Область техники
Настоящее изобретение относится к высеченной штампованием крышке, контейнеру с такой высеченной штампованием крышкой и способу изготовления высеченной штампованием крышки.
Уровень техники
Известны контейнеры с крышками, такие как капсулы или контейнеры для напитков, стаканчики для йогуртов, чашки для пудингов, чашки для напитков, контейнеры для жевательной резинки или леденцов и лотки для пищевых продуктов, состоящие из контейнера, имеющего корпус с открытой горловиной, и крышки, которая закрывает корпус, укупоривая открытую горловину контейнера. Также известны крышки, изготавливаемые путем высекания заготовки соответствующей формы из гибкого листового материала, который может состоять из одного материала или представлять собой композиционный листовой материал, содержащий два или более слоев. Крышка может быть высечена штампованием из листового материала. Известно, что такие крышки имеют функциональную область, содержащую данные для считывания. Например, на крышках может быть напечатан штриховой код для машинного считывания, например, на кассовом терминале.
На типичной упаковочной линии крышки, ранее высеченные из листового материала, могут быть уложены штабель в накопителе крышек, готовых для укупоривания контейнеров после их наполнения желаемым содержимым. Каждая крышка может извлекаться из штабеля и вводиться в контакт с контейнером с помощью соответствующего устройства, например, вакуумной присоски, которая захватывает головную крышку из штабеля, извлекает ее из накопителя и переносит в местоположение контейнера, который требуется укупорить. После укупоривания контейнеры с крышками могут поступать на участок дальнейшего упаковывания и отгружаться для последующего использования.
Компоновка и/или хранение таких высеченных штампованием крышек может быть осложнено тем, что функциональная область не остается достаточно гладкой для точного и систематического считывания с нее данных. В частности, это может происходить, когда данные считывают с помощью бесконтактного датчика, например, сканера штриховых кодов, поскольку между функциональной областью и бесконтактным датчиком отсутствует физический контакт, который мог бы способствовать сглаживанию функциональной области. Было также обнаружено, что это происходит, в особенности, когда крышки изготовлены из композиционного листового материала, поскольку различающиеся материалы в различных слоях композиционного листового материала могут вызывать скручивание относительно тонкой крышки и функциональной области, например, из-за различия в коэффициентах теплового расширения материалов.
Из-за отсутствия гладкости у функциональной области может происходить до неприемлемой степени ошибочное распознавание данных при их машинном считывании и может затрудняться их распознавание, когда их считывает человек.
Сущность изобретения
Согласно первой особенности настоящего изобретения предложена высеченная штампованием крышка для укупоривания контейнера, изготовленная из гибкого композиционного листового материала;
имеющая функциональную область, содержащую считываемые человеком и/или машиночитаемые данные;
содержащая одно или несколько придающих жесткость углублений для облегчения сглаживания функциональной области при нахождении крышки в состоянии покоя;
при этом одно или несколько придающих жесткость углублений выбраны из группы, включающей:
i) одно или несколько окружающих углублений, граничащих с функциональной областью; и/или
ii) планарное углубление, охватывающее функциональную область.
Снабжение крышки одним или несколькими придающими жесткость углублениями, окружающими функциональную область и граничащими с ней и/или являющимися планарными углублениями, охватывающими функциональную область, выгодно помогает придавать жесткость крышке по меньшей мере в районе функциональной области и сохранять гладкость функциональной области путем уменьшения скручивания крышки. За счет предпочтительного ограничения одного или нескольких придающих жесткость углублений лишь функциональной областью и/или областью, граничащей с функциональной областью, функция остальной крышки остается незатронутой. Например, не изменяется технология укупоривания корпуса контейнера крышкой.
Крышка может иметь несколько функциональных областей. Например, крышка может иметь панель для штрихового кода и панель для даты изготовления; крышка может иметь панель для штрихового кода и панель для даты истечения срока годности; или крышка может иметь первую панель для штрихового кода и вторую панель для штрихового кода. В некоторых примерах крышка может иметь, первую, вторую и третью панели для штрихового кода.
Данные могут быть представлены в функциональной области любым удобным способом. Например, обычно данные могут быть напечатаны на поверхности композиционного листового материала. В качестве альтернативы, данные могут быть представлены в функциональной области путем травления, лазерной маркировки и т.д.
Функциональная область может содержать одно или несколько из следующего: штриховой код, дату изготовления или дату истечения срока годности.
Одно или несколько придающих жесткость углублений может представлять собой непрерывное окружающее углубление, которое полностью окружает функциональную область. В качестве альтернативы, одно или несколько придающих жесткость углублений может представлять собой одно или несколько прерывающихся окружающих углублений, которые частично или полностью окружают функциональную функциональная область.
В одном из примеров одно или несколько придающих жесткость углублений представляют собой множество окружающих углублений, при этом по меньшей мере первое окружающее углубление граничит с функциональной областью, а второе окружающее углубление расположено концентрически относительно первого окружающего углубления.
Планарное углубление может представлять собой плоский, планарный участок с углубленным рельефом относительно остальной крышки вне функциональной области. Планарный участок предпочтительно приподнят относительно остальной крышки.
Функциональная область может составлять менее 70%, предпочтительно менее 50%, более предпочтительно менее 30%, более предпочтительно менее 20% крышки.
Крышка может иметь номинальный размер, которым является наибольший размер крышки, при этом высота одного или несколько придающих жесткость углублений, измеренная перпендикулярно плоскости крышки, может достигать 3% номинального размера.
Крышка может иметь размер от 30 мм и более.
В одном из примеров одно или несколько придающих жесткость углублений имеют высоту, измеренную перпендикулярно плоскости крышки высоту, измеренную перпендикулярно плоскости крышки, от 400 до 3000 микрон, предпочтительно от 600 до 1000 микрон, более предпочтительно 700 микрон.
Гибкий композиционный листовой материал до формирования крышки может иметь толщину от 40 до 100 микрон.
Композиционному листовому материалу может быть придан рельеф толщиной до 200 микрон по меньшей мере на большей части крышки.
Одно или несколько придающих жесткость углублений предпочтительно выполнены выпуклыми относительно наружной поверхности крышки, которой является поверхность крышки, обращенная в противоположную сторону от внутреннего пространства контейнера после его укупоривания крышкой.
Одно или несколько окружающих углублений могут иметь U- или V-образное поперечное сечение.
Крышка может иметь номинальный размер, которым является наибольший размер крышки, при этом ширина одного или нескольких окружающих углублений может достигать 5% номинального размера. В одном из примеров ширина одного или нескольких окружающих углублений составляет от 400 до 5000 микрон, предпочтительно от 1500 до 2500 микрон.
Гибкий композиционный листовой материал может содержать слой алюминия и/или металлизированный слой. Гибкий композиционный листовой материал может содержать один или несколько полимерных слоев. Один или несколько полимерных слоев могут быть выбраны из группы, включающей слой полипропилена (ПП) и слой полиэтилентерефталата (ПЭТ). В одном из примеров гибкий композиционный листовой материал содержит слой полипропилен, слой алюминия и слой полиэтилентерефталата (ПЭТ).
Согласно второй особенности настоящего изобретения предложен контейнер с крышкой, имеющий корпус с открытой горловиной и крышку, которая герметично прикреплена к корпусу с целью укупоривания открытой горловины контейнера и ограничения внутреннего пространства контейнера, при этом крышкой является описанная выше высеченная штампованием крышка.
Над открытой горловиной корпуса может находиться функциональная область. За счет одного или нескольких придающих жесткость углублений можно преимущественно лучше сохранять гладкость функциональной области даже при отсутствии опоры у функциональной области, т.е. на относительном удалении от опорной части корпуса.
Контейнером может являться капсула или контейнер для напитков, стаканчик для йогуртов, чашка для пудингов, чашка для напитков, контейнер для жевательной резинки или леденцов, лоток для пищевых продуктов или другой аналогичный бытовой контейнер для пищевых/непищевых продуктов.
Согласно третьей особенности настоящего изобретения предложен способ изготовления высеченной штампованием крышки, включающий стадии:
а) использования гибкого композиционного листового материала;
б) печатания считываемых человеком и/или машиночитаемых данных на гибком композиционном листовом материале;
в) формирования одного или нескольких придающих жесткость углублений с целью обеспечения гладкости функциональной области, содержащей считываемые человеком и/или машиночитаемые данные, при этом одно или несколько придающих жесткость углублений выбраны из группы, включающей:
i) одно или несколько окружающих углублений, граничащих с функциональной областью; и/или
ii) планарное углубление, охватывающее функциональную область; и
г) высекания штампованием гибкого композиционного листового материала с целью формирования крышки.
По меньшей мере части крышки может быть дополнительно придан рельеф, предпочтительно до осуществления стадии в).
Одно или несколько придающих жесткость углублений могут быть выполнены путем штампования/прессования или прокатки.
Краткое описание чертежей
Далее лишь в качестве примера описаны варианты осуществления настоящего изобретения со ссылкой на сопровождающие чертежи, на которых:
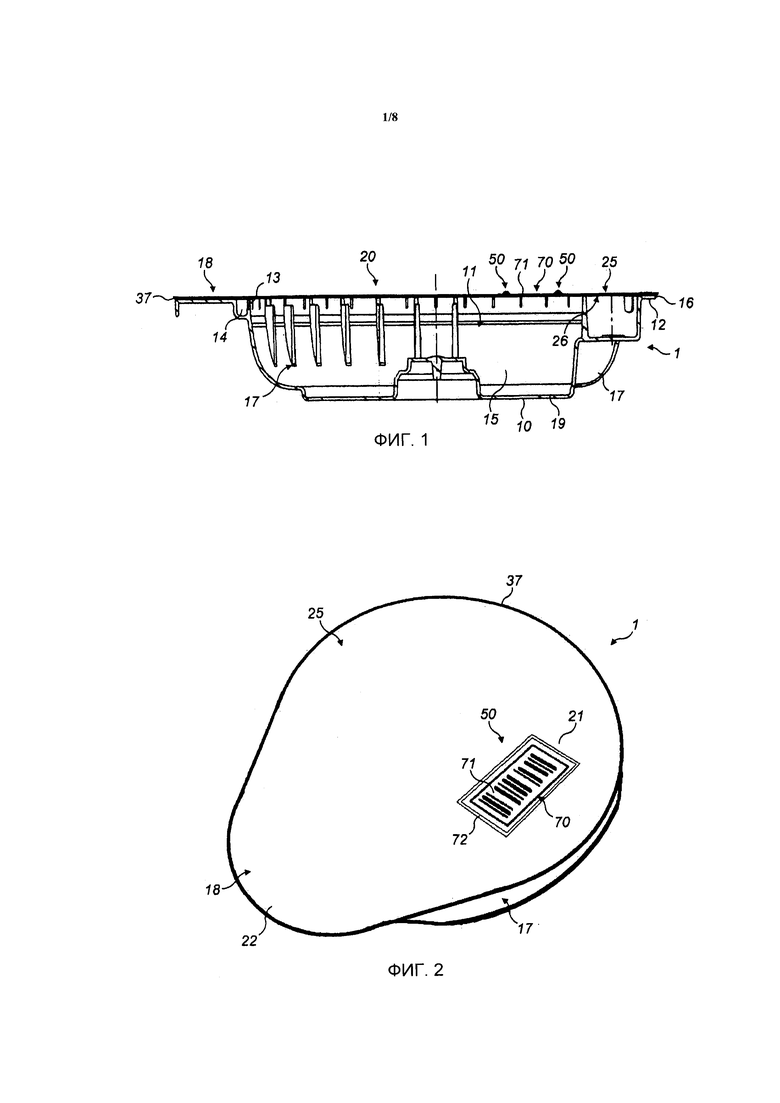
на фиг. 1 показан вид в поперечном разрезе контейнера с крышкой согласно настоящему изобретению, содержащего корпус и крышку;
на фиг. 2 показан перспективный вид контейнера с крышкой, проиллюстрированного на фиг. 1;
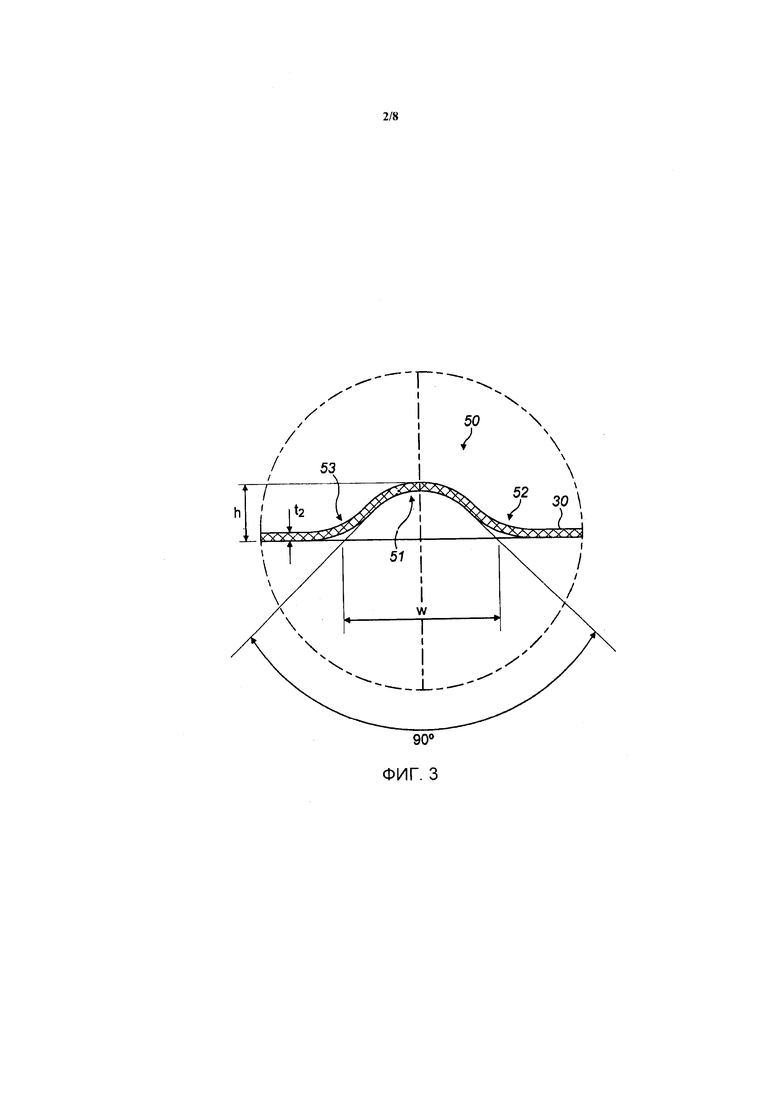
на фиг. 3 показан вид в поперечном разрезе части крышки, проиллюстрированной на фиг. 1;
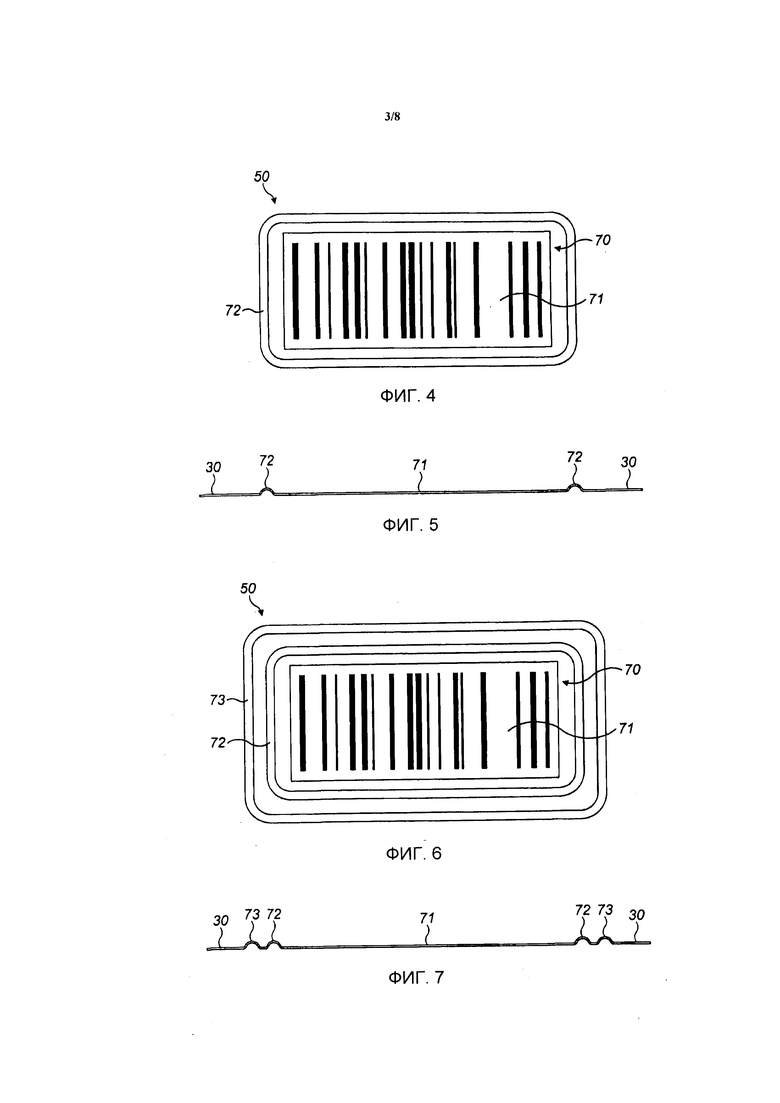
на фиг. 4 схематически показана функциональная область крышки, проиллюстрированной на фиг. 1;
на фиг. 5 схематически показана функциональная область, проиллюстрированная на фиг. 4;
на фиг. 6 схематически показана функциональная область другой крышки согласно настоящему изобретению;
на фиг. 7 схематически показана функциональная область, проиллюстрированная на фиг. 6;
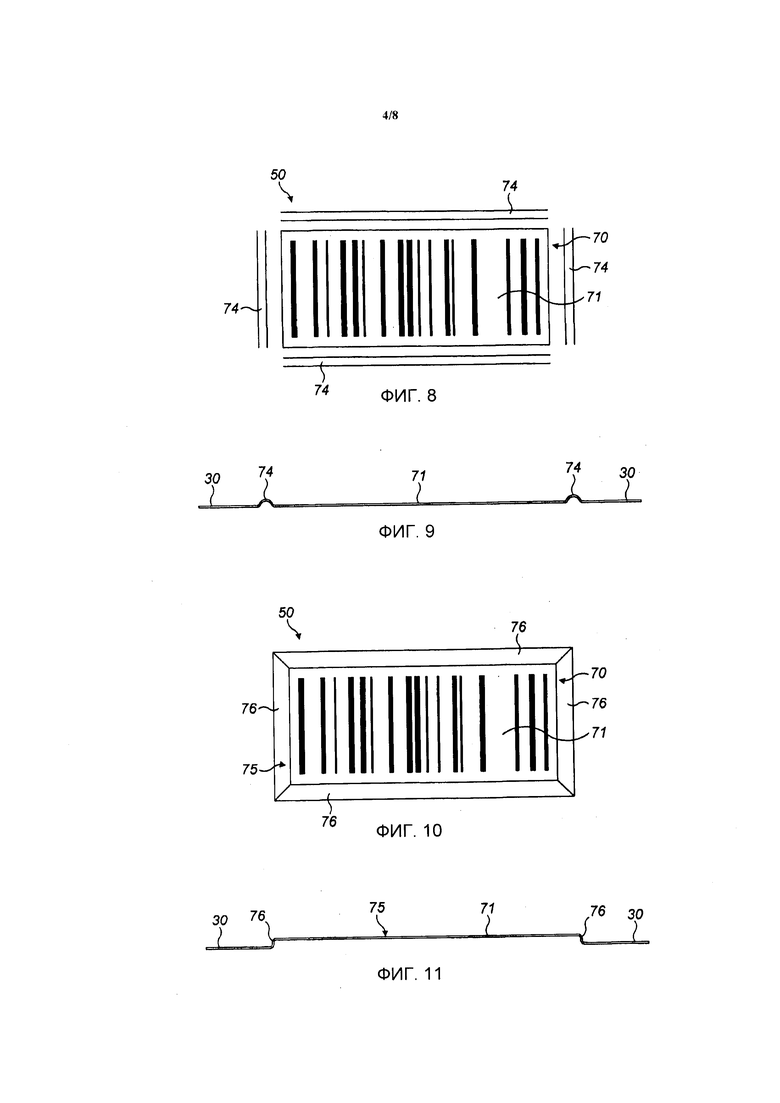
на фиг. 8 схематически показана функциональная область другой крышки согласно настоящему изобретению;
на фиг. 9 схематически показана функциональная область, проиллюстрированная на фиг. 8;
на фиг. 10 схематически показана функциональная область другой крышки согласно настоящему изобретению;
на фиг. 11 схематически показана функциональная область, проиллюстрированная на фиг. 10;
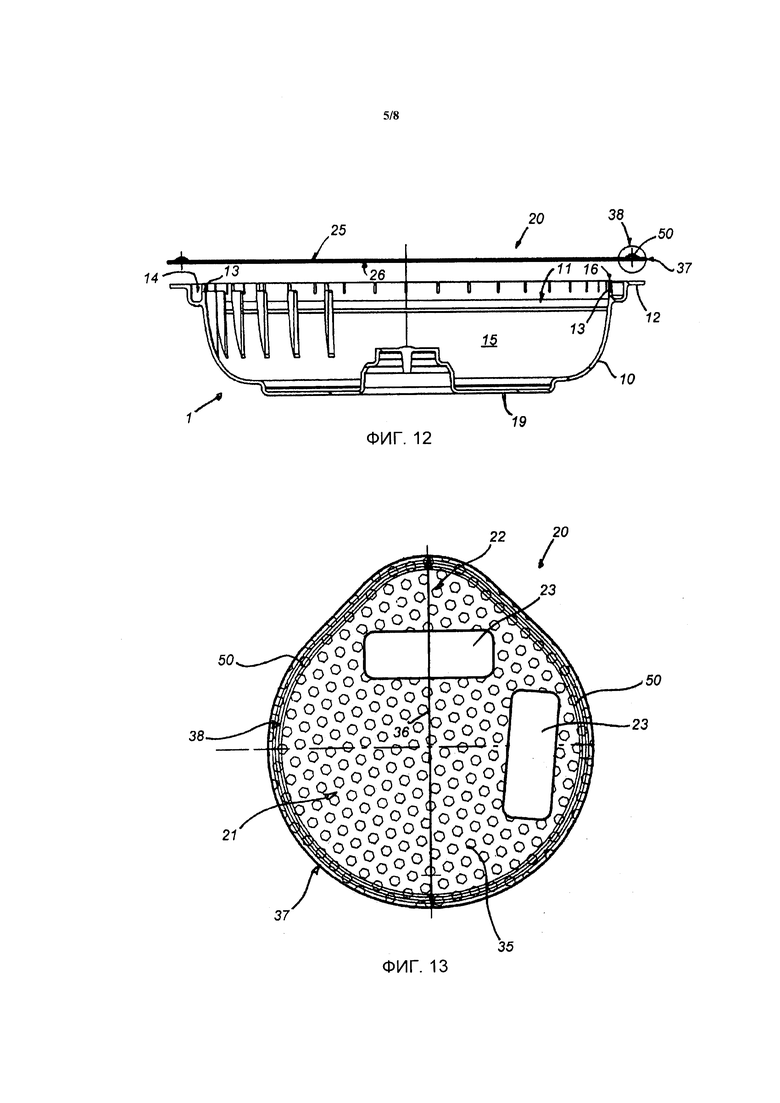
на фиг. 12 показан вид в поперечном разрезе корпуса и крышки до укупоривания;
на фиг. 13 показан вид в плане крышки, проиллюстрированной на фиг. 12;
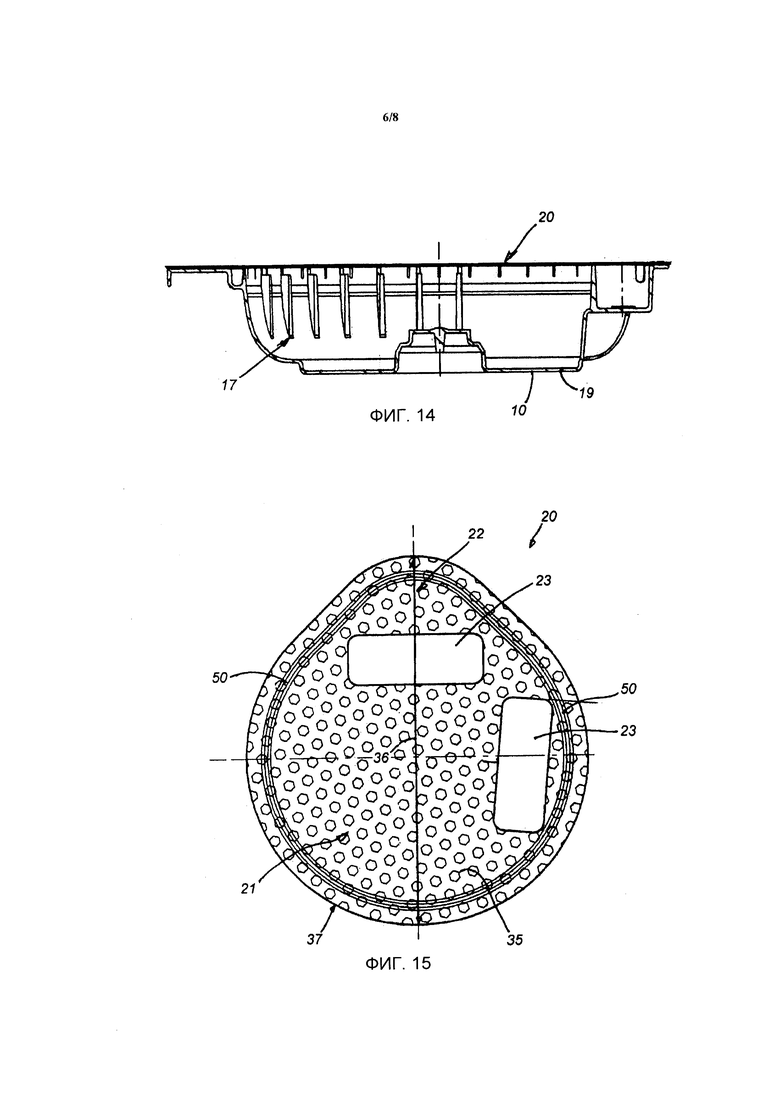
на фиг. 14 показан вид в поперечном разрезе контейнера и крышки, проиллюстрированной на фиг. 12, после укупоривания;
на фиг. 15 показан вид в плане другой крышки;
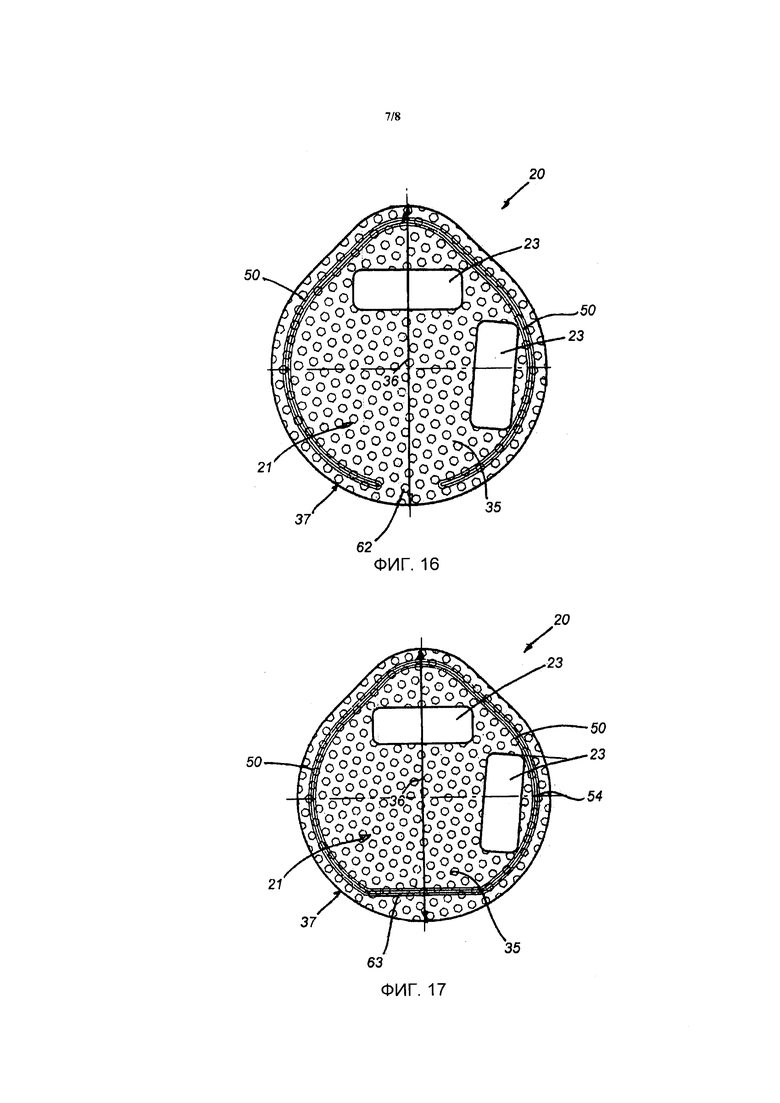
на фиг. 16 показан вид в плане другой крышки;
на фиг. 17 показан вид в плане другой крышки;
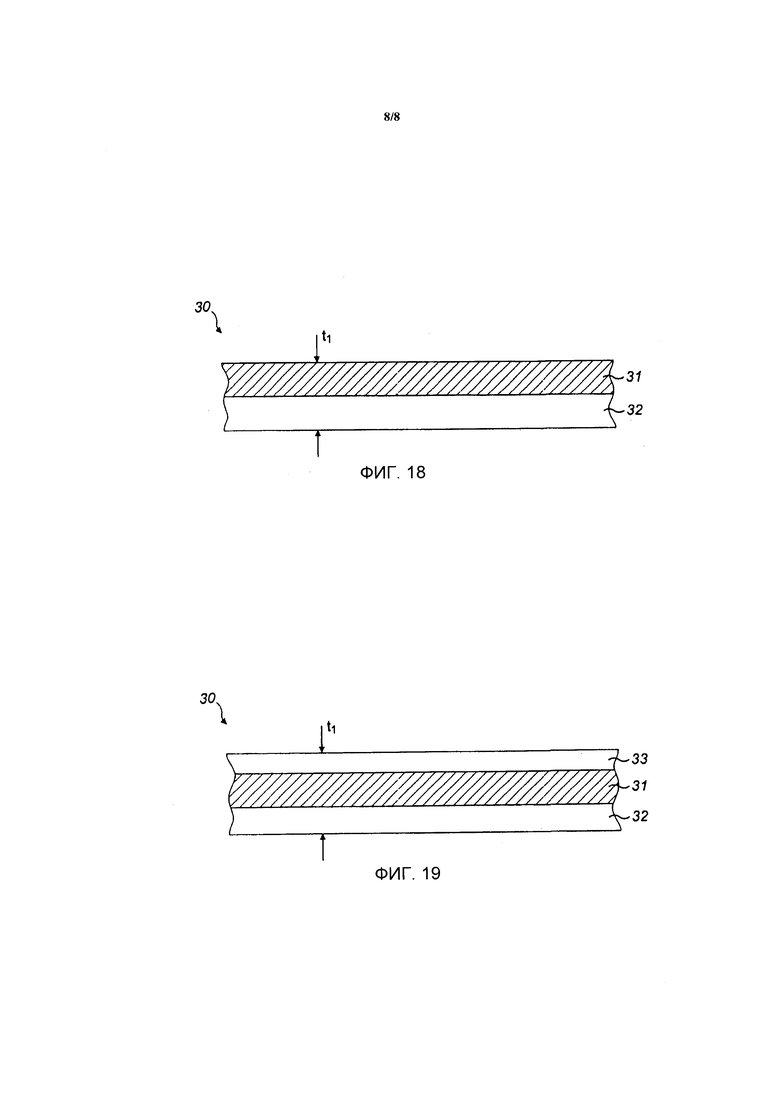
на фиг. 18 схематически показан композиционный листовой материал; и
на фиг. 19 схематически показан другой композиционный листовой материал.
Подробное описание изобретения
Изобретение проиллюстрировано в следующем далее описании на примере крышки и контейнера для формирования контейнера с крышкой в виде кассеты для напитков (также известной как капсула для напитков), в частности, кассеты для напитков, которая представляет собой помещаемую в автомат герметичную кассету, которая может использоваться в системе приготовления напитков для розлива по желанию одного из напитков различных типов, предпочтительно в домашних условиях. Тем не менее, подразумевается, что крышки, контейнеры и способы согласно настоящему изобретению могут применяться для формирования контейнера с крышкой других типов, например, стаканчиков для йогуртов, чашек для пудингов, чашек для напитков, контейнеров для жевательной резинки, контейнеров для леденцов и лотков для пищевых продуктов того типа, которые используются для хранения таких продуктов, как маргарин, пасты на жировой основе, плавленые сыры, бытовых контейнеров для непищевых продуктов и т.д.
В следующем далее описании указано, что крышка имеет "номинальный размер". Номинальным размером является наибольший размер крышки, которым может являться любой размер крышки, включающий ее диаметр, длину или ширину. Например, номинальным размером круглой крышки является ее диаметр. Номинальным размером квадратной крышки является ее ширина. Номинальным размером прямоугольной крышки является ее ширина или длина в зависимости от того, что больше.
На фиг. 1-5 проиллюстрирован первый пример контейнера 1 и крышки 20 для формирования контейнера с крышкой.
Контейнер 1 имеет корпус 10, который может иметь форму чашки, образующей внутреннее пространство 15 контейнера. В корпусе 10 имеется открытая горловина 11, которая окружена закраиной 16 и фланцем 12, который проходит в радиальном направлении снаружи от закраины 16. В проиллюстрированном примере корпус 10 может дополнительно образовывать кольцевую пустоту 14 между внутренней стенкой 13 контейнера и фланцем 12. В этом случае закраина 16 может быть образована свободным краем внутренней стенки 13. В одном из альтернативных, не проиллюстрированных вариантов осуществления внутренняя стенка 13 может отсутствовать, и фланец 12 может отходить непосредственно от закраины 16.
Контейнер 1 может иметь в целом круглую форму, в частности, может иметь в целом дискообразный участок 17, как показано на фиг. 2. На фиг. 2 также показан выступающий участок 18, который может в одной точке отходить от дискообразного участка 17, образуя ручку контейнера 1, которая служит средством захвата контейнера с крышкой при его использовании. Как показано на фиг. 1, выступающий участок 18 корпуса 10, когда он присутствует, может быть выполнен из расширенной части фланца 12.
При желании контейнер 1 может содержать дополнительный внутренний элемент, который отходит от основания 19 корпуса 10 в сторону открытой горловины 11.
Корпус 10 контейнера 1 может быть изготовлен из разнообразных материалов и с использованием разнообразных технологий. Материалом может являться, например, полиэтилен высокой плотности, полипропилен, полистирол, сложный полиэфир или слоистый материал из этих двух или более материалов. Материал может являться матовым, прозрачным или просвечивающим. Корпус 10 может быть изготовлен, например, путем литьевого формования или высокотемпературного формообразования. Корпус 10 может быть выполнен в виде единой цельной детали или из множества деталей, которые скомпонованы друг с другом. Когда контейнер 1 имеет дополнительный внутренний элемент, он может быть выполнен за одно целое с остальным корпусом или может быть соединен с остальным корпусом 10, например, клеем или ультразвуковой сваркой.
Крышка 20 может представлять собой в целом тонкий, планарный элемент, изготовленный из листового материала 30. Крышка 20 может быть высечена штампованием из листового материала 30. Крышка 20 ограничена наружной кромкой 37. Как показано на фиг. 1 и 2, размер и форма крышки 20 предпочтительно соответствуют размеру и форме фланца 12 контейнера 1 (включая размер и форму любого выступающего участка 18 фланца 12, который может присутствовать). Соответственно, после того, как контейнер 1 закрывают крышкой 20, наружная кромка 37 крышки 20 предпочтительно совмещается с наружной кромкой фланца 12 корпуса 10, при этом крышка 20 не выступает над фланцем 12 и не оставляет открытой какую-либо часть фланца 12.
В одной из альтернативных конструкций, например, когда крышка 20 может быть предназначена для отслаивания от корпуса 10 в процессе применения, участок крышки 20 может выступать над фланцем 12 корпуса 10 и служить положением для захвата пальцами с целью облегчения отслаивания крышки 20 от контейнера 1.
В проиллюстрированном на фиг. 2 примере крышка 20 имеет круглую область 21 с отходящей от нее выступающей областью 22, размер и форма которых соответствуют размеру и форме дискообразного участка 17 и выступающего участка 18 корпуса 10. В данном примере диаметр круглой области 21 составляет 68 мм. Как показано на фиг. 2, номинальным размером 36 крышки 20 является наибольший размер в направлении через как круглую область, так и выступающую область 22. Тем не менее, разумеется, что настоящее изобретение применимо к широкому диапазону размеров крышек. Например, крышка может иметь размер от 30 мм и более.
Наружной поверхностью 25 крышки 20 является поверхность, обращенная в противоположную сторону от внутреннего пространства 15 контейнера 1 после его укупоривания крышкой. Соответственно, внутренней поверхностью 26 крышки 20 является поверхность, обращенная в сторону внутреннего пространства 15 контейнера 1 после его укупоривания крышкой.
Листовой материал 30 предпочтительно представляет собой гибкий композиционный листовой материал, имеющий два или более слоев. Слои композиционного листового материала 30 могут быть на постоянной или полупостоянной основе соединены друг с другом. Композиционный листовой материал 30 может быть изготовлен применимым способом, таким как соэкструзия или нанесение слоями.
Композиционный листовой материал 30 может иметь слой алюминия и/или а металлизированный слой. Композиционный листовой материал 30 может иметь слой содержащий бумагу слой. Композиционный листовой материал 30 может иметь один или несколько полимерных слоев, например, слой полипропилена и/или слой полиэтилентерефталата (ПЭТ).
Листовой материал может иметь исходную толщину t1 от 40 до 100 микрон.
На фиг. 18 проиллюстрирован один из примеров применимого композиционного листового материала 30, который имеет слой 31 алюминия и слой 32 полипропилена. Слой 32 полипропилена может образовывать термосвариваемый слой крышки 20. Слой алюминия 31 может иметь толщину от 36 до 40 микрон, предпочтительно 38 микрон. Слой 32 полипропилена может иметь толщину от 25 до 30 микрон, предпочтительно 27 микрон. Композиционный листовой материал 30 согласно этому примеру может быть особо применимым, когда содержимое контейнера с крышкой является сухим.
На фиг. 19 проиллюстрирован другой применимый композиционный листовой материал 30, который имеет слой 33 ПЭТ, слой 31 алюминия и, наконец, слой 32 полипропилена. И в этом случае слой 32 полипропилена может образовывать термосвариваемый слой крышки 20. Слой алюминия 31 может иметь толщину от 36 до 40 микрон, предпочтительно 38 микрон. Слой 32 полипропилена может иметь толщину от 25 до 30 микрон, предпочтительно 27 микрон. Слой 33 ПЭТ может иметь толщину от 11 до 13 микрон, предпочтительно 12 микрон. Композиционный листовой материал 30 согласно этому примеру может быть особо применимым, когда содержимое контейнера с крышкой является влажным.
В обоих примерах термосвариваемый слой, образованный слоем 32 полипропилена, предпочтительно служит внутренней поверхностью 26 крышки 20.
В обоих примерах композиционный листовой материал 30 при желании может дополнительно содержать один или несколько грунтовочных слоев, один или несколько лаковых слоев, один или несколько клейких слоев и печатную информацию.
Крышке 20 может быть придан (до или после высекания из листового материала 30) рельеф с целью повышения жесткости листового материала 30 до определенной степени. Придание рельефа может осуществляться механическими средствами, например, путем пропускания листового материала между противодействующими роликами.
Листовому материалу 30 может быть придан рельеф по всей площади крышки 20. В качестве альтернативы, один или несколько участков крышки 20 может не иметь рельефа.
В результате придания рельефа исходная толщина t1 листового материала 30 может увеличиваться до четырех раз по сравнению с толщиной t1 исходного листового материала 30, в результате чего крышка 20 имеет общую толщину t2, как показано на фиг. 3. Толщина t2 рельефного листового материала 30 предпочтительно составляет менее 200 микрон.
Как показано на фиг. 1, крышка 20 имеет одну или несколько функциональных областей 70. Каждая функциональная область 70 содержит данные, которые могут считываться человеком и/или машиной. В проиллюстрированном на фиг. 1 примере предусмотрена одна функциональная область 70 в форме штрихового кода 71, который напечатан на наружной поверхности 25 крышки (хотя на напечатанный штриховой код 71 может быть нанесено прозрачное лаковое покрытие).
Кроме или вместо приданного ей рельефа крышка 20 также имеет одно или несколько придающих жесткость углублений 50, помогающих сохранить гладкость функциональной области 70. В примере, проиллюстрированном на фиг. 1-5, придающее жесткость углубление 50 представляет собой одно окружающее углубление 72, которое граничит с функциональной областью 70. Окружающее углубление непрерывно проходит вокруг границы функциональной области 70. Как показано на фиг. 5, участок крышки 20 внутри функциональной области 70, содержащий штриховой код 71, находится на том же уровне, что и остальная крышка снаружи окружающего углубления 72.
Как показано на фиг. 3, одно или несколько придающих жесткость углублений 50 может иметь U-образную форму поперечного сечения. Поскольку U-образная форма может являться относительно "мягкой", вершины 51, 52 и 53 придающего жесткость углубления 50 закруглены по радиусу с тем, чтобы предотвращать резкие угловые отклонения кривизны листового материала 30, которые могли бы нежелательно ослаблять листовой материал 30 или повреждать какой-либо барьерный слой композиционного листового материала 30. Например, как показано на фиг. 3, ширина w придающего жесткость углубления 50 может составлять 1900 микрон, а радиус кривизны каждой из вершин 51, 52 и 53 может составлять 800 микрон.
В одном из альтернативных примеров придающее жесткость углубление 50 может иметь V-образную форму поперечного сечения, при этом радиус кривизны вершины при основании V (соответствующей вершине 51 на фиг. 3) является меньшим, чем радиус кривизны наружных вершин 52 и 53.
В проиллюстрированном на фиг. 3 примере придающее жесткость углубление 50 выполнено выпуклым относительно наружной поверхности 25 крышки 20. В качестве альтернативы, придающее жесткость углубление 50 может быть выполнено вогнутым относительно внутренней поверхности 26 крышки 20.
Придающее жесткость углубление 50 может быть выполнено путем штампования (также известного как прессование) или, например, прокатки. В результате штампования предпочтительно не теряется материал крышки 20 в области придающего жесткость углубления 50.
Штампование придающего жесткость углубления 50 может осуществляться до или после придания рельефа крышке 20. Штампование придающего жесткость углубления 50 может осуществляться до или после высекания крышки 20 из листового материала 30. В одном из примеров сначала придают рельеф непрерывному полотну листового материала 30 на первом участке путем его пропускания через противодействующие ролики, а затем направляют его на второй участок. На втором участке сначала формируют придающее жесткость углубление 50 в требуемом положении на листовом материале 30 с использованием штамповочного инструмента. Наконец, высекают штампованием крышку 20 из листового материала 30 с использование пресса для высекания штампованием. За каждый ход штамповочного инструмента на листовом материале 30 предпочтительно формируют множество придающих жесткость углублений 50, а за каждый ход пресса для высекания штампованием из листового материала аналогичным образом высекают штампованием предпочтительно множество крышек 20.
Как показано на фиг. 3, высотой h придающего жесткость углубления 50 является расстояние в направлении, перпендикулярном плоскости крышки 20, от наружной поверхности 25 листового материала 30 в точке вершины 51 придающего жесткость углубления 50 до внутренней поверхности 26 листового материала 30 в месте, где крышка 20 не имеет углубления, как показано на фиг. 5.
Придающее жесткость углубление 50 может иметь высоту h от 400 до 3000 микрон, предпочтительно от 600 до 1000 микрон. В проиллюстрированном на фиг. 3 примере высота h составляет 700 микрон.
Как показано на фиг. 3, шириной w придающего жесткость углубления 50 является протяженность придающего жесткость углубления 50 в направлении, перпендикулярном высоте h придающего жесткость углубления 50.
Ширина w придающего жесткость углубления 50 может составлять до 5% номинального размера 36 крышки 20. В одном из примеров ширина w составляет от 400 до 5000 микрон, предпочтительно от 1500 до 2500 микрон. В проиллюстрированном на фиг. 3 примере, ширина w составляет 1900 микрон.
Окружающее углубление 72 помогает сохранять гладкость штрихового кода 71 за счет придания жесткости крышке 20 в районе функциональной области 70.
Сформированные крышки 20 могут храниться и/или транспортироваться в штабеле из таких же крышек 20. Крышки 2 могут находиться в накопителе. Одно или несколько придающих жесткость углублений 50 также могут служить гнездами, способствующими лучшему штабелированию крышек 20.
Укупоривание крышкой предусматривает перемещение крышки 20 с целью введения в контакт с контейнером 1 и герметичное крепление крышки 20 к контейнеру 1 с тем, чтобы укупорить открытую горловину 11. Перемещение может осуществляться посредством вакуумной присоски.
В примере, проиллюстрированном на фиг. 1, крышка 20 герметично прикреплена к фланцу 12 контейнера 1, имеющему выступающий участок 18.
Крышка 20 может иметь функциональную область 70 и одно или несколько придающих жесткость углублений 50, при этом крышка 20 может вводиться в контакт с контейнером 1 таким образом, чтобы функциональная область 70 и одно или несколько придающих жесткость углублений 50 находились над открытой горловиной 11 контейнера 1.
Крышка 20 может герметично крепиться к контейнеру 1 термосварочным устройством.
Термосварочное устройство может прижимать к крышку 20 к фланцу 12 и нагревать термосвариваемый слой композиционного листового материала 30 в достаточной степени для создания требуемого сцепления между композиционным листовым материалом 30 и фланцем 12 контейнера 1.
На фиг. 6 и 7 проиллюстрирован дополнительный пример одного или нескольких придающих жесткость углублений 50, которые могут использоваться в качестве опоры для функциональной области 70. В этом примере используются два концентрических окружающих углубления 72, 73: первое окружающее углубление 72, граничащее с функциональной областью 70, и второе окружающее углубление 73, находящееся снаружи первого окружающего углубления 72. Каждое из окружающих углублений 72, 73 может являться таким же углублением, как описано выше со ссылкой на фиг. 1-5. За счет использования двух (или более) окружающих углублений функциональной области 70 может придаваться  жесткость.
жесткость.
На фиг. 8 и 9 проиллюстрирован дополнительный пример одного или нескольких придающих жесткость углублений 50, которые могут использоваться в качестве опоры для функциональной области 70. В этом примере используется прерывающееся окружающее углубление 74, граничащее с функциональной областью 70. Как показано, прерывающееся окружающее углубление 74 может иметь один или несколько разрывов там, где крышка 20 не имеет углублений. В остальном придающее жесткость углубление 50 может являться таким же углублением, как описано выше со ссылкой на фиг. 1-5.
На фиг. 10 и 11 проиллюстрирован дополнительный пример одного или нескольких придающих жесткость углублений 50, которые могут использоваться в качестве опоры для функциональной области 70. В этом примере используется планарное углубление 75, охватывающее функциональную область 70. Как показано, поскольку вся функциональная область 70 углублена относительно остальной крышки 20, она является рельефной. Каждая сторона границы 76 функциональной области 70 деформирована таким образом, чтобы приподнять функциональную область 70 над остальной крышкой 20. Как и в описанных выше примерах, планарное углубление 75 может быть выполнено путем штампования/прессования или прокатки крышки 20. Высота h планарного углубления 75 может аналогичным образом составлять от 400 до 3000 микрон, предпочтительно от 600 до 1000 микрон. Арочная геометрия конструкции планарного углубления 75 придает жесткость крышке 20 в районе функциональной области 70, помогая сохранять ее гладкость.
На фиг. 12-14 проиллюстрирован другой пример крышки 20 с придающим жесткость углублением 50, которая может использоваться с контейнером 1 описанного выше типа. Основная форма крышки 20 с точки зрения ее общего размера, материалов, состава и необязательного придания рельефа является такой же, как в описанных выше примерах. Тем не менее, в приведенных далее примерах придающее жесткость углубление 50 не граничит с функциональной областью крышки 20, а находится в краевой области 38 крышки 20.
Краевой областью 38 крышки 20 является часть крышки 20, которая отстоит не более, чем на 10% номинального размера 36 крышки 20 от наружной кромки 37 крышки 20. В проиллюстрированном примере придающее жесткость углубление повторяет форму наружной кромки 37, поскольку расстояние от наружной кромки 37 до придающего жесткость углубления 50 является постоянным по всей длине придающего жесткость углубления. Что касается крышки 20, проиллюстрированной на фиг. 13, когда круглая область 21 имеет диаметр 68 мм, центр придающего жесткость углубления 50 находится на расстоянии 1,9 мм от наружной кромки 37.
Придающее жесткость углубление 50 может иметь такую же геометрию поперечного сечения, как описана выше, например, как показано на фиг. 3, т.е. поперечное сечение U-или V-образной формы, и может выполняться такими же способами, как описано выше, т.е. путем штампования/прессования или прокатки.
В проиллюстрированном на фиг. 12 примере придающее жесткость углубление 50 выполнено выпуклым относительно наружной поверхности крышки 25 крышки 20. В качестве альтернативы, придающее жесткость углубление 50 может быть выполнено вогнутым относительно внутренней поверхности 26 крышки 20.
Придающее жесткость углубление 50 может иметь высоту h от 400 до 3000 микрон, предпочтительно от 600 до 1000 микрон. В проиллюстрированном примере высота h составляет 700 микрон.
Ширина w придающего жесткость углубления 50 может составлять до 5% номинального размера 36 крышки 20. В одном из примеров ширина w составляет от 400 до 5000 микрон, предпочтительно от 1500 до 2500 микрон. В проиллюстрированном примере ширина w составляет 1900 микрон.
Придающее жесткость углубление 50 крышки 20, показанной на фиг. 13, имеет форму непрерывной замкнутой кривой. Под "замкнутой" подразумевается, что придающее жесткость углубление 50 проходит вокруг всей окружности крышки 20. Под "непрерывной" подразумевается, что на протяжении придающего жесткость углубления 50 отсутствуют разрывы. В не проиллюстрированном альтернативном варианте осуществления придающее жесткость углубление 50 может иметь форму замкнутой кривой, которая прерывается, например, множеством разрывов на протяжении придающего жесткость углубления. Соответственно, придающее жесткость углубление выглядит как "пунктирная линия".
После формирования крышек 20 облегчается обращение с ними, поскольку крышки 20 более устойчивы к скручиванию и, вероятнее всего, остаются гладкими или преимущественно гладкими в состоянии покоя.
Сформированные крышки 20 могут храниться и/или транспортироваться в штабеле из таких же крышек 20. Крышки 2 могут находиться в накопителе. Придающее жесткость углубление 50 также может служить гнездом, способствующим лучшему штабелированию крышек 20. За счет повышенной жесткости каждой крышки 20 облегчает ее извлечение из штабеля, например, с использованием вакуумной присоски, поскольку, вероятнее всего, наружная поверхность 25 (или внутренняя поверхность 26 в зависимости от ориентации крышек 20). обращенная к вакуумной присоске, будет достаточно гладкой для создания достаточного вакуума. Кроме того, форма придающего жесткость углубления 50 не вызывает увеличения усилия, требуемого для отрыва каждой крышки 20 от штабеля.
Укупоривание крышкой предусматривает перемещение крышки 20 с целью введения в контакт с контейнером 1 и герметичное крепление крышки 20 к контейнеру 1 с тем, чтобы укупорить открытую горловину 11, как описано выше.
На крышке 20 предпочтительно расположено придающее жесткость углубление 50, при этом крышку 20 вводят в контакт с контейнером 1 таким образом, чтобы придающее жесткость углубление 50 находилось над фланцем 12 контейнера 1, как показано на фиг. 12. Более предпочтительно, придающее жесткость углубление 50 находится непосредственно над фланцем 12 контейнера 1. В одном из наиболее предпочтительных примеров придающее жесткость углубление 50 целиком находится по ширине w в пределах ширины фланца 12.
Крышка 20 может герметично крепиться к контейнеру 1 термосварочным устройством. Термосварочное устройство может прижимать крышку 20 к фланцу 12 и нагревать термосвариваемый слой композиционного листового материала 30 в достаточной степени для создания требуемого сцепления между композиционным листовым материалом 30 и фланцем 12 контейнера 1.
Термосварочное устройство также предпочтительно сглаживает придающее жесткость углубление 50 на стадии герметичного крепления. Сглаживание придающего жесткость углубления 50 может являться частичным, но предпочтительно, чтобы придающее жесткость углубление было полностью сглажено, как показано на фиг. 14, с целью обеспечения приемлемого внешнего вида и возможности считывания данных с герметично прикрепленной крышки. Кроме того, при полном сглаживании придающего жесткость углубления 50 листовой материал 30 входит в контакт и сцепляется с фланцем 12 в пределах ширины w придающего жесткость углубления. Соответственно, повышается целостность герметичного крепления по сравнению с конструкцией без герметичного крепления к фланцу 12 части листового материала 30 в пределах ширины фланца 12.
На фиг. 15-17 проиллюстрированы дополнительные примеры крышки 20. Далее будут подробно описаны только различия между этими примерами крышки и крышкой, показанной на фиг. 13. В остальном, крышки 20 могут являться такими же, как описано выше. Это касается, например, материалов крышки 20 и способа формирования придающего жесткость углубления 50. Для обозначения одинаковых признаков используются одинаковые цифровые позиции. Кроме того, все следующие варианты осуществления крышки 20 могут сочетаться с контейнером 1 различных типов, описанных выше. Специалист также учтет, что признаки каждого примера могут сочетаться с признаками любого другого примера, если такое сочетание в прямой форме не исключено контекстом.
На фиг. 15 показана крышка 20, которая отличается тем, что придающее жесткость углубление 50 находится на большем удалении от наружной кромки 37, чем у показанной на фиг. 13 крышки 20, но пределах краевой области 38 крышки 20. Что касается крышки 20, показанной на фиг. 15, когда круглая область 21 имеет диаметр 68 мм, центр придающего жесткость углубления 50 находится на расстоянии 3,9 мм от наружной кромки 37. В результате, в процесс герметичного крепления придающее жесткость углубление 50 оказывается над кольцевой пустотой 14 корпуса 10. На стадии сглаживания придающее жесткость углубление 50 термосварочным устройством опоры со стороны соседнего фланца 12 и закраина 16 достаточно, чтобы разгладить придающее жесткость углубление 50 без разрыва листового материала 30.
На фиг. 16 показана крышка 20, которая отличается от показанной на фиг. 13 крышки 20, тем, что придающее жесткость углубление 50 имеет форму непрерывной незамкнутой кривой. Под "незамкнутой" подразумевается, что на протяжении придающего жесткость углубления 50 имеется существенный разрыв 62, в результате чего оно не проходит по всей окружности крышки 20. Существенный разрыв 62 может находиться там, где у корпуса 10, находящегося под крышкой 20, имеется определенная особенность, например, пустота, которая предотвращала бы эффективное сглаживание придающего жесткость углубления 50 термосварочным устройством. Как и в описанном выше примере, в одно из не проиллюстрированных альтернативных вариантов осуществления придающее жесткость углубление 50 также может являться прерывающимся и содержать существенный разрыв 62.
На фиг. 17 показана крышка 20, которая отличается от показанной на фиг. 13 крышки 20, тем, что придающее жесткость углубление 50 имеет форму замкнутой кривой, но содержит изогнутый сегмент 54 и прямой сегмент 63.
Описана высеченная штампованием крышка (20) для укупоривания контейнера; при этом крышка сформирована из гибкого композиционного листового материала (30). Крышка имеет функциональная область (70), содержащую считываемые человеком и/или машиночитаемые данные, и содержит одно или несколько придающих жесткость углублений (50) для обеспечения гладкости функциональной области при нахождении крышки в состоянии покоя. Одно или несколько придающих жесткость углублений выбраны из группы, включающей: i) одно или несколько окружающих углублений, граничащих с функциональной областью; и/или ii) планарное углубление, охватывающее функциональную область. Также описан контейнер (1) с такой высеченной штампованием крышкой и способ изготовления высеченной штампованием крышки. 3 н. и 22 з.п. ф-лы, 19 ил.
1. Высеченная штампованием крышка для укупоривания контейнера, изготовленная из гибкого композиционного листового материала;
имеющая функциональную область, содержащую считываемые человеком и/или машиночитаемые данные;
содержащая одно или несколько придающих жесткость углублений для облегчения сглаживания функциональной области при нахождении крышки в состоянии покоя;
при этом одно или несколько придающих жесткость углублений выбраны из группы, включающей:
i) одно или несколько окружающих углублений, граничащих с функциональной областью; и/или
ii) планарное углубление, охватывающее функциональную область.
2. Высеченная штампованием крышка по п. 1, в которой функциональная область содержит одно или несколько из следующего: штриховой код, дату изготовления или дату истечения срока годности.
3. Высеченная штампованием крышка по п. 1 или 2, в которой одно или несколько придающих жесткость углублений представляют собой непрерывное окружающее углубление, которое полностью окружает функциональную область.
4. Высеченная штампованием крышка по п. 1 или 2, в которой одно или несколько придающих жесткость углублений представляют собой одно или несколько прерывающихся окружающих углублений, которые частично или полностью окружают функциональную область.
5. Высеченная штампованием крышка по любому предшествующему пункту, в которой одно или несколько придающих жесткость углублений представляют собой множество окружающих углублений, при этом по меньшей мере первое окружающее углубление граничит с функциональной областью, а второе окружающее углубление расположено концентрически относительно первого окружающего углубления.
6. Высеченная штампованием крышка по любому предшествующему пункту, в которой планарное углубление представляет собой плоский, планарный участок с углубленным рельефом относительно остальной крышки вне функциональной области.
7. Высеченная штампованием крышка по любому предшествующему пункту, в которой функциональная область составляет менее 70%, предпочтительно менее 50%, более предпочтительно менее 30%, более предпочтительно менее 20% крышки.
8. Высеченная штампованием крышка по любому предшествующему пункту, которая имеет номинальный размер, являющийся наибольшим размером крышки, при этом высота одного или нескольких придающих жесткость углублений, измеренная перпендикулярно плоскости крышки, составляет до 3% номинального размера.
9. Высеченная штампованием крышка по любому предшествующему пункту, в которой одно или несколько придающих жесткость углублений имеют высоту, измеренную перпендикулярно плоскости крышки, от 400 до 3000 микрон, предпочтительно от 600 до 1000 микрон, более предпочтительно 700 микрон.
10. Высеченная штампованием крышка по любому предшествующему пункту, в которой до формирования крышки гибкий композиционный листовой материал имеет толщину от 40 до 100 микрон.
11. Высеченная штампованием крышка по любому предшествующему пункту, в которой композиционному листовому материалу придан рельеф толщиной до 200 микрон по меньшей мере на большей части крышки.
12. Высеченная штампованием крышка по любому предшествующему пункту, в которой одно или несколько придающих жесткость углублений выполнены выпуклыми относительно наружной поверхности крышки, которой является поверхность крышки, обращенная в противоположную сторону от внутреннего пространства контейнера после его укупоривания крышкой.
13. Высеченная штампованием крышка по любому предшествующему пункту, в которой одно или несколько окружающих углублений имеет поперечное сечение U- или V-образной формы.
14. Высеченная штампованием крышка по п. 13, которая имеет номинальный размер, являющийся наибольшим размером крышки, при этом ширина одного или нескольких окружающих углублений составляет до 5% номинального размера.
15. Высеченная штампованием крышка по п. 14, в которой ширина одного или нескольких окружающих углублений составляет от 400 до 5000 микрон, предпочтительно от 1500 до 2500 микрон.
16. Высеченная штампованием крышка по любому предшествующему пункту, в которой гибкий композиционный листовой материал содержит слой алюминия и/или металлизированный слой.
17. Высеченная штампованием крышка по любому предшествующему пункту, в которой гибкий композиционный листовой материал содержит один или несколько полимерных слоев.
18. Высеченная штампованием крышка по п. 17, в которой один или несколько полимерных слоев выбраны из группы, включающей слой полипропилена (ПП) и слой полиэтилентерефталата (ПЭТ).
19. Высеченная штампованием крышка по п. 18, в которой гибкий композиционный листовой материал содержит слой полипропилена, слой алюминия и слой полиэтилентерефталата (ПЭТ).
20. Контейнер с крышкой, имеющий корпус с открытой горловиной и крышку, которая герметично прикреплена к корпусу с целью укупоривания открытой горловины корпуса и ограничения внутреннего пространства контейнера, при этом крышкой является высеченная штампованием крышка по любому предшествующему пункту.
21. Контейнер с крышкой по п. 20, в котором функциональная область находится над открытой горловиной корпуса.
22. Контейнер с крышкой по п. 20 или 21, которым является капсула или контейнер для напитков, стаканчик для йогуртов, чашка для пудингов, чашка для напитков, контейнер для жевательной резинки или леденцов или лоток для пищевых продуктов.
23. Способ изготовления высеченной штампованием крышки, включающий стадии:
а) использования гибкого композиционного листового материала;
б) печатания считываемых человеком и/или машиночитаемых данных на гибком композиционном листовом материале;
в) формирования одного или нескольких придающих жесткость углублений с целью обеспечения гладкости функциональной области, содержащей считываемые человеком и/или машиночитаемые данные, при этом одно или несколько придающих жесткость углублений выбраны из группы, включающей:
i) одно или несколько окружающих углублений, граничащих с функциональной областью; и/или
ii) планарное углубление, охватывающее функциональную область; и
г) высекания штампованием гибкого композиционного листового материала с целью формирования крышки.
24. Способ по п. 23, в котором по меньшей мере части крышки дополнительно придают рельеф, предпочтительно до осуществления стадии в).
25. Способ по п. 23 или 24, в котором одно или несколько придающих жесткость углублений выполнены путем штампования/прессования или прокатки.
| ФЛУОРЕСЦЕНТНЫЙ СПОСОБ ИЗМЕРЕНИЯ КОНЦЕНТРАЦИИ ГАЛОГЕНИД-ИОНОВ | 2007 |
|
RU2345352C1 |
| УСТРОЙСТВО И СПОСОБ ПРИГОТОВЛЕНИЯ ПИЩЕВЫХ ИНГРЕДИЕНТОВ ЗА СЧЕТ ГОРЯЧЕГО ВОЗДУХА И ТЕКУЧЕЙ СРЕДЫ, ПОДАВАЕМОЙ В НЕГО | 2016 |
|
RU2698745C1 |
| CN 201287895 Y, 12.08.2009. | |||

