Область изобретения
Настоящее изобретение в целом относится к конструкции оптимального индуктора. Более конкретно, настоящее изобретение относится к катушке для индуктора, как определено в ограничительных частях пункта 1 формулы изобретения, сердечнику для индуктора, как определено в ограничительных частях пункта 6 формулы изобретения, и индуктору, содержащему указанную катушку и указанный сердечник, как определено в ограничительных частях пункта 8 формулы изобретения. Изобретение дополнительно относится к способу для изготовления указанной катушки и указанного сердечника, как определено в ограничительных частях пунктов 13 и 15 формулы изобретения.
Предпосылки изобретения
В постоянно растущей отрасли силовой электроники индукторы становятся все более важными в таких приложениях как производство электроэнергии, качество электроэнергии, приводы переменного тока, приводы с обратной связью и т.п. Индукторы часто являются ключевыми компонентами в применяемом оборудовании и часто определяют эффективность и производительность рассматриваемого оборудования. Особо проблемной областью стали приложения, в которых индуктор должен одновременно обрабатывать основную частоту, составляющую, например, 50 Гц, в то же время, отфильтровывая более высокие частоты конечного сигнала, генерируемые, например, импульсными источниками питания. Аналогично, силовая электроника часто является источником вредных нелинейных искажений, которые сегодня стали одной из важнейших проблем отрасли качества электроэнергии.
Обычные индукторы, как правило, изготавливают или намоткой провода на каркас катушки, в воздухе или на железный (твердый, ламинированный или ферритовый) сердечник. Провод затем наматывают вокруг сердечника, который обычно имеет воздушный зазор для управления проницаемостью, чтобы не насыщать материал сердечника. Это становится источником потока магнитного рассеяния, потерь энергии и нагревания окружающего металла. Если катушка намотана через воздушные зазоры, часто будут иметь место существенные краевые потери, дающие в результате горячие точки, которые может быть трудно охладить. Кроме того, индукторы обычно имеют стандартизированные каркасы катушки, материал проводников и сердечника. Это неизбежно приводит к ограничениям свободы проектирования, в результате чего имеют место неэффективные и неоптимизированные конструкции индукторов.
Первый шаг в направлении устранения или смягчения вышеописанных недостатков появился в последние десять лет, с появлением новой технологии материалов. Эта новая технология материалов обеспечивает лучшие возможности специально адаптировать, оптимизировать и интегрировать эти типы силовых приводов в потребительские товары, а также в промышленные товары. Рассматриваемая технология материалов представляет собой композиты магнитно-мягких металлических материалов с изменяющимся количеством вяжущего и наполнителя, под названием магнитно-мягкие композиты (Soft Magnetic Composites, SMC). Формирование этих компонентов, изготовленных из SMC, представляет большой интерес, поскольку потребности в высокой степени уплотнения металла и свободе проектирования находятся в противоречии с известными способами изготовления, особенно в плане издержек производства. Успешный процесс формования даст в результате индуктивный компонент, который по многим признакам превосходит обычные в плане более низких потерь, меньшего размера, обеспечивая более тесную интеграцию в конечное устройство/изделие.
Кроме того, многие недостатки по-прежнему присущи индукторам в зависимости от выбора материалов, исходя из потерь энергии, тепловых недостатков и недостатков горячих точек, раздражающего звука, вызванного сильными токами на звуковых частотах, лишнего и неэффективного использования материалов, более низкой эффективности при более высоких частотах и насыщения при низкой интенсивности потока, и т.п.
Применение индукторов в промышленности постоянно растет, и потребности в более производительных индукторах растут вместе с потребностью. Кроме того, высокопроизводительные индукторы являются относительно дорогими. Таким образом, имеется потребность в новом и усовершенствованном индукторе, обладающем улучшенной производительностью в свете представленных выше недостатков. Улучшенная производительность усовершенствованных индукторов предпочтительно должна быть реализована экономически эффективным способом.
Сущность изобретения
Целью настоящего изобретения является усовершенствование современного состояния данной области техники для устранения вышеуказанных недостатков и предоставление усовершенствованного индуктора с усовершенствованиями, как его катушки, так и сердечника. Этих и других целей достигают катушкой, состоящей из металлического провода, намотанного по кругу вокруг центральной оси (С), причем провод имеет слой электрической изоляции, изолирующий каждый виток провода в обмотке от соседних витков, форма всей обмотки, составляющей катушку, является по сути тороидальной, имеющей по существу эллиптическое поперечное сечение, и имеет объемную теплопроводность выше 0,8 Вт/м*К.
Теплопроводность и форму получают с помощью устройства сжатия, которое существенно сокращает воздушные или газовые пустоты, имеющиеся в катушке, сокращая потери энергии, и увеличивает компактность катушки. Компактность катушки в сочетании с тороидальной формой увеличивает магнитное поле катушки, что особенно важно для более мелких индукторов, где надлежащее магнитное поле является предпочтительным для генерации требующегося потока в материале сердечника.
Катушка, имеющая тороидальную форму, предпочтительно представляет собой кольцевой тор, имеющий по сути круглое поперечное сечение. Это является дополнительным этапом оптимизации магнитного поля относительно веса и размера используемой катушки.
Катушка предпочтительно должна дополнительно иметь теплопроводность выше 1 Вт/м*К, более предпочтительно - выше 1,2, еще более предпочтительно - выше 1,5, и наиболее предпочтительно - выше 2. Более высокую теплопроводность получают, inter alia, благодаря наличию большого объема металла относительно общего объема в витой катушке, также называемого коэффициентом заполнения, и благодаря сокращению воздушных и газовых пустот и замене их, например, материалом изоляции и смолой с более высокой теплопроводностью, чем воздух или газ, в то же время по-прежнему имея достаточную электрическую изоляцию между каждым витком в обмотке. Высокая теплопроводность необходима, чтобы тепло, создаваемое потерями в катушке во время работы, могло легко достигать внешней поверхности катушки и в итоге - внешней поверхности индуктора. Более низкая температура катушки не только полезна для общей производительности катушки, но необходима для достижения более высокой эффективности производительности, также как и для сохранения свойств изоляционных материалов, тем самым увеличивая срок ее службы. Для получения высокого коэффициента заполнения поперечное сечение провода обмотки в каждом положении предпочтительно имеет такую форму, чтобы плотно прилегать к смежным виткам провода в обмотке, существенно сокращая пустоты в обмотке. Благодаря устранению пустот в обмотке риск пробоя диэлектрика частичным разрядом значительно уменьшается. Форма поперечного сечения каждого отдельного провода в катушке может быть преимущественно шестиугольной, поскольку это естественная форма при сжатии нескольких округлых проводов, лежащих тесно рядом с друг другом, как это имеет место в случае намотки округлого провода и сжатия его для удаления воздушных или газовых пустот. Это не относится к внешнему слою проводов, которому придается оптимальная форма в соответствии с круглой внешней формой всей катушки, если смотреть в поперечном сечении. Проводящий материал, используемый для катушки, может представлять собой любой материал, подходящий для использования для катушки, предпочтительно медь или алюминий.
Изоляционный слой, изолирующий части провода от смежных частей провода, т.е. изолирующий виток провода от следующего витка провода, предпочтительно представляет собой материал, изготовленный из электроизоляционной бумаги и/или смолы. Изоляционная бумага может быть намотана вокруг провода и насыщена изнутри полуотвержденной или недопеченной смолой, имеющейся на проводе и/или его жилах, как объясняется ниже. Смолу затем отверждают, например, теплом. Однако изоляционный слой может представлять собой любой подходящий электроизоляционный материал с достаточными изолирующими свойствами для получения тонкого слоя, одновременно с сохранением достаточных диэлектрических и емкостных свойств изоляции между витками.
Провод может состоять из одной или более отдельно электроизолированных жил, в зависимости от полного тока и его частоты. С помощью жил меньшего диаметра связанные с поверхностными эффектами потери будут уменьшены.
Поперечное сечение каждой жилы в каждом положении имеет такую форму, чтобы плотно прилегать к смежным жилам, сокращая пустоты в проводе, что является важным для оптимизации магнитного поля и теплопроводности катушки. Также это поперечное сечение, как и для провода в целом, предпочтительно является шестиугольным, поскольку это естественно при сжатии жил круглого поперечного сечения для устранения каких бы то ни было промежутков между ними. Это не относится к внешнему слою жил, которому придается оптимальная форма согласно круглой внешней форме всего провода.
В случаях, когда провод, составляющий катушку, содержит несколько жил, пучок жил оптимально изгибают приблизительно на 360°, ±90°, для всей обмотки катушки, таким образом, значительно сокращая эффекты близости, вызываемые в катушке более высокими частотами. С помощью использования вышеупомянутых по сути параллельных жил простой литцендрат получают экономически выгодным образом. Жилы предпочтительно электрически изолированы отвержденной смолой и недопеченной смолой, как объясняется ниже. Электрическая изоляция является очень тонкой по сравнению с поперечным сечением жил и может представлять собой тонкое полимерное покрытие, тонкий слой смолы и т.п. Поскольку каждая жила имеет подобный, оптимально равный, потенциал, изоляция не обязана быть очень толстой.
Используя один или более слоев недопеченной смолы на изоляции жилы, можно отвердить смолу в устройстве формирования катушки и затем поддерживать оптимальную форму катушки после выгрузки ее из формы устройства. Катушку сначала нагревают до необходимого уровня температуры, чтобы существенно отвердить недопеченные слои смолы на жилах. Недопеченная смола также затекает в воздушные полости внутри катушки, уменьшая горячие точки в катушке, улучшая теплопроводные свойства. Кроме того, недопеченная смола улучшает диэлектрические свойства и свойства емкостной утечки внешней электроизоляционной бумаги, которая может быть использована вокруг каждого целого провода.
Снаружи катушки для дополнительного улучшения электрической изоляции к мягкому магнитному материалу сердечника, который будет сформован на катушке, должен быть присоединен третий изоляционный слой. Важно, что эта изоляция обеспечивает, чтобы никакие частицы сердечника не находились в прямом контакте с проводящим материалом, во избежание диэлектрического короткого замыкания или между проводами, или от катушки к материалу сердечника. Для достижения этой цели предпочтительно насыщение электроизоляционного смоляного материала. Этот третий изоляционный слой также обеспечивает ровную или гладкую внешнюю поверхность, так что устраняются локализированные В-потоки высокой интенсивности, создающие горячие точки. Он также сокращает емкостную утечку в мягкий магнитный сердечник и землю, если материал сердечника заземлен.
Целей этого изобретения дополнительно достигают с помощью магнитного сердечника, например, для индуктора, причем сердечник изготовлен из мягкого магнитного формуемого композитного (SM2C) материала, изготовленного из металлических частиц и вяжущего материала, указанные частицы имеют размер в диапазоне от 1 мкм до 1000 мкм, причем определенная часть частиц, т.е., крупнее 150 мкм, покрыта керамической поверхностью для обеспечения электрической изоляции между частицами, причем отношение наполнителя из магнитных металлических частиц к общему объему сердечника составляет от 0,5 до 0,9.
Сердечник можно формовать, и следовательно он подходит для встраивания в него катушки. Процесс формования дает возможность получать хорошее тепловое взаимодействие между сердечником и катушкой, путем устранения воздушных или газовых пустот между катушкой и сердечником. Вяжущий материал может быть полимером, например, эпоксидным или основанным на керамике вяжущим. Сердечник, обладающий указанным отношением объема металлического наполнителя, будет иметь хорошие теплопроводные свойства и высокое объемное удельное сопротивление благодаря изоляции между частицами. Изоляция между частицами также улучшает высокочастотные свойства. Поскольку сердечник формуют, можно получить любую форму сердечника.
Также предпочтительно, чтобы частицы имели размер от 10 мкм до 800 мкм, дополнительно оптимизируя свойства сердечника и усиливая его магнитные свойства. Выбранный размер до некоторой степени зависит от предназначающегося применения сердечника. Более мелкие частицы дают лучшие высокочастотные свойства сердечника.
Металлические частицы могут иметь состав, состоящий из: 6,5-7,5% Si, предпочтительно 6,8-7% Si, а остальные частицы состоят из Fe. Порошок может быть изготовлен с помощью газовой атомизации, придающей его частицам почти сферическую форму. Металлические частицы также могут иметь состав, состоящей из: 8-10% Si, предпочтительно 9% Si; 5-7% Al, предпочтительно 6% Al; а оставшиеся частицы состоят из Fe.
Еще одной целью настоящего изобретения является предоставление способа изготовления магнитного сердечника, включающего этапы: помещения мягкого магнитного композитного материала, изготовленного из металлических частиц и вяжущего материала, в форму, и создание магнитного поля в форме во время фазы формования и/или отверждения материала, магнитного выравнивания частиц сердечника с магнитным полем. Магнитное поле во время производства предпочтительно получают с помощью размещения катушки в форме и проведения тока через катушку. Важным признаком сердечника является то, что частицы в SM2C материале выровнены с магнитным полем предназначающегося использования сердечника. Следовательно, предпочтительно используют магнитное поле, для которого изготавливают сердечник, т.е. в случае изготовления индуктора для наведения магнитного поля во время производства предпочтительно используют катушку. Если сердечник используют для другого приложения, магнитное поле может быть индуцировано другими способами.
Целей настоящего изобретения дополнительно достигают с помощью индуктора, отличающегося тем, что катушка, описанная выше, встроена в сердечник, как описано выше, причем катушка имеет электроизоляционный слой, покрывающий площадь ее поверхности, и в значительной мере все указанные частицы в сердечнике магнитно выровнены с магнитным полем, созданным катушкой.
Сочетание усовершенствованной катушки, как описана выше, с усовершенствованным сердечником, как описан выше, дает в результате оптимальную конструкцию индуктора. Катушка имеет оптимальную форму и оптимально сконструирована, и может быть пригнана к сердцевине оптимальной формы, поскольку сердцевина может быть формована в любой форме. Оптимальная форма для сердечника - это тороидальная форма, покрывающая катушку. В-поток тогда равномерно распределен, а потери из-за потока высокой интенсивности уменьшаются. Кроме того, материал сердцевины используют оптимально, удаляя избыточный материал, который влияет на размер и вес индуктора. Отсутствие пустот в конструкции, создающее прямое тепловое взаимодействие между сердечником и катушкой, является дополнительной причиной устранения горячих точек в материале сердечника, одновременно оптимизирующей теплопроводность, путем проведения тепла из катушки и сердечника во внешнюю среду, окружающую индуктор.
Наличие в сердечнике частиц, выровненных с магнитным полем, которое индуцировано током, текущим через катушку, дополнительно улучшает производительность индуктора, увеличивая проводимость и сокращая потери. Магнитно выровненные частицы получают путем проведения тока через катушку до и/или во время фазы формования и отверждения сердечников. Магнитное поле, наведенное катушкой, вызывает воздействие сил на частицы в сердечнике, так что они выравниваются с магнитным полем.
Также предпочтительно, чтобы катушка была расположена в оптимальном положении для обеспечения по сути одинакового В-потока в материале сердечника во всех направлениях, если смотреть с поверхности катушки (одинаковый объем во всех направлениях), благодаря наличию той же площади поперечного сечения сердечника на внутренней стороне катушки в направлении центральной оси, что и на внешней стороне сердечника, если смотреть в поперечном сечении вдоль плоскости, перпендикулярной центральной оси (С), через центр катушки. Материал сердечника тогда будет иметь равный и однородный В-поток, что оптимизирует свойства потерь в материале. Кроме того, материал сердечника используют оптимально, удаляя избыточный материал, который влияет на размер и вес индуктора. Расстояние от катушки до радиального внешнего края сердечника (в направлении, перпендикулярном совпадающей центральной оси тороидальной формы сердечника и катушки) меньше, чем расстояние от катушки до радиального внутреннего края сердечника, чтобы обеспечить тот же объем сердечника на радиальной внутренней стороне катушки, что и на внешней стороне.
Катушка может дополнительно быть смещена от указанного оптимального положения для обеспечения более сильного магнитного потока в направлении к центру индуктора от катушки, чем в направлении к периферии индуктора. Это уменьшает поля рассеяния, создаваемые индуктором, а также сокращает потребность в малых механических допусках во время производства индуктора. Сердечник может дополнительно содержать увеличивающие поверхность элементы, изменяющие по сути тороидальную форму для увеличения площади поверхности. Увеличивающие поверхность элементы могут представлять собой ребра или рябь на поверхности сердечника, превращающие внешнюю поверхность сердечника в теплоотвод. Дополнительной особенностью настоящего изобретения является способ производства катушки согласно вышеописанной катушке, включающий этапы нанесения изоляционного слоя на провод, намотку провода вокруг центральной оси (С), сжатия обмотки в форму кольцевого тора, имеющего круглое поперечное сечение, с помощью устройства сжатия, изолирования всей катушки снаружи электроизоляционной бумагой и насыщения всей катушки электроизоляционной смолой. Сжатие провода будет приспосабливаться к проводу, тем самым заполняя пустоты в обмотке, увеличивая производительность индуктора. Сжатие может дополнительно приводить к пластической деформации проводящего материала. Приспосабливание провода вместе с пластической деформацией дает возможность придавать катушке предпочтительную форму и получать желаемую теплопроводимость. Обмотку предпочтительно сжимают с помощью изостатического давления выше 65 МПа для существенного удаления пустот в катушке и получения желаемой формы.
Во время указанного сжатия к проводу может быть дополнительно приложен ток. Тепло, происходящее от тока, текущего через катушку, будет отверждать слои недопеченной смолы на изоляции провода, делая возможной поддерживаемую оптимальную форму катушки после этапа сжатия. Недопеченная смола также действует для улучшения электроизоляционных свойств электроизоляционной бумаги, которая может быть размещена на каждом проводе.
Дополнительной особенностью настоящего изобретения является способ изготовления магнитного сердечника, в котором ток проводят через катушку до и/или во время фазы формования и/или отверждения материала, магнитно выравнивая частицы сердечника с магнитным полем катушки. Это выравнивание дополнительно улучшает производительность индуктора, повышая проницаемость и сокращая потери.
Индуктор, изготовленный с катушкой по сути тороидальной формы в формуемом SM2C (Soft Magnetic Mouldable Composite, мягкий магнитный формуемый композит), имеет ряд преимуществ.
Благодаря формуемому мягкому магнитному сердечнику геометрические признаки могут быть оптимальными в отношении проницаемости мягкого магнитного сердечника. Наибольшая техническая выгода такой конструкции состоит в том, что она обеспечивает почти оптимальный теоретический путь потока для электромагнитного поля в индукторе, избегающий излишних углов, которые создают горячие точки, сокращая срок эксплуатации изоляционного материала, и создают потери в индукторе. Это также компактная и однородная конструкция с хорошими свойствами распределения и рассеивания тепла. Тороидальная форма катушки также обеспечивает наивысшую степень индукции для данных свойств материала сердечника, поскольку углы приводят к локализированному насыщению. Высокая степень компактности катушки тороидальной формы, как описано выше, дополнительно усиливает магнитное поле, по существу позволяя получать существенно более мелкий индуктор, сокращая потребность в материалах, предоставляя более мелкие, легкие, экономически эффективные элементы с более высокой теплопроводностью.
Применение SM2C материала сердечника является ключевой идеей изобретения. Он обеспечивает простой этап производства для формирования/создания оптимальной тороидальной формы сердечника, устраняя ненужный материал вне пути потока. Прямое тепловое взаимодействие между катушкой и материалом сердечника, обеспечиваемое формованием материала прямо на поверхности изолированной катушки, позволяет легко распределять тепловые потери, создаваемые в обмотке, на внешнюю поверхность индуктора, где они могут быть освобождены. На этапе формования, кроме того, при необходимости легко создавать охлаждающие ребра или рябь для дополнительного улучшения охлаждающих признаков индуктора.
Краткое описание графических материалов
Вышеуказанные цели, а также дополнительные цели, признаки и преимущества настоящего изобретения будут понятны более полно со ссылкой на следующее пояснительное и неограничительное подробное описание предпочтительных вариантов осуществления настоящего изобретения, взятое вместе с сопутствующими графическими материалами, на которых:
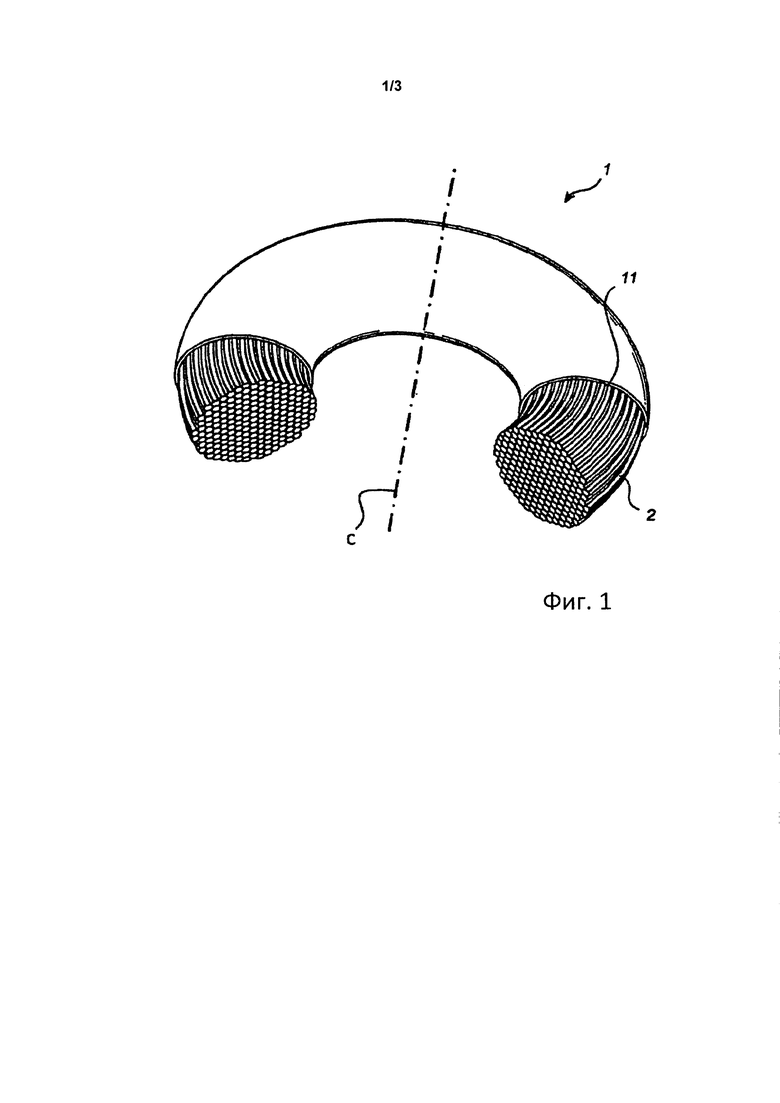
Фиг. 1 - вид в перспективе катушки для индуктора;
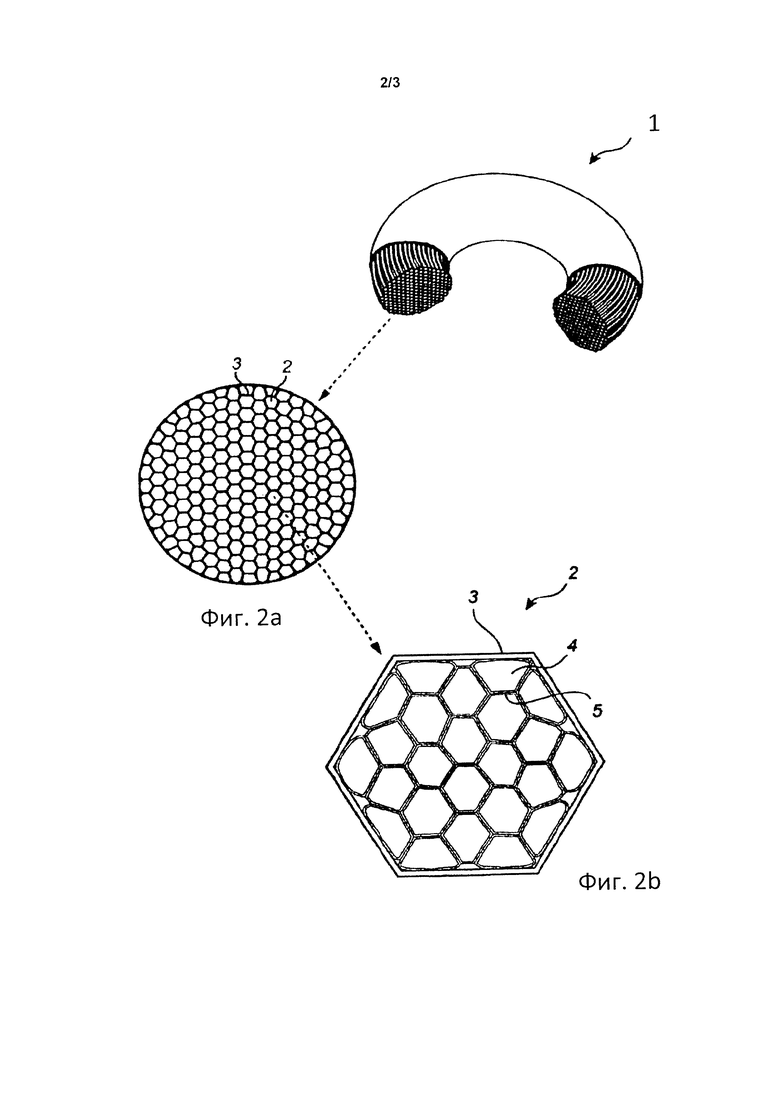
Фиг. 2а - вид в поперечном сечении катушки, представленной на фиг. 1;
Фиг. 2b - увеличенный вид в поперечном сечении вида, представленного на фиг. 2а, показывающий жилы провода;
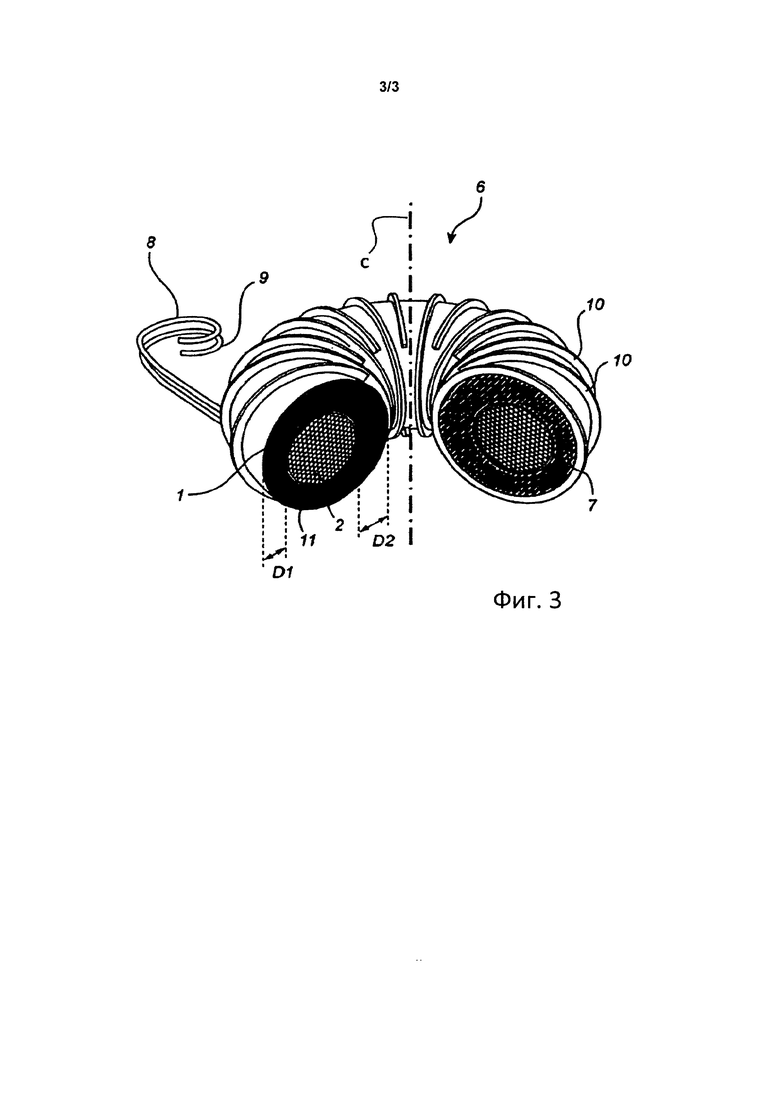
Фиг. 3 - вид в перспективе индуктора, содержащего катушку согласно фиг. 1 и фиг. 2, встроенную в сердечник согласно настоящему изобретению.
Подробное описание предпочтительных вариантов осуществления изобретения
Фиг. 1 представляет вид в перспективе катушки 1 для индуктора. Катушка 1 имеет форму тора и состоит из навитого провода 2, что лучше видно в поперечном сечении катушки, представленном на фиг. 2а. Катушка покрыта или обмотана слоем 11 изоляции. На фиг. 2а можно видеть, что провод 2 имеет слой 3 изоляции и что витки провода в катушке 1 были сжаты так, что форма каждого внутреннего витка провода является шестиугольной, заполняя по существу все пространство, так что пустоты по существу заполнены. Фиг. 2а дополнительно показывает, что внешний слой провода катушки образован согласно желаемой тороидальной форме всей катушки, так что внешний слой провода повторяет гладкую тороидальную форму тора катушки 1. Фиг. 2b представляет увеличенный вид в поперечном сечении вида, представленного на фиг. 2а, показывающий жилы 4 провода 2. Жилы 4 провода 2 покрыты тонким слоем 5, например, полимера или смолы для изоляции жил друг от друга.
Фиг. 3 представляет вид в перспективе индуктора 6, содержащего катушку 1 согласно фиг. 1 и фиг. 2а, b, встроенную в сердечник 7 согласно настоящему изобретению. Можно видеть концы 8, 9 провода, который намотан на катушку 1. Концы 8, 9 используют для подключения индуктора во время работы индуктора. Сердечник 7 имеет поверхность, которой придана форма теплоотвода 10 для увеличения поверхности и, таким образом, увеличения теплоотводных свойств индуктора. На фиг. 3 также видно, что расстояние от катушки в сердечнике не центрировано, что видно в поперечном сечении сердечника. Расстояние D2 материала сердечника от катушки до его центрального края больше, чем расстояние D1 от катушки до периферического края сердечника. Таким образом, на центральной стороне катушки имеется по существу тот же объем материала сердечника, что и на внешней стороне катушки (вдали от центральной оси индуктора).
Теперь изобретение будет описано подробно для объяснения функции оптимальной конструкции индуктора.
Катушка
Катушка состоит из раздельно изолированных жил из, например, меди или алюминия. Электрическая изоляция на каждой жиле является очень тонкой по сравнению с общей площадью поперечного сечения жилы и может состоять из, например, тонкого полимерного покрытия. Это обеспечивает высокий коэффициент заполнения проводящего материала при одновременном сохранении низких потерь от поверхностных эффектов на высоких частотах.
Жилы, сложенные вместе, образуют провод. Провод может состоять из одной жилы или многих жил, в зависимости от, inter alia, полного тока и его частотного спектра. С уменьшением диаметра жил связанные с поверхностными эффектами потери и связанные с эффектами замещения потери будут сокращаться.
Путем складывания всех жил параллельно и затем изгибания кипы приблизительно одним полным поворотом (360 градусов, ±90°) на катушку эффект замещения будет значительно сокращен. Однако если жилы повернуть слишком сильно, это окажет негативное воздействие на коэффициент заполнения провода и создаст вероятные повреждения изоляционного покрытия в случаях, когда к катушке прикладывают давление.
Слой электрической изоляции должен быть присоединен вокруг каждого целого провода. Слой изоляции на проводе должен быть достаточно крепким, чтобы противостоять механическим давлениям, как, например, в результате намотки провода для образования катушки из многих витков в форме тора. Этот материал предотвращает диэлектрическое короткое замыкание между проводами и предотвращает емкостную утечку от провода к проводу. Для дополнительного улучшения свойств катушки, особенно теплопроводимости и коэффициента заполнения проводящих материалов, катушка может быть сжата. Используя один или более слоев недопеченной смолы на изоляции жилы, можно отвердить смолу в устройстве формования катушки и затем поддерживать оптимальную форму катушки после выгрузки ее из формы устройства. Катушку нагревают, например, проводя через катушку сильный ток, так чтобы недопеченная смола затекла в воздушные полости между жилами и проводами, улучшая теплопроводимость, диэлектрические свойства и свойства емкостной утечки.
Дополнительный третий слой 11 изоляции также присоединяют к внешней стороне катушки для изоляции катушки от внешней среды, в этом варианте осуществления - формованого сердечника. Это гарантирует, что слой изоляции покрывает всю катушку, в слое изоляции используют смолу. Смола также делает внешнюю поверхность катушки гладкой, повторяя форму тора катушки и хорошо приспосабливаясь к ее магнитному полю, тем самым избегая горячих точек.
Магнитно-мягкий сердечник
Магнитно-мягкий сердечник, который формован вокруг катушки, также имеет по сути тороидальную форму. Форма сердечника также может быть снабжена, например, установочными отверстиями и теплоотводными выступами, как представлено на фиг. 3.
По сути тороидальная форма сердечника получает преимущество от существующих технологий по оптимальному использованию точного количества материала сердечника, устраняя любой лишний избыточный материал, который является лишним/ненужным для пути потока катушки и оптимальной работы индуктора. Это сокращает затраты на материалы, а также вес и размер, необходимые для индуктора.
Проницаемость SM2C можно регулировать для приспособления к конструкции. Путем проведения тока через катушку, во время фазы формования и отвердевания материала можно повысить ее проницаемость на 10-15%. Тогда магнитное поле катушки оптимально выравнивает окружающие частицы порошка в том же или подобном направлении, что и линии магнитного потока каждого отдельного элемента. Поддержание тока во время отвердевания гарантирует, что частицы сохраняют свое измененное и оптимизированное положение. Это создает потоку более легкий путь для прохождения, который увеличивает индуктивность и сокращает потери индуктора.
Сердечник предпочтительно располагают в осевом симметричном положении, так что площадь материала сердечника, перпендикулярная линиям потока, более или менее одинакова во всех частях индуктора.
Распределение размеров частиц выбирают так, чтобы обеспечить хорошую укладку порошка в сочетании с оптимизированными статическими и динамическими магнитными свойствами.
Чтобы избежать электропроводности от частицы к частице в сердечнике, перед процессом формования частицы покрывают тонким изолирующим слоем. Изолирующий слой может, например, быть изготовлен из керамических наночастиц, что повышает объемное удельное сопротивление формованного сердечника и таким образом сокращает индуцированные высокой частотой вихревые токи.
Изобретение относится к электротехнике. Технический результат состоит в повышении надежности и уменьшении габаритов. Катушка (1) для индуктора (6) состоит из металлического провода (2), намотанного по кругу вокруг центральной оси (С). Провод имеет слой (3) электрической изоляции, изолирующий каждый виток провода в обмотке от соседних витков. Форма всей обмотки, составляющей катушку (1), является по сути тороидальной, имеет по сути эллиптическое поперечное сечение. Теплопроводность составляет выше 1 Вт/(м·К), более предпочтительно - выше 1,2 и наиболее предпочтительно - выше 1,5. Магнитный сердечник (7) для индуктора (6) изготовлен из мягкого магнитного композитного материала, изготовленного из металлических частиц и вяжущего материала. Указанные частицы имеют размер в диапазоне от 1 до 1000 мкм. Частицы размером более 150 мкм покрыты керамической поверхностью для обеспечения электрической изоляции между ними. Объем магнитных металлических частиц к общему объему сердечника составляет от 0,5 до 0,9. Индуктор (6) содержит катушку (1) и сердечник (7). По существу, все указанные частицы в сердечнике магнитно выровнены с магнитным полем катушки. Описан способ изготовления катушки (1) и сердечника (7). 4 н. и 8 з.п. ф-лы, 3 ил.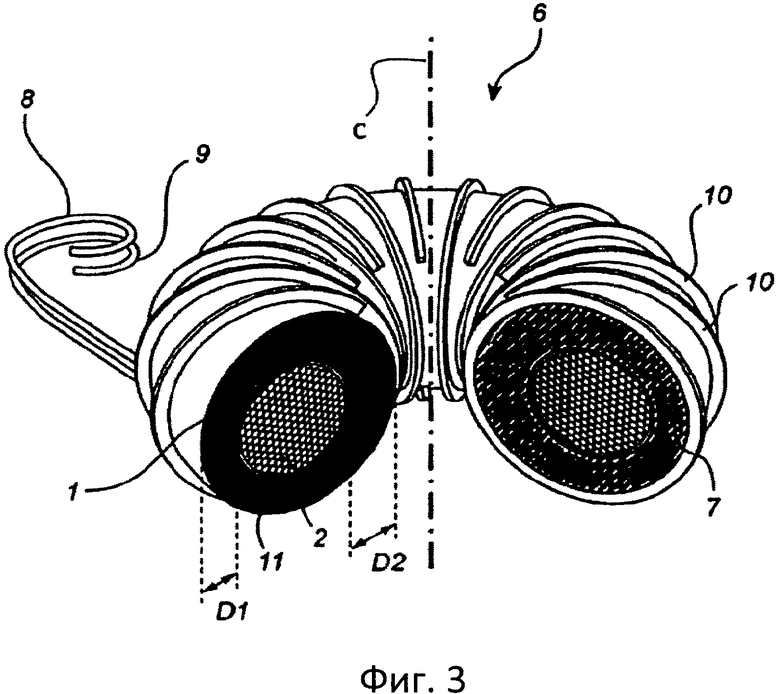
1. Катушка (1) для индуктора, состоящая из металлического провода (2), намотанного по кругу вокруг центральной оси (С), отличающаяся тем, что
провод имеет слой (3) электрической изоляции, изолирующий каждый виток провода в обмотке от соседних витков,
при этом указанный провод (2) содержит одну или несколько электрически изолированных жил (4), при этом несколько жил (4) оптимально изогнуты приблизительно на 360±90° для полной витой катушки,
форма всей обмотки, составляющей катушку (1), является по сути тороидальной, имеющей по сути эллиптическое поперечное сечение в плоскости, перпендикулярной направлению намотки провода, и при этом намотанная катушка имеет такой коэффициент заполнения, т.е. отношение объема металла к общему объему, чтобы теплопроводность катушки превышала 0,8 Вт/(м·К).
2. Катушка по п. 1, отличающаяся тем, что тороидальная форма представляет собой кольцевой тор, имеющий, по существу, круглое поперечное сечение.
3. Катушка по п. 1, отличающаяся тем, что жилы (4) электрически изолированы отвержденной смолой или отвержденной и недопеченной смолой (5).
4. Катушка любому из пп. 1-3, отличающаяся тем, что поперечное сечение каждой жилы (4) в каждом положении имеет такую форму, чтобы плотно прилегать к смежным жилам, существенно сокращая пустоты в проводе.
5. Индуктор (6), содержащий катушку (1) по любому из пп. 1-4, причем указанная катушка (1) встроена в сердечник (7),
при этом сердечник (7) изготовлен из мягкого магнитного композитного материала, изготовленного из металлических частиц и вяжущего материала,
при этом катушка (1) имеет электроизоляционный слой (11), покрывающий площадь ее поверхности, и частицы сердечника магнитно выровнены с магнитным полем катушки.
6. Индуктор по п. 5, отличающийся тем, что сердечник (7) имеет тороидальную форму, покрывающую катушку.
7. Индуктор по п. 5, отличающийся тем, что катушка (1) расположена в оптимальном положении для обеспечения по сути одинакового магнитного потока в материале сердечника во всех направлениях, если смотреть с поверхности катушки (одинакового объема во всех направлениях), благодаря наличию в значительной мере такой же площади поперечного сечения сердечника на внутренней стороне катушки в направлении центральной оси, что и на внешней стороне сердечника, если смотреть в поперечном сечении вдоль плоскости, перпендикулярной центральной оси (С) через центр катушки.
8. Индуктор по п. 7, отличающийся тем, что катушка (1) смещена от указанного оптимального положения, обеспечивая более сильный магнитный поток из катушки в направлении к центру индуктора, чем в направлении к периферии индуктора.
9. Индуктор по любому из пп. 5-8, отличающийся тем, что сердечник (7) содержит увеличивающие поверхность элементы (10), существенно изменяющие тороидальную форму для увеличения площади поверхности.
10. Способ изготовления катушки (1) по любому из пп. 1-4, включающий этапы:
нанесения изолирующего слоя на провод (2),
намотки провода (2) вокруг центральной оси (С),
сжатия обмотки в форму кольцевого тора, имеющего круглое поперечное сечение, с помощью сжимающего устройства.
11. Способ изготовления катушки (1) по п. 10, отличающийся тем, что во время сжатия на провод (2) подают ток.
12. Способ изготовления индуктора по пп. 5-9, включающий этапы:
помещения мягкого магнитного композитного материала, изготовленного из металлических частиц и вяжущего материала, в форму, и
создания магнитного поля в форме во время фазы формования и/или отверждения материала, магнитного выравнивания частиц сердечника с магнитным полем.
| US 20020117320 A1, 29.08.2002 | |||
| US 3648209 A, 07.03.1972 | |||
| US 20110043190 A1, 24.02.2011 | |||
| US 20060176140 A1, 10.08.2006 | |||
| US 2007290161 A1, 20.12.2007 | |||
| US 20020097124 A1, 25.07.2002 | |||
| Броневой трансформатор | 1988 |
|
SU1667164A1 |

