Настоящая заявка является частичным продолжением заявки на патент США рег. №13/313473 (дата подачи 07.12.2011). Указанная заявка, в свою очередь, является продолжением заявки на патент США №12/237770 (дата подачи 25.09.2008), которая опубликована как патентный документ US 8097093 В2 и по которой испрашивается приоритет предварительной заявки на патент США рег. №60/975957 (дата подачи 28.09.2007). Все указанные заявки включены в настоящее описание посредством ссылки.
Область техники, к которой относится изобретение
Настоящее изобретение относится к способам обработки подложки из черного металла, такого как холоднокатаная сталь, горячекатаная сталь и сталь с электрогальваническим покрытием. Настоящее изобретение относится также к подложкам из черного металла с покрытием. Изобретение относится также к способам удаления железа из ванны предварительной обработки в том случае, если указанная ванна предварительной очистки находится на технологической линии, как в присутствии изделия, подлежащего покрытию с использованием композиции предварительной обработки, так и когда указанная ванна предварительной обработки выведена из работы.
Уровень техники
Использование защитных покрытий на металлических подложках для улучшения их коррозионной стойкости и адгезии лакокрасочных покрытий является общепринятым в данной области техники. Обычный метод покрытия таких подложек включает предварительную обработку металлической подложки с использованием фосфатного конверсионного покрытия, и хромсодержащих растворов для промывки. Традиционные фосфатные конверсионные покрытия выполняют свои функции в области приблизительно по меньшей мере 1000 частей на миллион (ч/млн) фосфата, что приводит к необходимости решения задач по обезвреживанию и удалению отходов обработки. Поэтому использование таких фосфатных и/или хромсодержащих композиций заставляет учитывать проблемы, связанные с охраной здоровья и окружающей среды.
В результате разработаны композиции для предварительной обработки, не содержащие хроматов и фосфатов. Такие композиции обычно основаны на смесях химических соединений, которые каким-либо образом реагируют с поверхностью подложки и присоединяются к ней с образованием защитного слоя. В качестве примера, в последнее время более распространенными стали композиции для предварительной обработки на основе соединения металла Группы IIIВ или IVB Периодической таблицы.
Однако при обработке подложек из черного металла с помощью композиции для предварительной обработки на основе соединения металла Группы IIIВ или IVB, концентрация трехвалентного железа (Fe+3) в ванне с композицией для предварительной обработки со временем увеличивается, по мере обработки большего количества металла на основе железа. При этом растворимое железо (Fe+2) из подложки становится нерастворимым железом (Fe+3) вследствие роста концентрации (Fe+2), окисления и последующей реакции с кислородом и водой. Полученная нерастворимая ржавчина, т.е. гидратированный оксид железа (III) (Fe2O3⋅H2O) и/или оксид-гидроксид железа (III) (FeO(OH)) образует хлопья, и осаждение нерастворимых частиц ржавчины затруднено в процессе слабого перемешивания, происходящего при обработке деталей. В результате нерастворимые частицы ржавчины могут прилипать к подложке или осаждаться на ней и могут быть перенесены на последующие стадии обработки (в частности, если отсутствует оборудование для фильтрации), в частности, в расположенную ниже по ходу технологической линии ванну для нанесения покрытия электроосаждением, используемую для осаждения органического покрытия. Такое перекрестное загрязнение может оказывать негативное влияние на характеристики таких последующих электроосажденных покрытий.
В результате обычно применяемая на промышленных предприятиях практика заключается, в качестве предупредительной меры, в периодическом разбавлении ванны предварительной обработки для уменьшения концентрации растворимого железа и в добавлении пополнителя в ванну предварительной обработки, предназначенного для пополнения количества ингредиентов в ванне и восстановления покрывающей способности композиции. В некоторых случаях для осуществления процессов удаления из ванны ржавчины ванну предварительной обработки необходимо выводить из технологического процесса. В качестве альтернативы ванну предварительной обработки необходимо разгружать один раз в две недели и приготавливать свежую ванну. Каждый из этих применяемых методов является дорогостоящим вследствие значительных потерь используемой композиции, обработки отходов и причинения неудобств.
В результате было бы желательно обеспечить улучшенные способы обработки подложки из черного металла и удаления растворимого железа, которые обеспечивают решение по меньшей мере некоторых из указанных выше проблем.
Раскрытие изобретения
В определенных аспектах настоящее изобретение относится к способам нанесения на покрытия подложки из черного металла.
В определенных аспектах способ нанесения покрытия на подложку из черного металла включает: (a) контактирование подложки из черного металла с водной композицией для предварительной обработки, имеющей pH от 4 до 5,5 и содержащей: (a) соединение металла Группы IIIВ и/или IVB; (b) фосфат-ионы; и (c) воду, при этом указанное соединение металла Группы IIIВ и/или IVB присутствует в композиции для предварительной обработки в количестве от 10 до 500 ч/млн (частей на миллион) металла, и массовое соотношение металла Группы IIIВ и/или IVB к фосфат-ионам в композиции для предварительной обработки составляет по меньшей мере 0,8:1; причем указанные фосфат-ионы поддерживаются в ванне с композицией для предварительной обработки в количестве: (i) достаточном для по существу предотвращения образования нерастворимой ржавчины в ванне; (ii) недостаточном, чтобы препятствовать осаждению пленки металла Группы IIIВ и/или IVB с плотностью покрытия по меньшей мере 10 мг/м2 на указанной подложке из черного металла; и (iii) приводящем к массовому соотношению фосфата к ионам трехвалентного железа, составляющему от 1:1 до 1,8:1; и после этого (b) контактирование указанной подложки с композицией покрытия, содержащей пленкообразующую смолу для получения покрытой металлической подложки, которая проявляет антикоррозийные свойства.
В определенных других аспектах способ нанесения покрытия на подложку из черного металла включает: а) контактирование подложки из черного металла с водной композицией для предварительной обработки, имеющей pH от 4 до 5,5 и содержащей: (а) соединение металла Группы IIIВ и/или IVB; (b) фосфат-ионы; и (с) воду, при этом указанное соединение металла Группы ШВ и/или IVB присутствует в композиции для предварительной обработки в количестве от 10 до 500 ч/млн металла, и массовое соотношение металла Группы IIIВ и/или IVB к фосфат-ионам в композиции для предварительной обработки составляет по меньшей мере 0,8:1; причем указанные фосфат-ионы поддерживаются в ванне с композицией для предварительной обработки в количестве: (i) достаточном для по существу предотвращения образования нерастворимой ржавчины в ванне; (ii) недостаточном для того, чтобы препятствовать осаждению пленки металла Группы IIIВ и/или IVB с плотностью покрытия по меньшей мере 10 мг/м на указанной подложке из черного металла; и (iii) приводящем к массовому соотношению фосфата к дополнительному растворимому железу в состоянии трехвалентного железа в интервале от 1,8:1 до 10:1; и затем (b) контактирование указанной подложки с композицией покрытия, содержащей пленкообразующую смолу, для получения покрытой металлической подложки, которая проявляет антикоррозийные свойства.
В определенных других аспектах настоящее изобретение направлено на обеспечение способов удаления железа из ванны предварительной обработки, включающих стадии, которые осуществляют когда ванна предварительной обработки выведена из технологической линии.
В определенных аспектах способы с выведением ванны из технологической линии для удаления железа из ванны предварительной обработки, содержащей композицию для предварительной обработки, содержащую металл Группы IIIВ и/или IVB, включают: (а) снижение величины pH в ванне предварительной обработки на по меньшей мере 0,2; (b) добавление фосфат-ионов в ванну предварительной обработки со стадии (а); и (с) повышение pH ванны предварительной обработки со стадии (b) на по меньшей мере 0,2.
В определенных аспектах способы с выведением ванны из технологического процесса для удаления железа из указанной ванны предварительной обработки, содержащей композицию для предварительной обработки, содержащую металл Группы IIIВ и/или IVB, включают: (а) добавление кислоты в ванну предварительной обработки для уменьшения величины pH композиции предварительной обработки до величины менее 4,0; (b) добавление фосфат-ионов в ванну предварительной обработки со стадии (а); и (с) увеличение pH ванны предварительной обработки со стадии (b) по меньшей мере до от 4,0 до 5,5.
Настоящее изобретение обеспечивает также подложки, обработанные и покрытые указанным образом.
Краткое описание чертежей
Фиг. 1 и фиг. 2 - графическое представление экспериментальных данных Примера 3.
Фиг. 3 - графическое представление экспериментальных данных Примера 4.
Фиг. 4 - графическое представление экспериментальных данных Примера 5.
Фиг. 5 - графическое представление экспериментальных данных Примера 6.
Осуществление изобретения
В рамках нижеследующего подробного описания изобретения следует понимать, что изобретение может предусматривать различные альтернативные варианты и последовательности проведения стадий способа, за исключением случаев, когда определенно указано иное. Кроме того, помимо любого из примеров осуществления, или если не оговорено иное, все численные значения, выражающие, например, количества ингредиентов, используемые в описании и пунктах формулы изобретения, следует понимать как изменяемые во всех случаях с использованием термина «приблизительно». Соответственно, за исключением оговоренных и иных, количественные параметры, изложенные в нижеследующем описании и приложенных пунктах формулы, являются приближениями, которые могут изменяться в зависимости от желаемых характеристик, получаемых за счет использования настоящего изобретения.
По меньшей мере и не в качестве ограничения применения доктрины эквивалентов к объему изобретения, каждый численный параметр должен быть по меньшей мере истолкован в свете количества указанных значащих цифр и с помощью обычных методов округления.
Несмотря на то, что численные интервалы и параметры, описывающие границы объема изобретения, являются приближениями, численные величины, приведенные в конкретных примерах, указаны настолько точно, насколько это возможно. Однако любая численная величина безусловно содержит определенные ошибки, заведомо полученные в результате стандартных отклонений, выявленных в соответствующих измерениях в процессе испытаний.
Кроме того, следует понимать, что любой указанный здесь численный интервал предусматривает включение всех подинтервалов. Например, интервал «от 1 до 10» предполагает включение в него всех подинтервалов, находящихся между указанным минимальным значением 1 и указанным максимальным значением 10 (и включающих эти значения), т.е. имеющих минимальное значение равное или большее чем 1 и максимальное значение равное или меньшее чем 10.
В данной заявке использование формы единственного числа включает форму множественного числа, а форма множественного числа охватывает форму единственного числа, если особо не оговорено иное. Кроме того, в данной заявке использование «или» означает «и/или», если особым образом не оговорено иное, даже если «и/или» может быть непосредственно использовано в определенных случаях.
В данной заявке термин «выведен из технологического процесса» означает, что изделие, подлежащее нанесению покрытия с использованием композиции для предварительной обработки, не находится в ванне предварительной обработки, но не означает, что эта ванна обязательно удалена из технологической линии.
В данной заявке термин «общее железо» или «общее Fe» означает общее количество железа в ванне предварительной обработки, включающее, но не ограничивающееся двухвалентным железом (Fe+2) и трехвалентным железом (Fe+3).
В настоящем описании, если особо не оговорено иное, когда указано, что композиция для предварительной обработки «по существу свободна» от конкретного компонента, это означает, что рассматриваемый материал присутствует в композиции, если вообще присутствует, в качестве случайной примеси. Другими словами, такой материал не добавлен к композиции преднамеренно, но может присутствовать в несущественных или незначительных количествах, поскольку был привнесен в виде примеси как часть компонента указанной композиции. Кроме того, когда указано, что композиция для предварительной обработки, «полностью свободна» от конкретного компонента, это означает, что рассматриваемый материал не содержится в композиции вообще.
Как отмечено выше, определенные воплощения настоящего изобретения относятся к способам обработки подложки из черного металла. Подходящие подложки из черного металла для использования в настоящем изобретении включают такие, которые часто используются в конструкции кузовов автомобилей, деталей автомобилей и других изделиях, например металлических деталей, включая крепежные детали, т.е. гайки, болты, винты, шпильки, штифты, зажимы, пальцы и тому подобные. Конкретные примеры подходящих подложек из черного металла включают, но не в качестве ограничения, подложки из холоднокатаной стали, горячекатаной стали, стали с покрытием из металлического цинка, соединений цинка или сплавов на основе цинка, например, из стали с гальваническим цинковым покрытием, стали горячего цинкования, отожженной оцинкованной стали и стали, плакированной цинковым сплавом. Помимо этого, подложка из черного металла, обрабатываемая способами согласно настоящему изобретению, может представлять собой обрезную кромку подложки, уже обработанную иным способом и/или с нанесенным покрытием на остальной части поверхности. Подложка из черного металла, покрытая в соответствии со способами согласно настоящему изобретению, может быть, например, выполнена в виде листа металла или изготовленной детали.
Подложка из черного металла, подлежащая обработке в соответствии со способами согласно настоящему изобретению, может быть предварительно очищена для удаления жировых веществ, грязи и других посторонних веществ. Это в большинстве случаев осуществляют путем использования мягких или сильных щелочных очистителей, таких которые являются коммерчески доступными и обычно используются в процессах предварительной обработки металла. Примеры щелочных очистителей, подходящих для использования в настоящем изобретении, включают Chemkleen™ 163, 177, 61 1L и 490МХ, каждый из которых производится компанией PPG Industries, Inc. После использования таких очистителей и/или до их использования часто осуществляют промывку водой.
Как отмечено выше, определенные воплощения настоящего изобретения относится к способам обработки металлической подложки, которые включают контактирование металлической подложки с композицией для предварительной обработки, содержащей металл Группы IIIВ и/или IVB. Используемый здесь термин «композиция для предварительной обработки» относится к композиции, которая при контактировании с подложкой химически реагирует с поверхностью подложки, химически изменяет эту поверхность и присоединяется к ней с образованием защитного слоя.
Во многих случаях композиция для предварительной обработки содержит носитель, в большинстве случаев водную среду, так что эта композиция может быть в виде раствора или дисперсии соединения металла Группы IIIВ и/или IVB в носителе. В этих воплощениях раствор или дисперсия могут быть приведены в контакт с подложкой с помощью любого из разнообразия известных методов, например, окунания или погружения, напыления, периодического напыления, окунания с последующим напылением, напыления с последующим окунанием, нанесения кистью или нанесения покрытия валиком. В определенных воплощениях раствор или дисперсия при их нанесении на металлическую подложку находится при температуре в интервале от 50 до 150°F (10 до 65°С). Время контактирования часто составляет от 2 секунд до пяти минут, в частности, от 30 секунд до 2 минут.
Используемый здесь термин «металл Группы IIIВ и/или IVB» относится к химическому элементу, находящемуся в Группе IIIB и/или IVB Периодической таблицы химических элементов, приведенной, например, в справочнике Handbook of Chemistry and Physics, 63rd edition (1983).
Где это применимо, может быть использован сам металл. В определенных воплощениях используется соединение металла Группы IIIВ и/или IVB. Используемый здесь термин «соединение металла Группы IIIВ и/или IVB» относится к химическим соединениям, которые содержат по меньшей мере один элемент из Группы IIIВ или Группы IVB Периодической таблицы химических элементов.
В определенных воплощениях соединение металла Группы IIIВ и/или IVB, используемое в композиции для предварительной обработки, может представлять собой соединение циркония, титана, гафния или их смесь. Подходящие соединения циркония включают, но не в качестве ограничения, гексафторциркониевую кислоту, а также ее соли со щелочным металлом или аммонием, карбонат аммония циркония, основный карбонат циркония, нитрат цирконила, карбоксилаты циркония, и гидроксикарбоксилаты циркония, в частности, гидрофторциркониевую кислоту, ацетет циркония, оксалат циркония, гликолят циркония-аммония, лактат циркония-аммония, цитрат циркония-аммония и их смеси. Подходящие соединения титана включают, но не в качестве ограничения, фтортитановую кислоту и ее соли. Подходящие соединения гафния включают, но не в качестве ограничения, нитрат гафния.
В определенных воплощениях соединение металла Группы IIIB и/или IVB присутствует в ванне с композицией для предварительной обработки в количестве, составляющем по меньшей мере 10 ч/млн металла, в частности, по меньшей мере 20 ч/млн металла по меньшей мере 30 ч/млн металла или в некоторых случаях по меньшей мере 50 ч/млн металла (измерено в расчете на элементарный металл). В определенных воплощениях соединение металла Группы IIIB и/или IVB присутствует в ванне с композицией для предварительной обработки в количестве, составляющем не более 500 ч/млн металла, в частности, не более 150 ч/млн металла или в некоторых случаях не более 80 ч/млн металла (измерено в расчете на элементарный металл). Количество металла Группы IIIВ и/или IVB в композиции для предварительной обработки может изменяться в диапазоне любой комбинации перечисленных значений, включающей, в том числе, перечисленные значения.
Как отмечено выше, композиции для предварительной обработки, используемые в определенных воплощениях способов, соответствующих настоящему изобретению, содержат фосфат-ионы. В определенных воплощениях источником фосфат-ионов является фосфорная кислота, в частности, фосфорная кислота с концентрацией 75%, хотя в качестве возможных в настоящем изобретении рассматриваются и другие источники фосфат-ионов, такие, например, как мононатрийфосфат или динатрийфосфат. В определенных воплощениях композиции для предварительной обработки, соответствующие способам настоящего изобретения, по существу свободны от фосфат-ионов.
Как отмечено выше, в определенных воплощениях способов согласно настоящему изобретению фосфат-ионы поддерживаются в ванне с композицией для предварительной обработки в количестве, достаточном, чтобы по существу предотвратить образование нерастворимой ржавчины в ванне. Используемый здесь термин «поддерживается» означает, что количество фосфат-ионов регулируют и, при необходимости, устанавливают таким, чтобы по существу предотвратить образование в ванне нерастворимой ржавчины. Используемая здесь фраза «по существу предотвращает образование нерастворимой ржавчины» означает, что образование в ванне нерастворимой ржавчины, т.е. содержащей, но не в качестве ограничения, гидратированный оксид (Fe2O3⋅nH2O) железа (III) и/или оксид-гидроксид (FeO(OH)) железа (III), предотвращается до такой степени, что появление в ванне оранжевого или красно-коричневого цвета, свидетельствующее об образовании таких соединений, не видно невооруженным глазом.
В определенных воплощениях настоящего изобретения иногда предпочтительно фосфат-ионы поддерживают в ванне в количестве, достаточном для образования комплекса с растворимым железом, вытравленным из поверхности обрабатываемой подложки из черного металла, с образованием фосфата (FePO4) железа (III) в ванне, в результате чего ванна имеет светлый цвет, а не оранжевый или красно-коричневый цвет, обусловленный присутствием ржавчины. Это приводит к образованию нерастворимого осадка, который может быть удален из ванны, используя обычное оборудование для фильтрации. Определенные воплощения настоящего изобретения, следовательно, ограничивают количество имеющегося в ванне трехвалентного железа (Fe+3) (выделенного из подложки из черного металла), которое может стать нерастворимой ржавчиной, которая может осаждаться на подложке и может быть перенесена к последующему технологическому оборудованию, например, к установленным ниже по потоку форсункам, насосам, ваннам для промывки и ваннам, предназначенным для электроосаждения органического покрытия. Как было отмечено выше, такое перекрестное загрязнение может оказывать вредное влияние на характеристики последующих осажденных покрытий.
В определенных воплощениях способов, соответствующих настоящему изобретению, фосфат-ионы, кроме того, поддерживаются в ванне с композицией для предварительной обработки в количестве, недостаточном, чтобы препятствовать осаждению пленки металла Группы IIIВ или IVB, имеющей плотность покрытия (общую массу пленки), составляющую по меньшей мере 10 мг/м2, в частности, по меньшей мере 100 мг/м2 или в некоторых случаях от 100 до 500 мг/м2, на подложке из черного металла. Было обнаружено, что, в частности, при величине pH ванны, используемой в настоящем изобретении, существует неустойчивое равновесие между фосфат-ионами, образующими комплексы с растворимым железом, вытравленным из подложки из черного металла, для образования фосфата железа, что желательно, и образующими комплексы с металлом Группы IIIВ или IVB, находящимся в ванне, что является нежелательным, поскольку это будет препятствовать осаждению достаточной пленки металла Группы IIIB или IVB на подложке из черного металла.
Было обнаружено, что присутствие фосфат-ионов в количестве от 1 до 1,8, в частности, от 1,2 до 1,6 массовых частей на каждую 1 массовую часть ионов трехвалентного железа (Fe+3) в композиции является достаточным для того, чтобы по существу предотвратить образование нерастворимой ржавчины, и в то же время оно недостаточно, чтобы воспрепятствовать осаждению пленки из металла Группы IIIВ или IVB, имеющей плотность покрытия по меньшей мере 10 мг/м2, например по меньшей мере 100 мг/м2, на подложке из черного металла. В результате в определенных воплощениях способов согласно настоящему изобретению фосфат-ионы поддерживаются в ванне на уровне, который приводит к массовому соотношению фосфат-ионов к ионам трехвалентного железа от 1:1 до 1,8:1, в некоторых случаях от 1,2:1 до 1,6:1. Если массовое соотношение фосфат-ионов к ионам трехвалентного железа составляет менее 1:1, то в этом случае может быть слишком мало фосфата в ванне, чтобы по существу предотвратить образование нерастворимой ржавчины в ванне так, как это описано выше. Если массовое соотношение фосфат-ионов к ионам трехвалентного железа составляет более чем 1,8:1, то в этом случае количество фосфат-ионов может быть достаточным, чтобы препятствовать осаждению необходимого количества пленки металла Группы IIIВ или IVB на подложке из черного металла. Указанное соотношение между количествами фосфат-ионов и ионами трехвалентного железа в композиции для предварительной обработки может изменяться в интервале, включающем любые комбинации из указанных выше значений, включая в том числе и сами указанные значения.
Кроме того, в определенных воплощениях способов, соответствующих настоящему изобретению, количество фосфат-ионов поддерживается в ванне на уровне, который приводит к массовому соотношению металла Группы IIIВ и/или IVB к фосфат-ионам в ванне, составляющему по меньшей мере 50:1, некоторых случаях по меньшей мере 25:1, в некоторых случаях по меньшей мере 12,5:1, в некоторых случаях по меньшей мере 3:1, и в некоторых случаях по меньшей мере 2:1. Если массовое соотношение металла Группы IIIВ и/или IVB к фосфат-ионам составляет менее 2:1, то в ванне может находиться слишком большое количество фосфата, которое будет оказывать негативное влияние на способность к осаждению достаточного количества пленки из металла Группы IIIВ или IVB на подложку из черного металла.
Как видно, ввиду того что композиции для предварительной обработки в соответствии с настоящим изобретением содержат в некоторых случаях от 20 до 500 ч/млн металла Группы IIIВ или IVB, в частности, от 30 до 150 ч/млн или в некоторых случаях от 30 до 80 ч/млн металла Группы IIIВ или IVB, в определенных воплощениях способов согласно настоящему изобретению в ванне во многих случаях содержится относительно малое количество фосфат-ионов, поскольку в определенных воплощениях фосфат-ионы поддерживаются в ванне на таком уровне, который приводит к массовому соотношению металла Группы IIIВ и/или IVB к фосфат-ионам в ванне, составляющему по меньшей мере 2:1, некоторых случаях по меньшей мере 3:1. В результате в определенных воплощениях такая ванна содержит фофсфат-ионы в количествах не более 30 ч/млн, в частности, от 10 до 30 ч/млн. При этом было показано, что присутствие небольшого количества фосфат-ионов оказывает сильное воздействие на продолжительность нормальной эксплуатации ванны за счет предотвращения образования нерастворимой ржавчины в ванне предварительной обработки в течение периода времени продолжительностью до месяцев и годов в определенных воплощениях, в частности, за счет удаления железа из ванны предварительной обработки.
Как описано выше, при обработке подложки из черного металла с использованием композиции для предварительной обработки на основе соединения металла Группы IIIВ и/или IVB концентрация трехвалентного железа (Fe+3) в ванне с композицией предварительной обработки увеличивается со временем, по мере обработки все большего количества металла на основе железа. В результате такая ванна накапливает нерастворимую ржавчину, которая может осаждаться на обрабатываемую подложку и может, таким образом, переноситься на последующие технологические стадии. Чтобы избежать этого, такую ванну необходимо часто периодически заменять, в некоторых случаях - один раз в неделю. Однако неожиданно было обнаружено, что присутствие вышеуказанных небольших количеств фосфата может предотвращать образование нерастворимой ржавчины, не препятствуя при этом образованию необходимой пленки металла Группы IIIВ и/или IVB так, что ванна может функционировать без замены в течение нескольких месяцев, возможно в течение неопределенно долгого времени. То, что такое малое количество фосфата может продлить срок эксплуатации ванны в значительной степени, было удивительным и неожиданным. Кроме того, присутствие фосфат-ионов в таких малых количествах приводит к образованию минимального количества твердого осадка, что в большей степени компенсируется предотвращением образования нерастворимой ржавчины. В результате проблемы удаления и утилизации отходов производственного процесса не являются важным вопросом, требующим разрешения.
В определенных воплощениях композиция для предварительной обработки дополнительно содержит электроположительный металл. Используемый здесь термин «электроположительный металл» относится к металлам, которые являются более электроположительными по сравнению с металлом подложки. Это означает, что для целей настоящего изобретения термин «электроположительный металл» охватывает металлы, которые менее легко окисляются, чем металл металлической подложки, подлежащей обработке. Специалисту в данной области техники будет понятно, что склонность металла к окислению называется окислительным потенциалом, выраженным в вольтах и измеряемым по отношению к стандартному водородному электроду, который условно соотнесен с окислительным потенциалом равным нулю. Окислительный потенциал для различных элементов приведен в таблице ниже. Элемент менее легко окисляется по сравнению с другим элементом, если он в приведенной ниже таблице имеет величину потенциала Е*, которая больше, чем у элемента, с которым он сравнивается.
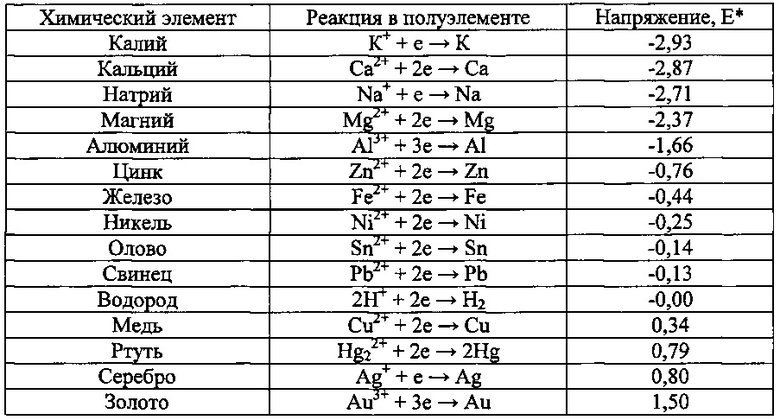
Таким образом, понятно, что если металлическая подложка содержит черный металл, как в случае настоящего изобретения, подходящие электроположительные металлы для использования в композиции предварительной обработки, включают, например, никель, олово, медь, серебро и золото, а также их смеси.
В определенных воплощениях источником электроположительного металла в композиции для предварительной обработки является водорастворимая соль металла. В определенных воплощениях настоящего изобретения водорастворимая соль металла представляет собой водорастворимое соединение меди. Конкретные примеры водорастворимых соединений меди, подходящих для использования в настоящем изобретении, включают, но не в качестве ограничения, цианид меди, цианид меди-калия, сульфат меди, нитрат меди, пирофосфат меди, тиоцианат меди, тетрагидрат двунатриевой соли этилендиаминтетраацетата меди, бромид меди, оксид меди, гидроксид меди, хлорид меди, фторид меди, глюконат меди, цитрат меди, лаурилсаркозинат меди, формиат меди, ацетат меди, пропионат меди, бутират меди, лактат меди, оксалат меди, фитат меди, тартрат меди, малат меди, сукцинат меди, малонат меди, малеат меди, бензоат меди, салицилат меди, аспартат меди, глутамат меди, фумарат меди, глицерофосфат меди, натриево-медный хлорфиллин, фторосиликат меди, фтороборат меди и йодат меди, а также медные соли карбоновых кислот в гомологических рядах от муравьиной кислоты до декановой кислоты, медные соли многоосновных кислот в рядах от щавелевой кислоты до суберовой кислоты и медные соли гидроксикарбоновых кислот, включая гликолевую, молочную, винную, яблочную и лимонную кислоты.
Когда ионы меди, поступающие из указанных выше водорастворимых соединений меди, осаждаются как примеси в виде сульфата меди, оксида меди и т.д., может оказаться предпочтительным добавлять комплексообразующий агент, подавляющий осаждение ионов меди и, таким образом, стабилизирующий их в виде медного комплекса в растворе.
В некоторых вариантах воплощения соединение меди добавляют в виде комплексной соли меди, такой как K3Cu(CN)4 или Cu-EDTA (этилендиаминтетрауксусная кислота), которая может сама по себе стабильно присутствовать в композиции для предварительной обработки. Также представляется возможным формировать комплекс меди, который может стабильно присутствовать в композиции для предварительной обработки за счет комбинации комплексообразующего агента с соединением, которое само по себе является труднорастворимым. Примеры такого формирования включают комплексное соединение цианида меди, образованное комбинацией CuCN и KCN или комбинацией CuSCN и KSCN или KCN, и комплексное соединение Cu-EDTA, образованное комбинацией CuSO4 и EDTA⋅2Na.
В качестве комплексообразующего агента может быть использовано соединение, которое может образовать с ионами меди комплексное соединение; примеры этого включают полифосфаты, в частности, триполифосфат натрия и гексаметафосфорную кислоту; аминокарбоновые кислоты, такие как этилендиаминтетрауксусная кислота, гадроксиэтилэтилендиаминтриуксусная кислота, и нитрилотриуксусная кислота; гидроксикарбоновые кислоты, такие как винная кислота, лимонная кислота, глюконовая кислота и соли указанных кислот; аминоспирты, такие как триэтаноламин; соединения серы, в частности, тиогликолевая кислота и тиомочевина, и фосфоновые кислоты, такие как нитрилотриметиленфосфоновая кислота, этилендиаминтетраметиленфосфоновая кислота и гидроксиэтилидендифосфоновая кислота.
В определенных воплощениях электроположительный металл, в частности, медь включают в композиции для предварительной обработки в количестве, составляющем по меньшей мере 1 ч/млн, в частности по меньшей мере 5 ч/млн или в некоторых случаях по меньшей мере 10 ч/млн общего количества металла (измерено в расчете на элементарный металл). В определенных воплощениях электроположительный металл включают в такие композиции для предварительной обработки в количестве, составляющем не более 500 ч/млн, в частности, не более 100 ч/млн или в некоторых случаях не более 50 ч/млн общего количества металла (измерено в расчете на элементарный металл). При этом количество электроположительного металла в композиции для предварительной обработки может находиться в интервале, включающем любую комбинацию указанных выше значений, в том числе и сами указанные значения.
Как отмечено выше, рабочие величины pH композиции для предварительной обработки, используемой в способах, соответствующих настоящему изобретению, находятся в интервале от 4,0 до 5,5, в некоторых случаях от 4,0 до 5,0, от 4,5 до 5,5 или еще в других случаях от 4,5 до 5,0. Величину pH композиции для предварительной обработки можно, при необходимости, регулировать, используя, например, любую кислоту или основание.
В дополнение к перечисленным выше компонентам композиции для предварительной обработки, используемые в способах, соответствующих настоящему изобретению, могут содержать ряд дополнительных используемых по усмотрению компонентов. Например, в определенных воплощениях композиции для предварительной обработки, используемые в способах, соответствующих настоящему изобретению, содержат полигидроксифункциональное циклическое соединение, такое как описано в патентном документе US 6805756, от колонки 3, строка 9 до колонки 4, строка 32 (цитируемая часть указанного документа включена в настоящее описание посредством ссылки). Вместе с тем, в других воплощениях композиции для предварительной обработки, используемые в способах, соответствующих настоящему изобретению, по существу свободны или в некоторых случаях полностью свободны от любого такого полигидроксифункционального циклического соединения.
В определенных воплощениях композиции для предварительной обработки, используемые в способах, соответствующих настоящему изобретению, содержат ускоритель-окислитель, такой как описан в патентном документе US 6805756, от колонки 4, строка 52 до колонки 5, строка 13 и в патентном документе US 6193815, от колонки 4, строка 62 до колонки 5, строка 39 (цитируемые части указанных документов включены в настоящее описания посредством ссылки). В других воплощениях, наоборот, композиции для предварительной обработки по существу свободны или в некоторых случаях полностью свободны от любого такого ускорителя-окислителя.
В определенных воплощениях композиция для предварительной обработки содержит пленкообразующую смолу, такую как, например, продукт реакции алканоламина и эпоксифункционального материала, содержащего по меньшей мере две эпоксидные группы, такого как описан в патентном документе US 5653823; смола, содержащая сложную бета гидроксиэфирную, имидную или сульфидную функциональность, введенную путем использования диметилолпропионовой кислоты, фталимида, или меркаптоглицерина в качестве дополнительного реагента при получении указанной смолы; продукт реакции диглицидилового эфира бисфенола А (поставляется на рынок компанией Shell Chemical Company под наименованием EPON 880), диметилолпропионовой кислоты и диэтаноламина в мольном отношении 0,6 к 5,0:0,05 до 5,5:1; водорастворимые и диспергируемые в воде полиакриловые кислоты, описанные в патентных документах US 3912548 и US 5328525; фенолформальдегидные смолы, описанные в патентном документе US 5662746; водорастворимые полиамиды, такие как описаны в международной заявке WO 95/33869; сополимеры малеиновой или акриловой кислоты с аллиловым эфиром, описанные в заявке на патент Канады №2087352; и водорастворимые и диспергируемые в воде смолы, включающие эпоксидные смолы, аминопласты, фенолформальдегидные смолы, таннины и поливинилфенолы, описанные в патентном документе US 5449415. В других воплощениях, напротив, композиции для предварительной обработки по существу свободны или, в некоторых случаях, полностью свободны от любой органической пленкообразующей смолы, например, одной или более из числа указанных выше смол.
В определенных воплощениях композиции для предварительной обработки, используемые в способах, соответствующих настоящему изобретению, содержат фторид-ион, такой как описан в патентном документе US 6805756, колонка 7, строки 7-23 (цитируемая часть указанного документа включена в настоящее описания посредством ссылки). В определенных воплощениях фторид-ион вводят в композицию посредством соединения металла Группы IIIВ и/или IVB. В определенных воплощениях композиции для предварительной обработки свободны или, в некоторых случаях, полностью свободны от любого фторид-иона, введенного в указанную композицию для предварительной обработки из источника, иного чем соединение металла Группы IIIВ и/или IVB.
В определенных воплощениях композиции для предварительной обработки, используемые в способах, соответствующих настоящему изобретению, содержат полисахарид, такой как описан в патентном документе US 6805756, колонка 6, строки 53-64 (цитируемая часть указанного документа включена в настоящее описания посредством ссылки) и в международной заявке WO 2005/001158, стр. 3, строки 17-23. В других воплощениях, напротив, композиции для предварительной обработки по существу свободны или, в некоторых случаях, полностью свободны от любого такого полисахарида.
В определенных воплощениях композиции для предварительной обработки, используемые в способах, соответствующих настоящему изобретению, содержат фосфатный сложный эфир, водорастворимый эфир полиэтиленгликоля и жирной кислоты, и/или азотную кислоту, описанные в патентном документе US 5139586, колонка 5, строки 31-63 (цитируемая часть указанного документа включена в настоящее описание посредством ссылки). В других воплощениях, напротив, композиции для предварительной обработки по существу свободны или, в некоторых случаях, полностью свободны от фосфатного сложного эфира, водорастворимого эфира полиэтиленгликоля и жирной кислоты и/или азотной кислоты.
В определенных воплощениях композиции для предварительной обработки, используемые в способах, соответствующих настоящему изобретению, содержат ионы ванадия и/или церия, такие как описаны в патентном документе US 4992115, от колонки 2, строка 47 до колонки 3, строка 29 (цитируемая часть указанного документа включена в настоящее описания посредством ссылки), и в заявке на патент США №2007/0068602. В других воплощениях, напротив, композиции для предварительной обработки по существу свободны или, в некоторых случаях, полностью свободны от ионов ванадия и/или церия.
В определенных воплощениях композиции для предварительной обработки, используемые в способах, соответствующих настоящему изобретению, содержат фосфорную кислоту, гипофосфорную кислоту и/или их соли, такие как описаны в патентном документе US 5728233, колонка 4, строки 24-37 (цитируемая часть указанного документа включена в настоящее описания посредством ссылки). В других воплощениях, напротив, композиции для предварительной обработки по существу свободны или, в некоторых случаях, полностью свободны от фосфорной кислоты, гипофосфорной кислоты и/или их солей.
В определенных воплощениях композиции для предварительной обработки, используемые в способах, соответствующих настоящему изобретению, содержат металл Группы IIA, такой как описан в патентном документе US 5380374, колонка 3, строки 25-33 и/или металл Группы IA, такой как описан в патентном документе US 5441580, от колонки 2, строка 66 до колонки 3, строка 4 (цитируемые части указанных патентных документов включены в настоящее описания посредством ссылки). В других воплощениях, напротив, композиции для предварительной обработки по существу свободны или, в некоторых случаях, полностью свободны от любого металла Группы IIА и/или металла Группы IA.
В определенных воплощениях композиции для предварительной обработки, используемые в способах, соответствующих настоящему изобретению, содержат соединение молибдена, такое как описано в заявке на патент Великобритании GB 2259920 А. В других воплощениях, напротив, композиции для предварительной обработки по существу свободны или, в некоторых случаях, полностью свободны от соединения молибдена.
В определенных воплощениях композиции для предварительной обработки, используемые в способах, соответствующих настоящему изобретению, содержат один или более ионов металлов, выбранных из группы, включающей скандий, иттрий, лантан, празеодимий, неодимий, самарий, европий, гадолиний, тербий, диспрозий, гольмий, эрбий, тулий, иттербий и лютеций, так, как это описано в патентном документе US 5104577, от колонки 2, строка 60 до колонки 3, строка 26 (цитируемая часть указанного документа включена в настоящее описания посредством ссылки). В других воплощениях, напротив, композиции для предварительной обработки по существу свободны или, в некоторых случаях, полностью свободны от любых ионов металлов, выбранных из группы, включающей скандий, иттрий, лантан, празеодимий, неодимий, самарий, европий, гадолиний, тербий, диспрозий, гольмий, эрбий, тулий, иттербий и лютеций.
Композиция для предварительной обработки может, по усмотрению, содержать другие материалы, такие как неионогенное поверхностно-активное вещество и вспомогательные добавки, обычно используемые в уровне техники при предварительной обработке. В водной среде могут присутствовать диспергируемые в воде органические растворители, например, спирты, содержащие вплоть до 8 атомов углерода, такие как метанол, изопропанол, и тому подобное, или гликольэфиры, например, моноалкиловые эфиры этиленгликоля, диэтиленгликоля или пропиленгликоля, и тому подобное.
Диспергируемые в воде органические растворители, если они присутствуют в композиции, обычно используются в количествах вплоть до приблизительно 10 об. %, исходя из общего объема водной среды.
Другие используемые по усмотрению материалы включают поверхностно-активные вещества, которые функционируют в качестве противовспенивающей добавки или смачивающей добавки для подложки.
В определенных воплощениях композиции для предварительной обработки, кроме того, содержат наполнитель, например, кремнийсодержащий наполнитель. Не ограничивающие изобретение примеры подходящих наполнителей включают оксид кремния, слюду, монтмориллонит, каолинит, асбест, тальк, диатомит, вермикулит, природные и синтетические цеолиты, цемент, силикат кальция, силикат алюминия, алюмосиликат натрия, полисиликат алюминия, алюмосиликагели и стеклянные частицы. Кроме того, в дополнение к кремнийсодержащим наполнителям могут быть также использованы другие мелкодисперсные, по существу, нерастворимые в воде наполнители. Примеры таких используемых при необходимости наполнителей включают углеродную сажу, уголь, графит, оксид титана, оксид железа, оксид меди, оксид цинка, оксид сурьмы, диоксид циркония, оксид магния, оксид алюминия, дисульфид молибдена, сульфид цинка, сульфат бария, сульфат стронция, карбонат кальция и карбонат магния. В других воплощениях, напротив, композиции для предварительной обработки по существу свободны или, в некоторых случаях, полностью свободны от любого такого наполнителя.
В определенных воплощениях композиция для предварительной обработки по существу свободна или, в некоторых случаях, полностью свободна от хромата и/или фосфата тяжелого металла, такого как фосфат цинка. Используемый здесь термин «по существу свободен», когда он используется, указывая на отсутствие хромата и/или фосфата тяжелого металла в композиции для предварительной обработки, означает, что эти вещества не присутствуют в композиции до такой степени, что вызывают загрязнение окружающей среды. Используемый здесь термин «полностью свободен», когда он используется, указывая на отсутствие хромата и/или фосфата тяжелого металла, означает, что хромат и/или фосфат тяжелого металла вообще отсутствует в композиции.
Понятно, что в определенных воплощениях композиция для предварительной обработки, используемая в способах согласно настоящему изобретению, состоит из, или в некоторых случаях состоит из: (а) соединения металла Группы IIIВ и/или IVB, например, соединения циркония; (b) источника фосфат-ионов, например, фосфорной кислоты; и (с) воды. В определенных других воплощениях композиция для предварительной обработки, используемая в способах согласно настоящему изобретению, по существу состоит из, или в некоторых случаях состоит из: (а) соединения металла Группы IIIВ и/или IVB, например, соединения циркония; и (с) воды. В определенных воплощениях такая композиция для предварительной обработки содержит фторид-ионы, введенные в композицию для предварительной обработки посредством соединения металла Группы IIIВ и/или IVB. Используемое здесь выражение «по существу состоит из» означает, что данная композиция не содержит каких-либо других компонентов, которые могли бы оказывать существенное влияние на основную и новую характеристику (характеристики) изобретения. В контексте настоящего изобретения это означает, что композиция для предварительной обработки не содержит каких-либо компонентов, которые могли бы оказывать существенное влияние на способность композиции с успехом быть использованной в способах согласно настоящему изобретению.
В определенных воплощениях плотность пленки (общая масса пленки), образованной из осажденной композиции покрытия предварительной обработки составляет по меньшей мере 10 мг/м2, в частности, от 100 до 500 мг/м2, или в некоторых случаях по меньшей мере 50 мг/м2. Толщина покрытия, осажденного в процессе предварительной обработки, может изменяться, но обычно покрытие очень тонкое, и зачастую имеет толщину менее чем 1 микрон, в некоторых случаях толщина покрытия находится в интервале от 1 до 500 нанометров, и еще в других случаях в интервале от 10 до 300 нанометров, например, от 20 до 100 нанометров.
В определенных воплощениях способ с выводом ванны из технологического процесса используют для удаления растворимого железа из ванны для предварительной обработки так, что эта ванна предварительной обработки при завершении способа с выводом из технологического процесса, по существу свободна от железа, тем самым по существу предотвращается образование нерастворимой ржавчины в функционирующей ванне с композицией для предварительной обработки. Используемый здесь термин «по существу свободный» при использовании в отношении железа в рабочей ванне с композицией для предварительной обработки, означает, что общее количество железа присутствует в количестве менее чем 10 ч/млн.
Как было указано выше, в определенных воплощениях ванна с композицией для предварительной обработки по существу свободна от фосфат-ионов, при ее функционировании в композиции системы для предварительной обработки, в которой присутствие фосфата в ванне для предварительной обработки может оказывать негативное влияние на осаждение на подложке композиции предварительной обработки. В таких воплощениях способ удаления железа из ванны предварительной обработки, осуществляемый с выведением ванны из технологического процесса, может быть в особенности подходящим для таких систем предварительной обработки, которые по существу свободны от фосфат-ионов, в качестве способа по существу предотвращающего образование нерастворимой ржавчины в ванне предварительной обработки. Кроме того, как указано выше, в определенных других воплощениях ванна с композицией для предварительной обработки содержит фосфат-ионы в качестве способа, который по существу предотвращает образование нерастворимой ржавчины в ванне предварительной обработки. В таких воплощениях способ удаления железа из ванны предварительной обработки, осуществляемый с выведением ванны из технологического процесса, может быть в особенности подходящим в качестве дополнительного или вспомогательного способа, по существу предотвращающего образование нерастворимой ржавчины в ванне предварительной обработки.
В соответствии с изложенным выше в определенных воплощениях рабочая величина pH композиции в ванне для предварительной обработки составляет более 4,0, в частности, находится в интервале от 4,2 до 5,5, предпочтительно от 4,5 до 5,0 и наиболее предпочтительно составляет 4,8. В определенных воплощениях первая стадия способа удаления железа из ванны предварительной обработки, осуществляемого с выведением ванны из технологического процесса, включает уменьшение величины pH в ванне предварительной обработки на по меньшей мере 0,2, например, на по меньшей мере 0,5 или на по меньшей мере 1,0, так что pH ванны предварительной обработки уменьшается до величины в интервале от 1,0 до 3,8 и предпочтительно от 2,5 до 3,3. В определенных воплощениях pH ванны предварительной обработки уменьшают путем добавления в ванну предварительной обработки кислоты, включая в качестве не ограничивающих примеров кислоту, содержащую фтор и металл Группы IVB, например, гексафторциркониевую кислоту и гексафтортитановую кислоту, фосфорную кислоту, серную кислоту, сульфаминовую кислоту, азотную кислоту и их смеси.
В определенных воплощениях способа удаления железа из ванны предварительной обработки, осуществляемого с выведением ванны из технологического процесса, первая стадия уменьшения величины pH в ванне предварительной обработки осуществляется путем добавления кислоты в ванну предварительной обработки, в количестве, достаточном для снижения pH указанным выше образом.
В определенных воплощениях способа удаления железа из ванны предварительной обработки, осуществляемого с выведением ванны из технологического процесса, вторая стадия включает добавление в ванну предварительной обработки фосфат-ионов. В определенных воплощениях источниками фосфат-инов могут быть ортофосфаты щелочного металла или аммония, присутствующие в виде соединения моногидро- типа или дигидро- типа, включая в качестве примеров мононатрийфосфат, динатрийфосфат и их смеси. В конкретных случаях в качестве источника фосфат-ионов используют Zircobond Additive Р, раствор мононатрийфосфата, поставляемый на рынок компанией PPG Industries, Inc., Euclid, Ohio.
В определенных воплощениях способа удаления железа из ванны предварительной обработки, осуществляемого с выведением ванны из технологического процесса, третья стадия включает добавление в ванну предварительной обработки окисляющего агента. В таких воплощениях окисляющий агент представляет собой пероксидное соединение, воздух, нитрит натрия, бромат натрия и их смеси. В предпочтительном воплощении пероксидное соединение представляет собой пероксид водорода.
В определенных воплощениях способа удаления железа из ванны предварительной обработки, осуществляемого с выведением ванны из технологического процесса, источник фосфат-ионов и окисляющий агент добавляют каждый в количествах, которые являются достаточными для того, чтобы ванна для предварительной обработки была по существу свободна от железа.
В определенных воплощениях способа удаления железа из ванны предварительной обработки, осуществляемого с выведением ванны из технологического процесса, четвертая стадия способа включает увеличение величины pH в ванне предварительной обработки на по меньшей мере 0,2. В воплощениях pH увеличивают до величины более 4,0, например, в интервале от 4,2 до 4,5, от 4,5 до 5,0 и 4,8. В определенных воплощениях pH увеличивают путем добавления в ванну предварительной обработки достаточного количества соединения щелочного металла, включая в качестве не ограничивающих примеров каустическую соду, гидроокись калия и гидроксид натрия. В воплощениях в качестве соединения щелочного металла может быть использован слабощелочной буфер Chemfil Buffer, коммерчески поставляемый компанией PPG Industries, Inc., Euclid, Ohio, в количестве достаточном для достижения желаемой рабочей величины pH.
В определенных воплощениях способа, соответствующего настоящему изобретению, осуществляемого с выведением ванны из технологического процесса, фосфат-ионы добавляют в ванну предварительной обработки в количестве, достаточном для образования комплекса с растворимым железом, вытравленным из поверхности обрабатываемой подложки из черного металла, с образованием в ванне фосфата (FePO4) железа (III), в результате чего ванна приобретает светлый цвет, а не оранжевый или красно-коричневый цвет, обусловленный присутствием ржавчины. Образование указанного фосфата приводит к образованию осадка, который может быть удален из ванны, используя обычное фильтрационное оборудование. В определенных воплощениях способа, осуществляемого с выведением ванны из технологического процесса, пятая стадия включает фильтрование ванны предварительной обработки с использованием такого обычного фильтрационного оборудования для удаления твердого вещества из ванны предварительной обработки, т.е. фосфата железа, оксидов железа, гидроксидов железа или любого другого нерастворимого осадка, который образуется в ванне для предварительной обработки. В определенных воплощениях стадия фильтрации может быть проведена непосредственно после увеличения pH ванны предварительной обработки на по меньшей мере 0,2. В определенных других воплощениях стадия фильтрации может быть проведена непосредственно по окончании периода равновесного состояния, в течение которого этот нерастворимый осадок осаждается на дно ванны предварительной обработки, например, в течение от 1 до 10 часов после повышения величины pH в ванне предварительной обработки.
Таким образом, способ, соответствующий настоящему изобретению, осуществляемый с выведением ванны из технологического процесса, обеспечивает удаление растворимого железа в ванне (из подложки из черного металла), которое может быть превращено в нерастворимую ржавчину, которая может осаждаться на подложку и может быть перемещена в последующее технологическое оборудование, такое как расположенные ниже по ходу технологического процесса распылительные форсунки, насосы, ванны для промывания, и ванны, предназначенные для электроосаждения органического покрытия. Как было указано выше, такое перекрестное загрязнение может оказывать негативное влияние на свойства последующих осажденных покрытий. Однако неожиданно было обнаружено, что снижение в ванне предварительной обработки величины pH ниже рабочей величины pH и последующее добавление вышеупомянутых небольших количеств фосфата и по усмотрению окислителя, может по существу удалять содержащееся в ванне железо, предотвращая тем самым образование нерастворимой ржавчины в ванне предварительной обработки, не препятствуя при этом образованию необходимого качества пленки металла Группы IIIB и/или IVB после повышения pH до рабочих уровней так, что ванна может функционировать в течение нескольких месяцев, возможно в течение неопределенно продолжительного периода времени, без замены. Обнаруженная возможность увеличения продолжительности срока функционирования ванны в такой значительной степени за счет проведения указанных стадий способа, была удивительной и неожиданной.
После контактирования с раствором для предварительной обработки подложка может быть промыта водой и высушена.
В определенных воплощениях способа, соответствующего настоящему изобретению, после контактирования подложки с композицией для предварительной обработки, она затем контактирует с композицией покрытия, содержащей пленкообразующую смолу. Любой подходящий способ может быть использован для обеспечения контакта подложки с такой композицией покрытия, включая, например, нанесение кистью, окунание, нанесение покрытия обливом, напыление и тому подобный способ. Однако в определенных воплощениях, описанных более подробно ниже, такое контактирование включает стадию нанесения покрытия электроосаждением, на которой электроосаждаемая композиция осаждается на металлическую подложку посредством электроосаждения.
Используемый здесь термин «пленкообразующая смола» относится к смолам, которые могут образовать самоподдерживающуюся непрерывную пленку по меньшей мере на горизонтальной поверхности подложки после удаления любых разбавителей или носителей, присутствующих в композиции, или после отверждения при окружающей или повышенной температуре. Обычные пленкообразующие смолы, которые могут быть использованы, включают, без ограничения, такие, которые обычно используются в композициях для покрытия комплектующих частей (OEM) автомобилей, композициях для ремонтных работ для автомобилей, композициях для промышленного покрытия, в композициях архитектурных покрытий, композициях для покрытия рулонного проката, композициях для аэрокосмического покрытия, наряду с другими.
В определенных воплощениях композиция покрытия содержит термоотверждаемую пленкообразующую смолу. Используемый здесь термин «термоотверждаемая» относится к смолам, которые подвергаются необратимому «отверждению» при затвердевании или сшивке, при которых полимерные цепи полимерных компонентов соединяются вместе ковалентными связями. Это свойство обычно связано с реакцией сшивки компонентов композиции, часто инициированной подводом теплоты или излучением. Реакции отверждения или сшивки могут быть проведены в условиях окружающей среды. После отверждения или сшивки термоотвердаемая смола не будет плавиться при подводе теплоты и будет нерастворимой в растворителях. В других воплощениях композиция покрытия содержит термопластичную пленкообразующую смолу. Используемый здесь термин «термопластичная» относится к смолам, включающим полимерные компоненты, которые не соединены ковалентными связями и в силу этого при нагревании могут становиться жидкотекучими и являются растворимыми в растворителях.
Как отмечено выше, в определенных воплощениях подложка контактирует с композицией покрытия, содержащей пленкообразующую смолу, на стадии нанесения покрытия электроосаждением, на которой электроосаждаемую композицию осаждают на металлическую подложку путем электроосаждения. В процессе электроосаждения обрабатываемая металлическую подложку, служащую электродом, и электропроводящий противоэлектрод размещают в контакте с ионной электроосаждаемой композицией. При прохождении электрического тока между указанным электродом и противоэлектродом при их нахождении в контакте с электроосаждаемой композицией, плотно прилегающая пленка электроосаждаемой композиции будет по существу непрерывно осаждаться на металлической подложке.
Нанесение покрытия методом электроосаждения обычно осуществляют при постоянном напряжении в интервале от 1 вольта до нескольких тысяч вольт, обычно от 50 до 500 вольт. Плотность тока обычно находится в интервале от 1,0 до 15 ампер на квадратный фут (от 10 до 161,5 ампер на квадратный метр) и имеет тенденцию к быстрому уменьшению в ходе процесса электроосаждения, что указывает на образование непрерывной самоизолирующей пленки.
Электроосаждаемая композиция, используемая в определенных воплощениях настоящего изобретения, во многих случаях содержит смолистую фазу, диспергированную в водной среде, при этом указанная смолистая фаза содержит: (а) ионную электроосаждаемую смолу, содержащую группы с активным водородом, (b) отвергающий агент, содержащий функциональные группы, реагирующие с группами из (а), содержащими активный водород
В определенных воплощениях электроосаждаемые композиции, используемые в определенных воплощениях настоящего изобретения, содержат, в качестве основного пленкообразующего полимера, содержащую активный водород, ионную, зачастую катионную, электроосаждаемую смолу. Широкое разнообразие электроосаждаемых пленкообразующих смол известно и может быть использовано в настоящем изобретении, при условии, что указанные полимеры являются «диспергируемыми в воде», т.е. выполненными с возможностью быть растворенными, диспергированными или эмульгированными в воде. Полимер, диспергируемый в воде, является ионным по своей природе, т.е. этот полимер будет содержать анионные функциональные группы для придания отрицательного заряда или, что часто предпочтительно, катионные функциональные группы для придания положительного заряда.
Примерами пленкообразующих смол, подходящих для использования в анионных электроосаждаемых композициях, являются солюбилизированные в основании полимеры, содержащие карбоксильную кислоту, такие как продукт реакции или аддукт быстровысыхающего масла или быстровысыхающий эфир сложной жирной кислоты с двухосновной карбоновой кислотой или ангидридом; и продукт реакции сложного эфира жирной кислоты, ненасыщенной кислоты или ангидрида и любых дополнительных ненасыщенных модифицирующих веществ, которые дополнительно прореагировали с многоатомным спиртом. Кроме того, подходящими являются по меньшей мере частично нейтрализованные интерполимеры гидроксиалкилэфиров ненасыщенных карбоновых кислот, ненасыщенной карбоновой кислоты и по меньшей мере одного другого этиленненасыщенного мономера. Еще одна подходящая электроосаждаемая пленкообразующая смола содержит алкид-аминопластовое связующее, т.е. связующее, содержащее алкидную смолу и амин-альдегидную смолу. Еще одна композиция анионной электроосаждаемой смолы содержит смесь эфиров смолистого многоатомного спирта, как это описано в патентном документе US 3749657, от колонки 9, строки 1-75, до колонки 10, строки 1-13 (цитируемая часть указанного документа включена в данное описание в качестве ссылки). Могут быть также использованы другие полимеры с кислыми функциональными группами, такие как фосфатированный полиэпоксид или фосфатированные полиакрилаты, которые известны специалистам в данной области техники.
Как отмечено выше, часто желательно, чтобы ионная электроосаждаемая смола (а), содержащая активный водород, была катионной и способной к осаждению на катод. Примеры таких катионных пленкообразующих смол включают смолы, содержащие группы соли амина, такие как солюбилизированные в кислоте продукты реакции полиэпоксидов и первичных или вторичных аминов, описанные в патентных документах US 3663389; US 3984299; US 3947338 и US 3947339. Часто эти смолы, содержащие группы соли амина, используют в комбинации с агентом отверждения, содержащим блокированный изоцианат. Изоцианат может быть блокированным полностью, как описано в патентном документе US 3984299, или же изоцианат может быть блокирован частично и может реагировать с основной цепью смолы, как это описано в документе US 3947338. Кроме того, в качестве пленкообразующей смолы могут быть использованы однокомпонентные композиции, описанные в документах US 4134866 и DE-OS 2707405. Помимо аминоэпоксидных продуктов реакции, пленкообразующие смолы могут быть выбраны из катионных акриловых смол, таких как описанные в патентных документах US 3455806 и US 3928157.
Помимо смол, содержащих группу аминовой соли, могут быть также использованы смолы, содержащие группу четвертичной аммониевой соли, например, из числа образованных в результате реакции органического полиэпоксида с солью третичного амина, как это описано в патентных документах US 3962165, US 3975346 и US 4001101. Примерами других катионных смол являются смолы, содержащие группу соли третичного сульфония, и смолы, содержащие группу соли четвертичного фосфония, такие как описаны в документах US 3793278 и US 3984922, соответственно. Кроме того, могут быть использованы пленкообразующие смолы, которые отверждаются посредством переэтерификации, описанные, например, в заявке на европейский патент №12463. Помимо этого, могут быть использованы катионные композиции, приготовленные из оснований Манниха, таких как описаны в патентном документе US 4134932.
В определенных воплощениях смолы, присутствующие в электроосаждаемых композициях, представляют собой положительно заряженные смолы, которые содержат группы первичных и/или вторичных аминов, такие как описаны в патентных документах US 3663389; US 3947339 и US 4116900. В документе US 3947339 поликетиминовое производное полиамина, такого как диэтилентриамин или триэтилентетраамин, реагирует с полиэпоксидом. Когда продукт реакции нейтрализуется кислотой и диспергируется в воде, образуются группы свободного первичного амина. Кроме того, эквивалентные продукты образуются при химическом реагировании полиэпоксида с избытком полиаминов, таких как диэтилентриамин или триэтилентетраамин, и избыток полиаминов отпаривается под вакуумом от реакционной смеси, как это описано в патентных документах US 3663389 и US 4116900.
В определенных воплощениях ионная электроосаждаемая смола, содержащая активный водород, присутствует в композиции в количестве от 1 до 60 мас. %, например, от 5 до 25 мас. %, исходя из массы ванны для нанесения покрытия электроосаждением.
Как было отмечено, смолистая фаза электроосаждаемой композиции часто дополнительно содержит отверждающий агент, способный реагировать с группами активного водорода ионной электроосаждаемой смолы. Например, отверждающие агенты, содержащие как блокированный органический полиизоцианит, так и аминопласт, являются подходящими для использования в настоящем изобретении, хотя блокированные изоцианиты во многих случаях предпочтительны для катодного электроосаждения.
Аминопласты, которые часто являются предпочтительными отверждающими агентами для анионного электроосаждения, представляют собой продукты конденсации аминов или амидов с альдегидами. Примерами подходящих аминов или амидов являются меламин, бензогуанамин, мочевина и подобные химические соединения. Обычно используемым альдегидом является формальдегид, хотя продукты могут быть получены из других альдегидов, таких как ацетальдегид и фурфураль. Продукты конденсации содержат метилольные группы или подобные алкилольные группы, в зависимости от конкретного используемого альдегида. Во многих случаях эти метилольные группы этерифицированы посредством реакции со спиртом, таким как одноатомный спирт, содержащий от 1 до 4 атомов углерода, например, метанол, этанол, изопропанол и н-бутанол. Аминопласты продаются на рынке компанией American Cyanamid Со. под торговым наименованием CYMEL и компанией Monsanto Chemical Со. под торговым наименованием RESIMENE.
Отверждающие агенты, содержащие аминопласт, часто используют вместе с анионной электроосаждаемой смолой, содержащей активный водород, в количествах в интервале от 5 мас. % до 60 мас. %, в частности, от 20 мас. % до 40 мас. %, исходя из общей массы твердой фазы смолы в электроосаждаемой композиции.
Как отмечено выше, в композициях для катодного электроосаждения в качестве агента отверждения часто используют блокированные органические полиизоцианаты. Полиизоцианаты могут быть полностью блокированными, как описано в патентном документе US 3984299, от колонки 1, строки 1-68, колонка 2 и колонка 3, строки 1-15, или частично блокированы и реагируют с основной цепью полимера, как описано в документе US 3947338, колонка 2, строки 65-68, колонка 3 и колонка 4, строки 1-30 (цитируемые части указанных документов включены в настоящее описание посредством ссылки). Термин «блокированный» означает, что группы изоцианатов прореагировали с соединением так, что полученная блокированная группа изоцианата является устойчивой к активным водородам при окружающей температуре, но реагирует с активными водородами в пленкообразующем полимере при повышенных температурах, обычно в интервале от 90°С до 200°С.
Подходящие полиизоцианаты включают ароматические и алифатические полиизоцианаты, включающие циклоалифатические полиизоцианаты, и характерные примеры включают дифенилметан-4,4'-диизоцианат (MDI), 2,4- или 2,6-толуолдиизоцианат (TDI), включая их смеси, п-фенилендиизоцианат, тетраметилен- и гексаметилендиизоцианаты, дициклогексилметан-4,4'-диизоцианат, изофорондиизоцианат, смеси фенилметан-4,4'-диизоцианата и полиметиленполифенилизоцианата. Могут быть использованы высшие полиизоцианаты, такие как триизоцианаты. Один пример может включать трифенилметан-4,4',4ʺ-триизоцианат. Кроме того, могут быть использованы форполимеры изоцианатов с многоатомными спиртами, такими как неопентилгликоль и триметилолпропан и с полимерными многоатомными спиртами, такими как диолы и триолы поликапролактона (эквивалентное отношение NCO/OH составляет более 1).
Полиизоцианатные отверждающие агенты обычно используются вместе с катионной электроосаждаемой смолой, содержащей активный водород, в количествах в интервале от 5 мас. % до 60 мас. %, в частности, от 20 мас. % до 50 мас. %, исходя из общей массы твердой фазы смолы в электроосаждаемой композиции.
В определенных воплощениях композиции для покрытия, содержащие пленкообразующую смолу, дополнительно содержат иттрий. В определенных воплощениях иттрий присутствует в таких композициях в количестве от 10 до 10000 ч/млн, например, не более 5000 ч/млн и, в некоторых случаях, не более 1000 ч/млн общего количества иттрия (измеренного как элементарный иттрий).
В качестве источника иттрия могут быть использованы как растворимые, так и не растворимые соединения иттрия. Примерами источников иттрия, подходящих для использования в композициях электроосаждаемых покрытий, не содержащих свинец, являются растворимые органические и неорганические соли иттрия, например, ацетат иттрия, хлорид иттрия, формат иттрия, карбонат иттрия, сульфамат иттрия, лактат иттрия и нитрат иттрия. Если в ванну для электроосаждения иттрий добавляется в виде водного раствора, то предпочтительным источником иттрия является нитрат иттрия, т.е. легкодоступное соединение иттрия. Другими соединениями иттрия, подходящими для использования в электроосаждаемых композициях, являются органические и неорганические соединения иттрия, такие как оксид иттрия, бромид иттрия, гидроксид иттрия, молибдат иттрия, сульфат иттрия, силикат иттрия и оксалат иттрия. Могут быть также использованы иттрийорганические комплексы и металлический иттрий. Если существует необходимость введения иттрия в ванну для электроосаждения в качестве компонента в композиции пигментной пасты, предпочтительным источником иттрия часто служит оксид иттрия.
Описанные здесь электроосаждаемые композиции находятся в форме водной дисперсии. Термин «дисперсия», как считается, означает двухфазную прозрачную, просвечивающую или непрозрачную смолистую систему, в которой смола находится в дисперсной фазе, а вода находится в дисперсионной непрерывной фазе. Средний размер частиц смолистой фазы составляет, в общем, менее чем 1,0 и, обычно, менее чем 0,5 мкм, часто - менее чем 0,15 мкм.
Концентрация смолистой фазы в водной среде составляет часто по меньшей мере 1 мас. %, например от 2 до 60 мас. % по отношению к общей массе водной дисперсии. Когда такие композиции существуют в форме концентратов смол, они, в общем, имеют содержание твердых частиц смолы от 20 до 60 мас. % по отношению к массе водной дисперсии.
Описанные здесь электроосаждаемые композиции обычно подают в виде двух компонентов: (1) сырье чистой смолы, которое обычно содержат электроосаждаемую ионную смолу, содержащую активный водород, т.е. основной пленкообразующий полимер, отверждающий агент и любые дополнительные диспергируемые в воде неокрашенные компоненты; и (2) пигментная паста, которая обычно содержит одно или более окрашивающих веществ (указаны ниже), диспергируемую в воде измельченную смолу, которая может быть такой же или может отличаться от основного пленкообразующего полимера, и, по усмотрению, содержит добавки, такие как смачивающие или диспергирующие вспомогательные вещества.
В определенных воплощениях двухкомпонентная элекроосаждаемая композиция воплощена в виде ванны для электроосаждения, как это хорошо известно специалистам в данной области техники, в которой компоненты (1) и (2) ванны диспергированы в водной среде, содержащей воду и, как правило, коалесцирующие растворители. Преимущество способов, соответствующих настоящему изобретению, как отмечено выше, заключается в том, что они могут предотвратить загрязнение таких ванн ржавчиной, даже при отсутствии фильтрационного оборудования.
Как указано выше, помимо воды, водная среда может содержать коалесцирующий растворитель. Подходящие коалесцирующие растворители включают, например, углеводороды, спирты, сложные эфиры, простые эфиры и кетоны. Предпочтительными коалесцирующими растворителями во многих случаях являются спирты, полиолы и кетоны. Характерные коалесцирующие растворители включают изопропанол, бутанол, 2-этилгексанол, изофорон, 2-метоксипентанон, этилен- и пропиленгликоли и моноэтиловые, монобутиловые и моногексиловые простые эфиры этиленгликоля. Количество коалесцирующего растворителя составляет, в общем, от 0,01 до 25%, например, от 0,05 до 5 мас. % по отношению к общей массе водной среды.
Кроме того, в композицию покрытия, содержащую пленкообразующую смолу, может быть включено окрашивающее вещество и, если желательно, различные добавки, такие как поверхностно-активные вещества, смачивающие агенты или катализатор. Используемый здесь термин «окрашивающее вещество» означает любое вещество, которое придает композиции окраску и/или другую непрозрачность, и/или другой визуальный эффект. Окрашивающее вещество может быть добавлено к покрытию в любой подходящей форме, такой как дискретные частицы, дисперсии, растворы и/или хлопья. Можно использовать единственное окрашивающее вещество или смесь двух или более окрашивающих веществ.
Примеры окрашивающих веществ включают пигменты, красители и оттеночные вещества, такие как используются в промышленности красителей и/или внесены в список Ассоциации Производителей Сухих Красок (Dry Color Manifacturers Association, DCMA), а также композиции для создания специальных эффектов. Окрашивающее вещество может представлять собой, например, тонко измельченный порошок твердого материала, который является нерастворимым, но смачиваемым в условиях использования. Окрашивающее вещество может быть органическим или неорганическим и может быть агломерированным или неагломерированным. Окрашивающие вещества могут быть введены при помощи диспергирующих носителей, таких как акриловый диспергирующий носитель, использование которых известно специалистам в данной области.
Примеры пигментов и/или пигментных композиций включают, но не в качестве ограничения изобретения, карбазол-диоксазиновый сырой пигмент, азо-, моноазо-, дисазо-, нафтол AS, пигменты солевого типа (лаки), бензимидазолоновые, конденсированные, металлокомплексные, изоиндолиноновые, изоиндолиновые и полициклические фталоцианиновые, хинакридоновые, периленовые, периноновые, дикетопирролопиррольные, тиоиндигоидные, антрахиноновые, индатроновые, антрапиримидиновые, флавантроновые, пирантроновые, антантроновые, диоксазиновые, триарилкарбониевые и хинофталоновые пигменты, дикетопирролопирроловый красный («DPPBO red»), диоксид титана, газовую сажу и их смеси. Термины «пигмент» и «окрашенный наполнитель» могут быть использованы взаимозаменяемо.
Примеры красителей включают, но не в качестве ограничения, те, которые представляют собой красители на водной основе или на основе растворителя, например, фтало зеленый или синий, оксид железа, ванадат висмута, антрахинон, перилен, алюминий и хинакридон.
Примеры оттеночных средств включают, но не в качестве ограничения, пигменты, диспергированные в носителях на водной основе или смешивающихся с водой носителях, такие как AQUA-CHEM 896, поставляемый на рынок компанией Degussa, Inc., а также CHARISMA COLORANTS и MAXITONER INDUSTRIAL COLORANTS, поставляемые на рынок компанией Accurate Dispersions division of Eastman Chemical, Inc..
Как отмечено выше, окрашивающее вещество может находиться в виде дисперсии, включая, но не в качестве ограничения, дисперсии наночастиц. Дисперсии наночастиц могут содержать одно или более из сильнодиспергированных окрашивающих веществ в виде наночастиц и/или частиц окрашивающего вещества, которые придают желаемую видимую окраску и/или непрозрачность, и/или визуальный эффект. Дисперсии наночастиц могут содержать окрашивающие вещества, такие как пигменты или красители с размером частиц менее 150 нм, например, менее 70 нм или менее 30 нм. Наночастицы могут быть получены измельчением готовых органических или неорганических пигментов с помощью среды измельчения, имеющей размер частиц менее 0,5 мм. Примеры дисперсий наночастиц и способов их изготовления приведены в патентном документе US 6875800, который включен в настоящее описание посредством ссылки. Дисперсии наночастиц могут быть также получены кристаллизацией, осаждением, газофазной конденсацией и химическим истиранием (attrition) (т.е. частичным растворением). Чтобы минимизировать повторную агломерацию наночастиц в пределах покрытия, может быть использована дисперсия покрытых смолой наночастиц. Термин «дисперсия покрытых смолой наночастиц», как он используется здесь, относится к непрерывной фазе, в которой диспергированы дискретные «композитные микрочастицы», которые содержат наночастицу и смолистое покрытие на наночастице. Примеры дисперсий, покрытых смолой наночастиц и способов их получения, приведены в патентных документах: заявка на патент США 2005-0287348 А1 (дата подачи - 24.06.2004), предварительная заявка США 60/482167 (дата подачи - 24.07.2003) и заявка на патент США №11/337062 (дата подачи - 20.01.2006), которые также включены в настоящее описание посредством ссылок.
Примеры композиций со специальными эффектами, которые могут быть использованы, включают пигменты и/или композиции, которые производят один или более эффектов внешнего вида, таких как отражательная способность, перламутровый эффект, металлический блеск, фосфоресценция, флуоресценция, фотохромия, фоточувствительность, термохромия, гониохромия и/или изменение окраски. Композиции с дополнительными специальными эффектами могут обеспечивать другие заметные свойства, такие как непрозрачность или текстура. В определенных вариантах воплощения композиции со специальными эффектами могут производить изменение окраски, так что окраска покрытия изменяется при рассмотрении покрытия под различными углами. Примеры композиций с цветовыми эффектами приведены в документе US 6894086, включенном в настоящее описание посредством ссылки. Композиции с дополнительными цветовыми эффектами могут включать прозрачную слюду и/или синтетическую слюду с покрытием, оксид кремния с покрытием, оксид алюминия с покрытием, прозрачный жидкокристаллический пигмент, жидкокристаллическое покрытие и/или любую композицию, в которой хроматографическая интерференция является следствием разницы показателей преломления в пределах материала, а не следствием разницы показателей преломления между поверхностью материала и воздухом.
В определенных воплощениях может быть использована фоточувствительная и/или фотохромная композиция, которая обратимо изменяет свой цвет при облучении одним или большим числом источников света. Фоточувствительные и/или фотохромные композиции могут быть активированы под действием излучения определенной длины волны. При нахождении композиции в возбужденном состоянии молекулярная структура изменяется, и измененная структура имеет новый цвет, который отличается от первоначального цвета композиции. При удалении источника излучения фоточувствительная и/или фотохромная композиция может вернуться в невозмущенное состояние, в котором исходный цвет композиции возвращается. В определенных воплощениях фоточувствительная и/или фотохромная композиция может быть бесцветной в невозбужденном состоянии и имеет определенный цвет в возбужденном состоянии. Полное изменение цвета может наблюдаться в пределах миллисекунд или нескольких минут, например, в интервале от 20 секунд до 60 секунд. Примеры фоточувствительных и/или фотохромных композиций включают фотохромные красители.
В определенных воплощениях фоточувствительная композиция и/или фотохромная композиция могут быть присоединены и/или по меньшей мере частично связаны, например, посредством ковалентной связи, с полимером и/или полимерным материалом полимеризуемого компонента. В отличие от некоторых покрытий, в которых фоточувствительная композиция может мигрировать из покрытия и кристаллизоваться в подложку, фоточувствительная композиция и/или фотохромная композиция, присоединенная и/или по меньшей мере частично связанная с полимером и/или полимеризуемым компонентом в соответствии с определенными воплощениями настоящего изобретения, характеризуются минимальной миграцией из покрытия. Примеры фоточувствительных композиций и/или фотохромных композиций и способов их получения раскрыты в заявке на патент США №10/892919 (дата подачи - 16.07.2004), включенной в настоящее описание посредством ссылки.
Вообще, окрашивающее вещество может присутствовать в композиции покрытия в любом количестве, достаточном для создания желаемого визуального и/или цветового эффекта. Окрашивающее вещество может составлять от 3 до 40 мас. % или от 5 до 35 мас. %, исходя из общей массы композиции.
После осаждения покрытие в большинстве случаев нагревают для отверждения осажденной композиции. Операцию нагревания или отверждения часто осуществляют при температуре в интервале от 120 до 250°С, например, от 120 до 190°С, в течение периода времени в интервале от 10 до 60 минут. В определенных воплощениях толщина полученной пленки составляет от 10 до 50 микрон.
Из приведенного выше описания понятно, что определенные воплощения настоящего изобретения относятся также к способам предотвращения загрязнения ржавчиной оборудования для нанесения покрытия, даже при отсутствии фильтрационного оборудования в технологическом процессе, в котором осуществляют нанесение покрытия на подложку из черного металла. В определенных воплощениях такие способы включают использование композиции для предварительной обработки, имеющей величину pH от 4 до 5,5 и содержащей, или, в некоторых случаях, по существу состоящей из: a) соединения металла Группы IIIB и/или IVB; b) фосфат-ионов; и c) воды. В таких воплощениях способов в соответствии с настоящим изобретением фосфат-ионы поддерживают в ванне с композицией для предварительной обработки в количестве: (i) достаточном, чтобы по существу предотвращать образование нерастворимой ржавчины в ванне; и (ii) и недостаточным, чтобы препятствовать осаждению на поверхности подложки из черного металла пленки металла Группы IIIВ и/или IVB, имеющей плотность покрытия по меньшей мере 10 мг/м2. В определенных других воплощениях такие способы включают способ удаления железа из ванны предварительной обработки (с выведением ванны из технологического процесса), содержащей металл Группы IIIВ и/или Группы IVB, которая, в определенных воплощениях по существу свободна от фосфат-ионов во время работы, и в определенных других воплощениях содержит фосфат-ионы. Указанный способ с выведением ванны из технологического процесса включает стадии: (а) уменьшение величины pH ванны предварительной обработки на по меньшей мере 0,2; (b) добавление фосфат-ионов в ванну предварительной обработки со стадии (a); (c) добавление окисляющего агента в ванну предварительной обработки со стадии (b); и (d) увеличение pH ванны предварительной обработки со стадии (с) на по меньшей мере 0,2. В таких способах удаления железа из ванны предварительной обработки с выведением ванны из технологического процесса нерастворимая ржавчина может быть по существу удалена из ванны предварительной обработки. В определенных воплощениях способ с выведением ванны из технологического процесса включает стадию фильтрации ванны предварительной обработки, используя для этого фильтрационное оборудование.
Из приведенного выше описания также понятно, что настоящее изобретение относится, кроме того, к способам нанесения покрытия на подложку из черного металла. В определенных воплощениях такие способы включают: (a) контактирование подложки из черного металла с водной композицией для предварительной обработки, имеющей величину pH от 4 до 5,5 и содержащей, или, в некоторых случаях, по существу состоящей из: (i) соединения металла Группы IIIВ и/или IVB; (ii) фосфат-ионов; и (iii) воды, при этом фосфат-ионы поддерживают в ванне с композицией для предварительной обработки в количестве, достаточном, чтобы по существу предотвратить образование нерастворимой ржавчины в ванне; и после этого (b) контактирование подложки с композицией для покрытия, содержащей пленкообразующую смолу, с получением металлической подложки с покрытием, которая проявляет антикоррозийные свойства. В других определенных случаях такие способы включают: (a) удаление железа из ванны предварительной обработки, осуществляемое с выведением ванны из технологического процесса; и после этого (b) контактирование подложки из черного металла с водной композицией для предварительной обработки, имеющей величину pH от 4 до 5,5 и содержащей, или, в некоторых случаях по существу состоящей из: (i) соединения металла Группы IIIВ и/или IVB; и (ii) воды, при этом указанная композиция для предварительной обработки в определенных воплощениях по существу является свободной от фосфат-ионов; и затем (с) контактирование подложки с композицией для покрытия, содержащей пленкообразующую смолу, с получением металлической подложки с покрытием, которая проявляет антикоррозийные свойства. В таких способах стадия удаления железа из ванны для предварительной обработки, когда ванна выведена из технологического процесса, включает, или в некоторых случаях по существу состоит из: уменьшения величины pH ванны предварительной обработки на по меньшей мере 0,2; (b) добавления фосфат-ионов в ванну предварительной обработки со стадии (а); (с) добавление окисляющего агента в ванну предварительной обработки со стадии (b); и (d) увеличение pH ванны предварительной обработки со стадии (с) на по меньшей мере 0,2. Используемый здесь термин «антикоррозийные свойства» относится к экспериментальному исследованию и измерениям, касающимся количественной оценки предотвращения коррозии на металлической подложке, осуществляемым путем проведения испытаний так, как описано в стандарте ASTM В117 (испытания в солевом тумане). В этих испытаниях покрытую подложку скрайбируют режущим инструментом (формируют надрезы), чтобы подложку с оголенным металлом подвергнуть испытаниям в соответствии со стандартом ASTM D 1654-92. Скрайбированную подложку помещают в камеру для проведения испытаний, где на подложку непрерывно распыляют водный раствор соли. В камере поддерживают постоянную температуру. Подложку с нанесенным покрытием подвергают воздействию условий солевого тумана в течение определенного периода времени, например, 250, 500 или 1000 часов. После указанного воздействия солевого тумана покрытую подложку удаляют из камеры для испытаний и оценивают степень коррозии вдоль надреза. Коррозию оценивают по «дефекту скрайба», который определяют как общее расстояние, измеренное в миллиметрах, на которое распространяется коррозия в направлении поперек надреза. Когда говорят, что подложка «демонстрирует антикоррозийные свойства», это означает, что дефект надреза на подложке из черного металла составляет не более 3 мм после испытаний, проведенных в соответствии со стандартом ASTM Bl 17 в течение 500 часов в условиях солевого тумана в случае, когда подложку покрывают порошковой краской из полиэфирной смолы, поставляемой на рынок компанией PPG Industries, Inc. под наименованием РСТ79111 в соответствии с инструкциями изготовителя.
Изобретение иллюстрируется нижеследующими примерами, которые не следует рассматривать как ограничивающие изобретение деталями этих примеров. В примерах, а также во всем описании все части и проценты указаны массовыми, если не оговорено иное.
Примеры
Пример 1
В одном эксперименте пять чистых стальных пластин помещали в водный раствор, имеющий величину pH, составляющую приблизительно 1,8-2,4, содержащий фторциркониевую кислоту и фосфорную кислоту (90 ч/млн Zr и 10 ч/млн PO4-3). После повышения содержания двухвалентного железа приблизительно до 30 ч/млн пластины были удалены из прозрачного раствора, и раствор был разделен на части объемом в один галлон (3,78 литра).
Первый галлон был дополнительно разделен (подразделен) на части в 700 мл, к которым была добавлена (75 мас. %) фосфорная кислота с получением в результате ряда ванн с содержанием фосфат-ионов 10, 25, 50, 75 и 100 ч/млн. Такие же последовательности уровней фосфатов были повторены для циркония с содержанием 125, 150 и 200 ч/млн.
Величина pH во всех образцах ванн была установлена равной 5,0. Эти ванны, содержащие 30 ч/млн двухвалентного железа и различные количества циркония и фосфат-ионов, были оставлены для выдерживания в состоянии покоя в течение двух дней. По истечении двух дней была произведена запись внешнего вида отдельных ванн. Результаты, обобщенные в таблице 1 ниже, показывают, что в данном примере циркониевая ванна, содержащая 30 ч/млн общего железа, будет изменять внешний вид (цвет) от коричневого до белого в присутствии фосфат-ионов в интервале от 25 до 50 ч/млн. Коричневый цвет ванны свидетельствует об образовании оксида железа или оксигидроксида железа.
Матрица полученных результатов показала, что все ванны, содержащие 10 ч/млн PO4-3, имели в одинаковой степени окрашенную ржавчиной воду и, преимущественно, коричневый осадок, причем безотносительно к содержанию Zr. В последующих ваннах со светлой окраской концентрация PO4-3 составляла 25 ч/млн и, кроме того, осадок имел более светлую окраску. Все ванны с концентрацией PO4-3, составляющей 50 ч/млн, почти не имели окраски и содержали осадок со структурой, подобной кристаллической, который был едва заметно белым с сероватым оттенком. Ванны с концентрацией PO4-3 75 и 100 ч/млн все были бесцветными и содержали белый кристаллический осадок. Белый осадок представлял собой фосфат железа, часто с незначительными количествами соединений циркония.
Данный пример показывает, что массовое соотношение фосфата и двухвалентного железа, составляющее по меньшей мере 1:1, например по меньшей мере 1,2:1, в частности, от 1 до 1,8:1, является достаточным для по существу предотвращения образования нерастворимой ржавчины в ванне предварительной обработки, содержащей металл Группы ШВ и/или IVB, при ее использовании для обработки подложки из черного металла.
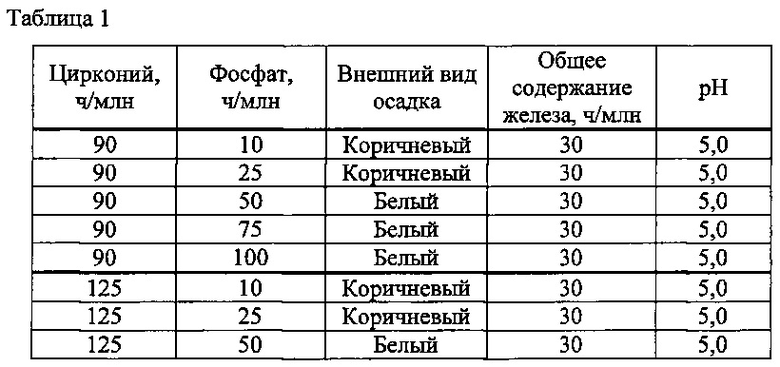
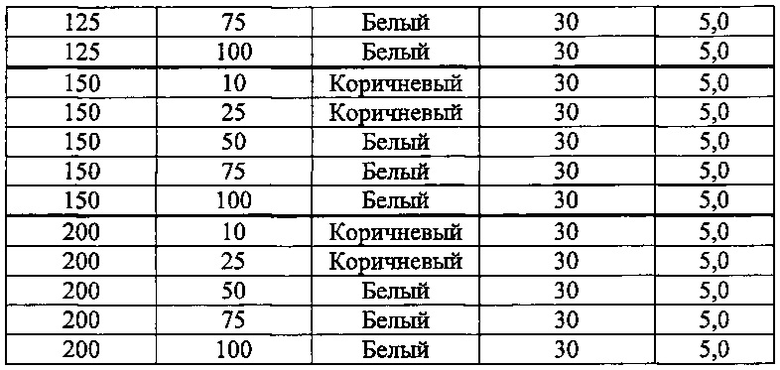
Пример 2
Стальные пластины были очищены с помощью обычного щелочного раствора, дважды промыты водопроводной водой, обработаны в ваннах, содержащих цирконий с концентрацией в интервале от 10 до 150 ч/млн и фосфат с концентрацией от 10 до 100 ч/млн и затем последовательно промыты водопроводной водой. Обработанные стальные пластины были окрашены с использованием электроосажденного покрытия из катионной эпоксидной смолы Р590 или покрытия из порошкового материала, содержащего триглицидилизоцианурат и полиэфир - РСТ79111. Обе указанные композиции покрытия поставляются на рынок компанией PPG Industries Inc. Коррозийные свойства определяли, повергая панели, окрашенные и обработанные с использованием циркония, воздействию тумана из нейтральной соли, в соответствии со стандартом ASTM В117, в течение периодов времени, приведенных в таблице 2. В результате была получена приемлемая антикоррозийная характеристика электроосажденного покрытия из катионной эпоксидной смолы при воздействии тумана из нейтральной соли в этом опыте в течение 1000 часов, а именно, 4,0-5,0 мм, определяемая как 1/2 ширины зоны распространения коррозии в направлении поперек надреза. Приемлемая характеристика покрытия из порошкового материала, содержащего триглицидилизоцианурат (TGIC) и полиэфир, при воздействия тумана из нейтральной соли в этом опыте в течение 500 часов составила 2,0-3,0 мм (также определена как 1/2 ширины зоны распространения коррозии в направлении поперек надреза). Приведенные ниже данные показывают, что приемлемые антикоррозийные характеристики могут быть получены, когда в ванну для обработки, содержащую цирконий, добавляют фосфат-ионы. Как показано в примере 1, при низкой концентрации фосфат-ионов ванна для обработки приобретает коричневый цвет, что указывает на присутствие оксида железа или оксигидроксида железа.
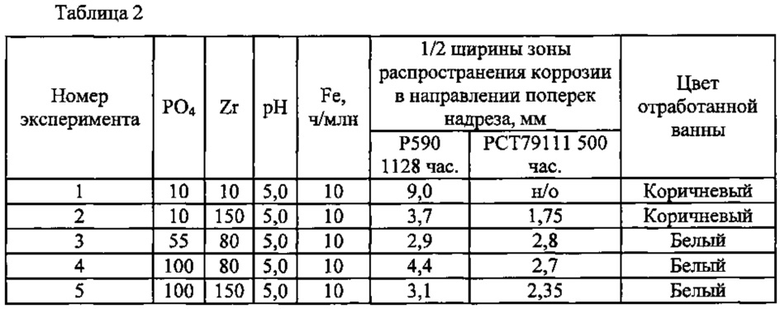
Пример 3
Был приготовлен раствор для предварительной обработки, в который добавляли возрастающие количества гексафторциркониевой кислоты. Перед нанесением покрытия на пластины из холоднокатаной стали величина pH ванны была доведена до 4,7. Пластины, полученные из ACT Labs (Hillsdale, MI), сначала были подвергнуты струйной очистке в щелочном растворе (раствор PPG Industries Chemkleen 611L, концентрация 2% и температура 140-150°F) и затем дважды, перед направлением в зону предварительной обработки, была проведена промывка. В ванне, содержащей цирконий, был нанесен слой покрытия на стальные пластины в течение 60 секунд при давлении 9 фунт/дюйм. Затем пластины были промыты водопроводной водой и, наконец, деионизированной водой перед осуществлением стадии сушки инфракрасным излучением.
Образцы в виде пластин были получены при концентрациях циркония в ванне, составляющих 0, 10, 15, 20, 50 и 80 ч/млн. Участки каждой пластины были подвергнуты анализу с помощью XPS (рентгеновская фотоэлектронная спектроскопия) для определения в покрытиях толщины слоя циркония. Определяли толщину, в нанометрах, слоя циркония, при которой на кривой графической зависимости происходил обратный переход вниз до уровня 10 атомных процентов. Полученная в результате таблица с толщинами была представлена в виде графической зависимости толщин от концентрации циркония в ванне, представленной на фиг. 1.
На три пластины одной и той же партии было нанесено анионное акриловое электроосаждаемое покрытие, поставляемое на рынок компанией PPG Industries, Inc. под торговым наименованием Powercron 395, при каждом уровне концентрации перед проведением коррозийных испытаний согласно стандартам ASTM В117 и D1654-92. Результаты испытаний представлены на фиг. 2. Эти результаты подтверждают, что достигается хорошая степень защиты от коррозии, что совпадает с достижением минимальной толщины, т.е. для ванны, содержащей 20 ч/млн циркония.
Пример 4
На практике ванны, в значительной степени загрязненные ржавчиной, являются непрозрачными, коричневато-красными с предшествующим внешним видом полупрозрачных растворов оранжевого цвета, что указывает на начальное превращение нерастворимых комплексов трехвалентного железа. В одном опыте стальные пластины были опрысканы десятью галлонами композиции ванны с низкой величиной pH (примерно 2,7), содержащей 100 ч/млн циркония, в течение нескольких часов до достижения общего содержания железа 50 ч/млн. Содержание двухвалентного железа составляло приблизительно 40 ч/млн. Хотя ванна содержала 10 ч/млн растворимых ионов трехвалентного железа, она была прозрачной и бесцветной. Большая проба была разделена на части, в которые добавляли фосфат с возрастающей концентрацией для определения такой концентрации, которая может предотвратить начальное обесцвечивание ванны после увеличения pH до 5. Для контрольной пробы без фосфата концентрация трехвалентного железа увеличилась до 24 ч/млн как раз перед началом изменения цвета. Результаты этого эксперимента отражены в таблице 3.
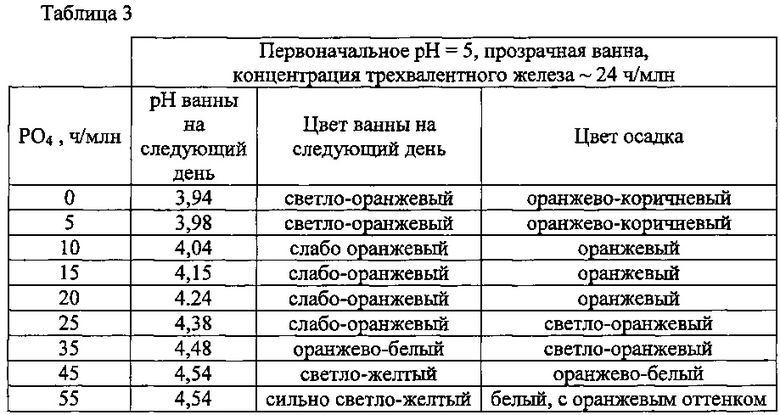
С увеличением содержания PO4 изменение цвета происходит более длительное время и не было таким интенсивным, как в случае выдерживания при нулевом уровне фосфата. Кроме того, по истечении одной ночи хранения величина pH снижалась до уровней, показанных в таблице, свидетельствуя о завершении стадий окисления и выпадения осадка. Величина pH снижалась в меньшей степени с увеличением количества используемого фосфата. После достижения определенного уровня содержания фосфата pH оставалось постоянным, показывая избыток по отношению к количеству, необходимому для трехвалентного железа. По истечении двух дней качество осадка было явно выраженным, таким, как указано в таблице 3. При отсутствии в системе достаточного количества фосфата осадок формируется в виде хлопьевидного коричневого оксида, в результате чего происходит значительное снижение pH. В случае достаточного количества фосфата осадок был белого цвета и имел плотность, которая способствовала удалению железа, прежде чем он мог быть перемещен ниже по ходу технологического процесса.
Кроме того, проводили контрольные измерения содержаний циркония для определения влияния какого-либо избыточного количества фосфата. Фиг. 3 показывает, что хотя в системе было израсходовано некоторое количество циркония, потери не были существенными. Когда фосфат превращает растворимый комплекс трехвалентного железа в нерастворимый фосфат железа, точку соответствующей эквивалентной добавки фосфата к трехвалентному железу можно определить на пологом участке графика для pH. Это происходило приблизительно при концентрации фосфата 35-40 ч/млн для концентрации трехвалентного железа 24 ч/млн.
Так, в работающей ванне только лишь 25-35 ч/млн фосфата на 24 ч/млн трехвалентного железа может быть достаточным, чтобы сдерживать развитие красновато-коричневой ванны лишь при незначительном истощении циркония. Срок эксплуатации ванны для этого примера может быть значительно более продолжительным, чем обычно наблюдается в сравнительных промышленных ваннах также на основе металла Группы IIIВ и/или IVB, но не содержащих фосфат-ионы. Соотношение фосфата и трехвалентного железа находится в интервале от 1:1 до 1,8:1 по массе. При более высоких соотношениях может начинаться расходование слишком большого количества циркония.
Пример 5
Концентрат, содержащий железо, был получен путем подвешивания чистых стальных пластин в течение двух дней в растворе гексафторциркониевой кислоты в деионизированной воде, который не содержит фосфата. Конечная концентрация двухвалентного железа составляла приблизительно 900 ч/млн, а концентрация трехвалентного железа - 33 ч/млн. Указанная концентрация затем была разбавлена водопроводной водой для получения приблизительно 20 ч/млн двухвалентного железа и 3 ч/млн трехвалентного железа. Различные количества фосфорной кислоты были добавлены с последующим достаточным количеством перекиси водорода для превращения всего двухвалентного железа в трехвалентное железо. Затем для каждой ванны величина pH была установлена на уровне 4,7. После выдержки в состоянии покоя в течение одного дня был проведен анализ ванн для определения концентрации фосфата и циркония. Результаты графически представлены на фиг. 4. Как видно, приблизительно 30 ч/млн фосфата может быть достаточным для удаления 20 ч/млн двухвалентного железа при сохранении в растворе большей части из 65 ч/млн циркония.
Пример 6
Пример 6 был осуществлен для того, чтобы наглядно показать возможность удаления трехвалентного железа (Fe+3) из ванны предварительной обработки. Был приготовлен исходный (базовый) раствор из трех литров водопроводной воды и 1,2 г раствора фторциркониевой кислоты (45%). Исходный раствор имел заданный уровень содержания Zr - 85 ч/млн. Для этого было добавлено 0,28 мл сульфата трехвалентного железа (50% раствор) и получен исходный раствор, содержащий 20 ч/млн ионов трехвалентного железа. Исходный раствор имел величину pH равную 2,9.
Исходный раствор был разделен на Ванны A-D, каждая из которых содержала 900 мл исходного раствора. Как более подробно описано ниже, в данном примере для измерения концентрации двухвалентного железа (Fe+2) и общей концентрации железа в различные моменты времени был использован измеритель концентрации фирмы НАСН. При необходимости получения данных по концентрации трехвалентного железа (Fe+3) в конкретной ванне концентрацию трехвалентного железа рассчитывали как разность между общей концентрацией железа и концентрацией двухвалентного железа. В рассматриваемом Примере 6 ни одна из Ванн A-D при измерении в любой момент времени не содержала какого-либо количества двухвалентного железа (Fe+2).
Ванна А служила в качестве контрольной, с которой сравнивали концентрации трехвалентного железа (Fe+3) и общие концентрации железа (ч/млн) в Ваннах В, С и D (обработанных так, как описано ниже).
В контрольную Ванну А для получения результирующей величины pH равной 3,4 в качестве источника щелочности было добавлено 0,1 г щелочного раствора Chemfil Buffer, поставляемого на рынок компанией PPG Industries, Inc.. Как показано на фиг. 5, концентрация (ч/млн) трехвалентного железа (Fe+3) в Ванне А составляла приблизительно 18,6 ч/млн в период проведения эксперимента равный 72 часа. В Ванне А наблюдался едва заметный образовавшийся осадок, имеющий окраску ржавчины. Эти данные подтверждают, что трехвалентное железо (Fe+3) является крайне стабильным при величинах pH приблизительно равных 3,4.
В 900 мг исходного раствора в Ванне В было добавлено 0,5 г раствора Chemfil Buffer для увеличения pH этой ванны до 4,8. Указанная величина pH находилась в пределах типичного рабочего диапазона для ванны предварительной обработки, содержащей описанную здесь композицию. Как показано на фиг. 5, концентрация трехвалентного железа (Fe+3) в Ванне В понизилась от первоначальной концентрации, приблизительно равной 21 ч/млн, до концентрации приблизительно 2 ч/млн в течение 2 часов после увеличения pH в ванне предварительной обработки до 4,8. Эти данные показывают, что большая часть растворимого трехвалентного железа была превращена в ржавчину или оксид железа, который нерастворим в композиции для предварительной обработки. Осадок цвета ржавчины был видимым в Ванне B в течение 2 часов после увеличения pH.
К исходному раствору Ванны С объемом 900 мл было добавлено 0,09 г раствора мононатрийфосфата, в качестве добавки Zircobond Additive Р, поставляемой компанией PPG Industries, Inc., Euclid, ОН (45 мас. %). Ванна С содержала фосфат с концентрацией 14 ч/млн и имела величину pH равную 2,9, которая сохранялась в течение 72 часов во время проведения эксперимента. Как показано на фиг. 5, концентрация трехвалентного железа (Fe+3) в Ванне С уменьшилась от приблизительно 18 ч/млн до приблизительно 12 ч/млн в первые 2 часа эксперимента и затем продолжала постепенно снижаться в течение 72 часов эксперимента до конечной концентрации, составляющей 7 ч/млн. В первые часы проведения эксперимента в Ванне С был виден осадок белого цвета, а в конце эксперимента образовался осадок слегка рыжевато-коричневый, свидетельствуя о том, что в случае величины pH ниже нормального рабочего уровня удаление трехвалентного железа было постепенным и неполным.
К 900 мл исходного раствора Ванны D было добавлено 0,09 г раствора мононатрийфосфата (45 мас. %) в качестве добавки Zircobond Additive Р, поставляемой компанией PPG Industries, Inc., Euclid, ОН. Ванна D содержала фосфат с концентрацией_34 ч/млн. Как показано на фиг. 5, концентрация трехвалентного железа (Fe+3) в Ванне D была равной 20 ч/млн. Для увеличения pH до 4,75 в Ванну D было добавлено 0,5 г раствора Chemfil Buffer, и указанная Ванна незамедлительно становилась мутной. После создания условий для осаждения кристаллов проба из ванны была профильтрована через шприцевой фильтр с размером пор 5 мкм, и полученный фильтрат был подвергнут контрольному измерению для определения общей концентрации железа. Концентрация трехвалентного железа в Ванне D составляла 2 ч/млн, а через 2 часа (при завершении эксперимента) - 1,9 ч/млн. Ванна была прозрачной с небольшим количеством осадка белого цвета.
Данные примера 6 показывают, что добавление фосфата в ванну предварительной обработки обеспечивает удаление значительной части трехвалентного железа при низкой величине pH и по существу всего трехвалентного железа в более короткий период времени после увеличения pH вновь до рабочего интервала. Эти данные подтверждают, что трехвалентное железо может быть удалено из ванны предварительной обработки, если ванна выведена из технологической линии.
Пример 7
Данные, представленные на фиг. 5 и описанные в примере 6, показывают, что трехвалентное железо было удалено из ванны предварительной обработки путем добавления фосфата в ванну предварительной обработки при низком pH. Однако на практике ванны предварительной обработки, которые были использованы для обработки подложки, содержат двухвалентное железо, которое подлежит превращению в трехвалентное железо с его последующим удалением из ванны. Пример 7 и полученные данные, представленные в таблице 4 и описанные здесь, показывают, что добавление окисляющего агента в ванну предварительной обработки улучшает удаление железа, которое первоначально находилось в виде двухвалентного железа.
Был приготовлен исходный (базовый) раствор из трех литров водопроводной воды и 1,2 г раствора фторциркониевой кислоты (45%). Исходный раствор имел заданный уровень концентрации Zr - 85 ч/млн. Для получения исходного раствора, содержащего 20 ч/млн ионов трехвалентного железа и 23 ч/млн общего количества железа, было добавлено 0,32 мл гептагидрата сульфата двухвалентного железа. Исходный раствор имел величину pH равную 3,1.
Исходный раствор был разделен на Ванны E-G, каждая из которых содержала 900 мл исходного раствора. Ванна Е служила в качестве контрольной, с которой сравнивали концентрации двухвалентного железа (Fe+2) и общие концентрации железа (ч/млн) в Ваннах F и G (обработанных так, как описано ниже). Используя измеритель концентрации фирмы НАСН, непрерывно контролировали концентрации двухвалентного железа в каждой Ванне с периодическими интервалами времени в течение 44 часов проведения экспериментов.
Ванна Е служила в качестве контрольной и имела первоначальную величину pH равную 3,1. В указанную ванну было добавлено несколько капель раствора Chemfil Buffer для увеличения величины pH до 3,5, которая, как видно из таблицы 4, оставалась стабильной в продолжение эксперимента. Кроме того, как показано в Таблице 4, общая концентрация железа (ч/млн) в ванне Е падает от первоначальной величины 22,8 ч/млн до 22,1 ч/млн в конце эксперимента, продолжавшегося 44 часа. Концентрация двухвалентного железа (Fe+2) первоначально составляла 19,8 ч/млн и падала до 15,7 ч/млн в конце эксперимента, продолжавшегося 44 часа. В продолжение эксперимента ванна оставалась прозрачной, не приобретая красного цвета. Эти данные показывают, что все железо в ванне оставалось в растворе в виде двухвалентного железа, и имело место лишь незначительное превращение двухвалентного железа в трехвалентное железо. Полученные данные показывают, что при низком pH (т.е. величина pH составляет меньше рабочей pH) имеет место лишь минимальное превращение двухвалентного железа в трехвалентное железо.
0,093 г мононатрийфосфата (раствор 45%) было добавлено в Ванну F для получения раствора, в котором содержится 43 ч/млн фосфата и соотношение PO4 и общего количества железа составляет приблизительно 1,8:1. Затем в эту ванну было добавлено 0,5 г раствора Chemfil Buffer для получения pH=4,7. Величина pH в Ванне F была немного уменьшена во время проведения эксперимента, и через 44 часа составляла 4,38. Как показывает таблица 4, общая концентрация железа в Ванне F была уменьшена от первоначального значения 22,8 ч/млн до 18,5 ч/млн через 30 минут и составляла 14,7 ч/млн в конце проведения эксперимента продолжительностью 44 часа. Концентрация двухвалентного железа вначале была равной 19,8 ч/млн, уменьшалась до 17,2 ч/млн через 30 минут, и соответствовала 12,4 ч/млн в конце эксперимента продолжительностью 44 часа. В ванне в течение эксперимента образовалось некоторое количества белого осадка, что указывало на образование фосфата двухвалентного железа. Эти данные показывают, что добавление фосфата с последующим увеличением pH до величины в интервале от 4,38 до 4,7 позволяет удалить только некоторое количество растворимого железа в виде фосфата трехвалентного железа, поскольку, безотносительно к какой-либо конкретной теории, окисление двухвалентного железа за счет лишь повышения pH было относительно медленным и ограниченным величиной pH, соответствующей равновесному состоянию.
Как видно из таблицы 4, Ванна G сначала имеет pH=3,0, общую концентрацию железа 22,8 ч/млн и концентрацию двухвалентного железа 19,8 ч/млн. Непосредственно перед добавлением 0,32 г пероксида водорода (концентрация раствора - 3 мас. %) было добавлено 0,1 г мононатрийфосфата (раствор 45%). Через 15 минут после добавления пероксида водорода общая концентрация железа была уменьшена до 10,2 ч/млн, концентрация двухвалентного железа была уменьшена до 0,4 ч/млн и величина pH составляла 2,6. В ванне образовалось некоторое количество белого осадка, что указывало на частичное образование фосфатного комплекса железа. Затем pH ванны увеличивали до 4,7 путем добавления 0,6 г раствора Chemfil Buffer, и в течение 15 минут после этого (т.е. через 46 минут после начала эксперимента) почти все железо было удалено, при этом общая концентрация железа составляла 5 ч/млн и концентрация двухвалентного железа составляла 0,1 ч/млн. В конце этого эксперимента (т.е. через 44 часа после начала) pH ванны было равным 4,6, общая концентрация железа составляла 0,24 ч/млн, а концентрация двухвалентного железа - 0,02 ч/млн. Эти данные показывают, что добавление фосфата и пероксида водорода в ванну значительно улучшало удаление железа из ванны при рабочей величине pH.
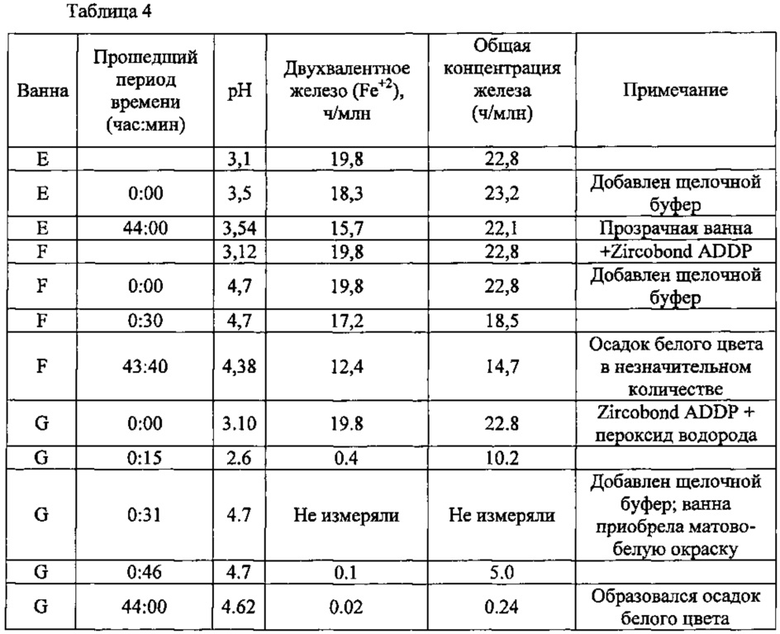
Пример 8
В данном Примере функционирующая ванна предварительной обработки была получена путем добавления 3,60 г гексафторциркониевой кислоты к трем литрам воды для получения раствора, содержащего 240 ч/млн циркония. Было добавлено количество раствора Chemfil Buffer достаточное для увеличения pH раствора до 4,5. Для получения 20 ч/млн двухвалентного железа было добавлено 0,31 г гептагидрата сульфата двухвалентного железа. Чтобы предотвратить образование частиц ржавчины, приблизительно 14 капель гексафторциркониевой кислоты было непосредственно добавлено для уменьшения величины pH до 3,3. Ванна была прозрачной. С помощью измерителя фирмы НАСН была измерена общая концентрация железа, составляющая 23,2 ч/млн, при этом концентрация двухвалентного железа была равной 19,5 ч/млн.
В ванну был добавлен фосфат так, что молярное соотношение фосфата к общей концентрации железа, которое подлежало осаждению, приблизительно было равным 1:1 (или массовое отношение составляло 1,8:1). В эту ванну было добавлено 41,5 ч/млн фосфата из 0,175 г раствора фосфорной кислоты (75 мас. %) так, что избыток составлял приблизительно 8-9 ч/млн. После смешивания в течение 1 мин было добавлено 1,27 г раствора пероксида водорода (3 мас. %), исходя из молярного отношения 1:1 к двухвалентному железу (с небольшим избытком). Двухвалентное железо было превращено в трехвалентное железо менее чем через 1 мин.
Для осаждения всего трехвалентного железа в виде фосфата трехвалентного железа (III) pH ванны было увеличено до 4,75 за счет добавления по каплям раствора Chemfil Buffer. Если увеличение pH происходило слишком быстро, некоторое количество нерастворимого оксида трехвалентного железа (III) в виде ржавчины может образоваться вместо фосфата двухвалентного железа (II). С увеличением pH в ванне происходит белое помутнение, которое, в конце концов, становится хлопьями, полностью осаждающимися в пределах 10 минут с получением прозрачной ванны. Полученный конечный раствор содержал 0,2 ч/млн общего железа при отсутствии заметной концентрации двухвалентного железа. Концентрация остаточного фосфата составляла 8,5 ч/млн, что соответствует расчетам массового баланса.
Специалистам в данной области техники понятно, что в описанных выше воплощениях могут быть произведены изменения без выхода за рамки идеи изобретения. Следует принимать во внимание, что данное изобретение не ограничено конкретными описанными выше воплощениями, но охватывает модификации, которые находятся в пределах объема и сущности изобретения, определяемых приложенной формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКУЮ ПОДЛОЖКУ И ПОДЛОЖКА С НАНЕСЕННЫМ ПОКРЫТИЕМ | 2007 |
|
RU2411090C1 |
| СПОСОБ ПОДГОТОВКИ И ОБРАБОТКИ СТАЛЬНОЙ ПОДЛОЖКИ | 2014 |
|
RU2625354C2 |
| РАСТВОР ДЛЯ ПОСЛЕДУЮЩЕГО ПРОМЫВАНИЯ НА ОСНОВЕ СМОЛЫ ДЛЯ УЛУЧШЕННОЙ РАССЕИВАЮЩЕЙ СПОСОБНОСТИ ЭЛЕКТРООСАЖДАЕМЫХ КОМПОЗИЦИЙ ПОКРЫТИЙ НА ПОДВЕРГНУТЫХ ПРЕДВАРИТЕЛЬНОЙ ОБРАБОТКЕ МЕТАЛЛИЧЕСКИХ ПОДЛОЖКАХ | 2012 |
|
RU2579324C1 |
| ЖЕЛЕЗОСОДЕРЖАЩАЯ КОМПОЗИЦИЯ ОЧИСТИТЕЛЯ | 2017 |
|
RU2729485C1 |
| ЦИРКОНИЕВЫЕ КОМПОЗИЦИИ ПРЕДВАРИТЕЛЬНОЙ ОБРАБОТКИ, СОДЕРЖАЩИЕ РЕДКОЗЕМЕЛЬНЫЙ МЕТАЛЛ, СООТВЕТСТВЕННЫЕ СПОСОБЫ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ ПОДЛОЖЕК И МЕТАЛЛИЧЕСКИЕ ПОДЛОЖКИ, ИМЕЮЩИЕ СООТВЕТСТВУЮЩИЕ ПОКРЫТИЯ | 2012 |
|
RU2578287C2 |
| ГЕРМЕТИЗИРУЮЩАЯ КОМПОЗИЦИЯ | 2017 |
|
RU2722953C1 |
| КОМПОЗИЦИЯ ДЛЯ ПРЕДВАРИТЕЛЬНОЙ ОБРАБОТКИ | 2017 |
|
RU2751038C2 |
| СИСТЕМЫ И СПОСОБЫ ДЛЯ ОБРАБОТКИ МЕТАЛЛИЧЕСКОЙ ПОДЛОЖКИ | 2017 |
|
RU2728344C1 |
| СИСТЕМЫ И СПОСОБЫ ДЛЯ ОБРАБОТКИ МЕТАЛЛИЧЕСКОЙ ПОДЛОЖКИ ПОСРЕДСТВОМ КОМПОЗИЦИИ ДЛЯ ТОНКОПЛЕНОЧНОЙ ПРЕДВАРИТЕЛЬНОЙ ОБРАБОТКИ И ГЕРМЕТИЗИРУЮЩЕЙ КОМПОЗИЦИИ | 2017 |
|
RU2734961C2 |
| КОМПОЗИЦИИ ДЛЯ ПРЕДВАРИТЕЛЬНОЙ ОБРАБОТКИ И СПОСОБЫ ОБРАБОТКИ ПОДЛОЖКИ | 2016 |
|
RU2698031C1 |
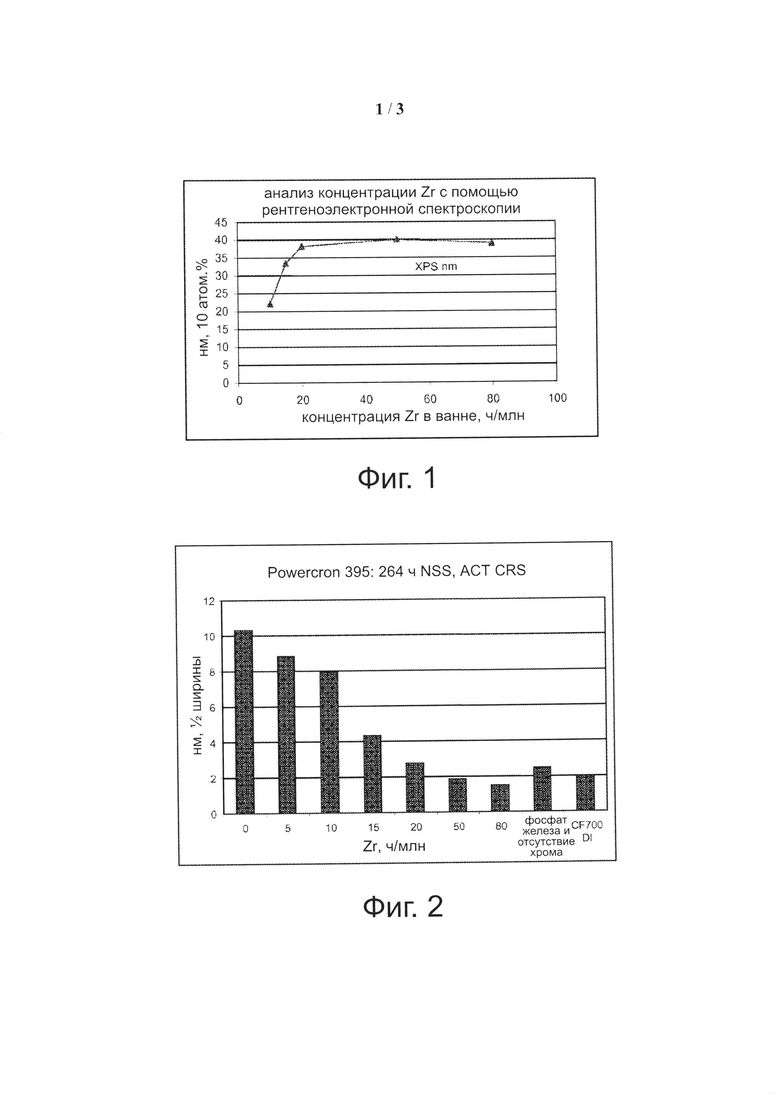
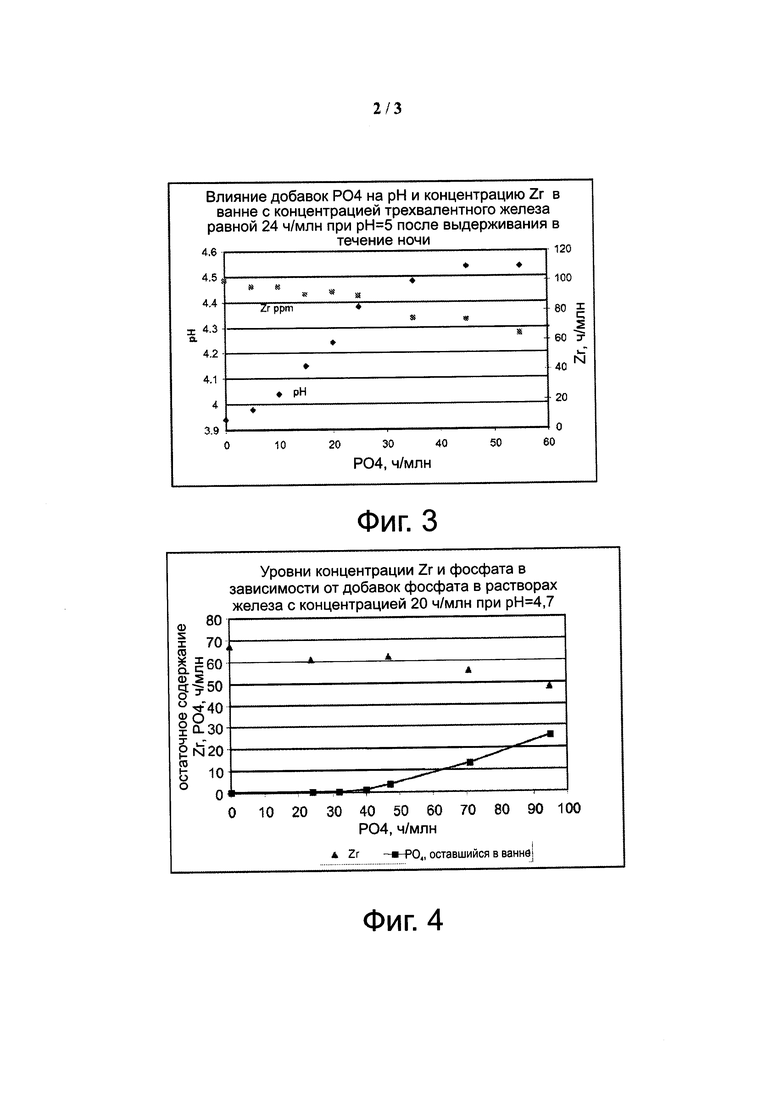
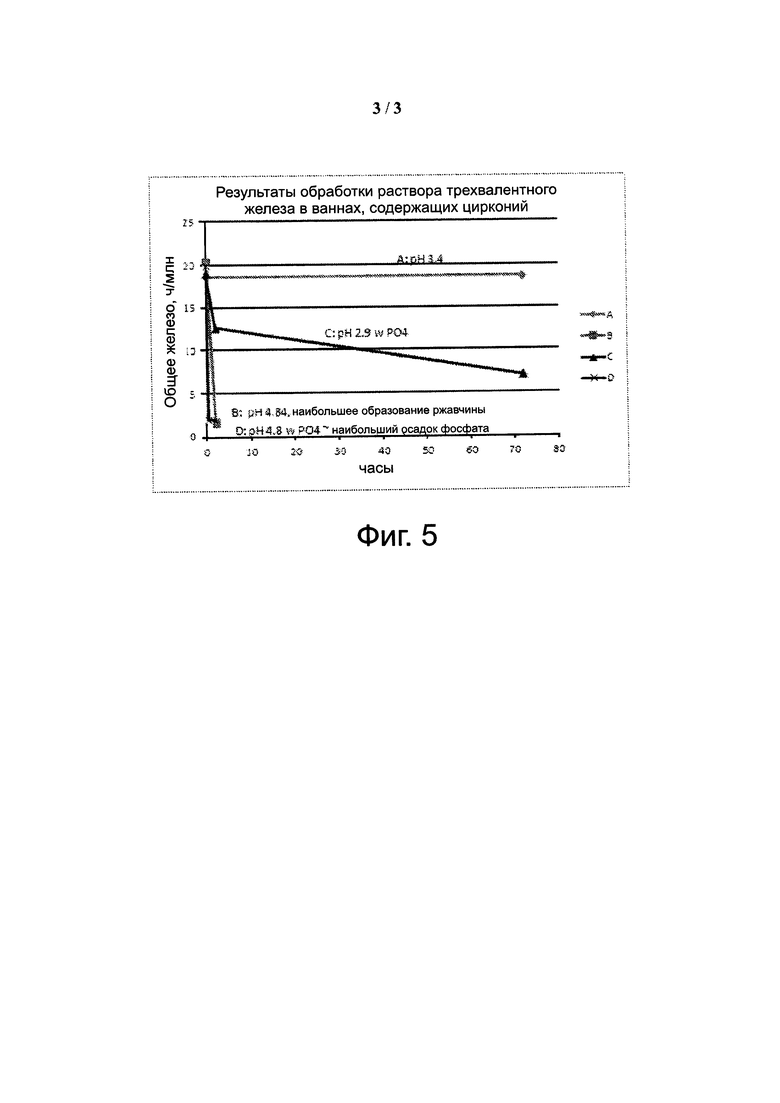
Изобретение относится к удалению железа из ванны предварительной обработки, выведенной из работы. Предложены варианты способа удаления железа из ванны предварительной обработки, по существу свободной от фосфат-ионов при её функционировании, которые осуществляют в отсутствие изделия, подлежащего покрытию указанной композицией для предварительной обработки. В первом варианте способа удаления железа из ванны предварительной обработки, содержащей композицию для предварительной обработки, содержащую металл Группы IIIB и/или Группы IVB, (a) уменьшают рН указанной ванны предварительной обработки на по меньшей мере 0,2; (b) добавляют фосфат-ионы в указанную ванну предварительной обработки со стадии (а); (c) увеличивают рН указанной ванны предварительной обработки со стадии (b) на по меньшей мере 0,2; и (d) удаляют нерастворимый осадок, который образуется в ванне со стадии (с). Во втором варианте способа в указанную ванну предварительной обработки (a) добавляют кислоту для уменьшения рН указанной композиции для предварительной обработки до величины менее 4,0; (b) добавляют фосфат-ионы в указанную ванну предварительной обработки со стадии (а); (c) увеличивают рН указанной ванны предварительной обработки со стадии (b) до 4-5,5; и (d) удаляют нерастворимый осадок. 2 н. и 17 з.п. ф-лы, 5 ил., 4 табл., 8 пр.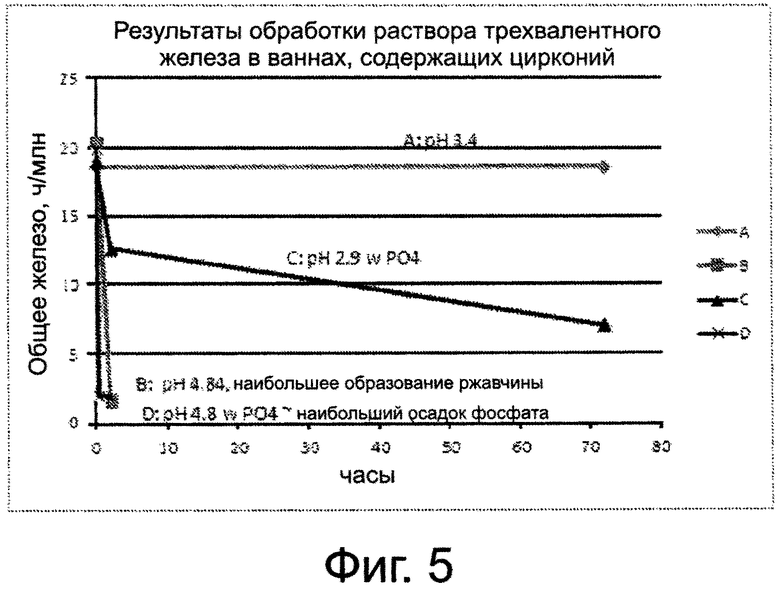
1. Способ удаления железа из ванны предварительной обработки, содержащей композицию для предварительной обработки, содержащую металл Группы IIIB и/или Группы IVB, в котором:
(а) уменьшают рН указанной ванны предварительной обработки на по меньшей мере 0,2;
(b) добавляют фосфат-ионы в указанную ванну предварительной обработки со стадии (а);
(с) увеличивают рН указанной ванны предварительной обработки со стадии (b) на по меньшей мере 0,2; и
(d) удаляют нерастворимый осадок, который образуется в ванне со стадии с);
причем удаление железа осуществляют в отсутствие изделия, подлежащего покрытию указанной композицией для предварительной обработки, а указанная ванна предварительной обработки по существу свободна от фосфат-ионов при её функционировании.
2. Способ по п. 1, в котором рН указанной ванны предварительной обработки уменьшают на по меньшей мере 1,0.
3. Способ по п. 1, в котором указанное уменьшение рН включает добавление кислоты в указанную ванну предварительной обработки.
4. Способ по п. 3, в котором указанную кислоту выбирают из кислоты, содержащей фтор и металл Группы IVB, фосфорной кислоты, серной кислоты, сульфаминой кислоты, азотной кислоты и их смесей.
5. Способ по п. 3, в котором указанная кислота представляет собой гексафторциркониевую кислоту.
6. Способ по п. 1, в котором источник указанных фосфат-ионов включает ортофосфаты щелочных металлов, ортофосфаты аммония и их смеси.
7. Способ по п. 1, в котором источник указанных фосфат-ионов включает мононатрийфосфат.
8. Способ по п. 1, в котором указанная ванна предварительной обработки на стадии (с) по существу свободна от железа.
9. Способ по п. 1, в котором в указанную ванну предварительной обработки на стадии (b) дополнительно добавляют окисляющий агент.
10. Способ по п. 9, в котором указанный окисляющий агент содержит пероксидные соединения.
11. Способ по п. 1, в котором удаление нерастворимого осадка осуществляют фильтрованием.
12. Способ по п. 1, в котором указанный металл Группы IIIB и/или Группы IVB представляет собой цирконий.
13. Способ удаления железа из ванны предварительной обработки, содержащей композицию для предварительной обработки, содержащую металл Группы IIIB и/или Группы IVB, в котором:
(а) добавляют кислоту в указанную ванну предварительной обработки для уменьшения рН указанной композиции для предварительной обработки до величины менее 4,0;
(b) добавляют фосфат-ионы в указанную ванну предварительной обработки со стадии (а);
(с) увеличивают рН указанной ванны предварительной обработки со стадии (b) до 4-5,5; и
(d) удаляют нерастворимый осадок, который образуется в ванне со стадии с);
причем удаление железа осуществляют в отсутствие изделия, подлежащего покрытию указанной композицией для предварительной обработки, а указанная ванна предварительной обработки по существу свободна от фосфат-ионов при её функционировании.
14. Способ по п. 13, в котором указанная кислота представляет собой гексафторциркониевую кислоту.
15. Способ по п. 13, в котором источник указанных фосфат-ионов представляет собой мононатрийфосфат.
16. Способ по п. 13, в котором в указанную ванну предварительной обработки на стадии (b) дополнительно добавляют окисляющий агент.
17. Способ по п. 16, в котором указанный окисляющий агент содержит пероксидные соединения.
18. Способ по п. 13, в котором удаление нерастворимого осадка осуществляют фильтрованием.
19. Способ по п. 13, в котором указанная композиция для предварительной обработки в указанной ванне предварительной обработки после стадии (с) имеет массовое соотношение фосфата к ионам трехвалентного железа в интервале от 1:1 до 1,7:1 массовых частей.
| US 2009084471 A1, 02.04.2009 | |||
| US 2011083580 A1, 14.04.2011 | |||
| JP 2003171780 A, 20.06.2003 | |||
| Способ регенерации отработанных фторсодержащих травильных растворов | 1981 |
|
SU1046346A1 |

