РОДСТВЕННАЯ ЗАЯВКА
Настоящая заявка испрашивает приоритет согласно п. 35 Кодекса США 119(е) по предварительной заявке США с серийным номером 62/016,323, поданной 24 июня 2014 года, и патентной заявке США с серийным номером 14/719,851, поданной 22 мая 2015 года.
УРОВЕНЬ ТЕХНИКИ
В сфере строительства, и, в частности, внутри зданий, стены, как правило, формируют с помощью множества примыкающих панелей стеновых плит и т. п., применяемых для возведения внутренних стен. Шов стены формируют в месте соприкосновения двух панелей. Для создания однородного непрерывного внешнего вида стены к шву стены прикладывают ленту для герметизации швов. Ленту наносят на швы стены вручную или с помощью устройств, обычно называемых приспособлениями для нанесения герметизирующих лент на швы.
Приспособления для нанесения герметизирующих лент на швы наносят вязкий наполнитель и адгезивный материал в виде шовного состава на ленту для герметизации швов, а затем наносят состав и ленту на шов стены. Такой шовный состав также обычно называют строительным раствором. На рынке представлено множество приспособлений для нанесения герметизирующих лент на швы, также называемых устройствами автоматической выдачи, однако они, как правило, имеют аналогичный принцип действия. Первоначально приспособление для нанесения герметизирующих лент на швы применяют для нанесения ленты и шовного состава на шов стены. Лента покидает приспособление на его первом или переднем конце. После того, как приспособление для нанесения герметизирующих лент на швы достигнет верхней или нижней части шва (в зависимости от того, в каком направлении оператор наносит ленту и состав) и завершит нанесение ленты на определенный шов стены, оператор приводит в действие режущий механизм, используемый для обрезания ленты. Как правило, режущий механизм расположен на переднем конце приспособления для нанесения герметизирующих лент на швы, позади него.
Соответственно, для последующего нанесения ленты на поверхность стены ленту необходимо подать к переднему концу приспособления для нанесения герметизирующих лент на швы. Это можно выполнить либо вручную, захватывая ленту и подавая ее к переднему концу, либо с помощью узла продвижения ленты, который также соединен с приспособлением для нанесения герметизирующих лент на швы. Узел продвижения ленты выполнен с возможностью приведения в действие оператором и захватывает ленту для продвижения передней кромки ленты к переднему концу приспособления для нанесения герметизирующих лент на швы. Подходящие приводимые в качестве примера приспособления для нанесения герметизирующих лент на швы описаны в патентах США №№ 4,086,121; 5,882,691; 6,581,805; 6,874,557; 7,624,782 и в публикации патентной заявки США № 2007/0261334, каждая из которых включена в данный документ посредством ссылок. К сожалению, продвижение передней кроки ленты любым из этих способов не позволяет наносить на ленту достаточное количество состава. Соответственно, часть ленты, не содержащая состав, не будет прилипать к поверхности стены и не будет обеспечивать эффективное уплотнение между частями стены. Другие недостатки известных приспособлений для нанесения герметизирующих лент на швы заключаются в том, что для надлежащего приклеивания ленты к шву стены требуется значительный объем шовного состава, а также в том, что нередко сложно достичь хорошее адгезивное соединение между лентой и швом.
Во время известного строительства из гипсокартона, для возведения стены из гипсовой панели, имеющей типовую площадь 10 000 кв. фут. (929 м2), потребуется более 208 единиц гипсовых панелей, предоставляемых производителем гипсовых панелей в листах размером 4 фт х 12 фт (1,22 м х 3, 66 м). Нередко полная установка листов может занимать до двух дней. Гипсовые панели, как правило, прикрепляют в виде целых листов, а также листы режут на части меньшего размера и различные отдельные части размером менее 4 фт х 12 фт (1,22 м х 3,66 м) для покрытия каркаса стеновой конструкции, в результате чего может быть создано более чем 275 отдельных единиц гипсовых панелей, прикрепленных к каркасу, и множество стыковых соединительных швов, которые необходимо укрепить с помощью ленты для герметизации швов, накладываемой поверх соединительных швов. Укрепление шва, как правило, называют операцией герметизации швов лентой.
Обычную операцию герметизации лентой, как правило, осуществляет бригада из трех человек с помощью механического приспособления для нанесения герметизирующих лент на швы, при этом один из членов бригады управляет этим приспособлением с помощью нанесения лент для герметизации швов, покрытых шовным составом, поверх плоских швов в месте установки панелей и примыкания их кромок друг к другу вдоль плоской поверхности и угловых швов в месте установки панелей и примыкания под углом. Остальные два члена бригады, действуя согласованно, плотно притирают и/или разравнивают ленту для герметизации швов поверх швов и вытирают излишек шовного состава.
В настоящее время для выполнения операции герметизации швов лентой на 10 000 кв. фт. (929 м2) установленных гипсовых панелей с применением способа герметизации лентой, как правило, требуется более 15 человеко-часов рабочего времени вышеуказанной бригады из трех подготовленных специалистов и приблизительно от 45 до 50+ галлонов шовного состава. За это время оператор приспособления для нанесения герметизирующих лент на швы должен будет повторно наполнить приспособление для нанесения герметизирующих лент на швы шовным составом более 50 раз, применяя приспособление для нанесения герметизирующих лент на швы, имеющее резервуар с фиксированной объемной емкостью, что негативно сказывается на производительности. В этой существующей операции герметизации швов лентой с использованием ленты для герметизации швов и шовного состава высушивание при надлежащих условиях сушки, например, 75 °F/ 50% относительной влажности, может занимать более 24 часов перед тем, как могут быть успешно выполнены другие операции финишной обработки шва.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Настоящее автоматическое выдачное устройство для герметизации шва между стеновыми плитами с помощью ленты обеспечивают достижение вышеуказанных характерных особенностей достигаются или превосходят их, причем в вариантах осуществления его признаков применен специальный адгезив, который отличается от обычного шовного состава для стеновых плит. Благодаря применению такого адгезива, объем материала, выдаваемого на ленту, уменьшается. Соответственно, при необходимости диаметр и/или длина основного трубчатого корпуса устройства могут быть соответственно уменьшены по сравнению с размерами корпуса стандартного приспособления для нанесения герметизирующих лент на швы. В противном случае, если применяют стандартный корпус устройства из-за вмещения меньшего объема требуемого адгезива по сравнению с шовным составом, одно заполнение корпуса адгезивом длится в несколько раз дольше, чем в устройстве, оборудованном для выдачи обычного шовного состава.
Благодаря применению некоторых вариантов осуществления приспособления по настоящему изобретению бригада из 3 человек может эффективно и существенно сократить рабочее время операции герметизации швов лентой до приблизительно 5 человеко-часов или менее и уменьшить расход до приблизительно 7 галлонов или меньше адгезива на 10 000 кв. фт. (929 м2) установленных гипсовых панелей при выполнении операции герметизации швов лентой. За это время оператор приспособления для нанесения герметизирующих лент на швы должен будет повторно наполнить приспособление для нанесения герметизирующих лент на швы адгезивом лишь 14 раз, применяя приспособление для нанесения герметизирующих лент на швы, содержащее резервуар с такой же фиксированной объемной емкостью, что и стандартное приспособление для нанесения герметизирующих лент на швы, применяемое в настоящее время на рынке. В случае применения ленты для герметизации швов и адгезива материал, применяемый в операции герметизации швов лентой, высыхает или затвердевает в течение приблизительно 30 минут или менее после нанесения при таких же надлежащих условиях сушки, например, 75 °F/ 50% относительной влажности, перед тем, как могут быть успешно выполнены другие операции финишной обработки шва.
Кроме того, адгезивное соединение между лентой и швом стеновой плиты улучшается по сравнению с обычными приспособлениями для нанесения герметизирующих лент на швы, в которых применяют шовный состав для стеновых плит. Другое преимущество вариантов осуществления приспособления по настоящему изобретению заключается в том, что оно конструктивно предназначено для выдачи и выдачи контролируемого объема адгезива или другого вязкого материала равномерно поперек ленты для герметизации швов.
Еще один признак вариантов осуществления приспособления по настоящему изобретению заключается в том, что дозирование адгезива или другого вязкого материала точно соответствует типовой 500 фт (152,4 м) длине ленты для герметизации швов в рулоне, прикрепленном к корпусу приспособления. Резервуар и скорость выдачи материала можно отрегулировать таким образом, чтобы они соответствовали длине рулона ленты. Таким образом, управление работой приспособления и подачей осуществляется более эффективно с обеспечением повышения эксплуатационной экономичности.
Вышеуказанные преимущества могут быть, в частности, получены путем применения модифицированного привода с зубчатой передачей между храповыми зубчатыми колесами или приводного ролика, который контактирует с возможностью вращения со стеной в месте герметизации шва лентой и обуславливает вращение барабана или цилиндра, применяемого в качестве компонента в конструкции лебедки для наматывания троса, прикрепленного к поршню в корпусе. Когда трос тянет поршень в направлении головки или выпускного конца устройства, поршень нагнетает адгезив в корпус, что приводит к выпуску адгезива из корпуса на ленту. Усовершенствованный привод с «понижающей» зубчатой передачей уменьшает скорость вращения барабана или цилиндра относительно вращательного движения храповых зубчатых колес, благодаря чему требуется меньшее количество адгезива. В предпочтительном варианте осуществления достигают приблизительно 75% общего уменьшения длины подтягивания кабеля на проходимой или охватываемой стенке. Кроме того, в таком варианте осуществления за одну загрузку адгезива происходит по меньшей мере 200 и приблизительно 300-500 оборотов приводного ролика. Диаметр приводного ролика остается таким же, что и в предшествующем уровне техники, для поддержания высокой совместимости для конечных пользователей.
Вышеуказанное понижение передачи реализовано путем применения меньшего первичного цепного колеса и добавления промежуточного зубчатого колеса, которое работает на малых оборотах на опоре основного цепного привода и уменьшает износ передачи за счет равномерной выдачи массы адгезива; форма зубца была модернизирована (форма закругленного треугольника); а размер цепи был уменьшен до шага 3/16 дюйма роликовой цепи для снижения трения и достижения более плавного прокатывания при более тонком профиле приспособления. В одном из примеров применено цилиндрическое цепное колесо с наружным зацеплением, предназначенное для приводного механизма с зубчатым колесом и двойной цепью, которое уменьшает расход более чем на 75% по сравнению с обычными механическими приспособлениями для нанесения герметизирующих лент на швы для гипсокартона, применяемыми в настоящее время на рынке. Таким образом, для каждого галлона шовного состава, выдаваемого обычным приспособлением для нанесения герметизирующих лент на швы, настоящее приспособление выдает четвертую часть адгезива. Варианты осуществления настоящего изобретения и новаторская система выдачи позволяют эффективно дозировать и регулировать поток адгезива и в них применяют затвор или нож для задержки излишка адгезива, который эффективно и производительно осуществляет равномерную выдачу или нанесение адгезива на одну сторону ленты для укрепления шва.
Кроме того, в предпочтительных вариантах осуществления диаметр троса или барабана уменьшен, благодаря чему применен трос меньшей длины, который осуществляет вращательное перемещение приводных роликов. Это имеет важное значение для уменьшения выдаваемого количества адгезива и улучшения получаемой консистенции по сравнению с обычными устройствами, в которых применяют шовный состав.
Другой признак вариантов осуществления устройства по настоящему изобретению заключается в том, что для накачивания адгезива вместо металлического троса применен полимерный трос. Металлический трос подходит для выдачи шовного состава; однако меньший диаметр барабана и меньшее перемещение приводного ролика за один оборот приводит к перегибу обычного металлического троса или его неравномерному наматыванию. Настоящий трос предпочтительно изготовлен из пластмассы, содержащей сверхвысокомолекулярный полиэтилен, такой как шнур Dyneema®.
Величина диаметра барабана или цилиндра более важна в случае его применения с более тонким полимерным тросом, содержащим сверхвысокомолекулярный полиэтилен, поскольку наматывание троса вокруг цилиндра существенно не изменит диаметр барабана или цилиндра, что, в свою очередь, позволяет обеспечить постоянную скорость выдачи в ходе эксплуатации конструкции лебедки. При этом, при наматывании на цилиндр барабана металлического троса фактический диаметр цилиндра барабана будет увеличиваться и будет изменяться скорость выдачи и функционирование конструкции лебедки.
Еще один признак вариантов осуществления устройства по настоящему изобретению заключается в том, что на выдачное выпускное отверстие для адгезива устанавливают клиновидные вставки, таким образом что обычные размеры выпускного отверстия значительно уменьшаются. Такое уменьшение создает обратное течение или вытекание адгезива таким образом, чтобы равномерно впускать адгезив по всей ширине выпускного отверстия и равномерно покрывать поверхность ленты. Предпочтительно один клин закреплен на крышке устройства, а другой прикреплен к затвору для формирования суженного зазора. В целом, признаки приспособления по настоящему изобретению обуславливают меньший износ по сравнению с обычными приспособлениями для нанесения герметизирующих лент на швы, выдающими шовный состав, а также уменьшение количества отходов выдаваемого материала.
В частности, предложено устройство для автоматической выдачи для герметизации шва между стеновыми плитами с помощью ленты, содержащее корпус для вмещения системы подачи адгезивного материала, имеющий задний конец и противоположный передний конец, узел катушки, расположенный на корпусе и выполненный с возможностью удержания катушки с лентой; по меньшей мере один приводной ролик, расположенный на переднем конце и принимающий конец катушки с лентой. Узел нанесения адгезива соединен с приводным роликом и установлен с обеспечением его функциональной связи с передним концом для выдачи отмеренного количества адгезива по поверхности ленты при вращении по меньшей мере одного приводного ролика. Корпус выполнен с возможностью вмещения достаточного количества адгезива для покрытия ленты, продвигаемой по меньшей мере за 200 вращений по меньшей мере одного приводного ролика.
В другом варианте осуществления предложен способ модернизации устройства для автоматической выдачи ленты по стеновой плите, согласно которому приводной ролик соединяют с тросовым барабаном с применением множества элементов передачи мощности и зубчатых цепных колес таким образом, чтобы подача адгезива в корпус вышеуказанного устройства была достаточной для покрытия 500 фт (152,4 м) ленты для герметизации швов стеновых плит; уменьшают диаметр тросового барабана; и уменьшают объем выдаваемой композиции приблизительно на 75% по сравнению с обычными устройствами выдачи ленты, в которых применяют шовный состав для стеновых плит.
В дополнительном варианте осуществления предложено устройство для автоматической выдачи ленты, содержащее полимерный трос, соединенный с тросовым барабаном, выступающим в роли лебедки, и поршень, который возвратно-поступательно перемещается в пределах корпуса, выполненного с возможностью вмещения системы подачи вязкого материала внутри устройства.
Еще в одном варианте осуществления предложена головка для устройства для выдачи ленты, содержащая приводной ролик, расположенный на переднем конце головки и выполненный с возможностью приема конца катушки с лентой, узел нанесения адгезива, соединенный с приводным роликом и установленный с обеспечением его функциональной связи с передним концом для выдачи отмеренного количества адгезива на поверхность ленты при вращении приводного ролика, тросовый барабан, соединенный с приводным роликом для совместного вращения, и трос, соединенный на одном конце с барабаном, а на противоположном конце с поршнем. Приводной ролик соединен с барабаном посредством первого и второго элементов передачи мощности, причем приводной ролик содержит приводной вал с приводным зубчатым колесом и соединен посредством первого элемента передачи мощности с промежуточным зубчатым колесом с промежуточным валом и цепным колесом, а второй элемент передачи мощности соединен с натяжным цепным колесом и цепным колесом барабана таким образом, что вращение приводного ролика посредством первого и второго элементов передачи мощности передается на барабан.
Еще в одном варианте осуществления предложено устройство для выдачи ленты, содержащее механизм регулирования соотношения вязкого материала, выдаваемого на ленту.
Еще в одном варианте осуществления предложена головка для устройства для выдачи ленты, содержащая приводной ролик, расположенный на переднем конце головки и выполненный с возможностью приема конца катушки с лентой, узел нанесения адгезива, соединенный с приводным роликом и установленный с обеспечением его функциональной связи с передним концом для выдачи отмеренного количества адгезива на поверхности ленты при вращении приводного ролика, причем узел нанесения адгезива содержит съемную крышку, соединенную с головкой, причем крышка частично определяет выпускное отверстие для адгезива, затвор в головке, выполненный и расположенный таким образом, чтобы дополнять крышку и частично определять указанное выпускное отверстие; причём по меньшей мере одно из крышки и затвора содержит ограничитель, выполненный с возможностью уменьшения размера выпускного отверстия для адгезива.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
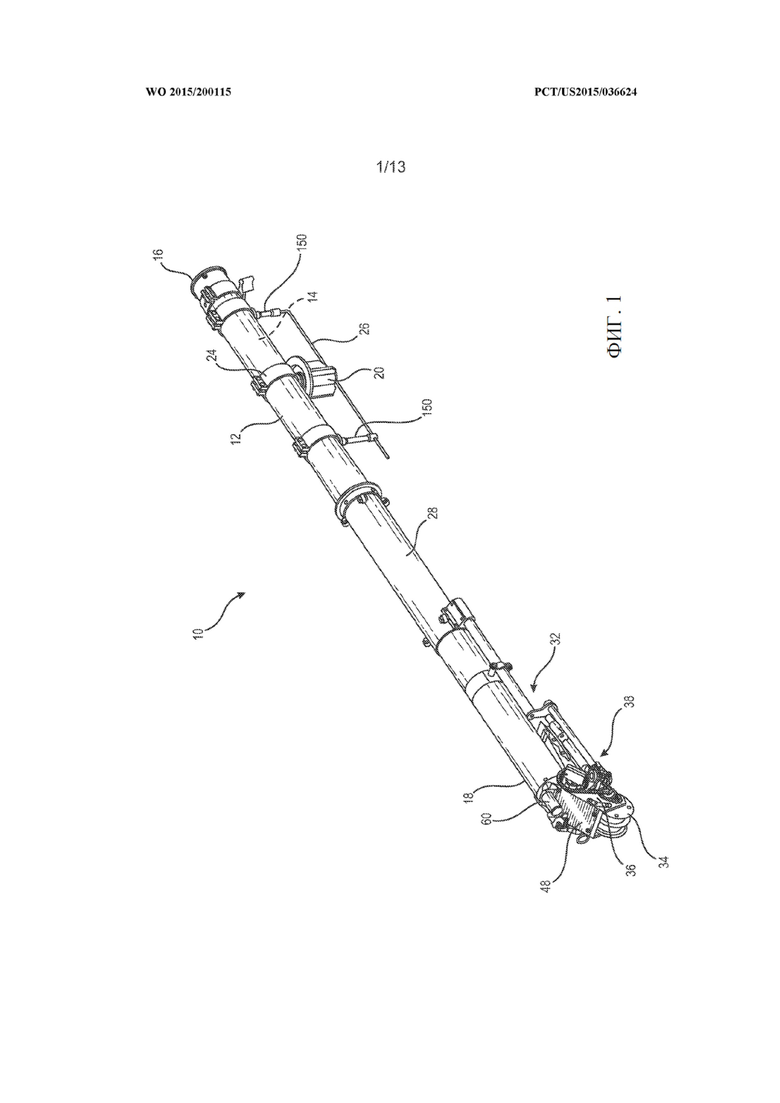
На ФИГ. 1 представлен перспективный вид сверху варианта осуществления устройства в сборе для выдачи ленты на швы по настоящему изобретению;
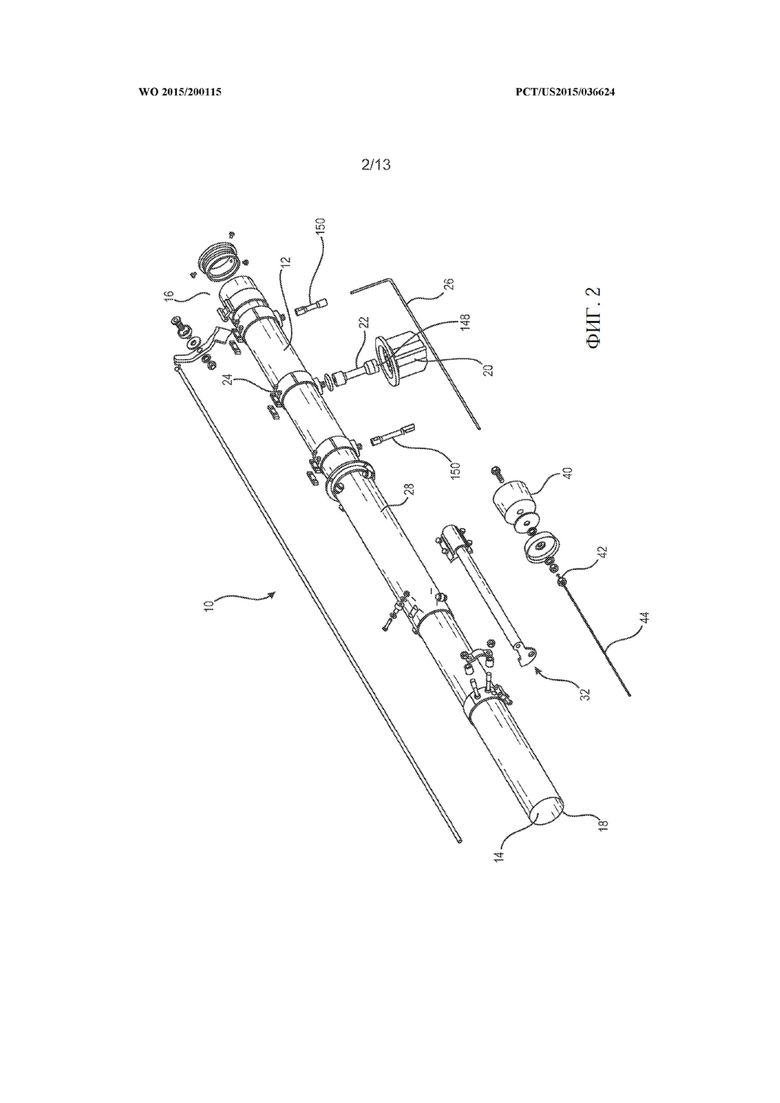
На ФИГ. 2 представлен местный развернутый вид в перспективе устройства по ФИГ. 1;
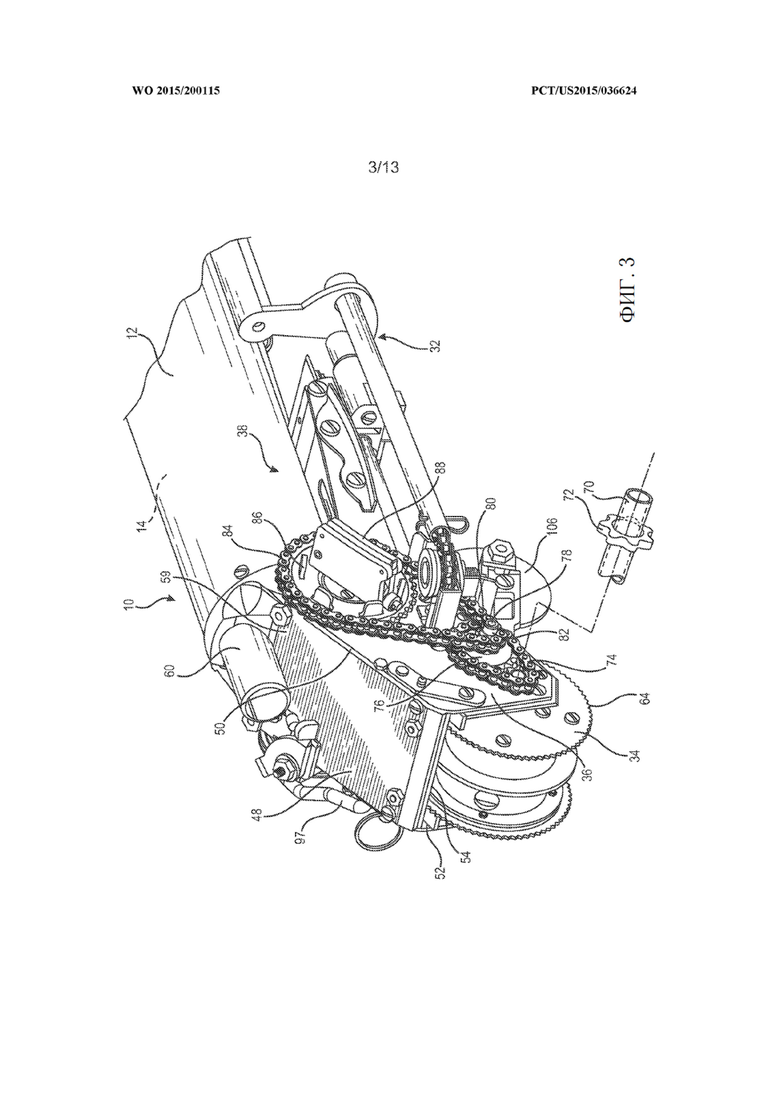
На ФИГ. 3 представлен местный, частично развернутый перспективный вид спереди варианта осуществления устройства для выдачи по настоящему изобретению;
На ФИГ. 4 представлен местный перспективный вид спереди варианта осуществления устройства для выдачи по настоящему изобретению с отдельно показанной крышкой;
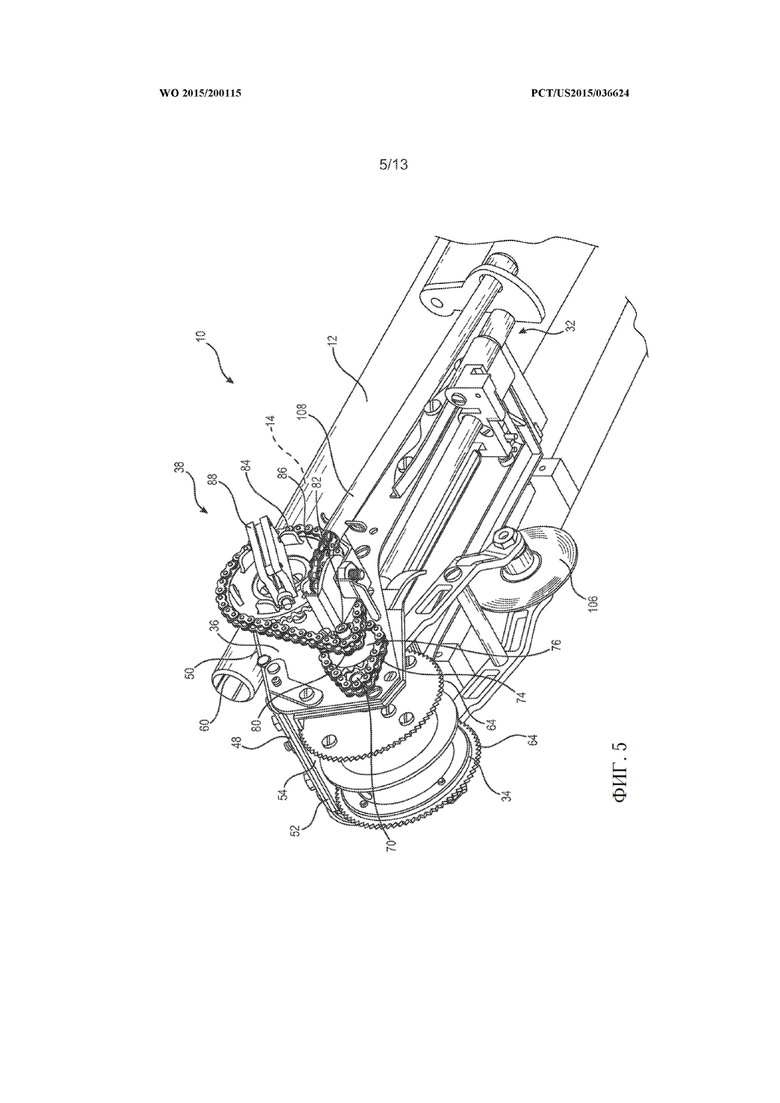
На ФИГ. 5 представлен местный перспективный вид снизу варианта осуществления устройства для выдачи по настоящему изобретению;
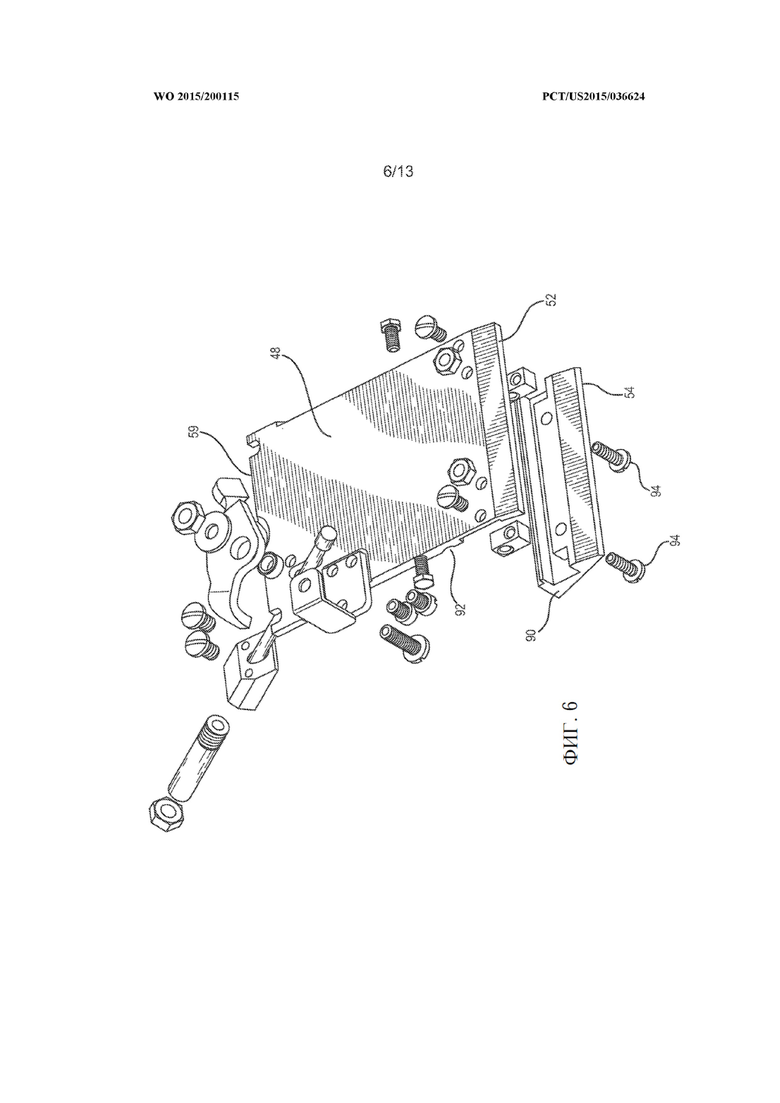
На ФИГ. 6 представлен развернутый перспективный вид сверху варианта осуществления крышки по настоящему изобретению и клиновидного узла;
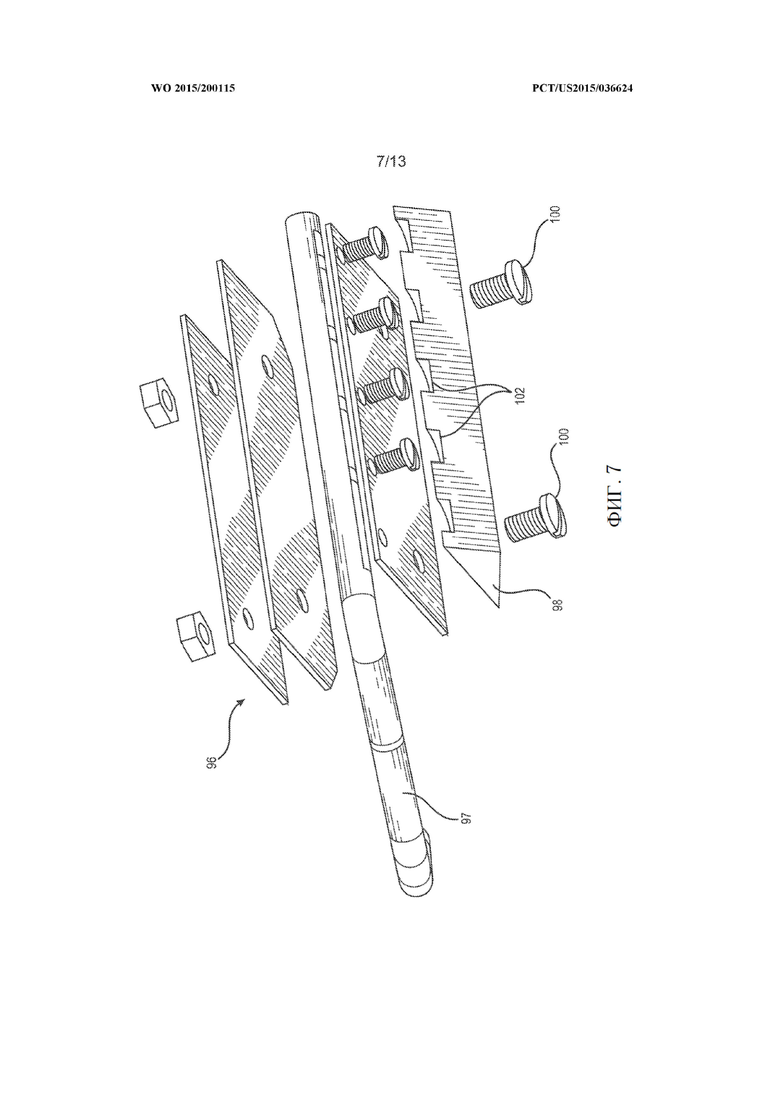
На ФИГ. 7 представлен развернутый перспективный вид спереди варианта осуществления клиновидного узла затвора по настоящему изобретению;
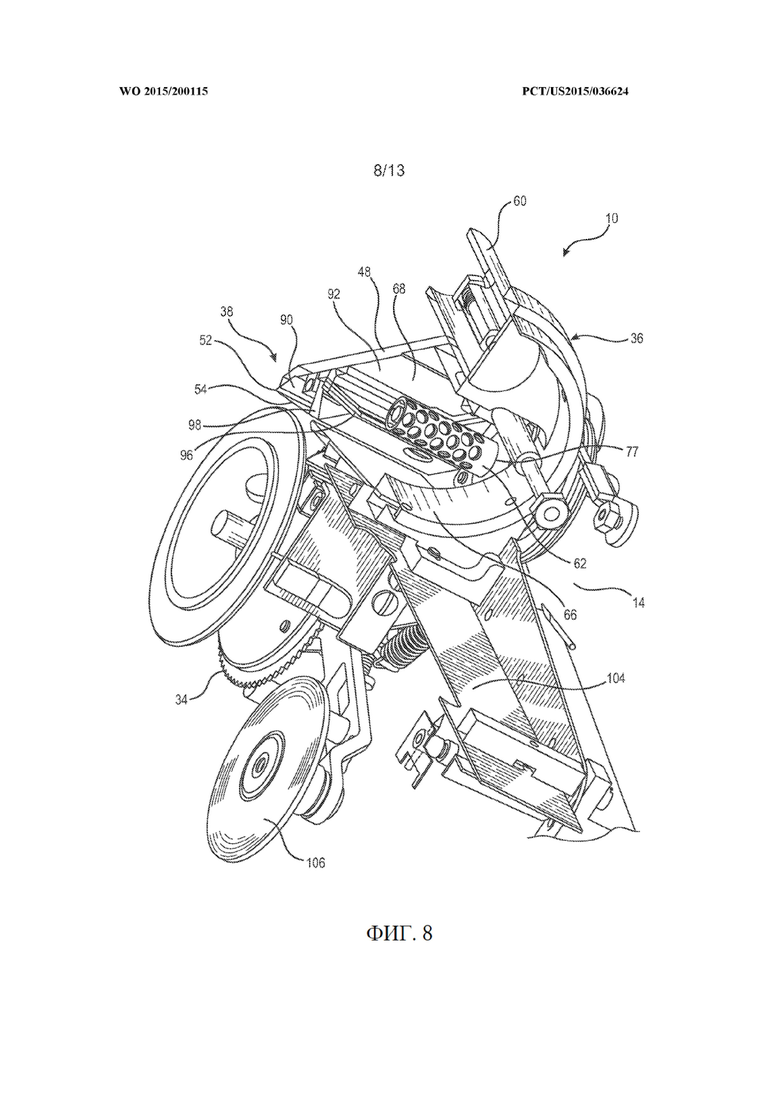
На ФИГ. 8 представлен местный перспективный вид сзади варианта осуществления выпускного отверстия для адгезива по настоящему изобретению, образованного клиновидными узлами;
На ФИГ. 9 представлен местный перспективный вид снизу альтернативного варианта осуществления устройства для выдачи по настоящему изобретению, изображенного на ФИГ. 3;
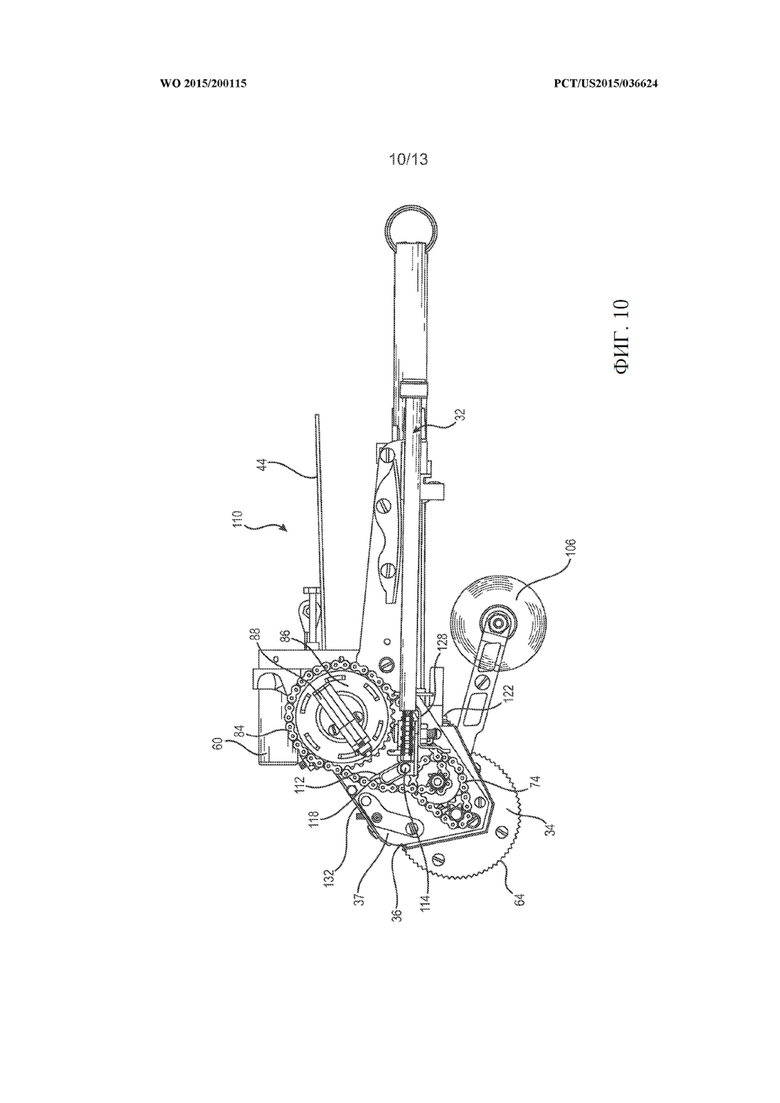
На ФИГ. 10 представлен вид сбоку варианта осуществления устройства по настоящему изобретению, изображенного на ФИГ. 9;
На ФИГ. 11 представлен местный, развернутый, перспективный вид снизу устройства, показанного на ФИГ. 9;
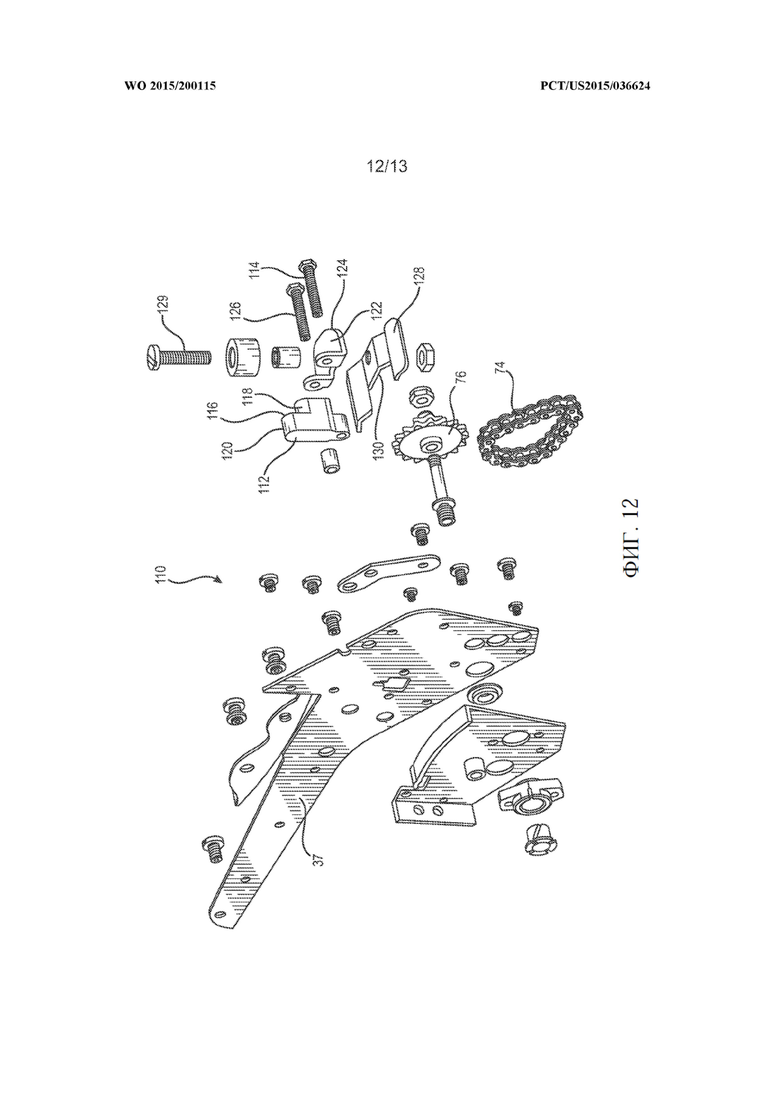
На ФИГ. 12 представлен местный, развернутый, перспективный вид спереди устройства по ФИГ. 9; и
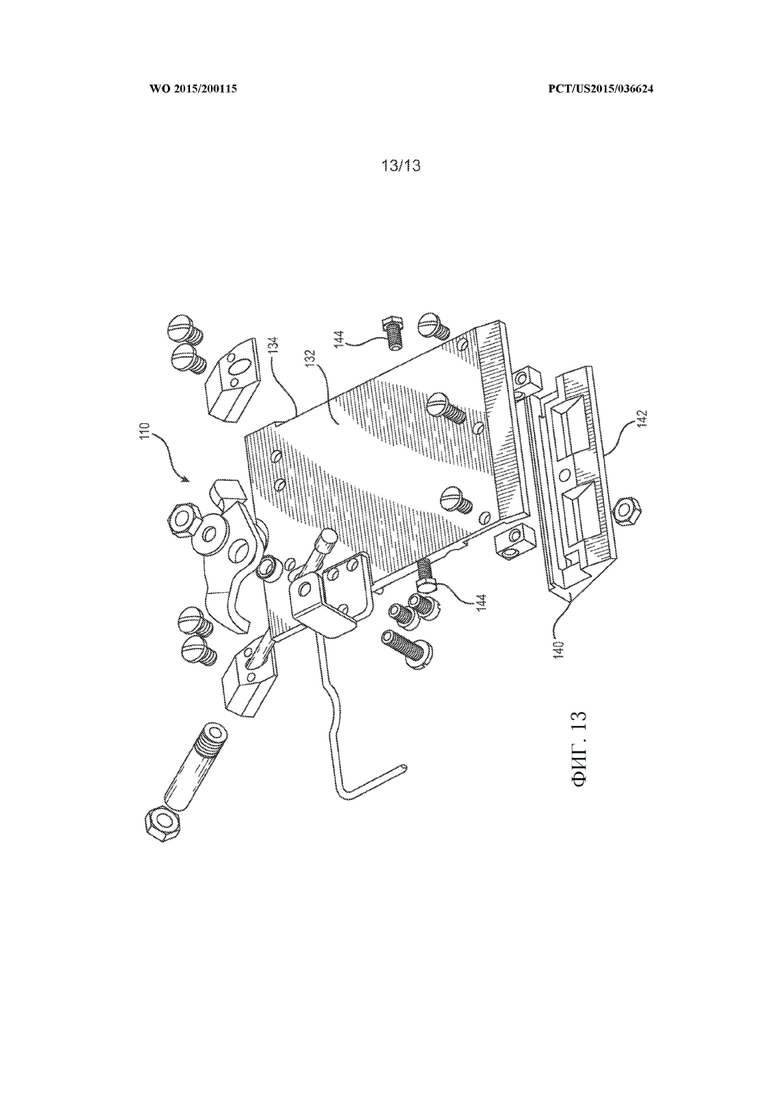
На ФИГ. 13 представлен местный, развернутый, перспективный вид спереди устройства по ФИГ. 9.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
На ФИГ. 1 и 2 устройство для автоматической выдачи ленты по стеновой плите, также называемое приспособлением для нанесения герметизирующих лент на швы, в целом обозначено ссылочной позицией 10. Приспособление 10 для нанесения герметизирующих лент на швы содержит некоторые общие элементы с приспособлениями для нанесения герметизирующих лент на швы, описанными в патентах США №№ 4,086,121; 6,874,557 и 7,624,782, каждый из которых включен в данный документ посредством ссылок. Некоторые из этих общих элементов между приспособлением 10 для нанесения герметизирующих лент на швы по настоящему изобретению и приспособлениями для нанесения герметизирующих лент на швы, описанными в этих патентах, как правило, имеют отношение к загрузке ленты, подаче ленты, откатке ленты, резке ленты, а также к общей конструкции и принципу работы приспособлений для нанесения герметизирующих лент на швы, за исключением описанных ниже случаев.
Приспособление 10 для нанесения герметизирующих лент на швы предпочтительно содержит корпус 12, обычно имеющий форму полой трубки или цилиндра для образования камеры 14, выполненной с возможностью вмещения системы подачи адгезива, который может быть отличным от обычного шовного состава для стеновых плит, применяемого в обычных приспособлениях для нанесения герметизирующих лент на швы, описанных в вышеперечисленных патентах. Важным отличительным признаком некоторых вариантов осуществления приспособления 10 по настоящему изобретению является то, что оно выполнено с возможностью выдачи адгезива, а не шовного состава. «Шовный состав» представляет собой термин, который хорошо известен в данной области техники и который относится к отверждаемой композиции, которую применяют для заполнения швов между прилегающими стеновыми плитами. Иллюстративные типы шовного состава описаны в принадлежащих одному и тому же правообладателю патентах США №№ 6,673,144; 5,534,059; и 5,746,822, среди многих прочих. Варианты осуществления адгезива по настоящему изобретению отличны от шовного состава в том, что они не обеспечивают традиционную функцию заделки или заполнения пространств между прилегающими панелями. Напротив, основная функция адгезива заключается в прикреплении ленты для герметизации швов стеновых плит к прилегающим панелям для покрытия шва стены.
Корпус 12 содержит задний конец 16, который предпочтительно открыт и не содержит пробку, и противоположный передний конец 18. Катушка 20 прикреплена с возможностью вращения к корпусу 12 и имеет размеры, подходящие для приема и удержания рулона ленты для герметизации швов (не показан). Катушка 20 поворачивается вокруг оси 22 в поперечном направлении и установлена на корпусе 12 с помощью зажима или ленты 24. Как известно из уровня техники приспособлений для нанесения герметизирующих лент на швы, для удержания рулона ленты на катушке 20 применяют съемную пружинную скобу 26. Приводной механизм или муфту 28 предпочтительно подвижно устанавливают на корпус 12 для подачи полотна 30 ленты (ФИГ. 4) к переднему концу 18 приспособления 10 для нанесения герметизирующих лент на швы и для приведения в действие режущего ножа (не показан) для отрезания ленты. Лента для укрепления шва служит для скрытия кромок гипсовой панели, которые образуют места соединения или швы, когда две или большее количество гипсовых панелей установлены встык под любым углом или по всей плоскости или по всему каркасу стенки. Лента для укрепления шва может быть изготовлена с применением многих видов материалов. Лента для укрепления шва позволяет контролировать растрескивание шва после приклеивания ленты для герметизации швов к швам панели с применением подходящего адгезивного материала и дополнительно позволяет визуально скрывать шов в случае нанесения финишных шовных герметизирующих материалов поверх герметизируемого лентой соединительного шва. Многовальный рычажный механизм 32 соединяет приводной механизм 28 с передним концом 18 корпуса для выполнения вышеперечисленных операций и более подробно описан в патенте США 7,624,782.
На переднем конце 18 корпуса 12 имеется по меньшей мере один приводной ролик или храповое зубчатое колесо 34, которое удерживается с возможностью вращения на головке в виде кронштейна или корпусе 36 головки, который прикреплен к переднему концу 18 корпуса 12, содержит пару боковых пластин 37 и обеспечивает точку крепления как для приводного ролика, так и для узла нанесения адгезива, в целом обозначенного ссылочной позицией 38. Приводной ролик 34 принимает конец ленты для герметизации швов и продвигает ленту от рулона на катушке 20, при этом на ленту наносят адгезив. Поршень 40 установлен с возможностью скольжения и возвратно-поступательного перемещения внутри корпуса 12 и прикреплен к концу 42 троса 44, который присоединен на противоположном конце 46 (ФИГ. 4) к узлу 38 нанесения адгезива. В отличие от стальных тросов, применяемых в традиционных приспособлениях для нанесения герметизирующих лент на швы, выдающие шовный состав, трос 44 по настоящему изобретению изготовлен из пластмассы или другого неметаллического материала, который более управляем в относительно более жестких условиях прокатывания тросовым барабаном уменьшенного диаметра, описанным ниже более подробно. В предпочтительном варианте осуществления трос 44 изготовлен из пластмассы, содержащей сверхвысокомолекулярный полиэтилен, а более предпочтительно из шнура Dyneema®. В рабочем состоянии узел 38 нанесения адгезива соединен с приводным роликом 34 для выдачи отмеренного количества адгезива на верхнюю поверхность ленты при вращении приводного ролика.
Одним из отличительных признаков предпочтительных вариантов осуществления приспособления 10 для нанесения герметизирующих лент на швы по настоящему изобретению является то, что корпус 12, имеющий размер, который является стандартным для таких устройств, вмещает примерно 1 галлон адгезива. Такое приспособление 10 выполнено с возможностью выдачи 1 галлона на 250 погонных футах ленты для герметизации швов, таким образом 500 футов (152,4 м) ленты покрывают 2 галлонами или с одной дозаправкой корпуса 12. В случае применения обычного шовного состава приспособление для нанесения герметизирующих лент на швы необходимо дозаправлять 7-8 раз из-за относительно высокой скорости нанесения шовного состава по сравнению с адгезивом по настоящему изобретению. Таким образом, предпочтительные варианты осуществления приспособления 10 для нанесения герметизирующих лент на швы по настоящему изобретению предполагают применение приблизительно на 25-30% меньшего количества материала, выдаваемого на ленту, по сравнению с обычными устройствами для выдачи шовного состава. Другим параметром является то, что корпус 12 может быть выполнен с возможностью вмещения достаточного количества адгезива для покрытия ленты, продвигаемой по меньшей мере за 200, а более предпочтительно приблизительно 300-500 вращений по меньшей мере одного приводного ролика 34.
Согласно ФИГ. 3-5 корпус 36 головки имеет пластинчатую крышку 48, которая съемно прикреплена к наклонной верхней кромке 50 корпуса головки. Нижняя кромка 52 крышки 48 частично образует выпускное отверстие 54, через которое выходит полотно 30 ленты для герметизации швов и через которое выдают слой адгезива 56 для нанесения на шов стены. Как было описано выше, адезив 56 предпочтительно практически полностью покрывает верхнюю поверхность 58 полотна 30 и химически отличается от обычного шовного состава. В частности, адгезив 56 механически связывает или соединяет ленту 30 для укрепления шва с примыкающими гипсовыми панелями над соединительным швом для противодействия их физическому разделению. Адгезив 56 дополнительно способствует созданию с помощью ленты для укрепления шва в некоторой степени трещиноустойчивой системы соединения за счет более эффективного равномерного распределения напряжения по всему соединительному шву. Наносимый влажный адгезив при высыхании преобразуется в твердую пленку.
Хотя через приспособление 10 может быть выдан адгезив с любым составом, в предпочтительных вариантах осуществления предпочтительно применение устойчивой тиксотропной текучей среды с низким напряжением текучести, которая обладает свойством снижения вязкости при сдвиге с быстрой характеристикой восстановления. Композиция адгезива 56 включает взвесь акрилового латекса на водной основе с относительно малым удельным весом и низким содержанием твердой фазы. Кроме того, предпочтительно адгезиву 56 придают некоторые другие физические свойства и обеспечивают значительное время схватывания и применимость для возможности осуществления нанесения в типовых условиях монтажа на строительной площадке, при этом во время нанесения на место в результате выполнения операции герметизации швов лентой высыхание или затвердевание должно происходить в течение приблизительно 30 минут или меньше после нанесения.
Подходящий адгезив для ленты для укрепления шва, который обеспечивает вышеуказанные физические свойства, входит в состав продуктов, подобных обойному клею на водной основе профессионального класса для мест с высокой влажностью, например, предназначенному для применения в кухне и ванной. В качестве примера, обойный клей для кухни и ванной GH-95 производства компании Roman Decorating Products обеспечивает приемлемые характеристики.
Верхний конец 59 крышки 48 примыкает к трубчатому впускному каналу 60, через который адгезив 56 накачивают в корпус 12 таким же способом, который применяют для наполнения приспособления для нанесения герметизирующих лент на швы шовным составом. Как и в случае с обычными приспособлениями для нанесения герметизирующих лент на швы, пользователь управляет приспособлением 10 по настоящему изобретению, перемещая его вдоль шва стены таким образом, что приводной ролик или ролики 34 вращаются, двигаясь вдоль стены. Это вращение в конечном итоге приводит к такому же вращению тросового барабана 62, установленного в отстоящей, параллельной ориентации на корпусе 36 головки. Это вращение также приводит к продвижению полотна 30 ленты для герметизации швов, поскольку приводные ролики 34 содержат периферийные зубцы 64 для продвижения ленты. При этом, вращение тросового барабана 62, который соединен с тросом 44, приводит к подтягиванию троса и связанного с ним поршня 40 по направлению к переднему концу 18 и, таким образом, нагнетанию адгезива 56 в прямом направлении к выпускному отверстию 66 для адгезива (ФИГ. 4 и 8). Когда поршень 40 движется вперед, адгезив 56 заполняет внутреннюю часть 68 корпуса 36 головки и удерживается во внутренней части крышкой 48.
Согласно ФИГ. 3-5, важным отличительным признаком предпочтительных вариантов осуществления приспособления 10 для нанесения герметизирующих лент на швы по настоящему изобретению является то, что величина поворота тросового барабана 62 по отношению к повороту приводных роликов 34 значительно уменьшена, поскольку на погонный дюйм ленты для герметизации швов выдают меньше адгезива 56, чем в случае с обычными приспособлениями для нанесения герметизирующих лент на швы, выдающими шовный состав. Один из способов, при котором замедляется вращение барабана, заключается в снижении передаточного отношения между приводными роликами 34 и тросовым барабаном 62. В частности, в предпочтительном варианте осуществления приводные ролики 34 соединены с возможностью вращения в корпусе 36 головки с приводным валом 70, установленным с приводным зубчатым колесом 72 (ФИГ. 3). Первый элемент 74 передачи, который в данном случае представляет собой звеньевую цепь, хотя возможно применение других типов приводных ремней или тросов, входит в зацепление с приводным зубчатым колесом 72, а также промежуточным зубчатым колесом 76 относительно большого диаметра. В таких вариантах осуществления предпочтительно цепь 74 имеет такие же размеры, что и роликовая цепь с шагом 3/16 дюйма, для снижения трения и достижения ровного прокатывания за счет более тонкого профиля устройства. Промежуточное зубчатое колесо 76 свободно вращается на промежуточном валу 78, прикрепленном к корпусу 36 головки. Натяжное цепное колесо 80 вблизи расширенного конца 82 промежуточного вала 78 входит в зацепление со вторым элементом 84 передачи мощности, предпочтительно такого же типа, что и цепь элемента 74.
Второй элемент 84 передачи мощности соединяет зубчатое колесо 86 барабана относительно большого диаметра с натяжным цепным колесом 80. Постоянное соединение между компонентами обеспечивает одновременное вращение цепного колеса 86 барабана и тросового барабана 62. Кроме того, для совместного вращения с цепным колесом 86 барабана соединен приводной механизм для ручного продвижения или ключ 88, выполненный с возможностью захватывания пользователем для ручного продвижения тросового барабана 62 и, таким образом, заполнения внутренней части 68 корпуса головки адгезивом 56.
Благодаря добавлению промежуточного зубчатого колеса 76 и дополнительного первого элемента 74 передачи мощности уменьшено отношение поворота барабана к повороту приводного ролика. Дальнейшего снижения достигают за счет уменьшения диаметра тросового барабана 62 по сравнению с обычными приспособлениями для нанесения герметизирующих лент на швы, выдающие шовный состав. Кроме того, предпочтительные варианты осуществления включают буртики 77 тросового барабана 62, которые выполнены более тонкими, чем буртики тросового барабана в приспособлении для нанесения герметизирующих лент на швы, выдающим шовный состав, для уменьшения высоты накручивания троса 44, когда трос накатывают поверх него самого. Это позволяет увеличить количество поступающего адгезива 56 из-за уменьшения диаметра барабана 62, постольку за один оборот подтягивают больший отрезок троса.
Согласно ФИГ. 4 и 8, для достижения относительно равномерного нанесения адгезива 56 на верхнюю поверхность 58 ленты 30 для герметизации швов поток адгезива из внутренней части 68 корпуса 36 головки соответственно ограничивают из-за ограниченного объема материала. Было обнаружено, что в предпочтительных вариантах осуществления устройства 10 по настоящему изобретению количество адгезива, выдаваемого на погонный фут ленты для герметизации швов, уменьшено приблизительно на 65% по сравнению с обычными приспособлениями для нанесения герметизирующих лент на швы, выдающими шовный состав.
Согласно ФИГ. 4 и 6-8, один из способов обеспечения такого сниженного объема для более равномерного покрытия ленты для герметизации швов представляет собой применение ограничителя 90 на крышке, расположенного на нижней поверхности 92 крышки 48. Устанавливаемый на крышку 48 с помощью крепежных элементов 94, как показано на ФИГ. 6, ограничитель 90 на крышке предпочтительно имеет клиновидную форму, если смотреть со стороны, и, таким образом, ограничивает поток адгезива 56 из места 54 выпуска. Кроме того, в корпусе 36 головки устанавливают затвор 96, через который проходит адгезива 56 и который выполнен с возможностью регулировки, осуществляемой аналогично дисковому поворотному клапану, путем управления пользователем рычагом 97 затвора. Таким образом, в корпусе 36 головки происходит дополнительное ограничение потока адгезива ограничителем 98 на затворе, выполненным таким образом, чтобы дополнять ограничителя 90 на крышке. Как и в случае ограничителя 90 на крышке, ограничитель 98 на затворе может быть прикреплен к затвору с помощью крепежных элементов 100 и, как правило, имеет клиновидную форму, если смотреть со стороны. Кроме того, оба ограничителя 90, 98 увеличивают ширину крышки 48 для повышения равномерности потока адгезива 56 через место 54 выпуска, определяя уменьшенный профиль места выпуска, из-за чего в корпусе 36 головки возникает обратный поток адгезива 56. Таким образом, ограничители 90, 98 позволяют более равномерно выдавать адгезив 56 на всю ленту 30. В одном варианте осуществления по меньшей мере один из ограничителя 90 на крышке и ограничителя 98 на затворе содержит отстоящие друг от друга пазы 102 (ФИГ. 7), определяющие выпускные отверстия для адгезива 56.
Как видно на ФИГ. 4 и 8, как ограничитель 90 на крышке, так и ограничитель 98 на затворе предпочтительно расположены выше дорожки 104 для подачи ленты из катушки 20 к переднему концу 18 корпуса 12. Кроме того, как и в случае с некоторыми приспособлениями для нанесения герметизирующих лент на швы из предшествующего уровня техники, варианты осуществления устройства 10 по настоящему изобретению содержат отводимое угловое колесо 106 и цепной механизм 108 приведения в действие ножа (ФИГ. 5).
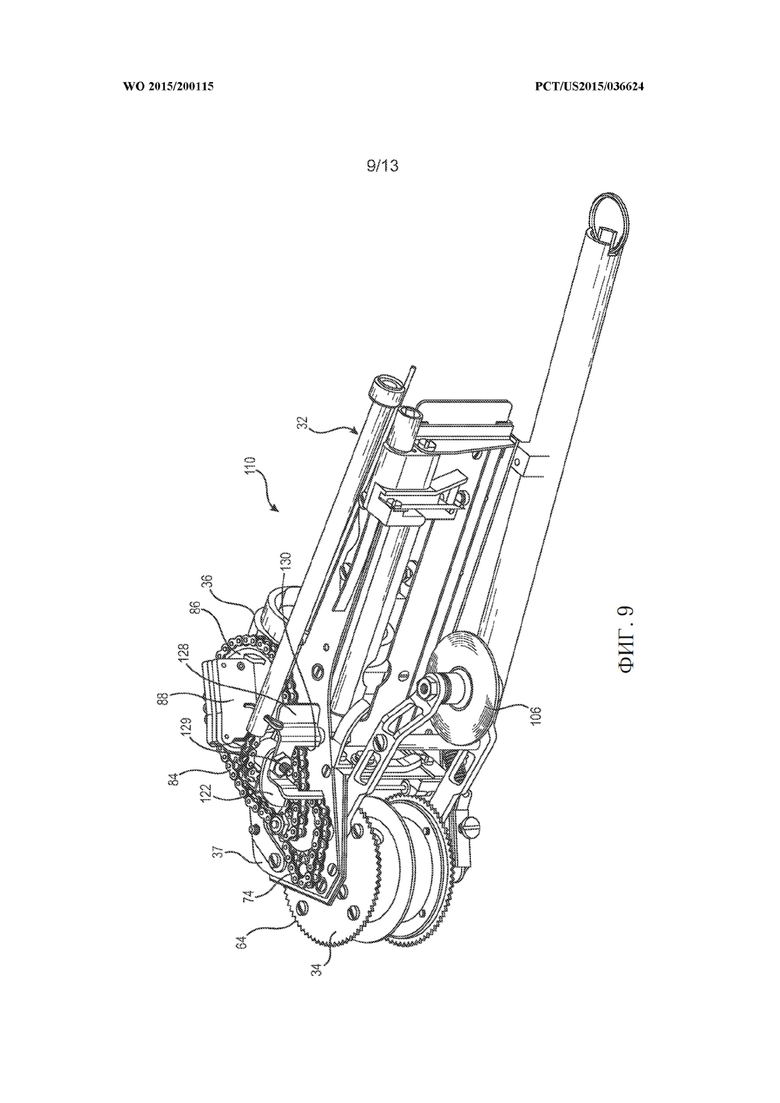
На ФИГ. 9-13 показан альтернативный вариант осуществления устройства для выдачи по настоящему изобретению, которое в целом обозначено ссылочной позицией 110. Компоненты, применяемые с устройством 10, обозначены идентичными ссылочными позициями. Устройства 10 и 110 взаимозаменяемы и представляют собой в основном одно и то же устройство за исключением того, что устройство 110 включает несколько усовершенствований. Один отличительный признак устройства 110 представляет собой устройство 112 для натяжения цепи, устанавливаемое на боковые пластины 37 корпуса 36 головки. Устройство 112 для натяжения цепи шарнирно прикреплено к одной из боковых пластин 37 с помощью резьбового крепежного элемента 114, например, винта. По форме устройство 112 для натяжения цепи имеет ступенчатый конец 116, определяющий плечо 118. Более длинная часть 120 ступенчатого конца 116 отделяет второй элемент 84 передачи мощности, предпочтительно звеньевую цепь, от корпуса 36 головки. В рабочем состоянии элемент 84 перемещают или подают над плечом 118 (ФИГ. 10), а вращение устройства 112 для натяжения цепи вокруг крепежного элемента 114 относительно корпуса 36 головки обуславливает перемещение плеча 118 по дуге, причем его применяют для регулирования натяжения элемента/цепи 84.
Согласно ФИГ. 9 и 12, другой отличительный признак устройства 110 представляет собой выступ 122 направляющей для цепи, который также установлен на боковую пластину 37 корпуса 36 головки для улучшения направления элемента/цепи 84. В предпочтительном варианте осуществления выступ 122 направляющей для цепи представляет собой пластину, как правило, полукруглой или овальной формы, если смотреть сверху, с закругленной по радиусу наружной периферией 124, однако форма может варьироваться в зависимости от применения. Как и в случае устройства 112 для натяжения цепи, выступ 122 направляющей для цепи прикреплен к боковой пластине 37 с помощью крепежных элементов 126 и 114, например, обычных винтов или т. п. Кронштейн 128 направляющей для цепи прикреплен к фланцу 122 направляющей для цепи с помощью болта 129 и гайки или т. п. В кронштейне 128 также имеется отверстие 130, через которое проходит элемент 84 передачи мощности, для улучшения направления хода и для предотвращения прихватывания элемента. Выступ 122 направляющей для цепи и кронштейн 128 совместно обеспечивают необходимое выравнивание элемента 84 передачи мощности.
На ФИГ. 11 и 13 показана еще одна закрывающая пластина, обозначенная ссылочной позицией 132. Хотя закрывающая пластина 132 в целом очень похожа на пластину 48, ее отличительные признаки по сравнению с пластиной 48 включают более непрерывную периферийную кромку 134, которая лучше примыкает к кромке 136 (ФИГ. 4) выпускного отверстия 88 для адгезива корпуса 36 головки для предотвращения просачивания адгезива во время эксплуатации. Пластина 48 содержит пазы 138 (ФИГ. 4), через которые может просачиваться адгезив. Кроме того, крышка 132 более плотно примыкает к корпусу 36 головки, благодаря чему уменьшается просачивание адгезива. Еще один отличительный признак закрывающей пластины 132 заключается в том, что улучшенный ограничитель 140 на крышке имеет более ровную, плоскую нижнюю поверхность 142 по сравнению с ограничителем 90 на крышке для более равномерной выдачи наносимого адгезива 56. Как и в случае закрывающей пластины 48, пластину 132 крепят к корпусу 36 с помощью винтов 144, которые зацепляются с пазами 146 (ФИГ. 4).
Согласно ФИГ. 1 и 2, катушка 20 предпочтительно не может свободно вращаться вокруг оси 22. Такое свободное вращение, как известно, может привести к нежелательному разматыванию рулона ленты для герметизации швов, установленной на катушку 20. Предпочтительно катушка 20 установлена на ось 22 с применением втулки 148, которая затормаживает вращение катушки. Втулка 148 предпочтительно изготовлена из упругого, резиноподобного материала, однако могут быть применены и другие устройства с ограничением вращения. Кроме того, подпружиненный стержень или держатель 26 прикреплен с возможностью отсоединения к корпусу 12 устройства посредством резьбового соединения с помощью опорных стоек 150, прикрепленных к корпусу на одном конце и приточенных или сформированных на противоположном конце для размещения пружины 26.
Хотя в данном документе были описаны конкретные варианты осуществления устройства для автоматической выдачи для герметизации шва между стеновыми плитами с помощью ленты по настоящему изобретению, как будет очевидно для специалистов в данной области техники, могут быть предложены изменения и модификации к ним без отступления от настоящего изобретения в его более широких аспектах и согласно нижеследующей формуле изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ (ВАРИАНТЫ) И УСТРОЙСТВО (ВАРИАНТЫ) ДЛЯ ИЗГОТОВЛЕНИЯ УПАКОВОК С ПРИВОДНЫМИ ЛЕНТАМИ И КОМПОНЕНТОВ ТАКИХ УПАКОВОК И УПАКОВКА | 2007 |
|
RU2448880C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ВИНТОВЫХ ПРУЖИН, ЗАКЛЮЧЕННЫХ В КАРМАНЫ | 1999 |
|
RU2235056C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПОДАЧИ И ПРИКРЕПЛЕНИЯ ЭТИКЕТОК К КОНТЕЙНЕРАМ И КОНТЕЙНЕР С ПРИКРЕПЛЕННОЙ К НЕМУ ДАННЫМ СПОСОБОМ ЭТИКЕТКОЙ | 1999 |
|
RU2225814C2 |
| СИСТЕМА И КОНТЕЙНЕР ДЛЯ АВИАЦИОННОГО РАСПРЕДЕЛЕНИЯ И СПОСОБ ДОСТАВКИ ГРУЗА С ТРАНСПОРТНОГО СРЕДСТВА | 2015 |
|
RU2672509C2 |
| ГИПСОПАНЕЛЬНЫЙ МОНОЛИТНЫЙ АКУСТИЧЕСКИЙ ПОТОЛОК | 2014 |
|
RU2588505C1 |
| СПОСОБ ОБРАЗОВАНИЯ ВОДОНЕПРОНИЦАЕМЫХ НИТОЧНЫХ СОЕДИНЕНИЙ | 2002 |
|
RU2211264C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ УПАКОВКИ ПИЩЕВОГО ПРОДУКТА В ТЕКУЧЕМ СОСТОЯНИИ С ПОЛУЧЕНИЕМ ОТДЕЛЬНЫХ ЛОМТИКОВ, НАХОДЯЩИХСЯ В ГЕРМЕТИЧНЫХ ОБОЛОЧКАХ | 1992 |
|
RU2104236C1 |
| СПОСОБ МОНТАЖА СТЕН С ИСПОЛЬЗОВАНИЕМ ШОВНОГО ГЕРМЕТИКА | 2016 |
|
RU2736565C2 |
| ШОВНЫЙ ГЕРМЕТИК, СТЕНОВАЯ КОНСТРУКЦИЯ И СВЯЗАННЫЕ С НИМИ СПОСОБЫ И ПРОДУКТЫ | 2013 |
|
RU2575270C1 |
| ОБЕРНУТЫЙ КОНТЕЙНЕР, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2689212C1 |


Предложено устройство (10) для автоматической выдачи для герметизации шва между стеновыми плитами с помощью ленты, содержащее корпус (12) для вмещения системы подачи вязкого материала, имеющий задний конец (16) и противоположный передний конец (18), узел катушки, расположенный на корпусе и выполненный с возможностью удержания катушки (20) с лентой; по меньшей мере один приводной ролик (34), расположенный на переднем конце и принимающий конец катушки с лентой. Некоторые варианты осуществления включают узел нанесения адгезива, соединенный с приводным роликом и установленный таким образом, что он функционально взаимосвязан с передним концом для выдачи отмеренного количества адгезива на верхнюю поверхность ленты при вращении по меньшей мере одного приводного ролика. В таких вариантах осуществления корпус может быть выполнен с возможностью вмещения достаточного количества адгезива для покрытия ленты, продвигаемой по меньшей мере за 200 вращений по меньшей мере одного приводного ролика. 9 з.п. ф-лы, 13 ил.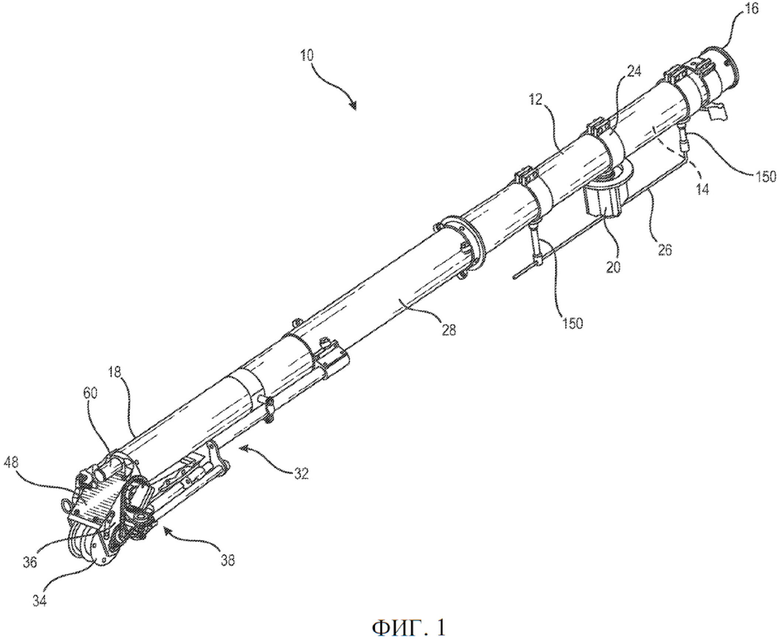
1. Устройство для автоматической выдачи для герметизации шва между стеновыми плитами с помощью ленты, содержащее:
корпус для вмещения системы подачи адгезива, имеющий задний конец и противоположный передний конец;
узел катушки, расположенный на указанном корпусе и выполненный с возможностью удержания катушки с лентой;
по меньшей мере один приводной ролик, расположенный на указанном переднем конце и принимающий конец катушки с лентой;
узел нанесения адгезива, соединенный с приводным роликом и установленный с обеспечением его функциональной связи с указанным передним концом для выдачи отмеренного количества адгезива на верхнюю поверхность ленты при вращении указанного по меньшей мере одного приводного ролика;
причем указанный корпус выполнен с возможностью вмещения достаточного количества адгезива для покрытия ленты, продвигаемой по меньшей мере за 200 вращений указанного по меньшей мере одного приводного ролика.
2. Устройство по п. 1, дополнительно содержащее тросовый барабан, выступающий в роли лебедки, соединенный с указанным приводным роликом для совместного вращения, и трос, соединенный на одном конце с указанным барабаном, а на противоположном конце с поршнем, установленным с возможностью возвратно-поступательного перемещения внутри указанного корпуса; причем указанный по меньшей мере один приводной ролик соединен с указанным барабаном посредством первого и второго элементов передачи мощности.
3. Устройство по любому из пп. 1, 2, отличающееся тем, что указанный приводной ролик содержит приводной вал с приводным зубчатым колесом и соединен посредством указанного первого элемента передачи мощности с промежуточным зубчатым колесом с промежуточным валом и натяжным цепным колесом, а указанный второй элемент передачи мощности соединен с указанным натяжным цепным колесом и с цепным колесом барабана таким образом, что вращение указанного приводного ролика посредством указанных первого и второго элементов передачи мощности передается на указанный барабан.
4. Устройство по любому из пп. 1-3, отличающееся тем, что указанный трос изготовлен из неметаллического материала, предпочтительно из пластмассы, содержащей сверхвысокомолекулярный полиэтилен.
5. Устройство по любому из пп. 1-4, дополнительно содержащее съемную крышку, соединенную с указанным первым концом указанного корпуса, причем указанная крышка частично определяет выпускное отверстие для адгезива, причем указанная крышка содержит по меньшей мере один ограничитель на крышке для более равномерного распределения адгезива по верхней поверхности ленты.
6. Устройство по п. 5, дополнительно содержащее затвор на указанном первом конце указанного корпуса, выполненный и расположенный таким образом, чтобы дополнять указанную крышку и частично определять указанное выпускное отверстие, причем указанный затвор содержит один ограничитель на затворе для более равномерного распределения адгезива по верхней поверхности ленты.
7. Устройство по п. 6, отличающееся тем, что по меньшей мере один из указанного ограничителя на крышке и указанного ограничителя на затворе имеет клиновидную форму, если смотреть сбоку, причем указанный ограничитель на крышке и указанный ограничитель на затворе вместе выступают в качестве распределяющего ножа и создают обратный поток адгезива в корпусе головки в указанном корпусе для более равномерного распределения адгезива по ленте.
8. Устройство по п. 7, отличающееся тем, что по меньшей мере один из указанного ограничителя на крышке и указанного ограничителя на затворе содержит отстоящие друг от друга пазы, определяющие выпускные отверстия для адгезива.
9. Устройство по любому из пп. 1-8, отличающееся тем, что указанный корпус и указанный узел нанесения адгезива выполнены с возможностью уменьшения количества выдаваемого адгезива приблизительно на 75% по сравнению с обычными приспособлениями для нанесения герметизирующих лент на швы, распределяющими шовный состав для стеновых плит.
10. Устройство по любому из пп. 1-8, отличающееся тем, что указанный корпус выполнен с возможностью вмещения достаточного количества адгезива для покрытия ленты, продвигаемой приблизительно за 300-500 вращений указанного по меньшей мере одного приводного ролика.
| УСТРОЙСТВО ДЛЯ ГЕРМЕТИЗАЦИИ СТЫКОВ | 1992 |
|
RU2024710C1 |
| US 2005019532 A1, 27.01.2005 | |||
| US 2003138569 A1, 24.07.2003 | |||
| US 4090914 A1, 23.05.1978 | |||
| US 3260638 A1, 12.07.1966. | |||

