером 159×7×10000-11000 мм из титановых сплавов ПТ-1М и ПТ-7М, включающим отливку слитков в вакуумно-дуговых печах, ковку слитков в поковки, обточку поковок в заготовки размером 500±5×1750±25 мм, сверление в заготовках центрального отверстия диаметром 90±5 мм, шоопирование Al2O3, нагрев в методических печах в муфелях до температуры 1140-1160°С, прошивку заготовок размером 500±5×90±5×1750±25 мм в стане поперечно-винтовой прокатки на оправке диаметром 300 мм с вытяжкой μ от 1,39 до 1,46 в гильзы размером 515×вн.315×2400-2590 мм, прокатку гильз на пилигримовом стане в передельные трубы размером 338×28×10300-11200 мм в калибре 351 мм с вытяжкой μ=4,78 и подачей в очаг деформации m=18-20 мм, отрезку пилой горячей резки технологических отходов, правку передельных труб с использованием температуры прокатного нагрева на шестивалковой правильной машине в два-три прохода до кривизны не более 6 мм на длину трубы, резку передельных труб на две трубы равной длины 338×28×5150-5600 мм, расточку и обточку горячекатаных передельных труб в трубы-заготовки размером 325×15×5150-5600 мм, прокатку труб-заготовок размером 325×15×5150-5600 мм на станах ХПТ по маршрутам 325×15×5150-5600 --- 273×12×7300-7950 --- 219×9×11700-12800 мм с относительными обжатиями по стенке δ2m=20,0%, δ3m=25,0% и коэффициентами вытяжки μ2m=1,49 и μ3m=1,66, резку труб на две трубы равной длины 219×9×5850-6400 мм, прокатку их в товарные трубы по маршруту 219×9×5850-6400 --- 159×7×10000-11000 мм с относительным обжатием по стенке δ4m=22,2% и коэффициентом вытяжки μ4m=1,78.
Сопоставительный анализ заявляемого решения с прототипом показывает, что заявляемый способ отличается от известного тем, что производят отливку слитков в вакуумно-дуговых печах, ковку слитков в поковки, обточку поковок в заготовки размером 500±5×1750±25 мм, сверление в заготовках центрального отверстия диаметром 90±5 мм, шоопирование Al2O3, нагрев в методических печах в муфелях до температуры 1140-1160°С, прошивку заготовок размером 500±5×90±5×1750±25 мм в стане поперечно-винтовой прокатки на оправке диаметром 300 мм с вытяжкой μ от 1,39 до 1,46 в гильзы размером 515×вн.315×2400-2590 мм, прокатку гильз на пилигримовом стане в передельные трубы размером 338×28×10300-11200 мм в калибре 351 мм с вытяжкой μ=4,78 и подачей в очаг деформации m=18-20 мм, отрезку от труб пилой горячей резки технологических отходов, правку передельных труб с использованием температуры прокатного нагрева на шестивалковой правильной машине в два-три прохода до кривизны не более 6 мм на длину трубы, резку передельных труб на две трубы равной длины 338×28×5150-5600 мм, расточку и обточку горячекатаных передельных труб в трубы-заготовки размером 325×15×5150-5600 мм, прокатку труб-заготовок размером 325×15×5150-5600 мм на станах ХПТ по маршрутам 325×15×5150-5600 --- 273×12×7300-7950 --- 219×9×11700-12800 мм с относительными обжатиями по стенке δ2m=20,0%, δ3m=25,0% и коэффициентами вытяжки μ2m=1,49 и μ3m=1,66, резку труб на две трубы равной длины 219×9×5850-6400 мм, прокатку их в товарные трубы по маршруту 219×9×5850-6400 --- 159×7×10000-11000 мм с относительным обжатием по стенке δ4m=22,2% и коэффициентом вытяжки μ4m=1,78.
Таким образом, заявляемый способ соответствует критерию «изобретательский уровень».
Способ опробован на трубопрокатной установке 8-16" с пилигримовыми станами и станах ХПТ ОАО «Челябинский трубопрокатный завод». По предлагаемой технологии на ТПУ 8-16" с пилигримовыми станами прокатаны передельные трубы размером 338×28×10300-11000 мм под механическую обработку. В производство были заданы 6 заготовок из сплава ПТ-1М и 6 заготовок из сплава ПТ-7М. Данные по производству холоднокатаных труб размером 159×7 мм из титановых сплавов ПТ-1М и ПТ-7М на станах ХПТ 450 и ХПТ 250 из труб-заготовок размером 325×15×5150-5600 мм, полученных механической обработкой горячекатаных передельных труб размером 338×28×10300-11200 мм, прокатанных на ТПУ 8-16" с пилигримовыми станами из заготовок размером 500±5×90±5×1750±25 мм приведены в таблице 1.
Данные по производству холоднокатаных труб размером 159×7 мм из титановых сплавав ПТ-1М и ПТ-7М на станах ХПТ450 и ХПТ250 из труб-заготовок размером 325×15×5150-5450 мм, полученных из горячекатаных передельных труб размером 338×28×10300-11200 мм, прокатанных на ТПУ 8-16" с пилигримовыми станами из заготовок размером 500±5×90±5×1750±25 мм
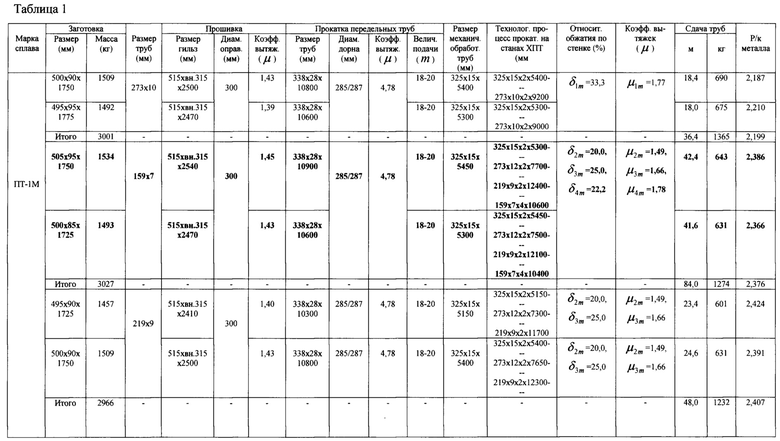
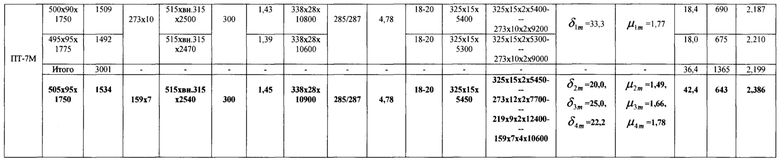
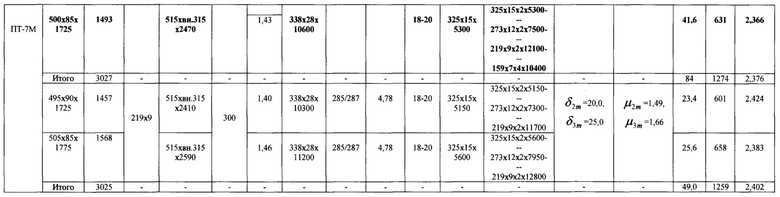
Заготовки были нагреты в муфелях до температуры 1150-1160°С, прошиты в стане поперечно-винтовой прокатки на оправке диаметром 300 мм в гильзы размером 515×вн.315×2410-2590 мм с вытяжками μ от 1,39 до 1,46 и прокатаны на пилигримовом стане в калибре 351 мм в передельные трубы размером 338×28×10300-11200 мм с коэффициентом вытяжки μ=7,78 и посадом по диаметру Δ=34,0%. От труб пилой горячей резки были удалены технологические отходы - пилигримовые головки и затравочные концы. Передельные трубы с температурой 500-550°С краном поданы на передаточную решетку, по которой переданы на входную сторону правильной машины. Трубы с температурой 300-3 50°С были выправлена за два-три прохода. Кривизна труб определялась визуально. После охлаждения труб максимальная кривизна труб составила от 5,5 до 6,0 мм. Трубы были порезаны на две трубы равной длины, а затем расточены и обточены в трубы-заготовки размером 325×15×5150-5600 мм. Трубы отправлены на ХПТ для переката по маршрутам 325×15×5300-5400 --- 273×10×9000-9200 мм с относительным обжатием по стенке δ1m=33,5% и коэффициентом вытяжки μ1m=1,77, 325×15×5150×5600 --- 273×12×7300-7950 --- 219×9×11700-12800 мм с относительными обжатиями по стенке δ2m=20,0%, δ3m=25,5% и коэффициентами вытяжки μ2m=1,49, μ3m=1,66, 325×15×5300-5450 --- 273×12×7500-7700 --- 219×9×12100-12400 мм с относительными обжатиями по стенке δ2m=20,0%, δ3m=25,5 и коэффициентами вытяжки μ2m=1,49, μ3m=1,66. Трубы размером 219×9×12100-12400 мм были порезаны на две трубы равной длины и перекатаны на стане ХПТ 250 в товарные трубы по маршруту 219×9×6050-6200 --- 159×7×10400-10600 мм с относительным обжатием по стенке δ4m=22,2% и коэффициентом вытяжки μ4m=1,78. Из двух заготовок сплава ПТ-1М размером 500×90×1775 и 500×85×1725 мм общей массой 3001 кг получено 36,4 м товарных труб размером 273×10 мм общей массой 1365 кг. Расходный коэффициент металла по трубам данной партии составил 2,199. Из двух заготовок сплава ПТ-1М размером 495×90×1725 и 500×90×1750 мм общей массой 2966 кг получено 48,0 м товарных труб размером 219×9 мм общей массой 1232 кг. Расходный коэффициент металла составил 2,407. Из двух заготовок размером 500×85×1725 и 505×95×1750 мм общей массой 3027 кг сплава ПТ-1М получено 84,0 м товарных труб размером 159×7 мм общей массой 1274 кг. Расходный коэффициент металла составил 2,376. Аналогичная картина получена и при производстве труб из сплава ПТ-7М. Из двух заготовок размером 495×95×1775 и 500×90×1750 мм общей массой 3001 кг получено 36,4 м товарных труб размером 273×10 мм общей массой 1365 кг. Расходный коэффициент металла составил 2,199. Из двух заготовок размером 495×90×1725 и 505×85×1775 мм общей массой 3025 кг получено 49,0 м товарных труб размером 219×9 мм общей массой 1259 кг. Расходный коэффициент металла составил 2,402. Из двух заготовок размером 500×85×1725 и 505×95×1750 мм общей массой 3027 кг получено 84,0 м товарных труб размером 159×7 мм общей массой 1274 кг. Расходный коэффициент металла по трубам данной партии составил 2,376. Так как данные трубы по предлагаемой технологии ранее не производились, то сравнительные данные не приводятся.
Использование предлагаемого способа производства холоднокатаных труб размером 159×7 мм из титановых сплавов ПТ-1М и ПТ-7М позволило впервые в мировой практике получить товарные трубы из заготовок размера 500±5×90±5×1750±25 мм, прокаткой их на ТПУ 8-16" с пилигримовыми станами в передельные горячекатаные трубы размером 338×28×10300-11200 мм, механической обработкой - расточкой и обточкой их в трубы-заготовки размером 325×15×5150-5600 мм и прокаткой на станах ХПТ 450 и ХПТ 250.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНЫХ ТОВАРНЫХ ТРУБ РАЗМЕРОМ 219х9х11700-12800 ММ ИЗ ТИТАНОВЫХ СПЛАВОВ ПТ-1М И ПТ-7М | 2017 |
|
RU2638266C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНЫХ ТОВАРНЫХ ТРУБ РАЗМЕРОМ 273х10х8700-9500 мм ИЗ ТИТАНОВЫХ СПЛАВОВ ПТ-1М И ПТ-7М | 2017 |
|
RU2640694C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ РАЗМЕРОМ 377Х8-18 ММ ДЛЯ ОБЪЕКТОВ АТОМНОЙ ЭНЕРГЕТИКИ ИЗ СТАЛИ МАРКИ 08Х18Н10Т-Ш | 2016 |
|
RU2613811C1 |
| СПОСОБ ПРОИЗВОДСТВА ПЕРЕДЕЛЬНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ ИЗ СЛИТКОВ И ЗАГОТОВОК СПЛАВОВ НА ОСНОВЕ ТИТАНА | 2005 |
|
RU2311240C2 |
| СПОСОБ ПРОИЗВОДСТВА ПЕРЕДЕЛЬНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ ИЗ СПЛАВОВ НА ОСНОВЕ ТИТАНА | 2012 |
|
RU2511190C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ХОЛОДНОКАТАНЫХ ТРУБ РАЗМЕРОМ 325х8-14 мм ИЗ СТАЛИ МАРКИ 08Х18Н10Т-Ш | 2016 |
|
RU2615920C1 |
| СПОСОБ ПРОИЗВОДСТВА ПЕРЕДЕЛЬНЫХ ТРУБ РАЗМЕРОМ 132,1Х18 ММ ДЛЯ ИЗГОТОВЛЕНИЯ МУФТ ИЗ КОРРОЗИОННО-СТОЙКОГО СПЛАВА МАРКИ ХН30МДБ-Ш | 2014 |
|
RU2577884C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ РАЗМЕРОМ 426х14-16 мм ДЛЯ ОБЪЕКТОВ АТОМНОЙ ЭНЕРГЕТИКИ ИЗ СТАЛИ МАРКИ 08Х18Н10-Ш | 2016 |
|
RU2620203C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ ПОВЫШЕННОЙ ТОЧНОСТИ ИЗ СПЛАВОВ НА ОСНОВЕ ТИТАНА | 2004 |
|
RU2294247C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ РАЗМЕРОМ 377х8-13 ММ ИЗ СТАЛИ МАРКИ 08Х18Н10Т-Ш | 2016 |
|
RU2613817C1 |
Изобретение относится к области изготовления труб из титановых сплавов ПТ-1М и ПТ-7М. Способ включает отливку слитков в вакуумно-дуговых печах, ковку слитков в поковки, обточку поковок в заготовки, сверление в заготовках центрального отверстия, шоопирование Al2O3, нагрев, прошивку в стане поперечно-винтовой прокатки на оправке в гильзы, прокатку гильз на пилигримовом стане в передельные трубы, правку передельных труб с использованием температуры прокатного нагрева на шестивалковой правильной машине в два-три прохода до кривизны не более 6 мм на длину трубы, резку на две трубы равной длины, расточку и обточку горячекатаных передельных труб в трубы-заготовки, прокатку их на станах ХПТ, резку труб на две трубы равной длины и прокатку их в товарные трубы. Возможность получения новых видов труб на станах ТПУ 8-16ʺ и ХПТ обеспечивается за счет регламентирования обработки заготовок на всех этапах производства. 1 табл.
Способ производства холоднокатаных товарных труб размером 159×7×10000-11000 мм из титановых сплавов ПТ-1М и ПТ-7М, включающий отливку слитков в вакуумно-дуговых печах, ковку слитков в поковки, обточку поковок в заготовки размером 500±5×1750±25 мм, сверление в заготовках центрального отверстия диаметром 90±5 мм, шоопирование Al2O3, нагрев в методических печах в муфелях до температуры 1140-1160°С, прошивку заготовок размером 500±5×90±5×1750±25 мм в стане поперечно-винтовой прокатки на оправке диаметром 300 мм с коэффициентом вытяжки μ от 1,39 до 1,46 в гильзы размером 515×вн.315×2400-2590 мм, прокатку гильз на пилигримовом стане в калибре 351 мм с вытяжкой μ=4,78 и подачей в очаг деформации m=18-20 мм, в передельные трубы размером 338×28×10300-11200 мм, отрезку технологических отходов, правку передельных труб с использованием температуры прокатного нагрева на шестивалковой правильной машине в два-три прохода до кривизны не более 6 мм на длину трубы, резку передельных труб на две трубы равной длины, расточку и обточку горячекатаных передельных труб в трубы-заготовки размером 325×15×5150-5600 мм, прокатку их на станах ХПТ по маршрутам 325×15×5150-5600 --- 273×12×7300-7950 --- 219×9×11700-12800 мм с относительными обжатиями по стенке δ2m=20,0%, δ3m=25,0% и коэффициентами вытяжки μ2m=1,49 и μ3m=1,66, резку труб на две трубы равной длины 219×9×5850-6400 мм, прокатку их в товарные трубы по маршруту 219×9×5850-6400 --- 159×7×10000-11000 мм с относительным обжатием по стенке δ4m=22,2% и коэффициентом вытяжки μ4m=1,78.
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ПЕРЕДЕЛЬНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ | 2003 |
|
RU2242302C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ХОЛОДНОДЕФОРМИРОВАННЫХ НАСОСНО-КОМПРЕССОРНЫХ ТРУБ РАЗМЕРОМ 168,3×10,6×5000-10000 мм | 2013 |
|
RU2545950C2 |
| Многоканальное устройство для програм-МНОгО упРАВлЕНия | 1979 |
|
SU842715A1 |
| US 4798071 A, 17.01.1989. | |||

