Настоящее изобретение относится к способу изготовления компонентов курительного изделия, содержащего источник теплоты и субстрат, образующий аэрозоль, причем курительное изделие содержит удаляемый элемент обертки для защиты источника теплоты. Изобретение также относится к соответствующему устройству для реализации этого способа изготовления.
Из уровня техники известен ряд курительных изделий, в которых табак нагревается, а не сгорает. Такие «нагреваемые» курительные изделия имеют целью уменьшение содержания известных вредных составляющих дыма, относящихся к таким, которые образуются в результате сгорания и пиролитической деградации табака в обычных сигаретах. В нагреваемом курительном изделии одного известного типа в результате передачи теплоты от горючего источника теплоты к субстрату, образующему аэрозоль, расположенному ниже по потоку относительно горючего источника теплоты, образуется аэрозоль. Во время курения летучие соединения выделяются из субстрата, образующего аэрозоль, в результате теплопередачи от горючего источника теплоты и вовлекаются в поток воздуха, втягиваемый через курительное изделие. Когда происходит охлаждение выделенных соединений, они конденсируются с образованием аэрозоля, вдыхаемого пользователем. Как правило, воздух всасывается в такие известные нагреваемые курительные изделия через один или несколько каналов для потока воздуха, проходящих через горючий источник теплоты, и теплопередача от горючего источника теплоты к субстрату, образующему аэрозоль, происходит за счет принудительной конвекции (т. е. выдыхания) и переноса тепла.
Например, в WO-A2-2009/022232 описано курительное изделие, содержащее горючий источник теплоты, субстрат, образующий аэрозоль, расположенный ниже по потоку относительно горючего источника теплоты, и теплопроводный элемент, расположенный вокруг задней части горючего источника теплоты и соседней передней части субстрата, образующего аэрозоль, в непосредственном контакте с ними. Чтобы обеспечить контролируемый нагрев субстрата, образующего аэрозоль, при принудительной конвекции, в горючем источнике теплоты обеспечивается по меньшей мере один продольный канал для потока воздуха.
Известные источники теплоты, как правило, изготовлены из ломких материалов, таких как спрессованный дисперсный материал, у которого может быть склонность раскалываться, крошиться или дробиться во время изготовления курительных изделий, во время транспортировки и во время применения пользователем. Из-за такого нарушения целостности источника теплоты другие сегменты или компоненты курительного изделия, другие курительные изделия или пользователь могут пачкаться пылью, что является нежелательным.
Более того, известные источники теплоты, особенно если они изготовлены из спрессованного дисперсного материала, могут впитывать влагу из атмосферы, в зависимости от атмосферных условий, что может повысить вероятность нарушения целостности источников теплоты и, если источник теплоты горючий, может затруднить процесс воспламенения источника теплоты.
Также известны способы изготовления таких курительных изделий, при которых все компоненты или сегменты курительного изделия покрыты одной наружной оберткой. Все компоненты или сегменты курительного изделия объединяются в блоке объединения, а затем покрываются наружной оберткой. Во время изготовления курительного изделия горючий источник теплоты подвержен нарушению целостности и крошению и, соответственно, может загрязнять или окрашивать остальные компоненты или сегменты курительного изделия или другие курительные изделия.
Поэтому целью настоящего изобретения является предоставить способ изготовления курительных изделий и компонентов для курительных изделий, содержащих источник теплоты, который снижал бы вероятность нарушения целостности источника теплоты во время изготовления и снижал бы риск окрашивания или загрязнения других компонентов курительного изделия пылью или другим зернистым материалом из источника теплоты во время изготовления.
Согласно настоящему изобретению обеспечивается способ изготовления многосегментных компонентов для курительных изделий, каждое из которых содержит удаляемый элемент обертки. В одном варианте осуществления способ включает: направление потока источников теплоты, субстратов, образующих аэрозоль, и крышек по движущемуся транспортеру; формирование групп, содержащих по меньшей мере один источник теплоты, субстрат, образующий аэрозоль, и крышку, причем каждая группа соответствует по меньшей мере одному многосегментному компоненту, каждый многосегментный компонент содержит первый конец рядом с источником теплоты и второй конец рядом с субстратом, образующим аэрозоль, и каждая крышка содержит первый конец и второй конец, расположенный рядом с источником теплоты; обертывание источника теплоты, субстрата, образующего аэрозоль, и крышки каждой группы полотном материала, причем полотно материала содержит линии наименьшего сопротивления, расположенные на расстоянии друг от друга; и разрезание полотна материала вблизи первого конца многосегментного компонента и рядом с первым концом крышки, при этом по меньшей мере часть полотна материала образует удаляемый элемент обертки, причем элемент обертки является удаляемым путем нарушения целостности обертки, по соответствующей линии наименьшего сопротивления, и при этом удаляемый элемент обертки в сочетании с крышкой образует съемную крышку для защиты источника теплоты. В предпочтительном варианте осуществления группа, содержащая по меньшей мере один источник теплоты, субстрат, образующий аэрозоль, и крышку, содержит один источник теплоты и один субстрат, образующий аэрозоль, которые составляют отдельный многосегментный компонент. Альтернативно, группа, содержащая по меньшей мере один источник теплоты и субстрат, образующий аэрозоль, содержит два источника теплоты и один субстрат, образующий аэрозоль, которые составляют двойной многосегментный компонент. В этом альтернативном варианте осуществления двойной многосегментный компонент содержит источник теплоты на каждом конце двойного многосегментного компонента, причем субстрат, образующий аэрозоль, располагается между источниками теплоты. Для образования отдельных многосегментных компонентов способ может дополнительно включать разрезание двойного многосегментного компонента вблизи взятой в продольном направлении серединной точки субстрата, образующего аэрозоль.
Альтернативно, двойной многосегментный компонент может быть разрезан на отдельные многосегментные компоненты во время изготовления курительных изделий, содержащих в себе многосегментные компоненты.
Согласно дополнительному аспекту настоящего изобретения предоставляется способ изготовления многосегментных компонентов для курительных изделий, каждое из которых содержит удаляемый элемент обертки, включающий: направление потока источников теплоты, субстратов, образующих аэрозоль, и продолговатых сегментов по движущемуся транспортеру; формирование групп, содержащих по меньшей мере один источник теплоты, субстрат, образующий аэрозоль, и продолговатый элемент, причем каждая группа соответствует по меньшей мере одному многосегментному компоненту, каждый многосегментный компонент содержит первый конец рядом с источником теплоты, второй конец рядом с субстратом, образующим аэрозоль, и продолговатый сегмент, расположенный на втором конце; обертывание источников теплоты, субстратов, образующих аэрозоль, и продолговатых сегментов полотном материала, причем полотно материала содержит линии наименьшего сопротивления, расположенные на расстоянии друг от друга; и разрезание полотна материала вблизи первого конца отдельного многосегментного компонента, при этом по меньшей мере часть полотна материала образует удаляемый элемент обертки, причем элемент обертки является удаляемым путем нарушения целостности обертки по соответствующей линии наименьшего сопротивления, и при этом полотно материала разрезается таким образом, что часть продолговатого сегмента одного отдельного многосегментного компонента в сочетании с удаляемым элементом обертки соседнего многосегментного компонента образует съемную крышку.
Предпочтительно, благодаря наличию полотна материала, содержащего линии наименьшего сопротивления, расположенные на расстоянии друг от друга, которое объединяется с крышкой или продолговатым сегментом, образуя съемную крышку, источник теплоты многокомпонентного сегмента можно более эффективно защитить во время изготовления, транспортировки и хранения. Благодаря наличию защищенного источника теплоты можно снизить риск нарушения целостности или крошения источника теплоты. Поэтому менее вероятно, чтобы такой многосегментный компонент загрязнял или окрашивал соседние компоненты или соседние курительные изделия пылью или другими частицами источника теплоты. Таким образом, съемная крышка служит для защиты других курительных изделий, или сегментов, или компонентов других курительных изделий от источника теплоты. Предпочтительно, съемная крышка также помогает предотвратить повреждения источника теплоты, которые могут происходить во время его изготовления, упаковки, применения и хранения, или уменьшить количество таких повреждений.
Более того, когда источником теплоты является горючий источник теплоты, сегменты или компоненты могут более легко уплотняться, потому что острота проблемы загрязнения источником теплоты других курительных изделий, или других сегментов, или компонентов курительного изделия ослабевает, когда съемная крышка по меньшей мере частично покрывает источник теплоты.
В предпочтительном варианте осуществления способ может дополнительно включать выравнивание каждой линии наименьшего сопротивления таким образом, что каждая проходит вблизи соответствующего источника теплоты. Альтернативно, каждая линия наименьшего сопротивления может выравниваться таким образом, чтобы она проходила вблизи соответствующей части субстрата, образующего аэрозоль, или любого другого сегмента многосегментного компонента.
В данном описании изобретения термин «вблизи» означает, что такой признак, как линия наименьшего сопротивления, является в целом примыкающим к сегменту многосегментного компонента в поперечном направлении.
В данном описании изобретения термины «выше по потоку» и «передний» и «ниже по потоку» и «задний» употребляются для описания относительных положений компонентов, или частей компонентов, курительных изделий относительно направления, в котором пользователь осуществляет затяжку курительного изделия во время его использования. Курительные изделия согласно изобретению содержат конец, подносимый ко рту, и противолежащий дальний конец. При использовании пользователь делает затяжку через конец, подносимый ко рту, курительного изделия. Конец, подносимый ко рту, находится ниже по потоку относительно дальнего конца. Источник теплоты расположен на дальнем конце курительного изделия или вблизи него.
В данном описании изобретения термин «продольный» употребляется в отношении направления длины курительного изделия. Термин «поперечный» относится к направлению, которое перпендикулярно продольному направлению.
В предпочтительном варианте осуществления линия наименьшего сопротивления предпочтительно проводится вблизи того конца источника теплоты, который расположен ниже по потоку. Альтернативно, линия наименьшего сопротивления может проводиться рядом с точкой, взятой по продольной оси источника теплоты, или вдоль продольной оси субстрата, образующего аэрозоль. В дополнительном альтернативном варианте осуществления линия наименьшего сопротивления проводится вблизи того конца субстрата, образующего аэрозоль, который расположен ниже по потоку, или вблизи того конца субстрата, образующего аэрозоль, который расположен выше по потоку. Еще в одном дополнительном, альтернативном, предпочтительном варианте осуществления линия наименьшего сопротивления проходит либо вблизи края теплопроводного элемента, который расположен выше по потоку, либо вблизи его края, который расположен ниже по потоку. В определенных предпочтительных вариантах осуществления теплопроводный элемент покрывает по меньшей мере часть источника теплоты.
Способ предпочтительно включает нанесение клея вдали от линии наименьшего сопротивления для прикрепления обертки к источнику теплоты и субстрату, образующему аэрозоль. Благодаря прикреплению обертки вдали от линии наименьшего сопротивления, целостность линии наименьшего сопротивления легче нарушить, когда пользователь хочет удалить элемент обертки. Клей может наноситься в виде продолговатой линии, проходящей от первого конца многосегментного компонента ко второму концу многосегментного компонента. В вариантах осуществления, в которых дополнительный сегмент расположен на втором конце многосегментного компонента, продолговатая линия клея может доходить до конца дополнительного сегмента. Дополнительным сегментом может быть табачный штранг, распределитель, секция переноса, фильтрующий сегмент или любой другой подобный сегмент или компонент курительного изделия. Когда клей наносится в виде продолговатой линии, линия клея прерывается вблизи линии наименьшего сопротивления. Альтернативно, клей может наноситься по существу по всей обертке и прерываться вблизи линии наименьшего сопротивления.
В предпочтительном варианте осуществления линии наименьшего сопротивления, расположенные на расстоянии друг от друга, проведены таким образом, что они окружают отдельный многосегментный компонент. Иначе говоря, каждая линия наименьшего сопротивления проходит по ширине полотна материала таким образом, чтобы при обертывании компонентов многосегментного компонента полотном материала каждая линия наименьшего сопротивления проходила по периферии многосегментного компонента. Благодаря тому, что линии наименьшего сопротивления проводятся подобным образом, удаляемый элемент обертки можно более легко удалять, не повреждая остальную обертку.
Альтернативно или дополнительно, дополнительный ряд линий наименьшего сопротивления, расположенных на расстоянии друг от друга, проводится таким образом, чтобы они проходили по существу параллельно продольной оси отдельных многосегментных компонентов. При таком расположении дополнительные линии наименьшего сопротивления предпочтительно проходят таким образом, чтобы после разрезания групп компонентов на обернутые многосегментные компоненты дополнительные линии наименьшего сопротивления проходили продольно от соседнего первого конца ко второму концу. Благодаря наличию такой линии наименьшего сопротивления, пользователь может более легко удалять элемент обертки, разрывая ее сначала по продольной линии наименьшего сопротивления, а затем по проходящей по окружности линии наименьшего сопротивления. Каждая линия наименьшего сопротивления в дополнительном ряде линий наименьшего сопротивления, расположенных на расстоянии друг от друга, может быть выполнена при помощи лазера или механическим путем при помощи зубчатого колеса, ряда лезвий, пробойника или сочетания любых из этих способов. Способ, которым в дополнительном ряде линий наименьшего сопротивления, расположенных на расстоянии друг от друга, выполняется каждая линия наименьшего сопротивления, может быть одинаковым или разным для разных линий наименьшего сопротивления, которые, например, окружают группу компонентов по окружности.
При таком расположении длина каждой линии наименьшего сопротивления в дополнительном ряде линий наименьшего сопротивления, расположенных на расстоянии друг от друга, может составлять по меньшей мере приблизительно 50 % длины источника теплоты. Иначе говоря, каждая линия наименьшего сопротивления проходит вдоль источника теплоты по меньшей мере на 50 % продольной длины источника теплоты. Таким образом, когда пользователь удаляет элемент обертки, раскрывается по меньшей мере 50 % источника теплоты. Более предпочтительно, чтобы длина линии наименьшего сопротивления достигала приблизительно от половины до двух третей длины источника теплоты. В альтернативных предпочтительных вариантах осуществления длина линии наименьшего сопротивления достигает по меньшей мере приблизительно 75 % длины источника теплоты. Предпочтительно, чтобы длина линии наименьшего сопротивления достигала не более чем приблизительно 85 % источника теплоты.
При таком расположении каждая линия наименьшего сопротивления в дополнительном ряде линий наименьшего сопротивления, расположенных на расстоянии друг от друга, может пересекать другую линию наименьшего сопротивления из линий наименьшего сопротивления, расположенных на расстоянии друг от друга, или сливаться с ней. Альтернативно, каждая линия наименьшего сопротивления в дополнительном ряде линий наименьшего сопротивления, расположенных на расстоянии друг от друга, может заканчиваться вблизи другой линии наименьшего сопротивления из линий наименьшего сопротивления, расположенных на расстоянии друг от друга. Длина каждой линии наименьшего сопротивления в дополнительном ряде линий наименьшего сопротивления, расположенных на расстоянии друг от друга, может составлять приблизительно от 3 мм до приблизительно 13 мм, более предпочтительно приблизительно от 5 мм до приблизительно 10 мм и наиболее предпочтительно приблизительно 8 мм.
В определенных предпочтительных вариантах осуществления каждая линия наименьшего сопротивления в дополнительном ряде линий наименьшего сопротивления, расположенных на расстоянии друг от друга, содержит множество перфорационных отверстий, которые проходят вдоль курительного изделия. Альтернативно, линия наименьшего сопротивления может содержать размеченную или помеченную линию, снижающую прочностью материала, или секцию другого, менее прочного, материала. В качестве дополнительной альтернативы, продольная линия наименьшего сопротивления может содержать разрез, проходящий по всей толщине обертки.
При таком расположении каждая линия наименьшего сопротивления может быть линейной или нелинейной. Нелинейная линия наименьшего сопротивления может представлять собой гладкую волну, треугольную волну или любую другую подходящую нелинейную линию. Предпочтительно, нелинейная линия содержит полукруг.
Способ предпочтительно дополнительно включает нанесение полоски материала на полотно материала рядом с каждой линией наименьшего сопротивления, выполненной с возможностью проходить от края полотна материала и по меньшей мере по части полотна материала, при этом полоска материала образует язычок для удаления удаляемого элемента обертки.
Полоска материала может заходить за край полотна материала по меньшей мере на 5 мм, предпочтительно по меньшей мере на 10 мм. Полоска материала может быть изготовлена из пластика, металла, такого как алюминиевая фольга, или любого другого подходящего материала, обладающего достаточной прочностью на разрыв, чтобы разорвать полотно материала, если за него потянуть. Полоска материала может быть выполнена в виде струны, проволоки или длинного узкого отрезка.
В предпочтительном варианте осуществления поток крышек содержит поток продолговатых элементов, при этом каждая группа, соответствующая многосегментному компоненту, дополнительно содержит продолговатый сегмент, расположенный на втором конце, и при этом этап разрезания включает разрезание полотна материала таким образом, чтобы часть продолговатого сегмента одного многосегментного компонента в сочетании с удаляемым элементом обертки соседнего многосегментного компонента образовывала съемную крышку. В альтернативном предпочтительном варианте осуществления поток продолговатых сегментов вдвое длиннее, при этом каждая группа, содержащая по меньшей мере один источник теплоты и субстрат, образующий аэрозоль, содержит два источника теплоты, и два субстрата, образующих аэрозоль, и продолговатый сегмент двойной длины, чтобы получить двойной многосегментный компонент. В этом альтернативном варианте осуществления двойной многосегментный компонент содержит источник теплоты на каждом конце двойного многосегментного компонента, с субстратом, образующим аэрозоль, рядом с каждым источником теплоты и продолговатым сегментом двойной длины между субстратом, образующим аэрозоль. Для получения отдельных многосегментных компонентов способ может дополнительно включать разрезание двойного многосегментного компонента вблизи взятой в продольном направлении серединной точки продолговатого сегмента двойной длины.
В данном описании изобретения термин «продолговатый сегмент» относится к любой части курительного изделия, расположенной ниже по потоку относительно субстрата, образующего аэрозоль, которая увеличивает длину курительного изделия.
Съемная крышка может содержать влагопоглотитель. Влагопоглотитель предусмотрен, чтобы впитывать влагу из атмосферы, предотвращая впитывание влаги источником теплоты или снижая количество впитываемой им влаги. Предпочтительно, за счет снижения количества влаги, впитываемой источником теплоты, можно предоставить курительное изделие, которое легче поджигать. Влагопоглотитель может представлять собой вещество, растворимое или нерастворимое в воде, включая без ограничения глицерин, хлорид кальция, сульфат кальция, оксид кальция, сульфат алюминия, сульфат алюминия, монтмориллонитовую глину, силикатный гель, цеолиты, молекулярные сита, активированный уголь, глину или любые их сочетания. Влагопоглотитель может обеспечиваться на линии, иначе говоря, в ходе процесса изготовления многосегментного компонента, или, что более предпочтительно, влагопоглотитель обеспечивается в съемной крышке еще до того, как крышка подается в устройство для формирования многосегментных компонентов.
Предпочтительно, использование части сегмента в многосегментном компоненте для получения части съемной крышки позволяет обеспечивать более эффективный процесс изготовления.
Способ предпочтительно дополнительно включает перфорирование полотна материала, чтобы получить линии наименьшего сопротивления. Перфорационные отверстия могут быть образованы, например, импульсным лазером, термонитью или механическим путем при помощи зубчатого колеса, ряда лезвий, пробойника или путем сочетания любых из этих способов.
Между полотном материала и источником теплоты может предусматриваться теплопроводный элемент. Теплопроводный элемент обеспечивает тепловую связь между источником теплоты и субстратом, образующим аэрозоль, курительных изделий согласно изобретению. Теплопроводный элемент является предпочтительно устойчивым к горению и ограничивающим поступление кислорода. К теплопроводным элементам, которые подходят для использования в курительных изделиях согласно изобретению, относятся без ограничения: графитовый лист, обертки из металлической фольги, такие как, например, обертки из алюминиевой фольги, стальные обертки, обертки из железной фольги и обертки из медной фольги; а также обертки из фольги из металлического сплава. Теплопроводный элемент предпочтительно перекрывает по меньшей мере часть источника теплоты и по меньшей мере часть субстрата, образующего аэрозоль. Теплопроводный элемент может быть прикреплен к внутренней поверхности полотна материала с использованием клея.
Альтернативно или дополнительно, теплопроводный элемент может предусматриваться на наружной поверхности полотна материала.
Предпочтительно, индивидуальные горючие источники теплоты подаются из загрузочной воронки. Горючие источники теплоты могут быть изготовлены из ломкого материала, такого как спрессованный дисперсный материал, у которого может быть склонность раскалываться, крошиться или дробиться, когда его режут обычным лезвием. Поэтому, поскольку горючие источники теплоты не режутся чисто, предпочтительно, чтобы горючие источники теплоты обеспечивались раздельно для данного способа. Горючие источники теплоты предпочтительно являются по существу цилиндрическими и содержат теплопроводное покрытие обратной стороны на одной торцевой стороне. Способ предпочтительно включает выравнивание горючих источников теплоты, в пределах загрузочной воронки, так, чтобы горючие источники теплоты подавались на движущийся транспортер с покрытием обратной стороны каждого горючего источника теплоты с по существу одинаковой ориентацией.
Каждый источник теплоты может быть углеродсодержащим или выполненным на основе углерода источником теплоты. Предпочтительно, источник теплоты является цилиндрическим. В этом случае продольная ось каждого источника теплоты на транспортере предпочтительно проходит по существу в направлении движения транспортера. При необходимости в источнике теплоты может быть выполнен один или несколько каналов для потока воздуха.
В предпочтительном варианте осуществления источником теплоты предпочтительно является горючий источник теплоты. В альтернативном варианте осуществления источником теплоты может быть химический источник теплоты или любой другой подходящий для курительного изделия источник теплоты, который может нуждаться в защите от внешней условий во время изготовления или хранения. Например, в определенных вариантах осуществления химический источник теплоты может активироваться при контакте с атмосферой. В частности, химический источник теплоты может активироваться при контакте с воздухом, а точнее с кислородом, или с любой другой подходящей составляющей в воздухе. В этом альтернативном варианте осуществления съемная крышка особенно предпочтительна, поскольку она может по существу изолировать источник теплоты от атмосферы.
В вариантах осуществления, в которых источником теплоты является горючий источник теплоты, чтобы изолировать горючий источник теплоты от воздуха, втягиваемого через курительное изделие, курительные изделия согласно изобретению могут содержать негорючую, по существу воздухонепроницаемую, перегородку между расположенным ниже по потоку концом горючего источника теплоты и расположенным выше по потоку концом субстрата, образующего аэрозоль.
В данном описании изобретения термин «негорючий» употребляется для описания перегородки, которая является по существу негорючей при температурах, достигаемых горючим источником теплоты во время его горения или воспламенения.
Перегородка может примыкать к одному или обоим из расположенного ниже по потоку конца горючего источника теплоты и расположенного выше по потоку конца субстрата, образующего аэрозоль.
Перегородка может быть приклеена или иным образом прикреплена к одному или обоим из расположенного ниже по потоку конца горючего источника теплоты и расположенного выше по потоку конца субстрата, образующего аэрозоль.
Там, где предусмотрен теплопроводный элемент, предпочтительно, чтобы длина передней части субстрата, образующего аэрозоль, окруженной теплопроводным элементом, составляла от приблизительно 2 мм до приблизительно 10 мм. Предпочтительно, чтобы длина задней части субстрата, образующего аэрозоль, не окруженной теплопроводным элементом, составляла от приблизительно 3 мм до приблизительно 10 мм. Другими словами, субстрат, образующий аэрозоль, предпочтительно проходит ниже по потоку за пределы теплопроводного элемента на величину от приблизительно 3 мм до приблизительно 10 мм.
В дополнительных вариантах осуществления субстрат, образующий аэрозоль, может быть окружена теплопроводным элементом по всей длине.
Предпочтительно, курительные изделия, изготовленные согласно изобретению, содержат субстраты, образующие аэрозоль, содержащие материал, способный выделять летучие соединения при нагреве. Предпочтительно, материал, способный выделять летучие соединения при нагреве, представляет собой наполнитель из материала растительного происхождения, более предпочтительно наполнитель из гомогенизированного материала растительного происхождения. Например, субстрат, образующий аэрозоль, может содержать один или несколько материалов, полученных из растений, включая без ограничения: табак; чай, например, зеленый чай; мяту перечную; лавр; эвкалипт; базилик; шалфей; вербену; и тархун. Материал растительного происхождения может содержать добавки, включая без ограничения увлажнители, ароматизаторы, связующие и их смеси. Предпочтительно, материал растительного происхождения состоит в основном из табачного материала, наиболее предпочтительно из гомогенизированного табачного материала.
В предпочтительном варианте осуществления субстрат, образующий аэрозоль, дополнительно содержит по меньшей мере одно вещество для образования аэрозоля. Указанное по меньшей мере одно вещество для образования аэрозоля может представлять собой любое подходящее известное соединение или смесь соединений, которые при использовании способствуют образованию плотного и устойчивого аэрозоля и которые при рабочей температуре изделия, генерирующего аэрозоль, по существу обладают стойкостью к термической деградации.
Подходящие вещества для образования аэрозоля хорошо известны из уровня техники и включают без ограничения: многоатомные спирты, такие как триэтиленгликоль, 1,3-бутандиол и глицерин; сложные эфиры многоатомных спиртов, такие как глицерол моно-, ди- или триацетат; и алифатические сложные эфиры моно-, ди- или поликарбоновых кислот, такие как диметилдодекандиоат и диметилтетрадекандиоат.
Предпочтительными веществами для образования аэрозоля являются многоатомные спирты или их смеси, такие как триэтиленгликоль, 1,3-бутандиол и, наиболее предпочтительно, глицерин.
В определенных альтернативных, предпочтительных вариантах осуществления субстрат, образующий аэрозоль, может быть не растительного происхождения. В таких вариантах осуществления субстрат, образующий аэрозоль, может быть изготовлен из любого материала, который способен пропитываться летучим соединением при нагреве и обладает теплостойкостью в температурном диапазоне, достигаемом при нагреве источником теплоты. Летучие соединения, такие как никотин, ароматизаторы и другие модификаторы аэрозолей, и добавки или их комбинации могут вводиться в субстрат, образующий аэрозоль, не растительного происхождения.
Как описано выше, предпочтительно, источником теплоты является горючий источник теплоты. Более предпочтительно, горючим источником теплоты является углеродсодержащий источник теплоты. В данном описании изобретения термин «углеродсодержащий» употребляется для описания горючего источника теплоты, содержащего углерод.
Предпочтительно, содержание углерода в горючих углеродсодержащих источниках теплоты для использования в курительных изделиях согласно изобретению составляет по меньшей мере приблизительно 35 процентов, более предпочтительно по меньшей мере приблизительно 40 процентов, наиболее предпочтительно по меньшей мере приблизительно 45 процентов по сухому весу горючего источника теплоты.
В некоторых вариантах осуществления изобретения горючие источники теплоты согласно изобретению являются горючими источниками теплоты на основе углерода. В данном описании изобретения термин «источник теплоты на основе углерода» употребляется для описания источника теплоты, состоящего в основном из углерода.
Содержание углерода в горючих источниках теплоты на основе углерода для использования в курительных изделиях, изготовленных согласно изобретению, может составлять по меньшей мере приблизительно 50 процентов, предпочтительно по меньшей мере приблизительно 60 процентов, более предпочтительно по меньшей мере приблизительно 70 процентов, наиболее предпочтительно по меньшей мере приблизительно 80 процентов по сухому весу горючего источника теплоты на основе углерода.
Курительные изделия, изготовленные согласно изобретению, могут содержать горючие углеродсодержащие источники теплоты, выполненные из одного или нескольких подходящих, содержащих углерод материалов.
При желании, одно или несколько связующих могут быть объединены с одним или несколькими содержащими углерод материалами. Предпочтительно, одно или несколько связующих представляют собой органические связующие. Известные подходящие органические связующие включают без ограничения камеди (например, гуаровую камедь); модифицированные целлюлозы и производные целлюлозы (например, метилцеллюлозу, карбоксиметилцеллюлозу, гидроксипропилцеллюлозу и гидроксипропилметилцеллюлозу); муку; крахмалы; сахара; растительные масла и их комбинации.
Вместо одного или нескольких связующих или дополнительно к ним горючие источники теплоты для использования в курительных изделиях, изготовленных согласно изобретению, могут содержать одну или несколько добавок, чтобы улучшить свойства горючего источника теплоты. Подходящие добавки включают без ограничения добавки, способствующие затвердению горючего источника теплоты (например, катализаторы спекания); добавки, способствующие воспламенению горючего источника теплоты (например, окислители, такие как перхлораты, хлораты, нитраты, перекиси, перманганаты, цирконий и их комбинации); добавки, способствующие горению горючего источника теплоты (например, калий и калиевые соли, такие как лимоннокислый калий); и добавки, способствующие разложению одного или нескольких газов, образуемых в результате горения горючего источника теплоты (например, катализаторы, такие как CuO, Fe2O3 и Al2O3).
Согласно дополнительному аспекту настоящего изобретения предоставляется способ изготовления многосегментных компонентов для курительных изделий, каждое из которых содержит удаляемый элемент обертки, включающий: направление потока источников теплоты и субстратов, образующих аэрозоль, по движущемуся транспортеру; формирование групп, содержащих по меньшей мере один источник теплоты и субстрат, образующий аэрозоль, причем каждая группа соответствует по меньшей мере одному многосегментному компоненту, каждый многосегментный компонент содержит первый конец рядом с источником теплоты и второй конец рядом с субстратом, образующим аэрозоль; обертывание источников теплоты и субстратов, образующих аэрозоль, полотном материала, причем полотно материала содержит линии наименьшего сопротивления, расположенные на расстоянии друг от друга; и разрезание полотна материала вблизи первого конца отдельного многосегментного компонента, при этом по меньшей мере часть полотна материала образует удаляемый элемент обертки, причем элемент обертки выполнен удаляемым путем нарушения целостности обертки по соответствующей линии наименьшего сопротивления.
В предпочтительном варианте осуществления способ дополнительно включает: направление потока продолговатых сегментов по движущемуся транспортеру, при этом каждая группа, соответствующая отдельному многосегментному компоненту, дополнительно содержит продолговатый сегмент, расположенный на втором конце; при этом полотно материала разрезают таким образом, что часть продолговатого сегмента одного отдельного многосегментного компонента в сочетании с удаляемым элементом обертки соседнего многосегментного компонента образует съемную крышку.
Согласно дополнительному аспекту настоящего изобретения предоставляется способ изготовления курительных изделий. Способ включает направление потока первого многосегментного компонента, изготовленного, как описано в данной заявке, в приемное средство; направление потока вторых многосегментных компонентов, каждый из которых содержит по меньшей мере мундштук, в приемное средство; и объединение первого многосегментного компонента со вторым многосегментным компонентом путем обертывания по меньшей мере части первого многосегментного компонента и второго многосегментного компонента полотном материала, чтобы получить индивидуальное курительное изделие с удаляемым элементом обертки на дальнем конце и мундштуком на ближнем конце.
В одном варианте осуществления на этапе объединения первого многосегментного компонента со вторым многосегментным компонентом первый многосегментный компонент дополнительно обертывается теплопроводным элементом, при этом указанная линия наименьшего сопротивления и теплопроводный элемент расположены таким образом, что они не совмещались. В определенных предпочтительных вариантах осуществления теплопроводный элемент содержит теплоотражательный материал.
В альтернативном варианте осуществления до объединения первого многосегментного компонента со вторым многосегментным компонентом теплопроводным элементом обертывают по меньшей мере часть источника теплоты, которая расположена ниже по потоку, и по меньшей мере часть субстрата, образующего аэрозоль, которая расположена выше по потоку.
В дополнительном альтернативном варианте осуществления источник теплоты и субстрат, образующий аэрозоль, уплотняют, чтобы получить группу, обернутую полотном материала, которое содержит линию наименьшего сопротивления, проведенную таким образом, чтобы она и теплопроводный элемент совмещались. Предпочтительно, линия наименьшего сопротивления окружает группу по окружности. В еще одном дополнительном альтернативном варианте осуществления этап обеспечения обертки, содержащей линии наименьшего сопротивления, расположенные на расстоянии друг от друга, может предусматриваться на этапе объединения первого и второго многосегментных компонентов. В этом варианте осуществления полотно материала, используемое для объединения первого и второго многосегментных компонентов, содержит линии наименьшего сопротивления, расположенные на расстоянии друг от друга. Понятно, что этапы способа, описанного выше применительно к получению многосегментного компонента с удаляемым элементом обертки, в равной степени применимы к этому дополнительному альтернативному варианту осуществления.
Согласно еще одному дополнительному аспекту настоящего изобретения предоставляется устройство для изготовления многосегментных компонентов для курительных изделий, каждое из которых содержит удаляемый элемент обертки. Устройство подходит для реализации способа, описанного выше. Устройство содержит: направляющий механизм для направления потока источников теплоты, субстратов, образующих аэрозоль, и крышек по движущемуся транспортеру; уплотнитель для формирования групп, содержащих по меньшей мере один источник теплоты, субстрат, образующий аэрозоль, и крышку, причем каждая группа соответствует по меньшей мере одному многосегментному компоненту, каждый многосегментный компонент содержит первый конец рядом с источником теплоты и второй конец рядом с субстратом, образующим аэрозоль, и каждая крышка содержит первый конец и второй конец, расположенный рядом с источником теплоты; средство для обертывания источников теплоты, субстратов, образующих аэрозоль, и крышек полотном материала, причем полотно материала содержит линии наименьшего сопротивления, расположенные на расстоянии друг от друга; и режущий инструмент для разрезания полотна материала вблизи первого конца отдельного многосегментного компонента и рядом с первым концом крышки, при этом по меньшей мере часть полотна материала образует удаляемый элемент обертки, причем элемент обертки является удаляемым путем нарушения целостности обертки по соответствующей линии наименьшего сопротивления, и при этом удаляемый элемент обертки в сочетании с крышкой образует съемную крышку для защиты источника теплоты.
Устройство может дополнительно содержать средство для выравнивания каждой линии наименьшего сопротивления таким образом, чтобы каждая проходила вблизи нужного сегмента, компонента или части сегмента курительного изделия. Например, в определенных предпочтительных вариантах осуществления устройство может содержать средство для выравнивания каждой линии наименьшего сопротивления таким образом, чтобы каждая проходила вблизи расположенного ниже по потоку конца источника теплоты или теплопроводного элемента. Альтернативно, устройство может содержать средство для выравнивания каждой линии наименьшего сопротивления таким образом, чтобы каждая линия наименьшего сопротивления проводилась вдоль продольной оси источника теплоты, субстрата, образующего аэрозоль, или теплопроводного элемента. В дополнительном альтернативном варианте осуществления линия наименьшего сопротивления выравнивается по расположенному ниже по потоку концу субстрата, образующего аэрозоль. Еще в одном дополнительном альтернативном, предпочтительном варианте осуществления линия наименьшего сопротивления проходит либо рядом с расположенным выше по потоку краем теплопроводного элемента, либо рядом с расположенным ниже по потоку краем теплопроводного элемента.
Согласно дополнительному аспекту настоящего изобретения предоставляется устройство для изготовления многокомпонентных сегментов для курительных изделий, каждое из которых содержит удаляемый элемент обертки, причем устройство содержит: направляющий механизм для направления потока источников теплоты, субстратов, образующих аэрозоль, и продолговатых сегментов по движущемуся транспортеру; уплотнитель для формирования групп, содержащих по меньшей мере один источник теплоты, субстрат, образующий аэрозоль, и продолговатый сегмент, причем каждая группа соответствует по меньшей мере одному многосегментному компоненту, каждый многосегментный компонент содержит первый конец рядом с источником теплоты, второй конец рядом с субстратом, образующим аэрозоль, и продолговатый сегмент, расположенный на втором конце; средство для обертывания источников теплоты, субстратов, образующих аэрозоль, и продолговатых сегментов полотном материала, причем полотно материала содержит линии наименьшего сопротивления, расположенные на расстоянии друг от друга; и режущий инструмент для разрезания полотна материала вблизи первого конца отдельного многосегментного компонента, при этом по меньшей мере часть полотна материала образует удаляемый элемент обертки, причем элемент обертки является удаляемым путем нарушения целостности обертки по соответствующей линии наименьшего сопротивления, так чтобы часть продолговатого сегмента одного отдельного многосегментного компонента в сочетании с удаляемым элементом обертки соседнего многосегментного компонента образовывала съемную крышку.
Согласно еще одному дополнительному аспекту настоящего изобретения предоставляется устройство для изготовления курительных изделий, каждое из которых содержит удаляемый элемент обертки. Устройство содержит: направляющий механизм для направления потока первых многокомпонентных сегментов, изготовленных с использованием устройства, описанного в данной заявке; направляющий механизм для направления потока вторых многосегментных компонентов, каждый из которых содержит по меньшей мере мундштук, в приемное средство; и блок объединения для объединения первого многосегментного компонента со вторым многосегментным компонентом, причем блок объединения содержит средство для обертывания по меньшей мере части первого многосегментного компонента и второго многосегментного компонента полотном материала, чтобы получить индивидуальное курительное изделие с удаляемым элементом обертки на дальнем конце и мундштуком на ближнем конце.
Курительные изделия, изготовленные согласно изобретению, могут также дополнительно содержать камеру расширения выше по потоку относительно мундштука. Камера расширения предусмотрена во втором многосегментном компоненте. Предпочтительно мундштук имеет низкий показатель фильтрации, более предпочтительно очень низкий показатель фильтрации. Мундштук может представлять собой односегментный мундштук. Альтернативно мундштук может представлять собой многосегментный, многокомпонентный, мундштук.
Мундштук может содержать, например, фильтр, изготовленный из ацетата целлюлозы, бумаги или других подходящих фильтрующих материалов. Альтернативно или дополнительно, мундштук может содержать один или несколько сегментов, содержащих абсорбенты, адсорбенты, ароматизаторы и другие модификаторы аэрозолей и добавки или их комбинации.
Каждый признак, раскрытый в этом описании, а также (где уместно) в формуле изобретения и графических материалах может предоставляться независимо или в любом целесообразном сочетании. Изобретение охватывает способы и/или устройство по существу, как описанные в данном документе со ссылкой на сопровождающие графические материалы.
Любой признак устройства, описанного в данной заявке, может также приводиться в качестве признака способа, и наоборот. В данном описании изобретения признаки «средство плюс функция» могут альтернативно выражаться через свою соответствующую структуру, как, например, подходящим образом запрограммированный процессор и связанное с ним запоминающее устройство.
Любой признак в одном аспекте изобретения может применяться к другим аспектам изобретения, в любом целесообразном сочетании. В частности, аспекты способа могут применяться к аспектам устройства, и наоборот. Более того, любые, некоторые и/или все признаки в одном аспекте могут применяться к любым, некоторым и/или всем признакам в любом другом аспекте, в любом целесообразном сочетании.
Также следует понимать, что отдельно взятые комбинации различных признаков, описанных и определенных в любых аспектах изобретения, могут реализовываться, и/или предоставляться, и/или использоваться независимо.
Варианты осуществления курительных изделий, изготовленных согласно настоящему изобретению, будут далее описаны, лишь в качестве примера, со ссылками на сопровождающие графические материалы, в которых:
на фиг. 1 показано схематическое изображение курительного изделия, изготовленного согласно предпочтительному варианту осуществления изобретения;
на фиг. 2 показано схематическое изображение части процесса изготовления согласно предпочтительному варианту осуществления настоящего изобретения;
на фиг. 3 показан вариант осуществления курительного изделия, изготовленного согласно изобретению;
на фиг. 4 показан дополнительный вариант осуществления курительного изделия, изготовленного согласно изобретению; и
на фиг. 5 показан еще один дополнительный вариант осуществления курительного изделия, изготовленного согласно изобретению.
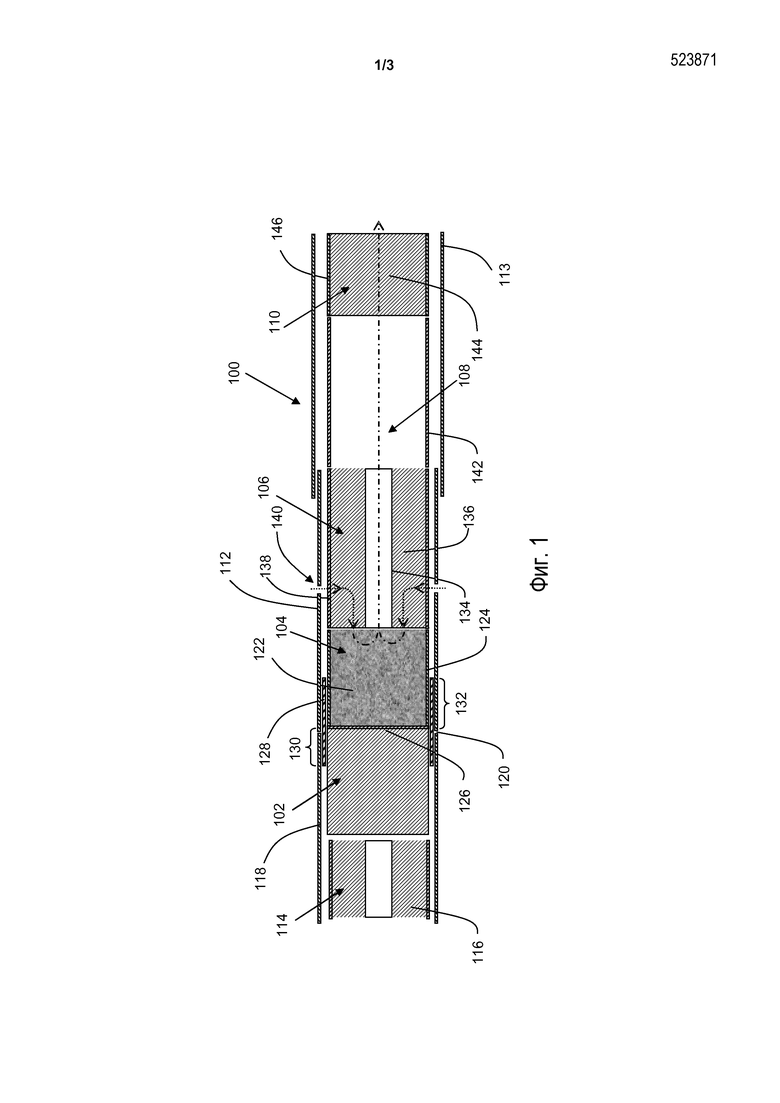
Курительное изделие 100, изготовленное согласно одному варианту осуществления способа настоящего изобретения, показано на фиг. 1. Процесс подробно описан ниже со ссылкой на следующие признаки курительного изделия. Курительное изделие содержит горючий углеродсодержащий источник 102 теплоты, субстрат 104, образующий аэрозоль, элемент 106 для направления потока воздуха, камеру 108 расширения и мундштук 110, которые примыкают друг к другу с соосным выравниванием. Горючий углеродсодержащий источник 102 теплоты, субстрат 104, образующий аэрозоль, и элемент 106 для направления потока воздуха образуют первый многосегментный компонент, обернутый оберткой 112, а продолговатая камера 108 расширения и мундштук 110 образуют второй многосегментный компонент. Первый и второй многосегментные компоненты обернуты наружной оберткой 113 из сигаретной бумаги, обладающей по существу низкой воздухопроницаемостью.
Съемная крышка 114 предусмотрена на дальнем конце курительного изделия 100 и непосредственно примыкает к источнику 102 теплоты. Съемная крышка 114 содержит центральную часть 116 и обернута частью 118 обертки 112. В показанном варианте осуществления центральная часть 116 содержит влагопоглотитель, такой как глицерин, предусмотренный предпочтительно для впитывания влаги из атмосферы вблизи горючего источника теплоты, с тем чтобы уменьшать или предотвращать ухудшения рабочих характеристик горючего источника теплоты при зажигании и использовании. Часть 118 обертки соединяется с оберткой 112 по линии 120 наименьшего сопротивления. Линия наименьшего сопротивления содержит множество перфорационных отверстий, которые окружают курительное изделие 100.
Субстрат 104, образующий аэрозоль, расположен непосредственно ниже по потоку относительно источника 102 теплоты и содержит цилиндрическую вставку 122 из табачного материала, содержащую глицерин в качестве вещества для образования аэрозоля и окруженную фицеллой 124.
Между расположенным ниже по потоку концом источника 102 теплоты и расположенным выше по потоку концом субстрата 104, образующего аэрозоль, может быть предусмотрена негорючая, по существу воздухонепроницаемая перегородка 126. Как показано на фиг. 1, негорючая по существу воздухонепроницаемая перегородка состоит из негорючего, по существу воздухонепроницаемого изоляционного покрытия 126, предусмотренного на всей торцевой поверхности горючего углеродсодержащего источника 102 теплоты.
Теплопроводный элемент 128, состоящий из слоя алюминия, предпочтительно из алюминиевой фольги, окружает и находится в непосредственном контакте с задней частью 130 горючего углеродсодержащего источника 102 теплоты и примыкающей передней частью 132 субстрата 104, образующего аэрозоль. Как показано на фиг. 1, задняя часть субстрата 104, образующего аэрозоль, не окружена теплопроводным элементом 128. В альтернативном варианте осуществления, не показанном, вторым теплопроводным элементом обернута по меньшей мере часть теплопроводного элемента 128. По меньшей мере часть второго теплопроводного элемента радиально отделена от теплопроводного элемента 128 одним или несколькими слоями теплоизоляционного материала, такого как бумага.
Как показано на фиг. 1, часть 118 наружной обертки, которая составляет часть съемной крышки, перекрывает заднюю часть 130 источника 102 теплоты.
Элемент 106 для направления потока воздуха расположен ниже по потоку относительно субстрата 104, образующего аэрозоль, и содержит по существу воздухонепроницаемую полую трубку 134 с открытым концом, изготовленную, например, из картона, диаметр которой меньше диаметра субстрата 104, образующего аэрозоль. Конец полой трубки 134 с открытым концом, расположенный выше по потоку, примыкает к субстрату 104, образующему аэрозоль. Полая трубка 134 с открытым концом окружена кольцевым воздухопроницаемым распределителем 136, изготовленным, например, из волокна ацетата целлюлозы, который имеет по существу такой же диаметр, что и субстрат 104, образующий аэрозоль.
Полая трубка 134 с открытым концом и кольцевой воздухопроницаемый распределитель 136 могут быть отдельными компонентами, приклеенными или иным способом соединенными друг с другом, чтобы получить элемент 106 для направления потока воздуха, до сборки курительного изделия 100. Например, полая трубка с открытым концом и кольцевой воздухопроницаемый распределитель могут быть частями одной полой трубки из воздухопроницаемого материала, на внутреннюю поверхность которой нанесено по существу воздухонепроницаемое покрытие.
В особенно предпочтительном варианте осуществления центральная часть 116 съемной крышки 114 изготовлена из того же материала, что и элемент для направления потока воздуха, и, таким образом, содержит полую трубку с открытым концом.
Как показано на фиг. 1, полая трубка 134 с открытым концом и кольцевой воздухопроницаемый распределитель 136 окружены воздухопроницаемой внутренней оберткой 138.
Как также показано на фиг. 1, в обертке 112, окружающей внутреннюю обертку 138, обеспечено кольцевое расположение впускных отверстий 140 для воздуха.
Второй многосегментный компонент содержит камеру 108 расширения, расположенную ниже по потоку относительно элемента 106 для направления потока воздуха и содержащую полую трубку 142 с открытым концом, изготовленную, например, из картона, которая имеет по существу такой же диаметр, что и субстрат 104, образующий аэрозоль.
Второй многосегментный компонент также содержит мундштук 110 курительного изделия 100, расположенный ниже по потоку относительно камеры 108 расширения и содержащий цилиндрическую вставку 144 из волокна ацетата целлюлозы с очень низким показателем фильтрации, окруженную фильтровальной оберткой 146 вставки. Первый многосегментный компонент и второй многосегментный компонент окружены наружной оберткой 113, такой как ободковая бумага.
Согласно предпочтительному варианту осуществления первый многосегментный компонент изготавливается путем направления индивидуальных горючих источников 102 теплоты из загрузочной воронки на движущийся транспортер. Субстраты, образующие аэрозоль, и элементы для направления потока воздуха также подаются на движущийся транспортер и уплотняются вместе с индивидуальными горючими источниками теплоты, чтобы получить отдельные многосегментные компоненты. Каждый отдельный многосегментный компонент непосредственно примыкает к следующему многосегментному компоненту, и зазора не требуется.
Отдельные многосегментные компоненты обертываются полоном материала, на котором выполнены линии наименьшего сопротивления, расположенные на расстоянии друг от друга. Линии наименьшего сопротивления содержат множество перфорационных отверстий, выполненных при помощи лазера до этапа обертывания многосегментных компонентов. Альтернативно, линии наименьшего сопротивления могут выполняться механическим путем, при помощи, например, зубчатого колеса, ряда лезвий, пробойника или сочетания любых из этих способов. Альтернативно, перфорационные отверстия могут быть выполнены после этапа обертывания.
На внутренней поверхности полотна материала предусматривается клей, чтобы прикреплять полотно материала к компонентам многосегментных компонентов. Клей прерывается в области вблизи линий наименьшего сопротивления, чтобы съемную крышку было легче снимать.
Как видно на фиг. 2, ряд отдельных многосегментных компонентов 200, обернутый одной оберткой, разрезается при помощи режущего инструмента 202, чтобы получить индивидуальные многосегментные компоненты. Режущий инструмент ориентирован таким образом, чтобы разрезать часть 204 элемента для направления потока воздуха у первого, дальнего, конца многосегментного компонента, тем самым формируя съемную крышку, прикрепленную к многосегментному компоненту по линии наименьшего сопротивления. Таким образом обеспечивается эффективный процесс изготовления.
Затем каждый из первых многосегментных компонентов 200 объединяется с одним из следующих, вторых, многосегментных компонентов, который содержит камеру расширения и мундштук. Первый и второй многосегментные компоненты объединяются, направляя непрерывный поток первых и вторых многосегментных компонентов по движущемуся транспортеру, в котором первые и вторые многосегментные компоненты уплотняются, а затем, путем обертывания обоих компонентов наружной оберткой, такой как ободковая бумага, соединяются друг с другом. Таким образом обеспечивается курительное изделие со съемной крышкой.
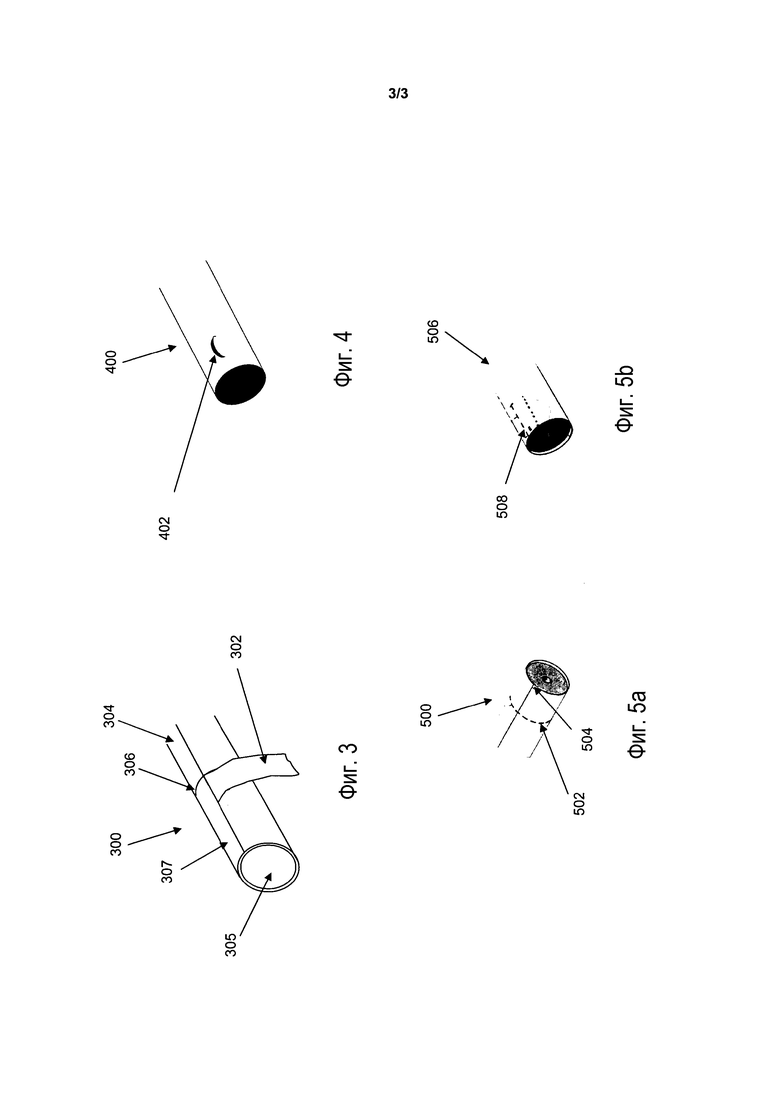
Как видно на фиг. 3, 4 и 5, предусмотрены дополнительные варианты осуществления съемных оберток для многосегментных компонентов курительного изделия. Варианты осуществления, показанные на фиг. 3, 4 и 5, изготавливаются подобно тому, как изготавливается описанный выше вариант осуществления по фиг. 1.
На фиг. 3 показан первый многосегментный компонент 300, содержащий язычок 302, предусмотренный между оберткой 304 и источником 305 теплоты. Язычок предусмотрен рядом с линией 306 наименьшего сопротивления и позволяет пользователю более легко удалить часть 307 в виде удаляемого элемента обертки 304. Многокомпонентный сегмент, показанный на фиг. 3, изготавливается путем обеспечения полоски материала, такого как алюминиевая фольга, на внутренней поверхности полотна оберточного материала до обертывания таких компонентов, как источник теплоты, субстрат, образующий аэрозоль, и элемент для направления потока воздуха. Полоски материала могут выравниваться по предварительно выполненным линиям наименьшего сопротивления, или линии наименьшего сопротивления могут выполняться после этапа обертывания подобно тому, как описано выше.
На фиг. 4 показан дополнительный вариант осуществления многокомпонентного сегмента 400, при котором в обертке обеспечивается нелинейный разрез 402, который проходит от дальнего конца многосегментного компонента до линии наименьшего сопротивления. В этом варианте осуществления нелинейный разрез имеет форму полукруга. Разрез обеспечивает язычок и позволяет пользователю более легко удалять удаляемый элемент обертки. Нелинейный разрез проходит по существу параллельно продольной оси многосегментного компонента.
На фиг. 5a и 5b показаны дополнительные многосегментные компоненты, изготовленный согласно варианту осуществления настоящего изобретения. На многосегментном компоненте 500 показана линия 502 наименьшего сопротивления, выполненную на обертке. При использовании пользователь удаляет часть в виде удаляемого элемента обертки, разрывая обертку по линии разрыва, начиная, как показано, со свободного конца 504. На многосегментном компоненте 506 показана линия 508 наименьшего сопротивления, которая проходит линейно от дальнего конца многосегментного компонента. При использовании пользователь удаляет удаляемый элемент обертки, разрывая обертку от дальнего конца к ближнему концу многосегментного компонента, а затем разрывая обертку по окружности вокруг многосегментного компонента. В дополнительных вариантах осуществления (не показаны), линия 502 наименьшего сопротивления на обертке выполняется в сочетании с линией 508 наименьшего сопротивления, которая проходит продольно от дальнего конца многосегментного компонента. При использовании пользователь удаляет удаляемый элемент обертки, разрывая обертку по линии 508 наименьшего сопротивления от дальнего конца к ближнему концу многосегментного компонента, а затем разрывая обертку по окружности вдоль линии 502 наименьшего сопротивления и вокруг многосегментного компонента.

Изобретение относится к способу изготовления многосегментных компонентов для курительных изделий, каждое из которых содержит удаляемый элемент обертки, который включает направление потока источников теплоты, субстратов, образующих аэрозоль, и крышек по движущемуся транспортеру; формирование групп, содержащих по меньшей мере один источник теплоты, субстрат, образующий аэрозоль, и крышку, причем каждая группа соответствует по меньшей мере одному многосегментному компоненту, каждый многосегментный компонент содержит первый конец рядом с источником теплоты и второй конец рядом с субстратом, образующим аэрозоль, и каждая крышка содержит первый конец и второй конец, расположенный рядом с источником теплоты; обертывание источников теплоты, субстратов, образующих аэрозоль, и крышек полотном материала, причем полотно материала содержит линии наименьшего сопротивления, расположенные на расстоянии друг от друга; и разрезание полотна материала вблизи первого конца отдельного многосегментного компонента и рядом с первым концом крышки, при этом по меньшей мере часть полотна материала образует удаляемый элемент обертки, причем элемент обертки является удаляемым путем нарушения целостности обертки по соответствующей линии наименьшего сопротивления, при этом удаляемый элемент обертки в сочетании с крышкой образует съемную крышку для защиты источника теплоты. Технический результат заключается в обеспечении снижения вероятности нарушения целостности источника теплоты во время изготовления и снижении риска окрашивания или загрязнения других компонентов курительного изделия. 3 н. и 17 з.п. ф-лы, 6 ил.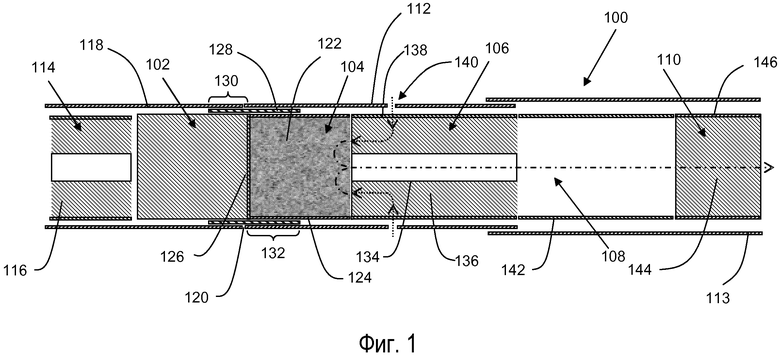
1. Способ изготовления многосегментных компонентов для курительных изделий, каждое из которых содержит удаляемый элемент обертки, включающий:
направление потока источников теплоты, субстратов, образующих аэрозоль, и крышек по движущемуся транспортеру;
формирование групп, содержащих по меньшей мере один источник теплоты, субстрат, образующий аэрозоль, и крышку, причем каждая группа соответствует по меньшей мере одному многосегментному компоненту, каждый многосегментный компонент содержит первый конец рядом с источником теплоты и второй конец рядом с субстратом, образующим аэрозоль, и каждая крышка содержит первый конец и второй конец, расположенный рядом с источником теплоты;
обертывание источников теплоты, субстратов, образующих аэрозоль, и крышек полотном материала, причем полотно материала содержит линии наименьшего сопротивления, расположенные на расстоянии друг от друга; и
разрезание полотна материала вблизи первого конца отдельного многосегментного компонента и рядом с первым концом крышки, при этом по меньшей мере часть полотна материала образует удаляемый элемент обертки, причем элемент обертки является удаляемым путем нарушения целостности обертки по соответствующей линии наименьшего сопротивления, при этом удаляемый элемент обертки в сочетании с крышкой образует съемную крышку для защиты источника теплоты.
2. Способ по п.1, дополнительно включающий выравнивание каждой линии наименьшего сопротивления таким образом, что каждая проходит вблизи соответствующего источника теплоты.
3. Способ по п.1, дополнительно включающий нанесение клея вдали от линии наименьшего сопротивления для прикрепления обертки к источнику теплоты и субстрату, образующему аэрозоль.
4. Способ по п.1, в котором линии наименьшего сопротивления, расположенные на расстоянии друг от друга, выполняют таким образом, что они окружают отдельный многосегментный компонент.
5. Способ по п.1, в котором дополнительный ряд линий наименьшего сопротивления, расположенных на расстоянии друг от друга, выполняют таким образом, что линии проходят по существу параллельно продольной оси отдельных многосегментных компонентов.
6. Способ по п.5, в котором длина каждой линии наименьшего сопротивления в дополнительном ряде линий наименьшего сопротивления, расположенных на расстоянии друг от друга, составляет по меньшей мере приблизительно 50% длины источника теплоты.
7. Способ по п.5, в котором каждая линия наименьшего сопротивления является нелинейной.
8. Способ по п.1, дополнительно включающий нанесение полоски материала на полотно материала рядом с каждой линией наименьшего сопротивления, выполненной с возможностью проходить от края полотна материала и по меньшей мере по части полотна материала, при этом полоска материала образует язычок для удаления удаляемого элемента обертки.
9. Способ по п.1, дополнительно включающий перфорирование полотна материала для получения линии наименьшего сопротивления.
10. Способ изготовления многосегментных компонентов для курительных изделий, каждое из которых содержит удаляемый элемент обертки, включающий:
направление потока источников теплоты, субстратов, образующих аэрозоль, и продолговатых сегментов по движущемуся транспортеру;
формирование групп, содержащих по меньшей мере один источник теплоты, субстрат, образующий аэрозоль, и продолговатый элемент, причем каждая группа соответствует по меньшей мере одному многосегментному компоненту, каждый многосегментный компонент содержит первый конец рядом с источником теплоты, второй конец рядом с субстратом, образующим аэрозоль, и продолговатый сегмент, расположенный на втором конце;
обертывание источников теплоты, субстратов, образующих аэрозоль, и продолговатых сегментов полотном материала, причем полотно материала содержит линии наименьшего сопротивления, расположенные на расстоянии друг от друга; и
разрезание полотна материала вблизи первого конца отдельного многосегментного компонента, при этом по меньшей мере часть полотна материала образует удаляемый элемент обертки, причем элемент обертки является удаляемым путем нарушения целостности обертки по соответствующей линии наименьшего сопротивления, при этом полотно материала разрезают таким образом, что часть продолговатого сегмента одного отдельного многосегментного компонента в сочетании с удаляемым элементом обертки соседнего многосегментного компонента образует съемную крышку.
11. Способ по п.10, дополнительно включающий выравнивание каждой линии наименьшего сопротивления таким образом, что каждая проходит вблизи соответствующего источника теплоты.
12. Способ по п.10, дополнительно включающий нанесение клея вдали от линии наименьшего сопротивления для прикрепления обертки к источнику теплоты и субстрату, образующему аэрозоль.
13. Способ по п.10, в котором линии наименьшего сопротивления, расположенные на расстоянии друг от друга, выполняют таким образом, что они окружают отдельный многосегментный компонент.
14. Способ по п.10, в котором дополнительный ряд линий наименьшего сопротивления, расположенных на расстоянии друг от друга, выполняют таким образом, что линии проходят по существу параллельно продольной оси отдельных многосегментных компонентов.
15. Способ по п.14, в котором длина каждой линии наименьшего сопротивления в дополнительном ряде линий наименьшего сопротивления, расположенных на расстоянии друг от друга, составляет по меньшей мере приблизительно 50% длины источника теплоты.
16. Способ по п.14, в котором каждая линия наименьшего сопротивления является нелинейной.
17. Способ по п.10, дополнительно включающий нанесение полоски материала на полотно материала рядом с каждой линией наименьшего сопротивления, выполненной с возможностью проходить от края полотна материала и по меньшей мере по части полотна материала, при этом полоска материала образует язычок для удаления удаляемого элемента обертки.
18. Способ по п.10, дополнительно включающий перфорирование полотна материала для получения линии наименьшего сопротивления.
19. Способ изготовления курительных изделий, включающий:
направление потока первых многокомпонентных сегментов, изготовленных способом по п.1 или 10, в приемное средство;
направление потока вторых многосегментных компонентов, каждый из которых содержит по меньшей мере мундштук, в приемное средство; и
объединение первого многосегментного компонента со вторым многосегментным компонентом путем обертывания по меньшей мере части первого многосегментного компонента и второго многосегментного компонента полотном материала для получения индивидуального курительного изделия с удаляемым элементом обертки на дальнем конце и мундштуком на ближнем конце.
20. Способ по п.19, в котором на этапе объединения первого многосегментного компонента со вторым многосегментным компонентом первый многосегментный компонент дополнительно обертывают теплопроводным элементом, при этом указанные линии наименьшего сопротивления и теплопроводный элемент располагают таким образом, что они не совмещаются.
| ЭЛЕКТРОПРИВОД РЕЛЬСОВОГО ТРАНСПОРТА XXI ВЕКА | 2001 |
|
RU2210509C2 |
| СПОСОБ ИЗОЛЯЦИИ ПЛАСТА | 1994 |
|
RU2069745C1 |
| Система отопления помещения | 1986 |
|
SU1688052A1 |
| СИГАРЕТНЫЙ ФИЛЬТР, КУРИТЕЛЬНОЕ ИЗДЕЛИЕ, СПОСОБ ПРОИЗВОДСТВА СИГАРЕТНОГО ФИЛЬТРА И СПОСОБ УДАЛЕНИЯ ГАЗООБРАЗНОГО КОМПОНЕНТА ИЗ ТАБАЧНОГО ДЫМА | 1999 |
|
RU2233602C2 |

