Настоящее изобретение относится к приемному мешку для применения в стомном приспособлении (или в стомном мешке), который получен выдувным формованием, таким образом получая трехмерную структуру. Более того, настоящее изобретение относится к способам получения такого приемного мешка.
Одним из результатов хирургического вмешательства для лечения ряда заболеваний желудочно-кишечного тракта является выполнение стомы в брюшной стенке пациента, такой как колостома или илеостома, для выведения содержимого висцелярных органов. Выведение содержимого висцелярных органов не может регулироваться по желанию. С этой целью пользователю приходится полагаться на приспособление для сбора вещества, выходящего из подобного отверстия, в мешок, который затем опустошают и/или выбрасывают в подходящее время.
Стомное приспособление может иметь форму двухкомпонентного приспособления, содержащего пластину и приемный мешок, которые могут быть присоединены и отсоединены друг от друга посредством соединительного элемента. Это означает, что пластину не нужно отсоединять от кожи пользователя каждый раз при необходимости замены приемного мешка. Менять пластину нужно лишь каждые три-четыре дня на усмотрение пользователя, причем приемный мешок можно менять чаще, чем один раз в день.
Как правило, стомный приемный мешок содержит два слоя пленочного материала, который приварен или приклеен вдоль краев мешка.
Настоящее изобретение относится к приемному мешку для применения в стомном приспособлении закругленной формы, за счет которой переход от обращенной к пользователю стороны к обращенной от пользователя стороне проходит по закругленной кривой линии, если смотреть в разрезе. Согласно другому или связанному аспекту изобретения приемный мешок может быть выполнен экструзионно-выдувным формованием или выдувным формованием под давлением. В соответствии с процессом экструзионно-выдувного формования сначала экструдируют бесконечную трубку, а затем трубку подвергают выдувному формованию для получения готового приемного мешка. В соответствии с процессом выдувного формования под давлением сначала литьем под давлением получают преформу, а затем преформу подвергают выдувному формованию для получения готового приемного мешка. В ходе процесса выдувного формования формованием со вставкой может быть получен крепежный элемент. Приемный мешок в соответствии с настоящим изобретением может иметь действительно трехмерную структуру. Более того, приемный мешок не содержит спаянных краев, который снижают гибкость приемного мешка вдоль краев.
Краткое описание графических материалов
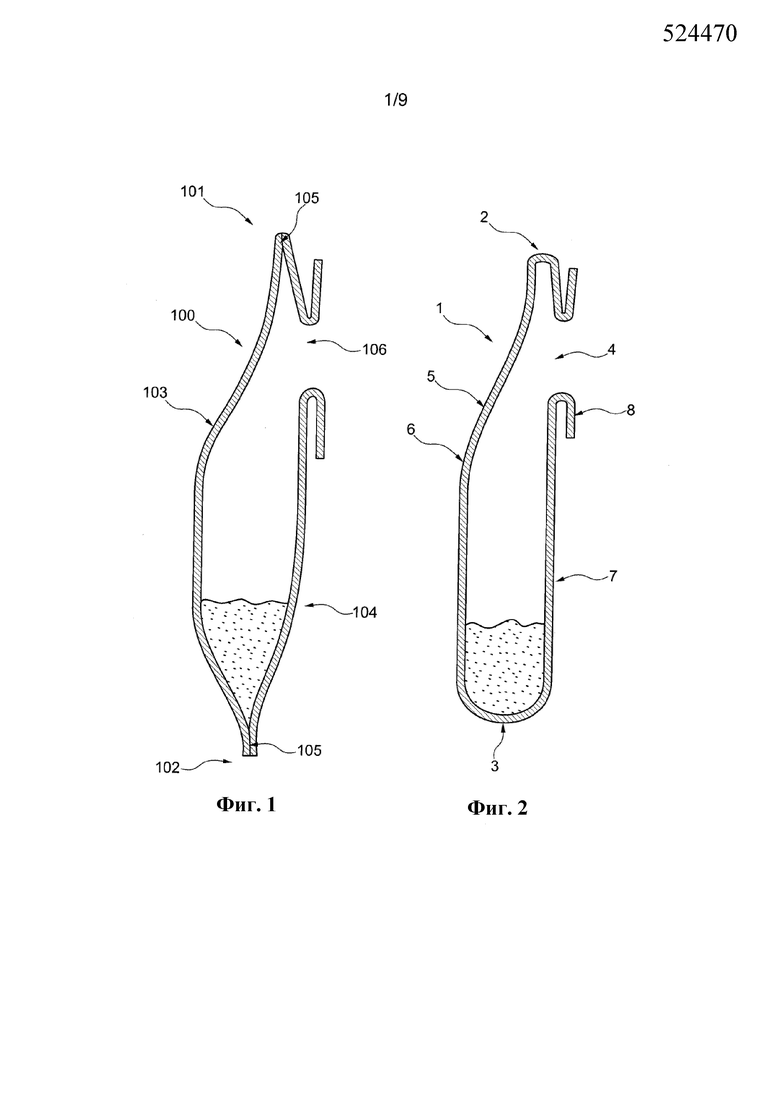
На фиг. 1 показан стомный мешок в соответствии с уровнем техники.
На фиг. 2–4 показаны варианты осуществления приемного мешка в соответствии с настоящим изобретением, на фиг. 2 и 3 показаны виды в поперечном сечении двух вариантов осуществления приемного мешка, а на фиг. 4 показан вид в перспективе приемного мешка.
На фиг. 5 показана форма для применения при формовании преформы под давлением.
На фиг. 6 показана форма для применения в процессе выдувного формования, преформа обозначена пунктирными линиями.
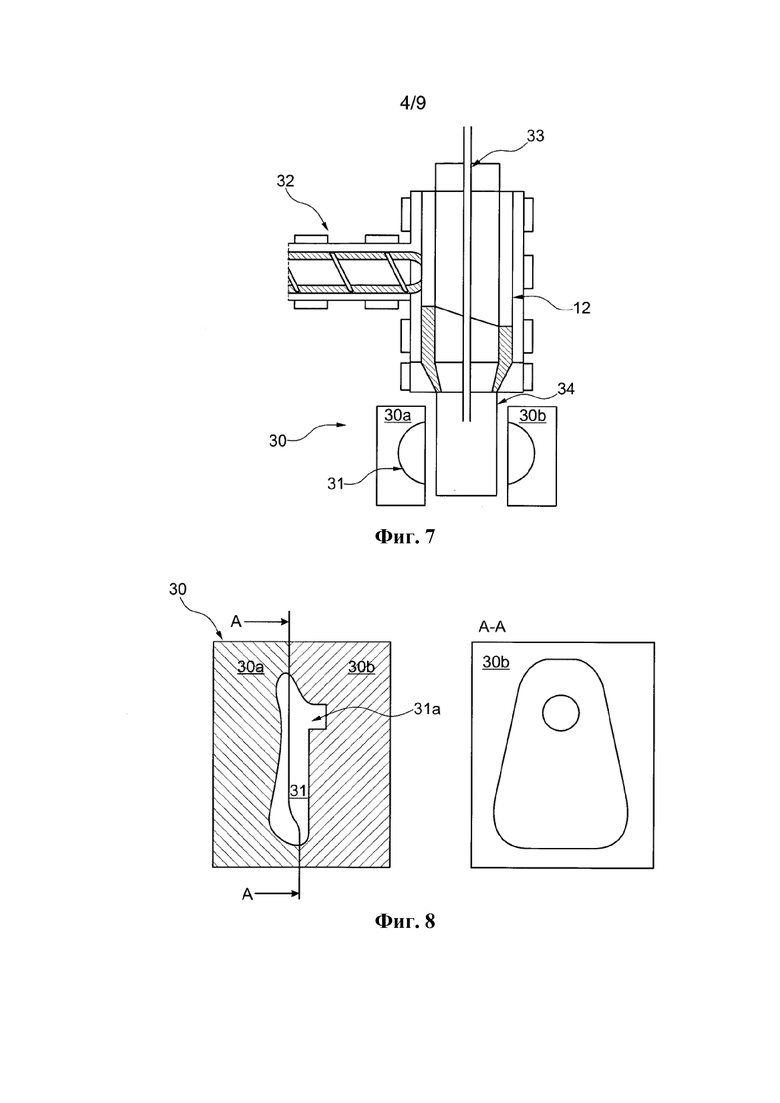
На фиг. 7 показана основная схема выдувного формования бесконечной трубки.
На фиг. 8 показана форма для формования приемного мешка.
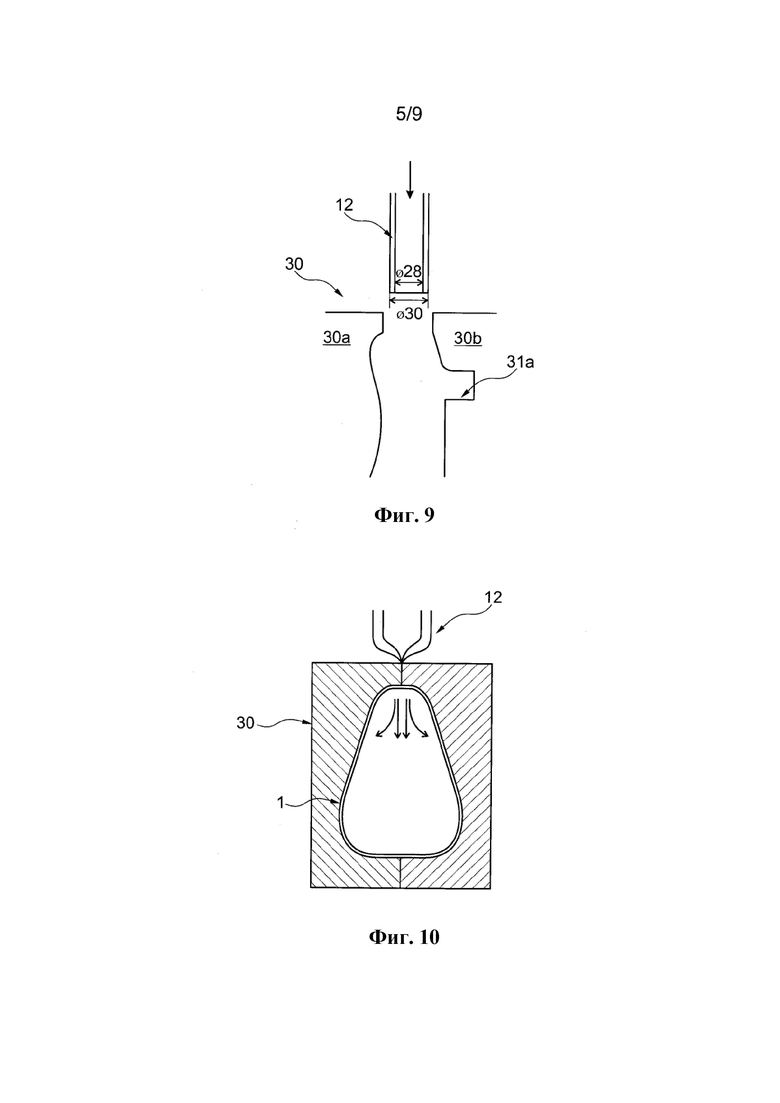
На фиг. 9 показана вставка бесконечной трубки в форму в соответствии с настоящим изобретением.
На фиг. 10 показано выдувное формование приемного мешка в соответствии с настоящим изобретением.
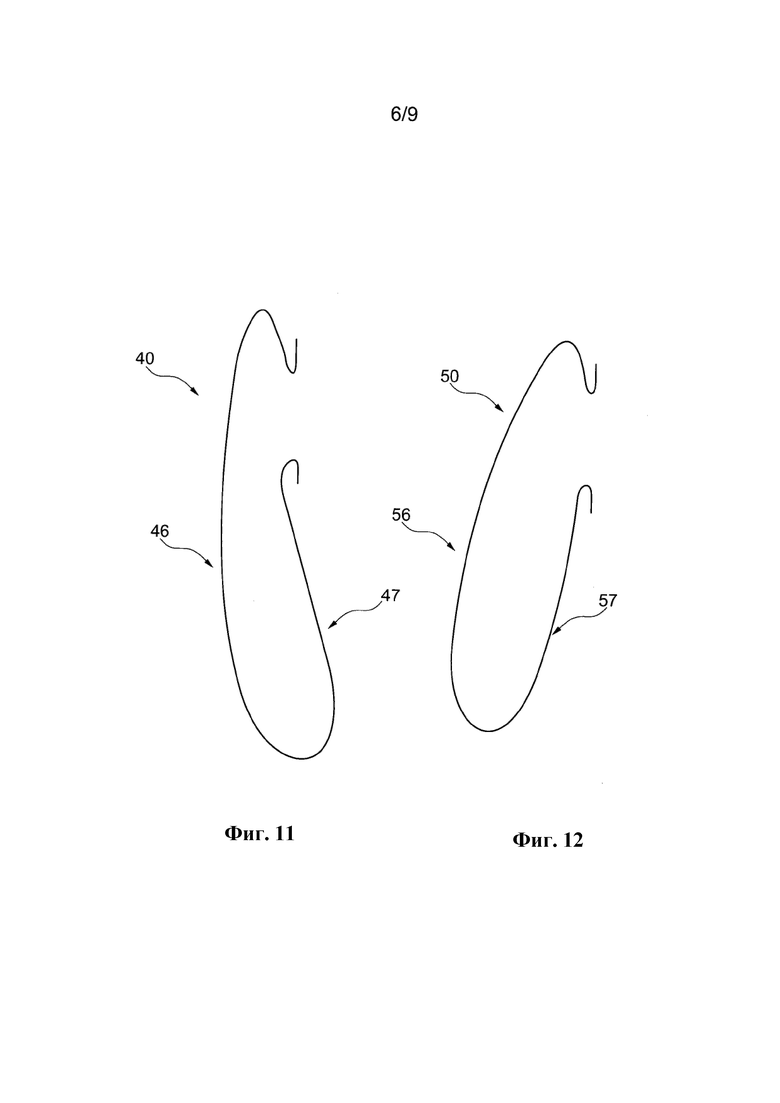
На фиг. 11 и 12 показаны другие варианты осуществления приемного мешка в соответствии с настоящим изобретением.
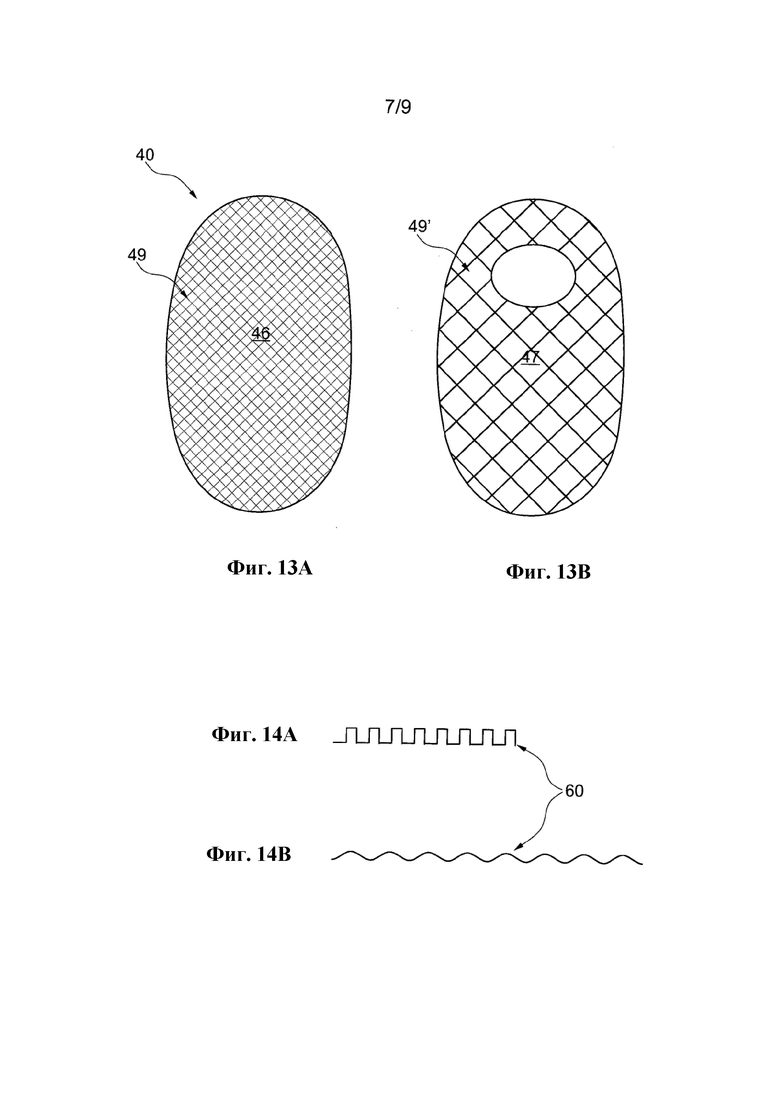
На фиг. 13A и 13B показан приемный мешок согласно фиг. 11 спереди и сзади.
На фиг. 14A и 14B показано расширяемое поперечное сечение приемного мешка.
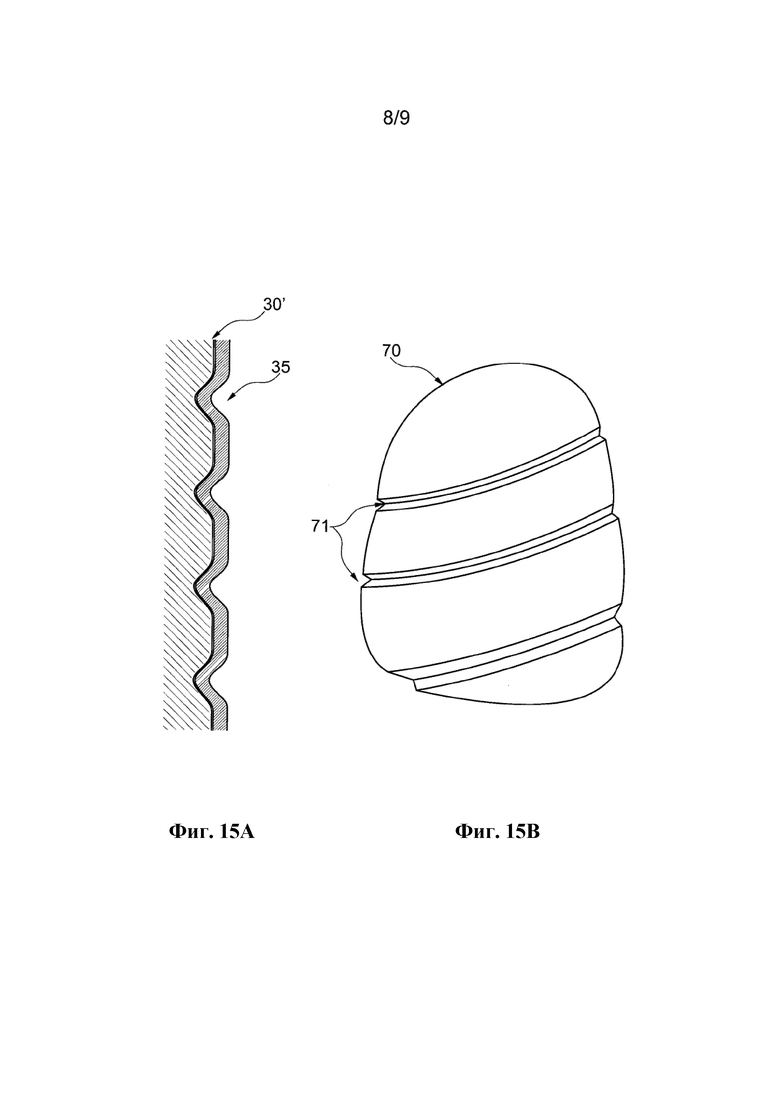
На фиг. 15A и 15B показан приемный мешок, полученный экструзионно-выдувным формованием, с гибкими зонами. На фиг. 15A показано поперечное сечение формы и мешка, а на фиг. 15B показан вид спереди готового мешка.
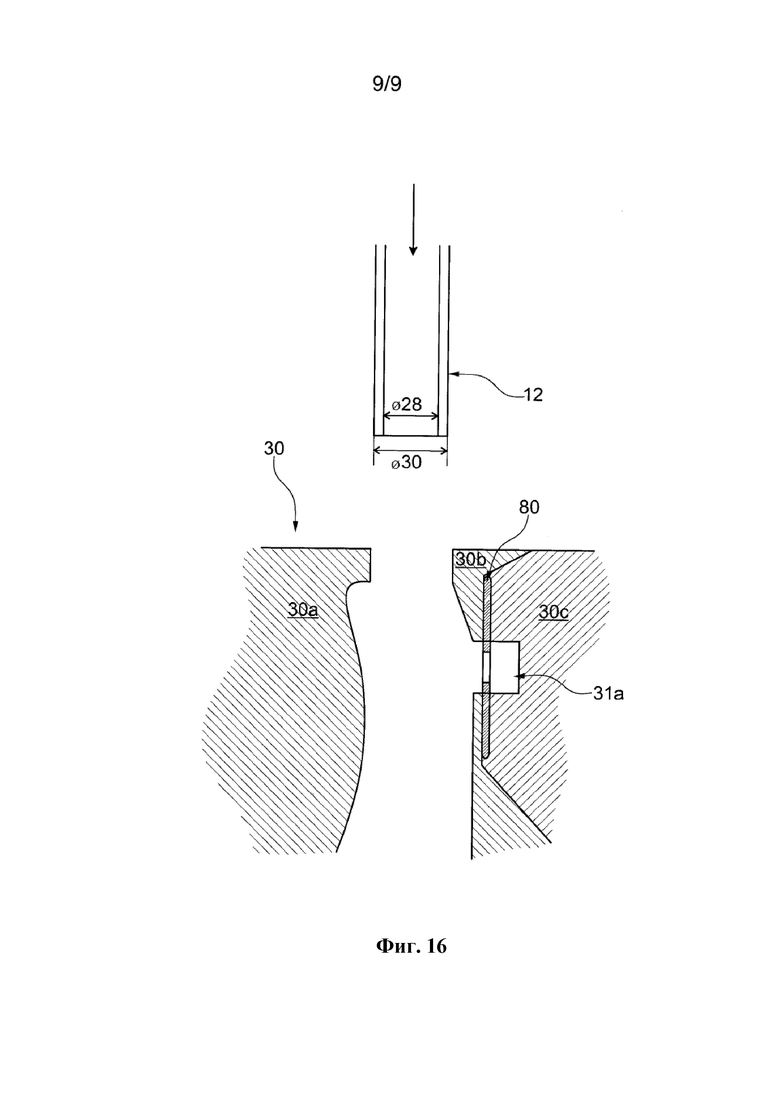
На фиг. 16 показано, как пластина может быть выполнена формованием со вставкой в приемном мешке в ходе процесса выдувного формования.
Подробное описание изобретения
Согласно первому аспекту настоящее изобретение относится к приемному мешку для применения в стомном приспособлении, причем приемный мешок содержит в целом сплошной материал на основе фольги, образующий сплошную стенку приемного мешка, причем передняя сторона стенки направлена от пользователя, а задняя сторона стенки направлена к пользователю, причем переход между передней стороной стенки и задней стороной стенки является плавным и образует закругленную кривизну.
Под в целом сплошной фольгой подразумевается, что приемный мешок выполнен из цельного куска материала на основе фольги, так что приемный мешок не имеет спаянных краев. Под плавным переходом подразумевается, что переход между передней стороной стенки и задней стороной стенки не содержит острые края, в частности переход от передней стороны к задней стороне стенки нечетко образован, а переход имеет скругленную кривизну. Это означает, что поперечное сечение в разрезе образует плавную кривую линию приемного мешка.
Согласно второму аспекту настоящее изобретение относится к приемному мешку для применения в стомном приспособлении, причем приемный мешок получают выдувным формованием под давлением.
Согласно третьему аспекту настоящее изобретение относится к приемному мешку для применения в стомном приспособлении, который получают экструзионно-выдувным формованием.
Стомные мешки (или приемные мешки для применения в стомных приспособлениях), как правило, выполняют соединением двух или более пленок с образованием приемного мешка, таким образом мешки, известные в уровне техники, как правило имеют четко образованные переднюю и заднюю стенки. Соединение в таких известных из уровня техники мешках, как правило, выполняют либо сваркой, либо склеиванием. В приемном мешке в соответствии с первым, вторым и/или третьим аспектом настоящего изобретения нет соединенных краев, и поэтому он характеризуется большей гибкостью по сравнению с известным из уровня техники мешком. Более того, такой приемный мешок позволяет использовать полный объем приемного мешка, поскольку выходящие продукты могут храниться в мешке в любом положении и он не ограничивается соединенными краями, которые могут образовывать в приемном мешке незаполняемые объемы. Для выходящих продуктов густой консистенции незаполняемый объем приемного мешка может составлять 5% или 10% от объема мешка. Наконец, в приемном мешке в соответствии с первым, вторым или третьим аспектом настоящего изобретения отсутствует риск протекания через соединенные края.
Другими словами, стомный приемный мешок с соединенными краями должен иметь достаточно большую площадь поверхности для обеспечения такого же внутреннего приемного объема, как и стомный приемный мешок без соединенных краев. Преимущественным для пользователя будет предоставление стомного приемного мешка с наименьшей площадью поверхности, чтобы сделать приемный мешок максимально незаметным.
Только спаянные края увеличивают поверхность на 5 мм по всей периферии мешка. Для мешка в целом овальной формы, длина которого составляет приблизительно 200 мм, а ширина – приблизительно 100 мм, увеличение площади поверхности спаянными краями может составлять от 10% до 15%.
Более того, приемный мешок без спаянных краев (без четко определенной формы передней стенки и задней стенки) будет менее подвержен уплощению, то есть ситуации, когда передняя стенка и задняя стенка стомного мешка прилегают друг к другу. Уплощение представляет собой распространенную проблему, свойственную для стомных приспособлений, и в крайних случаях может стать причиной проблем с удерживанием выходящих продуктов в приемном мешке. Приемный мешок в соответствии с первым, вторым или третьим аспектом, безусловно, предусматривают положение, в котором передняя сторона стенки и задняя сторона стенки находятся на расстоянии друг от друга. Расстояние позволяет снизить риск уплощения.
Приемный мешок в соответствии с первым аспектом может быть получен либо выдувным формованием под давлением, либо экструзионно-выдувным формованием. Это означает, что первый аспект можно комбинировать со вторым аспектом или третьим аспектом настоящего изобретения.
Согласно четвертому аспекту настоящее изобретение относится к способу получения приемного мешка для применения в стомном приспособлении, включающему этапы:
a) формования преформы под давлением;
b) вставки преформы в машину для выдувного формования;
c) выдувного формования приемного мешка.
Согласно пятому аспекту настоящее изобретение относится к способу получения приемного мешка для применения в стомном приспособлении, включающему этапы:
a) экструдирования трубки;
b) вставки трубки в машину для выдувного формования;
c) выдувного формования приемного мешка.
Приемные мешки для стомных приспособлений, как правило, изготавливают соединением двух или более пленок с образованием приемного мешка. После того как приемный мешок был приварен или приклеен, оставшуюся часть, выступающую из краев, отрезают, в результате чего образуются отходы.
Формование преформы под давлением с последующим выдувным формованием приемного мешка представляет собой процесс, которым легко управлять, поскольку стандартную преформу можно использовать в ряде мешков, а готовый мешок можно контролировать с помощью формы, применяемой в процессе выдувного формования.
Экструзионно-выдувное формование представляет собой быстрый и простой непрерывный процесс.
Процесс экструзионно-выдувного формования хорошо известен и включает расплавление и экструдирование материала с образованием полой трубки (иногда называемой заготовкой), а затем вставку полой трубки в полость формы. Расплавление может быть выполнено посредством нагрева материала до, например, приблизительно 140°C или 160°C в зависимости от материала.
Далее при упоминании проксимальной стороны устройства или части устройства следует понимать обращенную к коже сторону, когда стомный приемный мешок прикреплен к пользователю. Подобным образом при упоминании дистальной стороны устройства или части устройства следует понимать обращенную от кожи сторону, когда стомный приемный мешок прикреплен к пользователю. Другими словами, проксимальная сторона представляет собой сторону, находящуюся рядом с пользователем, когда приемный мешок закреплен на пользователе, а дистальная сторона представляет собой противоположную сторону – сторону, удаленную от пользователя во время эксплуатации.
Осевое направление определено как направление стомы, когда стомный приемный мешок прикреплен к пользователю. Таким образом, осевое направление по существу перпендикулярно абдоминальной поверхности пользователя.
Радиальное направление определено как поперечное к осевому направлению, которое поперечно направлению стомы.
Приемный мешок для применения в стомном приспособлении хорошо известен в области техники. Далее при упоминании приемного мешка подразумевается приемный мешок, подходящий для применения в стомном приспособлении. Такой приемный мешок также может называться стомным приемным мешком.
Приемный мешок может быть выполнен из непроницаемого для газа и жидкости материала на основе фольги (например, из полиэтилена (PE), поливинилдихлорида (PVdC), поливинилхлорида (PVC) или этиленвинилацетата (EVA)), полиуретана (PU) или других полимеров, которые применимы в процессе формования термопластов. Для приемного мешка, представляющего объект настоящего изобретения, материал может представлять собой двухкомпонентную фольгу, содержащую, например, PVdC или термопластичный эластомер или другой барьерный слой в виде внутреннего слоя и полиолефиновый слой в виде внешнего слоя. Примерами полиолефина могут быть PE, полипропилен (PP) или EVA. Также можно получить многослойную комбинацию полимеров, например комбинацию PU, PVdC и EVA, для получения других свойств экструдированного полимера. Другим примером материалов может быть составной материал из PE, PP или EVA.
Известный из уровня техники приемный мешок, привариваемый или приклеиваемый по краям, содержит переднюю стенку, направленную от пользователя (на дистальной стороне мешка), и заднюю стенку, направленную к пользователю (на проксимальной стороне мешка). Аналогично во время эксплуатации приемный мешок в соответствии с настоящим изобретением содержит проксимальную обращенную к пользователю сторону и дистальную обращенную от пользователя сторону. Входное отверстие для продуктов жизнедеятельности выполнено в приемном мешке на проксимальной стороне и расположено в верхней части приемного мешка, так что, когда пользователь встает, входное отверстие для продуктов жизнедеятельности будет находиться над средней линией приемного мешка. Благодаря этому под входным отверстием для продуктов жизнедеятельности остается больший приемный объем. Таким образом, верхняя часть приемного мешка определяется как часть, ближайшая к входному отверстию для продуктов жизнедеятельности, а нижняя часть определяется как противоположная часть. Направление длины приемного мешка определяется как направление от верхней части к нижней части стомного приемного мешка.
Когда приемный мешок образует часть стомного приспособления, в приемном мешке может быть выполнено входное отверстие для продуктов жизнедеятельности и приспособление будет оснащено крепежным элементом для соединения приемного мешка либо непосредственно к пользователю, либо к пластине.
В ходе процесса экструзионно-выдувного формования входное отверстие для продуктов жизнедеятельности может быть выполнено посредством выполнения в ходе процесса формования в приемном мешке соединительного фланца с последующим отрезанием этого фланца.
В ходе процесса выдувного формования под давлением преформа может заранее содержать входное отверстие для продуктов жизнедеятельности.
Крепежный элемент для приемного мешка может иметь форму пластины, непосредственно прикрепляемой к приемному мешку и выполненную с возможностью непосредственного приклеивания к брюшной поверхности пользователя и к области вокруг стомы. Таким образом получают так называемое цельное стомное приспособление. Крепежный элемент также может иметь форму соединительного средства, выполненного с возможностью разъемного соединения с сопрягаемым соединительным средством, расположенным на пластине, которая, в свою очередь, может быть приклеена к брюшной поверхности пользователя. Таким образом получают так называемое двухкомпонентное стомное приспособление.
Приемный мешок в соответствии с первым, вторым и/или третьим аспектом настоящего изобретения может быть изготовлен в виде действительно трехмерного приемного мешка, так что его размеры больше, чем совместная толщина передней и задней стороны стенки мешка в осевом направлении. Другими словами, площадь поверхности приемного мешка будет больше, чем площадь поперечного сечения. Размер традиционного приемного мешка в пустом состоянии соответствует только сумме толщин передней стенки и задней стенки в осевом направлении, более того, площадь поверхности традиционного приемного мешка соответствует площади поперечного сечения.
Трехмерный приемный мешок может предоставлять больший приемный объем в нижней части приемного мешка, к низу мешка.
Приемный мешок в соответствии с настоящим изобретением может иметь закругленную форму типа баллона. Однако приемный мешок также может иметь более удлиненную форму, то есть изогнутую или округленную к низу.
Согласно варианту осуществления настоящего изобретения толщина стенки приемного мешка составляет от 50 мкм до 200 мкм или от 50 мкм до 100 мкм. Толщина стенки может составлять приблизительно 75 мкм. Такая толщина обеспечивает правильное соотношение барьерных свойств и гибкости, необходимой для приемного мешка, применяемого в стомном приспособлении.
Согласно варианту осуществления настоящего изобретения приемный мешок является мягким и гибким.
Под мягким и гибким подразумевается, что приемный мешок обладает меньшей жесткостью по сравнению с другими типами приемных мешков, которые не подходят для применения в стомном приспособлении.
Например, приемные мешки для применения в стомном приспособлении могут характеризоваться модулем продольной упругости от 50 Н/мм2 до 500 Н/мм2. Модуль продольной упругости может быть измерен в соответствии с указаниями, приведенными в документе DIN 53457. Таким образом, согласно варианту осуществления настоящего изобретения стенка приемного мешка характеризуется модулем продольной упругости от 50 Н/мм2 до 500 Н/мм2. В связанном варианте осуществления стенка приемного мешка характеризуется модулем продольной упругости от 100 Н/мм2 до 150 Н/мм2. Стенка приемного мешка может характеризоваться модулем продольной упругости приблизительно 120 Н/мм2.
Гибкость готового приемного мешка зависит от модуля продольной упругости и толщины стенки. Таким образом, например, модуль продольной упругости стенки приемного мешка составляет от 100 Н/мм2 до 150 Н/мм2, например приблизительно 120 Н/мм2, а толщина стенки составляет от 50 мкм до 100 мкм, например приблизительно 75 мкм. Таким образом обеспечивается мягкий и гибкий приемный мешок для применения в стомном приспособлении.
Согласно варианту осуществления приемный мешок выполнен с возможностью обеспечения лучшей посадки на теле пользователя.
Например, приемный мешок может характеризоваться кривизной в направлении длины, так что, когда мешок надет, нижняя часть располагается ближе к телу. Преимущество такого решения становится очевидным, если стома располагается в верхней точке живота пользователя, например если у пользователя округлый живот.
Одним способом такого выполнения является предоставление разной жесткости стенки приемного мешка, так чтобы передняя сторона стенки мешка (направленная от пользователя) была более жесткой, чем задняя сторона стенки мешка (направленная к пользователю). Под более жесткой подразумевается, что модуль продольной упругости передней стороны стенки по меньшей мере на 10% выше, чем у задней стороны стенки мешка. В результате этого задняя сторона стенки мешка будет проще растягиваться при наполнении мешка, следовательно, выходящие из стомы продукты будут удерживаться в объеме мешка ближе к пользователю.
Согласно другому варианту осуществления приемный мешок характеризуется кривизной в направлении длины, так что нижняя часть располагается дальше от тела, когда мешок надет. Такая конструкция обеспечивает преимущества, если пользователь имеет более плоский живот или если стома находится во впалой части живота пользователя. В этом случае не нужно, чтобы пользователь носил вышедшие продукты (или мешок) на поверхности тела. Такой вариант осуществления может быть достигнут за счет выполнения приемного мешка, в котором задняя сторона мешка более жесткая, чем передняя сторона мешка.
Различие жесткости стенки приемного мешка может быть достигнуто за счет выполнения сетчатой структуры или ребристой структуры на поверхности формы для выдувного формования. Жесткость стенки приемного мешка можно регулировать за счет плотности расположения сетчатой/ребристой структуры, то есть более плотно расположенная сетка/ребра будут обеспечивать более жесткую структуру готовой стенки. Другой способ выполнения разной жесткости стенки стомного мешка предусматривает изменение толщины стенки приемного мешка.
В рамках процесса выдувного формования под давлением это может быть достигнуто посредством выполнения разной толщины преформы, так чтобы толщина одной части преформы была больше толщины другой части. Например, часть, которая станет передней стороной приемного мешка, может иметь большую толщину, чем часть, которая станет задней стороной приемного мешка, или наоборот. Более того, разность жесткости может быть достигнута посредством процесса двухкомпонентного формования в преформе, так что одна часть преформы выполнена из одного типа материала, а другая часть выполнена из материала более жесткого типа.
В рамках процесса экструзионно-выдувного формования это может быть достигнуто посредством выполнения разной толщины трубки, так чтобы толщина одной части трубки была больше другой части. Например, часть, которая станет передней стороной приемного мешка, может иметь большую толщину, чем часть, которая станет задней стороной приемного мешка, или наоборот.
Согласно варианту осуществления приемный мешок оснащен ребристой структурой, полученной выдувным формованием мешка в форме, оснащенной ребрами, тем самым получая мешок, способный растягиваться по мере наполнения.
При использовании выдувного формования под давлением преформа может быть оснащена ребрами.
Согласно варианту осуществления ребра могут быть выполнены в виде чередующихся ребер и канавок, проходящих поперечно в приемном мешке. Таким образом будет получен мешок, способный расширяться в направлении длины. Согласно другому варианту осуществления ребра могут быть выполнены в виде чередующихся ребер и канавок, проходящих продольно в приемном мешке. Таким образом будет получен мешок, способный расширяться в направлении ширины. Как правило, выполняют 15-25 ребер. Глубина ребра может составлять от 0,3 мм до 0,7 мм, например, приблизительно 0,5 мм.
Согласно варианту осуществления настоящего изобретения по меньшей мере часть приемного мешка выполнена с гибкими зонами. За счет выполнения в приемном мешке гибких зон получают более гибкий приемный мешок с улучшенными характеристиками адаптации к телу. Гибкие зоны могут быть получены благодаря форме для выдувного формования, характеризующейся кривизной на внутренней поверхности формы. Три или четыре гибкие зоны, проходящие на мешке, являются предпочтительными. Глубина гибких зон может составлять от 1 мм до 2 мм.
Согласно варианту осуществления длина преформы составляет приблизительно 3-4 см, а толщина – приблизительно 1 мм. Длина определяется как расстояние от крепежного элемента до наиболее удаленного от крепежного элемента конца. Преформу такого размера можно раздуть до готового приемного мешка толщиной приблизительно 50-200 мкм, например 75 мкм, и размер которой походит для приема выходящих из стомы продуктов, например 180 мм × 140 мм.
Согласно варианту осуществления длина преформы составляет приблизительно 1 см, а толщина – 1,5 мм. Такую преформу также можно раздуть в процессе выдувного формования для получения готового приемного мешка, например, 180 мм × 140 мм. Согласно другому варианту осуществления длина преформы составляет приблизительно 15 см, а толщина – приблизительно 0,5 мм. Такую преформу также можно раздуть в процессе выдувного формования для получения готового приемного мешка стандартного размера для применения в стомном приспособлении, например, 180 мм × 140 мм.
Согласно варианту осуществления преформа может быть меньше, например длиной приблизительно 1 см и толщиной приблизительно 1 мм. В результате получают небольшой готовый приемный мешок для применения в стомном приспособлении, в целом круглой формы с диаметром приблизительно 100 мм.
Согласно варианту осуществления толщина одной части преформы составляет приблизительно 0,75 мм, а толщина другой части преформы составляет приблизительно 1,25 мм. Таким образом будет получен приемный мешок, одна часть которого будет более жесткой, чем другая. Преформа также может быть выполнена с несколькими частями толщиной, например, приблизительно 0,75 мм и с несколькими другими частями толщиной, например, приблизительно 1,25 мм. За счет этого некоторые части приемного мешка способны больше растягиваться, чем остальные, т.е. приемный мешок может характеризоваться большей эластичностью в некоторых частях по сравнению с другим частями.
Согласно варианту осуществления преформа содержит два разных типа материала. Например, один тип материала может быть более жестким, чем другой тип материала. Разные типы материала в преформе позволяют получить готовый приемный мешок с разными свойствами материала, например разной гибкостью и эластичностью. Например, можно использовать два разных типа PE, причем один характеризуется модулем продольной упругости 140 Н/мм2 для передней стороны стенки, а другой тип PE характеризуется модулем продольной упругости 100 Н/мм2 для задней стороны стенки.
Трубка (или заготовка), используемая в экструзионно-выдувном формовании, может иметь толщину, равную приблизительно 1 мм, наружный диаметр, равный приблизительно 30 мм. Трубку такого размера можно раздуть до готового приемного мешка, толщина которого составляет приблизительно 50-200 мкм, например 100 мкм, и (в зависимости от размера полости в форме) размер которого подходит для приема выходящих из стомы продуктов, например 180 мм × 140 мм. Такая толщина готового приемного мешка гарантирует надлежащую функциональность приемного мешка при эксплуатации, который в целом является мягким и гибким и поэтому подходит для применения в стомном приспособлении.
Части, которые должны быть очень точными в приемном мешке, могут быть выполнены формованием под давлением. Сюда входит, например, крепежный элемент. Крепежный элемент, то есть адгезивная основная пластина в случае цельного стомного приспособления или соединительный элемент в случае двухкомпонентного стомного приспособления, может быть выполнен формованием со вставкой как в ходе процесса формования под давлением, в случае если преформа получена формованием под давлением, так и непосредственно в процессе выдувного формования. Формование со вставкой осуществляют посредством вставки готовой детали в форму, а затем формования преформы под давлением или выдувного формования приемного мешка в готовой детали.
Например, в процессе выдувного формования крепежный элемент может быть расположен в форме рядом с отверстием, ведущим в приемный мешок. Полость формы может содержать боковую секцию для предоставления пространства под крепежный элемент и для направления материала на основе фольги в боковую секцию. Соединение между крепежным элементом и приемным мешком будет происходить в результате сплавления центральной внутренней части крепежного элемента и сформованного материала на основе фольги, который впоследствии будет образовывать приемный мешок.
В ходе формования под давлением соединение будет происходить в результате сплавления верхней части крепежного элемента с фланцем преформы, таким образом когда преформу можно будет поместить в форму для выдувного формования, она уже будет содержать крепежный элемент.
В обоих процессах исключен процесс сваривания крепежного элемента с приемным мешком.
Если предполагается выполнение в приемном мешке фильтра, фильтр может быть получен формованием со вставкой в преформу.
Согласно варианту осуществления на форму для выдувного формования перед выдувным формованием приемного мешка может быть нанесен слой покрытия. В этом случае слой покрытия, например в виде так называемого слоя повышения комфорта, изготовленного из нетканого или текстильного материала, уже прикреплен к приемному мешку на входе в процессе выдувного формования.
ПРИМЕРЫ
Пример экструзионно-выдувного формования
Подходящий материал, например смесь PE и EVA, экструдируют через экструдер при 130°C. Экструдированную смесь PE и EVA формируют в виде трубки через кольцевую головку, и трубка входит в двусоставную выдувную форму. Трубка может иметь толщину 1 мм, но ее толщина может составлять 0,1 мм, и иметь толщину 4 мм. Согласно этому примеру мешок также называется двухкомпонентным стомным приспособлением. Соединительный элемент в данном случае представляет собой часть мешка, при этом размеры и конструкция соединительного элемента неотъемлемы от формы.
Когда трубка находится в форме, ее раздувают до требуемой формы. В зависимости от конструкции формы трубка будет раздута с образованием мешка с предпочтительной толщиной от 0,1 до 0,4 мм. Толщина готового мешка, однако, может составлять 0,01 мм и 1,5 мм в зависимости от выбора экструдируемого полимера и конструкции мешка. Также процесс в комбинации с конструкцией формы и распределением температуры в форме позволит получить мешки с переменной толщиной материала.
Время выдува зависит от толщины и сырьевых материалов, но при температуре материала 130°C и благодаря пневматическому клапану, который создает давление 6 бар, мешок можно выдуть с получением готовой формы менее чем за 1 секунду. Высокая температура позволяет сократить время, а этап выдувания в процессе может быть осуществлен менее чем за 0,1 секунды, если условия правильны. Также представляется возможным значительно увеличить время выдува, например 10 секунд, если это необходимо.
В результате получают бесшовный приемный мешок для применения в стомном приспособлении с меньшим уровнем отходов по сравнению с традиционным способом выполнения стомных приемных мешков.
Пример выдувного формования под давлением
Сначала получают преформу формованием под давлением. Это может быть получено посредством стандартного процесса формования под давлением. Преформа может быть выполнена, например, из смеси PE и EVA или PE, EVA и PVdC или других подходящих термопластичных полимеров. Длина преформы может составлять 3 см, диаметр – 2 см, а толщина – 1 мм. Размеры преформы зависят от материалов и конструкции готового мешка. Открытый конец преформы может быть выполнен с размерами соединительного элемента для двухкомпонентной стомной системы. Процесс формования под давлением позволяет достигнуть точности размеров, поскольку элементы с жесткими допусками могут быть преимущественно окончательно получены в выполненной формованием под давлением преформе перед процессом выдувания.
После того как преформа была получена формованием под давлением, ее помещают в форму для выдувного формования, нагревают и выдувают с получением требуемой формы и конструкции. Смесь EVA/PE может быть нагрета до 130°C, а затем выдута. Время выдува может составлять приблизительно 1 с, но также может составлять 0,1 с и даже 10 с, если это необходимо. Толщина готового мешка будет предпочтительно составлять приблизительно 0,1 мм, но также может составлять от 0,01 мм вплоть до 1,5 мм
Подробное описание графических материалов
На фиг. 1 показан известный из уровня техники приемный мешок 100, а на фиг. 2 показан приемный мешок 1 в соответствии с настоящим изобретением. Приемный мешок 1 изготовлен посредством формования под давлением преформы (см. фиг. 5) с последующим выдувным формованием с получением готового стомного мешка (см. фиг. 6).
Известный из уровня техники приемный мешок 100, как показано на фиг. 1, имеет верхнюю часть 101 и нижнюю часть 102 и состоит из передней стенки 103 и задней стенки 104 из пленочного материала, которые затем спаяны (как правило, сварены) по периферии, как указано позицией 105. Известный из уровня техники приемный мешок также оснащен отверстием 106 для размещения стомы. Таким образом, известный из уровня техники приемный мешок перед эксплуатацией является двухмерным (плоским).
На фиг. 2 показан приемный мешок в соответствии с настоящим изобретением 1. Этот мешок также имеет верхнюю часть 2 и нижнюю часть 3 и отверстие 4 для размещения стомы. Однако этот мешок не содержит спаянные швы, например сварные швы, по периферии и поэтому может быть выполнен в виде трехмерной структуры, как показано на фиг. 2. Другими словами, мешок выполнен из цельной пленки 5, которая может образовывать переднюю сторону 6 и заднюю сторону 7. Таким образом, когда мешок будет наполняться, он уже будет иметь трехмерную структуру, а склонность листов прилегать друг к другу будет уменьшена. Более того, проблемы, связанные с твердым и негибким паянным швом, исключаются.
Фланец 8, показанный на фиг. 2, может применяться для прикрепления к крепежному элементу, например, посредством сваривания или альтернативно формованием со вставкой крепежного элемента непосредственно в мешок.
На фиг. 3 также показан приемный мешок 1 в соответствии с настоящим изобретением. Одинаковыми ссылочными позициями обозначены одинаковые элементы. Этот мешок аналогичен мешку согласно фиг. 2, за исключением того, что мешок согласно фиг. 3 получен экструзионно-выдувным формованием посредством экстузионного формования бесконечной трубки (см. фиг. 7) с последующим выдувным формованием готового приемного мешка (см. фиг. 8).
Приемный мешок 1 на фиг. 3 содержит соединительный фланец 8’. Этот соединительный фланец 8’ можно обрезать для образования входного отверстия для продуктов жизнедеятельности в мешке. Также представляется возможным впоследствии прикрепить крепежный элемент к приемному мешку, например, сваркой или приклеиванием. Альтернативный крепежный элемент может быть прикреплен непосредственно к приемному мешку посредством формования со вставкой, см. фиг. 16.
На фиг. 4 показан вид в перспективе цельного стомного приспособления, содержащего приемный мешок 1, аналогичный показанному на фиг. 2 или фиг. 3. Стомное приспособление содержит пластину 9 для приклеивания приемного мешка к пользователю. Приемный мешок 1 имеет закругленную форму, как показано на фигуре.
На фиг. 5 показана форма 10, которую можно использовать для формирования преформы 11 посредством формования под давлением. Затем преформу 11 можно использовать для формирования стомного приемного мешка.
Размеры преформы могут соответствовать трубчатому элементу, наружный диаметр которого составляет приблизительно 12 мм, внутренний диаметр составляет 10 мм, а длина - 30 мм, причем длина обозначена на фиг. 5 как d. Таким образом получают трубчатый элемент приблизительно 1 мм в поперечном сечении, толщина которого после выдувного формования будет составлять приблизительно 100 мкм. Готовый стомный приемный мешок будет иметь размер, соответствующий приблизительно MIDI мешку с размерами 180 мм × 140 мм.
На фиг. 6 показана форма 20, которую можно использовать для формирования готового приемного мешка 21. Преформу 11, полученную формованием под давлением, вставляют в форму 20, а затем раздувают для получения готового приемного мешка 21.
На фиг. 7 показана основная схема деталей машины для выдувного формования, которая может быть использована в изобретении. Машина содержит форму 30 с внутренней полостью 31. На схеме форма состоит из двух полуформ 30a и 30b. Материал подают в машину экструдером 32, который подает расплавленный материал в трубку или заготовку 12. Машина также содержит иглу 33 для выдува, которая выдувает материал, приводя его в соприкосновение с внутренней поверхностью полости 31. Более того, машина на схеме содержит плунжер или стержень 34, который обеспечивает регулируемую толщину боковой стенки трубки 12.
На фиг. 8 показан приемный мешок 1 в соответствии с настоящим изобретением в закрытой форме 30. Разделение между полуформами 30a и 30b показано на фигуре. Более того, в форме боковая секция 31a внутренней полости образует соединительный фланец 8' для приемного мешка, что позволяет выполнить в готовом мешке входное отверстие для продуктов жизнедеятельности.
На фиг. 9 показано, как бесконечную экструдированную трубку 12 вставляют в открытую форму 30. Трубка может иметь наружный диаметр, приблизительно равный 30 мм, и может иметь толщину, приблизительно равную 1 мм в поперечном сечении. После выдувного формования длины трубки ее толщина будет составлять приблизительно 100 мкм. Готовый приемный мешок будет иметь размер, соответствующий приблизительно MIDI мешку с размерами 180 мм × 140 мм.
На фиг. 10 показано формование готового приемного мешка 1. Длину трубки формуют выдувом внутри формы 30 для получения готового приемного мешка 1. На фиг. 10 также показано, как следующую часть трубки 12 готовят к вставке в форму 30 для получения следующего готового приемного мешка.
На фиг. 11 и 12 показаны два варианта осуществления 40, 50 стомных мешков в соответствии с настоящим изобретением. В стомном мешке 40, показанном на фиг. 11, передняя сторона 46 стомного мешка более жесткая, чем задняя сторона 47 мешка, так что выходящие продукты будут удерживаться на задней стороне 47 мешка. В результате этого выходящие продукты будут удерживаться ближе к телу, а стомный мешок не будет выпирать спереди пользователя. В стомном мешке 50, показанном на фиг. 12, передняя сторона 56 стомного мешка менее жесткая, чем задняя сторона 57 мешка, так что выходящие продукты будут удерживаться на передней стороне 56 мешка. В результате этого в наполненном состоянии мешок не будет тесно контактировать с телом.
На фиг. 13A и 13B показан стомный мешок 40, как показано на фиг. 11, если смотреть спереди (фиг. 13A) и сзади (фиг. 13B) соответственно. Передняя сторона 46 мешка более жесткая, чем задняя сторона 47. Разница жесткостей в этом случае получена за счет сетчатой структуры с более плотной структурой 49 на передней стороне и более открытой структурой 49' на задней стороне.
На фиг. 14A и 14B показано, как ребристое поперечное сечение 60 стомного мешка можно использовать для получения расширяющегося мешка. На фиг. 14A поперечное сечение 60 показано в нерастянутой конфигурации, а на фиг. 14B то же поперечное сечение показано в растянутом виде.
На фиг. 15A и 15B показан приемный мешок 70, полученный экструзионно-выдувным формованием, с гибкими зонами 71. Гибкие зоны 71 могут быть получены за счет придания форме 30' (фиг. 15A) кривизны 35, соответствующей гибким зонам 71 на готовом мешке.
На фиг. 16 показано, как крепежные элементы 80 могут быть выполнены формованием со вставкой в приемном мешке в ходе процесса выдувного формования. Подача в форму 30 осуществляется трубкой 12, как было описано выше. Для получения общего контура приемного мешка, форма содержит две полуформы 30a и 30b, создающие полость 31 приемного мешка. В форме 30 выполняют боковую полость 31a для создания соединительного фланца, который в этом случае можно использовать для прикрепления крепежного элемента 80 сплавлением расплавленного материала на основе фольги и крепежного элемента. Крепежные элементы вставляют в форму между полуформой 30b и дополнительной частью 30c формы, так что крепежные элементы 80 удерживаются на месте в ходе процесса формования.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТОМНОЕ ПРИСПОСОБЛЕНИЕ С МЕШКОМ | 2009 |
|
RU2519961C2 |
| СТОМНОЕ ПРИСПОСОБЛЕНИЕ С ФОРМУЕМЫМ АДГЕЗИВОМ | 2009 |
|
RU2525209C2 |
| ФИЛЬТР С РАСШИРИТЕЛЬНЫМ ЭЛЕМЕНТОМ | 2011 |
|
RU2565102C2 |
| КРЕПЛЕНИЕ К КОЖЕ МЕШКОВ ДЛЯ СБОРА ВЫДЕЛЕНИЙ ЧЕЛОВЕЧЕСКОГО ОРГАНИЗМА | 2013 |
|
RU2648835C2 |
| АДАПТИВНАЯ БАЗОВАЯ ПЛАСТИНА СТОМНОГО ПРИСПОСОБЛЕНИЯ | 2013 |
|
RU2642729C2 |
| СИСТЕМЫ И КОМПЛЕКТЫ ДЛЯ ПРИСПОСОБЛЕНИЙ ДЛЯ УХОДА ЗА СТОМОЙ | 2014 |
|
RU2692954C2 |
| СТОМНЫЙ МЕШОК | 2009 |
|
RU2506934C2 |
| СТОМНЫЙ МЕШОК С ВНЕШНЕЙ ВРАЩАЮЩЕЙСЯ АДГЕЗИВНОЙ ПЛАСТИНОЙ | 2011 |
|
RU2579625C2 |
| СТОМНЫЙ МЕШОК С СИСТЕМОЙ ФИЛЬТРАЦИИ | 2011 |
|
RU2593717C2 |
| СТОМНОЕ УСТРОЙСТВО С ИНДИКАТОРОМ УТЕЧКИ | 2010 |
|
RU2527352C2 |


Группа изобретений относится к устройству для применения в стомном приспособлении, стомному приспособлению, цельному стомному приспособлению и к двухкомпонентному стомному приспособлению. Устройство представляет собой приемный мешок. Приемный мешок выполнен из цельного куска материала на основе фольги, образующего сплошную стенку приемного мешка без спаянных краев. Передняя сторона стенки направлена от пользователя, а задняя сторона стенки направлена к пользователю. Переход между передней стороной стенки и задней стороной стенки осуществлен таким образом, что поперечное сечение в разрезе образует плавную кривую линию приемного мешка. Изобретение обеспечивает более гибкий приемный мешок с большим внутренним объемом. 4 н. и 10 з.п. ф-лы, 19 ил.
1. Устройство для применения в стомном приспособлении, причем устройство представляет собой приемный мешок (1), причем приемный мешок (1) выполнен из цельного куска материала на основе фольги (5), образующего сплошную стенку приемного мешка без спаянных краев, причем передняя сторона (6) стенки направлена от пользователя, а задняя сторона (7) стенки направлена к пользователю, причем переход между передней стороной стенки и задней стороной стенки осуществлен таким образом, что поперечное сечение в разрезе образует плавную кривую линию приемного мешка.
2. Устройство по п.1, в котором приемный мешок (1) получен выдувным формованием под давлением.
3. Устройство по п.1, в котором приемный мешок (1) получен экструзионно-выдувным формованием.
4. Устройство по п.1, отличающееся тем, что приемный мешок оснащен входным отверстием для продуктов жизнедеятельности.
5. Устройство по п.1, отличающееся тем, что толщина стенки приемного мешка (1) составляет от 50 мкм до 200 мкм.
6. Устройство по п.1, содержащее стенку приемного мешка (1) с разными жесткостями.
7. Устройство по п.1, отличающийся тем, что приемный мешок (1) оснащен ребристой структурой.
8. Устройство по п.7, в котором приемный мешок (1) расширяется при наполнении.
9. Устройство по п.7 или 8, в котором ребристая структура выполнена в виде чередующихся ребер и канавок, проходящих поперечно на приемном мешке (1).
10. Устройство по п.7 или 8, в котором ребристая структура выполнена в виде чередующихся ребер и канавок, проходящих продольно на приемном мешке (1).
11. Устройство по п.1, отличающееся тем, что по меньшей мере часть приемного мешка (1) оснащена гибкими зонами.
12. Стомное приспособление, содержащее устройство по любому из предыдущих пунктов и пластину, прикрепляемую к пользователю.
13. Цельное стомное приспособление, содержащее устройство по любому из пп.1-11 и крепежный элемент в форме пластины, непосредственно прикрепленной к приемному мешку и предназначенной для непосредственного приклеивания к брюшной поверхности пользователя.
14. Двухкомпонентное стомное приспособление, содержащее устройство по любому из пп.1-11 и крепежный элемент в форме соединительного средства, предназначенного для разъемного соединения с сопрягаемым соединительным средством, расположенным на пластине, которая, в свою очередь, может быть приклеена к брюшной поверхности пользователя.
| US 2005258574 A1, 24.11.2005 | |||
| US 4648875 A, 10.03.1987 | |||
| US 5501677 A, 26.03.1996 | |||
| ПРИЕМНИК ДЛЯ СБОРА ВЫДЕЛЕНИЙ ИЗ СТОМЫ | 2002 |
|
RU2220685C1 |
| КАЛОПРИЕМНИК | 1988 |
|
SU1522475A1 |

