ОБЛАСТЬ ТЕХНИКИ
[0001] Настоящее изобретение в целом относится к конструкционным соединительным элементам и, в частности, к соединительным элементам, образованным скреплением посредством адгезивного связующего и имеющим относительно большую длину.
УРОВЕНЬ ТЕХНИКИ
[0002] Соединительные элементы, образованные скреплением посредством связующего, обычно формируют посредством нанесения слоя адгезива на сопрягаемые поверхности одной или более частей, подлежащих соединению. Затем эти части сближают друг с другом и удерживают в необходимом положении относительно друг друга при обеспечении возможности отверждения адгезива в шве скрепления посредством связующего. Например, при осуществлении прикрепления посредством связующего концевого кольца, имеющего поперечное сечение C-образного канала, к кромке цилиндра, концевое кольцо может быть ориентировано таким образом, что C-образный канал обращен вверх. Сборник для адгезива может быть установлен внутри C-образного канала, и цилиндрическая кромка может быть опущена вниз в C-образный канал. Адгезив может выливаться из C-образного канала до тех пор, пока цилиндрическая кромка не будет контактировать с дном C-образного канала. Цилиндр и концевое кольцо могут удерживаться в необходимом положении при отверждении адгезива.
[0003] К сожалению, указанный выше процесс может приводить к возникновению менее чем желательных результатов в конечном соединительном элементе, образованном скреплением посредством связующего, между концевым кольцом и цилиндром. В связи с этим, относительно большая длина шва скрепления посредством связующего, проходящего вокруг периферии цилиндра, может привести к непредсказуемости в отношении протекания адгезива в C-образном канале при опускании цилиндра в концевое кольцо. Например, имеющий большую длину шов скрепления посредством связующего может влиять на способность адгезива протекать от дна C-образного канала к верхней кромке C-образного канала во всех местах по периферии цилиндра при опускании цилиндрической кромки в C-образный канал.
[0004] Такая непредсказуемость в отношении потока адгезива может привести к переделке соединительного элемента, образованного скреплением посредством связующего, чтобы выполнить этот соединительный элемент в пределах расчетных допусков. В случаях, когда ремонт соединительного элемента, образованного скреплением посредством связующего, не представляется возможным, может быть необходимым разломать части, скрепленные посредством связующего, и заменить узел, что может иметь отрицательное воздействие на стоимость и производственный график. Непредсказуемость, связанная с потоком адгезива, может также потребовать установки предотвращающих отслаивание крепежных элементов вдоль шва скрепления посредством связующего, чтобы предотвращать отслаивание соединительного элемента, образованного скреплением посредством связующего, на кромках шва скрепления посредством связующего. К сожалению, установка предотвращающих отслаивание крепежных элементов может привести к удорожанию, повышению сложности и веса конструкционного узла.
[0005] Как можно увидеть, в данной области техники существует необходимость в том, чтобы иметь систему и способ формирования соединительного элемента, образованного скреплением посредством связующего, в котором обеспечены средства управления протеканием адгезива внутри шва скрепления посредством связующего во время процесса скрепления посредством связующего. В связи с этим, в данной области техники существует необходимость в том, чтобы иметь систему и способ формирования соединительного элемента, образованного скреплением посредством связующего, в котором обеспечена предсказуемость в отношении протекания адгезива в имеющих большую длину швах скрепления посредством связующего.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
[0006] Упомянутые выше потребности, связанные с соединительными элементами, образованными скреплением посредством связующего, в частности рассмотрены и удовлетворены настоящим раскрытием, которое относится к способу формирования соединительного элемента, образованного скреплением посредством нагнетаемого связующего. Способ может включать этапы, на которых формируют стенку полости внутри области шва скрепления посредством связующего между сопрягаемыми поверхностями первой части и второй части. Стенка полости может делить длину шва скрепления посредством связующего и образовывать по меньшей мере одну полость для адгезива. Способ может дополнительно включать этапы, на которых нагнетают конструкционный адгезив в каждую полость для адгезива через нагнетательное отверстие и выпускают избыточный адгезив из полости для адгезива через по меньшей мере одно выпускное отверстие, причем выпускное отверстие и нагнетательное отверстие расположены на противоположных концах полости для адгезива.
[0007] Еще в одном варианте реализации изобретения раскрыт способ формирования соединительного элемента, образованного скреплением посредством нагнетаемого связующего, включающий этап, на котором формируют последовательность стенок полости внутри области шва скрепления посредством связующего между сопрягаемыми поверхностями первой части и второй части. Стенки полости могут делить длину шва скрепления посредством связующего на множество полостей для адгезива. Способ может дополнительно включать этапы, на которых формируют перемычки в виде швов скрепления посредством связующего вдоль частичной кромки по меньшей мере одной части из первой части и второй части. Стенки полости, перемычки в виде швов скрепления посредством связующего и сопрягаемые поверхности могут совместно охватывать полости для адгезива. Способ может также включать этапы, на которых нагнетают конструкционный адгезив в полости для адгезива через нагнетательное отверстие, выполненное в одной части из первой части и второй части, выпускают избыточный адгезив из полостей для адгезива через по меньшей мере одно выпускное отверстие и собирают избыточный адгезив в резервуарах для адгезива, соединенных по текучей среде с выпускными отверстиями
[0008] Также раскрыт конструкционный узел, выполненный из первой части и второй части. Первая часть и вторая часть могут иметь сопрягаемые поверхности, которые могут быть скреплены друг с другом посредством адгезивного связующего вдоль области шва скрепления посредством связующего, имеющей длину шва скрепления посредством связующего. Конструкционный узел может содержать последовательность стенок полости, выполненных вдоль длины шва скрепления посредством связующего и делящих длину шва скрепления посредством связующего на множество полостей для адгезива. Конструкционный узел может содержать конструкционный адгезив, поданный нагнетанием в каждую полость для адгезива через по меньшей мере одно нагнетательное отверстие для прикрепления посредством связующего первой части ко второй части, и выпускаемый из полости для адгезива через по меньшей мере одно выпускное отверстие, причем выпускное отверстие и нагнетательное отверстие расположены на противоположных концах полости для адгезива.
[0009] Таким образом, согласно одному аспекту настоящего изобретения представлен способ (400) формирования соединительного элемента (106), образованного скреплением посредством нагнетаемого связующего, включающий этапы, на которых: формируют стенку (212) полости внутри области (300) шва скрепления посредством связующего между сопрягаемыми поверхностями (192, 198) первой части (190) и второй части (196), причем стенка (212) полости делит длину (306) шва скрепления посредством связующего и образует по меньшей мере одну полость (210) для адгезива; нагнетают конструкционный адгезив (370) в каждую полость (210) для адгезива через нагнетательное отверстие (312) и выпускают избыточный адгезив (336) из полости (210) для адгезива через по меньшей мере одно выпускное отверстие (330), причем выпускное отверстие (330) и нагнетательное отверстие (312) расположены на противоположных концах полости (210) для адгезива.
[00010] В предпочтительном варианте реализации изобретения раскрыт способ (400), в котором формирование стенки (212) полости включает этап, на котором: формируют стенку (212) полости из адгезива (214).
[00011] В предпочтительном варианте реализации изобретения раскрыт способ (400), в котором формирование стенки (212) полости включает этап, на котором: включают в состав проволоку (230) для скрепления посредством связующего в стенку (212) полости.
[00012] В предпочтительном варианте реализации изобретения раскрыт способ (400), также включающий этап, на котором: формируют перемычку (314) в виде шва скрепления посредством связующего вдоль частичной кромки (194, 200) по меньшей мере одной части из первой части (190) и второй части (196); и причем стенка (212) полости, перемычка (314) в виде шва скрепления посредством связующего и сопрягаемые поверхности (192, 198) совместно охватывают полость (210) для адгезива.
[00013] В предпочтительном варианте реализации изобретения раскрыт способ (400), также включающий этапы, на которых: собирают избыточный адгезив (336) в резервуаре (350) для адгезива, соединенном по текучей среде с выпускным отверстием (330).
[00014] В предпочтительном варианте реализации изобретения раскрыт способ (400), также включающий этап, на котором: формируют резервуар (350) для адгезива в виде полки (354) или вертикальной колонны (352).
[00015] В предпочтительном варианте реализации изобретения раскрыт способ (400), в котором длина (306) шва скрепления посредством связующего составляет по меньшей мере две ширины (308) шва скрепления посредством связующего.
[00016] В предпочтительном варианте реализации изобретения раскрыт способ (400), в котором нагнетательное отверстие (312) выполнено по меньшей мере в одной части из первой части (190) и второй части (196).
[00017] В предпочтительном варианте реализации изобретения раскрыт способ (400), в котором нагнетательное отверстие (312) расположено возле стенки (212) полости.
[00018] В предпочтительном варианте реализации изобретения раскрыт способ (400), в котором нагнетательное отверстие (312) расположено возле нижней кромки (222) полости (210) для адгезива.
[00019] В предпочтительном варианте реализации изобретения раскрыт способ (400), в котором выпускное отверстие (330) расположено возле верхней кромки (220) полости (210) для адгезива.
[00021] В предпочтительном варианте реализации изобретения раскрыт способ (400), в котором: большое выпускное отверстие (334) и малое выпускное отверстие (332) расположены на противоположных концах (218) полости (210) для адгезива; причем нагнетательное отверстие (312) расположено возле конца (218) полости, имеющего малое выпускное отверстие (332).
[00022] В предпочтительном варианте реализации изобретения раскрыт способ (400), в котором первая часть (190) содержит цилиндр (110), вторая часть (196) содержит концевое кольцо (130), имеющее поперечное сечение (132) в виде С-образного канала (134), а формирование стенки (212) полости включает этапы, на которых: прикрепляют последовательность проволок (230) для скрепления посредством связующего вдоль цилиндрической кромки (120) таким образом, что проволоки (230) для скрепления посредством связующего делят длину (306) шва скрепления посредством связующего; покрывают адгезивом (214) проволоки (230) для скрепления посредством связующего и вставляют цилиндрическую кромку (120) в С-образный канал (134).
[00023] В предпочтительном варианте реализации изобретения раскрыт способ (400), в котором первая часть (190) содержит цилиндр (110), вторая часть (196), содержащая по меньшей мере одно кольцо из внутреннего кольца (170) и внешнего кольца (172), причем формирование стенки (212) полости включает этап, на котором: прикрепляют последовательность проволок (230) для скрепления посредством связующего вдоль цилиндрической поверхности (114, 116); покрывают адгезивом (214) проволоку (230) для скрепления посредством связующего и размещают указанное по меньшей мере одно кольцо из внутреннего кольца (170) и внешнего кольца (170, 172) в необходимом положении относительно цилиндра (110).
[00024] Согласно еще одному аспекту изобретения раскрыт способ (400) формирования соединительного элемента (106), образованного скреплением посредством нагнетаемого связующего, включающий этапы, на которых: формируют последовательность стенок (212) полости между сопрягаемыми поверхностями (192, 198) первой части (190) и второй части (196), причем стенки (212) полости делят длину (306) шва скрепления посредством связующего на множество полостей (210) для адгезива; формируют перемычки (314) в виде швов скрепления посредством связующего вдоль частичной кромки (194, 200) по меньшей мере одной части из первой части (190) и второй части (196), причем стенки (212) полости, перемычки (314) в виде швов скрепления посредством связующего и сопрягаемые поверхности (192, 198) совместно охватывают полости (210) для адгезива; нагнетают конструкционный адгезив (370) в полости (210) для адгезива через нагнетательное отверстие (312), выполненное по меньшей мере в одной части из первой части (190) и второй части (196); выпускают избыточный адгезив (336) из полостей (210) для адгезива через по меньшей мере одно выпускное отверстие (330) и собирают избыточный адгезив (336) в резервуарах (350) для адгезива, соединенных по текучей среде с выпускными отверстиями (330).
[00025] Согласно еще одному аспекту изобретения раскрыт конструкционный узел (104), содержащий: первую часть (190) и вторую часть (196), имеющие сопрягаемые поверхности (192, 198), скрепленные друг с другом посредством адгезивного связующего вдоль области (300) шва скрепления посредством связующего, имеющего длину (306) шва скрепления посредством связующего; последовательность стенок (212) полости, выполненных вдоль длины (306) шва скрепления посредством связующего и делящих длину (306) шва скрепления посредством связующего на множество полостей (210) для адгезива; и конструкционный адгезив (370), поданный нагнетанием в каждую полость (210) для адгезива через по меньшей мере одно нагнетательное отверстие (312) и выпускаемый из полости (210) для адгезива через по меньшей мере одно выпускное отверстие (330), причем выпускное отверстие (330) и нагнетательное отверстие (312) расположены на противоположных концах полости (210) для адгезива.
[00026] В предпочтительном варианте реализации изобретения раскрыт конструкционный узел (104), в котором: нагнетательное отверстие (312) выполнено по меньшей мере в одной части из первой части (190) и второй части (196).
[00027] В предпочтительном варианте реализации изобретения раскрыт конструкционный узел (104), в котором: стенки (212) полости ориентированы в целом поперечно длине (306) шва скрепления посредством связующего.
[00028] В предпочтительном варианте реализации изобретения конструкционный узел (104) также содержит: проволоку (230) для скрепления посредством связующего, включенную в состав по меньшей мере одной из стенок (212) полости.
[00029] В предпочтительном варианте реализации изобретения раскрыт конструкционный узел (104), в котором: проволока (230) для скрепления посредством связующего задает толщину (310) шва скрепления посредством связующего между сопрягаемыми поверхностями (192, 198).
[00030] В предпочтительном варианте реализации изобретения раскрыт конструкционный узел (104), в котором: конструкционный адгезив (370) содержит эпоксидный адгезив.
[00031] В предпочтительном варианте реализации изобретения конструкционный узел (104) также содержит: по меньшей мере один механический крепежный элемент (388), проходящий через первую часть (190) и вторую часть (196) в области (300) шва скрепления посредством связующего.
[00032] В предпочтительном варианте реализации изобретения раскрыт конструкционный узел (104), в котором: первая часть (190) и вторая часть (196) задают по существу прямую плоскую область (300) шва скрепления посредством связующего.
[00033] В предпочтительном варианте реализации изобретения раскрыт конструкционный узел (104), в котором: первая часть (190) содержит цилиндр (110), имеющий цилиндрическую кромку (120); вторая часть (196) содержит концевое кольцо (130), имеющее поперечное сечение (132) в виде С-образного канала (134); причем последовательность стенок (212) полости распределена вокруг периферии (112) цилиндра, чтобы сформировать указанное множество полостей (210) для адгезива, прикрепляющего посредством связующего цилиндрическую кромку (120) к С-образному каналу (134).
[00034] В предпочтительном варианте реализации изобретения раскрыт конструкционный узел (104), в котором: первая часть (190) содержит цилиндр (110); вторая часть (196) содержит по меньшей мере одно кольцо из внутреннего кольца (170) и внешнего кольца (172); причем последовательность стенок (212) полости распределена вокруг периферии (112) цилиндра, чтобы сформировать множество полостей (210) для адгезива, прикрепляющего посредством связующего цилиндр (110) к указанному по меньшей мере одному кольцу из внутреннего кольца (170) и внешнего кольца (172).
[00035] В предпочтительном варианте реализации изобретения раскрыт конструкционный узел (104), в котором: первая часть (190) выполнена из материала (124) на основе армированной волокном полимерной матрицы; и вторая часть (196) выполнена из металлического материала (162).
[00036] В предпочтительном варианте реализации изобретения раскрыт конструкционный узел (104), в котором длина (306) шва скрепления посредством связующего составляет по меньшей мере две ширины (308) шва скрепления посредством связующего.
[00037] Признаки, функции и преимущества, рассмотренные в настоящем документе, могут быть реализованы независимо в различных вариантах реализации настоящего раскрытия или могут быть объединены в других вариантах реализации, дополнительная подробная информация о которых может быть рассмотрена со ссылкой на последующее описание и чертежи.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[00038] Эти и другие особенности настоящего изобретения станут более очевидными со ссылкой на чертежи, на которых одинаковые ссылочные номера относятся к одинаковым частям и на которых:
[00039] на ФИГ. 1 показано сечение космического летательного аппарата, помещенного внутрь транспортного средства выведения на орбиту;
[00040] На ФИГ. 2 показано перспективное изображение варианта реализации конструкционного узла поддержки космического летательного аппарата по ФИГ. 1, содержащая конструктивный цилиндр, имеющий внутреннее кольцо, внешнее кольцо, и пару концевых колец с поперечными сечениями С-образного канала, прикрепленных посредством связующего к конструктивному цилиндру;
[00041] на ФИГ. 3 показано сечение концевого кольца, выполненное вдоль линии 3 по ФИГ. 2, иллюстрирующее соединительный элемент, образованный скреплением посредством связующего, между поперечным сечением С-образного канала и цилиндрической кромкой цилиндра;
[00042] на ФИГ. 4 показана плоская схема выполнения соединительного элемента, образованного скреплением посредством связующего, между сопрягаемыми поверхностями концевого кольца и цилиндра, иллюстрирующая относительно большую длину шва скрепления посредством связующего области этого шва на соединительном элементе, выполненном на этом шве;
[00043] на ФИГ. 5 показано перспективное схематическое изображение в разобранном состоянии части варианта реализации соединительного элемента, образованного скреплением посредством связующего, иллюстрирующее пару проволок для скрепления посредством связующего, выполненных с возможностью монтажа с упором в цилиндрическую кромку перед вставкой цилиндрической кромки в С-образный канал;
[00044] на ФИГ. 6 показано перспективное схематическое изображение соединительного элемента, образованного скреплением посредством связующего, по ФИГ. 5, показывающее пару прокладок, временно установленных на противоположных сторонах проволок для скрепления посредством связующего, чтобы способствовать формированию стенок полости, делящих длину шва скрепления посредством связующего;
[00045] на ФИГ. 7 показано перспективное схематическое изображение соединительного элемента, образованного скреплением посредством связующего, по ФИГ. 6, показывающее перемычку в виде шва скрепления посредством связующего, установленную вдоль кромки канала С-образного канала, а также показывающее выпускные отверстия, выполненные как отверстия в перемычке в виде шва скрепления посредством связующего;
[00046] на ФИГ. 8 показано перспективное схематическое изображение соединительного элемента, образованного скреплением посредством связующего, по ФИГ. 7, показывающее вариант реализации резервуара для адгезива, выполненного в виде полки и размещенного в необходимом положении вдоль кромки канала;
[00047] на ФИГ. 9 показано перспективное схематическое изображение соединительного элемента, образованного скреплением посредством связующего, по ФИГ. 7, показывающее резервуары для адгезива, выполненные в виде вертикальных колонн, соединенных по текучей среде с выпускными отверстиями;
[00048] на ФИГ. 10 схематически показан вид сбоку соединительного элемента, образованного скреплением посредством связующего, по ФИГ. 9 согласно варианту реализации, имеющему большое выпускное и малое выпускное отверстия, размещенные в необходимом положении на противоположных сторонах стенок полости;
[00049] на ФИГ. 11 схематически показан вид сбоку соединительного элемента, образованного скреплением посредством связующего, по ФИГ. 10, показывающий подачу нагнетанием конструкционного адгезива в полость для адгезива, задаваемую стенками полости, и иллюстрирующий направление протекания конструкционного адгезива и воздушные пузырьки внутри полости для адгезива;
[00050] на ФИГ. 12 схематически показан вид сбоку соединительного элемента, образованного скреплением посредством связующего, по ФИГ. 11, показывающий протекание конструкционного адгезива и воздушных пузырьков по направлению к большому выпускному отверстию и выпуск избыточной адгезивной смолы через малое выпускное отверстие и в резервуар для адгезива;
[00051] на ФИГ. 13 показано сечение соединительного элемента, образованного скреплением посредством связующего, выполненное вдоль линии 13 по ФИГ. 12, показывающее направление протекания конструкционного адгезива через промежутки между цилиндрической кромкой и С-образным каналом;
[00052] на ФИГ. 14 схематически показан вид сбоку соединительного элемента, образованного скреплением посредством связующего, по ФИГ. 11, показывающий полость для адгезива в заполненном состоянии с избыточным адгезивом, содержащимся в резервуарах для адгезива на противоположных сторонах центральной полости для адгезива;
[00053] на ФИГ. 15 схематически показан вид сбоку соединительного элемента, образованного скреплением посредством связующего, по ФИГ. 14, показывающий подачу нагнетанием конструкционного адгезива в указанное множество полостей для адгезива;
[00054] на ФИГ. 16 показано сечение соединительного элемента, образованного скреплением посредством связующего, выполненное вдоль линии 16 по ФИГ. 15, иллюстрирующее заглушку для закрытия нагнетательного отверстия после заполнения полости для адгезива конструкционным адгезивом;
[00055] на ФИГ. 17 схематически показан вид сбоку соединительного элемента, образованного скреплением посредством связующего, по ФИГ. 15, показывающий каждую из полостей для адгезива, заполненных конструкционным адгезивом и кроме того показывающий избыточный адгезив, содержащийся в резервуарах для адгезива;
[00056] на ФИГ. 18 схематически показан вид сбоку соединительного элемента, образованного скреплением посредством связующего, по ФИГ. 17 в конечном состоянии, следующим за удалением резервуаров для адгезива и перемычек в виде швов скрепления посредством связующего, и также иллюстрирующий установку дополнительных механических крепежных элементов через каждую из полостей для адгезива;
[00057] на ФИГ. 19 показано сечение конструктивного цилиндра, выполненное вдоль линии 19 по ФИГ. 2, иллюстрирующее вариант реализации соединительного элемента, образованного скреплением посредством связующего, между внешним кольцом и цилиндром;
[00058] на ФИГ. 20 показана плоская схема выполнения соединительного элемента, образованного скреплением посредством связующего, по ФИГ. 19, иллюстрирующая подачу нагнетанием конструкционного адгезива в нагнетательное отверстие, расположенное приблизительно в геометрическом центре полости для адгезива;
[00059] на ФИГ. 21 показано сечение соединительного элемента, образованного скреплением посредством связующего, выполненное вдоль линии 21 по ФИГ. 20, иллюстрирующее подачу нагнетанием конструкционного адгезива в полость для адгезива;
[00060] на ФИГ. 22 схематически показан вид сбоку соединительного элемента, образованного скреплением посредством связующего, по ФИГ. 20 в конечном состоянии, следующим за удалением резервуаров для адгезива и перемычек в виде швов скрепления посредством связующего, и также иллюстрирующий установку дополнительных механических крепежных элементов через каждую из полостей для адгезива;
[00061] на ФИГ. 23 показана иллюстрация блок-схемы способа формирования соединительного элемента, образованного скреплением посредством нагнетаемого связующего;
[00062] на ФИГ. 24 показана блок-схема соединительного элемента, образованного скреплением посредством связующего,
[00063] на ФИГ. 25 показана блок-схема, иллюстрирующая методику изготовления и обслуживания воздушного летательного аппарата; и
[00064] на ФИГ. 26 показана блок-схема воздушного летательного аппарата.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
[00065] На чертежах в целях иллюстрации показаны предпочтительные и различные варианты реализации настоящего изобретения, причем показанное на ФИГ. 1 является сечением космического летательного аппарата 102, помещенного внутрь транспортного средства 100 выведения на орбиту. Космический летательный аппарат 102 может удерживаться на центральном сердцевинном конструкционном узле 104, имеющем цилиндрическую конфигурацию и проходящем вертикально через центр космического летательного аппарата 102.
[00066] На ФИГ. 2 проиллюстрирован вариант реализации цилиндрического конструкционного узла 104. Конструкционный узел 104 может включать в себя цилиндр 110, который может быть выполнен из материала 124 на основе армированной волокном полимерной матрицы, хотя цилиндр 110 может быть выполнен из металлического материала (не показано) или комбинации композитного материала и металлического материала и/или других материалов. Конструкционный узел 104 может дополнительно включать в себя одно или более колец 130, 170, 172, которые могут быть прикреплены посредством связующего к цилиндру 110, чтобы увеличить прочность цилиндра 110 и/или принимать локализованные нагрузки, и/или являться областью сопряжения нагрузок в местах, где цилиндр 110 прикреплен к сопряженным компонентам (не показано), таким как область сопряжения (не показано) между транспортным средством 100 выведения на орбиту (ФИГ. 1) и космическим летательным аппаратом 102 (ФИГ. 1). В показанном варианте реализации изобретения, кольца могут содержать внутреннее кольцо 170, внешнее кольцо 172 и пару концевых колец 130.
[00067] В предпочтительном варианте реализации изобретения, на ФИГ. 2, кольца 130, 170, 172 прикреплены посредством адгезивного связующего к цилиндру 110 с использованием способа подачи нагнетанием и скрепления посредством связующего, раскрытого в настоящем документе, который обеспечивает средства прикрепления посредством связующего кольца 130, 170, 172 к цилиндру 110 со значительным увеличением качества и прочности соединительных элементов 106, образованных скреплением посредством связующего, относительно соединительных элементов, образованных обычным скреплением посредством связующего. Способ подачи нагнетанием и скрепления посредством связующего, раскрытый в настоящем документе, предпочтительно включает полости 210 для адгезива, выполненные в области 300 шва скрепления посредством связующего между сопрягаемыми поверхностями 192, 194 сопряженных частей. Полости 210 для адгезива могут быть обеспечены выполнением последовательности стенок 212 полости внутри области 300 шва скрепления посредством связующего. Стенки 212 полости могут быть расположены на расстоянии друг от друга вдоль длины 306 шва скрепления посредством связующего, чтобы прервать длину 306 шва скрепления посредством связующего в короткой, заданной, полости 210 для адгезива. Стенки 212 полости могут быть расположены по существу на равном расстоянии 224 друг от друга, или стенки 212 полости могут быть расположены друг от друга на неравных расстояниях (не показано). Конструкционный адгезив 370 может быть подан нагнетанием в каждую из полостей 210 для адгезива управляемым образом, и обеспечена возможность отверждения конструкционного адгезива 370.
[00068] Как более подробно описано ниже, на ФИГ. 2, с помощью прерывания длины 306 шва скрепления посредством связующего и управления протеканием конструкционного адгезива 370 внутри короткого заданного сегмента каждой полости 210 для адгезива, конструкционный адгезив 370 может заполнять каждую полость 210 для адгезива путем подъема к верхней (не показано) полости 210 для адгезива и оставаться там до тех пор, пока по существу вся полость 210 для адгезива не будет заполнена конструкционным адгезивом 370. Таким образом, возможность возникновения пустот (не показано) или воздушных пузырьков (не показано) вдоль периметра 302 шва скрепления посредством связующего, например, вдоль верхней кромки (не показано) полости 210 для адгезива, может быть значительно уменьшена или устранена. Уменьшение или устранение пустот (не показано) и воздушных пузырьков (не показано) в местах больших напряжений (не показано) вдоль периметра 302 шва скрепления посредством связующего (ФИГ. 3) может привести к увеличению общей прочности и долговечности соединительного элемента 106, образованного скреплением посредством связующего, относительно соединительных элементов, образованных обычным скреплением посредством связующего.
[00069] Как показано на ФИГ. 2, способ скрепления посредством связующего является особенно преимущественным для имеющих относительно большую длину геометрических признаков 108, которые могут быть охарактеризованы как области 300 шва скрепления посредством связующего, имеющие большую длину 306 шва скрепления посредством связующего относительно ширины 308 шва скрепления посредством связующего. Например, в контексте цилиндрического конструкционного узла 104, проиллюстрированного на ФИГ. 2, имеющий относительно большую длину геометрический признак 108 может быть представлен большим расстоянием вокруг периферии 112 цилиндра относительно короткой ширины 308 шва скрепления посредством связующего. В предпочтительном варианте реализации изобретения раскрытый в настоящем документе способ скрепления посредством связующего позволяет не использовать винты (не показано) или другие механические крепежные средства в цилиндрических соединительных элементах 106, образованных скреплением посредством связующего, что обеспечивает значительные преимущества по сравнению с соединительными элементами, образованными обычным скреплением посредством связующего, (не показано) цилиндрических конструкций, для которых необходимы механические крепежные элементы (не показано), чтобы получить требуемые прочность и долговечность в каждых соединительных элементах, образованных обычным скреплением посредством связующего. В этом отношении раскрытый в настоящем документе способ обеспечивает средства формирования высокопрочных долговечных соединительных элементов 106, образованных скреплением посредством связующего, в цилиндрических конструкционных узлах 104 без использования механических крепежных элементов и приводит к значительной экономии веса относительно известных цилиндрических соединительных элементов, скрепленных посредством связующего/механически прикрепленных.
[00070] Как показано на ФИГ. 2, полости 210 для адгезива могут дополнительно обеспечивать увеличенную гибкость с учетом количества времени, имеющегося для выполнения соединительного элемента 106, образованного скреплением посредством связующего, в течение жизнеспособности конструкционного адгезива 370. Например, в одном варианте реализации изобретения часть полостей 210 для адгезива в области 300 шва скрепления посредством связующего может быть заполнена конструкционным адгезивом 370 и обеспечена возможность их отверждения. Остальные части полостей 210 для адгезива шва скрепления посредством связующего затем могут быть заполнены, и обеспечена возможность их отверждения во время одной или более последующих операций скрепления посредством связующего. В контексте цилиндрического конструкционного узла 104, показанного на ФИГ. 2, техническим результатом, достигаемым способом подачи нагнетанием и скрепления посредством связующего, раскрытого в настоящем документе, является устранение отрицательного фактора, связанного с массой и с прикреплением колец 130, 170, 172 к цилиндру 110 с использованием механических крепежных элементов (не показано). Устранение отрицательного фактора, связанного с массой, приводит к уменьшению конструктивной массы космического летательного аппарата 102. Уменьшение конструктивной массы космического летательного аппарата 102 может позволить увеличить количество топлива (не показано), перевозимого космическим летательным аппаратом для системы ориентации (не показано), что может привести к увеличению эксплуатационного срока службы космического летательного аппарата 102.
[00071] Хотя способ скрепления посредством связующего, раскрытый в настоящем документе, описан в контексте цилиндрического конструкционного узла 104 (ФИГ. 2) для космического летательного аппарата 102 (ФИГ. 1), этот способ скрепления посредством связующего может быть реализован при решении самых разных задач и в самых разных отраслях промышленности. Например, способ скрепления посредством связующего может быть реализован при решении коммерческих, гражданских и военных задач. Кроме того, способ скрепления посредством связующего может быть включен в самые разные платформы, включая, но не ограничиваясь этим, морские, автомобильные, воздушные и/или космические платформы. В этом отношении, способ скрепления посредством связующего может быть включен, без ограничения, в любую транспортную систему или нетранспортную систему.
[00072] На ФИГ. 3 показано сечение варианта реализации соединительного элемента 106, образованного скреплением посредством связующего, между первой частью 190 и второй частью 196, имеющими сопрягаемые поверхности 192, 198, скрепленные друг с другом посредством адгезивного связующего. Как показано на ФИГ. 3, первая часть 190 содержит цилиндр 110 и вторая часть 196 содержит концевое кольцо 130, имеющее поперечное сечение 132 в виде С-образного канала 134. Цилиндр 110 имеет цилиндрическую внешнюю поверхность 116 и цилиндрическую внутреннюю поверхность 114, задающую толщину 118 цилиндра. В дополнение к этому, цилиндр 110 имеет цилиндрическую кромку 120, которая может быть прикреплена посредством адгезивного связующего внутри С-образного канала 134. Концевое кольцо 130 может содержать основание 136 и пару выступов 138, образующих поперечное сечение 132 С-образного канала 134. Одна или обе из кромок 144 канала могут содержать кромку 146 с фаской, чтобы минимизировать концентрации напряжений в цилиндре 110 в месте расположения кромок 144 канала. Концевое кольцо 130 может иметь глубину 142 канала соответствующую ширине 308 шва скрепления посредством связующего и проходящую от поверхности 152 дна канала к кромке 144 канала. Расстояние между поверхностями стороны канала (то есть внутренней поверхностью 148 стороны канала и внешней поверхностью 150 стороны канала) может задавать ширину 140 канала.
[00073] Как показано на ФИГ. 3, цилиндр 110 может быть размещен в необходимом положении внутри С-образного канала 134 таким образом, что промежуток 160 между цилиндрической внешней поверхностью 116 и внешней поверхностью 148 стороны канала по существу выровнен с промежутком 158 между цилиндрической внутренней поверхностью 114 и внутренней поверхностью 148 стороны канала. В дополнение к этому, цилиндр 110 может быть размещен в необходимом положении вертикально относительно концевого кольца 130 таким образом, что промежуток 156 между поверхностью 152 дна канала и цилиндрической поверхностью 122 кромки по существу выровнен с промежутками 158, 160 между цилиндром 110 и выступами 138. Процесс скрепления посредством связующего может включать средства для поддержания положения цилиндра 110 относительно концевого кольца 130 таким образом, что происходит фиксация необходимых промежутков 156, 158, 160 (то есть они не меняются) во время подачи нагнетанием конструкционного адгезива 370 в полости 210 для адгезива (ФИГ. 2) и во время отверждения конструкционного адгезива 370.
[00074] На ФИГ. 4 показана плоская схема выполнения соединительного элемента 106, образованного скреплением посредством связующего, между концевым кольцом 130 и цилиндром 110 по ФИГ. 3. На ФИГ. 4 показана относительно большая длина 306 шва скрепления посредством связующего области 300 шва скрепления посредством связующего между концевым кольцом 130 и цилиндрической кромкой 120. В одном варианте реализации изобретения имеющий большую длину геометрический признак 108 может быть определен как длина 306 шва скрепления посредством связующего, которая составляет по меньшей мере приблизительно две ширины 308 шва скрепления посредством связующего соединительного элемента 106, образованного скреплением посредством связующего. Однако длина 306 шва скрепления посредством связующего может быть меньше, чем ширина 308 шва скрепления посредством связующего.
[00075] Как показано на ФИГ. 4, соединительный элемент 106, образованный скреплением посредством связующего, предпочтительно содержит последовательность стенок 212 полости, расположенных на расстоянии друг от друга вдоль длины 306 шва скрепления посредством связующего и делящих длину 306 шва скрепления посредством связующего на множество полостей 210 для адгезива. В показанном варианте реализации изобретения, стенки 212 полости ориентированы в целом поперечно длине 306 шва скрепления посредством связующего. В этом отношении, стенки 212 полости могут проходить через ширину 308 шва скрепления посредством связующего между противоположными кромками 304 шва скрепления посредством связующего в области 300 шва скрепления посредством связующего. Стенки 212 полости могут быть ориентированы не параллельно в отношении длины 306 шва скрепления посредством связующего. Например, одна или более из стенок 212 полости могут быть ориентированы в целом перпендикулярно длине 306 шва скрепления посредством связующего, хотя стенки 212 полости могут быть ориентированы в любом направлении относительно длины 306 шва скрепления посредством связующего и не ограничены перпендикулярной ориентацией. Кроме того, хотя каждая одна из стенок 212 полости показана имеющей в целом прямую форму, стенки 212 полости могут быть выполнены любого размера, формы и конфигурации без ограничений. Например, стенки 212 полости могут быть криволинейными или выполнены в любых других формах и конфигурациях.
[00076] Как более подробно описано ниже, на ФИГ. 4, каждая из полостей 210 для адгезива может быть заполнена конструкционным адгезивом 370 для прикрепления посредством связующего сопрягаемых поверхностей 192, 198 первой части 190 (например, цилиндра 110) и второй части 196 (например, концевого кольца 130). Конструкционный адгезив может быть выбран таким образом, чтобы быть совместимым с материалом первой части 190 и материалом второй части 196. Как указано выше, первая часть 190 может быть выполнена из материала, который отличается от материала второй части 196. Например, первая часть 190 может содержать цилиндр 110, который может быть выполнен из материала 124 на основе армированной волокном полимерной матрицы, такого как материал на основе армированной волокном/эпоксидной матрицы. Вторая часть 196 может содержать концевое кольцо 130, которое может быть выполнено из металлического материала 162, такого как алюминий. Однако первая часть 190 и вторая часть 196 могут быть выполнены из любого материала и могут иметь любую форму, размер, и конфигурацию, без ограничения.
[00077] Как показано на ФИГ. 4, конструкционный адгезив 370 может быть подан нагнетанием в каждую из полостей 210 для адгезива через по меньшей мере одно нагнетательное отверстие 312. В одном варианте реализации изобретения одно или более нагнетательных отверстий 312 могут быть выполнены в первой части 190 и/или во второй части 196. Однако нагнетательные отверстия 312 могут быть выполнены в любом месте, что обеспечивает возможность подачи нагнетанием конструкционного адгезива 370 в полости 210 для адгезива. Например, хотя это не показано, одно или более нагнетательных отверстий 312 могут быть расположены возле частичных кромок 194, 200 или выполнены в них.
[00078] Со ссылкой на блок-схему по ФИГ. 23 с дополнительной ссылкой на ФИГ. 5-22 описан способ 400 формирования соединительного элемента 106, образованного скреплением посредством связующего (ФИГ. 4). В контексте прикрепления посредством связующего концевого кольца 130 (ФИГ. 5), выпаленного в хвостовой части, цилиндру 110 (ФИГ. 5), концевое кольцо 130 может первоначально быть посажено насухо (dry-fit) на цилиндр 110 без конструкционного адгезива 370 (ФИГ. 4) перед инициированием процесса скрепления посредством связующего. Сухая посадка может включать операции, на которых размещают концевое кольцо 130 в необходимом положении таким образом, что С-образный канал 134 (ФИГ. 5) обращен вверх, и затем опускают цилиндр 110 в С-образный канал 134 для проверки и выравнивания промежутков 158, 160 (ФИГ. 3) между внутренней и внешней поверхностями 148, 150 стороны канала (ФИГ. 3) и цилиндрическими внутренней и внешней поверхностями 114, 116 (ФИГ. 3) вокруг периферии 112 цилиндра (ФИГ. 2), и регулирования промежутков 156 (ФИГ. 3) между поверхностью 152 дна канала (ФИГ. 3) и поверхностью 122 цилиндрической кромки (ФИГ. 3). Штифты (не показано) могут быть установлены для фиксации относительного положения цилиндра 110 и концевого кольца 130. Промежутки 156, 158, 160 могут быть измерены и зарегистрированы, чтобы задать толщину 310 шва скрепления посредством связующего (ФИГ. 3) между сопрягаемыми поверхностями цилиндра 110 и концевого кольца 130. После выравнивания или регулирования промежутков 156, 158, 160 штифты (не показано) могут быть удалены, и цилиндр 110 может быть отделен от концевого кольца 130, чтобы обеспечить возможность очистки сопрягаемых поверхностей, такой как протирание растворителем, для подготовки скрепления посредством связующего. Не скрепленные посредством связующего поверхности (не показано) цилиндра 110 и/или концевого кольца 130 могут быть покрыты маскирующей лентой (не показано) или другим материалом для защиты от контакта с конструкционным адгезивом 370 (ФИГ. 3) во время процесса скрепления посредством связующего.
[00079] Со ссылкой на ФИГ. 5, операция 402 способа 400 (ФИГ. 23) может включать этап, на котором формируют стенки 212 полости на заданном расстоянии 224 (ФИГ. 4) друг от друга вдоль длины 306 шва скрепления посредством связующего (ФИГ. 4). В одном варианте реализации изобретения стенки 212 полости могут быть расположены таким образом, что каждая полость 210 для адгезива имеет длину 216 полости (ФИГ. 4), которая больше чем ширина 217 полости (ФИГ. 4). Стенки 212 полости могут быть выполнены с использованием адгезива 214, который может быть нанесен на проволоку 230 для скрепления посредством связующего. Покрытая адгезивом проволока 230 для скрепления посредством связующего может затем быть установлена на первой части 190 (например, цилиндре 110) перед сопряжением первой части 190 (например, цилиндра 110) со второй частью 196 (например, концевым кольцом 130). При этом в настоящем раскрытии рассматривается нанесение адгезива 214 на первую часть (например, цилиндр 110) без проволоки 230 для скрепления посредством связующего. В альтернативном варианте реализации, адгезив 214 может быть нанесен на вторую часть 196 (например, концевое кольцо 130) вместо первой части 190, чтобы сформировать стенки 212 полости. Способ может включать формирование стенок 212 полости в целом поперечно длине 306 шва скрепления посредством связующего (ФИГ. 4). Стенки 212 полости могут быть ориентированы не параллельно длине 306 шва скрепления посредством связующего, например, иметь перпендикулярную ориентацию к длине 306 шва скрепления посредством связующего. Однако стенки 212 полости могут быть выполнены любой конфигурации или формы, которая делит длину 306 шва скрепления посредством связующего, как указано выше.
[00080] Как показано на ФИГ. 5, операция 404 способа 400 (ФИГ. 23) может включать этап, на котором вставляют проволоку 230 для скрепления посредством связующего в одну или более из стенок 212 полости. Проволоки 230 для скрепления посредством связующего могут задавать промежуток 154 (ФИГ. 3) или толщину 310 шва скрепления посредством связующего (ФИГ. 3) между сопрягаемыми поверхностями 192, 198 и могут функционировать в качестве вспомогательного барьера полости 210 для адгезива. Способ может включать может включать этап, на котором выбирают диаметр 234 проволоки на основании необходимого промежутка 154 или толщины 310 шва скрепления посредством связующего между сопрягаемыми поверхностями. Если не доступны проволоки 230 для скрепления посредством связующего, имеющие диаметр 234 проволоки, который согласуется (ФИГ. 3) с размером промежутка 154, то диаметр 234 проволоки может быть выбран так, чтобы быть немного меньше промежутка 154, и могут быть использованы прокладки 238 (ФИГ. 6), чтобы помочь сформировать необходимый промежуток 154 (ФИГ. 3) между сопрягаемыми поверхностями 192, 198, как описано ниже. В дополнение к этому, прокладка 238 может облегчить уплотнение адгезива 214 стенки 212 полости относительно сопрягаемых поверхностей 192, 198 и формирование боковых стенок 212 полости.
[00081] Как показано на ФИГ. 5, каждая из проволок 230 для скрепления посредством связующего может быть предварительно выполнена имеющей необходимую форму, например U-образную, чтобы соответствовать цилиндрической кромке 120, и таким образом, что проволока 230 для скрепления посредством связующего имеет свободные концы 232, которые будут проходить вверх за кромкой 144 канала, когда цилиндр 110 будет установлен в С-образном канале 134. Проволоки 230 для скрепления посредством связующего могут быть очищены, например протиранием растворителем, и адгезив 214 может быть нанесен на проволоки 230 для скрепления посредством связующего, например, с использованием шприца (не показано). Способ может включать этап, на котором проволоки 230 для скрепления посредством связующего покрывают адгезивом 214, с тем чтобы, в предпочтительном варианте реализации, не было видно голой проволоки. Адгезив 214 может быть использован имеющим относительно высокую вязкость, например пастообразную, таким образом, что адгезив 214 остается на проволоках 230 для скрепления посредством связующего. Проволоки 230 для скрепления посредством связующего могут быть размещены в необходимом положении с упором в поверхности первой части 190 (то есть, цилиндра 110) на заданных расстояниях 224 (ФИГ. 4) друг от друга таким образом, что проволоки 230 для скрепления посредством 5 связующего делят длину 306 шва скрепления посредством связующего (ФИГ. 4). Способ может включать этап, на котором свободные концы 232 проволок 230 для скрепления посредством связующего приклеивают лентой 236 к цилиндрическим внутренней и внешней поверхностям 114, 116.
[00082] Как показано на ФИГ. 6, способ может включать этап, на котором
собирают цилиндр 110 (то есть первую часть 190) с концевым кольцом 130 (то есть второй частью 196) посредством вставки цилиндрической кромки 120 в С-образный канал 134. Процесс сборки проволок 230 для скрепления посредством связующего, нанесения адгезива 214 и сборки цилиндра 110 с концевым кольцом 130, и формирования или окончательного формования стенок 214 полости предпочтительно завершают в течение срока жизнеспособности адгезива 214. Свободные концы 232 каждой проволоки 230 для скрепления посредством связующего могут удерживаться в необходимом положении с использованием ленты 236, как показано. Цилиндр 110 может быть заштифтован в необходимом положении с использованием штифтов (не показано) для фиксации цилиндра 110 и концевого кольца 130 в одном и том же положении, определенном во время процесса сухой посадки.
[00083] Как показано на ФИГ. 6, способ может включать этап, на котором временно вставляют пару прокладок 238 внутри области 300 шва скрепления посредством связующего между цилиндром 110 и выступами 138 концевого кольца 130. Прокладки 238 могут быть изготовлены имеющими толщину, которая соответствует показателям размера промежутка 154 (ФИГ. 3) или толщины 310 шва скрепления посредством связующего (ФИГ. 3) после процесса сухой посадки. Проволоки 230 для скрепления посредством связующего могут быть выполнены имеющими диаметр 234, который по существу согласован с необходимым промежутком 154 между сопрягаемыми поверхностями 192, 198 таким образом, что проволоки для скрепления посредством связующего задают толщину 310 шва скрепления посредством связующего (ФИГ. 3) между сопрягаемыми поверхностями 192, 198. Если нет проволок 230 для скрепления посредством связующего, имеющих диаметр 234, который согласован с размером промежутка 154, тогда может быть использован следующий самый меньший диаметр проволоки в стенках полости, а прокладки 238 могут быть использованы, чтобы задать указанный размер промежутка 154 между сопрягаемыми поверхностями 192, 198. Прокладки 238 могут быть выполнены из любого материала, включая любой металлический или неметаллический материал и могут быть покрыты или обернуты несиликоновым материалом (не показано), таким как тефлоновая (Teflon™) лента (не показано) или другой материал, который упрощает отделение прокладок 238 от стенок 212 полости после отверждения адгезива 214.
[00084] Как показано на ФИГ. 6, прокладки 238 могут быть размещены в необходимом положении на противоположных сторонах каждой проволоки 230 для скрепления посредством связующего на начальном расстоянии друг от друга. Способ может включать этап, на котором перемещают прокладки 238 по направлению друг к другу на конечное расстояние, при котором кромки 240 прокладок могут уплотнять адгезив 214 стенки 212 полости, чтобы герметично уплотнить адгезив 214 относительно сопрягаемых поверхностей 192, 198 и устранить пустоты из адгезива 214. В дополнение к этому, прокладки 238 могут обеспечивать задаваемую (например, прямую) кромку для стенки 212 полости. Прокладки 238 могут быть перемещены по направлению друг к другу таким образом, что кромки 240 прокладок в целом параллельны одна другой и размещены друг от друга на расстояние, соответствующее необходимой ширине стенок 212 полости. Например, прокладки 238 могут быть перемещены по направлению друг к другу на расстояние приблизительно 0,25 дюймов (6,35 мм) или на другие расстояния. В альтернативном варианте реализации изобретения, стенки 212 полости могут быть выполнены без проволок 230 для скрепления посредством связующего посредством вставки прокладок 238 в область 300 шва скрепления посредством связующего и последующего нагнетания адгезива 214 в пространство пресс-формы (не показано), заданное расстоянием между кромками 240 прокладок. Независимо от способа, которым выполнены стенки 212 полости, может быть обеспечена возможность отверждения адгезива 214 в стенках 212 полости перед извлечением прокладок 238 и перед нагнетанием конструкционного адгезива 370 (ФИГ. 3) в полость 210 для адгезива.
[00085] Как показано на ФИГ. 6, проволоки 230 для скрепления посредством связующего могут быть выполнены из любого материала и не ограничены выполнением металлической проволоки. В дополнение к этому, стенка 212 полости может быть выполнена без использования адгезива 214. Например, стенка 212 полости может быть выполнена как механическое устройство (не показано), которое может быть прочно размещено в необходимом положении поперек ширины 308 шва скрепления посредством связующего таким образом, что она обеспечивает по существу герметичное уплотнение полости 210 для адгезива. Еще в одном варианте реализации изобретения, как указано выше, проволоки 230 для скрепления посредством связующего могут не использоваться в стенках 212 полости, и адгезив 214 может быть нанесен непосредственно на внешние кромки 120 цилиндра перед опусканием цилиндра 110 в С-образный канал 134. Прокладки 238 могут быть размещены в необходимом положении на противоположных сторонах адгезива 214 и перемещены по направлению друг к другу, чтобы сформировать адгезив 214 в стенках 212 полости. Прокладки 238 могут быть удалены перед подачей нагнетанием конструкционного адгезива 370 (ФИГ. 3) со скреплением посредством связующего в полости 210 для адгезива.
[00086] Как показано на ФИГ. 7, операция 406 способа 400 (ФИГ. 23) может включать этапы, на которых формируют одну или более перемычек 314 в виде швов скрепления посредством связующего вдоль одной или более кромок 304 шва скрепления посредством связующего области 300 шва скрепления посредством связующего. Одна или более перемычек 314 в виде швов скрепления посредством связующего могут быть выполнены из имеющего относительно высокую вязкость адгезива 316 или другого материала, имеющего способность прилипания к цилиндру 110 и концевому кольцу 130 и остаются в необходимом положении во время процесса скрепления посредством связующего и оказывают сопротивление давлению конструкционного адгезива 370 (ФИГ. 3) во время его подачи нагнетанием в полость 210 для адгезива. В одном варианте реализации изобретения перемычки 314 в виде швов скрепления посредством связующего могут быть выполнены из адгезива 316, имеющего более высокую вязкость, чем вязкость конструкционного адгезива 370, который подают нагнетанием в полость 210 для адгезива.
Перемычки 314 в виде швов скрепления посредством связующего могут быть выполнены вдоль частичной кромки 194, 200 первой части 190 (например, цилиндра 110) и/или второй части 196 (например, концевого кольца 130), скрепленных друг с другом посредством связующего.
[00087] Как показано на ФИГ. 7, перемычки 314 в виде швов скрепления посредством связующего могут быть выполнены вдоль верхних кромок 144 канала концевого кольца 130 на обеих сторонах цилиндра 110. Одна или более из перемычек 314 в виде швов скрепления посредством связующего могут оканчиваться на пространственном расстоянии от стенок 212 полости с формированием выпускного отверстия 330 для выпуска избыточного адгезива 336 (ФИГ. 12) из полости 210 для адгезива. В одном варианте реализации изобретения каждое выпускное отверстие 330 может быть расположено возле верхней кромки 220 полости 210 для адгезива. В дополнение к этому, каждое выпускное отверстие 330 может быть расположено возле стенки 212 полости. Размещение выпускных отверстий 330 в необходимом положении вдоль верхней кромки 220 полости 210 для адгезива и возле стенок 212 полости может облегчить выпуск воздушных пузырьков 382 (ФИГ. 11) из полости 210 для адгезива во время подачи нагнетанием конструкционного адгезива 370 (ФИГ. 11). Однако выпускные отверстия 330 могут быть расположены в любом положении на полости 210 для адгезива. В одном варианте реализации изобретения одна или более полостей 210 для адгезива могут включать в себя большое выпускное отверстие 334 и малое выпускное отверстие 332, расположенные на противоположных концах 218 полости 210 для адгезива. Большое выпускное отверстие 334 и малое выпускное отверстие 332 могут быть выполнены любого размера, без ограничения. Как более подробно описано ниже, выполнение большого выпускного отверстия 334 и малого выпускного отверстия 332 может облегчить выпуск воздушных пузырьков 382 из полости 210 для адгезива.
[00088] Как показано на ФИГ. 7, конфигурация перемычки 314 в виде шва скрепления посредством связующего и выпускные отверстия 330 на цилиндрической внутренней поверхности (не показано) могут быть сходными с конфигурацией перемычки 314 в виде шва скрепления посредством связующего и выпускных отверстий 330 на цилиндрической внешней поверхности 116. Однако конфигурация перемычки 314 в виде шва скрепления посредством связующего и выпускных отверстий 330 на каждой стороне цилиндра 110 может быть другой. Перемычки 314 в виде швов скрепления посредством связующего, и стенки 212 полости могут задавать по меньшей мере часть периметра 302 шва скрепления посредством связующего. Стенки 212 полости, перемычки 314 в виде швов скрепления посредством связующего, и сопрягаемые поверхности 192, 198 могут совместно охватывать полости 210 для адгезива. Перемычки 314 в виде швов скрепления посредством связующего могут быть выполнены из адгезива 316, например, с использованием шприца (не показано). Способ может включать этап, на котором обеспечена возможность отверждения адгезива 316 перемычки 314 в виде шва скрепления посредством связующего перед нагнетанием конструкционного адгезива 370 (ФИГ. 11) в полость 210 для адгезива. Хотя перемычки 314 в виде швов скрепления посредством связующего описаны как выполненные из адгезива 316, также допускается, что перемычки 314 в виде швов скрепления посредством связующего могут содержать механическое устройство (не показано), такое как жесткий элемент, который может быть механически соединен или иным образом прикреплен к первой части 190 и/или второй части 196 вдоль периметра 302 шва скрепления посредством связующего.
[00089] Как показано на ФИГ. 8, способ может включать этапы, на которых формируют один или более резервуаров 350 для адгезива для сбора избыточного адгезива 336 (ФИГ. 12), который может быть выпущен из выпускных отверстий 330 во время подачи нагнетанием конструкционного адгезива 370 (ФИГ. 12) в полости 210 для адгезива. В одном варианте реализации изобретения один или более резервуаров 350 для адгезива могут быть выполнены в виде полки 354,которая проходит в боковом направлении наружу от цилиндра 110 и/или от концевого кольца 130. Резервуары 350 для адгезива могут собирать избыточный адгезив (не показано), который может протекать наружу, в виде сборника на полке 354 во время выпуска избыточного адгезива 336 из выпускных отверстий 330. Полка 354 может быть выполнена для сбора избыточного адгезива 336 и/или предотвращения протекания избыточного адгезива 336 наружу конструкционного узла 104. Полка 354 может быть выполнена из несиликонового материала, такого как полимерная лента, или листового материала, и/или ленты на основе хромата, или другого материала, который может быть нанесен на концевое кольцо 130 и/или цилиндр 110. В одном варианте реализации изобретения каждая полость 210 для адгезива может включать в себя специально предназначенную полку 354, которая может быть физически отделена от специально предназначенной полки 354 соседней полости 210 для адгезива таким образом, что каждая полка 354 содержит избыточный адгезив 336, выпущенный из соответствующей полости 210 для адгезива.
[00090] Как показано на ФИГ. 9, один или более резервуаров 350 для адгезива могут быть выполнены в виде вертикальной трубки или вертикальной колонны 352, которая может быть соединена по текучей среде с выпускным отверстием 330. В одном варианте реализации изобретения каждая из вертикальных колонн 352 может быть прикреплена к цилиндру 110 с возможностью раскрепления, например, с использованием адгезивной ленты (не показано). В одном варианте реализации изобретения вертикальные колонны 352 могут быть выполнены из несиликонового полимерного материала (не показано), чтобы избежать загрязнения конструкционного адгезива 370 (ФИГ. 12). Материал для формирования вертикальных колонн 352 может представлять собой по меньшей мере частично оптически прозрачный материал 356, чтобы упростить наблюдение за протеканием избыточного адгезива 336 (ФИГ. 12) в вертикальные колонны 352 во время его выпуска из выпускного отверстия 330.
[00091] На ФИГ. 10 проиллюстрированы большое выпускное отверстие 334 и малое выпускное отверстие 332, расположенные на противоположных концах 218 каждой полости 210 для адгезива. В одном варианте реализации изобретения большое выпускное отверстие 334 может иметь ширину в диапазоне от приблизительно 0,12-1,0 дюймов (3,05 мм - 25,4 мм) или больше. Например, большое выпускное отверстие может иметь размер приблизительно 0,50 дюйма (12,7 мм). Малое выпускное отверстие 332 может иметь ширину в диапазоне от приблизительно 0,12-0,50 дюйма (3,05 мм - 12,7 мм) или более. Например, малое выпускное отверстие 332 может иметь размер приблизительно 0,25 дюйма (6,35 мм). Каждое выпускное отверстие 332, 334 может быть расположено возле стенки 212 полости. В дополнение к этому, каждое выпускное отверстие 332, 334 может быть выполнено вдоль перемычки 314 в виде шва скрепления посредством связующего или на оконечном конце перемычки 314 в виде шва скрепления посредством связующего вдоль верхней кромки 144 канала концевого кольца 130.
[00092] В варианте реализации изобретения, показанном на ФИГ. 10, нагнетательное отверстие 312 может быть расположено возле конца 218 полости там, где может быть расположено малое выпускное отверстие 332. Нагнетательные отверстия 312 могут быть расположены возле нижней кромки 222 полости 210 для адгезива, например, вдоль поверхности 152 дна канала (ФИГ. 9). Как описано ниже, посредством размещения нагнетательного отверстия 312 на конце 218 полости, имеющем малое выпускное отверстие 332, воздушные пузырьки 382 внутри полости 210 для адгезива могут первоначально выходить через малое выпускное отверстие 332 и большое выпускное отверстие 334, когда конструкционный адгезив 370 (ФИГ. 11) первоначально подают нагнетанием в полость 210 для адгезива. После начала выпуска конструкционного адгезива 370 через малое выпускное отверстие 332 воздушные пузырьки 382 (ФИГ. 11) могут продолжать выходить через большое выпускное отверстие 334. В этом отношении, посредством размещения нагнетательного отверстия 312 в необходимом положении возле конца 218 полости, имеющего малое выпускное отверстие 332, воздушные пузырьки 382 могут быть выпущены вдоль по существу всей длины 216 полости от одного конца 218 полости до противоположного конца 218 полости и что может привести к меньшей склонности к образованию пустот или захвату воздушных пузырьков 382 (ФИГ. 11) вдоль верхнего периметра 302 шва скрепления посредством связующего.
[00093] Со ссылкой на ФИГ. 11, операция 408 способа 400 (ФИГ. 23) может включать этапы, на которых нагнетают конструкционный адгезив 370 в полость 210 для адгезива. На ФИГ. 11 показано направление 380 протекания конструкционного адгезива 370 и воздушных пузырьков 382 внутри полости 210 для адгезива. Конструкционный адгезив 370 может быть подан нагнетанием под давлением 372 подачи нагнетанием с использованием нагнетательного устройства 374, такого как пистолет для герметика, или адгезивный пистолет, или похожего устройства, соединенного с источником давления 378 воздуха, такого как воздушный шланг 376. Конструкционный адгезив 370 может быть подан нагнетанием в полость 210 для адгезива с давлением 372 подачи нагнетанием между приблизительно 0,5-100 фунтов на квадратный дюйм (3,45 - 689,48 кПа) или более. Например, конструкционный адгезив 370 может быть подан нагнетанием с давлением 372 подачи нагнетанием между приблизительно 20-100 фунтов на квадратный дюйм (137,9 - 689,48 кПа), например, приблизительно 50 фунтов на квадратный дюйм (344,74 кПа). Выбор давления 372 подачи нагнетанием может зависеть от различных параметров включая, но не ограничиваясь этим, толщину 310 шва скрепления посредством связующего (ФИГ. 3), конфигурацию поперечного сечения соединительного элемента 106, образованного скреплением посредством связующего, такого как конфигурация поперечного сечения С-образного канала 134 (ФИГ. 13) по сравнению с прямолинейной конфигурацией поперечного сечения (ФИГ. 21), вязкость и температуру конструкционного адгезива 370, геометрию и размеры полости 210 для адгезива, включая длину 216 полости, ширину 217 полости, толщину 310 шва скрепления посредством связующего и других параметров.
[00094] Как показано на ФИГ. 11, в одном варианте реализации изобретения конструкционный адгезив 370 может первоначально содержать жидкий или полужидкий материал, выполненный с возможностью подачи нагнетанием в полости 210 для адгезива. Конструкционный адгезив 370 может содержать односоставной адгезив или многосоставной адгезив. В одном варианте реализации изобретения конструкционный адгезив 370 может содержать эпоксидный адгезив. Адгезивная композиция может быть выбрана на основе композиции материалов сопряженных деталей. Конструкционный адгезив 370 может иметь вязкость, которая облегчает подачу нагнетанием в полости 210 для адгезива. Вязкость может быть выбрана на основе толщины 310 шва скрепления посредством связующего (ФИГ. 3) таким образом, что конструкционный адгезив 370 протекает через промежутки 156, 158, 160 (ФИГ. 3) между сопрягаемыми поверхностями 192, 198 (ФИГ. 3), чтобы по существу заполнить полость 210 для адгезива таким образом, что это способствует выпуску воздушных пузырьков 382 и сводит к минимуму или исключает образование пустот. В одном варианте реализации изобретения конструкционный адгезив 370 может содержать тиксотропный материал, имеющий первоначально низкую вязкость, чтобы облегчить протекание конструкционного адгезива 370 в полость 210 для адгезива и через относительно небольшую толщину 310 шва скрепления посредством связующего полости 210 для адгезива. После подачей нагнетанием конструкционный адгезив 370 может увеличить вязкость или толщину с течением времени, например, после заполнения полостей 210 для адгезива и закрытия заглушкой и/или во время отверждения конструкционного адгезива 370.
[00095] Как показано на ФИГ. 12, операция 410 способа 400 (ФИГ. 23) может включать этапы, на которых выпускают воздушные пузырьки 382 из полости 210 для адгезива через одно или более выпускных отверстий 330, которые могут быть соединены по текучей среде с полостью 210 для адгезива. На ФИГ. 12 показана полость 210 для адгезива, приближающаяся к заполненному состоянию 384 (ФИГ. 17) и проиллюстрировано протекание конструкционного адгезива 370 и воздушных пузырьков 382 по направлению к большому выпускному отверстию 334. Как показано на ФИГ. 12, посредством размещения нагнетательного отверстия 312 возле нижней кромки 222 полости 210 для адгезива, воздушные пузырьки 382 будут предпочтительно перемещаться вверх по направлению к выпускным отверстиям 330. Для вариантов реализации, имеющих малое выпускное отверстие 332 и большое выпускное отверстие 334, нагнетательное отверстие 312 может быть предпочтительно расположено под малым выпускным отверстием 332, что может способствовать выпуску воздушных пузырьков 382 вдоль направления 380 протекания от одного конца 218 полости до противоположного конца 218 полости благодаря склонности воздушных пузырьков 382 двигаться вдоль пути наименьшего сопротивления, представленного большим выпускным отверстием 334.
[00096] Как показано на ФИГ. 12, операция 412 способа 400 (ФИГ. 23) может включать этапы, на которых выпускают избыточный адгезив 336 через одно или более выпускных отверстий 330. На ФИГ. 12 показан выпуск избыточного адгезива 336 через малое выпускное отверстие 332 и в резервуар 350 для адгезива во время подачи нагнетанием конструкционного адгезива 370 в полость 210 для адгезива. Выпуск избыточного адгезива 336 может происходить одновременно с выпуском воздушных пузырьков 382 из полости 210 для адгезива. Как указано выше, выпускные отверстия 330 могут быть выполнены по периметру 302 шва скрепления посредством связующего, например, вдоль перемычки 314 в виде шва скрепления посредством связующего. Хотя это не показано, одно или более выпускных отверстий 330 также могут быть выполнены в первой части 190 и/или во второй части 196 конструкционного узла 104 в качестве альтернативы формированию выпускных отверстий 330 вдоль перемычки 314 в виде шва скрепления посредством связующего.
[00097] На ФИГ. 13 показано поперечное сечение, иллюстрирующее подачу нагнетанием конструкционного адгезива 370 в полость 210 для адгезива через нагнетательное отверстие 312. Нагнетательное отверстие 312 может быть выполнено утопленным для размещения насадки (не показано) нагнетательного устройства 374. Для конфигурации С-образного канала 134, показанного на ФИГ. 13, конструкционный адгезив 370 может быть подан нагнетанием в нагнетательное отверстие 312, расположенное на одной стороне С-образного канала 134 таким образом, что конструкционный адгезив 370 протекает вдоль показанного направления 380 протекания вверх вдоль цилиндрической внешней поверхности 116 по направлению к перемычке 314 в виде шва скрепления посредством связующего на кромке 144 канала. Конструкционный адгезив 370 может также протекать через промежуток 154 между поверхностью 152 дна канала и цилиндрической кромкой 120 и затем вверх вдоль направления 380 протекания в промежуток 154 между поверхностью 148 стороны канала и цилиндрической внутренней поверхностью 114 на стороне С-образного канала 134, противоположного нагнетательного отверстия 312 и по направлению к перемычке 314 в виде шва скрепления посредством связующего, при этом избыточный адгезив 336 может быть выпущен в один или более резервуаров для адгезива, расположенных вдоль цилиндрической внутренней поверхности 114.
[00098] Как показано на ФИГ. 14, операция 414 способа 400 (ФИГ. 23) может включать этапы, на которых собирают избыточный адгезив 336 с помощью резервуаров 350 для адгезива, которые соединены по текучей среде с выпускными отверстиями 330. На ФИГ. 14, показана полость 210 для адгезива в заполненном состоянии 384 с избыточным адгезивом 336, собранным внутри резервуаров 350 для адгезива. На противоположной стороне (не показано) цилиндра 110 может быть выполнен аналогичный набор выпускных отверстий 330 и резервуаров 350 для адгезива для сбора избыточного адгезива 336. В соединительном элементе 106, образованном скреплением посредством связующего, по ФИГ. 14, выпускные отверстия 330 и нагнетательное отверстие 312 могут быть размещены в необходимом положении таким образом, что конструкционный адгезив 370 протекает вверх по направлению к перемычке 314 в виде шва скрепления посредством связующего на верхней кромке 144 канала. Конструкционный адгезив 370 остается на верхней кромке 144 канала пока происходит заполнение полости 210 для адгезива с обеспечением возможности протекания конструкционного адгезива 370 вдоль верхней кромки 144 канала по направлению к выпускным отверстиям 330 и в резервуары 350 для адгезива, соединенные по текучей среде с полостью 210 для адгезива. Подача нагнетанием конструкционного адгезива 370 в полость 210 для адгезива может продолжаться до тех пор, пока заданное количество избыточного адгезива 336 не будет собрано в каждом из резервуаров 350 для адгезива. Во время подачи нагнетанием конструкционного адгезива 370 на каждой стороне (то есть на внутренней стороне и на внешней стороне) цилиндра 110 может находиться техник для визуальной проверки того, что каждый резервуар 350 для адгезива содержит избыточный адгезив 336, что может означать, что полость 210 для адгезива полностью заполнена.
[00099] На ФИГ. 15 показана подача нагнетанием конструкционного адгезива 370 еще в одну полость 210 для адгезива, расположенную возле недавно наполненной полости 210 для адгезива. Как показано на ФИГ. 15, соединительный элемент 106, образованный скреплением посредством связующего, содержит последовательность полостей 210 для адгезива, размещенных вдоль длины 306 шва скрепления посредством связующего. Последовательность полостей 210 для адгезива может быть заполнена последовательно, или полости 210 для адгезива могут быть заполнены в поочередной последовательности. Конструкционный адгезив 370 может быть подан нагнетанием в каждую полость 210 для адгезива до тех пор, пока резервуары 350 для адгезива для каждой полости 210 для адгезива не будут заполнены. При заполнении резервуаров 350 для адгезива до уровня, выше уровня указанных выпускных отверстий 330, резервуары 350 для адгезива могут обеспечивать положительное давление полостям 210 для адгезива, чтобы предотвращать попадание воздуха в полость 210 для адгезива.
[000100] Как показано на ФИГ. 16, операция 416 способа 400 (ФИГ. 23) может включать этапы, на которых закрывают каждое нагнетательное отверстие 312 заглушкой 386 после заполнения полости 210 для адгезива и извлекают нагнетательное устройство 374 из нагнетательного отверстия 312. Остаток адгезива (не показано) может быть вытерт с внешней стороны нагнетательного отверстия 312 перед установкой заглушки 386. Заглушка 386 может запирать конструкционный адгезив 370 внутри полости 210 для адгезива и предотвращать утечку конструкционного адгезива 370. Заглушка 386 может быть выполнена такого размера и конфигурации, которые обеспечивают относительно плотное прилегание с нагнетательным отверстием 312. Заглушка 386 может быть выполнена из металлического материала или любого другого материала, который может быть отделен от конструкционного адгезива 370 и удален из нагнетательного отверстия 312 после отверждения конструкционного адгезива 370.
[000101] На ФИГ. 17 показана часть соединительного элемента 106, образованного скреплением посредством связующего, между цилиндром 110 и концевым кольцом 130 с иллюстрацией каждой из полостей 210 для адгезива, заполненной конструкционным адгезивом 370. Избыточный адгезив 336 содержится внутри каждого из резервуаров 350 для адгезива. Заглушки 386 показаны установленными в каждом из нагнетательных отверстий 312. Как указано выше, резервуары 350 для адгезива могут быть выполнены из по существу оптически прозрачного материала для обеспечения возможности визуального наблюдения за уровнем избыточного адгезива 336, чтобы подтвердить факт заполнения полостей 210 для адгезива.
[000102] Как показано на ФИГ. 18, операция 418 способа 400 (ФИГ. 23) может включать этапы, на которых обеспечена возможность отверждения конструкционного адгезива 370 внутри полости 210 для адгезива в течение предварительно определенного периода времени. При необходимости может применяться нагревание (не показано) соединительного элемента 106, образованного скреплением посредством связующего, для облегчения отверждения конструкционного адгезива 370. После отверждения конструкционного адгезива 370, перемычки 314 в виде швов скрепления посредством связующего (ФИГ. 17) и резервуары 350 для адгезива (ФИГ. 17) могут быть удалены из соединительного элемента, образованного скреплением посредством связующего. Выступающие проволоки 230 для скрепления посредством связующего могут быть обрезаны. Остаток адгезива (не показано) может быть удален из соединительного элемента, образованного скреплением посредством связующего. При необходимости, один или более механических крепежных элементов 388 могут быть установлены, как показано. Например, механический крепежный элемент 388 может быть установлен через полости 210 для адгезива, чтобы увеличить прочность соединительного элемента 106, образованного скреплением посредством связующего, и/или предотвратить возникновение сил отслаивания между цилиндром 110 и выступами 138 концевого кольца 130.
[000103] На ФИГ. 19 показан вариант реализации соединительного элемента 106, образованного скреплением посредством связующего, между внешним кольцом 172 и цилиндром 110 конструкционного узла 104 по ФИГ. 2. Как указано выше, цилиндр 110 может быть выполнен из материала 124 на основе армированной волокном полимерной матрицы, такого как эпоксидный материал на основе углеродного волокна, или другого композитного материала. Внешнее кольцо 172 может быть выполнено из металлического материала 162, такого как алюминий. Внешнее кольцо 172 может иметь кольцевую верхнюю кромку 174 и кольцевую нижнюю кромку 176. Внешнее кольцо 172 может быть зафиксировано в необходимом положении относительно цилиндра 110, чтобы обеспечить заданную толщину 310 шва скрепления посредством связующего вокруг периферии 112 цилиндра (ФИГ. 2). Толщина 310 шва скрепления посредством связующего может быть установлена во время операции сухой посадки, сходной с операцией сухой посадки, описанной выше для соединительного элемента, образованного скреплением посредством связующего, показанного на ФИГ. 3.
[000104] Как показано на ФИГ. 19, толщина 310 шва скрепления посредством связующего между внешним кольцом 172 и цилиндром 110 может быть установлена с использованием последовательности проволок 230 для скрепления посредством связующего (ФИГ. 6), размещенных в необходимом положении вокруг периферии 112 цилиндра. Проволоки 230 для скрепления посредством связующего могут быть размещены в необходимом положении на заданных расстояниях 224 (ФИГ. 2) друг от друга. Хотя это не показано, такие проволоки для скрепления посредством связующего могут иметь в целом прямую конфигурацию и могут быть установлены аналогично установке проволоки 230 для скрепления посредством связующего (ФИГ. 5), описанной выше в отношении С-образного канала 134 (ФИГ. 5) концевого кольца 130, показанного на ФИГ. 5. Как показано на ФИГ. 19, цилиндр 110 может быть установлен внутри внешнего кольца 172, а внешнее кольцо 172 может быть заштифтовано в необходимом положении относительно цилиндра 110. Прокладки (не показано) могут быть вставлены в область 300 шва скрепления посредством связующего, чтобы сформировать каждую стенку 212 полости (ФИГ. 20) способом, описанным выше. Прокладки могут быть удалены после формирования стенок 212 полости и перед подачей нагнетанием конструкционного адгезива 370 в полости 210 для адгезива (ФИГ. 20).
[000105] В альтернативном варианте реализации изобретения, как показано на ФИГ. 19, стенки 212 полости могут быть выполнены без использования проволок 230 для скрепления посредством связующего (ФИГ. 20). Например, пара прокладок 238 (ФИГ. 6) может быть вставлена внутрь области 300 шва скрепления посредством связующего, чтобы образовать промежуток 154 (ФИГ. 3) между сопрягаемыми поверхностями 192, 198. Адгезив 214 (ФИГ. 20) может быть подан нагнетанием в пространство между прокладками 238, чтобы сформировать стенки 214 полости. Прокладки 238 могут быть перемещены по направлению друг к другу таким образом, как показано на ФИГ. 6, чтобы сформировать кромки стенок 212 полости и чтобы задавать ширину стенок 212 полости и уплотнить адгезив 214 относительно сопрягаемых поверхностей 192, 198. Прокладки 238 могут быть удалены из области 300 шва скрепления посредством связующего после отверждения адгезива 214 стенок 212 полости.
[000106] На ФИГ. 20 показана плоская схема выполнения соединительного элемента 106, образованного скреплением посредством связующего, по ФИГ. 19 во время процесса скрепления посредством связующего, при этом конструкционный адгезив 370 может быть подан нагнетанием в нагнетательное отверстие 312 одной из полостей 210 для адгезива. Полости 210 для адгезива отделяются друг от друга стенками 212 полости. Один или более резервуаров 350 для адгезива могут быть выполнены для сбора избыточного адгезива 336 из полостей 210 для адгезива. Резервуары 350 для адгезива могут быть выполнены в виде вертикальных колонн 352, как описано выше и могут быть выполнены из по меньшей мере частично оптически прозрачного несиликонового полимерного материала 356 или другого материала, который упрощает наблюдение за избыточным адгезивом 336, выпускаемым из полостей 210 для адгезива. Однако резервуары 350 для адгезива могут быть обеспечены в любой из множества альтернативных конфигураций для сбора избыточного адгезива 336, выпущенного из выпускных отверстий 330. Например, резервуары 350 для адгезива могут быть выполнены в виде полок 354 (ФИГ. 8).
[000107] На ФИГ. 21 показано сечение внешнего кольца 172 и цилиндра 110 и проиллюстрированы перемычки 314 в виде швов скрепления посредством связующего, которые могут быть выполнены вдоль кольцевой верхней кромки 174 и/или кольцевой нижней кромки 176. Перемычки 314 в виде швов скрепления посредством связующего могут задавать периметр 302 шва скрепления посредством связующего, охватывающий полость 210 для адгезива. Выпускные отверстия 330 (ФИГ. 20) могут быть выполнены вдоль кольцевой верхней кромки 174 и/или кольцевой нижней кромки 176 таким образом, как описано выше. Нагнетательное устройство 374 может быть посажено в нагнетательное отверстие 312 для нагнетания конструкционного адгезива 370 в полость 210 для адгезива.
[000108] На ФИГ. 20-21 нагнетательные отверстия 312 могут быть размещены в необходимом положении приблизительно в геометрическом центре 318 (например, вертикальном центре и/или горизонтальном центре) полости 210 для адгезива, чтобы облегчить равномерное распределение и протекание конструкционного адгезива 370 из нагнетательного отверстия 312 по направлению к периметрам 302 швов скрепления посредством связующего. Во время процесса подачи нагнетанием воздушные пузырьки 382 (ФИГ. 20) могут выходить из полости 210 для адгезива через выпускные отверстия 330. Хотя выпускные отверстия 330 на ФИГ. 20 показаны расположенными вдоль кольцевой верхней кромки 174 для вертикально ориентированной области 300 шва скрепления посредством связующего, предполагается, что для тех вариантов выполнения, где область 300 шва скрепления посредством связующего в целом горизонтально ориентирована (не показано), выпускные отверстия 330 могут быть использованы на противоположных кромках внешнего кольца 172, например, вдоль тех же кромок, что и перемычки 314 в виде швов скрепления посредством связующего на ФИГ. 21.
[000109] На ФИГ. 22 показан соединительный элемент 106, образованный скреплением посредством связующего, по ФИГ. 20, в конечном состоянии после отверждения конструкционного адгезива 370 в полостях 210 для адгезива и удаления резервуаров 350 для адгезива (ФИГ. 20), перемычек 314 в виде швов скрепления посредством связующего, и заглушек (не показано). Также показана установка дополнительных механических крепежных элементов 388, таких как резьбовые крепежные элементы (например, винты, крепежные средства Hi-lok™, заклепки и т.п.), через каждую из полостей 210 для адгезива, чтобы увеличить прочность соединительного элемента 106, образованного скреплением посредством связующего, и/или свести к минимуму силы отслаивания. Процесс прикрепления посредством связующего внутреннего кольца 170 (ФИГ. 2) к цилиндру 110 может быть выполнен сходным образом с описанным выше процессом прикрепления посредством связующего внешнего кольца 172 к цилиндру 110.
[000110] На ФИГ. 24 показана блок-схема соединительного элемента 106, образованного скреплением посредством связующего, иллюстрирующая сопрягаемую поверхность 192 первой части 190, прикрепленную посредством связующего к сопрягаемой поверхности 198 второй части 196. Первая часть 190 и вторая часть 196 могут совместно формировать конструкционный узел 104. Сопрягаемые поверхности 192, 198 могут быть скреплены друг с другом посредством связующего вдоль области 300 шва скрепления посредством связующего, имеющей длину 306 шва скрепления посредством связующего и ширину 308 шва скрепления посредством связующего. В одном варианте реализации изобретения соединительный элемент 106, образованный скреплением посредством связующего, может содержать имеющий большую длину геометрический признак 108 (ФИГ. 2). Например, длина 306 шва скрепления посредством связующего может составлять по меньшей мере две ширины 308 шва скрепления посредством связующего.
[000111] Как показано на ФИГ. 24, в одном варианте реализации изобретения первая часть 190 и вторая часть 196 могут задавать по существу прямую плоскую область 300 шва скрепления посредством связующего, как схематически изображено на ФИГ. 5, и не ограничены криволинейной панелью или цилиндром 110, прикрепленным посредством связующего к кольцу, такому как концевое кольцо 130 или внутреннее или внешнее кольцо 170, 172 как показано на ФИГ. 2. В этом отношении, первая часть 190 и вторая часть 196 могут задавать относительно длинную, прямую, в целом плоскую область 300 шва скрепления посредством связующего, имеющую в целом прямолинейную конфигурацию поперечного сечения (например, ФИГ. 21). Длина 306 шва скрепления посредством связующего может составлять примерно две ширины 308 шва скрепления посредством связующего или более. Например, длина 306 шва скрепления посредством связующего такой прямой плоской области 300 шва скрепления посредством связующего может быть в три (3) или более раз длиннее ширины 308 шва скрепления посредством связующего, или более.
[000112] Как показано на ФИГ. 24, длина 306 шва скрепления посредством связующего может быть разделена последовательностью стенок 212 полости, которые могут быть выполнены внутри области 300 шва скрепления посредством связующего между сопрягаемой поверхностью 192 первой части 190 и сопрягаемой поверхностью 198 второй части 196. В одном варианте реализации изобретения стенки 212 полости могут быть ориентированы в целом поперечно длине 306 шва скрепления посредством связующего, хотя рассматриваются также другие ориентации стенок 212 полости. Одна или более из стенок 212 полости могут включать в себя проволоку 230 для скрепления посредством связующего для задания промежутка (не показано) между сопрягаемыми поверхностями 192, 198. По меньшей мере одна перемычка 314 в виде шва скрепления посредством связующего (ФИГ. 17) может быть выполнена вдоль частичной кромки 194, 200 (ФИГ. 13) по меньшей мере одной части из первой части 190 и второй части 196, чтобы задавать по меньшей мере часть периметра 302 шва скрепления посредством связующего (ФИГ. 17). Стенка (стенки) 212 полости, перемычка (перемычки) 314 в виде шва (швов) скрепления посредством связующего и сопрягаемые поверхности 192, 198 могут совместно охватывать полость (полости) 210 для адгезива.
[000113] Как показано на ФИГ. 24, одно или более выпускных отверстий 330 могут быть выполнены вдоль перемычки 314 в виде шва скрепления посредством связующего (ФИГ. 17) или вдоль других мест в области 300 шва скрепления посредством связующего. Выпускное отверстие (выпускные отверстия) 330 может (могут) обеспечивать выпуск избыточного адгезива 336 (ФИГ. 12) из полостей 210 для адгезива. Один или более резервуаров 350 для адгезива могут быть соединены по текучей среде с выпускными отверстиями 330, чтобы собирать избыточный адгезив 336, выпущенный из полостей 210 для адгезива во время подачи нагнетанием конструкционного адгезива 370 в полости 210 для адгезива. Конструкционный адгезив 370 может быть подан нагнетанием в полость 210 для адгезива через нагнетательное отверстие 312 после того, как полость 210 для адгезива герметично уплотнена и/или окружена вдоль стенок 212 полости и перемычек 314 в виде швов скрепления посредством связующего.
[000114] Со ссылкой на ФИГ. 25-26, варианты реализации настоящего раскрытия могут быть описаны в контексте способа 500 изготовления и обслуживания воздушного летательного аппарата, как показано на ФИГ. 25 и воздушного летательного аппарата 502 как показано на ФИГ. 26. Во время подготовки к изготовлению проиллюстрированный способ 500 может включать в себя разработку спецификации и проектирование 504 воздушного летательного аппарата 502 и материальное снабжение 506. Во время производства происходит изготовление 508 компонентов и сборочных узлов и интеграция 510 систем воздушного летательного аппарата 502. После этого, воздушный летательный аппарат 502 может проходить через стадию сертификации и доставки 512 для ввода в эксплуатацию 514. При эксплуатации заказчиком воздушный летательный аппарат 502 подпадает под регламентное техобслуживание и текущий ремонт 516 (которые могут также включать в себя модернизацию, перенастройку, переоборудование и так далее).
[000115] Каждый из процессов способа 500 может быть выполнен или осуществлен системным интегратором, третьей стороной, и/или оператором (например, заказчиком). В целях настоящего описания, системный интегратор может включать в себя, без ограничения, любое количество производителей воздушных летательных аппаратов и субподрядчиков по основным системам; третья сторона может включать в себя, без ограничения, любое количество поставщиков, субподрядчиков и поставщиков, а оператор может представлять собой авиакомпанию, лизинговую компанию, военную организацию, обслуживающую организацию и т.п.
[000116] Как показано на ФИГ. 26, воздушный летательный аппарат 502, изготовленный с помощью проиллюстрированного способа 500, может включать в себя корпус 518 с множеством систем 520 и внутреннюю часть 522. Примеры высокоуровневых систем 520 включают в себя одну или более из следующих систем: движительная система 524, электрическая система 526, гидравлическая система 528 и система 530 управления условиями окружающей среды. Любое количество других систем может быть включено. Несмотря на то, что показан пример, относящийся к аэрокосмической области, принципы настоящего изобретения могут применяться в других областях промышленности, таких как автомобилестроительная промышленность.
[000117] Устройства и способы, показанные или описанные в настоящем документе, могут быть использованы во время любого одного или более этапов способа 500 изготовления и обслуживания. Например, компоненты или сборочные узлы, соответствующие изготовлению 508 компонентов и сборочных узлов, могут быть изготовлены или произведены аналогично компонентам или сборочным узлам, изготовленным во время эксплуатации воздушного летательного аппарата 502. Также, один или более вариантов реализации устройств, способов или их комбинаций могут быть использованы во время производственных этапов 508 и 510, например, путем по существу ускорения сборки или уменьшения стоимости воздушного летательного аппарата 502. Схожим образом, один или более примеров реализаций устройства или способа или их комбинации могут быть использованы во время эксплуатации воздушного летательного аппарата 502, например и без ограничения, для регламентного техобслуживания и ремонта 516.
[000118] Дополнительные модификации и усовершенствования настоящего изобретения могут быть очевидными для специалистов в данной области техники. Таким образом, конкретное сочетание частей, описанных и проиллюстрированных в настоящем документе, предназначено для представления только конкретных вариантов реализации настоящего изобретения и не предназначено для ограничения альтернативных вариантов реализации или устройств, находящихся в пределах объема формулы изобретения и соответствующих его сущности.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ ВЫДАЧИ ДЛЯ ГЕРМЕТИЗАЦИИ ШВА МЕЖДУ СТЕНОВЫМИ ПЛИТАМИ С ПОМОЩЬЮ ЛЕНТЫ | 2015 |
|
RU2683429C2 |
| ЛИНЕЙНЫЙ КОМПРЕССОР | 2017 |
|
RU2672011C2 |
| СПОСОБ СОЧЕТАНИЯ СВАРКИ И АДГЕЗИОННОГО СВЯЗЫВАНИЯ ДЛЯ СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ КОМПОНЕНТОВ | 2004 |
|
RU2351447C2 |
| ПРОТОЧНАЯ ЯЧЕЙКА С ГИБКИМ СОЕДИНЕНИЕМ | 2019 |
|
RU2752814C2 |
| РАБОТАЮЩЕЕ ОТ ЭНЕРГИИ ВОЛН НАГНЕТАТЕЛЬНОЕ УСТРОЙСТВО И СПОСОБ НАГНЕТАНИЯ ФЛЮИДА С ЕГО ИСПОЛЬЗОВАНИЕМ | 2010 |
|
RU2584743C9 |
| СТИРАЛЬНАЯ МАШИНА | 2014 |
|
RU2632026C1 |
| СОЕДИНЯЕМАЯ МНОГОСЛОЙНАЯ ТКАНЬ, ИМЕЮЩАЯ СОЕДИНИТЕЛЬНЫЕ УСТРОЙСТВА РАЗЛИЧНЫХ РАЗМЕРОВ | 2003 |
|
RU2321698C2 |
| ПОРШНЕВАЯ КОМПРЕССОРНАЯ УСТАНОВКА ДЛЯ ВЫСОКИХ ДАВЛЕНИЙ | 1927 |
|
SU12714A1 |
| УСТРОЙСТВО ДОСТАВКИ АДГЕЗИВА | 2010 |
|
RU2535778C2 |
| СИСТЕМА ДЛЯ НЕПРЕРЫВНОГО НЕИНВАЗИВНОГО КОНТРОЛЯ КРОВЯНОГО ДАВЛЕНИЯ | 1994 |
|
RU2140187C1 |
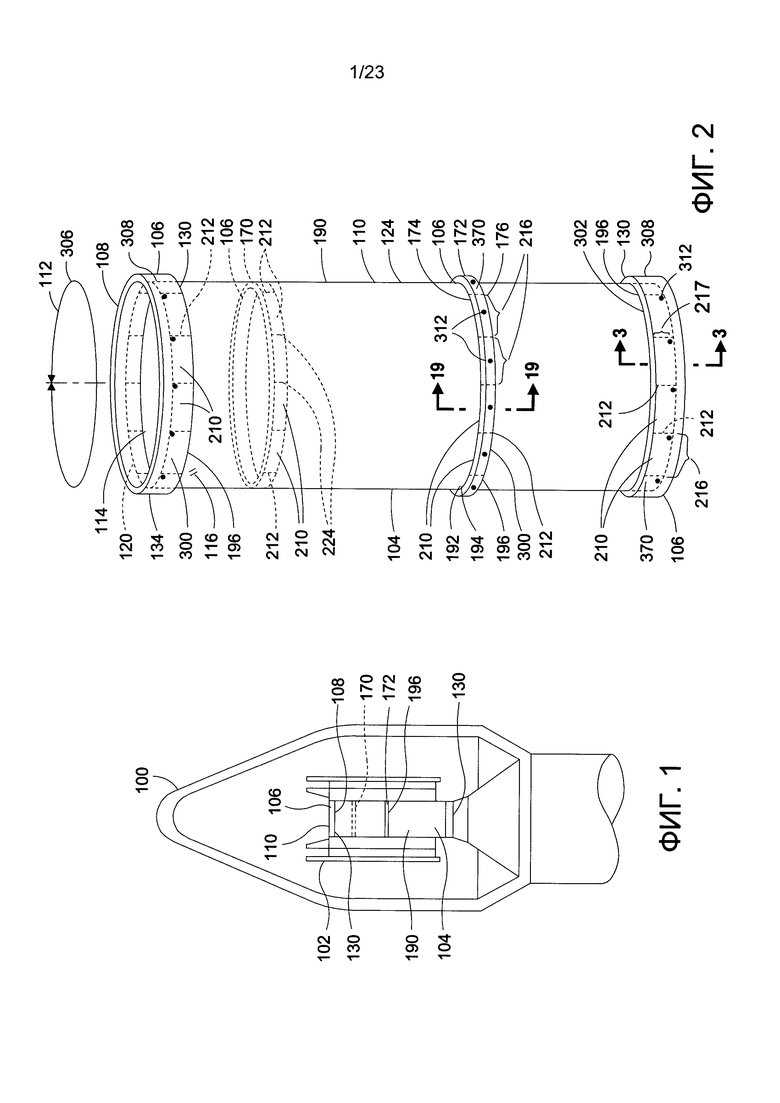
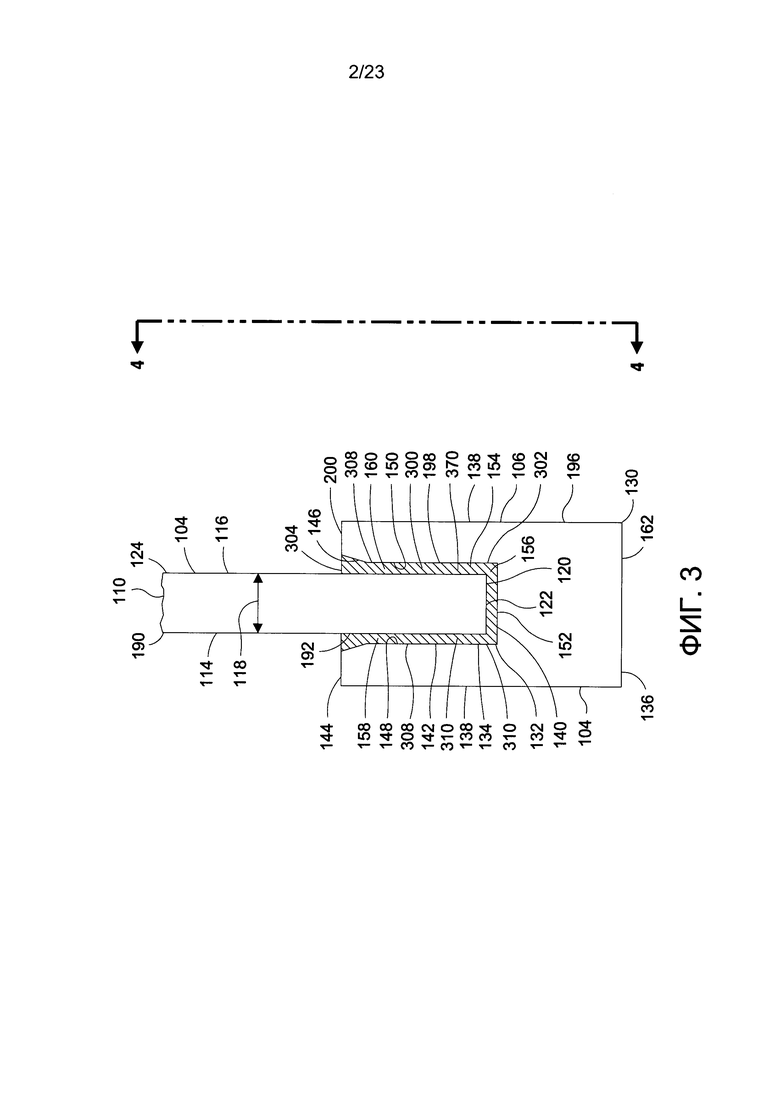
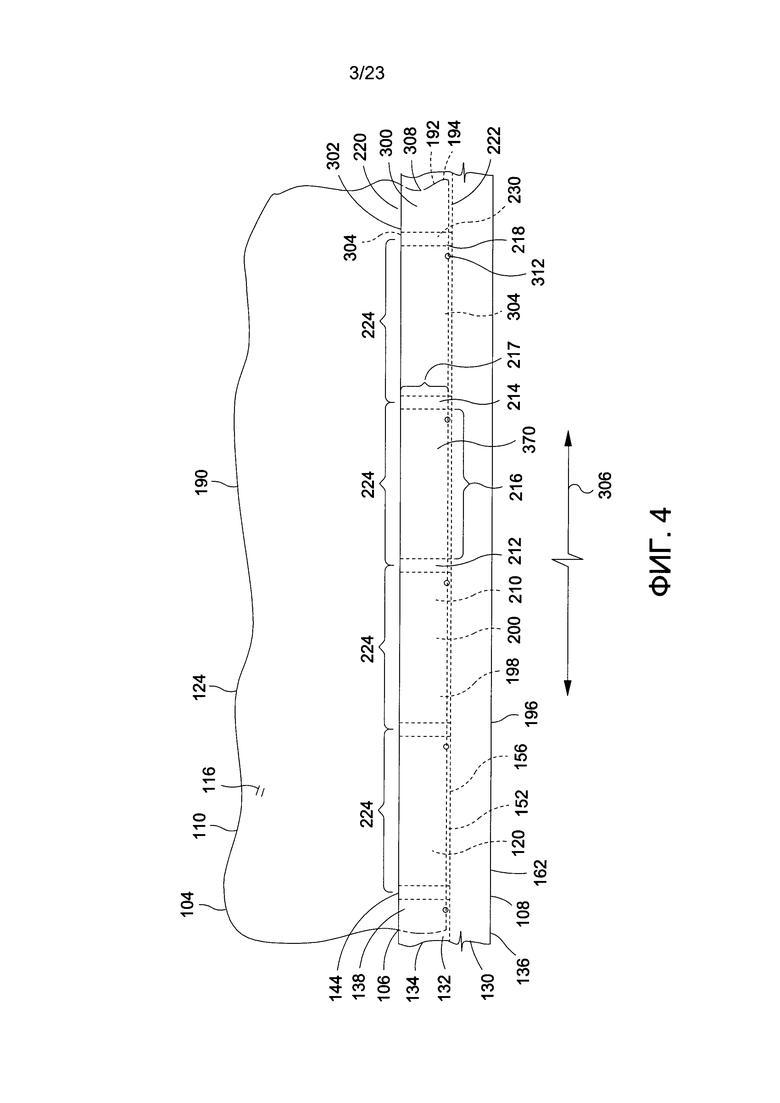
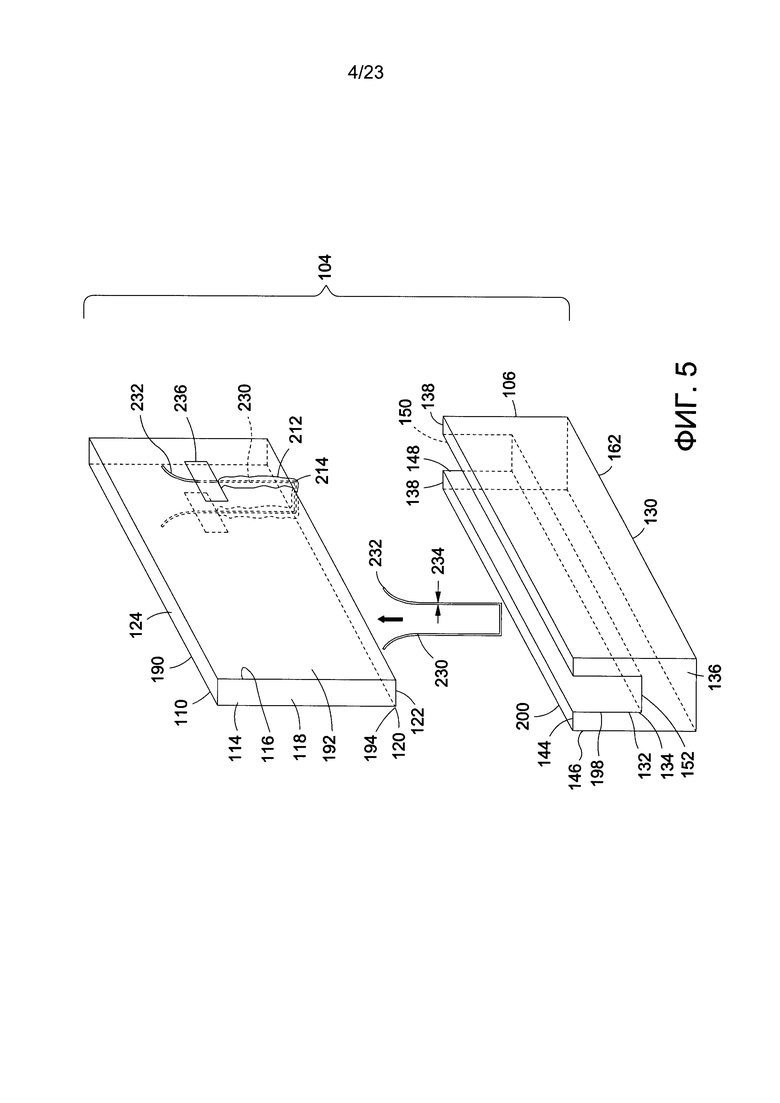
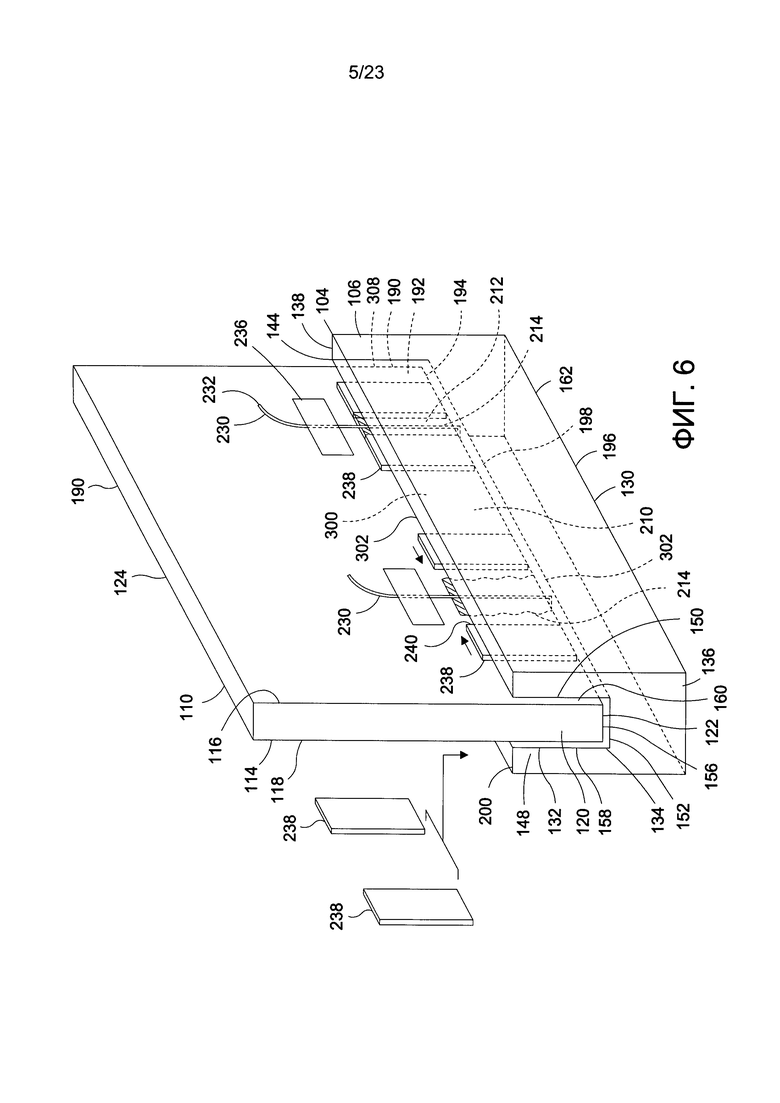
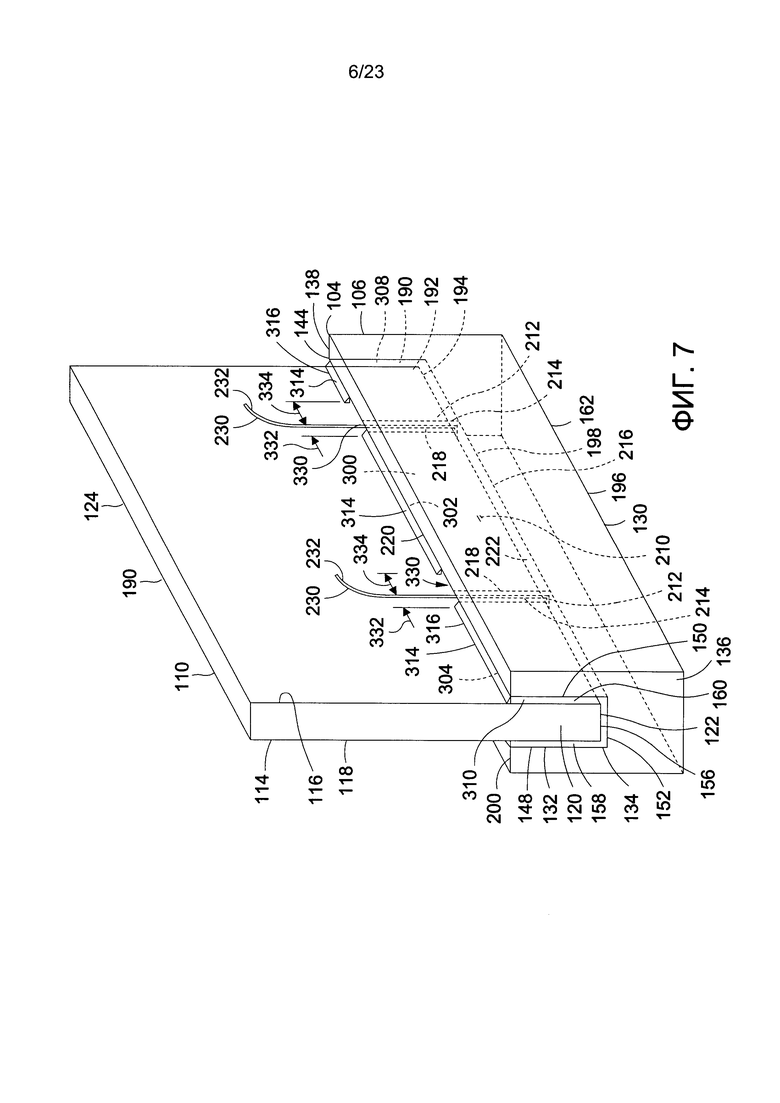
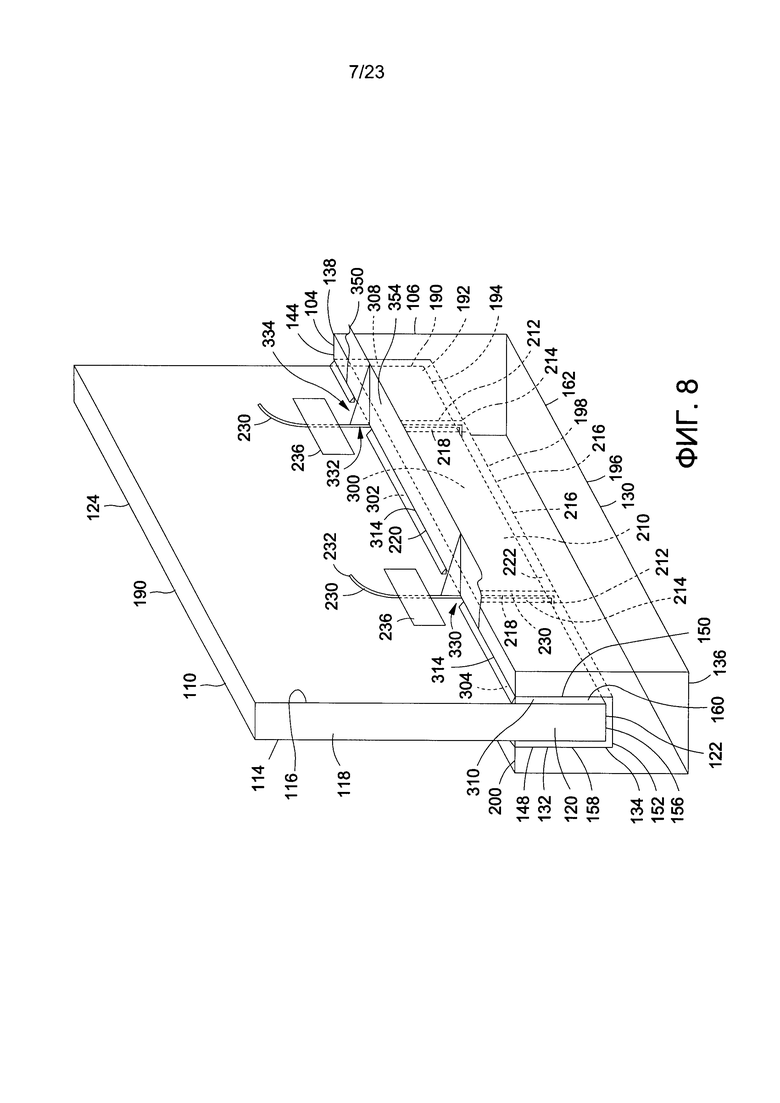
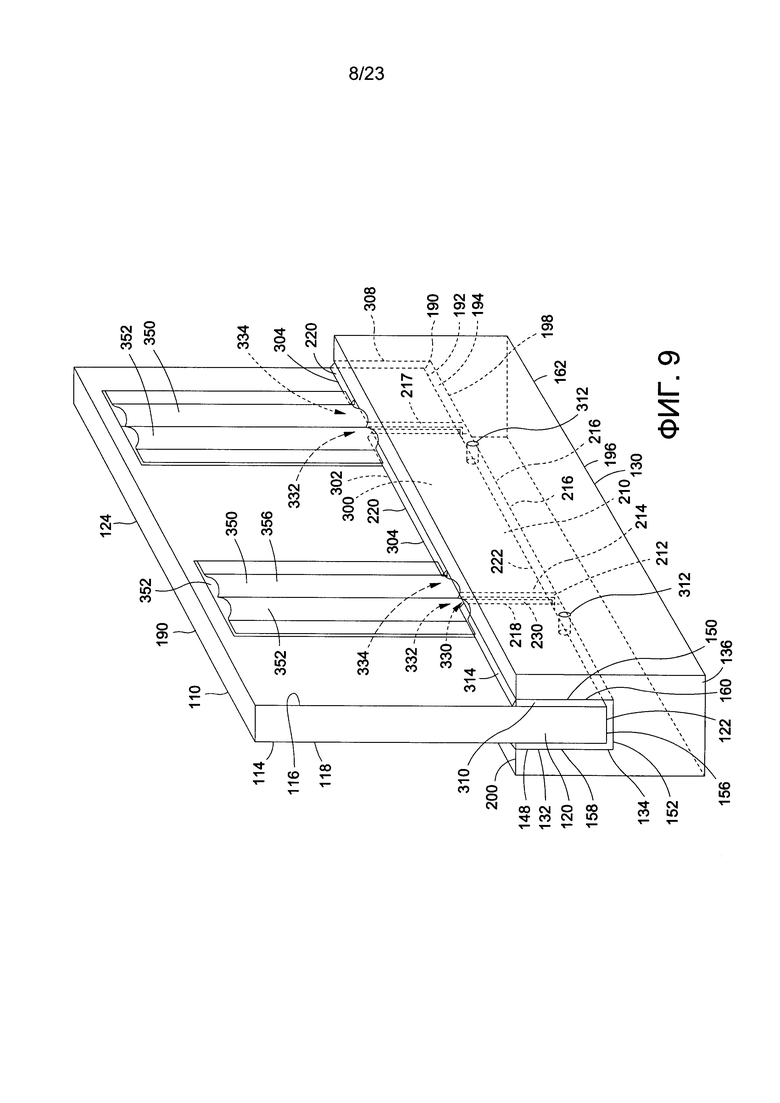
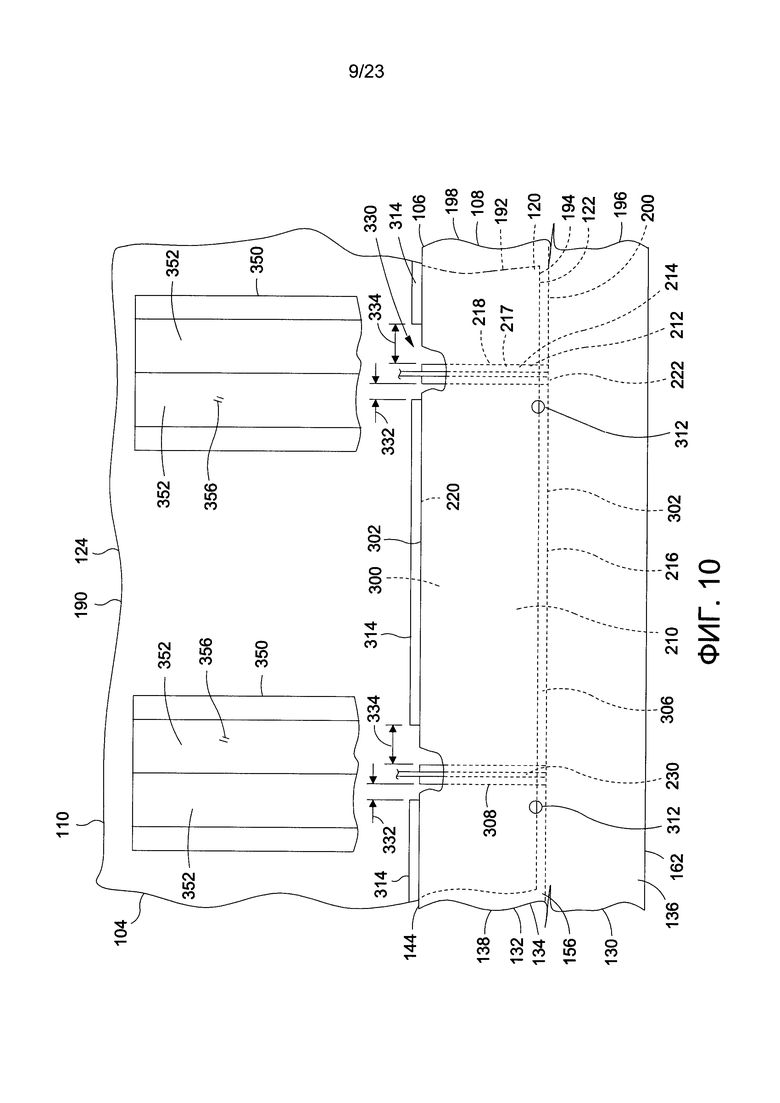
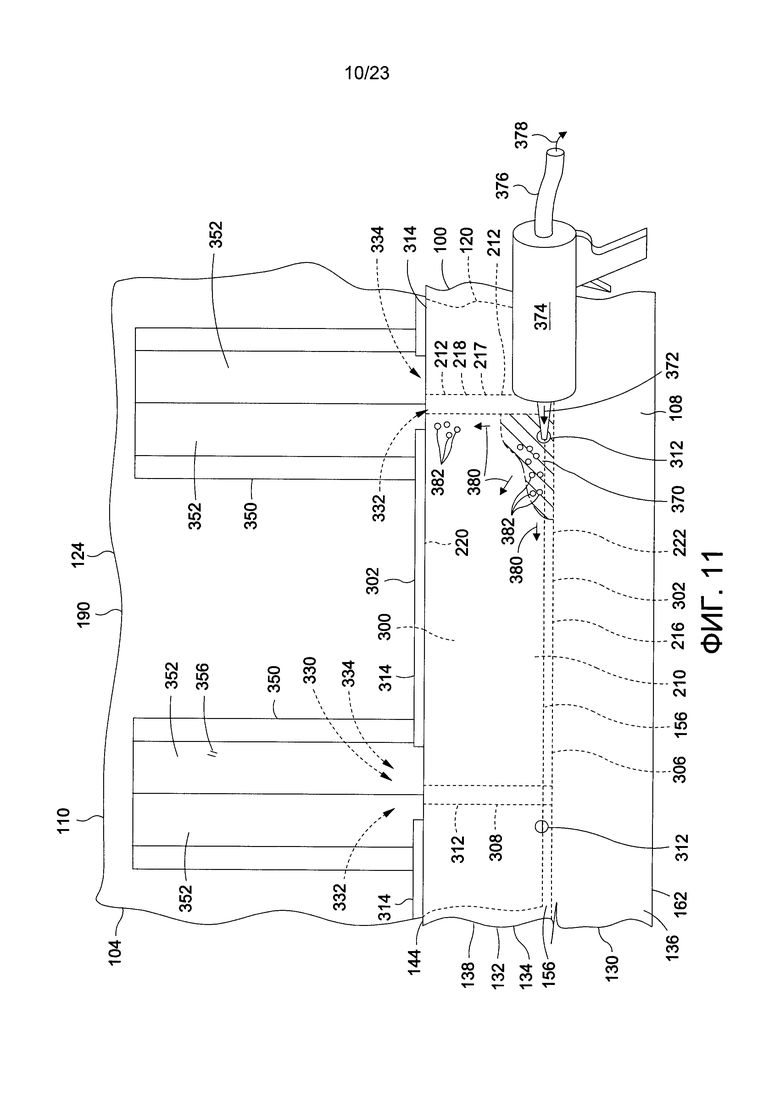
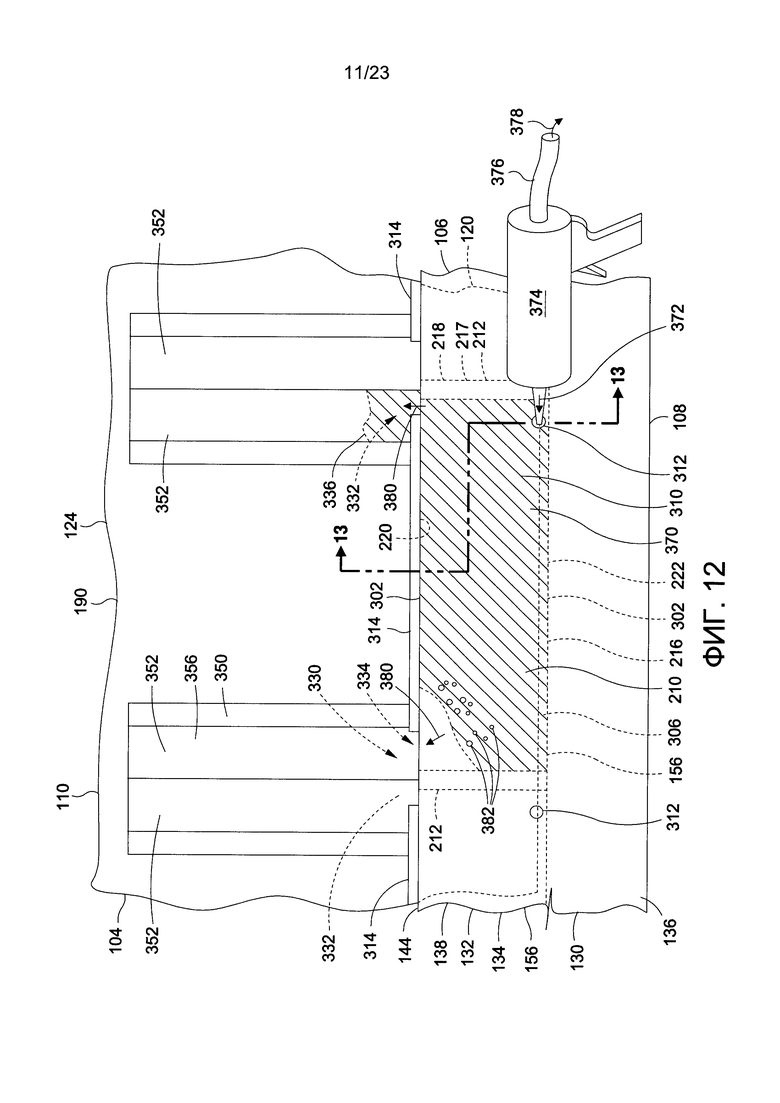
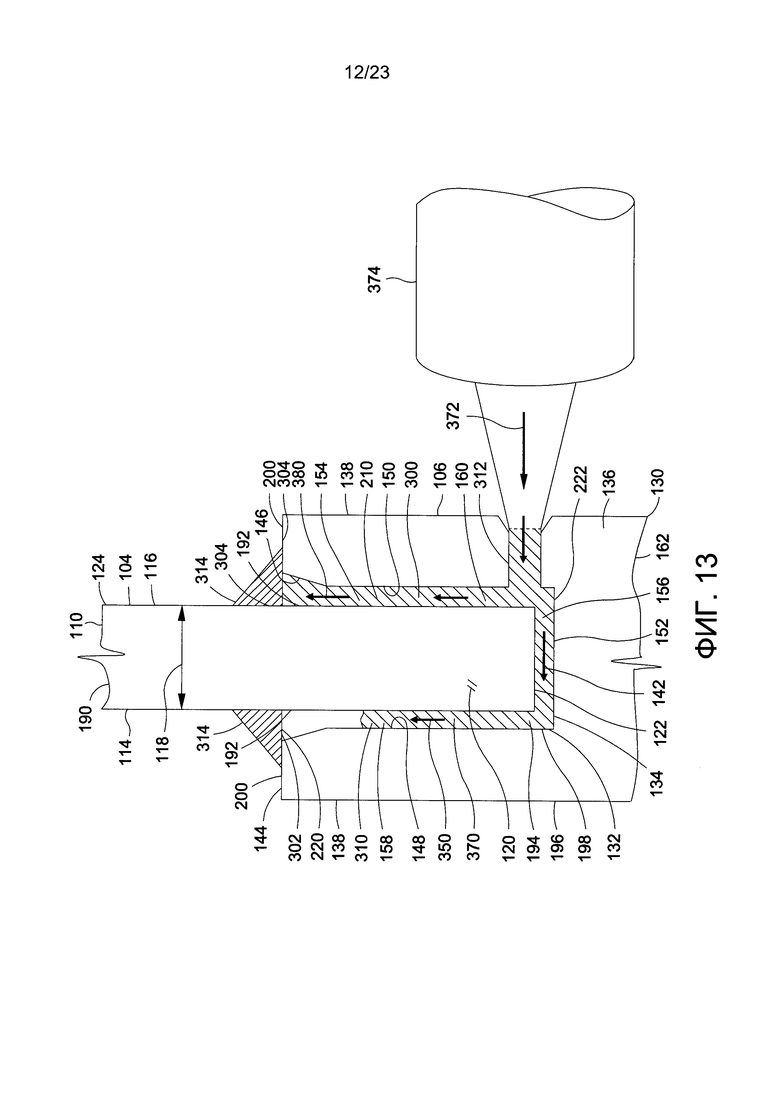
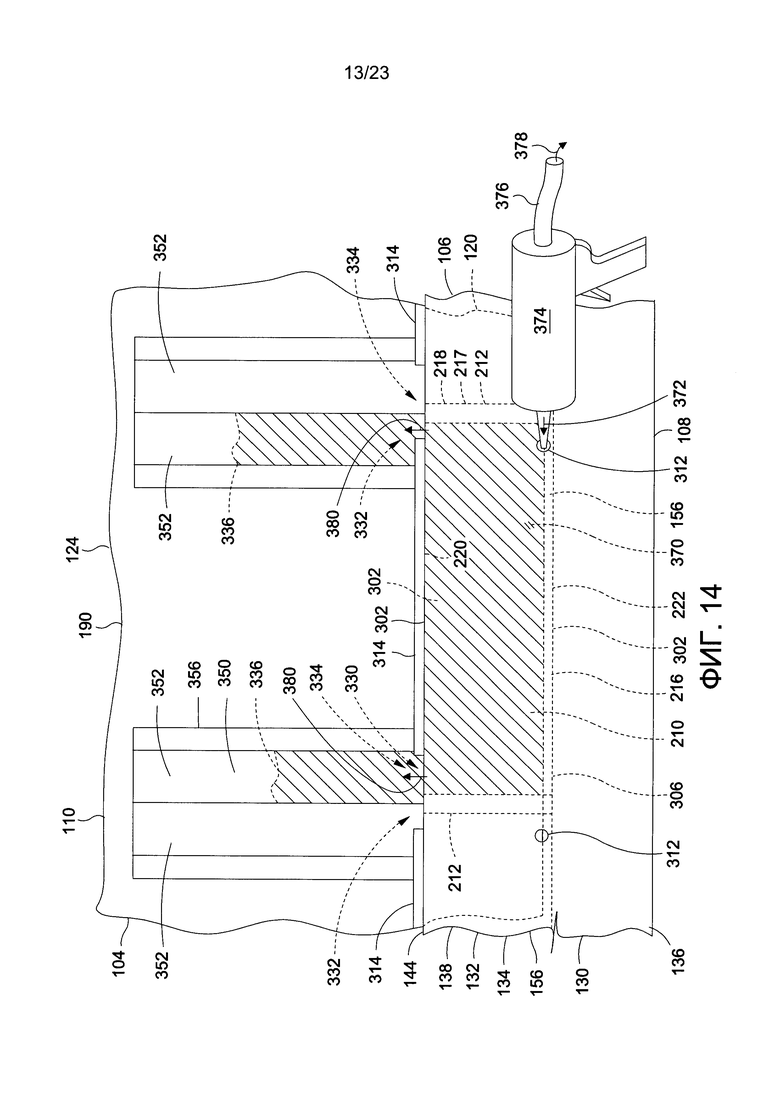
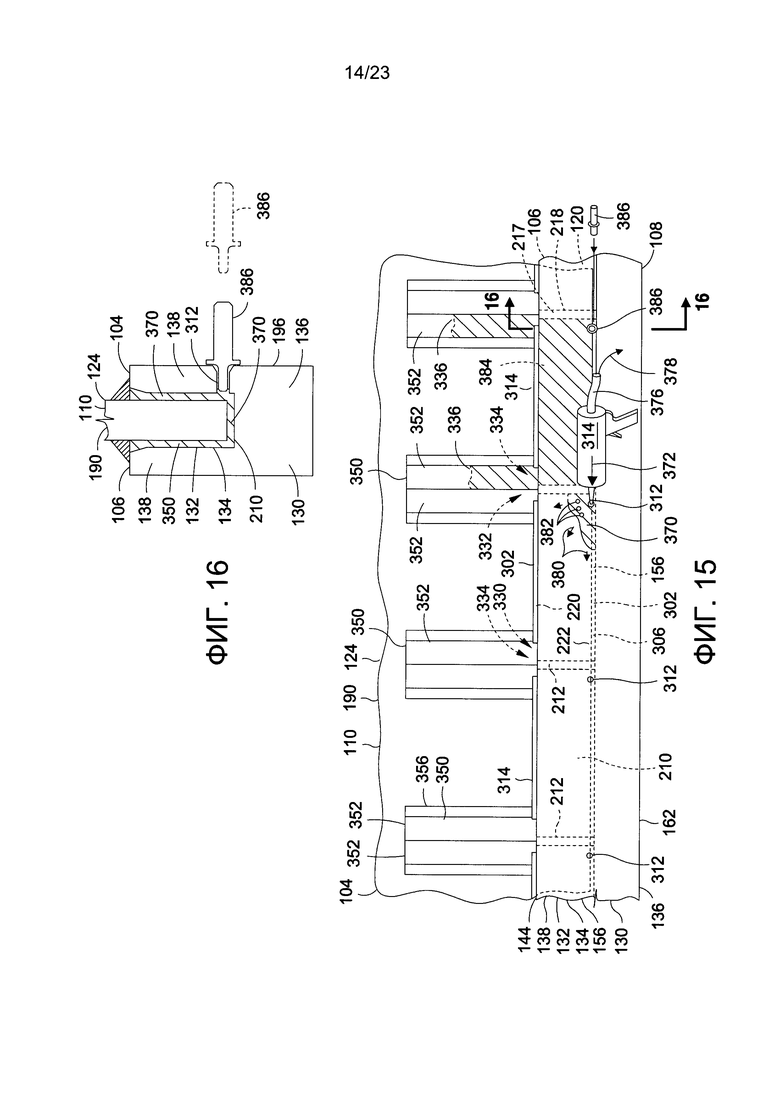
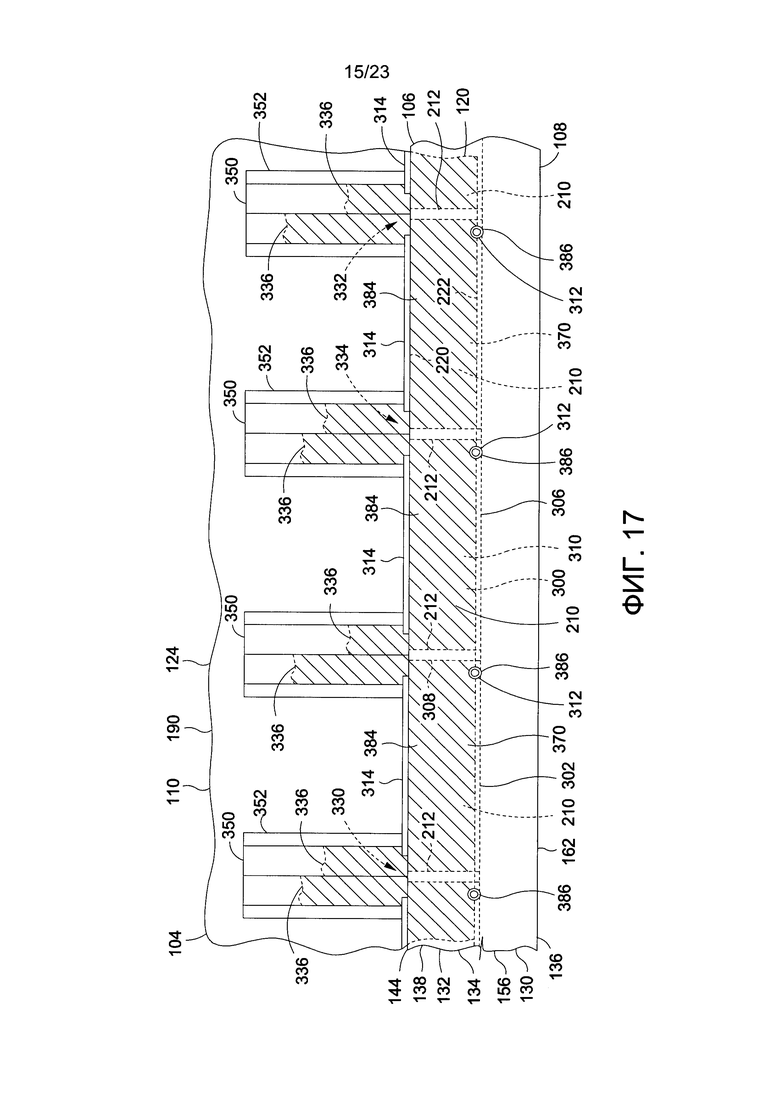
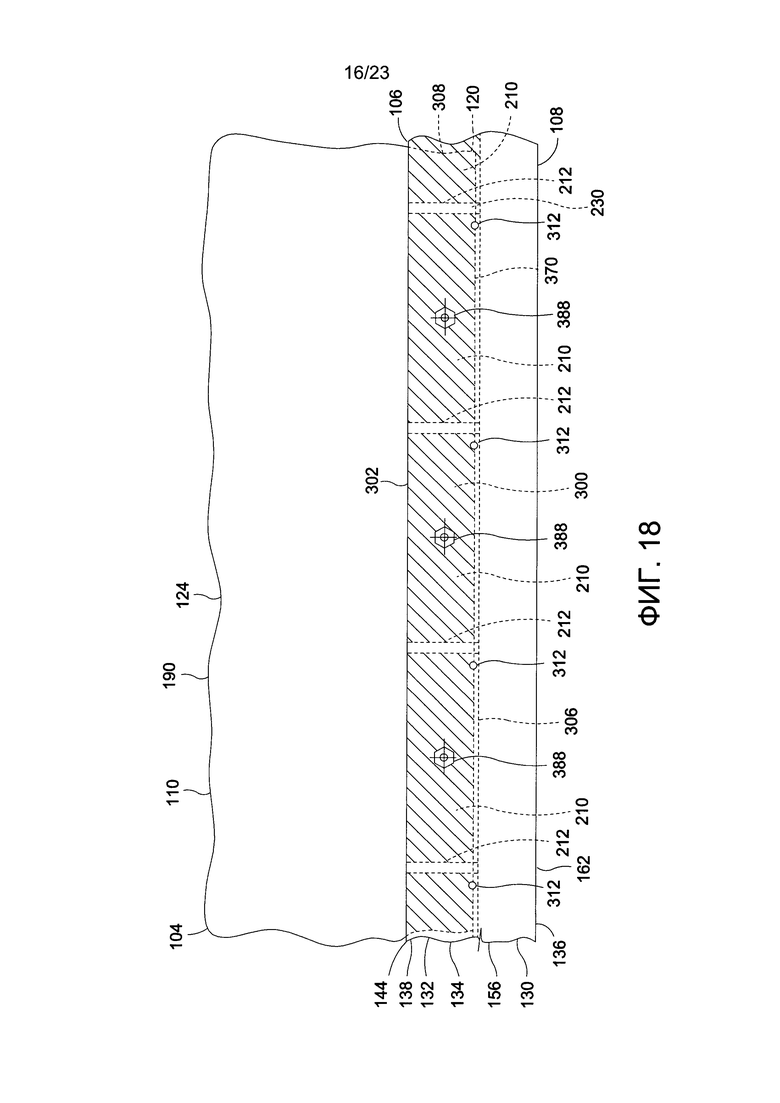
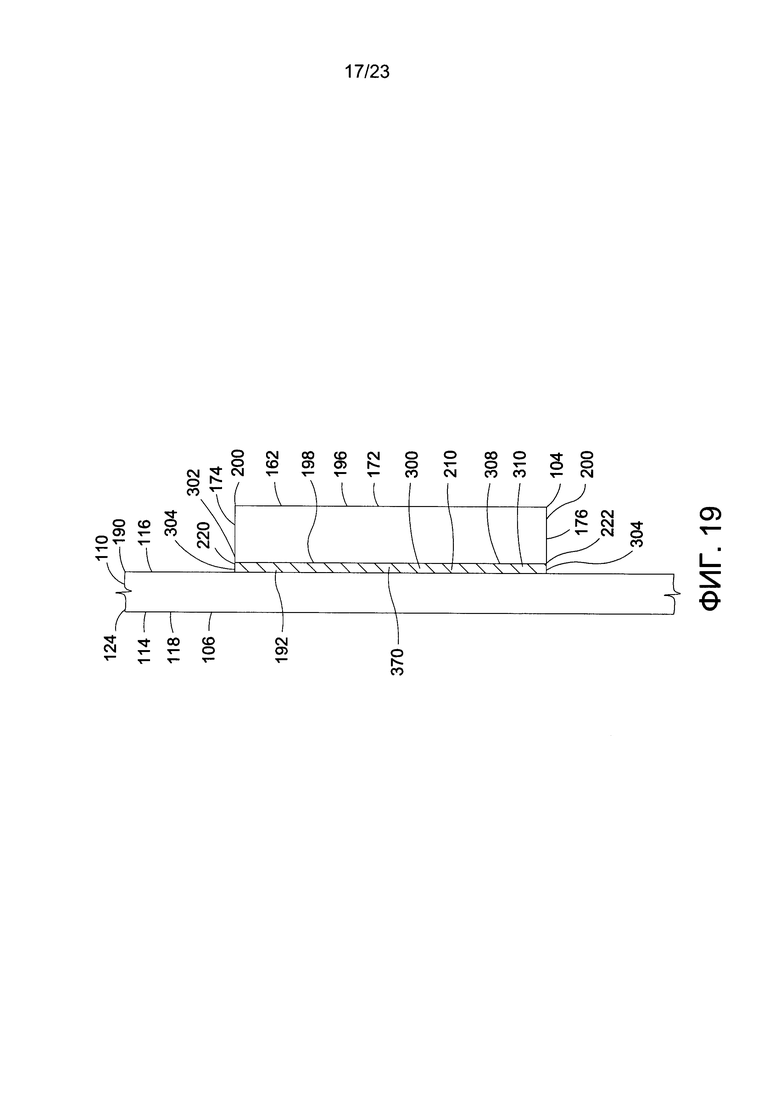
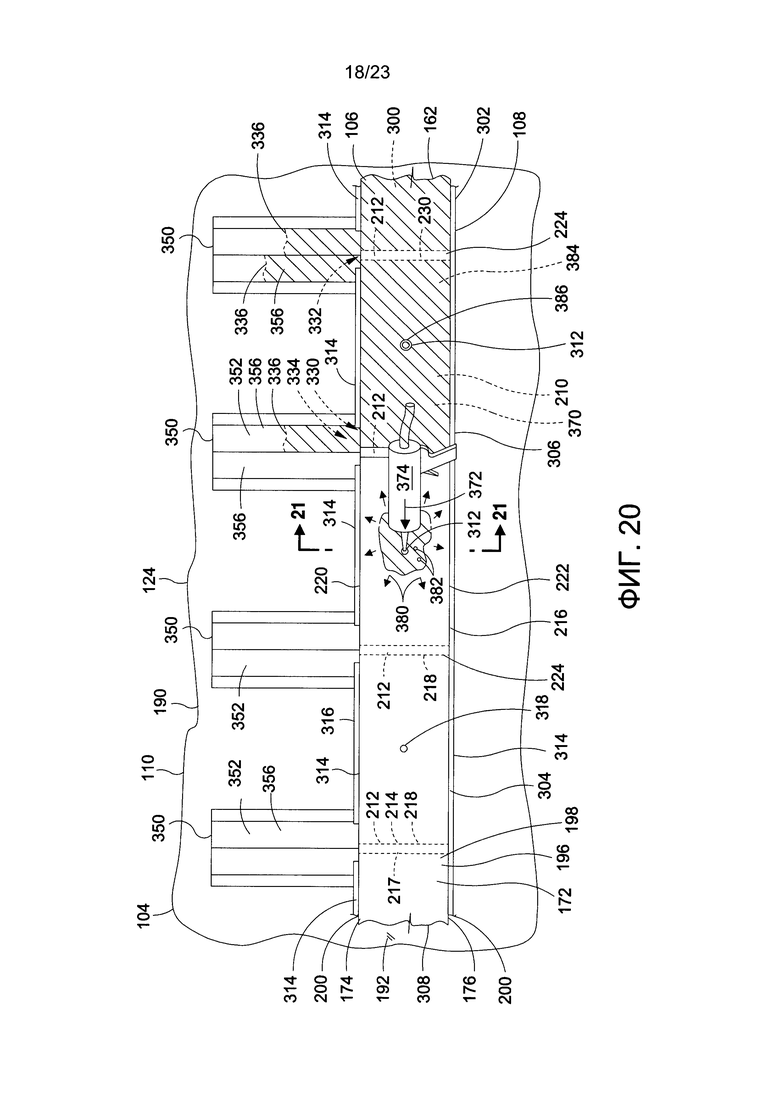
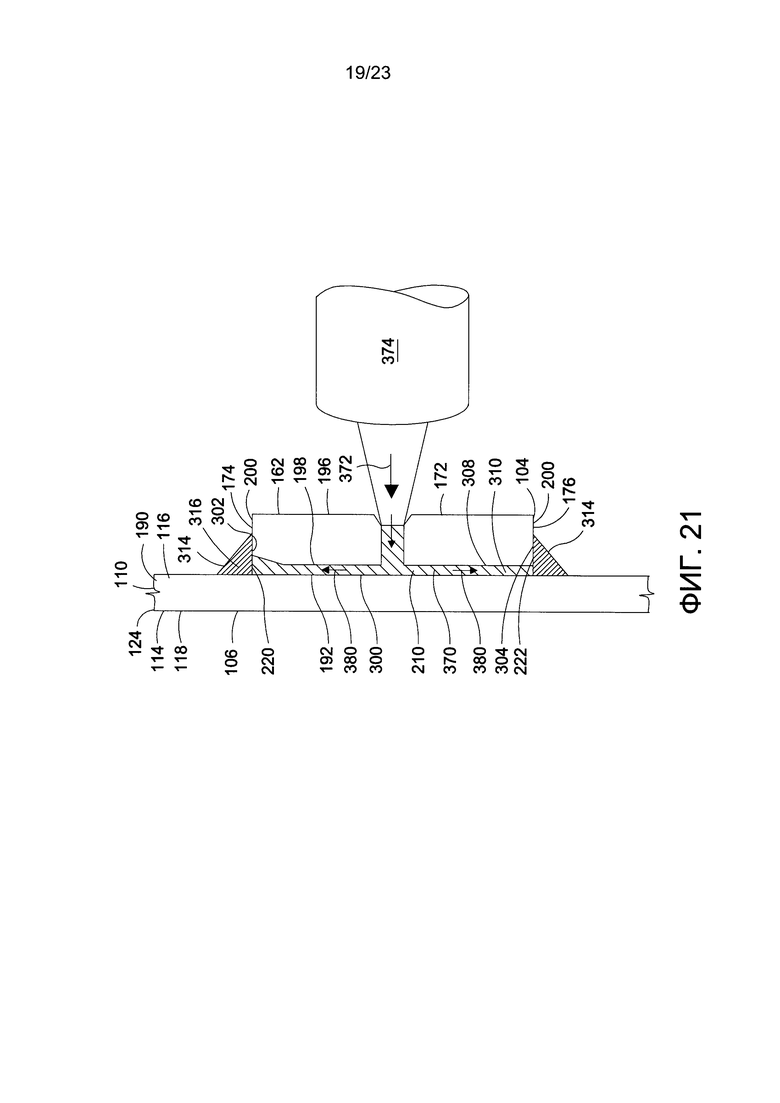
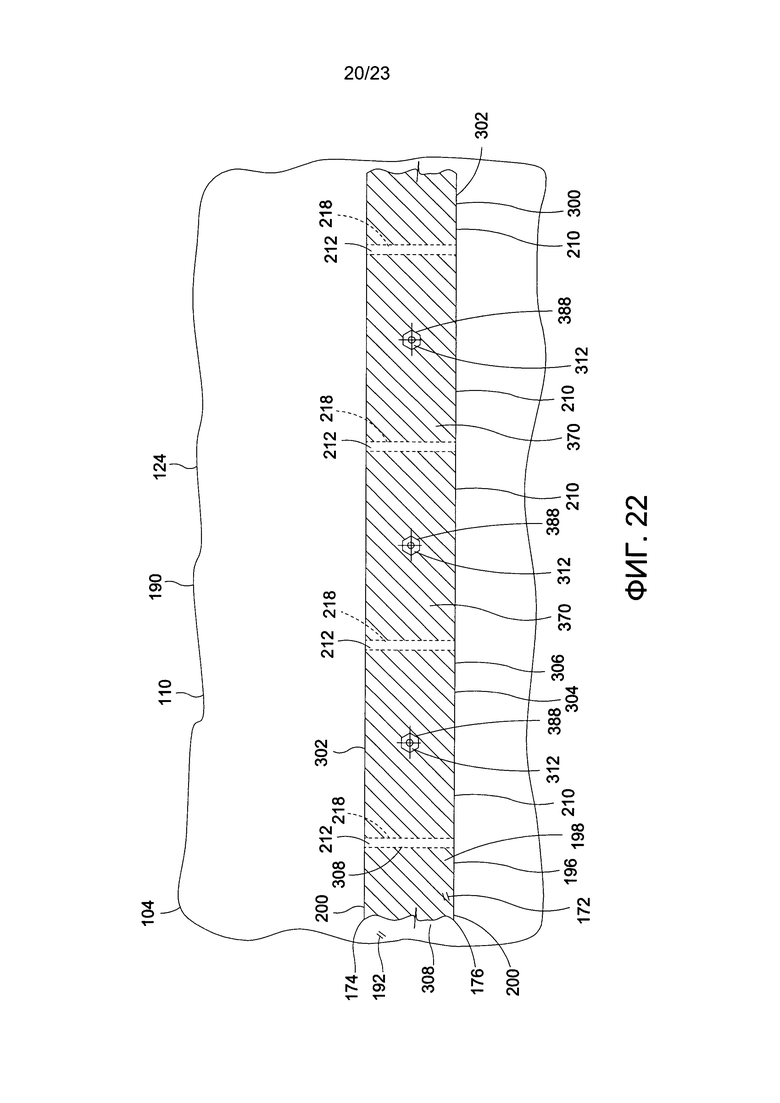
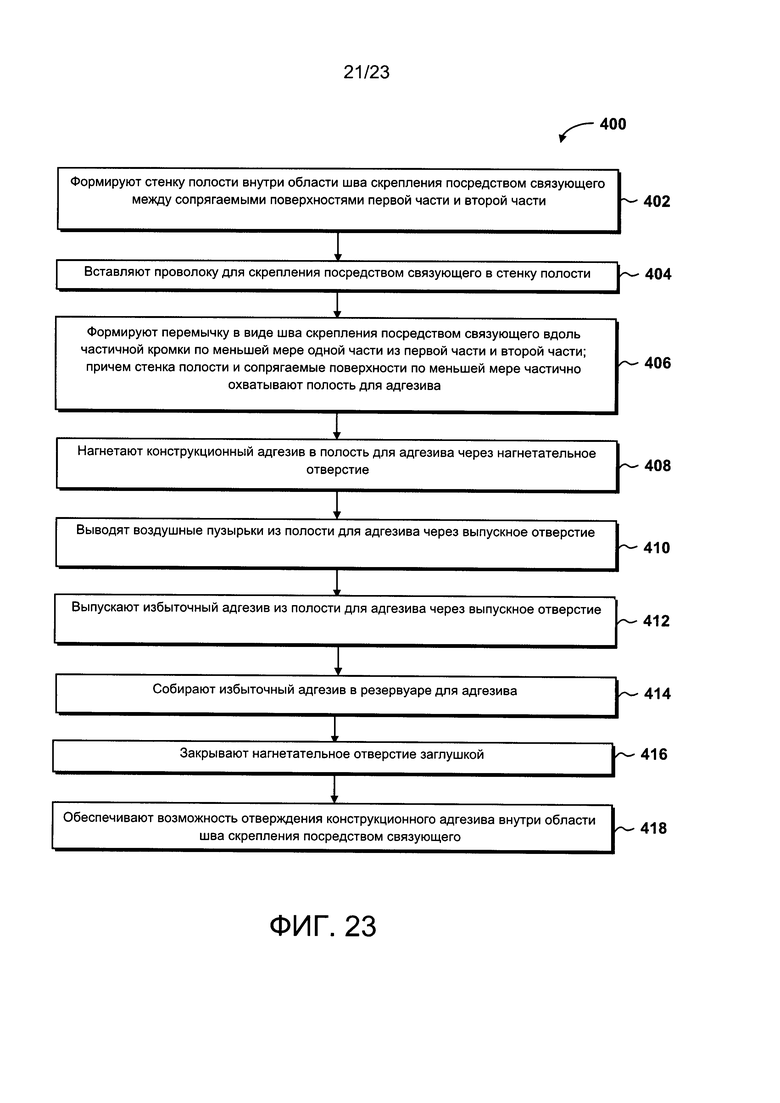
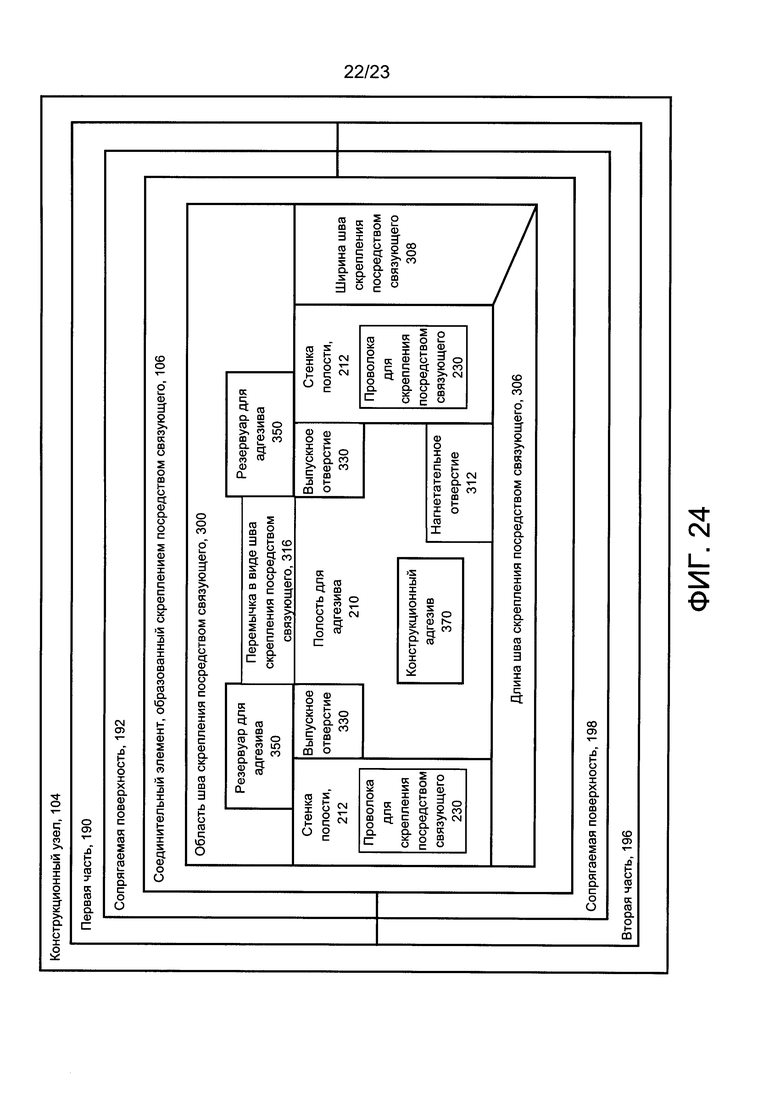
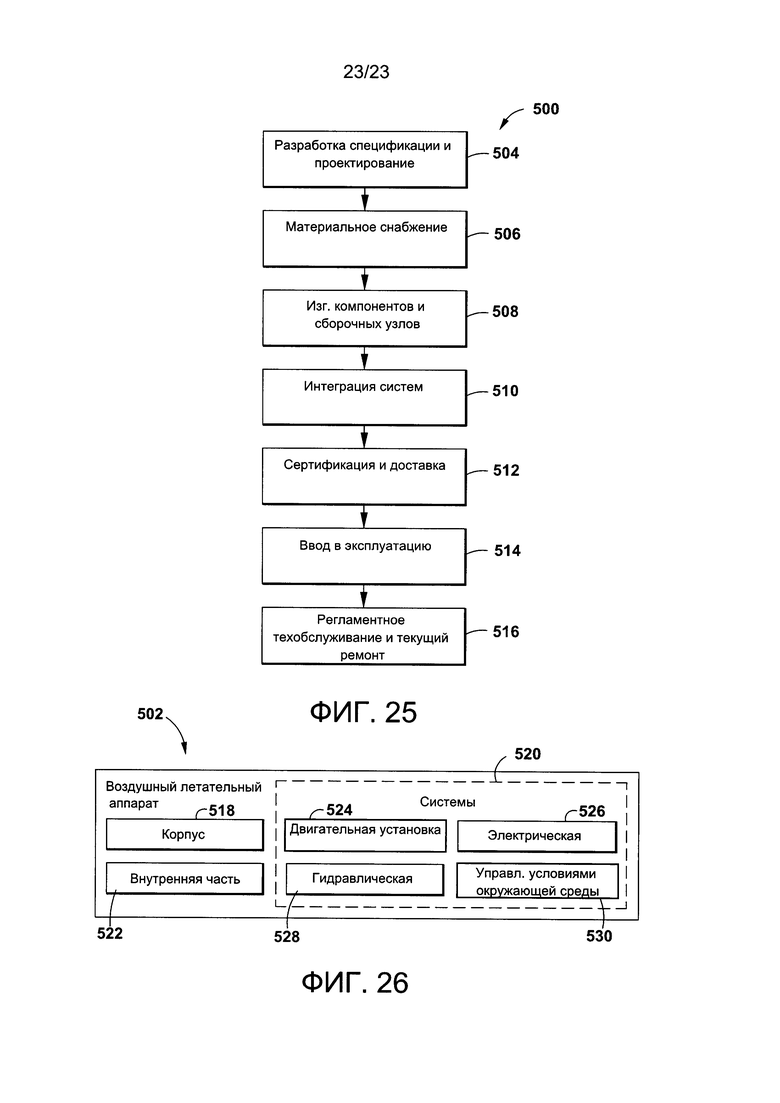
Изобретение относится к конструкционным соединительным элементам и направлено на повышение предсказуемости в отношении протекания адгезива в имеющих большую длину швах скрепления посредством связующего. Способ формирования соединительного элемента, образованного скреплением посредством нагнетаемого связующего, включает этапы, на которых: формируют стенку полости внутри области шва скрепления посредством связующего между сопрягаемыми поверхностями первой части и второй части, причем стенка полости делит длину шва скрепления посредством связующего и образует по меньшей мере одну полость для адгезива; нагнетают конструкционный адгезив в каждую полость для адгезива через нагнетательное отверстие, выпускают избыточный адгезив из полости для адгезива через по меньшей мере одно выпускное отверстие. Причем выпускное отверстие и нагнетательное отверстие расположены на противоположных концах полости для адгезива. 2 н. и 13 з.п. ф-лы, 26 ил.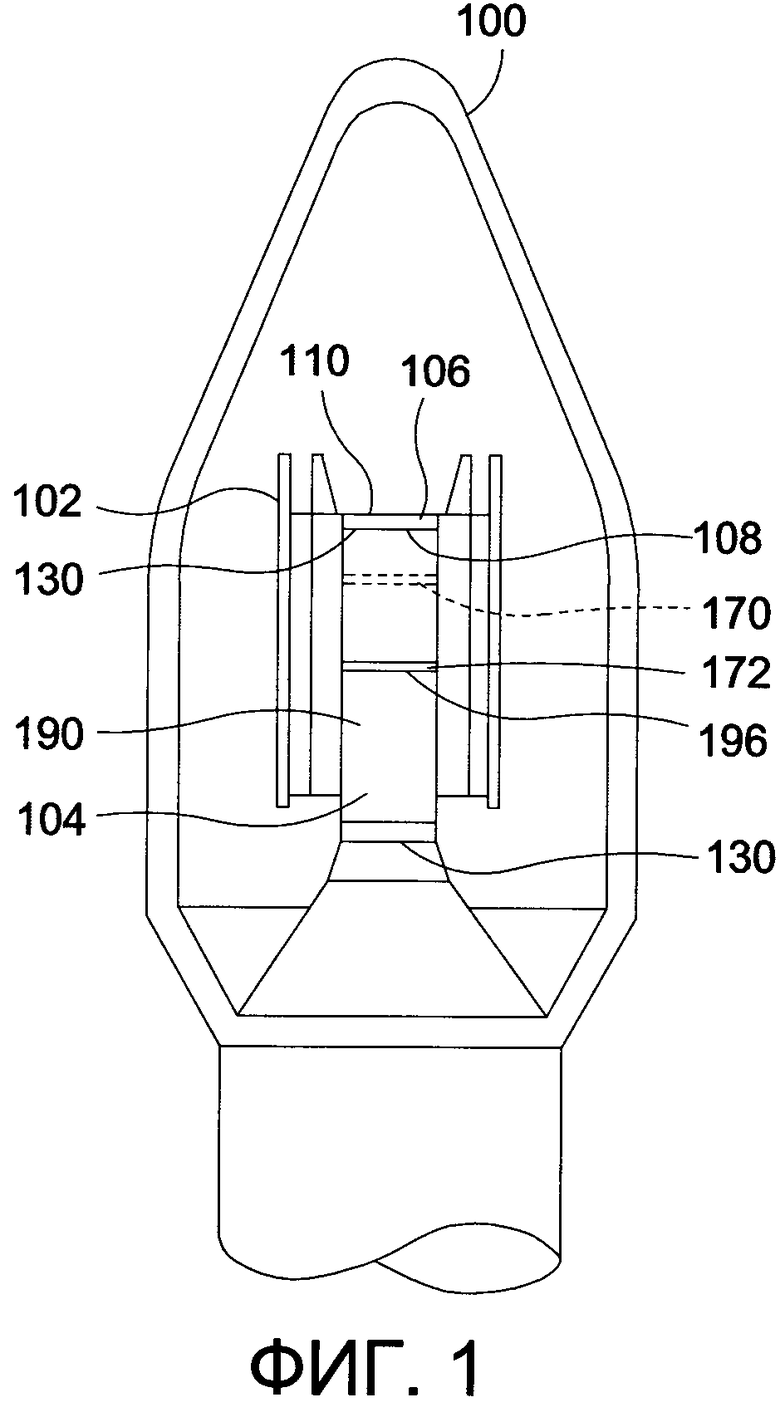
1. Способ (400) формирования соединительного элемента (106), образованного скреплением посредством нагнетаемого связующего, включающий этапы, на которых:
формируют стенку (212) полости внутри области (300) шва скрепления посредством связующего между сопрягаемыми поверхностями (192, 198) первой части (190) и второй части (196), причем стенка (212) полости делит длину (306) шва скрепления посредством связующего и образует по меньшей мере одну полость (210) для адгезива;
нагнетают конструкционный адгезив (370) в каждую полость (210) для адгезива через нагнетательное отверстие (312) и
выпускают избыточный адгезив (336) из полости (210) для адгезива через по меньшей мере одно выпускное отверстие (330),
причем выпускное отверстие (330) и нагнетательное отверстие (312) расположены на противоположных концах полости (210) для адгезива.
2. Способ (400) по п. 1, в котором формирование стенки (212) полости включает этап, на котором:
формируют стенку (212) полости из адгезива (214).
3. Способ (400) по п. 1 или п. 2, в котором формирование стенки (212) полости включает этап, на котором:
вставляют проволоку (230) для скрепления посредством связующего в стенку (212) полости.
4. Способ (400) по п. 1 или п. 2, дополнительно включающий этап, на котором: формируют перемычку (314) в виде шва скрепления посредством связующего
вдоль частичной кромки (194, 200) по меньшей мере одной части из первой части (190) и второй части (196);
причем стенка (212) полости, перемычка (314) в виде шва скрепления посредством
связующего и сопрягаемые поверхности (192, 198) совместно охватывают полость (210) для адгезива.
5. Способ (400) по п. 1 или п. 2, дополнительно включающий этапы, на которых:
собирают избыточный адгезив (336) в резервуаре (350) для адгезива, соединенном по текучей среде с выпускным отверстием (330).
6. Способ (400) по п. 1 или п. 2, дополнительно включающий этап, на котором: формируют резервуар (350) для адгезива в виде полки (354) или вертикальной колонны (352).
7. Способ (400) по п. 1 или п. 2, в котором первая часть (190) содержит цилиндр (110), вторая часть (196) содержит концевое кольцо (130), имеющее поперечное сечение (132) в виде С-образного канала (134), а формирование стенки (212) полости включает этапы, на которых:
прикрепляют последовательность проволок (230) для скрепления посредством связующего вдоль цилиндрической кромки (120) таким образом, что проволоки (230) для скрепления посредством связующего делят длину (306) шва скрепления посредством связующего;
покрывают адгезивом (214) проволоки (230) для скрепления посредством связующего и вставляют цилиндрическую кромку (120) в С-образный канал (134).
8. Способ (400) по п. 1 или п. 2, в котором первая часть (190) содержит цилиндр (110), вторая часть (196) содержит по меньшей мере одно кольцо из внутреннего кольца (170) и внешнего кольца (172), а формирование стенки (212) полости включает этапы, на которых:
прикрепляют последовательность проволок (230) для скрепления посредством связующего вдоль цилиндрической поверхности (114, 116);
покрывают адгезивом (214) проволоку (230) для скрепления посредством связующего и
размещают указанное по меньшей мере одно кольцо из внутреннего кольца (170) и внешнего кольца (170, 172) в необходимом положении относительно цилиндра (110).
9. Конструкционный узел (104), содержащий:
первую часть (190) и вторую часть (196), имеющие сопрягаемые поверхности (192, 198), скрепленные друг с другом посредством адгезивного связующего вдоль области (300) шва скрепления посредством связующего, имеющей длину (306) шва скрепления посредством связующего;
последовательность стенок (212) полости, выполненных вдоль длины (306) шва скрепления посредством связующего и делящих длину (306) шва скрепления посредством связующего на множество полостей (210) для адгезива и
конструкционный адгезив (370), поданный нагнетанием в каждую полость (210) для адгезива через по меньшей мере одно нагнетательное отверстие (312) и выпускаемый из полости (210) для адгезива через по меньшей мере одно выпускное отверстие (330),
причем выпускное отверстие (330) и нагнетательное отверстие (312) расположены на противоположных концах полости (210) для адгезива.
10. Конструкционный узел (104) по п. 9, в котором:
нагнетательное отверстие (312) выполнено по меньшей мере в одной части из первой части (190) и второй части (196).
11. Конструкционный узел (104) по любому из пп. 9, 10, дополнительно содержащий:
проволоку (230) для скрепления посредством связующего, включенную в состав по меньшей мере одной из стенок (212) полости.
12. Конструкционный узел (104) по любому из пп. 9, 10, дополнительно содержащий:
по меньшей мере один механический крепежный элемент (388), проходящий через первую часть (190) и вторую часть (196) в области (300) шва скрепления посредством связующего.
13. Конструкционный узел (104) по любому из пп. 9, 10, в котором:
первая часть (190) содержит цилиндр (110), имеющий цилиндрическую кромку (120);
вторая часть (196) содержит концевое кольцо (130), имеющее поперечное сечение (132) в виде С-образного канала (134); причем
последовательность стенок (212) полости распределена вокруг периферии (112) цилиндра, чтобы сформировать указанное множество полостей (210) для адгезива, обеспечивающих прикрепление посредством связующего цилиндрической кромки (120) к С-образному каналу (134).
14. Конструкционный узел (104) по любому из пп. 9, 10, в котором: первая часть (190) содержит цилиндр (110);
вторая часть (196) содержит по меньшей мере одно кольцо из внутреннего кольца (170) и внешнего кольца (172); причем
последовательность стенок (212) полости распределена вокруг периферии (112) цилиндра, чтобы сформировать множество полостей (210) для адгезива, обеспечивающих прикрепление посредством связующего цилиндра (110) к указанному по меньшей мере одному кольцу из внутреннего кольца (170) и внешнего кольца (172).
15. Конструкционный узел (104) по любому из пп. 9, 10, в котором:
первая часть (190) выполнена из материала (124) на основе армированной волокном полимерной матрицы; а
вторая часть (196) выполнена из металлического материала (162).
| WO 9721953 A1, 19.06.1997 | |||
| US 20120024457 A1, 02.02.2012 | |||
| WO 9316872 A1, 02.09.1993 | |||
| US 20060243382 A1, 02.11.2006 | |||
| Способ изготовления жидкометаллического композиционного контакта | 1981 |
|
SU966772A1 |
| Клеевое соединение | 1986 |
|
SU1434144A1 |

