Область техники, к которой относится предлагаемое изобретение
Предлагаемое изобретение относится в целом к катушке индуктивности и способу ее изготовления, а в частности - к катушке индуктивности, более технологичной в изготовлении и обеспечивающей улучшенные рабочие характеристики, а также к способу изготовления такой катушки индуктивности.
Предпосылки создания предлагаемого изобретения
По мере быстрого внедрения инноваций в области электронных технологий возрастает спрос на электронные компоненты, имеющие высокую эффективность и низкие потери. Катушки индуктивности, в которых электроды образованы вытянутыми частями обмотки, известны из документов US 2010/134233 А1 и JP 2003168610 А. В документах US 2014/002227 А1, JP 2103916 A, US 2008/036566 А1 и US 2012/188040 описаны катушки индуктивности, в которых обмотка соединена с дополнительными электродами. Появляющиеся в настоящее время на рынке полученные прессованием под давлением катушки индуктивности, выполняемые заодно со схемой, не могут обеспечить вышеуказанных технических эффектов по причине ограничений в части конструктивных компоновочных решений и проблем с сочетаемостью материалов. Поэтому существует потребность в элементах индуктивности с улучшенными характеристиками, таких как катушка индуктивности для конкретных областей применения, которая преодолевала бы вышеуказанные ограничения и обладала бы возможностями, характеристиками и способностью выполнять функции, которые не обеспечивает известное производственное оборудование, а также в способе изготовления такого элемента индуктивности.
Краткое описание предлагаемого изобретения
Целью предлагаемого изобретения является создание катушки индуктивности, более технологичной в изготовлении, и способа изготовления такой катушки индуктивности.
Вышеуказанная цель предлагаемого изобретения достигается следующими техническими решениями.
Предметом предлагаемого изобретения является катушка индуктивности, характеризующаяся тем, что она содержит смонтированную внутреннюю сердцевину, электроды и защитную внешнюю оболочку, при этом упомянутая внутренняя сердцевина содержит обмотку с эмалевой изоляцией и сердечник, причем и смонтированная внутренняя сердцевина, и электроды помещены в полость, образуемую упомянутой защитной внешней оболочкой.
Упомянутый сердечник введен внутрь упомянутой обмотки с эмалевой изоляцией, смонтированная внутренняя сердцевина может иметь в поперечном сечении форму квадрата, круга или многоугольника, электроды образованы продленными участками обмотки на обоих концах и в нижней части упомянутой внутренней сердцевины, при этом оба конца электродов заключены в защитную внешнюю оболочку.
Обмотка с эмалевой изоляцией может иметь форму круга или овала; обмотка может содержать проволоку круглого сечения с эмалевой изоляцией или же плоскую проволоку с эмалевой изоляцией; выводным проводам обмотки при ее намотке может быть придано как одно и то же направление, так и противоположные направления; выводные провода могут быть расположены в нижней части или же по бокам катушки индуктивности; обмотка может быть получена путем намотки проволоки в направлении по часовой стрелке или же против часовой стрелки; обмотка может иметь как однослойную, так и многослойную намотку; обмотка может быть получена путем намотки и уплотнения витков проволоки их широкими либо узкими поверхностями.
Сердечник катушки может быть выполнен Т-образным или стержнеобразным. Т-образный сердечник может быть выполнен как цельное тело из одного материала, или же Т-образный сердечник может быть выполнен состоящим из стержня и листообразного основания, которые выполнены из разных материалов и не составляют единого тела. Сердечник может быть выполнен из такого материала, как марганцево-цинковый порошок, никель-цинковый порошок, железный порошок, порошок из сплава, или же он может быть выполнен из комбинации разных материалов, таких как марганцево-цинковый порошок, никель-цинковый порошок, железный порошок, порошок из сплава.
Защитная внешняя оболочка выполнена из частиц металлического порошка с помощью прессования под давлением; упомянутые частицы металлического порошка получены путем отбора, согласно требованиям к свойствам, смешивания и полного перемешивания порошка из соответствующего сплава, порошка восстановленного железа, порошка карбонильного железа или ферритного материала и соответствующего клея на основе смолы, содержащей отверждающий реагент. Или же упомянутые частицы металлического порошка получены путем отбора, согласно требованиям к свойствам, смешивания и полного перемешивания комбинации многих металлических порошков: порошка из сплава, порошка восстановленного железа, порошка карбонильного железа или ферритного материала и соответствующего клея на основе смолы, содержащей отверждающий реагент. Упомянутый клей на основе смолы может содержать эпоксидную смолу, феноловую смолу, феноло-эпоксидную смолу, ортокрезоловую формальдегидную эпоксидную смолу или же смесь из нескольких смол и соответствующего отверждающего реагента, а также других органических растворителей.
Электроды могут представлять собой концы обмотки с эмалевой изоляцией, соединенные с нею, или же они могут быть выполнены непосредственным вытягиванием и изгибанием проволоки обмотки с эмалевой изоляцией, или же они могут быть выполнены уплощением или утончением проволоки обмотки с эмалевой изоляцией с последующей пайкой или металлизацией с помощью гальваностегии и непосредственным вытягиванием обмотки с эмалевой изоляцией; или же они могут быть получены путем соединения концевых поверхностей обмотки с эмалевой изоляцией с помощью таких способов, как точечная сварка, пайка, покрытие металлической пленкой с помощью серебряной пасты и гальваностегия.
Оба конца электродов заправлены во внутреннее пространство защитной внешней оболочки; открытые средние участки электродов зачищены до получения гладких концевых поверхностей путем шлифования на шлифовальном круге или удалением изоляционного покрытия с помощью лазера и подвергнуты пайке или гальваностегии для получения завершенных электродов катушки индуктивности.
Электроды сначала получают гальваностегией или нанесением покрытия из металлической пленки с помощью серебряной пасты на обоих концах и в нижней части смонтированной внутренней сердцевины катушки индуктивности, при этом электроды электрически соединяют с внутренней обмоткой с помощью пайки или точечной сварки.
Электроды имеют нижние части, которым в зависимости от предъявляемых требований может быть придана форма симметричных или асимметричных тонких пластинок, квадратов или трапеций.
Предлагаемая катушка индуктивности может иметь в плане форму квадрата, круга, или многоугольника; она может быть окрашена путем напыления или же она может быть неокрашенной.
Кроме того, предметом предлагаемого изобретения является способ изготовления катушки индуктивности, содержащий операции, при которых
(1) проволоку с эмалевой изоляцией наматывают в направлении по часовой стрелке или против часовой стрелки для получения обмотки с однослойной или многослойной намоткой и имеющей выводные провода, предпочтительно ориентированные в одном и том же направлении,
(2) внутрь обмотки вводят стержнеобразный или Т-образный сердечник, так что, с целью получения предварительно изготовленной внутренней сердцевины, нижнюю часть листообразного сердечника вводят двумя сторонами этой нижней части в два выводных провода обмотки, или же, с целью получения предварительно изготовленной внутренней сердцевины, выбирают обмотку с эмалевой изоляцией, подлежащую помещению к нижней, листообразной, части подвергнутого гальваностегии сердечника и соединяют выводные провода обмотки с соответствующими концевыми поверхностями с помощью точечной сварки или пайки, или же, с целью получения предварительно изготовленной внутренней сердцевины, выбирают стержнеобразный или Т-образный сердечник и наматывают проволоку непосредственно на него так, чтобы сердечник был покрыт обмоткой, при этом электроды получают путем мозаицирования концов, или нанесением покрытия путем гальваностегии на обоих концах Т-образного сердечника, и предварительно изготовленную внутреннюю сердцевину получают при соединении обоих концов обмотки с электродами с помощью процесса прямой точечной сварки,
(3) предварительно изготовленную внутреннюю сердцевину помещают в соответствующую пресс-форму, так чтобы концы, соединяющие обмотку или участки обмотки, продленные для образования электродов, или предварительно подвергнутые гальваностегии для получения электродов, были подходящими для выведения за пределы защитной внешней оболочки,
(4) пресс-форму заполняют перемешанными частицами металлического порошка и получают защитную внешнюю оболочку катушки индуктивности прессованием под давлением в холодном состоянии, или сочетая холодное прессование с горячим прессованием с помощью механического или гидравлического формовочного пресса порошковой металлургии,
(5) оба конца электродов, образованных концами, соединенными с обмоткой или частями обмотки, прячут во внутреннее пространство защитной внешней оболочки, а открытые средние участки электродов зачищают до получения гладких концевых поверхностей путем шлифования на шлифовальном круге или удалением изоляционного покрытия с помощью лазера и подвергают пайке или гальваностегии для получения завершенных электродов катушки индуктивности, в результате чего получают окончательно изготовленную катушку индуктивности,
(6) в альтернативном варианте осуществления предлагаемого изобретения электроды получают путем предварительного выполнения гальваностегии или нанесения покрытия из металлической пленки с помощью серебряной пасты на обоих концах и в нижней части скрепленной внутренней сердцевины, при этом электроды электрически соединяют с внутренней обмоткой с помощью пайки или точечной сварки, в результате чего получают окончательно изготовленную катушку индуктивности.
При выполнении охарактеризованной выше операции (1) обмотка с эмалевой изоляцией может иметь форму круга или овала; обмотка с эмалевой изоляцией может быть образована снабженной эмалевой изоляцией проволокой круглого сечения или плоского сечения; выводным проводам обмотки с эмалевой изоляцией при ее намотке может быть придано как одно и то же направление, так и противоположные направления; выводные провода могут быть расположены в нижней части или же по бокам катушки индуктивности; обмотка с эмалевой изоляцией может быть получена путем намотки проволоки в направлении по часовой стрелке или же против часовой стрелки; обмотка с эмалевой изоляцией может иметь как однослойную, так и многослойную намотку; обмотку с эмалевой изоляцией получают путем намотки и уплотнения витков проволоки их широкими либо узкими поверхностями.
На стадии выполнения операции (2) смонтированная внутренняя сердцевина содержит обмотку с эмалевой изоляцией и сердечник, расположенный внутри этой обмотки; смонтированная внутренняя сердцевина может иметь форму квадрата, круга или многоугольника; электроды смонтированной внутренней сердцевины образуют продленными частями обмотки или подвергают предварительной гальваностегии, или на оба конца и нижнюю часть смонтированной внутренней сердцевины наносят покрытие из металлической пленки с помощью серебряной пасты; смонтированную внутреннюю сердцевину прячут во внутреннее пространство защитной внешней оболочки, так чтобы оба конца открытых электродов были заключены в малую часть упомянутой защитной внешней оболочки.
На стадии выполнения операции (2) используют Т-образный или стержнеобразный сердечник; Т-образный сердечник может быть выполнен в виде цельного тела, выполненного из одного и того же материала, или же Т-образная форма может быть придана сердечнику путем соединения стержня с листообразным основанием, при этом стержень и основание могут быть выполнены из разных материалов и оставаться отдельными деталями; при этом сердечник может быть выполнен из таких материалов, как марганцево-цинковый порошок, никель-цинковый порошок, железный порошок, порошок из сплава, или же он может быть выполнен из комбинации разных материалов, таких как марганцево-цинковый порошок, никель-цинковый порошок, железный порошок, порошок из сплава.
На стадии выполнения операции (4) защитную внешнюю оболочку формируют из частиц металлического порошка с помощью прессования под давлением; упомянутые частицы металлического порошка получают путем отбора, согласно требованиям к свойствам, смешивания и полного перемешивания порошка из соответствующего сплава, порошка восстановленного железа, порошка карбонильного железа или ферритного материала и соответствующего клея на основе смолы, содержащей отверждающий реагент, или же упомянутые частицы металлического порошка получают путем отбора, согласно требуемым свойствам, смешивания и полного перемешивания комбинации многих металлических порошков: порошка из сплава, порошка восстановленного железа, порошка карбонильного железа или ферритного материала и соответствующего клея на основе смолы, содержащей отверждающий реагент; при этом упомянутый клей на основе смолы может содержать эпоксидную смолу, феноловую смолу, феноло-эпоксидную смолу, ортокрезоловую формальдегидную эпоксидную смолу или же смесь из нескольких смол и соответствующего отверждающего реагента, а также других органических растворителей.
На стадии выполнения операции (5) согласно одному варианту осуществления предлагаемого изобретения электроды скрепленной внутренней сердцевины получают из концов обмотки с эмалевой изоляцией, соединенных с этой обмоткой, или же непосредственным вытягиванием и изгибанием проволоки обмотки с эмалевой изоляцией, или же их получают уплощением или утончением проволоки обмотки с эмалевой изоляцией с последующей пайкой или металлизацией с помощью гальваностегии на основе уплощения или утончения обмотки с эмалевой изоляцией и непосредственным вытягиванием обмотки с эмалевой изоляцией; или же их получают путем соединения концевых поверхностей обмотки с эмалевой изоляцией с помощью таких процессов, как точечная сварка, пайка, покрытие металлической пленкой с помощью серебряной пасты и гальваностегия.
На стадии выполнения операции (5) оба конца электродов прячут во внутреннее пространство защитной внешней оболочки; открытые средние участки электродов зачищают до получения гладких концевых поверхностей путем шлифования на шлифовальном круге или удалением изоляционного покрытия с помощью лазера и подвергают пайке или гальваностегии для получения завершенных электродов катушки индуктивности.
В альтернативном варианте осуществления предлагаемого изобретения при выполнения операции (6) электроды получают путем предварительного выполнения гальваностегии или нанесения покрытия из металлической пленки с помощью серебряной пасты на обоих концах и в нижней части скрепленной внутренней сердцевины; при этом электроды электрически соединяют с внутренней обмоткой с помощью пайки или точечной сварки, в результате чего получают законченную изготовлением катушку индуктивности.
При выполнении операции (6) электроды имеют нижнюю часть, которой в зависимости от предъявляемых требований может быть придана форма симметричных или асимметричных тонких пластинок, квадратов или трапеций.
По сравнению с предшествующим уровнем техники предлагаемая катушка индуктивности имеет следующие преимущества.
Благодаря процессу прессования в форме под давлением электроды предварительно изготовленной смонтированной внутренней сердцевины непосредственно заключены в защитную внешнюю оболочку, и тем самым обеспечено значительное повышение твердости электродов и понижен риск ухудшения качества; при этом операции заключительной обработки при изготовлении серийной продукции могут быть упрощены, благодаря чему обеспечена экономия расходов, связанных с производством.
Благодаря составной конструкции сердечника возможно изготовление частей сердечника из разных материалов, с обеспечением, тем самым, возможности варьировать различные электрические параметры катушек индуктивности одного и того же типа, так чтобы удовлетворить требования клиента к единообразному конструктивному решению занимающих одинаковый объем катушек индуктивности с разными электрическими характеристиками.
Краткое описание прилагаемых графических материалов
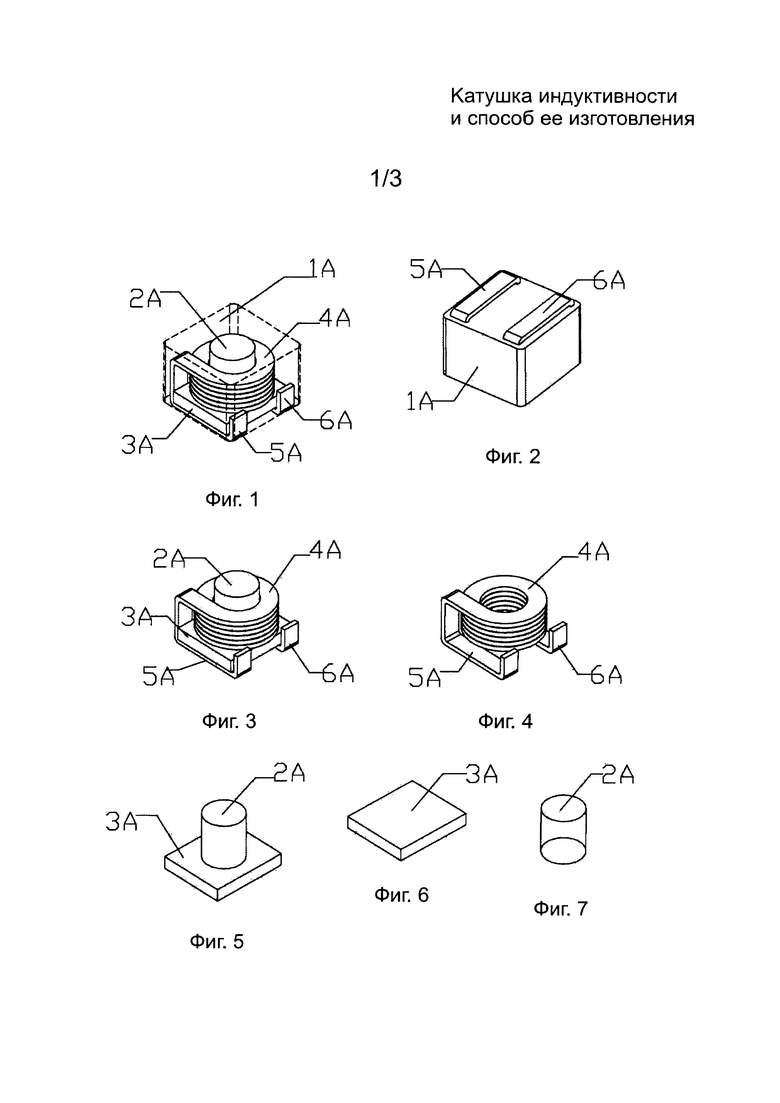
На фиг. 1 схематично в аксонометрии изображена катушка индуктивности согласно одному из вариантов осуществления предлагаемого изобретения.
На фиг. 2 схематично в аксонометрии изображена катушка индуктивности согласно тому же варианту осуществления предлагаемого изобретения, вид снизу.
На фиг. 3 схематично в аксонометрии изображена смонтированная внутренняя сердцевина катушки индуктивности согласно тому же варианту осуществления предлагаемого изобретения.
На фиг. 4 схематично в аксонометрии изображена обмотка из плоской проволоки катушки индуктивности согласно тому же варианту осуществления предлагаемого изобретения.
На фиг. 5 схематично в аксонометрии изображен Т-образный сердечник катушки индуктивности согласно тому же варианту осуществления предлагаемого изобретения.
На фиг. 6 схематично в аксонометрии изображено листообразное основание сердечника катушки индуктивности согласно тому же варианту осуществления предлагаемого изобретения.
На фиг. 7 схематично в аксонометрии изображен стержнеобразный сердечник катушки индуктивности согласно тому же варианту осуществления предлагаемого изобретения.
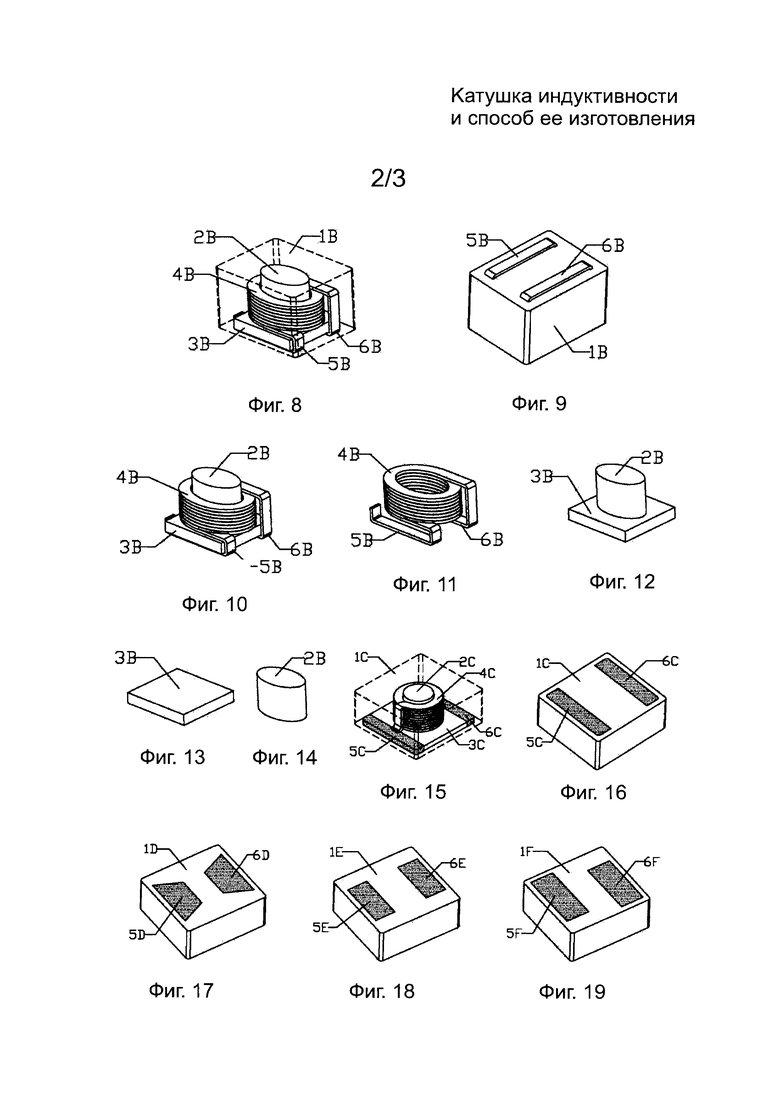
На фиг. 8 схематично в аксонометрии изображена катушка индуктивности согласно другому варианту осуществления предлагаемого изобретения.
На фиг. 9 схематично в аксонометрии изображена катушка индуктивности согласно тому же варианту осуществления предлагаемого изобретения, вид снизу.
На фиг. 10 схематично в аксонометрии изображена смонтированная внутренняя сердцевина катушки индуктивности согласно тому же варианту осуществления предлагаемого изобретения.
На фиг. 11 схематично в аксонометрии изображена обмотка овальной формы из плоской проволоки катушки индуктивности согласно тому же варианту осуществления предлагаемого изобретения.
На фиг. 12 схематично в аксонометрии изображен Т-образный сердечник катушки индуктивности согласно тому же варианту осуществления предлагаемого изобретения.
На фиг. 13 схематично в аксонометрии изображено листообразное основание сердечника катушки индуктивности согласно тому же варианту осуществления предлагаемого изобретения.
На фиг. 14 схематично в аксонометрии изображен имеющий овальное сечение стержнеобразный сердечник катушки индуктивности согласно тому же варианту осуществления предлагаемого изобретения.
На фиг. 15 схематично в аксонометрии изображена катушка индуктивности, не относящаяся к предлагаемому изобретению.
На фиг. 16 катушка индуктивности, не относящаяся к предлагаемому изобретению, изображена схематично в аксонометрии, вид со стороны ее донной части, согласно первому варианту осуществления.
На фиг. 17 катушка индуктивности, не относящаяся к предлагаемому изобретению, изображена схематично в аксонометрии, вид со стороны ее донной части, согласно второму варианту осуществления.
На фиг. 18 катушка индуктивности, не относящаяся к предлагаемому изобретению, изображена схематично в аксонометрии, вид со стороны ее донной части, согласно третьему варианту осуществления последнего.
На фиг. 19 катушка индуктивности, не относящаяся к предлагаемому изобретению, изображена схематично в аксонометрии, вид со стороны ее донной части, согласно четвертому варианту осуществления.
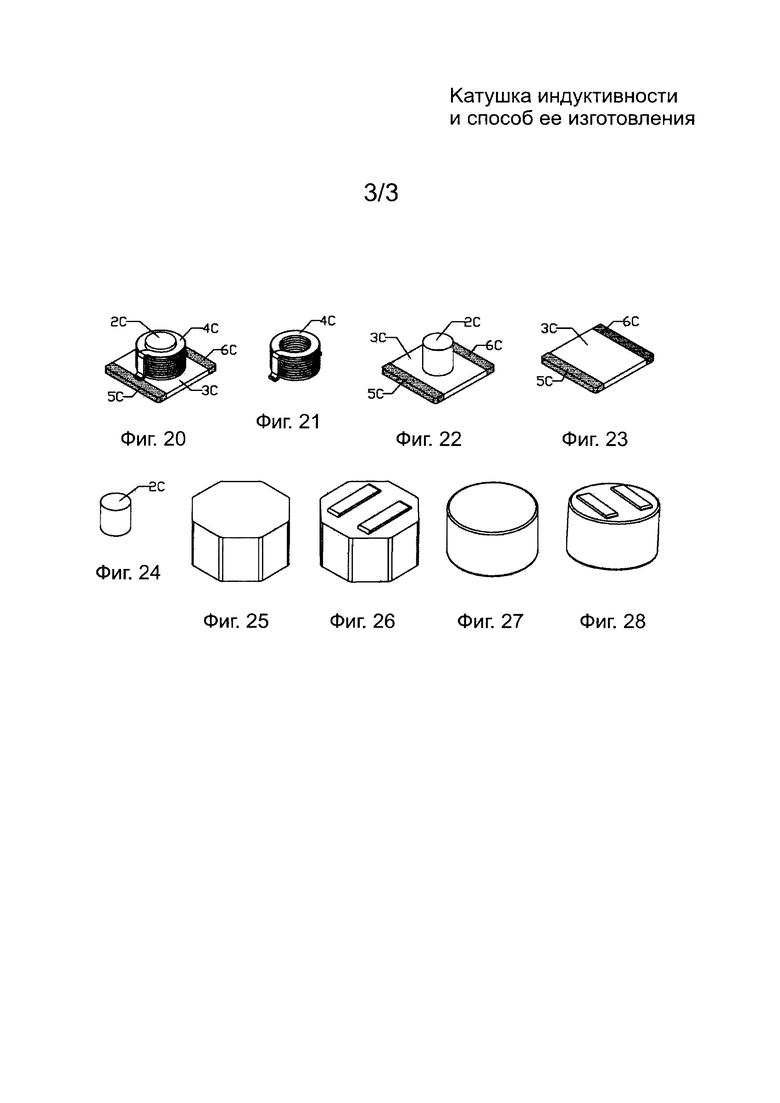
На фиг. 20 схематично в аксонометрии изображена смонтированная внутренняя сердцевина катушки индуктивности, не относящейся к предлагаемому изобретению.
На фиг. 21 схематично в аксонометрии изображена обмотка из круглой проволоки катушки индуктивности, не относящейся к предлагаемому изобретению.
На фиг. 22 схематично в аксонометрии изображен Т-образный сердечник катушки индуктивности, не относящейся к предлагаемому изобретению.
На фиг. 23 схематично в аксонометрии изображено листообразное основание сердечника катушки индуктивности, не относящейся к предлагаемому изобретению.
На фиг. 24 схематично в аксонометрии изображен стержнеобразный сердечник катушки индуктивности согласно тому же варианту осуществления предлагаемого изобретения.
На фиг. 25 схематично в аксонометрии изображена катушка индуктивности согласно тому же варианту осуществления предлагаемого изобретения, заключенная в защитную внешнюю оболочку, поперечное сечение которой имеет форму многоугольника.
На фиг. 26 катушка индуктивности согласно тому же варианту осуществления предлагаемого изобретения, заключенная в защитную внешнюю оболочку, имеющая форму многоугольника, изображена схематично в аксонометрии, вид снизу.
На фиг. 27 схематично в аксонометрии изображена катушка индуктивности согласно тому же варианту осуществления предлагаемого изобретения, заключенная в защитную внешнюю оболочку, имеющая форму круга.
На фиг. 28 катушка индуктивности согласно тому же варианту осуществления предлагаемого изобретения, заключенная в защитную внешнюю оболочку, имеющая форму круга, изображена схематично в аксонометрии, вид снизу.
Подробное описание предлагаемого изобретения
Катушка индуктивности и способ ее изготовления согласно предлагаемому изобретению будут далее описаны более подробно со ссылками на прилагаемые чертежи.
Как можно видеть на прилагаемых чертежах с фиг. 1 по фиг. 28, предлагаемым изобретением предусмотрен способ изготовления катушки индуктивности, имеющей смонтированную внутреннюю сердцевину (см. фиг. 3, фиг. 10, фиг. 20), содержащую обмотку с эмалевой изоляцией (4А, 4В, 4С) и сердечник (2А, 2В, 2С, 3А, 3В, 3С), содержащий операции, при которых упомянутую смонтированную внутреннюю сердцевину, предварительно изготовленную, помещают в соответствующую пресс-форму, так чтобы концы (5А, 5В, 6А, 6В), соединяющие обмотку или участки обмотки, продленные для образования электродов, или предварительно подвергнутые гальваностегии для получения электродов (5С, 5D, 5Е, 5F, 6С, 6D, 6Е, 6F), были подходящими для выведения за пределы защитной внешней оболочки, пресс-форму заполняют перемешанными частицами металлического порошка и получают защитную внешнюю оболочку (1А, 1В, 1С) прессованием под давлением в холодном состоянии или сочетая холодное прессование с горячим прессованием с помощью механического или гидравлического формовочного пресса порошковой металлургии, при этом смонтированная внутренняя сердцевина (см. фиг. 3, фиг. 10, фиг. 20) и электроды (5А, 5В, 5С, 5D, 5Е, 5F, 6А, 6В, 6С, 6D, 6Е, 6F) убирают во внутреннее пространство защитной внешней оболочки, и электроды (5А, 5В, 5С, 5D, 5Е, 5F, 6А, 6В, 6С, 6D, 6Е, 6F) изготовляют вытягиванием и изгибанием обмотки с эмалевой изоляцией, или же путем соединения обмотки с эмалевой изоляцией с соответствующими концевыми поверхностями с помощью таких процессов, как точечная сварка, пайка, покрытие металлической пленкой с помощью серебряной пасты, гальваностегия и т.п., в результате чего получают законченную изготовлением катушку индуктивности.
Скрепленная внутренняя сердцевина (см. фиг. 3, фиг. 10, фиг. 20) содержит обмотку с эмалевой изоляцией (4А, 4В, 4С) и сердечник (2А, 2В, 2С, 3А, 3В, 3С), расположенный внутри обмотки с эмалевой изоляцией; смонтированная внутренняя сердцевина (см. фиг. 3, фиг. 10, фиг. 20) может иметь форму квадрата (см. фиг. 1, фиг. 8, фиг. 15), круга (см. фиг. 27) или многоугольника (см. фиг. 25); электроды смонтированной внутренней сердцевины (см. фиг. 3, фиг. 10, фиг. 20) могут быть образованы продленными участками обмотки или же они могут быть образованы предварительной гальваностегией или нанесением металлической пленки с помощью серебряной пасты на обоих концах и в нижней части скрепленной внутренней сердцевины; при этом смонтированная внутренняя сердцевина (см. фиг. 3, фиг. 10, фиг. 20) спрятана во внутреннем пространстве защитной внешней оболочки, так что оба конца открытых электродов заключены в малую часть упомянутой защитной внешней оболочки.
Обмотка с эмалевой изоляцией (4А, 4В, 4С) может быть круглой или овальной; обмотка с эмалевой изоляцией может быть получена из круглой проволоки с эмалевой изоляцией или плоской проволоки с эмалевой изоляцией; при намотке проволоки выводные провода обмотки с эмалевой изоляцией могут быть выполнены как в одном и том же направлении, так и в противоположных направлениях; выводные провода обмотки с эмалевой изоляцией могут быть выведены в нижней части катушки индуктивности или по ее бокам; обмотка с эмалевой изоляцией может быть получена намоткой проволоки в направлении по часовой стрелке или против часовой стрелки; обмотка с эмалевой изоляцией может иметь как однослойную, так и многослойную намотку; обмотка с эмалевой изоляцией может быть получена путем намотки и уплотнения витков проволоки их широкими либо узкими поверхностями.
Сердечник (2А, 2В, 2С, 3А, 3В, 3С) может быть Т-образным или стержнеобразным; Т-образный сердечник может быть выполнен как цельное тело из одного и того же материала, или же Т-образный сердечник может быть выполнен состоящим из стержня и листообразного основания, которые выполнены из разных материалов и не составляют единого тела; сердечник может быть выполнен из такого материала, как марганцево-цинковый порошок, никель-цинковый порошок, железный порошок, порошок из сплава, или же он может быть выполнен из комбинации разных материалов, таких как марганцево-цинковый порошок, никель-цинковый порошок, железный порошок, порошок из сплава.
Защитную внешнюю оболочку (1А, 1В, 1С) получают из частиц металлического порошка путем прессования под давлением; упомянутые частицы металлического порошка получают путем отбора, согласно предъявляемым требованиям к свойствам, смешивания и полного перемешивания порошка из соответствующего сплава, порошка восстановленного железа, порошка карбонильного железа или ферритного материала и соответствующего клея на основе смолы, содержащей отверждающий реагент; или же упомянутые частицы металлического порошка получают путем отбора, согласно требованиям к свойствам, смешивания и полного перемешивания комбинации многих металлических порошков: порошка из сплава, порошка восстановленного железа, порошка карбонильного железа или ферритного материала и соответствующего клея на основе смолы, содержащей отверждающий реагент; при этом упомянутый клей на основе смолы содержит эпоксидную смолу, феноловую смолу, феноло-эпоксидную смолу, ортокрезоловую формальдегидную эпоксидную смолу, или же смесь из нескольких смол и соответствующего отверждающего реагента, а также других органических растворителей.
Один из вариантов получения электродов (5А, 5В, 5С, 5D, 5Е, 5F, 6А, 6В, 6С, 6D, 6Е, 6F) состоит в том, что они представляют собой концы обмотки с эмалевой изоляцией, соединенные с нею, или же их получают непосредственным вытягиванием и изгибанием обмотки с эмалевой изоляцией, или же их получают уплощением или утончением обмотки с эмалевой изоляцией с последующей пайкой или металлизацией с помощью гальваностегии с уплощением или утончением обмотки с эмалевой изоляцией и непосредственным вытягиванием обмотки с эмалевой изоляцией; или же их получают путем соединения обмотки с эмалевой изоляцией с соответствующими концевыми поверхностями с помощью таких способов, как точечная сварка, пайка, покрытие металлической пленкой с помощью серебряной пасты и гальваностегия.
Оба конца электродов (5А, 5В, 5С, 5D, 5Е, 5F, 6А, 6В, 6С, 6D, 6Е, 6F) прячут во внутреннее пространство защитной внешней оболочки, а открытые средние участки электродов зачищают до получения гладких концевых поверхностей путем шлифования на шлифовальном круге или удалением изоляционного покрытия с помощью лазера и подвергают пайке или гальваностегии для получения завершенных электродов катушки индуктивности.
Согласно еще одному варианту осуществления предлагаемого изобретения электроды (5А, 5В, 5С, 5D, 5Е, 5F, 6А, 6В, 6С, 6D, 6Е, 6F) получают путем предварительной обработки обоих концов и нижней части скрепленной внутренней сердцевины с помощью гальваностегии или нанесением металлической пленки с помощью серебряной пасты; при этом электроды электрически соединяют с внутренней обмоткой с помощью пайки или точечной сварки.
Электроды (5А, 5В, 5С, 5D, 5Е, 5F, 6А, 6В, 6С, 6D, 6Е, 6F) имеют нижние части, которым в зависимости от требований может быть придана форма симметричных или асимметричных тонких пластинок, квадратов или трапецоидов.
Катушка индуктивности согласно предлагаемому изобретению может иметь в поперечном сечении форму квадрата, круга или многоугольника; эта катушка индуктивности может быть окрашена путем напыления или же она может быть неокрашенной; высота этой катушки индуктивности является регулируемой в соответствии с конструктивными компоновочными требованиями и требованиями к рабочим характеристикам.
Способ изготовления катушки индуктивности включает следующие операции:
(1) выбирают тип проволоки с эмалевой изоляцией и наматывают в направлении по часовой стрелке или против часовой стрелки для получения обмотки с однослойной или многослойной намоткой в соответствии с конструктивными компоновочными требованиями, при этом обмотка имеет выводные провода, предпочтительно ориентированные в одном и том же направлении,
(2) внутрь обмотки вводят стержнеобразный или Т-образный сердечник, так что, с целью получения предварительно изготовленной внутренней сердцевины, нижнюю часть листообразного сердечника вводят двумя сторонами этой нижней части в два выводных провода обмотки, или же, с целью получения предварительно изготовленной внутренней сердцевины, выбирают обмотку с эмалевой изоляцией, подлежащую помещению к нижней, листообразной, части подвергнутого гальваностегии сердечника и соединяют выводные провода обмотки с соответствующими концевыми поверхностями с помощью точечной сварки или пайки, или же, с целью получения предварительно изготовленной внутренней сердцевины, выбирают стержнеобразный или Т-образный сердечник и наматывают проволоку непосредственно на него, так чтобы сердечник был покрыт обмоткой, или же наматывают проволоку непосредственно на Т-образный сердечник таким образом, чтобы сердечник был покрыт обмоткой, при этом электроды получают путем мозаицирования концов, или нанесением покрытия путем гальваностегии на оба конца Т-образного сердечника, и предварительно изготовленную внутреннюю сердцевину получают при соединении обоих концов обмотки с электродами с помощью процесса прямой точечной сварки,
(3) предварительно изготовленную внутреннюю сердцевину помещают в соответствующую пресс-форму, так чтобы концы, соединяющие обмотку или участки обмотки, продленные для образования электродов или предварительно подвергнутые гальваностегии для получения электродов, были подходящими для выведения за пределы защитной внешней оболочки,
(4) пресс-форму заполняют перемешанными частицами металлического порошка и получают защитную внешнюю оболочку катушки индуктивности прессованием под давлением в холодном состоянии, или же сочетая холодное прессование с горячим прессованием с помощью механического или гидравлического формовочного пресса порошковой металлургии,
(5) оба конца электродов, образованных концами, соединенными с обмоткой или частями обмотки, прячут во внутреннее пространство защитной внешней оболочки, а открытые средние участки электродов зачищают до получения гладких концевых поверхностей путем шлифования на шлифовальном круге или удалением изоляционного покрытия с помощью лазера и подвергают пайке или гальваностегии для получения завершенных электродов катушки индуктивности, в результате чего получают готовую катушку индуктивности,
(6) в альтернативном варианте осуществления предлагаемого изобретения электроды получают путем предварительного выполнения гальваностегии или нанесения покрытия из металлической пленки с помощью серебряной пасты на обоих концах и в нижней части скрепленной внутренней сердцевины, при этом электроды электрически соединяют с внутренней обмоткой с помощью пайки или точечной сварки, в результате чего получают законченную изготовлением катушку индуктивности.
При выполнении охарактеризованной выше операции (1) обмотка с эмалевой изоляцией может иметь форму круга или овала; обмотка с эмалевой изоляцией может быть образована снабженной эмалевой изоляцией проволокой круглого сечения или плоского сечения; выводным проводам обмотки с эмалевой изоляцией при ее намотке может быть придано как одно и то же направление, так и противоположные направления; при намотке проволоки выводные провода могут быть выведены в одном и том же направлении или в противоположных направлениях; выводные провода могут быть выведены в нижнюю часть или же на боковые стороны катушки индуктивности; обмотка с эмалевой изоляцией может быть получена путем намотки проволоки в направлении по часовой стрелке или же в направлении против часовой стрелки; обмотка с эмалевой изоляцией может иметь как однослойную, так и многослойную намотку; обмотку с эмалевой изоляцией получают путем намотки и уплотнения витков проволоки их широкими либо узкими поверхностями.
На стадии выполнения операции (2) смонтированная внутренняя сердцевина содержит обмотку с эмалевой изоляцией и сердечник, расположенный внутри этой обмотки; смонтированная внутренняя сердцевина может иметь [в поперечном сечении] форму квадрата, круга или многоугольника; электроды смонтированной внутренней сердцевины могут быть получены продленными частями обмотки, или же их подвергают предварительной гальваностегии, или же на оба конца и нижнюю часть смонтированной внутренней сердцевины наносят покрытие из металлической пленки с помощью серебряной пасты; смонтированную внутреннюю сердцевину прячут во внутреннее пространство защитной внешней оболочки, так чтобы оба конца открытых электродов были заключены в малую часть упомянутой защитной внешней оболочки.
На стадии выполнения операции (2) используют Т-образный или стержнеобразный сердечник; Т-образный сердечник может быть выполнен в виде цельного тела, выполненного из одного и того же материала, или же Т-образная форма может быть придана сердечнику путем соединения стержня с листообразным основанием, при этом стержень и основание могут быть выполнены из разных материалов и оставаться отдельными деталями; при этом сердечник может быть выполнен из таких материалов, как марганцево-цинковый порошок, никель-цинковый порошок, железный порошок, порошок из сплава, или же он может быть выполнен из комбинации разных материалов, таких как марганцево-цинковый порошок, никель-цинковый порошок, железный порошок, порошок из сплава.
На стадии выполнения операции (4) защитную внешнюю оболочку формируют из частиц металлического порошка с помощью прессования под давлением; упомянутые частицы металлического порошка получают путем отбора, согласно предъявляемым требованиям к свойствам, смешивания и полного перемешивания порошка из соответствующего сплава, порошка восстановленного железа, порошка карбонильного железа или ферритного материала и соответствующего клея на основе смолы, содержащей отверждающий реагент, или же упомянутые частицы металлического порошка получают путем отбора, согласно требуемым свойствам, смешивания и полного перемешивания комбинации многих металлических порошков: порошка из сплава, порошка восстановленного железа, порошка карбонильного железа или ферритного материала и соответствующего клея на основе смолы, содержащей отверждающий реагент; при этом упомянутый клей на основе смолы может содержать эпоксидную смолу, феноловую смолу, феноло-эпоксидную смолу, ортокрезоловую формальдегидную эпоксидную смолу или же смесь из нескольких смол и соответствующего отверждающего реагента, а также других органических растворителей.
На стадии выполнения операции (5) согласно одному варианту осуществления предлагаемого изобретения электроды получают из концов обмотки с эмалевой изоляцией, соединенных с этой обмоткой, или же непосредственным вытягиванием и изгибанием обмотки с эмалевой изоляцией, или же их получают уплощением или утончением обмотки с эмалевой изоляцией с последующей пайкой или металлизацией с помощью гальваностегии на основе уплощения или утончения обмотки с эмалевой изоляцией и непосредственным вытягиванием обмотки с эмалевой изоляцией; или же их получают путем соединения концевых поверхностей обмотки с эмалевой изоляцией с помощью таких способов, как точечная сварка, пайка, покрытие металлической пленкой с помощью серебряной пасты и гальваностегия.
На стадии выполнения операции (5) оба конца электродов прячут во внутреннее пространство защитной внешней оболочки; открытые средние участки электродов зачищают до получения гладких концевых поверхностей путем шлифования на шлифовальном круге или удалением изоляционного покрытия с помощью лазера и подвергают пайке или гальваностегии для получения завершенных электродов катушки индуктивности.
В альтернативном варианте осуществления предлагаемого изобретения при выполнении операции (6) электроды получают путем предварительного выполнения гальваностегии или нанесением покрытия из металлической пленки с помощью серебряной пасты на обоих концах и в нижней части смонтированной внутренней сердцевины; при этом электроды электрически соединяют с внутренней обмоткой с помощью пайки или точечной сварки, в результате чего получают законченную изготовлением катушку индуктивности.
При выполнении операции (6) электроды имеют нижнюю часть, которой в зависимости от требований может быть придана форма симметричных или асимметричных тонких пластинок, квадратов или трапеций.
По сравнению с предшествующим уровнем техники предлагаемая катушка индуктивности имеет следующие преимущества.
Благодаря процессу прессования в форме под давлением электроды предварительно изготовленной смонтированной внутренней сердцевины непосредственно заключают в защитную внешнюю оболочку и тем самым обеспечивают значительное повышение твердости электродов, при этом понижен риск ухудшения качества. Операции заключительной обработки при изготовлении серийной продукции могут быть упрощены, благодаря чему обеспечена экономия расходов, связанных с производством.
Благодаря составной конструкции сердечника возможно изготовление частей сердечника из разных материалов, с обеспечением, тем самым, возможности варьировать различные электрические параметры катушек индуктивности одного и того же типа, так чтобы удовлетворить требования клиента к единообразному конструктивному решению занимающих одинаковый объем катушек индуктивности с разными электрическими характеристиками.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНДУКТИВНОГО ЭЛЕМЕНТА И ИНДУКТИВНЫЙ ЭЛЕМЕНТ | 2015 |
|
RU2660915C2 |
| СИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ С ПОСТОЯННЫМИ МАГНИТАМИ ДЛЯ ДРЕНАЖНОГО НАСОСА | 2008 |
|
RU2516377C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНДУКТИВНОГО ЭЛЕМЕНТА И ИНДУКТИВНЫЙ ЭЛЕМЕНТ | 2015 |
|
RU2660808C2 |
| ЭКРАНИРОВАННЫЙ ПРОВОД | 2012 |
|
RU2519598C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРАНСФОРМАТОРА | 2014 |
|
RU2572834C2 |
| ОБМОТКА СРЕДНЕГО И ВЫСОКОГО НАПРЯЖЕНИЯ ДЛЯ ТРАНСФОРМАТОРОВ БЕЗ СЕРДЕЧНИКА | 1996 |
|
RU2178596C2 |
| Оптимальный индуктор | 2013 |
|
RU2636653C2 |
| ЭЛЕКТРИЧЕСКАЯ КАТУШКА | 1993 |
|
RU2040056C1 |
| Радиочастотный комбинированный кабель (варианты) | 2019 |
|
RU2710934C1 |
| Гидроэлектрическая турбина | 2013 |
|
RU2621667C2 |
Изобретение относится к электротехнике. Технический результат состоит в повышении технологичности изготовления. Катушка индуктивности содержит смонтированную внутреннюю сердцевину, электроды и защитную внешнюю оболочку. Смонтированная внутренняя сердцевина содержит обмотку с эмалевой изоляцией и сердечник. Смонтированная внутренняя сердцевина и электроды упрятаны во внутреннее пространство защитной внешней оболочки. 2 н. и 5 з.п. ф-лы, 28 ил.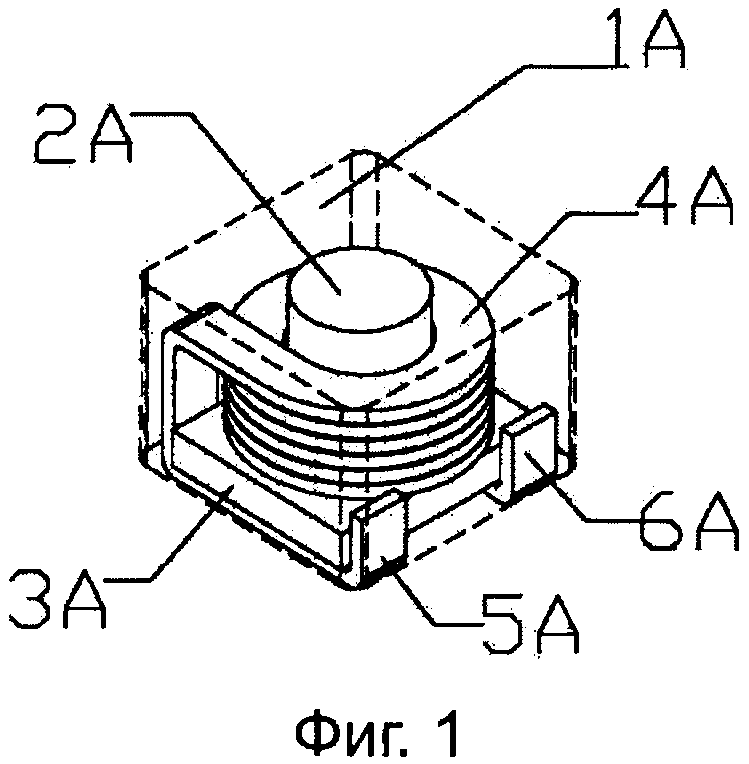
1. Катушка индуктивности, содержащая
- смонтированную внутреннюю сердцевину, содержащую обмотку с эмалевой изоляцией и Т-образный сердечник, расположенный внутри упомянутой обмотки,
- электроды, образованные из вытянутых участков обмотки, при этом каждый электрод имеет конец, и
- защитную внешнюю оболочку,
характеризующаяся тем, что
- нижняя часть сердечника введена своими двумя сторонами в два выводных провода обмотки для получения смонтированной внутренней сердцевины,
- упомянутые смонтированная внутренняя сердцевина и электроды помещены во внутреннее пространство защитной внешней оболочки, и
- оба конца электродов заключены в защитную внешнюю оболочку.
2. Катушка индуктивности по п. 1, характеризующаяся тем, что упомянутая смонтированная внутренняя сердцевина имеет форму квадрата, круга или многоугольника.
3. Катушка индуктивности по любому из пп. 1 или 2, характеризующаяся тем, что обмотка с эмалевой изоляцией имеет форму круга или овала, выполнена из плоской проволоки с эмалевой изоляцией, выводные провода обмотки образованы при намотке проволоки с эмалевой изоляцией, причем обмотка с эмалевой изоляцией имеет однослойную или многослойную намотку и выполнена путем намотки и уплотнения витков проволоки их широкими поверхностями.
4. Катушка индуктивности по любому из пп. 1-3, характеризующаяся тем, что упомянутый Т-образный сердечник выполнен как цельное тело из одного материала, или же Т-образный сердечник выполнен состоящим из стержня и листообразного основания, которые выполнены из разных материалов и не являются единым телом, при этом Т-образный сердечник выполнен из такого материала, как марганцево-цинковый порошок, никель-цинковый порошок, железный порошок, порошок из сплава, или из комбинации разных материалов, таких как марганцево-цинковый порошок, никель-цинковый порошок, железный порошок, порошок из сплава.
5. Катушка индуктивности по любому из пп. 1-4, характеризующаяся тем, что упомянутая защитная внешняя оболочка выполнена из частиц металлического порошка путем прессования под давлением, при этом упомянутые частицы металлического порошка получены путем отбора согласно предъявляемым требованиям к свойствам, смешивания и полного перемешивания порошка из соответствующего сплава, порошка восстановленного железа, порошка карбонильного железа или ферритного материала и соответствующего клея на основе смолы, содержащей отверждающий реагент, либо упомянутые частицы металлического порошка получены путем отбора, согласно требованиям к свойствам, смешивания и полного перемешивания комбинации многих металлических порошков: порошка из сплава, порошка восстановленного железа, порошка карбонильного железа или ферритного материала и соответствующего клея на основе смолы, содержащей отверждающий реагент, при этом упомянутый клей на основе смолы может содержать эпоксидную смолу, феноловую смолу, феноло-эпоксидную смолу, орто-крезоловую формальдегидную эпоксидную смолу или смесь из нескольких смол и соответствующего отверждающего реагента, а также других органических растворителей.
6. Катушка индуктивности по любому из пп. 1-5, характеризующаяся тем, что открытые средние участки электродов зачищены до получения гладких концевых поверхностей путем шлифования на шлифовальном круге или удалением изоляционного покрытия с помощью лазера и подвергнуты пайке или гальваностегии для получения готовых электродов катушки индуктивности.
7. Способ изготовления катушки индуктивности, включающий следующие операции:
(1) проволоку с эмалевой изоляцией наматывают для получения обмотки с однослойной или многослойной намоткой и имеющей выводные провода,
(2) внутрь обмотки вводят Т-образный сердечник, причем для получения предварительно изготовленной внутренней сердцевины нижнюю часть сердечника вводят двумя сторонами этой нижней части в два выводных провода обмотки,
(3) предварительно изготовленную внутреннюю сердцевину помещают в соответствующую пресс-форму так, чтобы участки обмотки, продленные для образования электродов или предварительно подвергнутые гальваностегии для получения электродов, были подходящими для выведения за пределы защитной внешней оболочки,
(4) пресс-форму заполняют перемешанными частицами металлического порошка и получают защитную внешнюю оболочку катушки индуктивности прессованием под давлением в холодном состоянии или путем сочетания холодного прессования с горячим прессованием с помощью механического или гидравлического формовочного пресса порошковой металлургии,
(5) оба конца электродов, образованных частями обмотки, прячут во внутреннее пространство защитной внешней оболочки, а открытые средние участки электродов зачищают до получения гладких концевых поверхностей путем шлифования на шлифовальном круге или путем удаления изоляционного покрытия с помощью лазера и подвергают пайке или гальваностегии для получения завершенных электродов катушки индуктивности, в результате чего получают готовую катушку индуктивности.
| US 201402227 A1, 02.01.2014 | |||
| US 2010134233 A1, 03.06.2010 | |||
| JP 2003168610 A, 13.06.2003 | |||
| US 2009278650 A1, 12.11.2009 | |||
| КАРДИОСИНХРОНИЗАТОР МАГНИТНО-РЕЗОНАНСНОГО ИЗОБРАЖЕНИЯ | 1996 |
|
RU2103916C1 |
| US 2008036566 A1, 14.02.2008 | |||
| US 2012188040 A1, 26.07.2012 | |||
| МАГНИТОЭЛЕКТРИЧЕСКИЙ ГЕНЕРАТОР | 2009 |
|
RU2427067C1 |

