ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Область техники, к которой относится изобретение
[0001] Настоящее раскрытие относится, в общем, к трубкам, предназначенным для медицинского применения, и в частности к трубкам для применения в медицинских контурах, предназначенных для подачи газов в и/или удаления газов из пациента, например, в системах положительного давления в дыхательных путях (PAP), респиратора, анестезии, вентилятора и вдувания.
Описание соответствующего уровня техники
[0002] В медицинских контурах различные компоненты транспортируют теплые и/или увлажненные газы в пациентов и из них. Например, в некоторых дыхательных контурах, таких как контуры положительного давления в дыхательных путях или контуры вспомогательной вентиляции легких, газы, вдыхаемые пациентом, подаются из нагревателя-увлажнителя по вдыхательной трубке. Как еще один пример, в контурах вдувания трубки могут подавать увлажненный газ (обычно CO2) в брюшную полость. Это может помочь предотвратить «высыхание» внутренних органов пациента и может сократить время, необходимое для выздоровления после хирургической операции. Неподогретые трубки допускают значительную потерю тепла из-за естественного охлаждения. Это охлаждение может вызвать нежелательную конденсацию или «вымывание» по длине трубки, транспортирующей теплый увлажненный воздух. По-прежнему остается необходимость в трубках, изолированных от потерь тепла и которые, например, обеспечивают улучшенное управление температурой и/или влажностью в медицинских контурах.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
[0003] В настоящем документе в различных вариантах осуществления раскрыты медицинские трубки и способы изготовления медицинских трубок. В некоторых вариантах осуществления трубка может представлять собой составную конструкцию, выполненную из двух или более отличных компонентов, намотанных спирально для образования удлиненной трубки. Например, один из компонентов может представлять собой спирально намотанное удлиненное полое тело, а другой компонент может представлять собой удлиненный конструктивный компонент, также спирально намотанный между витками спирально намотанного полого тела. В других вариантах осуществления трубка не обязательно должна быть выполнена из отличных компонентов. Например, удлиненное полое тело, формованное (например, экструдированное) из одного материала, может спирально наматываться для образования удлиненной трубки. Удлиненное полое тело само в поперечном сечении в поперечном направлении может иметь часть тонкой стенки и относительно более толстую или более жесткую армирующую часть. Трубки могут применяться в самых разных медицинских контурах или для других применений в медицине.
[0004] По меньшей мере в одном варианте осуществления составная трубка может содержать первый удлиненный элемент, представляющий собой полое тело, спирально намотанное для образования, по меньшей мере, частично, удлиненной трубки, имеющей продольную ось, полость, проходящую вдоль продольной оси, и полую стенку, окружающую эту полость. Второй удлиненный элемент может быть спирально намотан и присоединен между прилегающими витками первого удлиненного элемента, при этом второй удлиненный элемент образует, по меньшей мере, часть полости удлиненной трубки. Выражения «первый удлиненный элемент» и «второй удлиненный элемент» не обязательно подразумевают порядок, например, порядок, в котором собираются компоненты. Как описано в настоящем документе, первый удлиненный элемент и второй удлиненный элемент могут быть частями одиночного элемента трубчатой формы.
[0005] В различных вариантах осуществления вышеописанный компонент обладает одним, несколькими или всеми из следующих свойств, а также свойств, описанных в настоящем раскрытии.
[0006] Первый удлиненный элемент может быть трубкой. Первый удлиненный элемент может образовывать в поперечном сечении в продольном направлении несколько пузырей со сплюснутой поверхностью у полости. Прилегающие пузыри могут быть разделены промежутком над вторым удлиненным элементом или могут быть не соединены непосредственно друг с другом. Пузыри могут иметь отверстия. Второй удлиненный элемент может иметь поперечное сечение в продольном направлении, которое шире рядом с полостью и уже на радиальном расстоянии от полости. В частности, второй удлиненный элемент может иметь поперечное сечение в продольном направлении, имеющее практически треугольную, практически T-образную или практически Y-образную форму. Одна или несколько проводящих нитей могут заделываться или заключаться во втором удлиненном элементе. Одной или несколькими проводящими нитями могут быть нагревательные нити (или, конкретнее, нити резистивного нагрева) и/или измерительные нити. Трубка может содержать пары проводящих нитей, например, две или четыре проводящих нити. Пары проводящих нитей могут на одном конце составной трубки соединяться в соединительную петлю. Одна или несколько проводящих нитей могут быть отделены от стенки полости. По меньшей мере в одном варианте осуществления второй удлиненный элемент может иметь поперечное сечение в продольном направлении, имеющее практически треугольную, практически T-образную или практически Y-образную форму, и одна или несколько проводящих нитей могут быть заделанными или заключенными во второй удлиненный элемент на противоположных сторонах треугольной, T-образной или Y-образной формы.
[0007] Вышеописанный компонент в соответствии с любым или всеми из предыдущих вариантов осуществления может применяться среди прочих применений как компонент медицинского контура, как вдыхательная трубка, выдыхательная трубка, компонент системы положительного давления в дыхательных путях, компонент системы вдувания, диагностический компонент или хирургический компонент.
[0008] Также раскрыт способ изготовления составной трубки. Полученная в результате трубка может иметь одно, несколько или все из свойств, описанных выше или где-либо в настоящем раскрытии. По меньшей мере в одном варианте осуществления способ включает обеспечение первого удлиненного элемента, представляющего собой полое тело, и второго удлиненного элемента, предназначенного для обеспечения конструктивной опоры для первого удлиненного элемента. Второй удлиненный элемент спирально наматывают на сердечник, при этом противостоящие боковые краевые части второго удлиненного элемента на прилегающих витках разносят, тем самым образуя спираль второго удлиненного элемента. Первый удлиненный элемент спирально наматывают на спираль второго удлиненного элемента так, что части первого удлиненного элемента перекрывают прилегающие витки спирали второго удлиненного элемента, а часть первого удлиненного элемента располагается вплотную к сердечнику в пространстве между витками спирали второго удлиненного элемента, тем самым образуя спираль первого удлиненного элемента.
[0009] В различных вариантах осуществления вышеописанный способ может иметь одно, несколько или все из следующего. Способ может включать подачу воздуха под давлением выше атмосферного в один конец первого удлиненного элемента. Способ может включать охлаждение спирали первого удлиненного элемента и спирали второго удлиненного элемента, тем самым образовывая составную трубку, имеющую полость, проходящую вдоль продольной оси, и полое пространство, окружающее эту полость. Способ может включать формование первого удлиненного элемента. Способ может включать экструдирование первого удлиненного элемента первым экструдером. Способ может включать формование второго удлиненного элемента. Способ может включать экструдирование второго удлиненного элемента вторым экструдером. Второй экструдер может быть конструктивно выполнен для заключения во второй удлиненный элемент одной или нескольких проводящих нитей. Формование второго удлиненного элемента может включать заделывание проводящих нитей во второй удлиненный элемент. Проводящие нити могут быть не реагирующими со вторым удлиненным элементом. Проводящие нити могут содержать сплавы алюминия или меди или иных проводящих материалов. Способ может включать соединение пар проводящих нитей на одном конце составной трубки в соединительную петлю. Первый экструдер может отличаться от второго экструдера.
[0010] Предлагается также медицинская трубка. По меньшей мере в одном варианте осуществления трубка содержит удлиненное полое тело, спирально намотанное для образования удлиненной трубки, имеющей продольную ось, полость, проходящую вдоль продольной оси, и полую стенку, окружающую эту полость, при этом удлиненное полое тело имеет в поперечном сечении в поперечном направлении стенку, ограничивающую, по меньшей мере, часть полого тела. Трубка может дополнительно содержать армирующую часть, проходящую по длине удлиненного полого тела, спирально расположенную между прилегающими витками удлиненного полого тела, при этом армирующая часть образует часть полости удлиненной трубки. Армирующая часть может быть относительно толще или жестче стенки удлиненного полого тела.
[0011] В различных вариантах осуществления вышеописанная трубка имеет одно, несколько или все из следующих свойств, а также свойств, описанных в настоящем раскрытии. Армирующая часть может быть выполнена из того же материала, что и удлиненное полое тело. Удлиненное полое тело в поперечном сечении в поперечном направлении может содержать две армирующие части на противоположных сторонах удлиненного полого тела, при этом спиральная намотка удлиненного полого тела соединяет прилегающие армирующие части так, что противостоящие края армирующих частей касаются друг друга на прилегающих витках удлиненного полого тела. Противостоящие боковые края армирующих частей могут перекрываться на прилегающих витках удлиненного полого тела. Армирующая часть может быть выполнена из другого материала, чем удлиненное полое тело. Полое тело может образовывать в поперечном сечении в продольном направлении несколько пузырей со сплюснутой поверхностью у полости. Пузыри могут иметь отверстия. Кроме того, медицинская трубка может содержать одну или несколько проводящих нитей, заделанных или заключенных в армирующей части. Проводящая нить может представлять собой нагревательную нить и/или измерительную нить. Медицинская трубка может содержать две проводящие нити, при этом в каждой из армирующих частей заделана или заключена одна проводящая нить. Медицинская трубка может содержать две проводящие нити, расположенные лишь с одной стороны удлиненного полого тела. Пары проводящих нитей могут на одном конце удлиненной трубки соединяться в соединительную петлю. Одна или несколько нитей могут быть отделены от стенки полости.
[0012] Вышеописанная трубка в соответствии с любым или всеми из предыдущих вариантов осуществления может применяться среди прочих применений как компонент медицинского контура, как вдыхательная трубка, выдыхательная трубка, компонент системы положительного давления в дыхательных путях, компонент системы вдувания, диагностический компонент или хирургический компонент.
[0013] Предлагается также способ изготовления медицинской трубки. По меньшей мере в одном варианте осуществления способ включает спиральное наматывание удлиненного полого тела на сердечник для образования удлиненной трубки, имеющей продольную ось, полость, проходящую вдоль продольной оси, и полую стенку, окружающую эту полость, при этом удлиненное полое тело имеет в поперечном сечении в поперечном направлении стенку, ограничивающую, по меньшей мере, часть полого тела, и две армирующие части с противоположных сторон удлиненного тела, образующие часть стенки полости, при этом две армирующие части относительно толще или жестче, чем стенка, ограничивающая, по меньшей мере, часть полого тела. Кроме того, способ может включать такое соединение прилегающих армирующих частей, что противостоящие края армирующих частей касаются друг друга на прилегающих витках удлиненного полого тела.
[0014] В различных вариантах осуществления вышеописанный способ имеет одно, несколько или все из следующих свойств, а также свойств, описанных в настоящем раскрытии. Соединение прилегающих армирующих частей может вызвать перекрытие краев армирующих частей. Способ может дополнительно включать подачу воздуха под давлением выше атмосферного в один конец удлиненного полого тела. Способ может дополнительно включать охлаждение удлиненного полого тела для соединения прилегающих армирующих частей. Способ может дополнительно включать экструдирование удлиненного полого тела. Способ может дополнительно включать заделывание проводящих нитей в армирующие части. Способ может дополнительно включать соединение пар проводящих нитей на одном конце удлиненной трубки в соединительную петлю.
[0015] В целях обобщения изобретения можно отметить, что в настоящем документе описаны определенные аспекты, преимущества и новые признаки изобретения. Следует понимать, что не обязательно все эти преимущества могут достигаться одним конкретным вариантом осуществления изобретения. Таким образом, настоящее изобретение может быть осуществлено или выполнено так, что достигаются или оптимизируются одно преимущество или группа преимуществ, описанных в настоящем документе, без обязательного достижения других преимуществ, которые могут описываться или предлагаться в настоящем документе.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0016] Далее со ссылками на чертежи описываются примерные варианты осуществления, в которых реализованы различные признаки раскрытых систем и способов. Чертежи и связанные с ним описания приводятся для иллюстрации вариантов осуществления и не для ограничения объема раскрытия.
[0017] На фиг. 1 показана схематическая иллюстрация медицинской системы, содержащей одну или несколько медицинских трубок.
[0018] На фиг. 2A показан боковой вид сверху отрезка примерной составной трубки.
[0019] На фиг. 2B показано поперечное сечение в продольном направлении верхней части трубки, подобной примерной составной трубке на фиг. 2A.
[0020] На фиг. 2C показано еще одно поперечное сечение в продольном направлении, иллюстрирующее первый удлиненный элемент в составной трубке.
[0021] На фиг. 2D показано еще одно поперечное сечение в продольном направлении верхней части трубки.
[0022] На фиг. 2E показано еще одно поперечное сечение в продольном направлении верхней части трубки.
[0023] На фиг. 3A показано поперечное сечение в поперечном направлении второго удлиненного элемента в составной трубке.
[0024] На фиг. 3B показано еще одно поперечное сечение в поперечном направлении второго удлиненного элемента.
[0025] На фиг. 3C показан еще один примерный второй удлиненный элемент.
[0026] На фиг. 3D показан еще один примерный второй удлиненный элемент.
[0027] На фиг. 3E показан еще один примерный второй удлиненный элемент.
[0028] На фиг. 3F показан еще один примерный второй удлиненный элемент.
[0029] На фиг. 3G показан еще один примерный второй удлиненный элемент.
[0030] На фиг. 4A показан один аспект способа образования составной трубки.
[0031] На фиг. 4B показан спирально намотанный второй удлиненный элемент.
[0032] На фиг. 4C показан еще один аспект способа образования составной трубки.
[0033] На фиг. 4D показан еще один аспект способа образования составной трубки.
[0034] На фиг. 4E показан еще один аспект способа образования составной трубки.
[0035] На фиг. 4F показан еще один аспект способа образования составной трубки.
[0036] На фиг. 5A-5B показан еще один пример, иллюстрирующий одиночное удлиненное полое тело, наматываемое спирально для образования медицинской трубки.
[0037] На фиг. 5C-5F показаны примеры других одиночных удлиненных полых тел, наматываемых спирально для образования медицинской трубки.
[0038] На фиг. 6 показан примерный медицинский контур в соответствии по меньшей мере с одним вариантом осуществления.
[0039] На фиг. 7 показана система вдувания в соответствии по меньшей мере с одним вариантом осуществления.
[0040] На фиг. 8 показана схематическая иллюстрация коаксиальной трубки в соответствии по меньшей мере с одним вариантом осуществления.
[0041] На фиг. 9A-C показаны примеры форм первого удлиненного элемента, предназначенные для повышения теплового коэффициента полезного действия.
[0042] На фиг. 9D-F показаны примеры расположений нитей нагревания, предназначенных для повышения теплового коэффициента полезного действия.
[0043] На фиг. 10A-C показаны примеры наложения первого удлиненного элемента.
[0044] фиг. 11A-D показаны свойства в части радиуса кривизны трубок в соответствии с различными вариантами осуществления.
[0045] На всех чертежах ссылочные позиции применяются повторно для указания соответствия между ссылочными (или подобными) элементами. Кроме того, первая цифра каждой позиции указывает фигуру, на которой данный элемент показан первый раз.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
[0046] Детали, касающиеся нескольких иллюстративных вариантов осуществления для реализации устройств и способов, описанных в настоящем документе, описываются ниже со ссылками на фигуры. Изобретение не ограничивается этими описанными вариантами осуществления.
Дыхательный контур, содержащий одну или несколько медицинских трубок
[0047] Для более детального понимания изобретения обратимся в начале к фиг. 1, на которой показан дыхательный контур в соответствии по меньшей мере с одним вариантом осуществления, содержащий одну или несколько медицинских трубок. Трубка - это широкий термин, и ему должно придаваться значение, обычное для специалиста в данной области техники (то есть, он не должен ограничиваться каким-либо специальным или нестандартным значением); этот термин включает без ограничения нецилиндрические проходы. Некоторые варианты осуществления могут включать составную трубку, которая обычно может определяться как трубка, содержащая две или более частей, или, точнее, в некоторых вариантах осуществления, два или более компонентов, как более подробно описано ниже. Такой дыхательный контур может представлять собой систему непрерывного, переменного или двухуровневого положительного давления в дыхательных путях, или иной вид респираторной терапии.
[0048] Газы могут транспортироваться в контуре на фиг. 1 следующим образом. Сухие газы проходят от вентилятора/воздуходувки 105 в увлажнитель 107, который увлажняет сухие газы. Увлажнитель 107 подсоединен к впуску 109 (концу для приема увлажненных газов) вдыхательной трубки 103 по каналу 111, подавая при этом увлажненные газы во вдыхательную трубку 103. Вдыхательная трубка - это трубка, предназначенная для подачи дыхательных газов пациенту, и может быть выполнена из составной трубки, как более подробно описано ниже. Газы протекают по вдыхательной трубке 103 к выпуску 113 (концу для стравливания увлажненных газов) и затем в пациента 101 через интерфейс 115 пациента, подсоединенный к выпуску 113.
[0049] Выдыхательная трубка 117 также подсоединена к интерфейсу 115 пациента. Выдыхательная трубка - это трубка, предназначенная для перемещения выдохнутых увлажненных газов от пациента. В данном случае выдыхательная трубка 117 возвращает выдохнутые увлажненные газы из интерфейса 115 пациента в вентилятор/воздуходувку 105.
[0050] В этом примере сухие газы поступают в вентилятор/воздуходувку 105 через отверстие 119. Вентилятор 121 может увеличить подачу газа в вентилятор/воздуходувку посредством втягивания воздуха или других газов через отверстие 119. Вентилятор 121 может представлять собой, например, вентилятор с переменной частотой вращения, при этом частотой вращений вентилятора управляет электронный контроллер 123. В частности, работой электронного контроллера 123 может управлять электронный главный контроллер 125 в ответ на входные сигналы из главного контроллера 125 и установленное пользователем предопределенное требуемое значение (заданное значение) давления или частоты вращения вентилятора с помощью дискового регулятора 127.
[0051] Увлажнитель 107 имеет камеру 129 увлажнения, содержащую объем воды 130 или иной подходящей увлажняющей жидкости. Предпочтительно, после применения камера 129 увлажнения может извлекаться из увлажнителя 107. Извлекаемость позволяет легче стерилизовать или утилизировать камеру 129 увлажнения. Вместе с тем, часть камеры 129 увлажнения увлажнителя 107 может быть цельной конструкцией. Корпус камеры 129 увлажнения может быть выполнен из непроводящего стеклянного или пластикового материала. Но камера 129 увлажнения может также содержать проводящие компоненты. Например, камера 129 увлажнения может иметь основание с высокой теплопроводностью (например, алюминиевое основание), контактирующее или связанное с нагревательной пластиной 131 на увлажнителе 107.
[0052] Кроме того, увлажнитель 107 может содержать электронные устройства управления. В этом примере увлажнитель 107 содержит электронный, аналоговый или цифровой главный контроллер 125. Предпочтительно, главный контроллер 125 представляет собой контроллер на основе микропроцессора, выполняющего команды компьютерного программного обеспечения, хранящиеся в связанной с ним памяти. В ответ на входной сигнал с установленным пользователем значением влажности или температуры с помощью пользовательского интерфейса 133, например, и другие входные сигналы главный контроллер 125 определяет, когда (или до какого уровня) нагреть нагревательную пластину 131 для подогрева воды 130 в камере 129 увлажнения.
[0053] Может применяться любой подходящий интерфейс 115 пациента. Интерфейс пациента - это широкий термин, и ему должно придаваться значение, обычное для специалиста в данной области техники (то есть, он не должен ограничиваться каким-либо специальным или нестандартным значением); этот термин включает без ограничения маски (такие, как трахеальная маска, лицевые маски и назальные маски), канюли и назальные подушки. Датчик 135 температуры может подключаться к вдыхательной трубке 103 возле интерфейса 115 пациента или к интерфейсу 115 пациента. Датчик 135 температуры контролирует температуру возле интерфейса 115 пациента или на нем. Нагревательная нить (не показана), связанная с датчиком температуры, может применяться для регулирования температуры интерфейса 115 пациента и/или вдыхательной трубки 103 для повышения температуры вдыхательной трубки 103 и/или интерфейса 115 пациента выше температуры насыщения, тем самым снижая вероятность нежелательной конденсации.
[0054] На фиг. 1 выдохнутые увлажненные газы по выдыхательной трубке 117 возвращаются из интерфейса 115 пациента в вентилятор/воздуходувку 105. Выдыхательная трубка 117 также может представлять собой составную трубку, как более подробно описано ниже. Однако выдыхательная трубка 117 может также быть медицинской трубкой, как было ранее известно в уровне техники. В любом случае выдыхательная трубка 117 может иметь датчик температуры и/или нагревательную нить, как описано выше в отношении вдыхательной трубки 103, встроенную в нее для уменьшения вероятности конденсации. Кроме того, выдыхательная трубка 117 не обязательно должна возвращать выдохнутые газы в вентилятор/воздуходувку 105. Альтернативно, выдохнутые увлажненные газы могут передаваться непосредственно в окружающую среду или в другое вспомогательное оборудование, такое как воздухоочистительная установка/фильтр (не показаны). В некоторых вариантах осуществления выдыхательная трубка полностью исключена.
Составные трубки
[0055] На фиг. 2A показан боковой вид сверху отрезка примерной составной трубки 201. Как правило, составная трубка 201 содержит первый удлиненный элемент 203 и второй удлиненный элемент 205. Элемент - это широкий термин, и ему должно придаваться его значение, обычное для специалиста в данной области техники (то есть, он не должен ограничиваться каким-либо специальным или нестандартным значением); этот термин включает без ограничения встроенные части, встроенные компоненты и отличные компоненты. Таким образом, хотя фиг. 2A иллюстрирует вариант осуществления, выполненный из двух отличных компонентов, ясно, что в других вариантах осуществления (таких, как описан со ссылками на фиг. 5A-5D) первый удлиненный элемент 203 и второй удлиненный элемент 205 могут также представлять участки в трубке, выполненные из одного материала. Таким образом, первый удлиненный элемент 203 может представлять полую часть трубки, а второй удлиненный элемент 205 представляет конструктивную опорную или армирующую часть трубки, придающую полой части конструктивную опору. Полая часть и конструктивная опорная часть могут иметь спиральную конфигурацию, как описано в настоящем документе. Составная трубка 201 может применяться для образования вдыхательной трубки 103 и/или выдыхательной трубки 117, как описано выше, коаксиальной трубки, как описано ниже, или любых иных трубок, описанных в настоящем раскрытии.
[0056] В этом примере первый удлиненный элемент 203 содержит полое тело, намотанное спирально для образования, по меньшей мере, частично удлиненной трубки, имеющей продольную ось LA-LA и полость 207, проходящую вдоль продольной оси LA-LA. По меньшей мере в одном варианте осуществления первый удлиненный элемент 203 представляет собой трубку. Предпочтительно, первый удлиненный элемент 203 является гибким. Кроме того, первый удлиненный элемент 203 предпочтительно является прозрачным или, по меньшей мере, полупрозрачным или полунепрозрачным. Степень оптической прозрачности позволяет медработнику или пользователю проверять полость 207 на предмет блокирования или загрязнений, или подтверждать присутствие влаги. Для тела первого удлиненного элемента 203 подходят самые разные пластики, включая пластики для применения в медицине. Примеры подходящих материалов включают полиолефиновые эластомеры, полиэфирблокамиды (термопластические эластомеры), термопластические сополиэфирные эластомеры, смеси каучука на основе сополимера этилена, пропилена и диенового мономера и полипропилена и термопластические полиуретаны.
[0057] Конструкция полого тела первого удлиненного элемента 203 способствует теплоизоляционным свойствам составной трубки 201. Теплоизолирующая трубка 201 является желательной, поскольку, как уже объяснялось, это предотвращает потери тепла. Это может позволить трубке 201 подавать газ пациенту из нагревателя-увлажнителя, поддерживая кондиционированное состояние газа с минимальным потреблением энергии.
[0058] По меньшей мере в одном варианте осуществления полая часть первого удлиненного элемента 203 наполнена газом. Газ может представлять собой воздух, который является желательным из-за его низкой удельной теплопроводности (2,62×10-2 Вт/м⋅K при температуре 300 K) и очень низкой стоимости. Преимущественно может также применяться газ, более вязкий, чем воздух, поскольку более высокая вязкость снижает конвективный теплообмен. Таким образом, теплоизоляционные характеристики могут повысить такие газы, как аргон (17,72×10-3 Вт/м⋅K при температуре 300 K), криптон (9,43×10-3 Вт/м⋅K при температуре 300 K) и ксенон (5,65×10-3 Вт/м⋅K при температуре 300 K). Каждый из этих газов нетоксичен, химически инертен, пожаробезопасен и коммерчески доступен. Полая часть первого удлиненного элемента 203 может уплотняться на обоих концах трубки, в результате чего газ является практически неподвижным. Альтернативно, полая часть может также быть вспомогательным пневматическим подключением, например, линией пробы давления для передачи сигнала обратной связи давления из конца трубки со стороны пациента в контроллер. Факультативно, первый удлиненный элемент 203 может быть перфорированным. Например, поверхность первого удлиненного элемента 203 может быть перфорированной на обращенной наружу поверхности, противоположной полости 207. В еще одном варианте осуществления полая часть первого удлиненного элемента 203 наполнена жидкостью. Примеры жидкостей могут включать воду и другие биосовместимые жидкости с высокой теплоемкостью. Например, могут применяться нанофлюиды. Примерный нанофлюид с подходящей теплоемкостью представляет собой воду и наночастицы веществ, таких как алюминий.
[0059] Второй удлиненный элемент 205 также спирально намотан и соединен с первым удлиненным элементом 203 между прилегающими витками первого удлиненного элемента 203. Второй удлиненный элемент 205 образует, по меньшей мере, часть полости 207 удлиненной трубки. Второй удлиненный элемент 205 действует как конструктивная опора для первого удлиненного элемента 203.
[0060] По меньшей мере в одном варианте осуществления, второй удлиненный элемент 205 шире в основании (проксимальном к полости 207) и уже вверху. Например, второй удлиненный элемент может иметь практически треугольную, практически T-образную или практически Y-образную форму. Однако подходит любая форма, соответствующая контурам первого удлиненного элемента 203.
[0061] Предпочтительно, второй удлиненный элемент 205 является гибким для обеспечения изгиба трубки. Желательно, второй удлиненный элемент 205 менее гибок, чем первый удлиненный элемент 203. Это повышает способность второго удлиненного элемента 205 конструктивно поддерживать первый удлиненный элемент 203. Например, модуль упругости второго удлиненного элемента 205 предпочтительно составляет 30-50 МПа (или примерно 30-50 МПа). Модуль упругости первого удлиненного элемента 203 меньше модуля упругости второго удлиненного элемента 205. Второй удлиненный элемент 205 может быть сплошным или, главным образом, сплошным. Кроме того, второй удлиненный элемент 205 может заделывать или заключать в себе проводящий материал, такой как нити и, в частности, нагревательные нити или датчики (не показаны). Нагревательные нити могут свести к минимуму холодные поверхности, на которых может образовываться конденсат из увлажненного воздуха. Нагревательные нити могут применяться и для изменения профиля температуры газов в полости 207 составной трубки 201. Для тела второго удлиненного элемента 205 подходят самые разные пластики, включая пластики для применения в медицине. Примеры подходящих материалов включают полиолефиновые эластомеры, полиэфирблокамиды (термопластические эластомеры), термопластические сополиэфирные эластомеры, смеси каучука на основе сополимера этилена, пропилена и диенового мономера и полипропилена и термопластические полиуретаны. В некоторых вариантах осуществления первый удлиненный элемент 203 и второй удлиненный элемент 205 могут быть выполнены из одного материала. Кроме того, второй удлиненный элемент 205 может быть выполнен из материала другого цвета, чем первый удлиненный элемент 203, и может быть прозрачным, полупрозрачным или непрозрачным. Например, в одном варианте осуществления первый удлиненный элемент 203 может быть выполнен из прозрачного бесцветного пластика, а второй удлиненный элемент 205 может быть выполнен из непрозрачного синего (или другого) пластика.
[0062] Эта спирально намотанная конструкция, содержащая гибкое полое тело и выполненную как одно целое опору, может обеспечить сопротивление раздавливанию, одновременно оставляя стенку трубки достаточно гибкой для изгибов малого радиуса без перегибов, переломов, закупорки или смятия. Предпочтительно, трубка металлического цилиндра диаметром 25 мм может гнуться без перегибов, переломов, закупорки или смятия, как определено в испытании на увеличение сопротивления потоку с изгибом в соответствии со стандартом ISO 5367:2000(E). Кроме того, эта конструкция может обеспечить гладкую поверхность полости 207 (отверстие трубки), что поможет поддерживать трубку чистой от отложений и улучшит поток газа. Установлено, что полое тело улучшает теплоизоляционные свойства трубки, одновременно позволяя трубке оставаться легкой.
[0063] Как уже объяснялось, составная трубка 201 может применяться как выдыхательная трубка и/или вдыхательная трубка в дыхательном контуре или часть дыхательного контура. Предпочтительно, составная трубка 201 применяется, по меньшей мере, как вдыхательная трубка.
[0064] На фиг. 2B показано поперечное сечение в продольном направлении верхней части примерной составной трубки 201 на фиг. 2A. Фиг. 2B имеет ту же ориентацию, что и фиг. 2A. Этот пример дополнительно иллюстрирует форму полого тела первого удлиненного элемента 203. Как видно в этом примере, первый удлиненный элемент 203 образует в поперечном сечении в продольном направлении несколько полых пузырей. Части 209 первого удлиненного элемента 203 перекрывают прилегающие витки второго удлиненного элемента 205. Часть 211 первого удлиненного элемента 203 образует стенку полости (отверстия трубки).
[0065] Было раскрыто, что наличие промежутка 213 между прилегающими витками первого удлиненного элемента 203, то есть, между прилегающими пузырями, неожиданно улучшает общие теплоизоляционные свойства составной трубки 201. Таким образом, в некоторых вариантах осуществления прилегающие пузыри разделены промежутком 213. Кроме того, в некоторых вариантах осуществления промежуток 213 между прилегающими пузырями повышает удельное термическое сопротивление (величину R) и, соответственно, снижает удельную теплопроводность составной трубки 201. Установлено также, что конфигурация этого промежутка повышает гибкость составной трубки 201, допуская изгибы меньшего радиуса. T-образный второй удлиненный элемент 205, как показано на фиг. 2B, может помогать поддерживать промежуток 213 между прилегающими пузырями. Однако в некоторых вариантах осуществления прилегающие пузыри касаются друг друга. Например, прилегающие пузыри могут соединяться.
[0066] Во втором удлиненном элементе 205 могут располагаться один или несколько проводящих материалов для нагревания или измерения потока газа. В этом примере во втором удлиненном элементе 205 заключены две нагревательные нити 215, по одной по обе стороны вертикальной части «T». Нагревательные нити 215 содержат проводящий материал, сплавы алюминия (Al) и/или меди (Cu), или проводящего полимера. Предпочтительно, материал, образующий второй удлиненный элемент 205, выбирается в качестве не реагирующего с металлом в нагревательных нитях 215, когда нагревательные нити 215 достигают своей рабочей температуры. Нити 215 могут относиться от полости 207 так, чтобы не подвергаться воздействию полость 207. На одном конце составной трубки, пары нитей могут объединяться в соединительную петлю.
[0067] По меньшей мере в одном варианте осуществления несколько нитей расположены во втором удлиненном элементе 205. Нити могут электрически соединяться, чтобы делить общую направляющую. Например, первая нить, такая как нагревательная нить, может располагаться на первой стороне второго удлиненного элемента 205. Вторая нить, такая как измерительная нить, может располагаться на второй стороне второго удлиненного элемента 205. Третья нить, такая как нить заземления, может располагаться между первой и второй нитями. Первая, вторая и/или третья нити могут соединяться между собой на одном конце второго удлиненного элемента 205.
[0068] На фиг. 2C показано поперечное сечение в продольном направлении пузырей на фиг. 2B. Как показано, части 209 первого удлиненного элемента 203, перекрывающие прилегающие витки второго удлиненного элемента 205, характеризуются углом наклона области соединения 217. Большая область соединения повышает сопротивление трубки расслаиванию на поверхности сопряжения первого и второго удлиненных элементов. Дополнительно или альтернативно, форму буртика и/или пузыря можно адаптировать, чтобы увеличить область соединения 217. Например, фиг. 2D иллюстрирует относительно малую зону соединения с левой стороны. фиг. 9B также демонстрирует меньшую область соединения. Напротив, на фиг. 2E показана намного большая область соединения, чем на фиг. 2D, из-за размера и формы буртика. Фиг. 9A и 9C также иллюстрируют большую область соединения. Каждая из этих фигур более подробно рассмотрена ниже. Следует понимать, что хотя в некоторых вариантах осуществления могут быть предпочтительными конструктивные исполнения на фиг. 2E, 9A, и 9C, в других вариантах осуществления могут применяться другие конструктивные исполнения, включая показанные на фиг. 2D, 9B и другие разновидности, которые могут потребоваться.
[0069] На фиг. 2D показано поперечное сечение в продольном направлении верхней части еще одной составной трубки. Фиг. 2D имеет ту же ориентацию, что и фиг. 2B. Этот пример дополнительно иллюстрирует форму полого тела первого удлиненного элемента 203 и показывает, как первый удлиненный элемент 203 образует в поперечном сечении в продольном направлении несколько полых пузырей. В этом примере пузыри полностью отделены друг от друга промежутком 213. Практически треугольный второй удлиненный элемент 205 поддерживает первый удлиненный элемент 203.
[0070] На фиг. 2E показано поперечное сечение в продольном направлении верхней части еще одной составной трубки. Фиг. 2E имеет ту же ориентацию, что и фиг. 2B. В примере на фиг. 2E нагревательные нити 215 отделены друг от друга на большее расстояние, чем нити 215 на фиг. 2B. Установлено, что увеличение расстояния между нагревательными нитями может повысить КПД нагрева, и некоторые варианты осуществления включают настоящее решение. КПД нагрева относится к отношению количества подводимого тепла к трубке к количеству энергии, отводимой или регенерируемой от трубки. Вообще говоря, чем больше энергия (или тепло), рассеивающаяся из трубки, тем ниже КПД нагрева. Для улучшения характеристик нагрева нагревательные нити 215 могут проходить на одинаковом (или почти одинаковом) расстоянии друг от друга вдоль отверстия трубки. Альтернативно, нити 215 могут располагаться на краях второго удлиненного элемента 205, что может упростить изготовление.
[0071] Далее сделана ссылка на фиг. 3A-3G, демонстрирующие примерные конструктивные исполнения для второго удлиненного элемента 205. На фиг. 3A показано поперечное сечение в поперечном направлении второго удлиненного элемента 205, имеющее форму, подобную T-образной форме, показанной на фиг. 2B. В этом примерном варианте осуществления второй удлиненный элемент 205 не имеет нагревательных нитей. Могут применяться и другие формы для второго удлиненного элемента 205, включая варианты T-образной форм, как описано ниже, и треугольные формы.
[0072] На фиг. 3B показан еще один примерный второй удлиненный элемент 205, имеющий поперечное сечение T-образной формы. В этом примере нагревательные нити 215 заделаны в вырезы 301 во втором удлиненном элементе 205 по обе стороны вертикальной части «T». В некоторых вариантах осуществления вырезы 301 могут формоваться во втором удлиненном элементе 205 при экструзии. Вырезы 301 могут альтернативно выполняться во втором удлиненном элементе 205 после экструзии. Например, вырезы во втором удлиненном элементе 205 могут выполняться режущим инструментом. Предпочтительно, вырезы выполняются нагревательными нитями 215, когда они вдавливаются или втягиваются (крепятся механически) во второй удлиненный элемент 205 вскоре после экструзии, при этом второй удлиненный элемент 205 должен быть относительно мягким. Альтернативно, одна или несколько нагревательных нитей могут устанавливаться (например, приклеиваться, присоединяться или частично заделываться) на основании удлиненного элемента так, что нить (нити) подвергается воздействию полости трубки. В этих вариантах осуществления может оказаться желательным поместить нить (нити) в изоляцию, чтобы уменьшить риск возгорания при пропускании по полости трубки горючего газа, такого, как кислород.
[0073] На фиг. 3C показан еще один примерный второй удлиненный элемент 205 в поперечном сечении. Второй удлиненный элемент 205 имеет практически треугольную форму. В этом примере нагревательные нити 215 заделаны с противоположных сторон треугольника.
[0074] На фиг. 3D показан еще один примерный второй удлиненный элемент 205 в поперечном сечении. Второй удлиненный элемент 205 содержит четыре канавки 303. Канавки 303 являются углублениями или бороздками профиля поперечного сечения. В некоторых вариантах осуществления канавки 303 могут облегчить образование вырезов (не показаны) для заделки нитей (не показаны). В некоторых вариантах осуществления канавки 303 облегчают расположение нитей (не показаны), которые вдавливаются или втягиваются во второй удлиненный элемент 205 и тем самым заделываются в нем. В этом примере четыре начальные канавки 303 обеспечивают размещение до четырех нитей, например, четырех нагревательных нитей, четырех измерительных нитей, двух нагревательных и двух измерительных нитей, трех нагревательных и одной измерительной нити или одной нагревательной и трех измерительных нитей. В некоторых вариантах осуществления нагревательные нити могут находиться на наружной стороне второго удлиненного элемента 205. Измерительные нити могут находиться на внутренней стороне.
[0075] На фиг. 3E показан еще один примерный второй удлиненный элемент 205 в поперечном сечении. Второй удлиненный элемент 205 имеет T-образный профиль и несколько канавок 303 для размещения нагревательных нитей.
[0076] На фиг. 3F показан еще один примерный второй удлиненный элемент 205 в поперечном сечении. Во втором удлиненном элементе 205 заделаны четыре нити 215 - по две с каждой стороны вертикальной части «T». Как более подробно объяснено ниже, нити заделаны во втором удлиненном элементе 205, поскольку второй удлиненный элемент 205 экструдировался вокруг нитей. Вырезы для заделки нагревательных нитей 215 не выполнены. В этом примере второй удлиненный элемент 205 также содержит несколько канавок 303. Поскольку нагревательные нити 215 уже заделаны во втором удлиненном элементе 205, канавки 303 не применяются для облегчения выполнения вырезов для заделки нагревательных нитей. В этом примере канавки 303 могут облегчить разделение заделанных нагревательных нитей, что облегчает зачистку отдельных жил, например, при оконцевании нагревательных нитей.
[0077] На фиг. 3G показан еще один примерный второй удлиненный элемент 205 в поперечном сечении. Второй удлиненный элемент 205 имеет практически треугольную форму. В этом примере форма второго удлиненного элемента 205 аналогична форме второго удлиненного элемента на фиг. 3C, но в этом случае четыре нити 215 заделаны во второй удлиненный элемент 205, при этом все из них расположены посредине в нижней трети второго удлиненного элемента 205 и расположены вдоль практически горизонтальной оси.
[0078] Как уже объяснялось, может оказаться желательным увеличить расстояние между нитями для повышения КПД нагрева. Однако в некоторых вариантах осуществления, если нагревательные нити 215 встроены в составную трубку 201, нити 215 могут располагаться относительно по центру во втором удлиненном элементе 205. Положение по центру повышает долговечность составной трубки для возможности повторного применения частично потому, что при таком положении уменьшается вероятность ломки при повторных сгибаниях составной трубки 201. Кроме того, расположение по центру нитей 215 может уменьшить риск возгорания, поскольку нити 215 покрыты слоями изоляции и удалены от газового тракта.
[0079] Как уже объяснялось, некоторые из примеров иллюстрируют подходящие расположения нитей 215 во втором удлиненном элементе 205. В вышеприведенных примерах, содержащих более одной нити 215, нити 215 обычно проходят вдоль горизонтальной оси. Подходят и альтернативные конструктивные исполнения. Например, две нити могут проходить вдоль вертикальной оси или диагональной оси. Четыре нити могут проходить вдоль вертикальной оси или диагональной оси. Четыре нити могут проходить в крестообразной конфигурации: одна нить расположена в верхней части второго удлиненного элемента, одна нить расположена в нижней части второго удлиненного элемента (возле полости трубки) и две нити расположены на противоположных плечах «T», «Y» или основании треугольника.
[0080] В таблицах 1A и 1B приведены некоторые предпочтительные размеры медицинских трубок, описанных в настоящем документе, а также некоторые предпочтительные пределы для этих размеров. Размеры относятся к поперечному сечению в поперечном направлении трубки. В этих таблицах диаметр полости представляет внутренний диаметр трубки. Шаг представляет расстояние между двумя повторяющимися точками, измеренное в аксиальном направлении вдоль трубки, а именно: расстояние между кончиками вертикальных частей о прилегающих «T» второго удлиненного элемента. Ширина пузыря представляет ширину (максимальный наружный диаметр) пузыря. Высота пузыря представляет высоту пузыря от полости трубки. Высота буртика представляет максимальную высоту второго удлиненного элемента от полости трубки (например, высота вертикальной части «T»). Ширина буртика представляет максимальную ширину второго удлиненного элемента (например, ширину вертикальной части «T»). Толщина пузыря представляет толщину стенки пузыря.
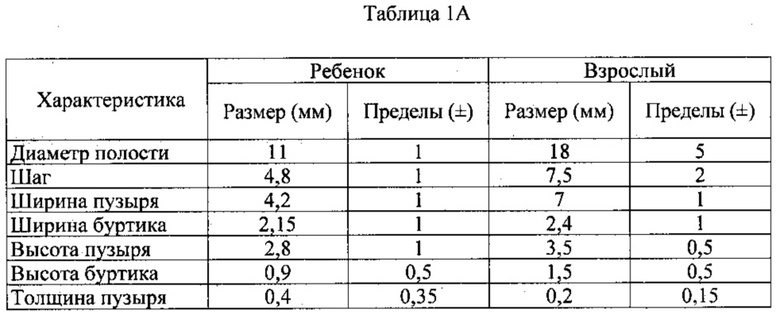
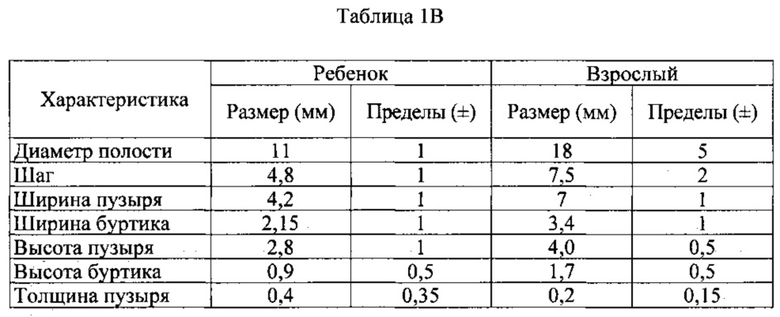
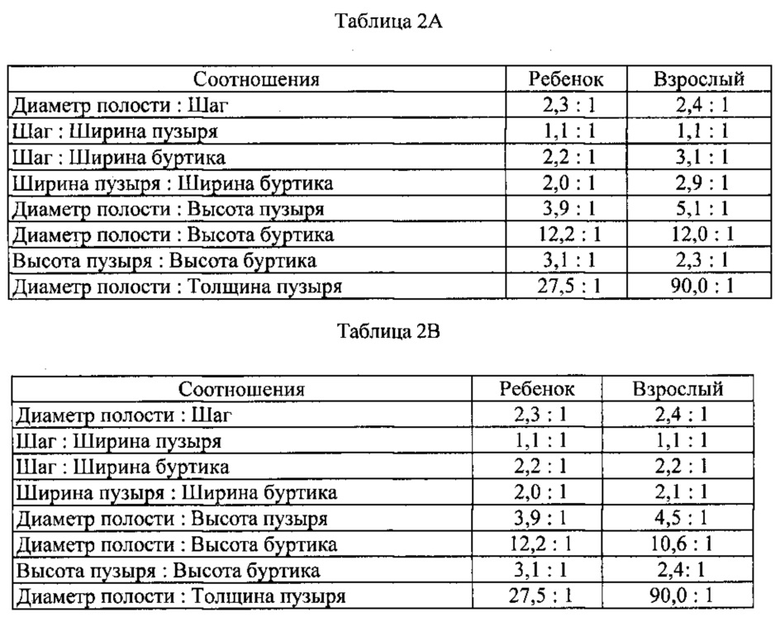
[0081] В таблицах 2A и 2B приведены примерные соотношения между размерами признаков для трубок, описанных в таблицах 1A и 1B соответственно.
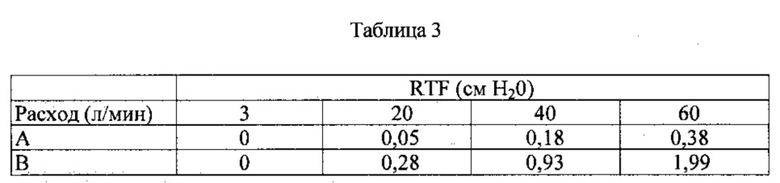
[0082] В следующих таблицах приведены некоторые примерные свойства составной трубки (помеченной «A»), описанной в настоящем документе, имеющей нагревательную нить, встроенную внутри второго удлиненного элемента. Для сравнения приведены также свойства одноразовой гофрированной трубки (помеченной «B») модели RT100, выпускаемой компанией Fisher & Paykel, имеющей нагревательную нить, спирально намотанную внутри отверстия трубки.
[0083] Измерение сопротивления потоку (RTF) было проведено в соответствии с приложением A стандарта ISO 5367:2000(E). Полученные результаты подытожены в таблице 3. Как показано ниже, RTF для составной трубки ниже RTF для трубки модели RT100.
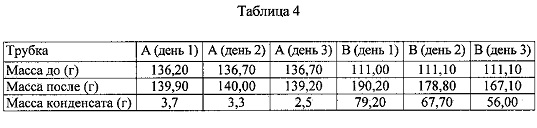
[0084] Конденсат или «вымывание» в трубке относится к массе конденсата, собранного за сутки при расходе газа 20 л/мин и комнатной температуре 18°C. Увлажненный воздух непрерывно пропускают по трубке из камеры. Массы трубки регистрируют до и после каждого дня испытания. Проводят три последовательных испытания с сушкой трубки перед каждым испытанием. Результаты приведены в таблице 4. Результаты показывают, что в составной трубке вымывание значительно ниже, чем в трубке модели RT100.
[0085] Потребление мощности относится к мощности, потребленной при испытании на конденсат. В этом испытании окружающий воздух поддерживали при температуре 18°C. Камеры увлажнения {см., например, камеру 129 увлажнения на фиг. 1) питали основаниями нагревателя MR850. Нагревательные нити в трубках питали независимо от источника питания постоянного тока. Устанавливали разные расходы, и камеру оставляли охлаждаться до температуры 37°C на выходе камеры. Затем напряжение постоянного тока, подаваемое в системы, меняли для получения на выходе системы температуры 40°C. Напряжение, необходимое для поддерживания выходной температуры, записывали и рассчитывали результирующую мощность. Результаты показаны в таблице 5. Результаты показывают, что составная трубка A потребляет значительно больше мощности, чем трубка B. Это объясняется тем, что в трубке B для нагрева газа с 37°C до 40°C применяется спиральная нагревательная нить в отверстии трубки. Составная трубка не нагревает газ быстро, поскольку нагревательная нить находится в стенке трубки (заделана во второй удлиненный элемент). Составная трубка рассчитана на поддерживание температуры газа и предотвращение конденсата поддерживанием отверстия трубки при температуре ниже точки росы увлажненного газа.

[0086] Гибкость трубки испытали с применением испытания на трехточечный изгиб. Трубки поместили на стенд для испытания на трехточечный изгиб и для измерения нагрузки и удлинения применяли прибор Instron 5560 Test System. Каждый образец трубки испытывали трижды; измеряли удлинение трубки в зависимости от приложенной нагрузки, чтобы получить средние соответствующие постоянные жесткости. Средние постоянные жесткости для трубки A и трубки B приведены в таблице 6.
Способы изготовления
[0087] Далее сделана ссылка на фиг. 4A-4F, которые иллюстрируют примерные способы изготовления составных трубок.
[0088] Обратимся вначале к фиг. 4A. По меньшей мере в одном варианте осуществления способ изготовления составной трубки включает стадию, на которой берут второй удлиненный элемент 205, и стадию, на которой второй удлиненный элемент 205 спирально наматывают на сердечник 401, при этом противостоящие боковые краевые части 403 второго удлиненного элемента 205 на прилегающих витках разносят, тем самым образуя спираль второго удлиненного элемента 405. В некоторых вариантах осуществления второй удлиненный элемент 205 могут наматывать непосредственно на сердечник. В других вариантах осуществления на сердечнике могут предусматривать расходуемый слой.
[0089] По меньшей мере в одном варианте осуществления способ дополнительно включает формование второго удлиненного элемента 205. Подходящим способом формования второго удлиненного элемента 205 является экструдирование. Для экструдирования второго удлиненного элемента 205 с заданной высотой буртика может предназначаться второй экструдер. Таким образом, по меньшей мере в одном варианте осуществления способ включает экструдирование второго удлиненного элемента 205.
[0090] Как показано на фиг. 4B, экструдирование может быть преимущественным, поскольку оно может позволять заделывать нагревательные нити 215 во второй удлиненный элемент 205 во время формования второго удлиненного элемента 205, например, с применением экструдера, имеющего поперечную экструзионную головку. Таким образом, в некоторых вариантах осуществления способ включает обеспечение одной или нескольких нагревательных нитей 215 и заделывание нагревательной нити 215 для формования второго удлиненного элемента 205. Кроме того, способ включает обеспечение второго удлиненного элемента 205, имеющего одну или несколько нагревательных нитей 215, заделанных или заключенных во второй удлиненный элемент 205.
[0091] По меньшей мере в одном варианте осуществления способ включает заделывание одной или нескольких нитей 215 во второй удлиненный элемент 205. Например, как показано на фиг. 4C, нити 215 могут быть вдавлены (втянуты или механически помещены) во второй удлиненный элемент 205 на заданную глубину. Альтернативно, во втором удлиненном элементе 205 могут быть выполнены вырезы на заданную глубину, и нити 215 могут быть помещены в эти вырезы. Предпочтительно, вдавливание или вырезание выполняют вскоре после того, как экструдируют второй удлиненный элемент 205, и пока второй удлиненный элемент 205 является мягким.
[0092] Как показано на фиг. 4D и 4E, по меньшей мере в одном варианте осуществления способ включает обеспечение первого удлиненного элемента 203, и спиральное наматывание первого удлиненного элемента 203 на спираль второго удлиненного элемента 405 так, что части первого удлиненного элемента 203 перекрывают прилегающие витки спирали второго удлиненного элемента 405, а часть первого удлиненного элемента 203 располагается вплотную к сердечнику 401 в пространстве между витками спирали второго удлиненного элемента 405, тем самым образуя спираль первого удлиненного элемента 407. На фиг. 4D показан этот примерный способ, в котором нагревательные нити 215 заключены во второй удлиненный элемент 205 до формования спирали второго удлиненного элемента. На фиг. 4E показан этот примерный способ, в котором нагревательные нити 215 заключены во второй удлиненный элемент 205 во время формования спирали второго удлиненного элемента. Альтернативный способ заключения нити 215 в составную трубку включает заключение одной или нескольких нитей 215 между первым удлиненным элементом 203 и вторым удлиненным элементом 205 в области, в которой первый удлиненный элемент 203 перекрывает второй удлиненный элемент 205.
[0093] Вышеописанные альтернативы для заключения одной или нескольких нагревательных нитей 215 в составную трубку имеют преимущества над альтернативой выполнения нагревательных нитей в газовом тракте. Выполнение нагревательной нити (нитей) 215 вне газового тракта улучшает характеристики, поскольку нити нагревают стенку трубки в местах наиболее вероятного образования конденсата. Это конструктивное исполнение уменьшает риск возгорания в средах с высоким содержанием кислорода за счет увода нагревательной нити из газового тракта. Вместе с тем, этот признак и ухудшает характеристики, поскольку он снижает эффективность нитей накала в нагревании газов при их прохождении по трубке. Тем не менее, в некоторых вариантах осуществления составная трубка 201 содержит одну или несколько нагревательных нитей 215, помещенных в газовый тракт. Например, нагревательные нити могут размещаться на стенке полости (отверстия трубки), например, спирально. Примерный способ расположения одной или нескольких нагревательных нитей 215 на стенке полости включает присоединение нагревательной нити, заделывание или размещение иным образом формуют на поверхности второго удлиненного элемента 205, которая в собранном состоянии образует стенку полости. Таким образом, в некоторых вариантах осуществления способ включает расположение одной или нескольких нагревательных нитей 215 на стенке полости.
[0094] Несмотря на то, заделаны или заключены нагревательные нити 215 на втором удлиненном элементе 205 или расположены на втором удлиненном элементе 205, или иным образом размещены на трубке или в ней, по меньшей мере в одном варианте осуществления пары нитей могут формоваться в соединительную петлю на одном конце составной трубки для образования контура.
[0095] На фиг. 4F показано поперечное сечение в продольном направлении узла, показанного на фиг. 4E, с уделением основного внимания верхней части сердечника 401 и верхней части спирали 407 первого удлиненного элемента, и спирали 405 второго удлиненного элемента. Этот пример показывает спираль 405 второго удлиненного элемента, имеющую T-образный второй удлиненный элемент 205. При формовании второго удлиненного элемента нагревательные нити 215 заделывают во второй удлиненный элемент 205. На правой стороне фиг. 4F показан пузыреобразный профиль спирали первого удлиненного элемента, описанной выше.
[0096] Кроме того, способ может включать формование первого удлиненного элемента 203. Экструдирование является подходящим способом формования первого удлиненного элемента 203. Таким образом, по меньшей мере в одном варианте осуществления способ включает экструдирование первого удлиненного элемента 203. Первый удлиненный элемент 203 могут выполнять и экструдированием двух или более частей, и соединением их для образования одной детали. В качестве еще одной альтернативы, первый удлиненный элемент 203 могут выполнять и экструдированием секций, которые создают полую форму при формовании или соединении в процессе формования спиральной трубки.
[0097] Кроме того, способ может включать подачу в один конец первого удлиненного элемента 203 газа под давлением выше атмосферного. Газом может быть, например, воздух. Как уже объяснялось, могут применяться и другие газы. Подача газа в один конец первого удлиненного элемента 203 может поддерживать форму открытого полого тела при наматывании первого удлиненного элемента 203 на сердечник 401. Газ может подаваться до наматывания первого удлиненного элемента 203 на сердечник 401, во время наматывания первого удлиненного элемента 203 на сердечник 401 или после наматывания первого удлиненного элемента 203 на сердечник 401. Например, экструдер с комбинацией экструзионной головки/наконечника может подавать воздух в глубокую полость первого удлиненного элемента 203 во время экструдирования первого удлиненного элемента 203. Таким образом, по меньшей мере в одном варианте осуществления способ включает экструдирование первого удлиненного элементов 203, и подачу в конец первого удлиненного элемента 203 после экструдирования газа под давлением выше атмосферного. Давление, составляющее 15-30 см H2O (или примерно 15-30 см H2O), считается допустимым.
[0098] По меньшей мере в одном варианте осуществления первый удлиненный элемент 203 и второй удлиненный элемент 205 спирально наматывают на сердечник 401. Например, первый удлиненный элемент 203 и второй удлиненный элемент 205 могут выпускать из экструзионной головки при повышенной температуре 200°C (или примерно 200°C) или выше и затем на небольшом расстоянии от головки наносить на сердечник. Предпочтительно, сердечник охлаждают с применением водяной рубашки, охладителя и/или другого подходящего способа охлаждения до температуры 20°C (или примерно 20°C) или ниже, например, приближающейся к 0°C (или примерно к 0°C). Через 5 (или примерно 5) витков спирали первый удлиненный элемент 203 и второй удлиненный элемент 205 дополнительно охлаждают охлаждающей текучей средой (жидкостью или газом). В одном варианте осуществления в качестве охлаждающей текучей среды применяют воздух, выпускаемый из кольца со струями, охватывающего сердечник. После охлаждения и снятия компонентов с сердечника получают составную трубку, имеющую полость, проходящую вдоль продольной оси, и полое пространство, окружающее эту полость. В этом варианте осуществления для соединения первого и второго удлиненных элементов клей или иной механизм крепления не требуется. В других вариантах осуществления для связывания или соединения иным образом этих двух элементов могут применять клей или иной механизм крепления. В еще одном варианте второй удлиненный элемент 205 после экструдирования и размещения нагревательных нитей могут охлаждать для фиксации положения нагревательных нитей. Затем второй удлиненный элемент 205 могут повторно нагревать при нанесении на сердечник для улучшения сцепления. Примерные способы повторного нагревания включают применение устройств точечного нагрева, нагретых роликов и т.д.
[0099] Способ включает формование пар нагревательных или измерительных нитей на одном конце составной трубки в соединительную петлю. Например, концевые части двух нагревательных или измерительных нитей могут вытянуть из второго удлиненного элемента 205 и затем сформировать в соединительную петлю, например, связыванием, сцеплением, склеиванием, сплавлением и т.д. двух нитей. В качестве еще одного примера, концевые части нагревательных нитей могут в процессе изготовления оставлять выступающими из второго удлиненного элемента 205 и затем при сборке составной трубки сформировать в соединительную петлю.
Медицинские трубки и способы изготовления с применением одиночной спирально намотанной трубки
[0100] Далее сделана ссылка на фиг. 5A-5F, на которых показаны поперечные сечения в поперечном направлении трубок, содержащих одиночный элемент трубчатой формы, имеющий первый удлиненный элемент или часть 203 и второй удлиненный элемент или часть 205. Как показано, вторые удлиненные части 205 выполнены как одно целое с первыми удлиненными частями 203 и проходят по всей длине одиночного элемента трубчатой формы. В показанных вариантах осуществления одиночный элемент трубчатой формы представляет собой удлиненное полое тело, имеющее в поперечном сечении в поперечном направлении относительно тонкую стенку, частично ограничивающую полую часть 501, с двумя армирующими частями 205 относительно большей толщины или относительно большей жесткости на противоположных сторонах удлиненного полого тела, прилегающими к относительно тонкой стенке. После спиральной намотки удлиненного полого тела эти армирующие части образуют часть внутренней стенки полости 207, и при этом армирующие части также спирально расположены между прилегающими витками удлиненного полого тела.
[0101] По меньшей мере в одном варианте осуществления способ включает стадию, на которой формуют удлиненное полое тело, содержащее первую удлиненную часть 203 и армирующую часть 205. Подходящим способом формования удлиненного полого тела является экструдирование. Подходящие формы поперечного сечения для элемента трубчатой формы показаны на фиг. 5A-5F.
[0102] Удлиненное полое тело может формоваться в медицинскую трубку, как уже объяснялось, и вышеприведенное рассмотрение этой ссылкой включается в дальнейшее описание. Например, по меньшей мере в одном варианте осуществления способ изготовления медицинской трубки включает спиральное наматывание удлиненного полого тела на сердечник. Это может быть выполнено при повышенной температуре с таким расчетом, чтобы после спиральной намотки удлиненное полое тело охлаждалось для соединения прилегающих витков. Как показано на фиг. 5B, противостоящие боковые краевые части армирующих частей 205 могут касаться на прилегающих витках. В других вариантах осуществления, противостоящие боковые краевые части второго удлиненного элемента 205 могут перекрываться на прилегающих витках, как показано на фиг. 5D и 5E. Во второй удлиненный элемент могут вводиться нагревательные нити 215, как уже объяснялось и как показано на фиг. 5A-5F. Например, нагревательные нити могут предусматриваться на противоположных сторонах удлиненного полого тела, как показано на фиг. 5A-5D. Альтернативно, нагревательные нити могут предусматриваться только на одной стороне удлиненного полого тела, как показано на фиг. 5E-5F. Любой из этих вариантов осуществления мог бы включать присутствие измерительных нитей.
Медицинские контуры
[0103] Далее сделана ссылка на фиг. 6, на которой показан примерный медицинский контур в соответствии по меньшей мере с одним вариантом осуществления. Система содержит одну или несколько составных трубок, описанных выше, а именно: для вдыхательной трубки 103 и/или выдыхательной трубки 117. Свойства вдыхательной трубки 103 и выдыхательной трубки 117 подобны свойствам трубок, описанных выше со ссылками на фиг. 1. Вдыхательная трубка 103 имеет впуск 109, сообщающийся с увлажнителем 115, и выпуск 113, через который увлажненные газы подаются вовнутрь пациента 101. Выдыхательная трубка 117 также имеет впуск 109, принимающий выдохнутые увлажненные газы из пациента, и выпуск 113. Как описано выше со ссылками на фиг. 1, выпуск 113 выдыхательной трубки 117 может выпускать выдохнутые газы в атмосферу, в блок вентилятора/воздуходувки 115, в воздухоочистительную установку/фильтр (не показаны) или в любое иное подходящее место.
[0104] Как описано выше, во вдыхательной трубке 103 и/или выдыхательной трубке 117 могут помещаться нагревательные нити 601 для уменьшения риска конденсата в трубках путем поддерживания температуры стенки трубки выше температуры точки росы.
Компонент системы вдувания
[0105] Лапароскопическая хирургия, называемая также минимально инвазивной хирургией (MIS) или хирургия с очень малым разрезом, - это современная хирургическая методика, при которой операции в брюшной полости выполняют через маленькие разрезы (обычно 0,5-1,5 см) по сравнению с более крупными разрезами, необходимыми при традиционных хирургических операциях. Лапароскопическая хирургия включает операции в брюшной или тазовой полости. При лапароскопической операции с вдуванием может потребоваться увлажнение вдуваемого газа (обычно CO2) перед пропусканием в брюшную полость. Это может помочь предотвратить «высыхание» внутренних органов пациента и может сократить время, необходимое для выздоровления после хирургической операции. Системы вдувания обычно содержат камеры увлажнения, удерживающие некоторое количество воды. Увлажнитель обычно содержит нагревательную пластину, нагревающую воду для создания водяного пара, который передается в поступающие газы для увлажнения этих газов. Эти газы транспортируются из увлажнителя водяным паром.
[0106] Далее сделана ссылка на фиг. 7, на которой показана система вдувания 701 в соответствии по меньшей мере с одним вариантом осуществления. Система 701 вдувания содержит порошковдуватель 703, создающий поток вдуваемых газов под давлением выше атмосферного для доставки в брюшную или брюшинную полость пациента 705. Газы проходят в увлажнитель 707, имеющий нагревательное основание 709 и увлажнительную камеру 711, при этом камера 711 при применении находится в контакте с нагревательным основанием 709, и при этом нагревательное основание 709 подает тепло в камеру 711. В увлажнителе 707 вдуваемые газы проходят через камеру 711, увлажняясь при этом до соответствующего уровня влажности.
[0107] Система 701 содержит канал 713 доставки, обеспечивающий соединение между увлажнительной камерой 711 и брюшинной полостью или операционным полем пациента 705. Канал 713 имеет первый конец и второй конец, при этом первый конец подсоединен к выпуску увлажнительной камеры 711 и принимает увлажненные газы из камеры 711. Второй конец канала 713 размещен в операционном поле или брюшинной полости пациента 705, и увлажненные вдуваемые газа проходят из камеры 711, по каналу 713, и в операционное поле для надувания и расширения операционного поля или брюшинной полости. Кроме того, система содержит контроллер (не показан), регулирующий количество влажности, подаваемой в газы, путем управления мощностью, подаваемой в нагревательное основание 709. Кроме того, контроллер применяется для контроля воды в увлажнительной камере 711. Показана система 715 эвакуации дыма, выводящая из полости тела пациента 705.
[0108] Система 715 эвакуации дыма может применяться вместе с системой 701 вдувания, описанной выше, или может применяться с другими подходящими системами вдувания. Система 715 эвакуации дыма содержит выпускную часть 717, выпускной узел 719 и фильтр 721. Выпускная часть 717 подсоединена между фильтром 721 и выпускным узлом 719, который при применении расположен в операционном поле или брюшинной полости пациента 705, или рядом с ней. Выпускная часть 717 представляет собой самонесущую трубку (то есть, трубка способна выдерживать свой вес без смятия) с двумя открытыми концами: концом со стороны операционного поля и выпускным концом.
[0109] По меньшей мере в одном варианте осуществления составная трубка применяется в качестве канала 713, который может подавать увлажненные газы в операционное поле пациента 705 с минимизированной потерей тепла. Это может преимущественно уменьшить общее потребление энергии в системе вдувания, поскольку для компенсации потери тепла требуется меньшее подводимое тепло.
Коаксиальная трубка
[0110] Коаксиальная дыхательная трубка также может содержать составную трубку, описанную выше. В коаксиальной дыхательной трубке первое газовое пространство представляет собой вдыхательную часть или выдыхательную часть, а второе газовое пространство представляет собой соответственно другую выдыхательную часть или вдыхательную часть. Один проход для газа предусмотрен между впуском указанной вдыхательной части и выпуском указанной вдыхательной части, и один проход для газа предусмотрен между впуском указанной выдыхательной части и выпуском указанной выдыхательной части. В одном варианте осуществления первое газовое пространство представляет собой указанную вдыхательную часть и второе газовое пространство представляет собой указанную вдыхательную часть. Альтернативно, первое газовое пространство может представлять собой выдыхательную часть, а второе газовое пространство может представлять собой вдыхательную часть.
[0111] Далее сделана ссылка на фиг. 8, на которой показана коаксиальная трубка 801 в соответствии по меньшей мере с одним вариантом осуществления. В этом примере коаксиальная трубка 801 предусмотрена между пациентом 801 и вентилятором 805. Каждый из выдыхаемых газов и вдыхаемых газов протекает по внутренней трубке 807 или пространству 809 между внутренней трубкой 807 и наружной трубкой 811. Следует понимать, что наружная трубка 811 может быть не точно соосной с внутренней трубкой 807. В данном случае термин «коаксиальный» означает, что одна трубка расположена внутри другой трубки.
[0112] По соображениям теплообмена внутренняя трубка 807 может нести вдыхаемые газы в пространстве 813 внутри нее, в то время как выдыхаемые газы переносятся в пространстве 809 между внутренней трубкой 807 и наружной трубкой 811. Эта конфигурация воздушного потока указана стрелками. Однако возможно и обратная конфигурация, в которой наружная трубка 811 несет вдыхаемые газы, а внутренняя трубка 807 несет выдыхаемые газы.
[0113] По меньшей мере в одном варианте осуществления внутренняя трубка 807 представляет собой гофрированную трубку, такую как одноразовая трубка модели RT100, выпускаемая компанией Fisher & Paykel. Наружная трубка 811 может представлять собой составную трубку, описанную выше.
[0114] При применении коаксиальной трубки 801 вентилятор 805 может не получить сведения об утечке во внутренней трубке 807. Эта утечка может шунтировать пациента 801, т.е., пациенту 801 не будет подаваться достаточно кислорода. Это шунтирование может обнаруживаться датчиком, расположенным на конце коаксиальной трубки 801 со стороны пациента. Это датчик может располагаться в коннекторе 815 на конце со стороны пациента. Шунтирование ближе к вентилятору 805 приведет к непрерывному возвратному дыханию пациентом 801 объема воздуха, ближнего к пациенту 801. Это приведет к повышению концентрации диоксида углерода в пространстве вдыхательного потока 813 возле пациента 801, которое может быть обнаружено непосредственно датчиком СО2. Этот датчик может представлять собой любой из ряда таких датчиков, являющихся в настоящее время коммерчески доступными. Альтернативно, это возвратное вдыхание может обнаруживаться посредством контроля температуры газов в коннекторе 815 на конце со стороны пациента, где повышение температуры выше предопределенного уровня указывает на то, что имеет место возвратное вдыхание.
[0115] В дополнение к вышеописанному, для уменьшения или исключения возникновения конденсации во внутренней трубке 807 или наружной трубке 811 и для поддерживания по существу однородной температуры в потоке газов по коаксиальной трубке 801, во внутренней трубке 807 или наружной трубке 811 может предусматриваться нагреватель, такой как нить резистивного нагрева, расположенный в пространствах 809 или 713 газов или в стенках самих внутренней трубки 707 или наружной трубки 711.
Тепловые свойства
[0116] В вариантах осуществления составной трубки 201, содержащей нагревательную нить 215, через стенки первого удлиненного элемента 203 может теряться тепло, приводя к неравномерному нагреванию. Как уже объяснялось, одним из путей компенсирования этой потери тепла является прикладывание к стенкам первого удлиненного элемента 203 тепла из внешнего источника нагрева, что поможет регулировать температуру и противостоять потере тепла. Однако для оптимизации тепловых свойств могут применяться и другие способы.
[0117] Далее сделана ссылка на фиг. 9А-9С, на которых показаны примерные конструктивные исполнения для высоты пузырей (то есть, высоты поперечного сечения первого удлиненного элемента 203, измеренной от поверхности, обращенной к внутренней полости, до поверхности, образующей максимальный наружный диаметр) для улучшения тепловых свойств.
[0118] Размеры пузыря могут выбираться с таким расчетом, чтобы уменьшить потерю тепла из составной трубки 201. Обычно увеличение высоты пузыря повышает эффективное тепловое сопротивление трубки 201, поскольку большая высота пузыря позволяет первому удлиненному элементу 203 удерживать больше теплоизоляционного воздуха. Однако установлено, что при некоторой определенной высоте пузыря изменения плотности воздуха вызывают конвекцию в трубке 201, тем самым увеличивая потерю тепла. Кроме того, при некоторой определенной высоте пузыря площадь поверхности становится настолько большой, что тепло, теряемое через поверхность, сводит на нет выгоды от увеличенной высоты пузыря. Некоторые варианты осуществления включают эти реализации.
[0119] Для определения желательной высоты пузыря могут применяться радиус кривизны и кривизна пузыря. Кривизна предмета определяется как величина, обратная радиусу кривизны этого предмета. Следовательно, чем больше радиус кривизны предмета, тем он менее криволинеен. Например, плоская поверхность имела бы радиус кривизны ∞, и, следовательно, ее кривизна равнялась бы 0.
[0120] На фиг. 9A показано поперечное сечение в продольном направлении верхней части составной трубки. На фиг. 9A показан вариант осуществления составной трубки 201, в котором пузырь имеет большую высоту. В этом примере пузырь имеет относительно малый радиус кривизны и, следовательно, большую кривизну. Кроме того, высота пузыря приблизительно в три-четыре раза больше высоты второго удлиненного элемента 205.
[0121] На фиг. 9B показано поперечное сечение в продольном направлении верхней части еще одной составной трубки. На фиг. 9B показан вариант осуществления составной трубки 201, в котором пузырь сплюснут наверху. В этом примере пузырь имеет очень большой радиус кривизны но, малую кривизну. Кроме того, высота пузыря приблизительно такая же, как и высота второго удлиненного элемента 205.
[0122] На фиг. 9C показано поперечное сечение в продольном направлении верхней части еще одной составной трубки. На фиг. 9C показан вариант осуществления составной трубки 201, в котором ширина пузыря больше высоты пузыря. В этом примере пузырь имеет радиус кривизны и кривизна между радиусами кривизны на фиг. 9A и фиг. 9B, и центр радиуса для верхней части пузыря находится снаружи пузыря (по сравнению с фиг. 9A). Точки перегиба на левой и правой сторонах пузыря находятся примерно посредине (по высоте) пузыря (в отличие от их нахождения в нижней части пузыря, как на фиг. 9A). Кроме того, высота пузыря приблизительно в два раза больше высоты второго удлиненного элемента 205, то есть, высота пузыря находится между высотами пузырей на фиг. 9A и фиг. 9B.
[0123] Конструктивное исполнение на фиг. 9A приводило к самой низкой потере тепла из трубки. Конструктивное исполнение на фиг. 9B приводило к самой высокой потере тепла из трубки. Конструктивное исполнение на фиг. 9C имело промежуточную потерю тепла между конструктивными исполнениями на фиг. 9A и 9B. Однако большая площадь наружной поверхности и конвективный теплообмен в конструктивном исполнении на фиг. 9A приводили к неэффективному нагреву. Таким образом, из трех исполнений пузырей на фиг. 9A-9C конструктивное исполнение фиг. 9C было определено как обладающее самыми лучшими общими тепловыми свойствами. Когда в эти три трубки подавалась одна и та же тепловая энергия, конструктивное исполнение на фиг. 9C обеспечивало самое большое повышение температуры по длине трубки. Пузырь на фиг. 9C достаточно большой, чтобы увеличить объем теплоизоляционного воздуха, но не настолько большой, чтобы вызвать значительную конвективную потерю тепла. Конструктивное исполнение на фиг. 9B было определено как обладающее наихудшими тепловыми свойствами, а именно: конструктивное исполнение на фиг. 9B обеспечивало самое малое повышение температуры по длине трубки. Конструктивное исполнение на фиг. 9A обладало промежуточными тепловыми свойствами и обеспечивало меньшее повышение температуры, чем конструктивное исполнение на фиг. 9C.
[0124] Следует отметить, что хотя в некоторых вариантах осуществления конструктивное исполнение на фиг. 9C может быть предпочтительным, в других вариантах осуществления при необходимости могут применяться другие конструктивные исполнения, включая показанные на фиг. 9A, 9B и другие варианты.
[0125] В таблице 7 приведены высота пузыря, наружный диаметр трубки и радиус кривизны конструктивных исполнений, показанных на фиг.9A, 9B и 9C.

 [0126] В таблице 7A приведены высота пузыря, наружный диаметр трубки и радиус кривизны дополнительных конструктивных исполнений, показанных на фиг. 11A, 11B и 11C.
[0126] В таблице 7A приведены высота пузыря, наружный диаметр трубки и радиус кривизны дополнительных конструктивных исполнений, показанных на фиг. 11A, 11B и 11C.
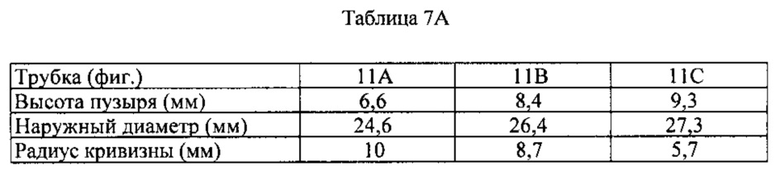
[0127] Следует отметить, что, как правило, чем меньше радиус кривизны, тем туже можно согнуть трубку вокруг себя без смятия или «перелома». Например, на фиг. 11D показана трубка, согнутая больше, чем допускает ее радиус кривизны (в частности, на этой фигуре показана трубка с фиг. 11A, согнутая с радиусом кривизны 5,7 мм), что привело к смятию стенок пузыря. Смятие обычно нежелательно, поскольку оно может ухудшить внешний вид и тепловые свойства трубки.
[0128] Соответственно, в некоторых случаях применения могут быть желательными конструктивные исполнения с улучшенными изгибными свойствами (такими, как показанные на фиг. 9A или 9B), несмотря на то, что имеют худшие тепловые свойства. В некоторых случаях применения установлено, что трубка с наружным диаметром от 25 мм до 26 мм (или примерно от 25 мм до примерно 26 мм) обеспечивает хороший баланс между тепловым КПД, гибкостью и изгибными характеристиками. Следует отметить, что хотя в некоторых вариантах осуществления конструктивные исполнения на фиг. 9A и 9B могут быть предпочтительными, в других вариантах осуществления при необходимости могут применяться другие конструктивные исполнения, включая показанные на фиг. 11A-11D и другие варианты.
[0129] Далее сделана ссылка на фиг. 9C-9F, на которых показано примерное расположение нагревательного элемента 215 при подобных формах пузырей для улучшения тепловых свойств. Местоположение нагревательного элемента 215 может изменять тепловые свойства в составной трубке 201.
[0130] На фиг. 9C показано поперечное сечение в продольном направлении верхней части еще одной составной трубки. На фиг. 9C показан вариант осуществления составной трубки 201, в котором нагревательные элементы 215 расположены по центру во втором удлиненном элементе 205. Этот пример показывает нагревательные элементы 215 близко друг к другу и не близко к стенке пузыря.
[0131] На фиг. 9D показано поперечное сечение в продольном направлении верхней части еще одной составной трубки. На фиг. 9D показан вариант осуществления составной трубки 201, в котором нагревательные элементы 215 отстоят дальше друг от друга по сравнению с фиг. 9C во втором удлиненном элементе 205. Эти нагревательные элементы расположены ближе к стенке пузыря и обеспечивают лучшее регулирование тепла в составной трубке 201.
[0132] На фиг. 9E показано поперечное сечение в продольном направлении верхней части еще одной составной трубки. На фиг. 9E показан вариант осуществления составной трубки 201, в котором нагревательные элементы 215 расположены один над другим на вертикальной оси второго удлиненного элемента 205. В этом примере нагревательные элементы 215 расположены одинаково близко к каждой стенке пузыря.
[0133] На фиг. 9F показано поперечное сечение в продольном направлении верхней части еще одной составной трубки. На фиг. 9F показан вариант осуществления составной трубки 201, в котором нагревательные элементы 215 расположены на противоположных концах второго удлиненного элемента 205. Нагревательные элементы 215 находятся близко к стенке пузыря, особенно по сравнению с фиг. 9C-9E.
[0134] Из четырех расположений нитей на фиг. 9C-9F конструктивное исполнение на фиг. 9F было определено как обладающее наилучшими тепловыми свойствами, поскольку из-за их подобных форм пузырей все эти конструктивные исполнения претерпевают подобную потерю тепла из трубки. Однако когда к трубкам подводилась одинаковая тепловая энергия, нити, расположенные, как показано на фиг. 9F, обеспечивали самое большое повышение температуры по длине трубки. Конструктивное исполнение на фиг. 9D было определено, как обладающее следующими наилучшими тепловыми свойствами и обеспечивало следующее самое большое повышение температуры по длине трубки. Следующим шло конструктивное исполнение на фиг. 9C. Конструктивное исполнение на фиг. 9E обладало наихудшими характеристиками и при подводе такого же количества тепла обеспечивало самое малое повышение температуры по длине трубки.
[0135] Следует отметить, что хотя в некоторых вариантах осуществления конструктивное исполнение на фиг. 9F может быть предпочтительным, в других вариантах осуществления при необходимости в этом могут применяться другие конструктивные исполнения, включая показанные на фиг. 9C, 9D, 9E и другие варианты.
[0136] Далее сделана ссылка на фиг. 10A-10C, на которых показаны примерные конструктивные исполнения для наложения первого удлиненного элемента 203. Было установлено, что в некоторых вариантах осуществления распределение тепла можно улучшить путем наложения нескольких пузырей. Эти варианты осуществления могут быть преимущественнее при применении внутренней нагревательной нити 215. На фиг. 10A показано поперечное сечение в продольном направлении верхней части еще одной составной трубки. На фиг. 10A показано поперечное сечение составной трубки 201 без какого-либо наложения.
[0137] На фиг. 10B показано поперечное сечение в продольном направлении верхней части еще одной составной трубки. На фиг. 10B показана еще одна примерная составная трубка 201 с наложенными пузырями. В этом примере для образования первого удлиненного элемента 203 два пузыря наложены один поверх другого. По сравнению с фиг. 10A, общая высота пузырей сохраняется, но шаг пузырей в два раза меньше по сравнению с фиг. 10A. Кроме того, вариант осуществления фиг. 10B имеет лишь небольшое уменьшение объема воздуха. Наложение пузырей уменьшает естественную конвекцию и теплообмен в промежутке между пузырями 213 и снижает общее термическое сопротивление. В наложенных пузырях путь потока тепла увеличивается, что позволяет теплу легче распределяться по составной трубке 201.
[0138] На фиг. 10C показано поперечное сечение в продольном направлении верхней части еще одной составной трубки. На фиг. 10C показано еще одна примерная составная трубка 201 с наложенными пузырями. В этом примере для образования первого удлиненного элемента 203 три пузыря наложены один поверх другого. По сравнению с фиг. 10A, общая высота пузырей сохраняется, но шаг пузырей в три раза меньше по сравнению с фиг. 10A. Кроме того, вариант осуществления на фиг. 10B имеет лишь небольшое уменьшение объема воздуха. Наложение пузырей уменьшает естественную конвекцию и теплообмен в промежутке между пузырями 213.
Чистка
[0139] По меньшей мере в одном варианте осуществления материалы для составной трубки могут выбираться с расчетом на различные способы чистки. В некоторых вариантах осуществления для чистки составной трубки 201 могут применять высокоуровневую дезинфекцию (примерно 20 циклов чистки). При высокоуровневой дезинфекции составную трубку 201 подвергают пастеризации при температуре примерно 75°C длительностью примерно 30 минут. Затем составную трубку 201 примерно 20 минут промывают в ванне в 2% глутаральдегиде. Затем составную трубку 201 вынимают из глутаральдегида и примерно на 30 минут погружают 6% перекись водорода. Наконец, составную трубку 201 вынимают из перекиси водорода и примерно 10 минут промывают в ванне в 0,55% ортофтальдегиде (OPA).
[0140] В других вариантах осуществления для чистки составной трубки 201 могут применять стерилизацию (примерно 20 циклов). Вначале составную трубку 201 примерно на 30 минут помещают в пар автоклава при температуре примерно 121°C. Затем температуру пара автоклава повышают примерно до 134°C примерно на 3 минуты. После автоклавирования составную трубку 201 помещают в газовую среду из 100% этиленоксида (ETO). Наконец, составную трубку 201 извлекают из газа ETO и примерно на 10 часов погружают примерно в 2,5% глутаральдегид.
[0141] Составная трубка 201 может быть выполнена из материалов, выдерживающих повторные процессы очистки. В некоторых вариантах осуществления составная трубка 201 частично или полностью может быть выполнена, но не ограничиваясь, из термопластичных эластомеров на основе блоксополимера стирола, этилена, бутена и стирола, например, Kraiburg TF6STE. В других вариантах осуществления составная трубка 201 может быть выполнена, но не ограничиваясь, из хайтрела, уретанов или силиконов.
[0142] Приведенное выше описание изобретения включает его предпочтительные формы. Возможны их изменения и модификации в пределах объема изобретения. Специалистам в области, к которой относится изобретения, будут очевидны многие изменения конструкции и весьма отличающиеся варианты осуществления в пределах объема изобретения, определенного прилагаемой формулой изобретения. Раскрытия и описания в настоящем документе являются исключительно иллюстративными и не предназначены в каком-либо смысле для ограничения объема настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕДИЦИНСКИЕ ТРУБКИ И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2777931C2 |
| ЭЛЕКТРИЧЕСКИ УПРАВЛЯЕМАЯ СИСТЕМА, ГЕНЕРИРУЮЩАЯ АЭРОЗОЛЬ, С МНОГОКОМПОНЕНТНЫМ ИЗДЕЛИЕМ, ГЕНЕРИРУЮЩИМ АЭРОЗОЛЬ | 2017 |
|
RU2730149C2 |
| ГЕНЕРИРОВАНИЕ АЭРОЗОЛЯ | 2018 |
|
RU2748568C1 |
| ЧИСТЯЩЕЕ УСТРОЙСТВО | 2022 |
|
RU2831445C2 |
| ЭЛЕКТРОННАЯ СИГАРЕТА | 2013 |
|
RU2620951C1 |
| АБРАЗИВНЫЙ ИНСТРУМЕНТ (ВАРИАНТЫ) | 2010 |
|
RU2507056C2 |
| ВЫРАБОТКА АЭРОЗОЛЯ | 2020 |
|
RU2812327C2 |
| ГЕНЕРИРОВАНИЕ АЭРОЗОЛЯ | 2019 |
|
RU2764091C1 |
| РЕАКЦИОННАЯ КАМЕРА И РЕАКЦИОННОЕ УСТРОЙСТВО | 2022 |
|
RU2832129C2 |
| СИСТЕМА И ДЫХАТЕЛЬНОЕ УСТРОЙСТВО ДЛЯ ПОДДЕРЖАНИЯ ДЫХАТЕЛЬНЫХ ПУТЕЙ СУБЪЕКТА | 2009 |
|
RU2527158C2 |

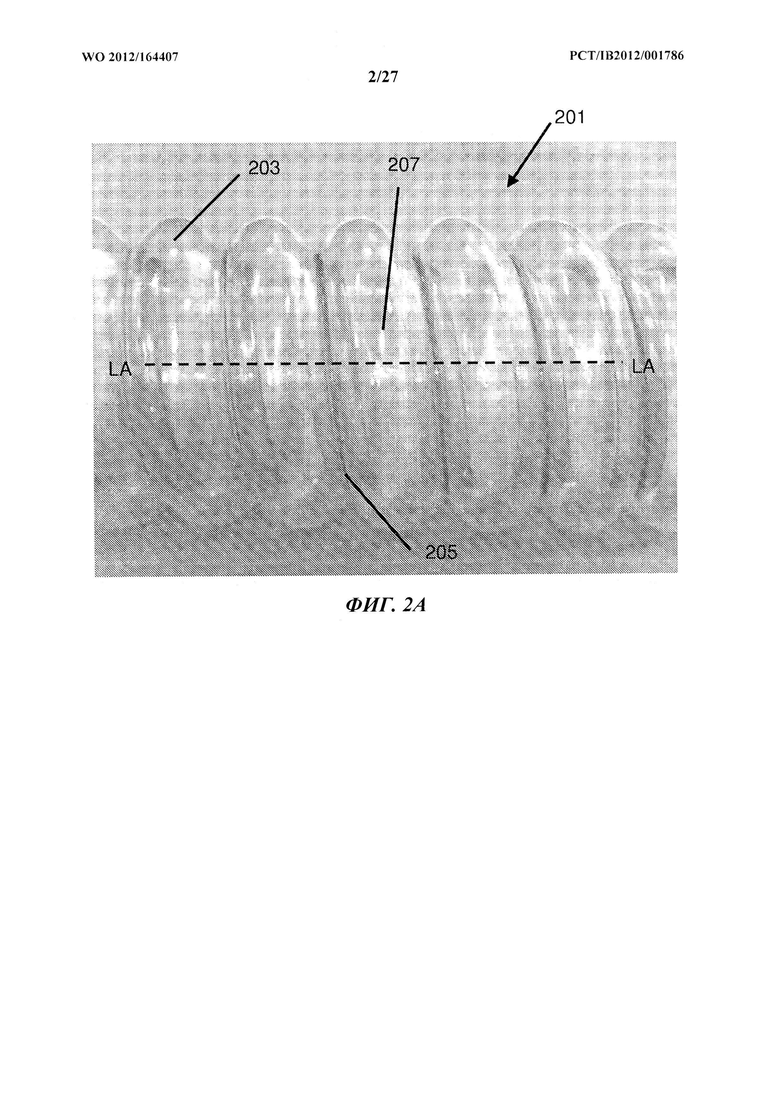
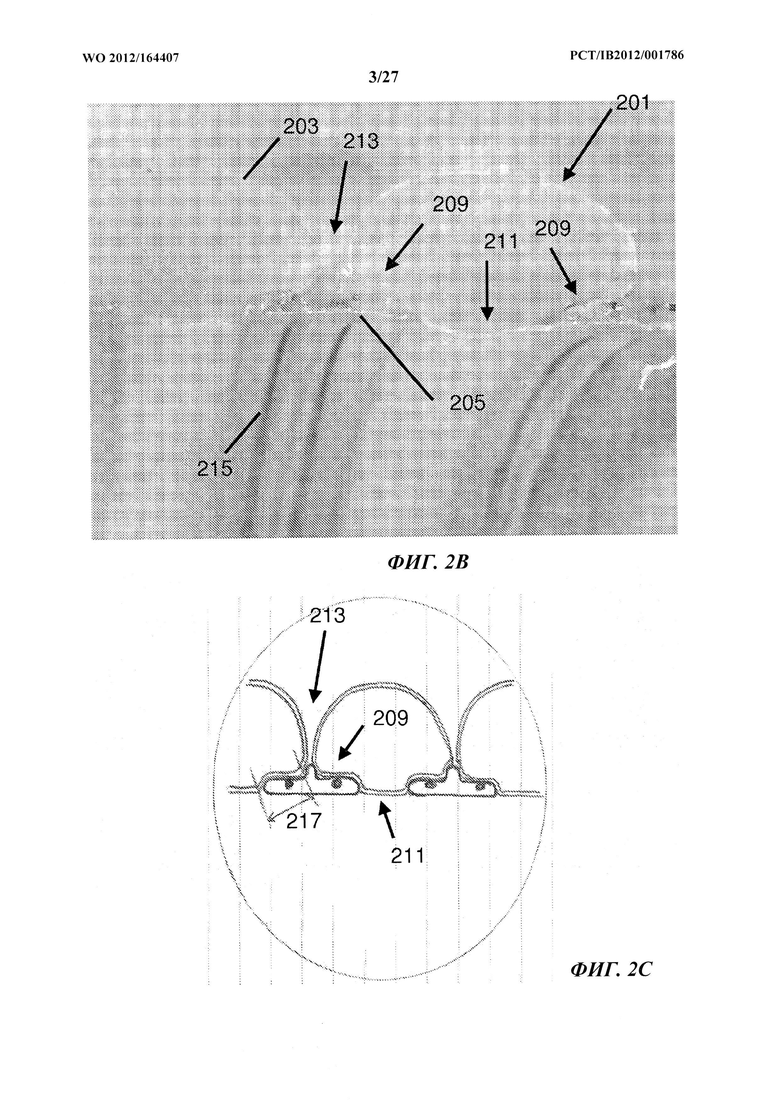
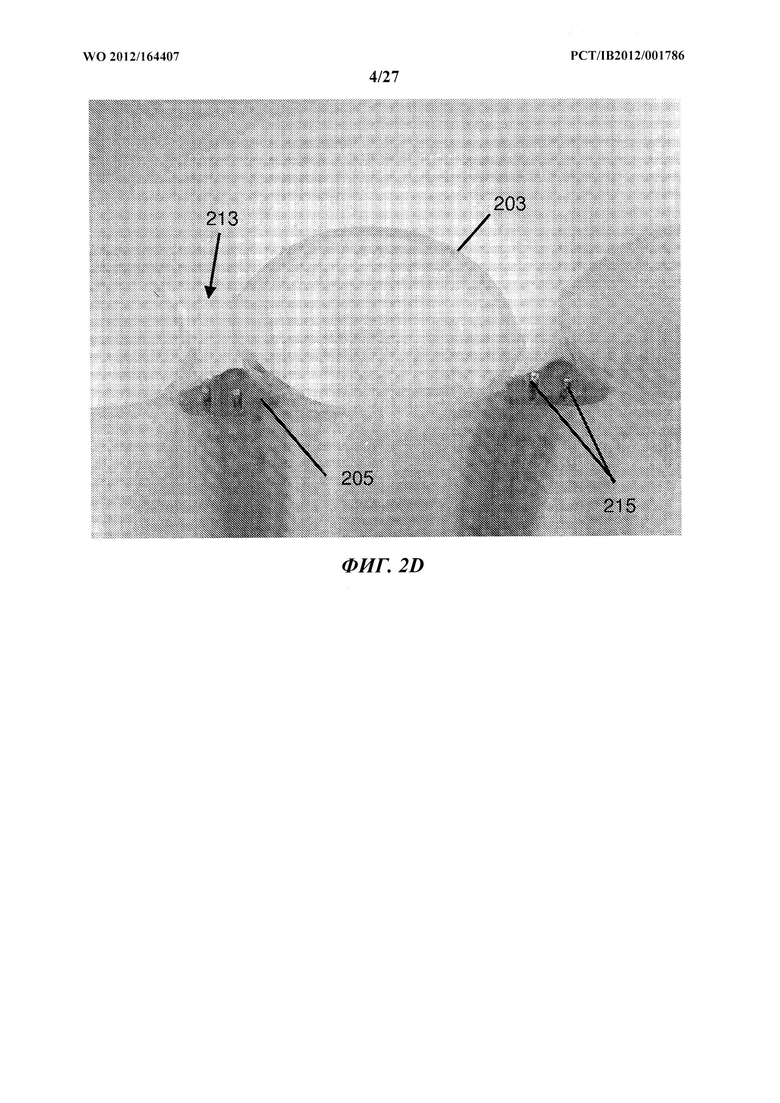
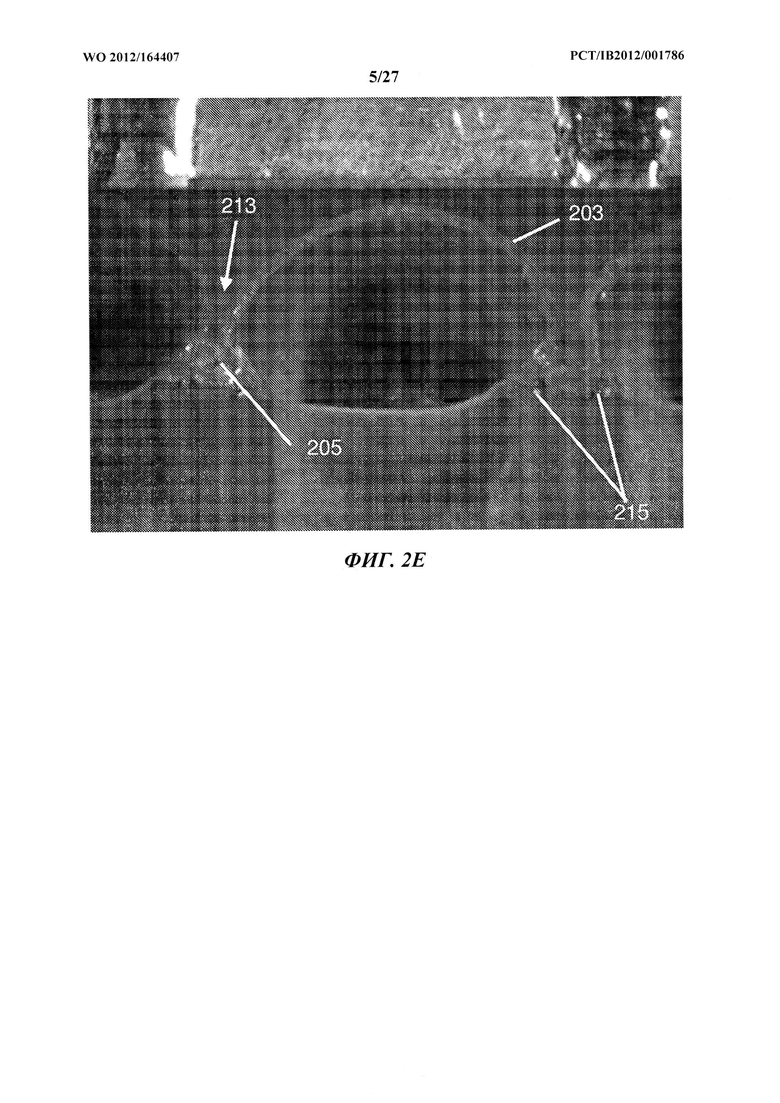
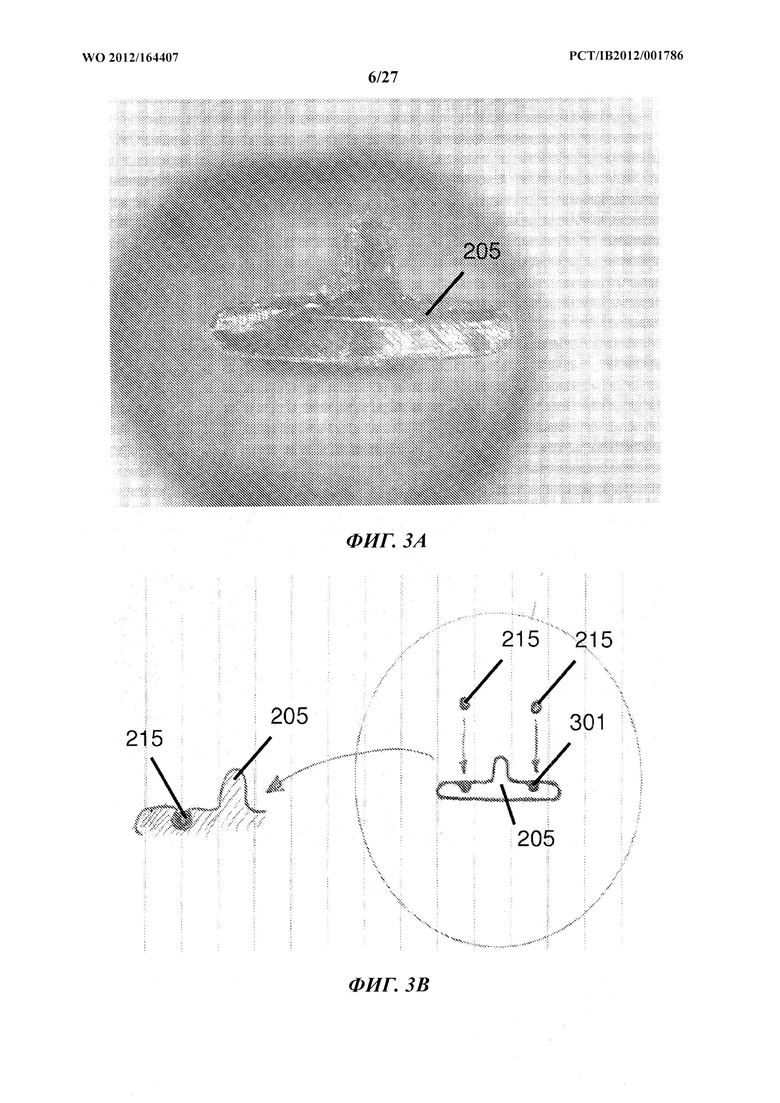


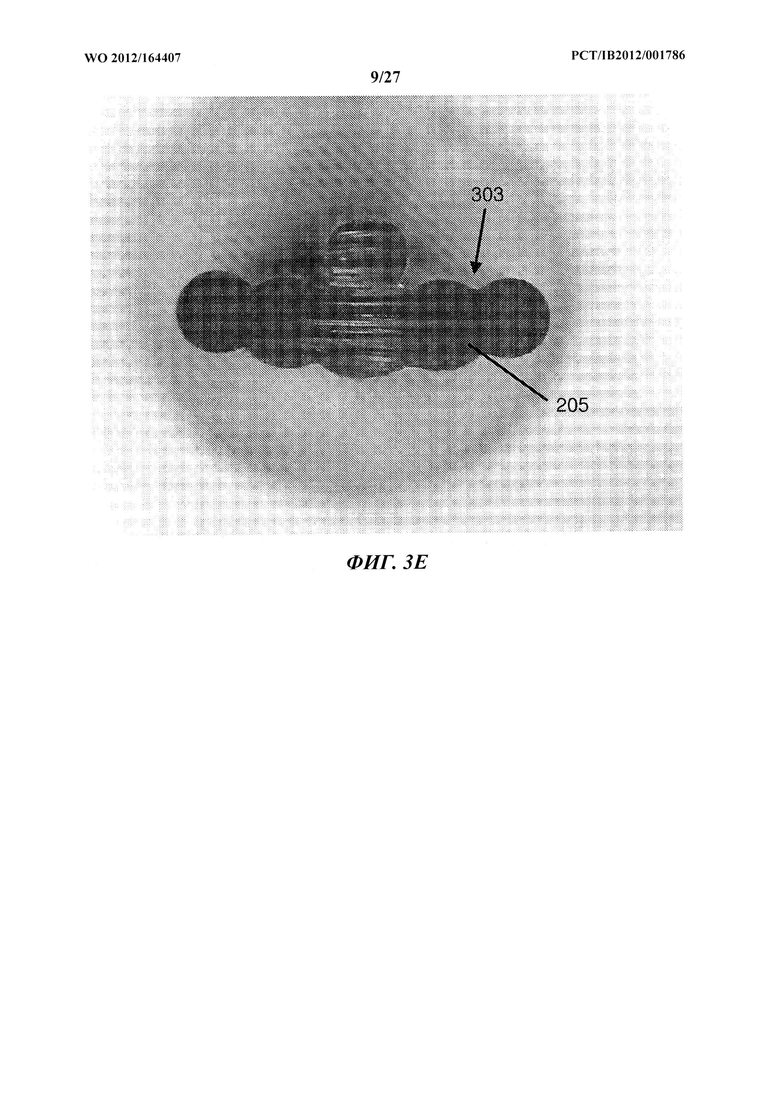
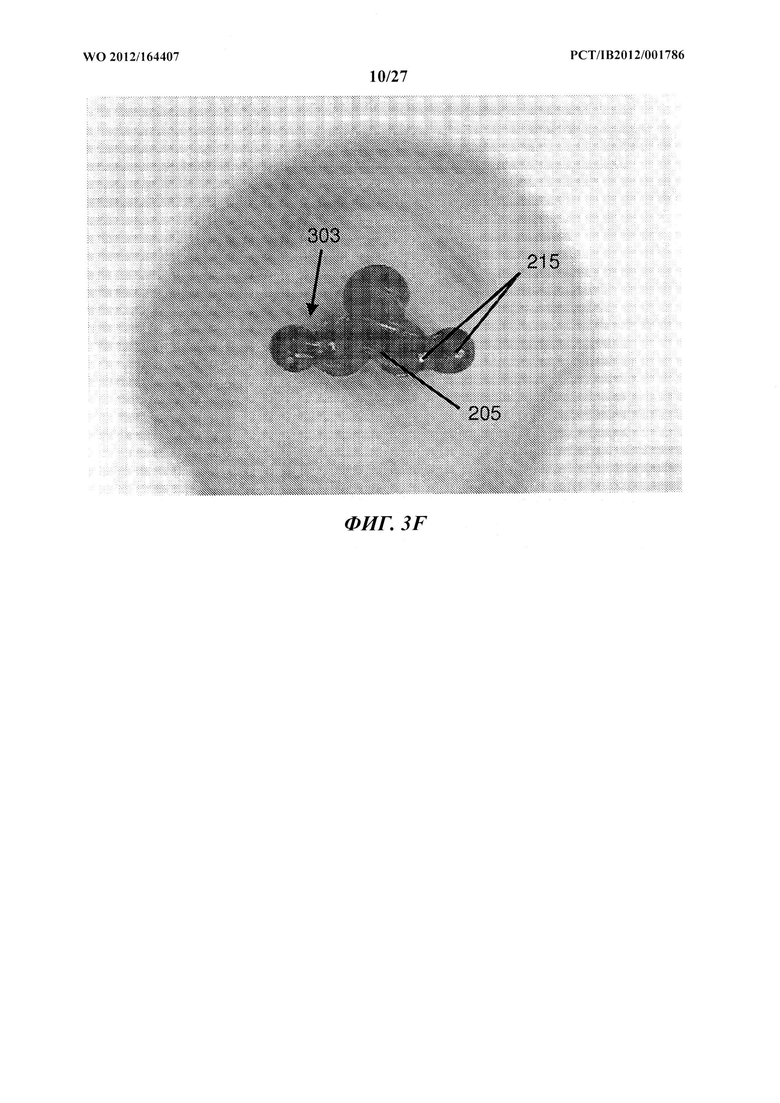
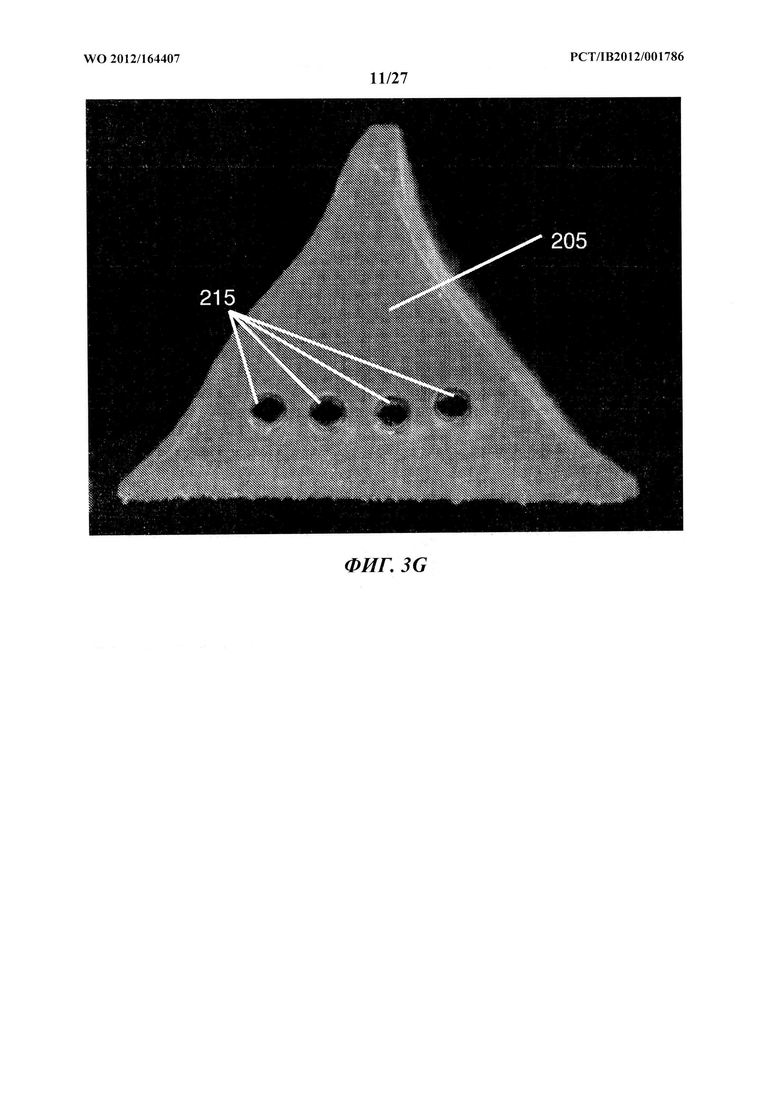
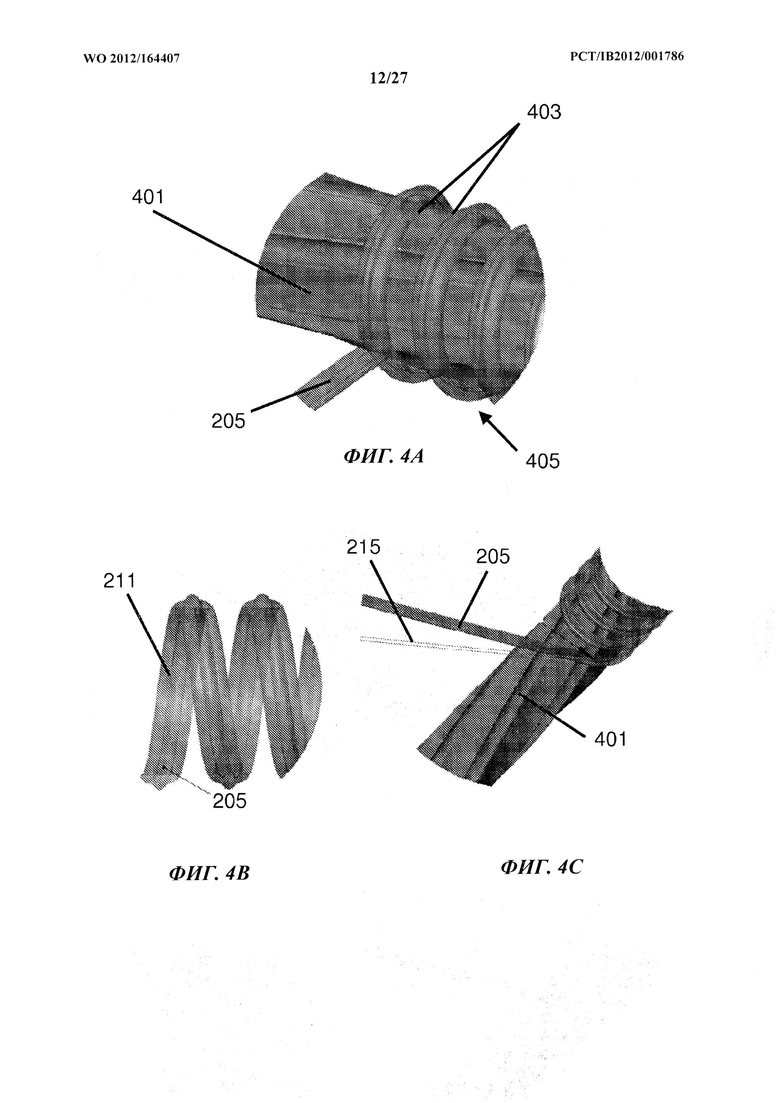
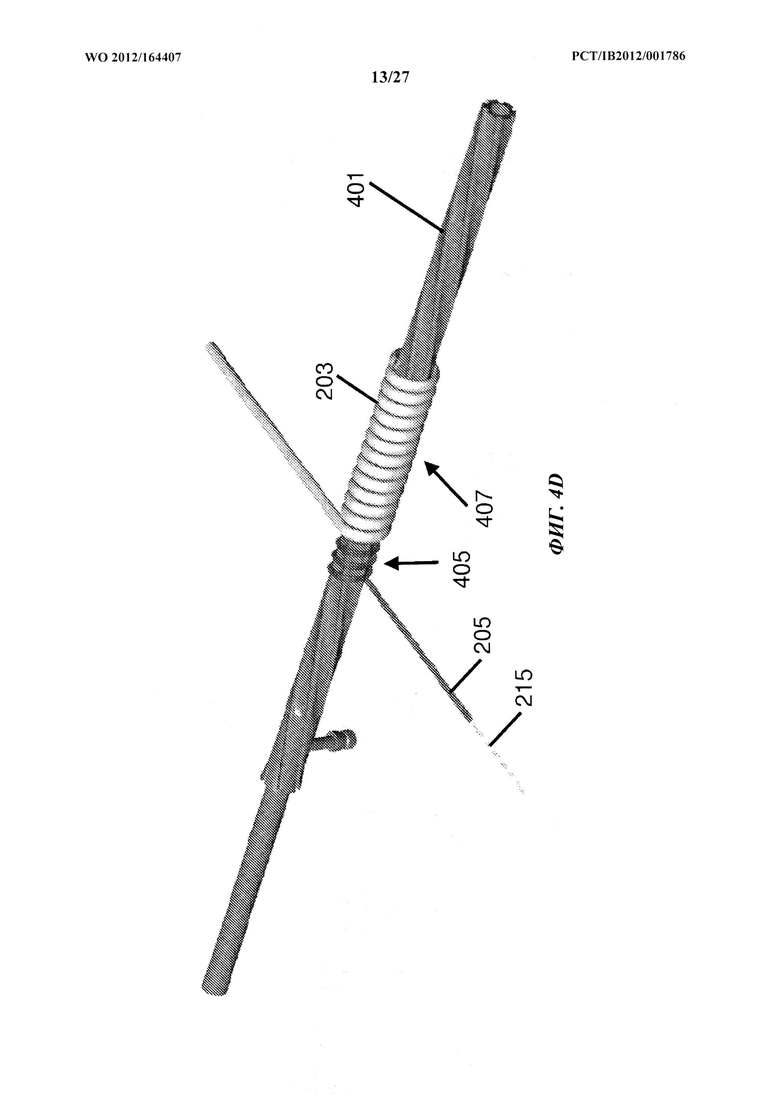
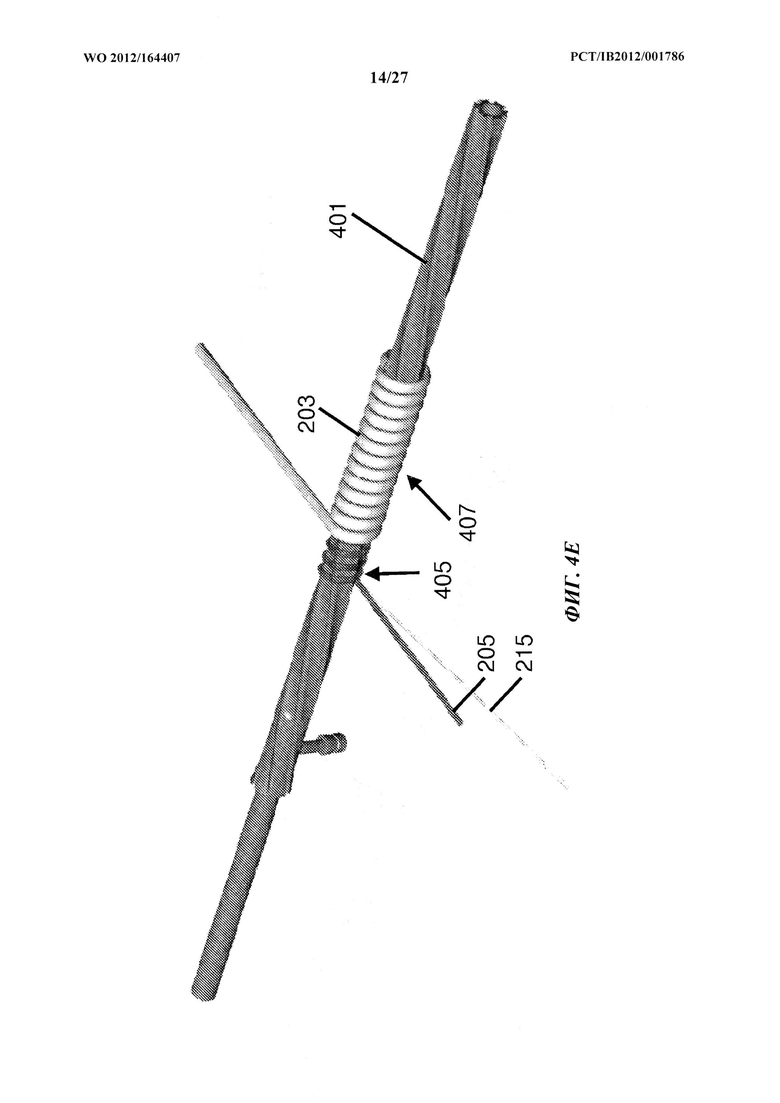

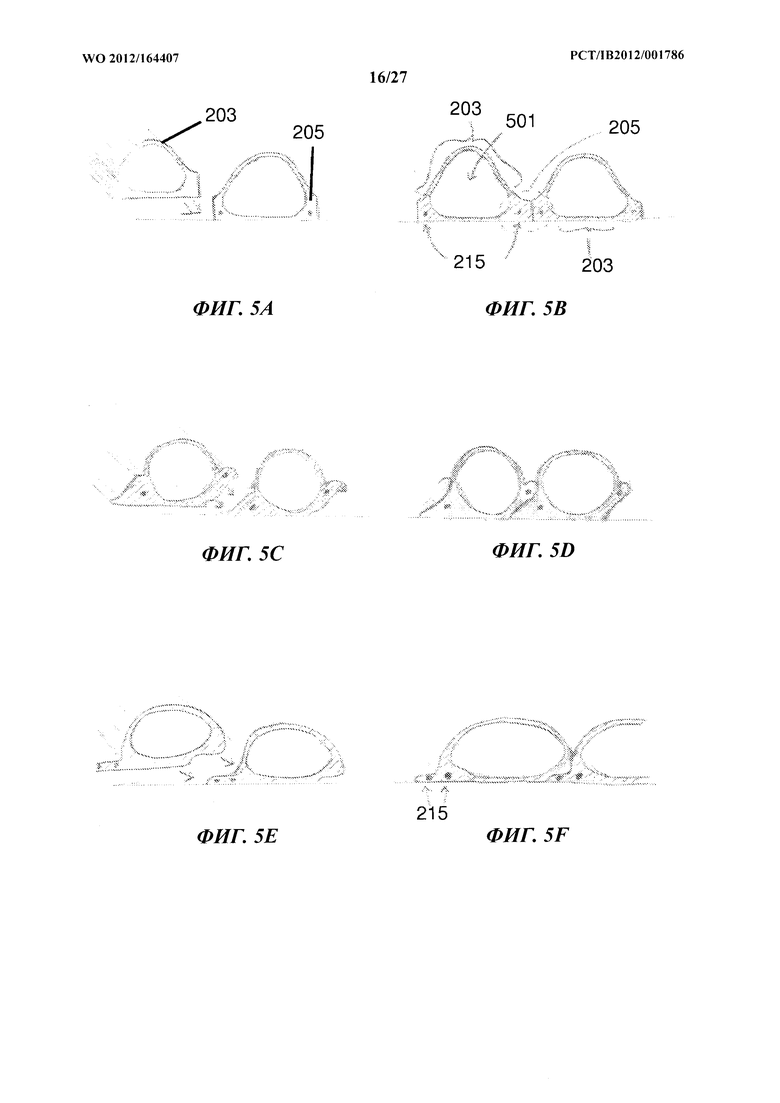
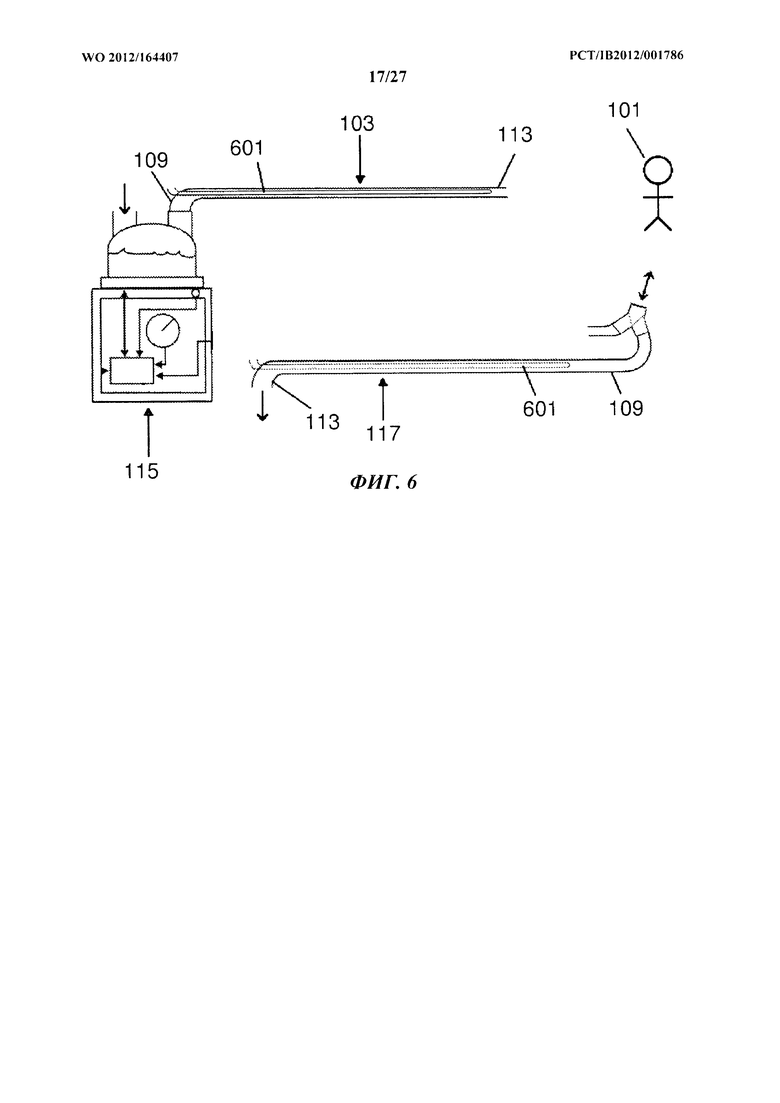
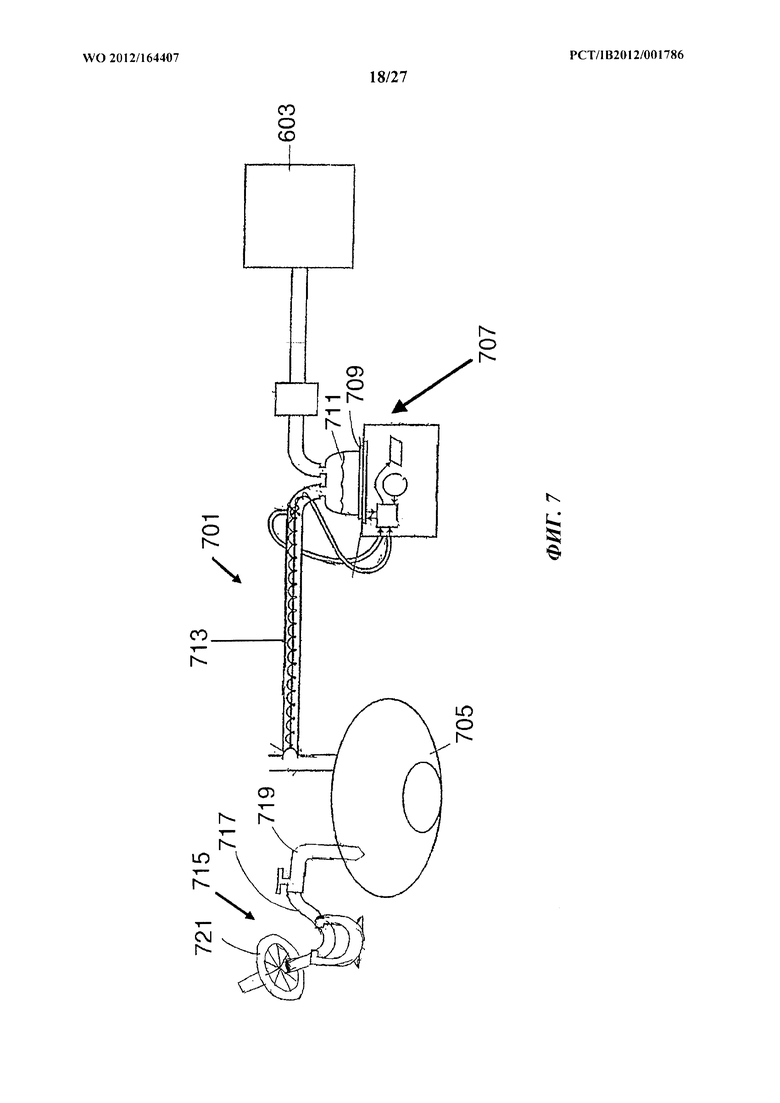

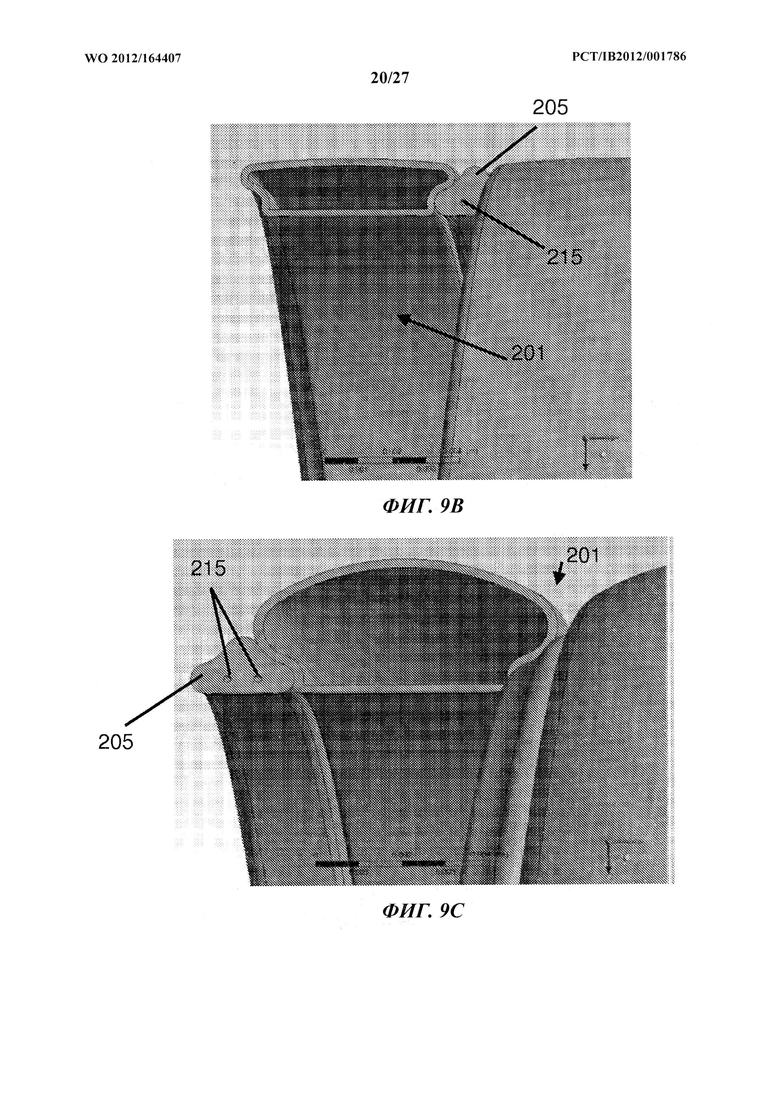
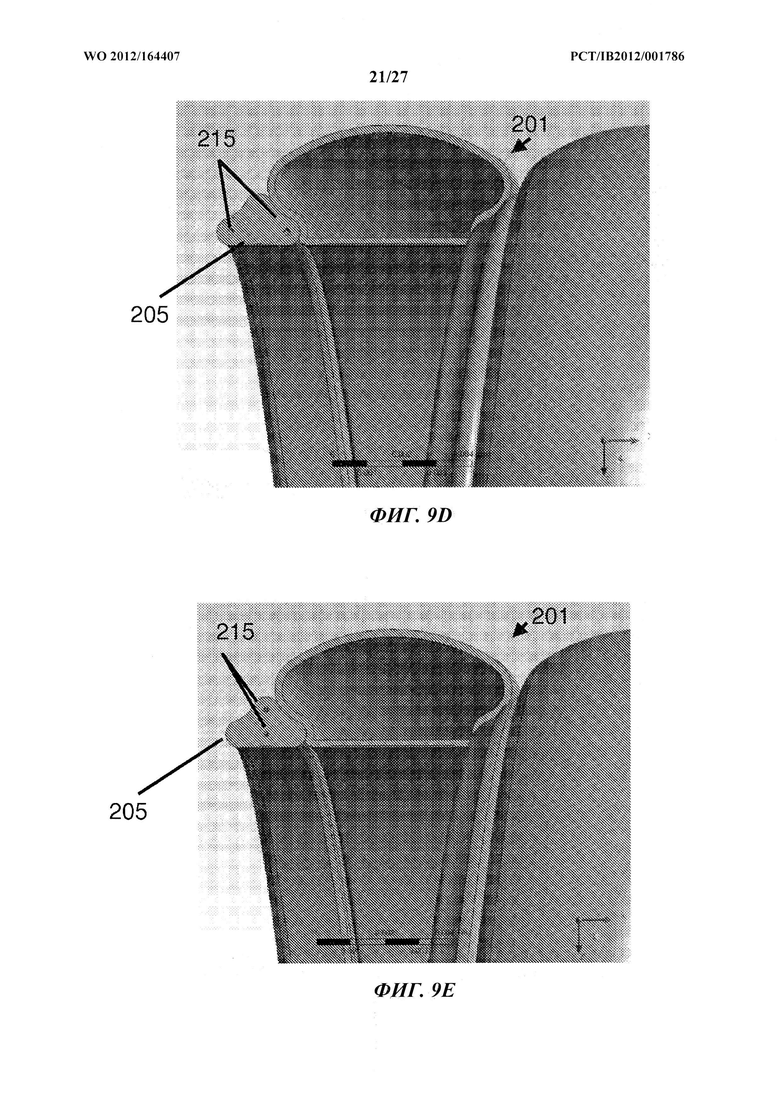
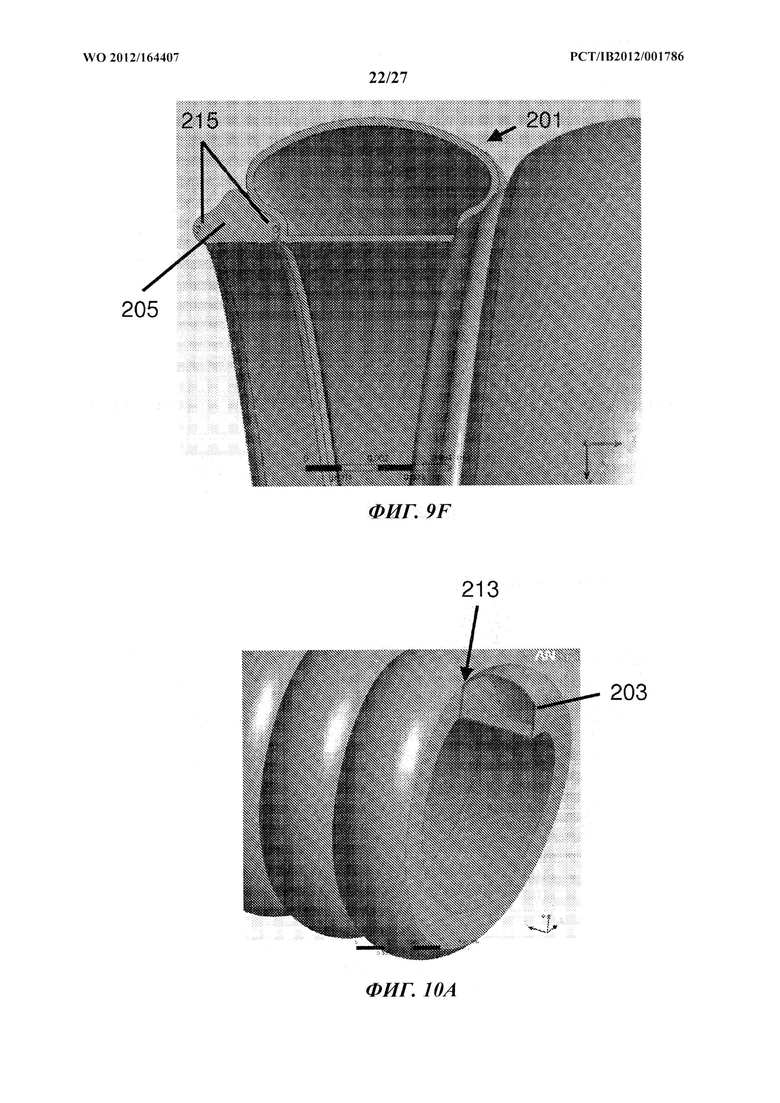
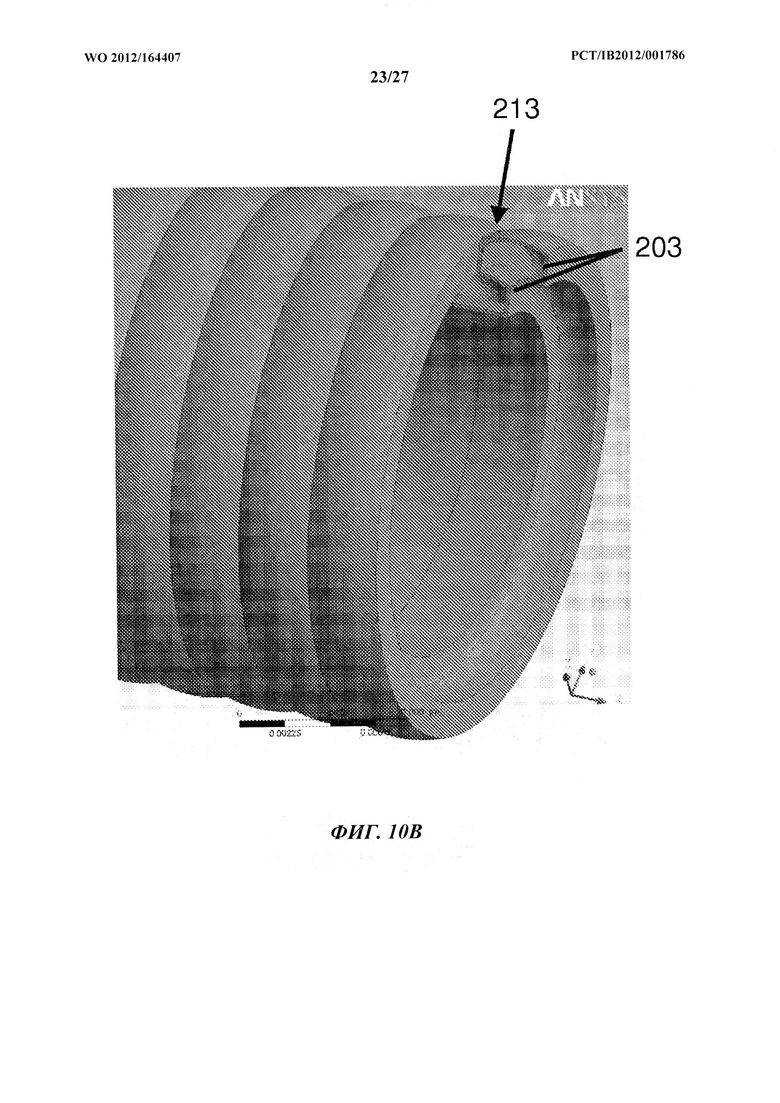
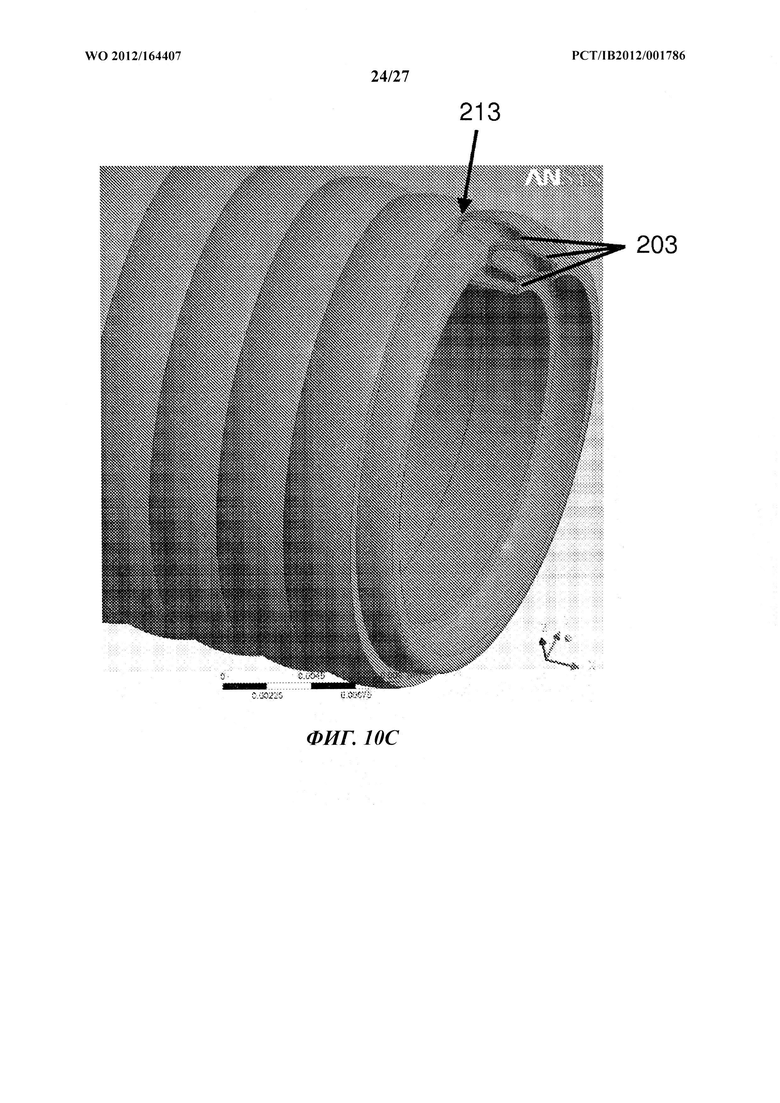
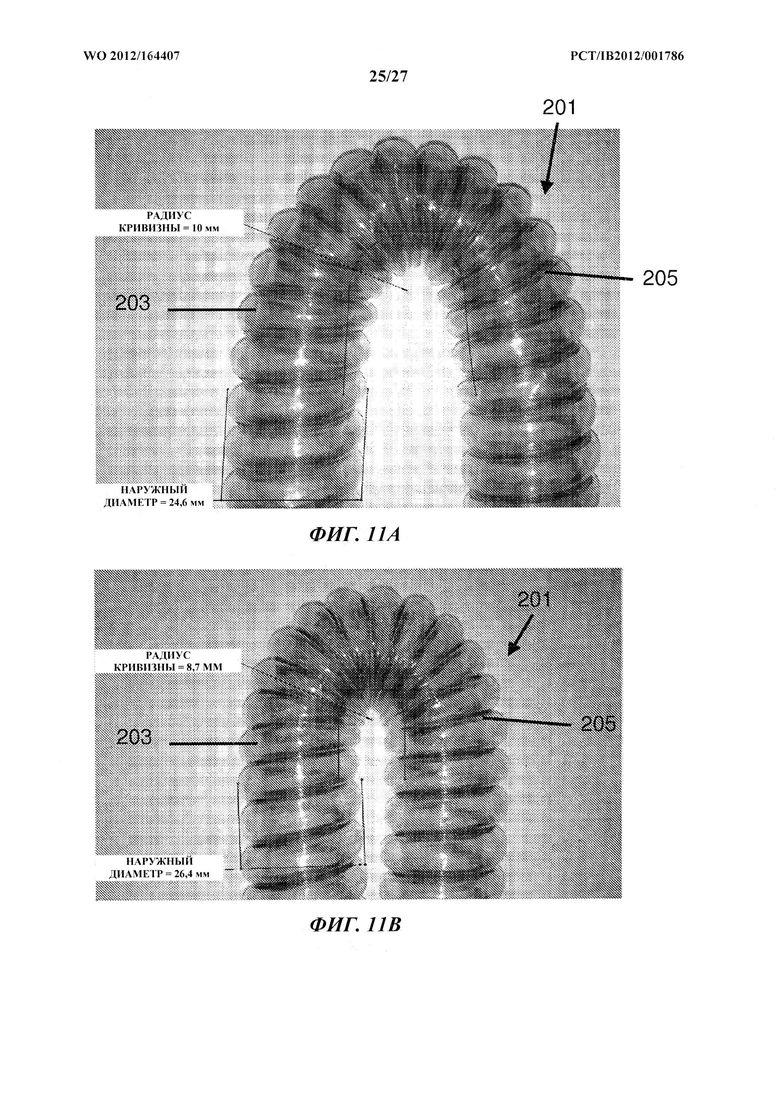
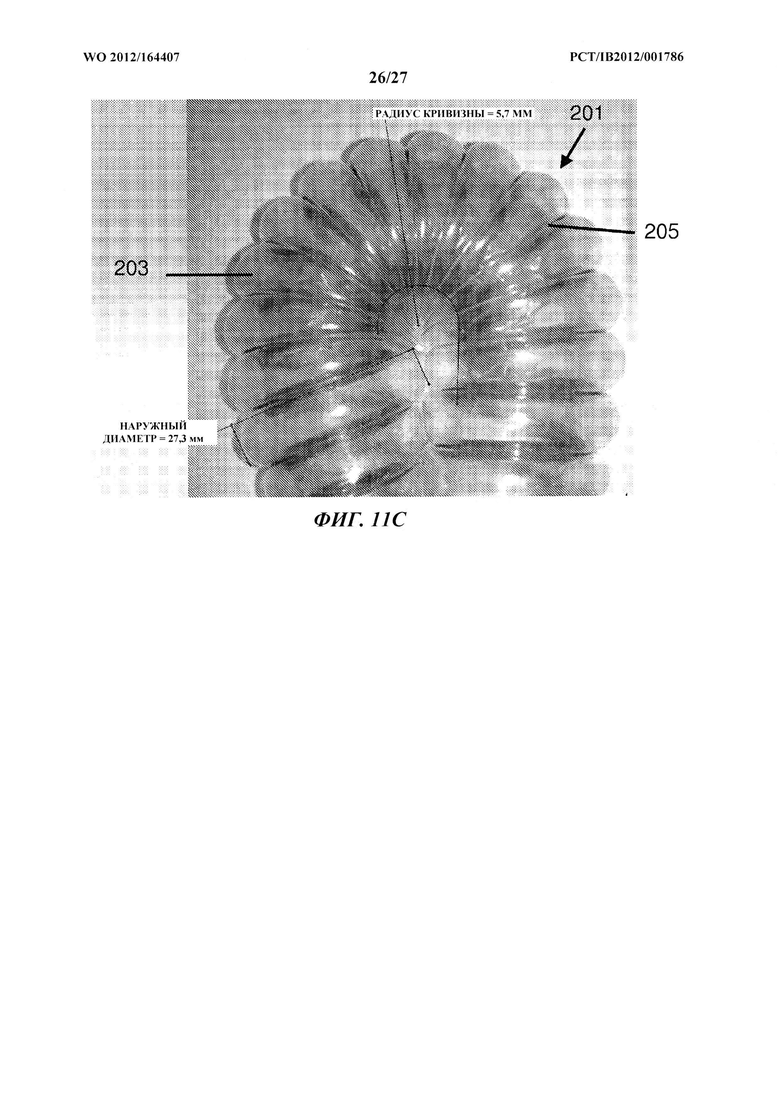
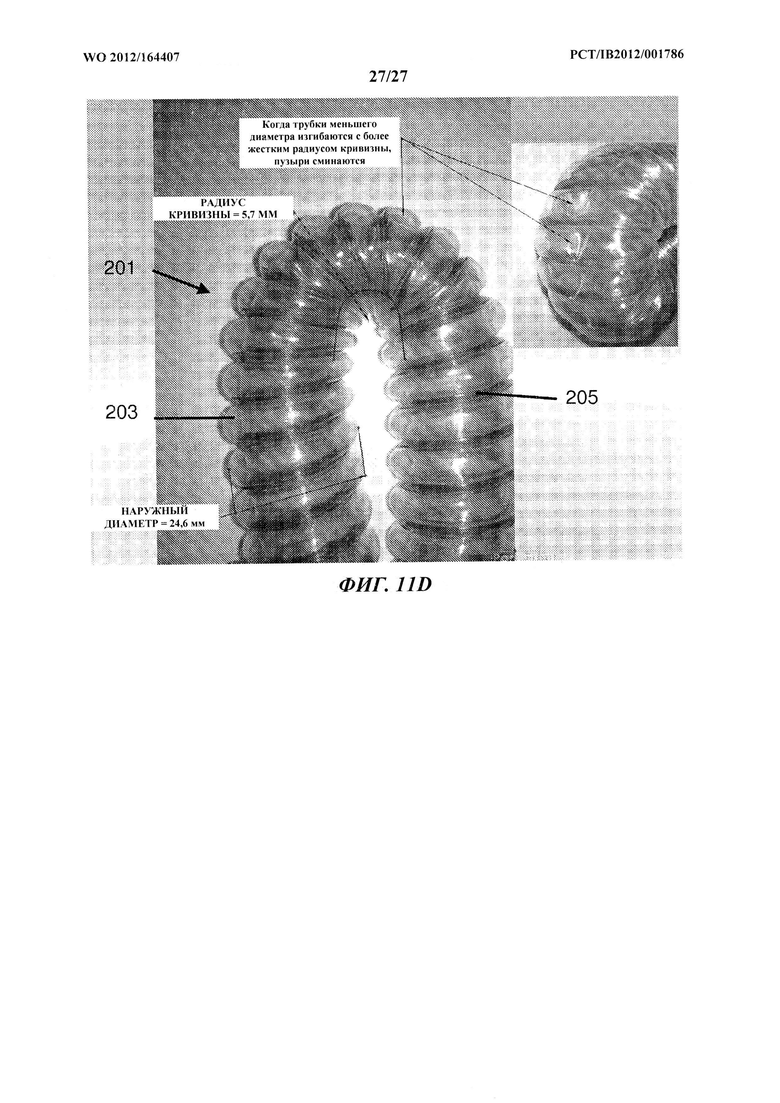
Изобретение относится к медицинским трубкам и способам изготовления медицинских трубок. Составная трубка содержит первый удлиненный элемент, содержащий полое тело, спирально намотанное для образования по меньшей мере частично удлиненной трубки, имеющей продольную ось, полость, проходящую вдоль продольной оси, и полую стенку, по меньшей мере частично окружающую эту полость; и второй удлиненный элемент, спирально намотанный и присоединенный между прилегающими витками первого удлиненного элемента. Второй удлиненный элемент образует по меньшей мере часть полости удлиненной трубки. Второй удлиненный элемент выполнен с возможностью действовать как конструктивная опора или арматура для первого удлиненного элемента. Раскрыты способ изготовления составной трубки, медицинская трубка и способ ее изготовления. Технический результат состоит в обеспечении эксплуатации трубки в условиях повышенной влажности и температуры при сохранении ее прочности. 4 н. и 31 з.п. ф-лы, 11 ил.
1. Составная трубка, содержащая:
первый удлиненный элемент, содержащий полое тело, спирально намотанное для образования по меньшей мере частично удлиненной трубки, имеющей продольную ось, полость, проходящую вдоль продольной оси, и полую стенку, по меньшей мере частично окружающую эту полость; и
второй удлиненный элемент, спирально намотанный и присоединенный между прилегающими витками первого удлиненного элемента, при этом второй удлиненный элемент образует по меньшей мере часть полости удлиненной трубки, при этом второй удлиненный элемент выполнен с возможностью действовать как конструктивная опора или арматура для первого удлиненного элемента.
2. Составная трубка по п. 1, отличающаяся тем, что второй удлиненный элемент менее гибкий, чем первый удлиненный элемент.
3. Составная трубка по п. 1 или 2, отличающаяся тем, что спирально намотанные и соединенные первый и второй удлиненные элементы выполнены с возможностью обеспечения сопротивления раздавливанию и в то же время являются достаточно гибкими для того, чтобы допускать изгибы малого радиуса без образования перегибов, закупорки или смятия.
4. Составная трубка по п. 1 или 2, отличающаяся тем, что части первого удлиненного элемента перекрывают прилегающие витки второго удлиненного элемента.
5. Составная трубка по п. 1 или 2, отличающаяся тем, что второй удлиненный элемент является цельным или по существу цельным.
6. Составная трубка по п. 1 или 2, отличающаяся тем, что первый
удлиненный элемент образует в поперечном сечении в продольном направлении несколько пузырей со сплюснутой поверхностью у полости.
7. Составная трубка по п. 6, отличающаяся тем, что прилегающие пузыри разделены промежутком над вторым удлиненным элементом.
8. Составная трубка по п. 7, отличающаяся тем, что промежуток выполнен с возможностью допуска изгибов малого радиуса.
9. Составная трубка по п. 6, отличающаяся тем, что пузыри имеют отверстия.
10. Составная трубка по п. 1 или 2, отличающаяся тем, что второй удлиненный элемент имеет поперечное сечение в продольном направлении, которое шире рядом с полостью и уже на радиальном расстоянии от полости.
11. Составная трубка по п. 1 или 2, отличающаяся тем, что содержит одну или несколько проводящих нитей, заделанных или заключенных во втором удлиненном элементе.
12. Составная трубка по п. 11, содержащая множество проводящих нитей, заделанных или заключенных во втором удлиненном элементе, отличающаяся тем, что второй удлиненный элемент имеет поперечное сечение в продольном направлении, имеющее по существу треугольную, по существу Т-образную или по существу Y-образную форму, и причем по меньшей мере две из множества проводящих нитей заделаны или заключены во второй удлиненный элемент на противоположных сторонах треугольной, Т-образной или Y-образной формы.
13. Составная трубка по п. 1 или 2, отличающаяся тем, что часть полой стенки возле полости тоньше, чем часть полого тела напротив полости.
14. Составная трубка по п. 1 или 2, отличающаяся тем, что она представляет собой одно или более из: компонента медицинской системы, вдыхательной трубки, выдыхательной трубки, компонента РАР, компонента вдувания, диагностического компонента и хирургического компонента.
15. Способ изготовления составной трубки, включающий:
обеспечение первого удлиненного элемента, содержащего полое тело, и второго удлиненного элемента, предназначенного для обеспечения конструктивной опоры для первого удлиненного элемента;
спиральное наматывание второго удлиненного элемента на сердечник, при этом противостоящие боковые краевые части второго удлиненного элемента на прилегающих витках располагают на расстоянии, тем самым образуя спираль второго удлиненного элемента; и
спиральное наматывание первого удлиненного элемента на спираль второго удлиненного элемента так, что части первого удлиненного элемента перекрывают прилегающие витки спирали второго удлиненного элемента, а часть первого удлиненного элемента расположена вплотную к сердечнику в пространстве между витками спирали второго удлиненного элемента, тем самым образуя спираль первого удлиненного элемента.
16. Способ по п. 15, отличающийся тем, что включает подачу в один конец первого удлиненного элемента воздуха под давлением выше атмосферного.
17. Способ по п. 15 или 16, отличающийся тем, что включает охлаждение спирали второго удлиненного элемента и спирали первого удлиненного элемента для образования составной трубки, имеющей полость, проходящую вдоль продольной оси, и полого пространства, окружающего эту полость.
18. Способ по п. 15 или 16, отличающийся тем, что этап обеспечения включает образование первого и/или второго удлиненного элемента.
19. Способ по п. 18, отличающийся тем, что образование первого и/или второго удлиненного элемента включает экструдирование первого и/или второго удлиненного элемента соответствующим экструдером.
20. Способ по п. 18, отличающийся тем, что образование второго удлиненного элемента включает заделывание или заключение проводящих нитей во второй удлиненный элемент.
21. Медицинская трубка, содержащая:
удлиненное полое тело, спирально намотанное для образования удлиненной трубки, имеющей продольную ось, полость, проходящую вдоль продольной оси, и полую стенку, по меньшей мере частично окружающую эту полость, при этом удлиненное полое тело имеет в поперечном сечении в поперечном направлении стенку, ограничивающую по меньшей мере часть полого тела; и
армирующую часть, проходящую по длине удлиненного полого тела, спирально расположенную между прилегающими витками удлиненного полого тела, при этом армирующая часть образует часть полости удлиненной трубки;
отличающаяся тем, что армирующая часть относительно толще или жестче стенки, ограничивающей по меньшей мере часть удлиненной полой стенки.
22. Медицинская трубка по п. 21, отличающаяся тем, что армирующая часть выполнена из того же материала, что и удлиненное полое тело.
23. Медицинская трубка по п. 22, отличающаяся тем, что удлиненное полое тело в поперечном сечении в поперечном направлении содержит две армирующие части на противоположных сторонах удлиненного полого тела.
24. Медицинская трубка по п. 23, отличающаяся тем, что противостоящие боковые края армирующих частей касаются и/или перекрываются на прилегающих витках удлиненного полого тела.
25. Медицинская трубка по п. 21, отличающаяся тем, что армирующая часть выполнена из отдельного куска материала, чем удлиненное полое тело.
26. Медицинская трубка по любому из пп. 21-25, отличающаяся тем, что полое тело образует в поперечном сечении в продольном направлении множество пузырей со сплюснутой поверхностью у полости.
27. Медицинская трубка по п. 26, отличающаяся тем, что пузыри имеют отверстия.
28. Медицинская трубка по любому из пп. 21-25, отличающаяся тем, что содержит одну или несколько проводящих нитей, заделанных или заключенных в армирующей части.
29. Медицинская трубка по любому из пп. 21-25, отличающаяся тем, что она представляет собой одно или более из: компонента медицинской системы, вдыхательной трубки, выдыхательной трубки, компонента РАР, компонента вдувания, диагностического компонента и хирургического компонента.
30. Способ изготовления медицинской трубки, включающий:
спиральное наматывание удлиненного полого тела на сердечник для образования удлиненной трубки, имеющей продольную ось, полость, проходящую вдоль продольной оси, и полую стенку, по меньшей мере частично окружающую эту полость, при этом удлиненное полое тело имеет в поперечном сечении в поперечном направлении стенку, ограничивающую по меньшей мере часть полой стенки, и две армирующие части с противоположных сторон удлиненного полого тела, образующие часть полости, при этом две армирующие части относительно толще или жестче, чем стенка, ограничивающая по меньшей мере часть полой стенки; и
соединение прилегающих армирующих частей друг с другом так, что противостоящие края армирующих частей касаются прилегающих витков удлиненного полого тела.
31. Способ по п. 30, отличающийся тем, что соединение прилегающих армирующих частей друг с другом приводит к перекрытию краев армирующих частей.
32. Способ по п. 30 или 31, отличающийся тем, что включает подачу воздуха под давлением выше атмосферного в один конец удлиненного полого тела.
33. Способ по п. 30 или 31, отличающийся тем, что включает охлаждение удлиненного полого тела для соединения прилегающих армирующих частей друг с другом.
34. Способ по п. 30 или 31, отличающийся тем, что включает экструдирование удлиненного полого тела.
35. Способ по п. 30 или 31, отличающийся тем, что включает заделывание или заключение одной или более проводящих нитей в армирующие части.
| US 2004244858 A1, 09.12.2004 | |||
| US 2006165829 A1, 27.07.2006 | |||
| Уплетнение разъемного неподвижного соединения | 1977 |
|
SU672430A1 |
| US 5630806 A, 20.05.1997 | |||
| 0 |
|
SU232864A1 | |
| US 2004099268 A1, 27.05.2004 | |||
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| Способ приготовления хромового катализатора для деструктивного дегидрирования | 1936 |
|
SU48212A1 |

