Настоящее изобретение касается вакуумного изоляционного элемента, имеющего вакуум-плотную оболочку.
Из уровня техники известно, например, у холодильных или морозильных устройств, что стенки, которые охватывают охлаждаемое внутреннее пространство, выполняются в виде вакуумного изоляционного элемента. Такой изоляционный элемент состоит обычно из оболочки, которая должна быть выполнена диффузионно-плотно, а также опорного материала, такого как, например, засыпка, которая придает вакуумному изоляционному элементу необходимую механическую устойчивость.
Этот вакуумный изоляционный элемент может полностью окружать охлаждаемое внутреннее пространство, за исключением его открытой, закрываемой дверью или тому подобным стороны, так что возникает проблема, что подводки, необходимые для эксплуатации устройства, такие как, например, трубопроводы для хладагента или электрические провода, которые должны вестись к внутреннему резервуару, при необходимости должны вводиться во внутреннее пространство, минуя вакуумный изоляционный элемент, что связано с отрицательными моментами. Помимо этого должна быть создана надежная возможность вакуумирования вакуумного изоляционного элемента в ходе изготовления устройства.
Поэтому в основе настоящего изобретения лежит задача, усовершенствовать вакуумный изоляционный элемент вышеназванного рода в том отношении, чтобы была возможна простая и надежная прокладка проводов, труб и тому подобного и/или создание вакуума в вакуумном изоляционном элементе.
Эта задача решается с помощью вакуумного изоляционного элемента с признаками п. 1 формулы изобретения.
Соответственно этому предусмотрено, что через область, окруженную оболочкой, проходит по меньшей мере один ввод, который охватывает свободное пространство. Альтернативно или дополнительно к этому может быть предусмотрено, чтобы от оболочки проходил по меньшей мере один патрубок, который расположен на оболочке таким образом, что она может вакуумироваться. Ввод или, соответственно, патрубок тоже выполнены вакуум-плотными и вакуум-плотно соединены с оболочкой.
Таким образом, в основе предлагаемого изобретением варианта осуществления вакуумного изоляционного элемента лежит идея изготовить по меньшей мере один проем через саму оболочку самого вакуумного изоляционного элемента, так чтобы, например, кабель, или труба, или тому подобное могут проводиться с одной стороны оболочки на другую сторону оболочки без ухудшения срока службы оболочки.
Этот проем или, соответственно, ввод, со своей стороны, выполнен вакуум-плотным, а также вакуум-плотно соединен с оболочкой вакуумного изоляционного элемента. Так, несмотря на ввод или, соответственно, патрубок можно выполнять вакуум-плотную оболочку с большим сроком службы, так как предотвращается проникновение воздуха или, соответственно, газа в области ввода или, соответственно, патрубка.
Изобретение не ограничивается таким вводом, а включает в себя также патрубок, который тоже вакуум-плотно или, соответственно, диффузионно-плотно соединен с оболочкой и через который из оболочки может отводиться воздух с целью создания вакуума.
Этот патрубок, в свою очередь, также выполнен вакуум-плотным.
Рассматривается, например, использование пленки, предпочтительно высокобарьерной пленки для оболочки, и/или для ввода, и/или для названного патрубка.
Применение пленки имеет то преимущество, что ввод или, соответственно, патрубок выполнены гибкими, так что при необходимости могут производиться адаптации к установке в определенном положении проводимых элементов, таких как, например, кабели, трубы и пр.
Предпочтительно предусмотрено, что ввод и/или патрубок выполнены в виде шланга.
Ввод и/или патрубок могут частично или полностью состоять из высокобарьерной пленки. Это может соответственно относиться к вакуум-плотной оболочке. Возможна полимерная пленка, снабженная металлическим покрытием.
Предпочтительно предусмотрено, что ввод и/или патрубок состоят из материала, который может термически свариваться, причем таким образом, чтобы после термической сварки получалось вакуум-плотное соединение с оболочкой.
Такая термическая сварка рассматривается, например, также тогда, когда после процесса вакуумирования патрубок должен уплотняться, чтобы в оболочке сохранялся вакуум.
При необходимости повторного использования патрубка заваренный участок может отрезаться, и может снова производиться процесс вакуумирования, если это необходимо.
Вместо или дополнительно к термическим сварным соединениям также возможно и одновременно включено в изобретение клеевое соединение.
В другом варианте осуществления изобретения предусмотрено, что вакуум-плотное соединение между вводом и/или патрубком и оболочкой, как указывалось, создано с помощью термической сварки. Можно производить эту термическую сварку с применением сжимающей силы, которая создается с помощью узла из фасонных деталей в виде зажима, подробнее описанного ниже.
Вместо или дополнительно к термической сварке, как указывалось, возможно также склеивание.
Как указывалось, ввод, и/или патрубок, и/или оболочка могут состоять из пленки. Рассматриваются, например, пленка, снабженная металлическим покрытием, в частности полимерная пленка, как, напр., полиэтиленовая пленка, снабженная алюминиевым покрытием.
В другом варианте осуществления изобретения предусмотрено, что один или несколько элементов проходят через ввод и плотно охвачены вводом. Это может, например, достигаться за счет того, что ввод присасывается к этим элементам, так чтобы он прилегал соответственно плотно. Альтернативно или дополнительно возможно, чтобы ввод был склеен или иным образом соединен с проведенным элементом или элементами.
Эти приемы для прилегания ввода выполняются предпочтительно до создания вакуума в оболочке.
Настоящее изобретение касается также холодильного и/или морозильного устройства, имеющего по меньшей мере одно охлаждаемое внутреннее пространство и имеющее по меньшей мере одни стенки, по меньшей мере в отдельных областях окружающие указанное охлаждаемое внутреннее пространство, причем эти стенки частично или полностью образуются по меньшей мере одним вакуумным изоляционным элементом по одному из пп. 1-5 формулы изобретения. Таким образом, вакуумный изоляционный элемент частично или полностью образует корпус устройства.
Изобретение касается также узла из фасонных деталей для создания вакуум-плотного соединения между вводом и/или патрубком и оболочкой вакуумного изоляционного элемента по одному из пп. 1-5 формулы изобретения, включающего в себя по меньшей мере один зажим, причем этот зажим расположен таким образом, что он воздействует с силой давления на оболочку и на ввод и/или на патрубок, так что материал оболочки и материал ввода или, соответственно, патрубка термически сваривается под действием силы давления.
Этот узел из фасонных деталей благодаря своей сжимающей силе, воздействующей на структуру материала, осуществляет термическое сваривание материалов, предпочтительно пленочного соединения или, соответственно, пленочной структуры, и дополнительно обеспечивает возможность разгрузки от напряжения в конечном устройстве, таком как, напр., холодильное или морозильное устройство. Термическая сварка представляет собой вакуум-плотное соединение между двумя соединенными пленками.
Кроме того, может быть предусмотрено, чтобы узел из фасонных деталей имел по меньшей мере две подвижные друг относительно друга губки, между которыми помещены сжимаемые или, соответственно, сжатые материалы.
При этом может быть предпочтительно предусмотрено, чтобы губки предпочтительно могли фиксироваться друг относительно друга с помощью стопорного соединения.
Можно сжимать эти две губки друг с другом, при этом сжатое положение удерживается, например, с помощью стопорного соединения. Сжимающая сила, например, может создаваться пневматически, гидравлически или же механически, напр. с помощью винтового соединения.
В другом варианте осуществления изобретения предусмотрено, что узел из фасонных деталей имеет по меньшей мере один участок, который образует внутреннюю стенку проема во вводе или, соответственно, в оболочке. Так, возможно, чтобы узел из фасонных деталей имел трубчатый участок, который образует внутренние стенки проема, который ведет снаружи во ввод или, соответственно, от патрубка в оболочку. Начиная от этого трубчатого участка, названные губки образуют фланцевые участки, которые выполнены по периметру.
Кроме того, возможно, чтобы узел из фасонных деталей состоял из металла и предпочтительно из алюминия.
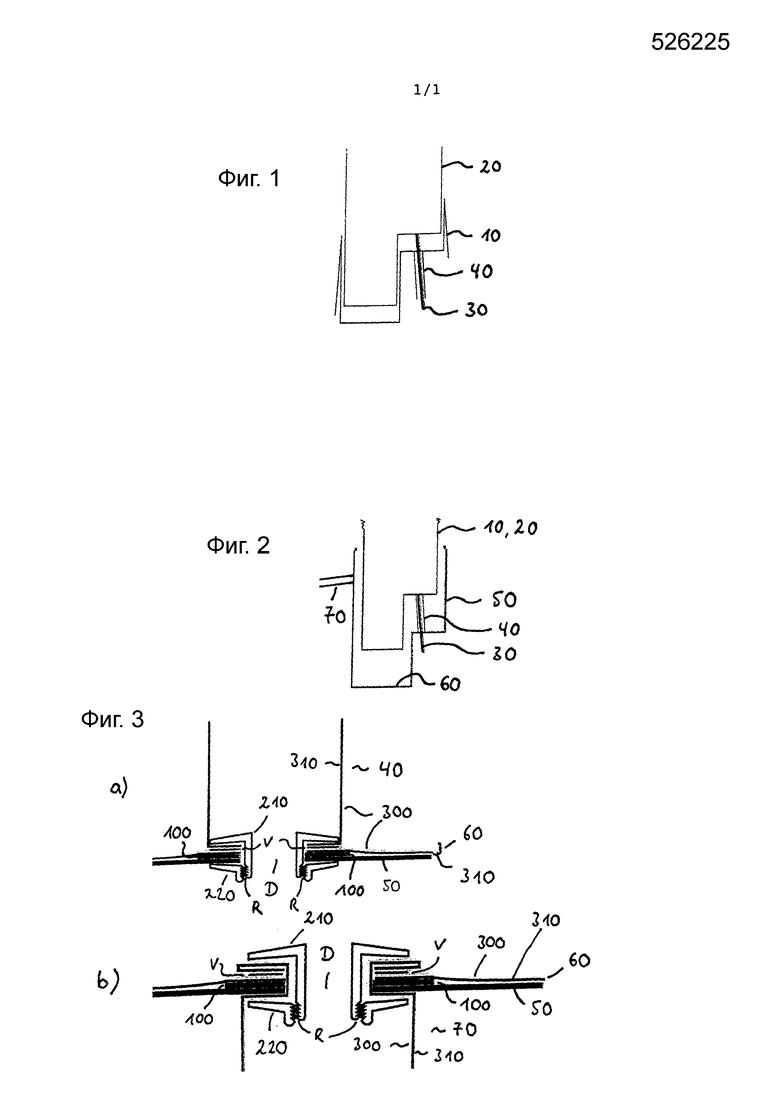
Другие подробности и преимущества изобретения поясняются подробнее ниже на одном из примеров осуществления, изображенном на чертеже. Показано:
фиг. 1 - схематичный вид части оболочки вакуумного изоляционного элемента в соответствии с настоящим изобретением, с внутренним резервуаром;
фиг. 2 - схематичный вид другой части оболочки вакуумного изоляционного элемента, с наружным резервуаром, снабженным патрубком для вакуумирования, и
фиг. 3 - изображения сечений соединительной области между оболочкой и вводом, а также между оболочкой и патрубком для вакуумирования.
На фиг. 1 ссылочным обозначением 10 показана высокобарьерная пленка, которая с целью изготовления холодильного и/или морозильного устройства надевается на внутренний резервуар 20 холодильного и/или морозильного устройства и таким образом, за исключением открытой стороны внутреннего резервуара, образует его наружную изоляцию. Вакуум-плотная высокобарьерная пленка 10 обеспечивает возможность создания вакуума между пленкой 10 и наружной обшивкой 50 устройства или, соответственно, его облицовкой 60, которая схематично изображена на фиг. 2.
Ссылочным обозначением 30 обозначены электрические провода или, соответственно, трубопроводы холодильной техники, т.е. циркуляционного контура хладагента холодильного или, соответственно, морозильного устройства. Эти подводки 30 проходят от или, соответственно, к внутреннему резервуару 20 или, соответственно, компонентам, которые установлены на нем или еще должны устанавливаться в ходе производственного процесса, таким как, например, внутреннее освещение, датчик температуры, испаритель и пр.
Ссылочное обозначение 40 обозначает предлагаемый изобретением ввод. Этот ввод вакуум-плотно зафиксирован на высокобарьерной пленке 10 и состоит, со своей стороны, как и оболочка 10, из вакуум-плотной высокобарьерной пленки.
В ходе процесса изготовления этот шланговый ввод 40 сначала вакуум-плотно присоединяется к изоляции 10 внутреннего резервуара 40, а позднее к облицовке 60 наружного корпуса 50.
На фиг. 2 показано расположение покрытого пленкой 10 внутреннего резервуара 20, а также наружного резервуара 50, на внутренней стороне которого тоже находится высокобарьерная пленка 60. При этом наружный резервуар 50, за исключением его открытой стороны, через которую вводится внутренний резервуар 20, облицован высокобарьерной пленкой 60.
Вакуумный изоляционный элемент включает в себя, таким образом, внутренний резервуар 20, снабженный изоляцией 10, а также наружный резервуар 50, снабженный облицовкой 60. Изоляция 10 и облицовка 60 образуют вакуум-плотную оболочку.
Ссылочное обозначение 70 обозначает патрубок для вакуумирования, функция которого поясняется подробнее ниже.
Внутренний резервуар 20 и/или наружный резервуар 50 могут состоять из полимерного материала, металла или из любого другого пригодного материала.
В этом месте следует указать на то, что термины «внутренний резервуар» и «наружный резервуар» должны пониматься обобщенно и могут обозначать структуры, открытые с одной или с нескольких сторон. Кроме того, ссылаемся на то, что пример осуществления, касающийся холодильного и/или морозильного устройства, действителен также для всех других вакуумных изоляционных элементов.
Ввод 40 также вакуум-плотно соединен с облицовкой 60 наружного резервуара 50. Этот вариант осуществления позволяет вакуумировать область между высокобарьерными пленками 10, 60 и таким образом изготавливать предлагаемый изобретением вакуумный изоляционный элемент. Входу газа или, соответственно, воздуха в эту область препятствуют вакуум-плотные соединения между вводом 40 и пленкой 10, а также между вводом 40 и пленкой 60, и тот факт, что ввод 40 сам тоже состоит из высокобарьерной пленки.
В изображенном здесь примере осуществления в области между оболочкой 10 внутреннего резервуара и пленкой 60 наружного корпуса 50 введена засыпка, например, перлитовый порошок, затем оболочка 10 вакуум-плотно закрыта облицовкой 60 и, наконец, через патрубок 70 для вакуумирования произведено вакуумирование области, в которой находится засыпка. При этом патрубок 70 для вакуумирования открыт в направлении названной области, так что через него может осуществляться создание вакуума.
Патрубок 70 для вакуумирования тоже состоит из высокобарьерной пленки и вакуум-плотно соединен с облицовкой или, соответственно, высокобарьерной пленкой 60 наружного резервуара 50.
Оболочка 10 внутреннего резервуара, а также облицовка 60 наружного корпуса 50 образуют предлагаемую изобретением оболочку, которая пронизана вводом 40 и к которой присоединен патрубок 70.
Фиксация или, соответственно, вакуум-плотное соединение между вводом 40 и оболочкой 10, 60 вакуумного изоляционного элемента, а также вакуум-плотное соединение между патрубком 70 и облицовкой 60 осуществляется посредством зажима 200, изображенного на фиг. 3.
На фиг. 3a) показано присоединение ввода 40 к облицовке 60 наружного резервуара 50, которое идентично присоединению ввода 40 к изоляции 10 внутреннего резервуара 20.
На фиг. 3b) показано присоединение патрубка 70 к облицовке 60 наружного резервуара 50.
Как следует из фиг. 3, зажим состоит из первой части 210 и второй части 220, которые имеют каждая проходящую по периметру губку. Как следует из фиг. 3, эти две губки ограничивают между собой промежуточное пространство, в котором расположены отдельные соединяемые пленки, образующие ввод 40, патрубок 70, изоляцию 10 и облицовку 60.
При приложении сжимающей силы между губками, т.е. при прижатии губок друг к другу, происходит термическое сваривание двух соединяемых пленок, которые в изображенном здесь примере осуществления состоят каждая из полиэтиленового слоя 300 и алюминиевого слоя 310, представляя собой барьерную пленку. Область термической сварки на фиг. 3 в каждом случае обозначена ссылочным обозначением V. Сжимающая сила может обеспечиваться, например, винтовым соединением, которое прижимает губки друг к другу.
Стопорные элементы R на обеих частях 210 и 220 зажима служат для фиксации положения частей 210, 220 друг относительно друга.
Ссылочное обозначение 50 обозначает изоляцию вакуумного изоляционного элемента, такую как, например, металлический лист, в случае наружной боковой поверхности 50, или же полимерный материал 20, в случае внутреннего резервуара.
Зажим 200 охватывает как эту изоляцию 20, 50, так и оба соединяемых друг с другом участка пленки, так что в случае, показанном на фиг. 3a), достигается вакуум-плотное соединение между вводом 40 и пленкой 60 оболочки. Зажим 200 введен через проем D в наружной обшивке 50.
Пример осуществления, показанный на фиг. 3b), изображает соединение между патрубком 70 для вакуумирования и облицовкой 60, при этом, как видно из фиг. 3b), пленка патрубка 70 для вакуумирования проведена через проем D оболочки 50 и завернута на внутреннюю сторону оболочки 50.
И в этом случае с помощью термической сварки получается вакуум-плотное соединение между облицовкой 60 и патрубком 70, так что при приложении пониженного давления посредством патрубка 70 может обеспечиваться вакуумирование области между пленками 10 и 60 вакуумного изоляционного элемента.
Ссылочное обозначение 100 обозначает мат противодавления, который имеет задачу, представлять собой и удерживать контропору для силы давления, создаваемой зажимом. Мат противодавления находится между наружным кожухом 50 и одной из пленок или, соответственно, между внутренним резервуаром 20 и одной из пленок.
Как следует из фиг. 3, зажим пронизывает проем D в изоляции 50 и внутреннем резервуаре 20. Зажим может удаляться после соединения пленок или же удаляться в качестве разгрузки от напряжения.
Зажим состоит предпочтительно из металла и особенно предпочтительно из алюминия.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВАКУУМНЫЙ ИЗОЛЯЦИОННЫЙ ЭЛЕМЕНТ | 2014 |
|
RU2662780C2 |
| ВАКУУМНОЕ ИЗОЛЯЦИОННОЕ ТЕЛО | 2014 |
|
RU2661919C2 |
| ВАКУУМНЫЙ ИЗОЛЯЦИОННЫЙ ЭЛЕМЕНТ | 2014 |
|
RU2654745C2 |
| ТЕЛО ВАКУУМНОЙ ИЗОЛЯЦИИ | 2015 |
|
RU2673164C1 |
| ТЕМПЕРИРУЕМАЯ ЕМКОСТЬ | 2015 |
|
RU2686362C2 |
| ТЕЛО ВАКУУМНОЙ ИЗОЛЯЦИИ С ТЕРМОЭЛЕКТРИЧЕСКИМ ЭЛЕМЕНТОМ | 2015 |
|
RU2666718C2 |
| СПОСОБ НАНЕСЕНИЯ ПЛЕНКИ НА ОБЪЕКТ | 2015 |
|
RU2672750C1 |
| ВАКУУМ-ПЛОТНЫЙ ВВОД ЧЕРЕЗ ПЛЕНКУ | 2016 |
|
RU2671083C1 |
| ТЕЛО ВАКУУМНОЙ ИЗОЛЯЦИИ | 2017 |
|
RU2727433C1 |
| ТЕЛО ВАКУУМНОЙ ИЗОЛЯЦИИ | 2015 |
|
RU2674062C1 |
Холодильное и/или морозильное устройство, имеющее по меньшей мере одно охлаждающее внутреннее пространство по меньшей мере одну стенку, в отдельных областях окружающую охлаждаемое внутреннее пространство и частично или полностью образованную по меньшей мере одним вакуумным изоляционным элементом, имеющим по меньшей мере одну вакуум-плотную оболочку, ввод, который проходит через область, окруженную оболочкой, и который охватывает свободное пространство, и/или от оболочки проходит по меньшей мере один патрубок. Ввод или патрубок тоже выполнен вакуум-плотным и соединен с оболочкой. Ввод и/или патрубок частично или полностью состоит из высокобарьерной пленки. Вакуум–плотное соединение между вводом и/или патрубком и оболочкой создано с помощью термической сварки и/или с помощью клеевого соединения. Способ изготовления вакуум-плотного соединения между вводом и/или патрубком и оболочкой вакуумного изоляционного элемента холодильного и/или морозильного устройства с использованием узла из фасонных деталей. Узел из фасонных деталей включает в себя по меньшей мере один зажим, который воздействует с силой давления на оболочку и на ввод и/или на патрубок, так что материал оболочки и материал ввода или, соответственно, патрубка термически сваривается под действием силы давления. Использование данной группы изобретений позволяет осуществить простую и надежную прокладку проводов и создание вакуума в вакуумном изоляционном элементе. 2 н. и 5 з.п. ф-лы, 4 ил.
1. Холодильное и/или морозильное устройство, имеющее по меньшей мере одно охлаждаемое внутреннее пространство и по меньшей мере одну стенку, по меньшей мере в отдельных областях окружающую указанное охлаждаемое внутреннее пространство и частично или полностью образованную по меньшей мере одним вакуумным изоляционным элементом, имеющим по меньшей мере одну вакуум-плотную оболочку, причем через область, окруженную указанной оболочкой, проходит по меньшей мере один ввод, который охватывает свободное пространство, и/или от оболочки проходит по меньшей мере один патрубок, причем ввод и/или патрубок тоже выполнен вакуум-плотным, а также вакуум-плотно соединен с оболочкой,
отличающийся тем, что ввод и/или патрубок частично или полностью состоит из высокобарьерной пленки, причем вакуум-плотное соединение между вводом и/или патрубком и оболочкой создано с помощью термической сварки и/или с помощью клеевого соединения.
2. Устройство по п. 1, отличающееся тем, что ввод и/или патрубок выполнен в виде шланга.
3. Устройство по п. 1 или 2, отличающееся тем, что один или несколько элементов проходят через ввод и плотно охвачены вводом и/или склеены с ним или иным образом соединены с ним.
4. Способ изготовления вакуум-плотного соединения между вводом и/или патрубком и оболочкой вакуумного изоляционного элемента холодильного и/или морозильного устройства по одному из пп. 1-3 с использованием узла из фасонных деталей, причем узел из фасонных деталей включает в себя по меньшей мере один зажим, который воздействует с силой давления на оболочку и на ввод и/или на патрубок, так что материал оболочки и материал ввода или, соответственно, патрубка термически сваривается под действием силы давления.
5. Способ по п. 4, отличающийся тем, что узел из фасонных деталей имеет по меньшей мере две установленные подвижно друг относительно друга губки, между которыми размещают сжимаемые или, соответственно, сжатые материалы, при этом предпочтительно предусмотрено, что губки фиксируют друг относительно друга предпочтительно с помощью стопорного соединения.
6. Способ по п. 4 или 5, отличающийся тем, что узел из фасонных деталей имеет по меньшей мере один участок, который образует внутреннюю стенку проема во вводе или, соответственно, в оболочке.
7. Способ по п. 4 или 5, отличающийся тем, что узел из фасонных деталей состоит из металла, предпочтительно из алюминия.
| ТЕПЛОИЗОЛИРУЮЩАЯ СТЕНКА (ВАРИАНТЫ) | 1998 |
|
RU2264588C2 |
| ТЕПЛОИЗОЛИРУЮЩАЯ СТЕНКА (ВАРИАНТЫ) | 1998 |
|
RU2264588C2 |
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |

