Настоящее изобретение относится к фильтрующему материалу, к способу его изготовления и к применению фильтрующего материала согласно настоящему изобретению.
Применение фильтров, в частности, многослойных фильтрующих материалов, известно давно. Так, например, воздушные фильтры давно применяют в автомобильной отрасли, в системах кондиционирования воздуха, внутренних фильтрах интерьеров, антиаллергенных фильтрах, фильтрах чистых комнат, хозяйственных фильтрах и т.п. Фильтры также давно применяют для обработки жидких сред. Примерами этого являются масляные фильтры и топливные фильтры или фильтры, используемые для водоподготовки.
В зависимости от области применения, фильтры приспосабливают для достижения достаточной эффективности фильтрации и срока службы. В частности, в качестве фильтров, применяемых в общей технологии вентиляции для очистки воздуха от микрочастиц (согласно EN 779), используют фильтры грубой очистки, фильтры средней степени очистки и фильтры тонкой очистки, а в области водоподготовки применяют фильтры для улавливания суспендированного материала согласно EPA и HEPA (для воздуха).
Из US-A-5993501 известны многослойные фильтрующие материалы и фильтры, которые состоят из слоя жесткой гофрированной основы, слоя собственно фильтра и покрытия. Эти фильтры особенно хорошо подходят для фильтрования газов (воздуха) и жидкостей.
Из EP-A-1134013 известны многослойные складчатые фильтрующие материалы и фильтры, которые состоят из слоя жесткой гофрированной основы, слоя собственно фильтра и покрытия. Эти фильтры построены из полимерных микроволокон, скрепленных высокоплавким связующим, и также хорошо подходят для фильтрования газов (воздуха) и жидкостей.
Из EP-A-0878226 известны многослойные фильтрующие материалы и фильтры, которые выполнены из тонких полимерных и стеклянных волокон. Эти фильтры особенно хорошо подходят для фильтрования газов (воздуха) и жидкостей.
Из EP-A-1656981 известны фильтрующие материалы и фильтры, выполненные из тонких стеклянных волокон. Эти фильтры особенно хорошо подходят для фильтрования газов (воздуха) и жидкостей.
Чтобы обеспечить хорошее качество воздуха в системах подачи воздуха с большими (относительно поверхности фильтрующего материала) объемными потоками, необходимо эти воздушные потоки надежно очищать.
Из EP-A-0993854 известны фильтрующие материалы и фильтры, в которых фильтрующие материалы скреплены посредством прошивания струей воды. Фильтрующие материалы, описанные в EP-A-0993854, имеют так называемые расщепленные волокна для обеспечения достаточного отделения малых частиц. Кроме того, EP-A-0993854 указывает на сложности и затруднения, связанные с прошиванием и обусловленные тем, что отверстия, проделанные прошиванием на стороне чистого воздуха, влияют на эффективность фильтрования малых частиц. Решение, предложенное в EP-A-0993854, состоящее в комбинировании прошивания струей воды и применения расщепленных волокон, может быть осуществлено лишь сложным (и, соответственно, затратным) путем.
Поэтому имеется постоянная потребность в фильтрующих материалах, которые подходят для применения, в частности, в качестве воздушных фильтров в двигателях внутреннего сгорания без фильтрующих материалов, содержащих расщепленные волокна.
Вышеуказанные цели, а также аналогичные задачи, решает фильтрующий материал согласно настоящему изобретению.
Предметом настоящего изобретения поэтому является фильтрующий материал, содержащий:
a) по меньшей мере один слой текстильного нетканого материала (слой 1), предпочтительно, слой фильерного нетканого материала, содержащий синтетические полимерные волокна, где
a1) слой текстильного нетканого материала (слой 1), предпочтительно, слой фильерного нетканого материала, имеет массу, приходящуюся на единицу площади, которая составляет от 50 до 500 г/м2, предпочтительно, от 80 до 300 г/м2,
a2) волокна слоя текстильного нетканого материала (слоя 1), предпочтительно, слоя фильерного нетканого материала, имеют диаметр в диапазоне от 0,7 до ≤6 дтекс, предпочтительно, от 1 до ≤4 дтекс для полимерных волокон,
a3) слой текстильного нетканого материала (слой 1) не имеет никаких химических связующих и, предпочтительно, представляет собой фильерный нетканый материал,
a4) слой текстильного нетканого материала (слой 1), предпочтительно, слой фильерного нетканого материала, предпочтительно, был подвергнут уплотнению посредством каландрирования до достижения воздухопроницаемости, равной 500-2000 л/м2⋅с,
b) по меньшей мере один дополнительный текстильный слой (слой 2), который нанесен по меньшей мере на одну сторону слоя текстильного нетканого материала (слоя 1) согласно а), где дополнительный слой текстильного нетканого материала предпочтительно представляет собой слой фильерного нетканого материала, содержащий синтетические полимерные волокна, где
b1) дополнительный слой текстильного нетканого материала (слой 2), предпочтительно, слой фильерного нетканого материала, имеет массу, приходящуюся на единицу площади, которая составляет от 50 до 500 г/м2, предпочтительно, от 80 до 300 г/м2,
b2) волокна дополнительного слоя текстильного нетканого материала (слоя 2), предпочтительно, слоя фильерного нетканого материала, имеют диаметр в диапазоне от 3,0 до ≤15 дтекс, предпочтительно, от 4 до ≤12 дтекс для полимерных волокон,
b3) дополнительный слой текстильного нетканого материала (слой 2) не содержит никаких химических связующих и, предпочтительно, представляет собой фильерный нетканый материал,
b4) воздухопроницаемость дополнительного текстильного слоя (слоя 2) предпочтительно является по меньшей мере на 10% более высокой, чем воздухопроницаемость слоя текстильного нетканого материала (слоя 1),
b5) дополнительный слой текстильного нетканого материала (слой 2), предпочтительно, слой фильерного нетканого материала, имеет градиент диаметра волокон, который уменьшается в направлении слоя текстильного нетканого материала (слоя 1),
c) при этом слой текстильного нетканого материала (слой 1) и дополнительный слой текстильного нетканого материала (слой 2) соединены друг с другом посредством механического иглопробивания, и диаметр отверстий, образованных на внешней стороне слоя текстильного нетканого материала (слоя 1), которая обращена в сторону от дополнительного слоя текстильного нетканого материала (слою 2), уменьшен, воздействием нагретой поверхностью, предпочтительно, каландра, по меньшей мере на 50%, предпочтительно по меньшей мере на 80%.
Фильтрующий материал согласно настоящему изобретению показывает достаточно хорошее отделение малых частиц без применения расщепленных волокон. Поэтому фильтрующий материал согласно настоящему изобретению характеризуется тем, что он не содержит никаких расщепленных волокон.
Кроме того, фильтрующий материал согласно настоящему изобретению показывает достаточно хорошее отделение малых частиц без сочетания иглопробойной обработки водной струей и применения расщепленных волокон.
Поэтому слои фильтрующего материала согласно настоящему изобретению всегда являются соединенными посредством иглопробойной обработки, но они не имеют обычных отверстий от проколов на внешней стороне слоя текстильного нетканого материала (слоя 1), или же число таких отверстий является значительно уменьшенным, как и их площадь. В таком продукте можно определить это уменьшенное число отверстий, поскольку отверстия от проколов, образованных при иглопробойной обработке, все еще присутствуют на другой стороне фильтрующего материала.
Фильтрующий материал согласно настоящему изобретению изготавливают посредством известных индивидуальных стадий или способов, знакомых квалифицированному специалисту в данной области техники. Подходящие способы производства нетканых материалов (в частности, фильерных нетканых материалов) раскрыты, например, в US-A-5993501.
Фильтрующий материал согласно настоящему изобретению, предпочтительно, имеет гофрированную конфигурацию. Для этой цели фильтрующий материал согласно настоящему изобретению можно комбинировать с другими слоями известных покровных материалов и носителей, благодаря чему обеспечивают его гофрируемость. Предпочтительно, фильтрующий материал согласно настоящему изобретению состоит только из слоя текстильного нетканого материала (слоя 1) и дополнительного слоя текстильного нетканого материала (слоя 2).
Слой 1 фильтрующего материала согласно настоящему изобретению производят посредством (1) образования слоя текстильного нетканого материала (слоя 1), или используя уже образованный слой текстильного нетканого материала (слой 1). Слой текстильного нетканого материала (слой 1), предпочтительно, представляет собой рулонный товарный материал.
После образования или использования готового слоя текстильного нетканого материала (слоя 1) на него накладывают или на нем образуют дополнительный слой текстильного нетканого материала (слой 2). Обычно это выполняют непосредственно на слое текстильного нетканого материала (слое 1) посредством известных способов производства нетканых материалов (предпочтительно, посредством образования фильерного нетканого материала) или используя подходящие рулонные товарные материалы.
Для изготовления фильтрующего материала согласно настоящему изобретению не применяют никаких химических связующих.
Предпочтительные параметры поверхности применяемых материалов подробно описаны ниже в настоящем документе, что равным образом применимо к указанному способу.
Слой текстильного нетканого материала (слой 1) и дополнительный слой текстильного нетканого материала (слой 2) соединены друг с другом посредством механической иглопробойной обработки. Иглопробойную обработку обычно проводят с плотностью иглопробоя, составляющей от 20 до 100 проколов на см2.
Отверстия, образованные таким образом на внешней стороне слоя текстильного нетканого материала (слоя 1), обращенной в сторону, противоположную дополнительному слою текстильного нетканого материала (слою 2), уменьшают, действуя нагретой поверхностью (предпочтительно, каландром).
Для этой цели весь проколотый композит пропускают через аппарат, осуществляющий термическое уплотнение (предпочтительно, через каландр, каландровую печь или каландровую сушилку). Каландр обычно имеет два вала, и проколотый композит пропускают через зазор между ними. В этом случае, по меньшей мере тот вал каландра, который контактирует с внешней стороной слоя текстильного нетканого материала (слоя 1), обращенной в сторону, противоположную дополнительному слою текстильного нетканого материала (слою 2), имеющей отверстия, образовавшиеся в результате иглопробойной обработки, является нагретым. Нагретыми могут быть оба вала каландра, но, предпочтительно, нагревают только вал, указанный выше.
Нагретая поверхность каландра сглаживает поверхность внешней стороны слоя текстильного нетканого материала (слоя 1), обращенной в сторону, противоположную дополнительному слою текстильного нетканого материала (слою 2), от выступающих волокон или концов волокон и осуществляет частичное или полное закрытие отверстий, проделанных иглами. Особо предпочтительным является применение S-образного каландра.
Поверхностная температура нагретой поверхности является, как минимум, на 10°С более низкой, чем точка плавления органических полимерных волокон в слоях текстильных нетканых материалов.
Когда слои текстильных нетканых материалов содержат органические полимерные волокна, имеющие разные точки плавления, тогда поверхностная температура нагретой поверхности является, как минимум, на 10°С более низкой, чем самая низкая точка плавления.
Когда слои текстильных нетканых материалов имеют волокна, скрепленные расплавленным связующим, и/или волокна, имеющие, как минимум, один компонент, представляющий собой связующее, действующее в расплавленном состоянии (например, двухкомпонентные волокна), тогда поверхностная температура нагретой поверхности является, как минимум, на 10°С более низкой, чем самая низкая точка плавления волокон, скрепленных расплавленным связующим, или компонентов, представляющих собой связующее, действующее в расплавленном состоянии.
Когда нагретую поверхность предоставляют в форме каландра, тогда каландр запускают с некоторым зазором, т.е. два вала каландра установлены на некотором заданном расстоянии один от другого, чем и определяется указанный зазор. Тем самым обеспечивают хороший поверхностный контакт проколотого композита с нагретой поверхностью каландра. Кроме того, пропуская через каландр, можно уплотнять весь проколотый композит; при этом можно также уменьшать его толщину.
Давление, оказываемое каландром, обеспечивает хороший взаимный контакт поверхностей, в результате чего происходит сглаживание поверхности и уменьшение числа отверстий. Удельный вес всего проколотого композита является недостаточным. Предпочтительно, с помощью каландра, действующего с некоторым зазором, можно достигнуть уменьшения толщины всего проколотого композита, как минимум, на 5% и, как максимум, на 50%.
Время контакта нагретой поверхности (предпочтительно нагретого вала каландра) с внешней стороной слоя текстильного нетканого материала (слоя 1) обычно составляет от 1 секунды до 5 секунд.
Фильтрующий материал, изготавливаемый согласно настоящему изобретению, можно предпочтительно подвергать дальнейшей дополнительной поверхностной обработке, при которой происходит уменьшение числа или устранение волокон, которые, возможно, выступают из поверхности фильтрующего материала. Подходящими вариантами поверхностной обработки, предпочтительно, являются тепловые способы - например, обжиг, опаливание или окуривание газом. Однако, кроме этих термических способов поверхностной обработки, подходят и механические способы со сравнимыми эффектами. В этом случае предпочтительной является обработка поверхности текстильного слоя 2, но возможна также и обработка обоих текстильных слоев (1 и 2). Предпочтительно, такую обработку поверхностей осуществляют после воздействия нагретой поверхности на слоистый композит (предпочтительно, после каландрирования), но указанная обработка также возможна и после иглопробойной обработки слоистого композита, и перед воздействием нагретой поверхности или каландрированием. В качестве альтернативы, фильтрующий материал можно также поставлять последовательно, т.е. вне технологического процесса, в виде рулонного товарного материала на дополнительную стадию поверхностной обработки, или же такую дополнительную поверхностную обработку проводят непосредственно в производственном процессе, т.е. на технологической линии (ин-лайн).
Таким образом, фильтрующий материал согласно настоящему изобретению имеет на внешней стороне слоя текстильного нетканого материала (слоя 1), обращенной в сторону от дополнительного слоя текстильного нетканого материала (слою 2), значительно уменьшенное число отверстий, проделанных иглами, или сами эти отверстия имеют существенно уменьшенный диаметр, хотя ранее весь композит был подвергнут иглопробойной обработке. Тем не менее, в фильтрующем материале согласно настоящему изобретению могут быть обнаружены проколы, проделанные иглами, поскольку внешняя сторона такой фильтрующего материала все еще имеет характерные следы от проколов.
Еще одним аспектом настоящего изобретения является фильтрующий модуль, содержащий кожух и по меньшей мере один описанный выше фильтрующий материал.
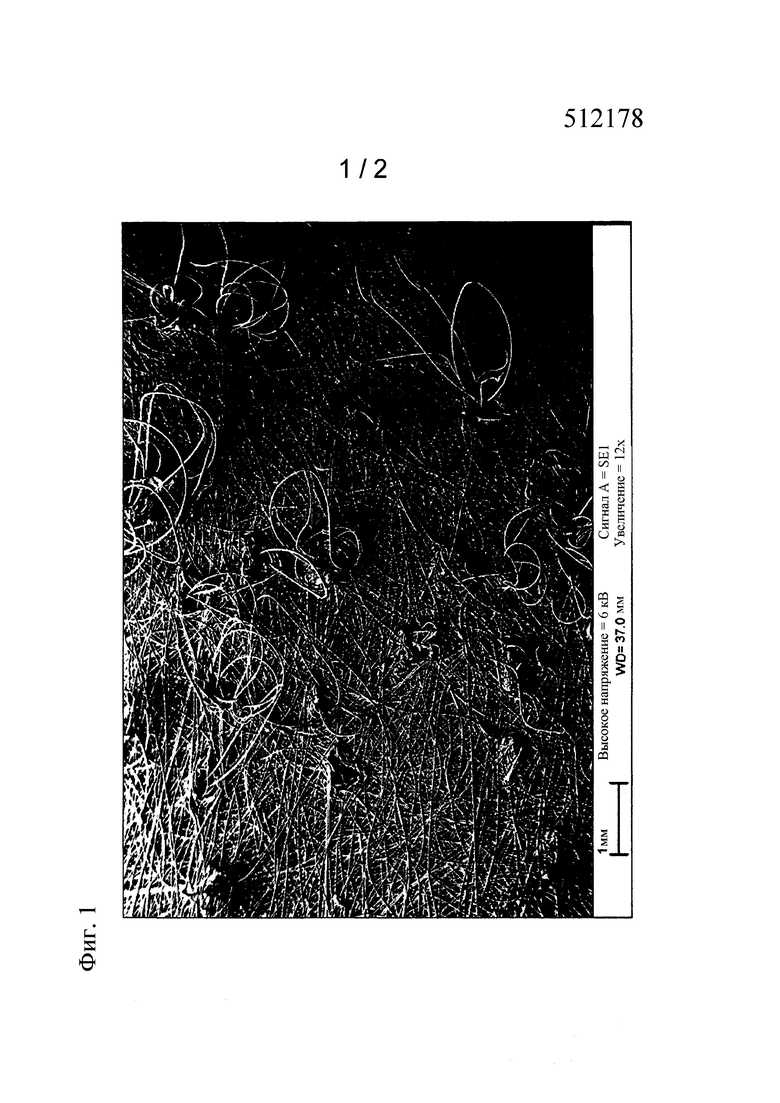
Фиг.1 показывает фильтрующий материал, в котором слой текстильного нетканого материала (слой 1) и дополнительный слой текстильного нетканого материала (слой 2) были проколами соединены друг с другом. Хорошо различимы отверстия от проколов, имеющие весьма неровные (как бы растрепанные) края.
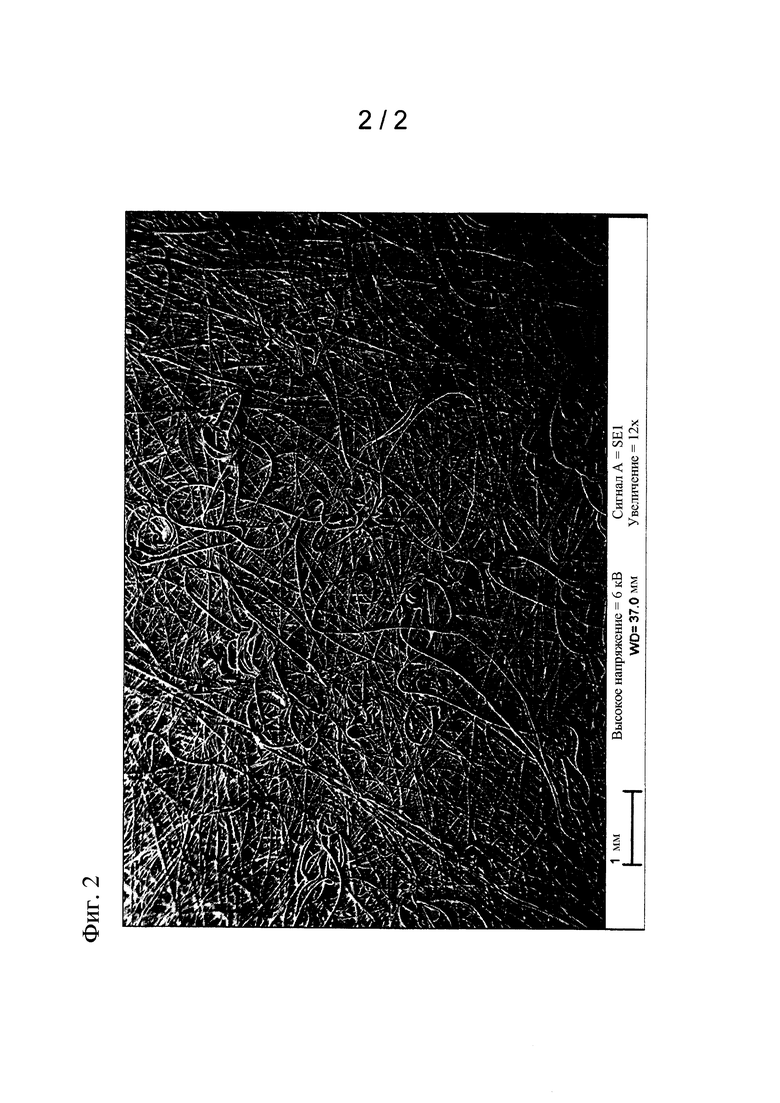
Фиг.2 показывает фильтрующий материал, в котором слой текстильного нетканого материала (слой 1) и дополнительный слой текстильного нетканого материала (слой 2) были проколами соединены друг с другом и подвергнуты последующей обработке согласно настоящему изобретению. Число различимых отверстий от проколов значительно уменьшилось, и поверхность почти не имеет никаких выступающих волокон или концов волокон. Размер все еще присутствующих отверстий от проколов также значительно уменьшился.
Слой текстильного нетканого материала (слой 1)
Нетканые материалы из синтетических полимерных волокон применяют в качестве слоя текстильного нетканого материала (слоя 1), где указанный слой текстильного нетканого материала может быть образованным из различных синтетических полимерных волокон. Предпочтительно, применяют так называемые двухкомпонентные волокна (BiCo-волокна). Кроме того, слой текстильного нетканого материала (слой 1) может также быть выполнен в собственно многослойном виде. В этом случае индивидуальные слои различаются в отношении разнообразия выбранных синтетических полимерных волокон и/или они могут иметь волокна с разными диаметрами.
К нетканым материалам относятся нетканые материалы из штапельного волокна (в этом случае - особенно нетканые материалы, изготовляемые мокрым способом, а также фильерные нетканые материалы или нетканые материалы, сложенные сухим способом), которые уплотняют посредством термического и/или механического уплотнения, но которые не имеют никаких химических связующих.
Предпочтительно, нетканые материалы представляют собой фильерные нетканые материалы из бесконечных синтетических волокон.
Фильерные нетканые материалы, т.е. так называемые «спанбонды», производят посредством произвольного отложения свежеобразованных нитей, сформованных из расплава. Такие нити представляют собой бесконечные синтетические волокна из полимерных материалов, способных к формованию нитей из расплава (в частности, на основе термопластов).
Подходящими полимерными материалами являются, например, термопласты, предпочтительно, полиамиды, такие, как например, полигексаметилендиадипамид, поликапролактам, ароматические или частично ароматические полиамиды («арамиды»), алифатические полиамиды, такие, как например, нейлон, частично ароматические или полностью ароматические полимерные сложные эфиры, поликарбонат (PC), полифениленсульфид (PPS), полифениленоксид (PPO), полистирол (PS), поливинилкарбазол (PVK), полиацеталь (POM), полиарильный простой эфир, полиарилсульфон, полимерный сульфон простого эфира, полимеры, имеющие простые эфирные группы и кетогруппы, такие, как например, полиэфиркетон (PEK) и полиэфирэфиркетон (PEEK), полиолефины, такие, как например, полиэтилен или полипропилен, или полибензимидазол. Особо предпочтительными являются полимерные сложные эфиры, полиолефины, такие как, например, полиэтилен или полипропилен, или ароматические или частично ароматические полиамиды («арамиды»), алифатические полиамиды, такие как, например, нейлон.
Фильерные нетканые материалы, предпочтительно, содержат или состоят из полимерных сложных эфиров, способных к образованию нитей из расплава. В принципе, в качестве полимерного сложноэфирного материала можно рассматривать все известные типы, подходящие для производства волокна. Преимущественно, такие полимерные сложные эфиры состоят из конструкционных блоков, которые являются производными ароматических дикарбоновых кислот и ароматических двухатомных спиртов. Обычными конструкционными блоками на основе ароматических дикарбоновых кислот являются двухвалентные радикалы бензолдикарбоновых кислот (в частности, терефталевой кислоты и изофталевой кислоты), обычные двухатомные спирты имеют от 2 до 4 атомов С, причем особо подходящим является этиленгликоль. Особенно выгодными являются фильерные нетканые материалы, состоящие по меньшей мере на 85 молярных процентов из полиэтилентерефталата. Остальные 15 молярных процентов приходятся на единицы карбоновой кислоты и единицы гликоля, которые действуют в качестве так называемых модификаторов и дают возможность квалифицированному специалисту в данной области специальным образом влиять на физические и химические свойства производимых нитей. Примерами таких единиц дикарбоновых кислот являются радикалы изофталевой кислоты или алифатических дикарбоновых кислот, таких как, например, глутаровая кислота, адипиновая кислота, себациновая кислота; примерами двухатомных спиртовых радикалов, обладающих модифицирующим действием, являются двухатомные спирты с более длинными цепями (например, пропандиол или бутандиол), радикалы ди- или триэтиленгликоля, или (если он присутствует в небольшом количестве) полигликоля, имеющего молекулярную массу, составляющую приблизительно от 500 до 2000.
Особо предпочтительными являются полимерные сложные эфиры, содержащие по меньшей мере 95 мольных процентов полиэтилентерефталата (РЕТ) (особенно те, которые содержат немодифицированный РЕТ).
Полимерные сложные эфиры, содержащиеся в фильерных нетканых материалах, предпочтительно, имеют молекулярную массу, соответствующую внутренней вязкости (IV), измеренной в растворе 1 г полимера в 100 мл дихлоруксусной кислоты при 25°С и равной от 0,6 до 1,4.
В еще одном предпочтительном варианте осуществления настоящего изобретения нетканый материал (в частности, фильерный нетканый материал) представляет собой такой нетканый материал, который скреплен плавким связующим (в частности, на основе двухкомпонентных волокон), т.е. скрепление осуществляют посредством термопластичного связующего, которое, предпочтительно, присутствует в форме волокна или в качестве компонента волокна. Поэтому нетканый материал, скрепленный плавким связующим, содержит носитель и термоплавкие адгезивные волокна и/или двухкомпонентные волокна, имеющие компонент, представляющий собой носитель, и компонент, представляющий собой связующее. Носитель и термоплавкие адгезивные волокна или компоненты могут быть произведенными из любых термопластичных волокнообразующих полимеров. Такие фильерные нетканые материалы, скрепленные плавкими связующими, описаны, например, в принципиальной форме в EP-A-0446822 и EP-A-0590629.
Примерами полимеров, из которых можно производить волокнистый носитель или компоненты волокнистого носителя, являются полиакрилонитрил, полиолефины, такие как полиэтилен или полипропилен, существенно алифатические полиамиды, такие как нейлон 6.6, существенно ароматические полиамиды (арамиды), такие как поли-(п-фенилентерефталат), или сополимеры, содержащие часть ароматических м-диаминных единиц для улучшения растворимости, или поли-(м-фениленизофталат), существенно ароматические полимерные сложные эфиры, такие как поли-(п-гидроксибензоат), или, предпочтительно, по существу алифатические полимерные сложные эфиры, такие как полиэтилентерефталат.
Соотношение волокон двух типов можно выбирать в широких пределах, причем следует отметить, что долю термоплавких адгезивных волокон выбирают так, чтобы она была достаточно высокой, чтобы обеспечивать адгезивное связывание волокон носителя с термоплавкими адгезивными волокнами, благодаря чему такой нетканый материал приобретал бы прочность, достаточную для желательной области применения, но, с другой стороны, чтобы обеспечивать и необходимую воздухопроницаемость. Доля термоплавкого адгезива, исходящего из термоплавких адгезивных волокон в таком нетканом материале, обычно составляет менее 50% по массе (относительно массы нетканого материала).
В частности, в качестве термоплавких адгезивов рассматривают модифицированные полимерные сложные эфиры, имеющие точку плавления, пониженную на 10-50°С (предпочтительно, на 30-50°С) относительно сырьевого нетканого материала. Примерами таких термоплавких адгезивов являются полипропилентерефталат, полибутилентерефталат или полиэтилентерефталат, модифицированные конденсацией с длинноцепочечными двухатомными спиртами и/или изофталевой кислотой или алифатическими дикарбоновыми кислотами.
Термоплавкие адгезивы, предпочтительно, вводят в нетканые материалы в форме волокна или в форме так называемых двухкомпонентных волокон, в которых материалы, указанные выше для волокон носителя, создают механическую прочность, а материалы, указанные выше для термоплавких волокон, образуют второй компонент двухкомпонентных волокон, которые применяют для скрепления.
Предпочтительно, носитель и термоплавкие адгезивные волокна создают из полимеров одного класса. Под этим следует понимать, что все применяемые волокна являются выбранными из одного класса веществ, так что их можно легко подвергать повторной переработке после использования нетканого материала. Если волокна носителя, например, состоят из полимерных сложных эфиров, термоплавкие адгезивные волокна будут также выбирать из полимерных сложных эфиров или образовывать из смеси полимерных сложных эфиров - например, в виде двухкомпонентных волокон с РЕТ в центральной части и низкоплавким полиэтилентерефталатным сополимером в качестве оболочки; кроме того, возможны и двухкомпонентные волокна, созданные из разных полимеров. Примерами этого являются двухкомпонентные волокна из полимерного сложного эфира в центре и полиамида в оболочке.
Титр (весовой номер) единичного волокна носителя и термоплавких адгезивных волокон можно выбирать в указанных пределах.
Волокна, образующие нетканые материалы, могут иметь почти круглое поперечное сечение, а также другие его формы - такие как гантелеобразные, бобовидные, треугольные или трех- или многодольчатые поперечные сечения. Можно также применять полые волокна и двух- и многокомпонентные волокна. Кроме того, можно также применять термоплавкие адгезивные волокна или термоплавкий адгезивный компонент в форме двух- или многокомпонентных волокон.
Волокна, образующие нетканый материал, можно модифицировать обычными добавками - например, антистатиками, такими как сажа, или присадками, которые делают возможным придание электростатического заряда. Кроме того, волокна можно подвергать антимикробной обработке.
Предпочтительно, синтетические полимерные волокна, образующие нетканый материал, не содержат никаких штапельных волокон и/или так называемых мелтблоун-волокон (волокон, сформированных путем раздува расплава) из синтетических полимерных материалов.
В дополнение к указанным синтетическим полимерным молекулам могут также присутствовать стеклянные волокна, и тогда в качестве волокон, образующих нетканый материал, присутствует смесь стеклянных и/или минеральных волокон и синтетических полимерных волокон.
Вместо стеклянных волокон можно также применять минеральные волокна на основе алюмосиликата, керамики, доломитовые волокна или волокна из вулканитов - таких как, например, базальт, диабаз, мелафир. Можно также применять диабаз (зеленый камень) и мелафир (так называемые палеобазальты).
Среди стеклянных волокон конкретный тип стекловолокна ничем существенно не ограничен, так что, в принципе, можно применять все типы стекол - такие как стекло Е, стекло S, стекло R и стекло С. По экономическим причинам предпочтительны стекло Е или стекло С. Особо предпочтительны биорастворимые стекла.
Стеклянные волокна можно формовать из нитей, т.е. бесконечно длинных волокон, или из штапельных волокон, причем последнее является предпочтительным. Средняя длина штапельных волокон составляет от 3 до 100 мм (предпочтительно, от 6 до 18 мм). Штапельные волокна могут также иметь разную длину.
Диаметр стеклянных волокон составляет 0,5-15 мкм (предпочтительно, от 8 до 15 мкм).
Доля стеклянных волокон в слое текстильного нетканого материала (слое 1) составляет, как максимум, до 50% по массе (предпочтительно, не более 30% по массе, особо предпочтительно, не более 10% по массе).
Масса, приходящаяся на единицу площади слоя текстильного нетканого материала (слоя 1) составляет от 50 до 500 г/м2 (предпочтительно, от 80 до 300 г/м2, в частности, от 100 и 250 г/м2).
Как уже было указано, к нетканым материалам относятся и материалы, которые являются уплотненными посредством термического и/или механического уплотнения, но которые не имеют никаких химических связующих. Это уплотнение, предпочтительно, осуществляют посредством каландрирования, результатом чего является воздухопроницаемость, устанавливаемая в диапазоне от 500 до 2000 л/м2.
В предпочтительном варианте осуществления настоящего изобретения слой текстильного нетканого материала (слой 1) (предпочтительно, фильерного нетканого материала) после уплотнения каландром имеет гладкое или полотняное тиснение.
Дополнительный слой текстильного нетканого материала (слой 2)
Нетканые материалы из синтетических полимерных волокон используют или производят на слое текстильного нетканого материала (слое 1) в качестве дополнительного слоя текстильного нетканого материала (слоя 2).
Дополнительный слой текстильного нетканого материала (слой 2) предпочтительно, имеет некоторый градиент в отношении диаметра волокон, который уменьшается в направлении слоя текстильного нетканого материала (слоя 1). Этот градиент создают различными синтетическими полимерными волокнами, имеющими разный диаметр.
Дополнительный слой текстильного нетканого материала (слой 2), предпочтительно, содержит нетканые материалы из штапельного волокна (в данном случае - особенно нетканые материалы, изготовляемые мокрым способом, а также фильерные нетканые материалы или нетканые материалы, сложенные сухим способом), но, предпочтительно, фильерные нетканые материалы из бесконечных синтетических волокон. Фильерные нетканые материалы, т.е. так называемые «спанбонды», производят посредством произвольного отложения свежеобразованных нитей, сформованных из расплава. Такие нити представляют собой бесконечные синтетические волокна из полимерных материалов, способных к формованию нитей из расплава.
По производственным причинам (например, в случае фильерных нетканых материалов) вышеуказанный градиент можно также создавать посредством многослойной структуры как таковой.
В этом случае индивидуальные слои отличаются выбранными диаметрами волокон и, возможно, также применением разных синтетических полимерных волокон.
Дополнительный слой текстильного нетканого материала (слой 2) не имеет никаких химических связующих.
Подходящими полимерными материалами для дополнительного слоя текстильного нетканого материала (слоя 2) (в частности, для фильерных нетканых материалов) являются, например, термопласты, предпочтительно, полиамиды, такие, как например, полигексаметилендиадипамид, поликапролактам, ароматические или частично ароматические полиамиды («арамиды»), алифатические полиамиды, такие как, например, нейлон, частично ароматические или полностью ароматические полимерные сложные эфиры, поликарбонат (PC), полифениленсульфид (PPS), полифениленоксид (PPO), полистирол (PS), поливинилкарбазол (PVK), полиацеталь (POM), полиарильный простой эфир, полиарилсульфон, полимерный сульфон простого эфира, полимеры, имеющие простые эфирные группы и кетогруппы, такие как, например, полиэфиркетон (PEK) и полиэфирэфиркетон (PEEK), полиолефины, такие как, например, полиэтилен или полипропилен, или полибензимидазол. Особо предпочтительными являются полимерные сложные эфиры, полиолефины, такие как, например, полиэтилен или полипропилен, или ароматические или частично ароматические полиамиды («арамиды»), алифатические полиамиды, такие как, например, нейлон.
Фильерные нетканые материалы предпочтительно содержат или состоят из полимерных сложных эфиров, способных к образованию нитей из расплава. В принципе, в качестве полимерного сложноэфирного материала можно рассматривать все известные типы, подходящие для производства волокна. Преимущественно, такие полимерные сложные эфиры состоят из конструкционных блоков, которые являются производными ароматических дикарбоновых кислот и ароматических двухатомных спиртов. Обычными конструкционными блоками на основе ароматических дикарбоновых кислот являются двухвалентные радикалы бензолдикарбоновых кислот (в частности, терефталевой кислоты и изофталевой кислоты), обычные двухатомные спирты имеют от 2 до 4 атомов С, причем особо подходящим является этиленгликоль. Особенно выгодными являются фильерные нетканые материалы, состоящие по меньшей мере на 85 молярных процентов из полиэтилентерефталата. Остальные 15 молярных процентов приходятся на единицы карбоновой кислоты и единицы гликоля, которые действуют в качестве так называемых модификаторов и дают возможность квалифицированному специалисту в данной области специальным образом влиять на физические и химические свойства производимых нитей. Примерами таких единиц дикарбоновых кислот являются радикалы изофталевой кислоты или алифатических дикарбоновых кислот, таких как, например, глутаровая кислота, адипиновая кислота, себациновая кислота; примеры двухатомных спиртовых радикалов, обладающих модифицирующим действием, являются двухатомные спирты с более длинными цепями (например, пропандиол или бутандиол), радикалы ди- или триэтиленгликоля, или (если он присутствует в небольшом количестве) полигликоля, имеющего молекулярную массу, составляющую приблизительно от 500 до 2000.
Особо предпочтительными являются полимерные сложные эфиры, содержащие по меньшей мере 95 мольных процентов полиэтилентерефталата (РЕТ) (особенно те, которые содержат немодифицированный РЕТ).
Полимерные сложные эфиры, содержащиеся в фильерных нетканых материалах, предпочтительно, имеют молекулярную массу, соответствующую внутренней вязкости (IV), измеренной в растворе 1 г полимера в 100 мл дихлоруксусной кислоты при 25°С и равной от 0,6 до 1,4.
В еще одном предпочтительном варианте осуществления настоящего изобретения нетканый материал (в частности, фильерный нетканый материал) представляет собой такой нетканый материал, который скреплен плавким связующим (в частности, на основе двухкомпонентных волокон), т.е. скрепление осуществляют посредством термопластичного связующего, которое, предпочтительно, присутствует в форме волокна или в качестве компонента волокна. Поэтому нетканый материал, скрепленный плавким связующим, содержит носитель и термоплавкие адгезивные волокна и/или двухкомпонентные волокна, имеющие компонент, представляющий собой носитель, и компонент, представляющий собой связующее. Носитель и термоплавкие адгезивные волокна или компоненты могут быть произведенными из любых термопластичных волокнообразующих полимеров. Такие фильерные нетканые материалы, скрепленные плавкими связующими, описаны, например, в принципиальной форме в EP-A-0446822 и EP-A-0590629.
Примерами полимеров, из которых можно производить волокнистый носитель или компоненты волокнистого носителя, являются полиакрилонитрил, полиолефины, такие как полиэтилен или полипропилен, по существу алифатические полиамиды, такие как нейлон 6.6, по существу ароматические полиамиды (арамиды), такие как поли-(п-фенилентерефталат), или сополимеры, содержащие часть ароматических м-диаминных единиц для улучшения растворимости, или поли-(м-фениленизофталат), по существу ароматические полимерные сложные эфиры, такие как поли-(п-гидроксибензоат), или, предпочтительно, по существу алифатические полимерные сложные эфиры, такие как полиэтилентерефталат.
Соотношение волокон двух типов можно выбирать в широких пределах, причем следует отметить, что долю термоплавких адгезивных волокон выбирают так, чтобы она была достаточно высокой, чтобы обеспечивать адгезивное связывание волокон носителя с термоплавкими адгезивными волокнами, благодаря чему такой нетканый материал приобретал бы прочность, достаточную для желательной области применения, но, с другой стороны, чтобы обеспечивать и необходимую воздухопроницаемость. Доля термоплавкого адгезива, исходящего из термоплавких адгезивных волокон в таком нетканом материале, обычно составляет менее 50% по массе (относительно массы нетканого материала).
В частности, в качестве термоплавких адгезивов рассматривают модифицированные полимерные сложные эфиры, имеющие точку плавления, пониженную на 10-50°С (предпочтительно, на 30-50°С) относительно сырьевого нетканого материала. Примерами таких термоплавких адгезивов являются полипропилентерефталат, полибутилентерефталат или полиэтилентерефталат, модифицированные конденсацией с длинноцепочечными двухатомными спиртами и/или изофталевой кислотой или алифатическими дикарбоновыми кислотами.
Термоплавкие адгезивы предпочтительно вводят в нетканые материалы в форме волокна или в форме так называемых двухкомпонентных волокон, в которых материалы, указанные выше для волокон носителя, создают механическую прочность, а материалы, указанные выше для термоплавких волокон, образуют второй компонент двухкомпонентных волокон, которые применяют для уплотнения.
Предпочтительно, носитель и термоплавкие адгезивные волокна создают из полимеров одного класса. Под этим следует понимать, что все применяемые волокна являются выбранными из одного класса веществ, так что их можно легко подвергать повторной переработке после использования нетканого материала. Если волокна носителя, например, состоят из полимерных сложных эфиров, термоплавкие адгезивные волокна будут также выбирать из полимерных сложных эфиров или образовывать из смеси полимерных сложных эфиров - например, в виде двухкомпонентных волокон с РЕТ в центральной части и низкоплавким полиэтилентерефталатным сополимером в качестве оболочки; кроме того, возможны и двухкомпонентные волокна, созданные из разных полимеров. Примерами этого являются двухкомпонентные волокна из полимерного сложного эфира в центре и полиамида в оболочке.
Титр (весовой номер) единичного волокна носителя и термоплавких адгезивных волокон можно выбирать в указанных пределах.
Волокна, образующие нетканые материалы, могут иметь почти круглое поперечное сечение, а также другие его формы - такие как гантелеобразные, бобовидные, треугольные или трех- или многодольчатые поперечные сечения. Можно также применять полые волокна и двух- и многокомпонентные волокна. Кроме того, можно также применять термоплавкие адгезивные волокна или термоплавкий адгезивный компонент в форме двух- или многокомпонентных волокон.
Волокна, образующие нетканый материал, можно модифицировать обычными добавками - например, антистатиками, такими как сажа, или присадками, которые делают возможным придание электростатического заряда. Кроме того, волокна можно подвергать антимикробной обработке.
Предпочтительно, синтетические полимерные волокна, образующие нетканый материал, не содержат никаких штапельных волокон и/или так называемых мелтблоун-волокон (волокон, сформированных путем раздува расплава) из синтетических полимерных материалов.
В дополнение к указанным синтетическим полимерным молекулам могут также присутствовать стеклянные волокна, и тогда в качестве волокон, образующих нетканый материал, присутствует смесь стеклянных и/или минеральных волокон и синтетических полимерных волокон.
Вместо стеклянных волокон можно также применять минеральные волокна на основе алюмосиликата, керамики, доломитовые волокна или волокна из вулканитов - таких как, например, базальт, диабаз, мелафир. Можно также применять диабаз (зеленый камень) и мелафир (так называемые палеобазальты).
Среди стеклянных волокон конкретный тип стекловолокна по существу ничем существенно не ограничен, так что в принципе можно применять все типы стекол - такие как стекло Е, стекло S, стекло R и стекло С. По экономическим причинам предпочтительны стекло Е или стекло С. Особо предпочтительны биорастворимые стекла.
Стеклянные волокна можно формовать из нитей, т.е. бесконечно длинных волокон, или из штапельных волокон, причем последнее является предпочтительным. Средняя длина штапельных волокон составляет от 3 до 100 мм (предпочтительно, от 6 до 18 мм). Штапельные волокна могут также иметь разную длину.
Диаметр стеклянных волокон составляет 0,5-15 мкм (предпочтительно, от 8 до 15 мкм).
Доля стеклянных волокон в слое текстильного нетканого материала (слое 1) составляет, как максимум, до 50% по массе (предпочтительно, не более 30% по массе, особо предпочтительно, не более 10% по массе).
Масса, приходящаяся на единицу площади слоя текстильного нетканого материала (слоя 1), составляет от 50 до 500 г/м2 (предпочтительно, от 80 до 300 г/м2, в частности, от 100 и 250 г/м2).
Дополнительный слой текстильного нетканого материала (слой 2) имеет более высокую воздухопроницаемость, чем воздухопроницаемость слоя текстильного нетканого материала (слоя 1) - предпочтительно по меньшей мере на 10% (особо предпочтительно, по меньшей мере, на 50%). Поэтому воздухопроницаемость дополнительного слоя текстильного нетканого материала (слоя 2) составляет предпочтительно 550-2200 л/м2⋅с.
Диаметр волокон дополнительного слоя текстильного нетканого материала (слоя 2) предпочтительно превышает диаметр волокон слоя текстильного нетканого материала (слоя 1) (особо предпочтительно по меньшей мере на 10%).
Как уже было указано, слой текстильного нетканого материала (слой 1) и дополнительный слой текстильного нетканого материала (слой 2) соединены друг с другом посредством механической иглопробойной обработки. В результате осуществления вышеуказанного способа, получены отверстия в точках прокола иглами на внешней стороне слоя текстильного нетканого материала (слоя 1), обращенной в сторону, противоположную дополнительному слою текстильного нетканого материала (слою 2). Эти отверстия, как было уже указано, были значительно уменьшены (численно и по размеру) или устранены действием нагретой поверхности (например, каландра) на стороне слоя 1.
Фильтрующий материал согласно настоящему изобретению применяют в системах фильтрации воздуха/газов или жидкостей - в частности, в автомобильной отрасли, в системах кондиционирования воздуха, внутренних фильтрах интерьеров, антиаллергенных фильтрах, фильтрах чистых комнат, домашних фильтрах и в качестве масляных фильтров и гидравлических фильтров. Предпочтительно, данный фильтрующий материал применяют для фильтров воздухозаборников двигателей, где требуется очень хорошая степень отделения (микрочастиц).
Фильтрующий материал согласно настоящему изобретению имеет степень отделения более 99% (предпочтительно, более 99,3%, в частности, более 99,5%, особо предпочтительно, как минимум, 99,8%).
Поэтому предметом настоящего изобретения также являются фильтры, модули или картриджи фильтров, которые содержат фильтрующий материал согласно настоящему изобретению. В таких случаях фильтры (предпочтительно, в складчатой форме) помещают в некоторые оболочки или другие замкнутые формы. Сведения о соответствующих конфигурациях можно получить, например, из US-A-5883501.
Общие методики измерений
Эффективность отделения
Эффективность отделения определяют с помощью устройства для проверки фильтров от Palas (модель MFP 2000), используя ISO-стандартный испытательный пылевидный порошок (ISO 12103-1). Измерения проводят при скорости потока 0,33 м/с до конечного перепада давления в 2000 Па.
Пылеемкость
Пылеемкость испытывают с помощью устройства для проверки фильтров от Palas (модель MFP 2000), используя ISO-стандартный испытательный пылевидный порошок (ISO 12103-1). Измерения проводят при скорости потока 0,33 м/с до конечного перепада давления в 2000 Па.
Воздухопроницаемость
Воздухопроницаемость определяют согласно стандарту DIN EN ISO 9237.
Масса, приходящаяся на единицу площади
Массу, приходящуюся на единицу площади, определяют согласно стандарту DIN EN ISO 29073-1.
Определение толщины нетканого материала
Толщину определяют согласно стандарту DIN EN ISO 9073-2.
Измерение диаметра волокон
Диаметр волокон определяют согласно стандарту DIN EN ISO 1973 (как в 1995).
Настоящее изобретение объясняют следующие примеры, которые, однако, его не ограничивают.
Пример
Поставляют слой текстильного фильерного нетканого материала (слой 1) на основе двухкомпонентных волокон (РЕТ/мод. РЕТ), имеющий титр (весовой номер волокна), равный 1,7 дтекс, и массу, приходящуюся на единицу площади, составляющую 150 г/м2, и дополнительный слой текстильного фильерного нетканого материала (слой 2) на основе полиэтилентерефталатных волокон (РЕТ), имеющий градиент титра от 9,9 дтекс до 5,6 дтекс и массу, приходящуюся на единицу площади, составляющую 160 г/м2, и соединяют друг с другом иглопробойной обработкой. Плотность прошивания составляет 41 прокол на см2. Прошитый композит затем подают на каландр, имеющий два вала с зазором в 1,4 мм. После обработки каландром конечный композит имеет толщину 2,5 мм.
Поверхностная температура вала 1 в каландре, т.е. вала, который контактирует с внешней стороной слоя текстильного нетканого материала (слоя 1), обращенной в сторону, противоположную дополнительному слою текстильного нетканого материала (слою 2), составляет 210°C, поверхностная температура противоположного вала 2 составляет 70°С.
Фильтрующий материал согласно настоящему изобретению затем испытывают в устройстве для проверки фильтров от Palas (модель MFP 2000), используя ISO-стандартный тонкий испытательный пылеобразный порошок (ISO 12103-1).
Фильтрующий материал, произведенный согласно настоящему изобретению, испытывали при скорости потока 0,33 м/с до конечного перепада давления в 2000 Па.
Фильтрующий материал, произведенный согласно настоящему изобретению, показал среднюю эффективность отделения (по массе), равную 99,8%, и удельную пылеемкость, равную 830 г/м2.
Фильтрующий материал, произведенный согласно настоящему изобретению, сравнивали с фильтрующим материалом, имеющим идентичную структуру, но произведенный без термической обработки каландром согласно настоящему изобретению. Удельная пылеемкость составляла 980 г/м2, но эффективность отделения была только 99% (по сравнению с 99,8% у продукта согласно настоящему изобретению). Поэтому продукт, изготовленный не по настоящему изобретению, имеет в 5 раз более высокую проницаемость (1% против 0,2%)
Фильтрующий материал, произведенный согласно настоящему изобретению, показывает значительное улучшение эффективности отделения, сопровождаемое лишь умеренным уменьшением удельной пылеемкости.
Изобретение относится к фильтрующей среде, к способу ее изготовления и к применению фильтрующей среды согласно настоящему изобретению. Фильтрующий материал содержит по меньшей мере один слой текстильного нетканого материала (слой 1) и по меньшей мере один дополнительный слой текстильного нетканого материала (слой 2), который нанесен по меньшей мере на одну сторону слоя 1. Слои предпочтительно представляют собой слои фильерного нетканого материала, содержащего синтетические полимерные волокна. Слои имеют массу, приходящуюся на единицу площади, которая составляет от 50 до 500 г/м2, предпочтительно от 80 до 300 г/м2. Волокна слоя 1 имеют диаметр в диапазоне от 0,7 до ≤6 дтекс, предпочтительно от 1 до ≤4 дтекс. Слой 1 предпочтительно был подвергнут уплотнению посредством каландрирования до достижения воздухопроницаемости, равной 500-2000 л/м2⋅с. Волокна слоя 2 имеют диаметр в диапазоне от 3,0 до ≤15 дтекс, предпочтительно от 4 до ≤12. Воздухопроницаемость слоя 2 предпочтительно является по меньшей мере на 10% более высокой, чем воздухопроницаемость слоя 1. Слой 2 имеет градиент диаметра волокон, который уменьшается в направлении слоя 1. Слои соединены друг с другом посредством механического иглопробивания и диаметр отверстий, образованных на внешней стороне слоя 1, которая обращена в сторону от слоя 2, уменьшен воздействием нагретой поверхности, предпочтительно каландра, по меньшей мере на 50%, предпочтительно по меньшей мере на 80%. Технический результат: повышение эффективности. 4 н. и 17 з.п. ф-лы, 2 ил.
1. Фильтрующий материал, содержащий
a) по меньшей мере один слой текстильного нетканого материала (слой 1), предпочтительно слой фильерного нетканого материала, содержащий синтетические полимерные волокна, где
a1) слой текстильного нетканого материала (слой 1), предпочтительно слой фильерного нетканого материала, имеет массу, приходящуюся на единицу площади, которая составляет от 50 до 500 г/м2, предпочтительно от 80 до 300 г/м2,
a2) волокна слоя текстильного нетканого материала (слоя 1), предпочтительно слоя фильерного нетканого материала, имеют диаметр в диапазоне от 0,7 до ≤6 дтекс, предпочтительно от 1 до ≤4 дтекс для полимерных волокон,
a3) слой текстильного нетканого материала (слой 1) содержит синтетические полимерные волокна, без добавления химических связующих, и предпочтительно представляет собой фильерный нетканый материал,
a4) слой текстильного нетканого материала (слой 1), предпочтительно слой фильерного нетканого материала, предпочтительно, был подвергнут уплотнению посредством каландрирования до достижения воздухопроницаемости, равной 500-2000 л/м2⋅с; и
b) по меньшей мере один дополнительный слой текстильного нетканого материала (слой 2), который нанесен по меньшей мере на одну сторону слоя текстильного нетканого материала (слоя 1) согласно а), где дополнительный слой текстильного нетканого материала предпочтительно представляет собой слой фильерного нетканого материала, содержащий синтетические полимерные волокна, где
b1) дополнительный слой текстильного нетканого материала (слой 2), предпочтительно слой фильерного нетканого материала, имеет массу, приходящуюся на единицу площади, которая составляет от 50 до 500 г/м2, предпочтительно от 80 до 300 г/м2,
b2) волокна дополнительного слоя текстильного нетканого материала (слоя 2), предпочтительно слоя фильерного нетканого материала, имеют диаметр в диапазоне от 3,0 до ≤15 дтекс, предпочтительно от 4 до ≤12 дтекс для полимерных волокон,
b3) дополнительный слой текстильного нетканого материала (слой 2) содержит синтетические полимерные волокна, без добавления химических связующих, и предпочтительно представляет собой фильерный нетканый материал,
b4) воздухопроницаемость дополнительного текстильного слоя (слоя 2) предпочтительно является по меньшей мере на 10% более высокой, чем воздухопроницаемость слоя текстильного нетканого материала (слоя 1),
b5) дополнительный слой текстильного нетканого материала (слой 2), предпочтительно слой фильерного нетканого материала, имеет градиент диаметра волокон, который уменьшается в направлении слоя текстильного нетканого материала (слоя 1),
c) при этом слой текстильного нетканого материала (слой 1) и дополнительный слой текстильного нетканого материала (слой 2) соединены друг с другом посредством механического иглопробивания, и диаметр отверстий, образованных на внешней стороне слоя текстильного нетканого материала (слоя 1), которая обращена в сторону от дополнительного слоя текстильного нетканого материала (слою 2), уменьшен, воздействием нагретой поверхностью, предпочтительно каландра, по меньшей мере на 50%, предпочтительно по меньшей мере на 80%.
2. Фильтрующий материал по п.1, отличающийся тем, что указанный фильтрующий материал, в частности слой текстильного нетканого материала (слой 1) и дополнительный слой (слой 2) текстильного нетканого материала, содержит волокна, которые не являются расщепленными волокнами.
3. Фильтрующий материал по п.1 или 2, отличающийся тем, что указанный фильтрующий материал состоит только из слоя текстильного нетканого материала (слоя 1) и дополнительного слоя текстильного нетканого материала (слоя 2).
4. Фильтрующий материал по п.1, отличающийся тем, что механическое иглопробивание осуществлено с плотностью иглопробоя, составляющей от 20 до 100 проколов на см2.
5. Фильтрующий материал по п.1, отличающийся тем, что слой текстильного нетканого материала (слой 1), а также, предпочтительно, дополнительный слой текстильного нетканого материала (слой 2) состоят из синтетических полимерных волокон, где слой текстильного нетканого материала может также быть образованным из разных синтетических полимерных волокон.
6. Фильтрующий материал по п.5, отличающийся тем, что слой текстильного нетканого материала (слой 1), а также, предпочтительно, дополнительный слой текстильного нетканого материала (слой 2) состоят из двухкомпонентных волокон.
7. Фильтрующий материал по п.1, отличающийся тем, что слой текстильного нетканого материала (слой 1), а также, предпочтительно, дополнительный слой текстильного нетканого материала (слой 2) имеют многослойную структуру.
8. Фильтрующий материал по п.1, отличающийся тем, что слой текстильного нетканого материала (слой 1), а также, предпочтительно, дополнительный слой текстильного нетканого материала (слой 2) представляют собой фильерные нетканые материалы.
9. Фильтрующий материал по п.8, отличающийся тем, что указанные фильерные нетканые материалы созданы из термопластов, предпочтительно, полимерного сложного эфира.
10. Фильтрующий материал по п.1, отличающийся тем, что волокна, образующие указанные нетканые материалы, имеют добавки, являющиеся, предпочтительно, антистатиками, или добавки, которые делают возможным придание электростатического заряда.
11. Фильтрующий материал по п.1, отличающийся тем, что указанные синтетические полимерные волокна, образующие нетканые материалы, содержат волокна, которые не являются штапельными волокнами и/или так называемыми волокнами, сформированными путем раздува расплава из синтетических полимерных материалов.
12. Фильтрующий материал по п.1, отличающийся тем, что указанные синтетические полимерные волокна, образующие нетканые материалы, содержат дополнительные стеклянные и/или минеральные волокна, предпочтительно стеклянные волокна, так что предоставляется смесь стеклянных и/или минеральных волокон и синтетических полимерных волокон в качестве волокон, образующих нетканый материал, и доля стеклянных и/или минеральных волокон, предпочтительно стеклянных волокон, составляет не более 50% по массе, предпочтительно не более 30% по массе, особо предпочтительно не более 10% по массе, относительно общей массы нетканого материала.
13. Фильтрующий материал по п.1, отличающийся тем, что он имеет эффективность разделения более 99%, предпочтительно более 99,3%, в частности более 99,5%, особо предпочтительно не менее 99,8%.
14. Способ изготовления фильтрующего материала по п.1, где
(i) по меньшей мере один слой текстильного нетканого материала (слой 1), определенный в п.1, и
(ii) по меньшей мере один дополнительный слой текстильного нетканого материала (слой 2), определенный в п.1,
(iii) соединены друг с другом посредством механического иглопробивания,
отличающийся тем, что на внешнюю поверхность слоя текстильного нетканого материала (слоя 1), которая обращена в сторону от дополнительного слоя текстильного нетканого материала (слою 2), воздействуют нагретой поверхностью, уменьшая число отверстий от проколов, полученных иглопробиванием, по меньшей мере на 50%.
15. Способ по п.14, отличающийся тем, что указанная нагретая поверхность предпочтительно представляет собой каландр.
16. Способ по п.14 или 15, отличающийся тем, что механическое иглопробивание осуществляют при плотности иглопробоя, составляющей от 20 до 100 проколов на см2.
17. Способ по п.14, отличающийся тем, что поверхностная температура нагретой поверхности является как минимум на 10°С более низкой, чем точка плавления органических полимерных волокон слоев текстильных нетканых материалов, или, если в слоях текстильных нетканых материалов присутствуют органические волокна, имеющие разные точки плавления, поверхностная температура нагретой поверхности является как минимум на 10°С более низкой, чем самая низкая точка плавления.
18. Способ по п.14, отличающийся тем, что указанная нагретая поверхность представлена в форме каландра, причем указанный каландр действует с некоторым зазором, и уменьшение толщины всего проколотого композита составляет не менее 5% и не более 50%.
19. Способ по п.14, отличающийся тем, что время контакта нагретой поверхности предпочтительно нагретого вала каландра с внешней стороной слоя текстильного нетканого материала (слоя 1) составляет от 1 до 5 секунд.
20. Применение фильтрующего материала по любому из пп.1-13 при фильтрации воздуха/газов или при фильтрации жидкостей, предпочтительно для фильтрации воздушных потоков в системах подачи воздуха, в частности в автомобильной отрасли.
21. Фильтрующий модуль, содержащий кожух и по меньшей мере один фильтрующий материал по любому из пп.1-13.
| US 5993501 A, 30.11.1999 | |||
| НЕТКАНЫЙ ИГЛОПРОБИВНОЙ МАТЕРИАЛ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2365687C1 |
| EP 1134013 A1, 19.09.2001 | |||
| Устройство для удаления жучек у рыбы | 1980 |
|
SU878226A2 |
| EP 1656981 A1, 17.05.2006 | |||
| Машина для внесения жидких удобрений в почву | 1981 |
|
SU993854A1 |

