Область техники
Изобретение относится к способу изготовления наружной покрывающей кромки формованной крышки стакана и к изделию в виде такой крышки, а более конкретно - к крышке стакана, изготовленной из растительных волокон. При получении полуфабриката данной крышки используют две технологии, а именно "формование пульпы" и "термоформование" под давлением, после чего согласно предлагаемому способу по периметру данного полуфабриката формируют выступающую наружу наружную покрывающую кромку, завершая тем самым изготовление изделия в виде формованной крышки стакана.
Уровень техники
Как правило, обычную одноразовую крышку стакана изготавливают из пластикового материала, такого как полипропилен, полистирол и поливинилхлорид, посредством инжекционного формования пластика. Обычно такую крышку именуют "пластиковой крышкой стакана". Ее повторная переработка и утилизация создают серьезную проблему, связанную с загрязнением окружающей среды, причем особенно это относится к ситуации, когда количество крышек велико. Тогда процесс повторной переработки становится затруднительным, и сам факт существования пластиковой крышки стакана приводит к серьезному ухудшению окружающей среды, т.е. изготовление такой крышки одноразового пользования совершенно не согласуется с концепцией защиты природы. Кроме того, обычную пластиковую крышку стакана изготавливают посредством инжекционного формования. В этом случае пространство, предусмотренное для перемещения с целью удаления изделия из матрицы, ограничено. Поэтому полученное изделие не может удовлетворять требованию плотно перекрывать горловину бумажного стакана. Как следствие, после того как крышка будет установлена на горловину стакана, ее фиксация может ослабиться, так что крышка даже может вообще отделиться от горловины стакана. Это приведет к утечке напитка, содержащегося в стакане, т.е. к возникновению сомнений в безопасности такой крышки.
В настоящее время в качестве материалов для изготовления крышек стаканов стали использовать смеси таких веществ, как пульпа и растительное волокно, которые подвергают обработке с использованием технологий формования пульпы и термоформования под давлением. Обычно такую крышку бумажного стакана именуют "формованной крышкой стакана". Этот термин, который существенно отличается по содержанию от термина "пластиковая крышка стакана", далее используется как эквивалентный термину "крышка бумажного стакана".
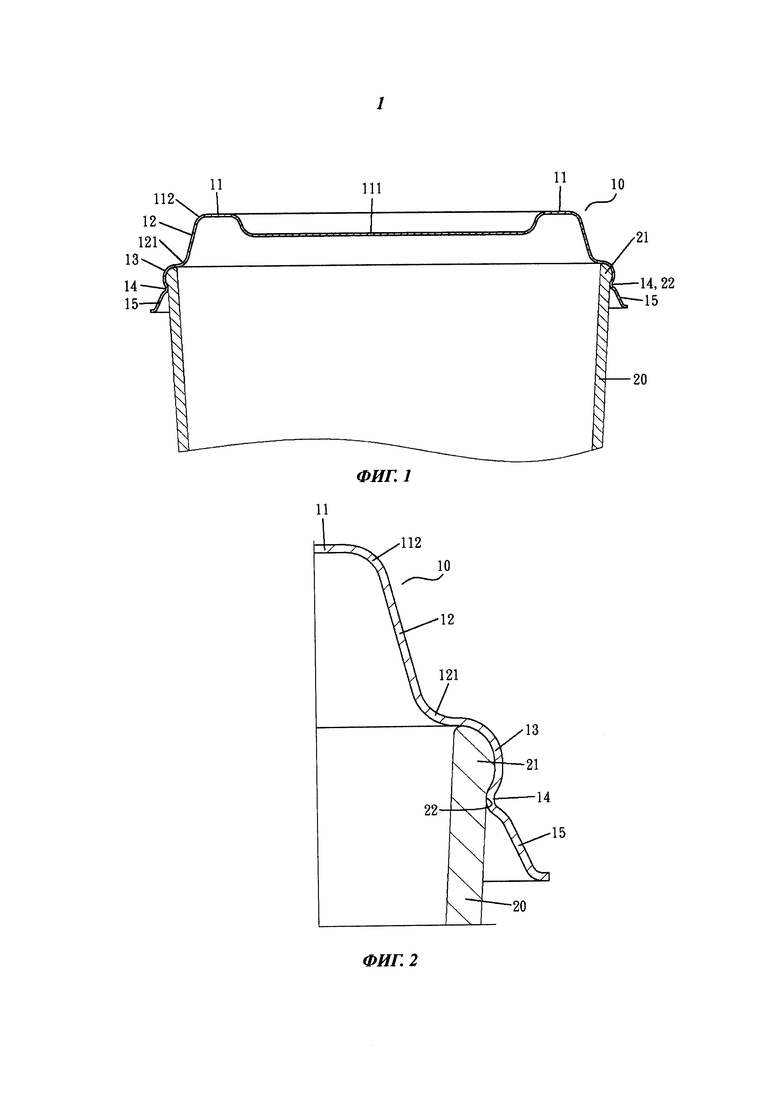
На фиг. 1 и 2 проиллюстрирована идеальная конфигурация изделия в виде формованной крышки, обеспечивающая перекрывание формованной крышкой 10 горловины корпуса 20 бумажного стакана и отвечающая требованиям, которые предъявляются к установке такого изделия на горловину стакана и к предотвращению утечки напитка. Крышка 10 имеет верхний кольцевой участок 11, внутренний край которого может быть выполнен слегка заглубленным, чтобы повысить прочность закрывающего участка 111. Наружная сторона верхнего кольцевого участка 11 плавно продолжается от наружной дуговой кромки 112, немного отгибаясь наружу и образуя периферийный участок 12. Дойдя до промежуточной дуговой кромки 121, наружная сторона опять отгибается наружу и, далее, загибается вниз и внутрь, образуя наружную покрывающую (закрывающую) кромку 13, у которой самая нижняя часть отклоняется внутрь, формируя канавку 14 в виде перевернутого крючка. Затем она отклоняется наружу, образуя стенку 15, захватываемую для снятия крышки. У корпуса 20 бумажного стакана предусмотрено покрываемое кольцо 21 с увеличенным наружным диаметром, сформированное у горловины стакана, и кольцевая канавка 22, выполненная на стыке нижней части указанного кольца 21 и остальной части корпуса 20. При использовании формованной крышки 10 по назначению ее накладывают на горловину корпуса 20 бумажного стакана, причем сразу эту процедуру выполнить полностью невозможно, и поэтому необходимо приложить усилие, чтобы в максимально возможной степени наложить наружную покрывающую кромку 13, расположенную на боковой стороне крышки 10, на покрываемое кольцо 21, расположенное в соответствующем месте корпуса 20 бумажного стакана, а затем приложить дополнительное усилие, чтобы немного вывернуть остальную часть кромки 13 наружу и натянуть ее на остальную часть кольца 21. В результате кромка 13 полностью и плотно охватит покрываемое кольцо 21, а канавка 14 крышки 10, выполненная в виде перевернутого крючка, прецизионно вдавится в расположенную у нижней части кольца 21 кольцевую канавку 22, повышая тем самым надежность закрывания посредством сопряжения наружной покрывающей кромки 13 и покрываемого кольца 21.
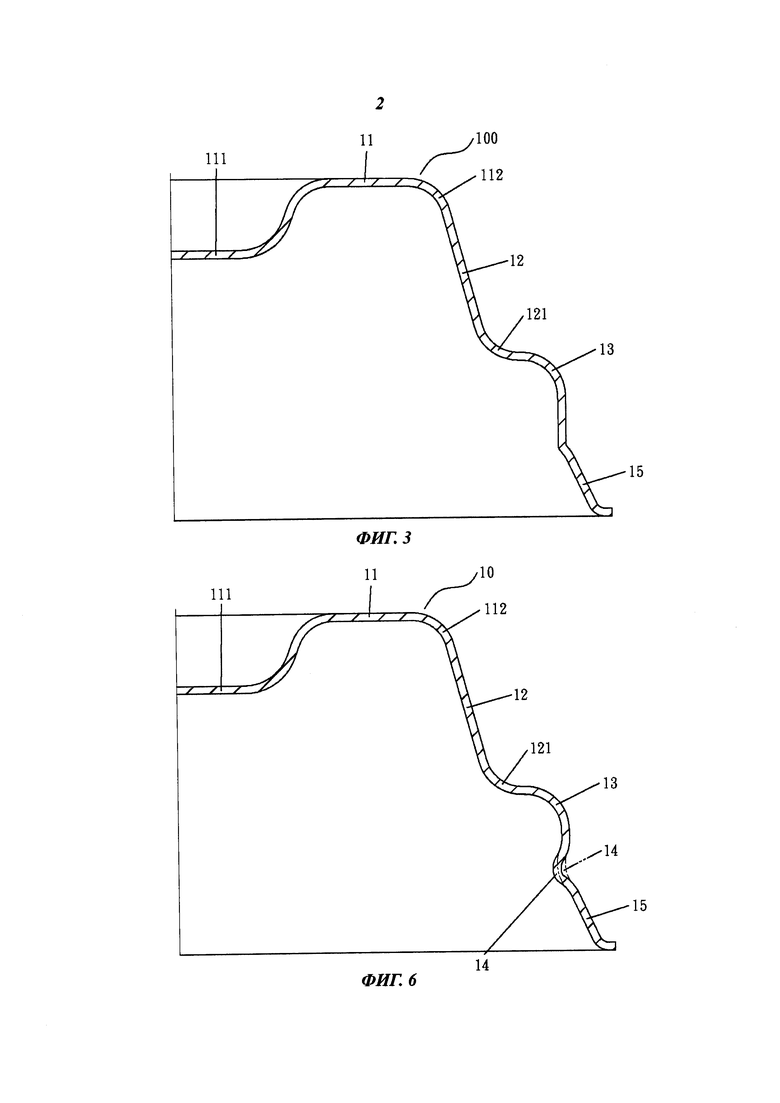
Как следует из фиг. 1 и 2, формованная крышка 10 стакана имеет два смежных профильных участка в виде наружной покрывающей кромки 13 и канавки 14 в виде перевернутого крючка. Для плотной установки крышки 10 на корпус 20 бумажного стакана это является важным фактором. При изготовлении в реальных условиях сформировать канавку 14 на этой стадии невозможно, и для этого необходимо сначала получить полуфабрикат 100 крышки, показанный на фиг. 3. Конкретно, данный полуфабрикат 100 представляет собой сформованное изделие, изготовленное посредством процессов формования пульпы и термоформования под давлением. По завершении этих процессов полуфабрикат 100 имеет верхний кольцевой участок 11, закрывающий участок 111, наружную дуговую кромку 112, периферийный участок 12, промежуточную дуговую кромку 121 и захватываемую стенку 15, причем имеется также частично сформированная наружная покрывающая кромка 13, но еще без канавки 14 в виде перевернутого крючка. По причине, связанной с ограничением пространства, требуемого для перемещения полуфабриката 100 при удалении его из матрицы после проведения процесса термоформования под давлением, нижняя часть наружной покрывающей кромки 13 не может быть сформирована загнутой внутрь под отрицательным углом. Поэтому необходимо выполнить формование в режиме вертикального воздействия вверх и вниз, в результате которого полуфабрикат 100 сначала формируется в виде, показанном на фиг. 3, а затем данный полуфабрикат обрабатывают посредством процесса сжатия и деформации, прежде чем нижнюю часть наружной покрывающей кромки 13 можно будет сформировать с загибом внутрь под отрицательным углом, чтобы образовалась структура канавки 14 в виде перевернутого крючка.
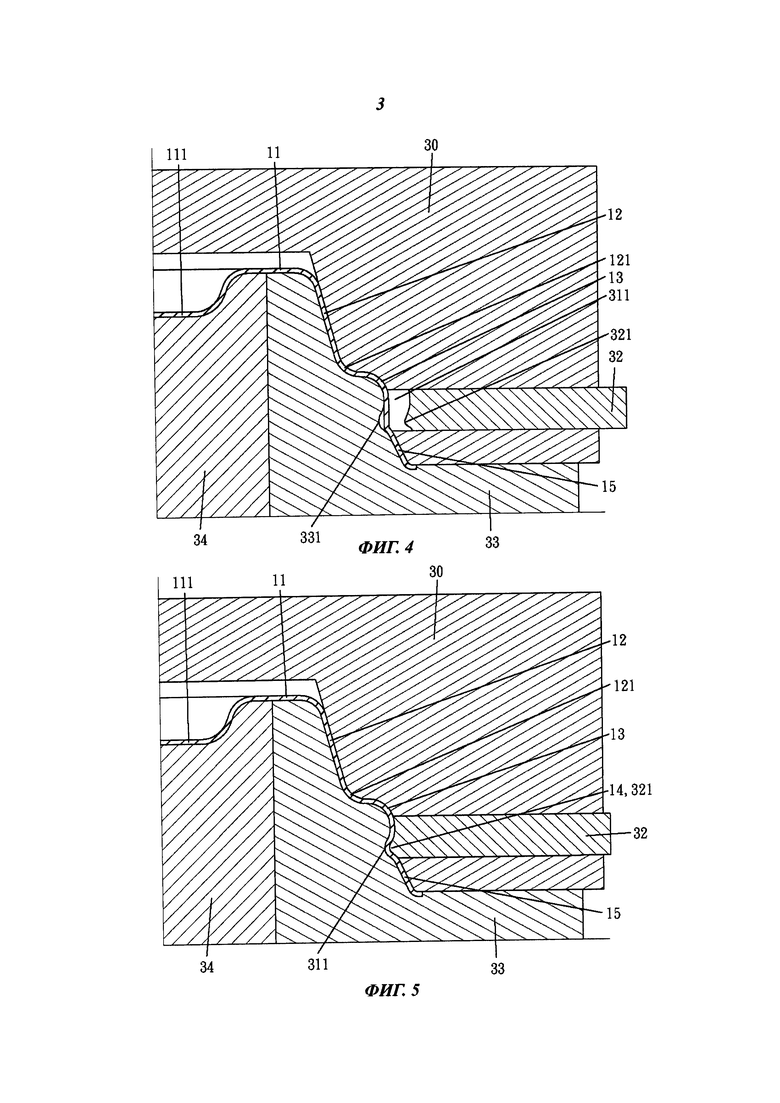
Как показано на фиг. 4 и 5, иллюстрирующих процесс сжатия и деформации обычного полуфабриката 100, на данный полуфабрикат накладывают наружную матрицу 30, профиль которой соответствует боковому профилю полуфабриката, причем в боковой стороне матрицы 30 на участке, который соответствует положению канавки 14 в виде перевернутого крючка на полуфабрикате 100, выполнена поперечная кольцевая прорезь 311 для введения в нее, со скольжением, формующих блоков 32. У каждого блока 32 на внутренней периферии имеется выступающее наружу формующее ребро 321. При совместном перемещении данных ребер вперед, т.е. внутрь, все они получают возможность объединиться в цельное кольцевое тело. В полуфабрикат 100 вводят внутреннюю матрицу 33, в середине которой имеется опорный блок 34, выполненный с профилем, соответствующим профилю полуфабриката 100. При этом во внутренней матрице 33 предусмотрена принимающая канавка 331, соответствующая положению, которое займет на полуфабрикате 100 канавка 14 в виде перевернутого крючка. Местоположение и профиль канавки 331 согласованы с соответствующими параметрами формующего ребра 321. Когда формующие участки наружной матрицы 30 и внутренней матрицы 33 (с опорным блоком 34) сближаются друг с другом, как это показано на фиг. 4, а формующие блоки 32 принудительно смещаются внутрь, формующие ребра 321 упираются в наружную поверхность полуфабриката 100, непрерывно продвигаются вперед и преодолевают сопротивление поверхности полуфабриката 100, деформируя ее и вдавливая материал полуфабриката в принимающую канавку 331 внутренней матрицы 33. В результате, как показано на фиг. 5, на полуфабрикате 100 образуется кольцевая канавка 14 в виде перевернутого крючка, а нижняя часть наружной покрывающей кромки 13 загибается внутрь под отрицательным углом, т.е. формируется изделие в виде формованной крышки 10 стакана. После этого формующие блоки 32 выдвигают наружу, раскрывают наружную и внутреннюю матрицы 30, 33, смещая их в направлении, противоположном направлению закрывания, и, в завершение всего процесса, убирают опорный блок 34, поддерживающий готовую формованную крышку 10 стакана.
Процессом, проиллюстрированным на фиг. 4 и 5, изготовление формованной крышки 10 стакана полностью завершается; однако, полученная таким образом крышка 10 имеет следующие недостатки. Поскольку полуфабрикат 100 изготавливают, применяя процессы формования пульпы и термоформования под давлением, обеспечивающие фиксированную форму полуфабриката, а канавку 14 в виде перевернутого крючка на полученном стабильном полуфабрикате 100 получают посредством прессования, положение этой канавки на сформованной крышке 10 стакана оказывается нестабильным. Более конкретно, когда крышка стакана находится в свободном состоянии, показанном на фиг. 6, из-за пластичности материала для канавки и нижней части наружной покрывающей кромки 13 имеет место небольшая естественная деформация (в направлении, противоположном направлению сжатия). Поскольку соответствующее изменение этой части является весьма малым, во внешнем виде изделия это не проявляется, но когда формованную крышку 10 используют для установки на горловину корпуса 20 бумажного стакана, возникнут следующие нежелательные эффекты приложенных усилий.
1. Для выполнения установки необходимо приложить усилие, в результате которого формованная крышка 10 стакана поворачивается и немного раздвигается наружу, причем принудительное возвращение в исходное состояние происходит за покрываемым кольцом 21 корпуса 20 бумажного стакана. Поскольку направление прилагаемого усилия противоположно направлению, по которому деформируется канавка 14 в виде перевернутого крючка, она сместится в направлении, противоположном направлению сжатия.
2. Поскольку корпус 20 бумажного стакана обычно используют для помещения в него горячего напитка, тепло будет распространяться вверх и наружу, в результате чего канавка 14 в виде перевернутого крючка также сместится в направлении, противоположном направлению сжатия.
3. Канавка 14 в виде перевернутого крючка и нижняя часть наружной покрывающей кромки 13 сформованной крышки 10 стакана смещаются также и естественным образом, так что напиток, содержащийся в корпусе 20 бумажного стакана, после наложения крышки 10 на горловину бумажного стакана может легко вытекать под совместным воздействием деформаций, вызванных усилием и теплом. Кроме того, фиксация крышки 10 может ослабиться, или крышка вообще может отделиться от корпуса 20. Таким образом, подобная распространенная конструкция не может удовлетворять требованию, предъявляемому к плотной установке формованной крышки 10 на корпус 20 бумажного стакана, или предотвратить утечку из него горячего напитка.
Раскрытие изобретения:
Учитывая перечисленные недостатки, характерные для уровня техники, заявитель изобретения, на основе многолетнего опыта работы в соответствующей отрасли промышленности и проведения масштабных исследований и экспериментов, разработал в рамках создания предлагаемого изобретения способ изготовления наружной покрывающей кромки формованной крышки стакана, не имеющий указанных недостатков.
Соответственно, главной задачей изобретения является разработка способа получения полуфабриката формованной крышки стакана, который изготавливают из растительного волокна и обрабатывают посредством процессов формования пульпы и термоформования под давлением, и последующего формирования по периметру полуфабриката наружной покрывающей кромки, выступающей наружу.
Следующая задача, решаемая изобретением, заключается в получении изделия в виде формованной крышки стакана, изготовленной из растительного волокна посредством процессов формования пульпы и термоформования под давлением, причем по периметру крышки образована наружная покрывающая кромка, выступающая наружу.
Для решения перечисленных, а также других задач изобретение предлагает способ изготовления наружной покрывающей кромки формованной крышки стакана, причем полуфабрикат для данной крышки изготовлен из растительного волокна посредством процессов формования пульпы и термоформования под давлением, при этом предлагаемый способ включает следующие операции:
(1) на полуфабрикат крышки накладывают наружную матрицу, боковой профиль которой согласован с профилем полуфабриката, причем наружная матрица содержит формующие блоки, местоположение которых соответствует тому участку полуфабриката, где формируется наружная покрывающая кромка, затем формующие блоки принудительно продвигают вперед, образуя таким образом кольцевое тело, причем на внутренней кромке каждого формующего блока сформирована принимающая канавка с профилем, соответствующим наружной покрывающей кромке, а при продвижении формующих блоков вперед каждая принимающая канавка приходит в контакт с наружной поверхностью полуфабриката у того места, где должна быть сформирована наружная покрывающая кромка,
(2) в полуфабрикат вводят внутреннюю матрицу, профиль которой согласован с профилем полуфабриката, причем в средней части указанной матрицы расположен, с возможностью поперечного перемещения, формующий элемент, передний конец которого сформирован в виде формующего ребра, соответствующего профилю формируемой наружной покрывающей кромки, а у заднего конца формующего элемента установлен внешний источник энергии, способный перемещать формующий элемент вперед или назад, обеспечивая возможность принудительного движения формующего элемента вперед, к тому месту внутренней поверхности полуфабриката, которое выбрано для формирования наружной покрывающей кромки,
(3) посредством внешнего источника энергии принудительно и непрерывно продвигают формующий элемент вперед, в результате чего поверхность полуфабриката прижимается формующим ребром и деформируется, формируя профиль наружной покрывающей кромки, которая введена в принимающую канавку и остается в ней,
(4) разворачивают внутреннюю матрицу с формующим элементом относительно наружной матрицы с формующими блоками и полуфабрикатом, при этом ребро формующего элемента прижимается к внутренней поверхности полуфабриката, формируя наружную покрывающую кромку, которая введена в принимающую канавку и остается в ней,
(5) посредством внешнего источника энергии отводят формующий элемент в исходное положение, выдвигают формующие блоки наружу и раскрывают наружную и внутреннюю матрицы, освобождая готовую формованную крышку стакана.
Согласно предлагаемому способу изготовления наружной покрывающей кромки формованной крышки стакана полуфабрикат для формованной крышки стакана имеет верхний кольцевой участок, у которого наружная боковая сторона опускается вниз от наружной дуговой кромки, отклоняется наружу, переходя в периферийный участок, и после достижения промежуточной дуговой кромки снова отклоняется наружу, а в участке, расположенном ниже исходной позиции, выбранной для еще отсутствующей наружной покрывающей кромки, сформирована канавка в виде перевернутого крючка, причем за канавкой боковая сторона полуфабриката снова отклоняется наружу, образуя стенку, захватываемую для снятия крышки.
При этом согласно предлагаемому способу, когда каждый формующий блок перемещают вперед и его принимающая канавка приходит в контакт с наружной поверхностью полуфабриката у позиции, выбранной для формирования наружной покрывающей кромки, верхняя часть принимающей канавки упрется в участок, с которого начнется формирование еще отсутствующей наружной покрывающей кромки, а нижняя часть принимающей канавки упрется в канавку, выполненную в виде перевернутого крючка.
Изобретение предлагает также изделие в виде формованной крышки стакана, полученное посредством вышеописанного способа, причем полуфабрикат для такой крышки изготовлен из растительного волокна посредством процессов формования пульпы и термоформования под давлением, а способ изготовления данного полуфабриката включает следующие операции:
(1) на полуфабрикат накладывают наружную матрицу, боковой профиль которой согласован с профилем полуфабриката, причем наружная матрица содержит формующие блоки, местоположение которых соответствует тому участку полуфабриката, где формируется наружная покрывающая кромка, затем формующие блоки принудительно продвигают вперед, образуя таким образом кольцевое тело, причем на внутренней кромке каждого формующего блока сформирована принимающая канавка с профилем, соответствующим наружной покрывающей кромке, а при продвижении формующих блоков вперед каждая принимающая канавка приходит в контакт с наружной поверхностью полуфабриката у того места, где должна быть сформирована наружная покрывающая кромка,
(2) в полуфабрикат вводят внутреннюю матрицу, профиль которой согласован с профилем полуфабриката, причем в средней части указанной матрицы расположен, с возможностью поперечного перемещения, формующий элемент, передний конец которого сформирован в виде формующего ребра, соответствующего профилю формируемой наружной покрывающей кромки, а у заднего конца формующего элемента установлен внешний источник энергии, способный перемещать формующий элемент вперед или назад, обеспечивая возможность принудительного движения формующего элемента вперед, к тому месту внутренней поверхности полуфабриката, которое выбрано для формирования наружной покрывающей кромки,
(3) посредством внешнего источника энергии принудительно и непрерывно продвигают формующий элемент вперед, в результате чего поверхность полуфабриката прижимается формующим ребром и деформируется, формируя профиль наружной покрывающей кромки, которая введена в принимающую канавку и остается в ней,
(4) разворачивают внутреннюю матрицу с формующим элементом относительно наружной матрицы с формующими блоками и полуфабрикатом, при этом ребро формующего элемента прижимается к внутренней поверхности полуфабриката, формируя наружную покрывающую кромку, которая введена в принимающую канавку и остается в ней,
(5) посредством внешнего источника энергии отводят формующий элемент в исходное положение, выдвигают формующие блоки наружу и раскрывают наружную и внутреннюю матрицы, освобождая готовую формованную крышку стакана.
Полуфабрикат формованной крышки стакана имеет верхний кольцевой участок, у которого наружная боковая сторона опускается вниз от наружной дуговой кромки, отклоняется наружу, переходя в периферийный участок, и после достижения промежуточной дуговой кромки снова отклоняется наружу, а в участке, расположенном ниже исходной позиции, выбранной для еще отсутствующей наружной покрывающей кромки, сформирована канавка в виде перевернутого крючка, причем за канавкой боковая сторона полуфабриката снова отклоняется наружу, образуя стенку, захватываемую для снятия крышки
Когда в изготавливаемом изделии в виде формованной крышки стакана каждый формующий блок перемещается вперед и его принимающая канавка приходит в контакт с наружной поверхностью полуфабриката у позиции, выбранной для формирования наружной покрывающей кромки, верхняя часть принимающей канавки упрется в участок, с которого начнется формирование еще отсутствующей наружной покрывающей кромки, а нижняя часть принимающей канавки упрется в канавку, выполненную в виде перевернутого крючка.
Краткое описание чертежей
На фиг. 1 схематично представлена обычная формованная крышка, установленная на обод бумажного стакана.
На фиг. 2 фрагмент крышки по фиг. 1 показан в увеличенном масштабе.
На фиг. 3 представлен, в сечении, фрагмент полуфабриката обычной формованной крышки стакана.
На фиг. 4 схематично представлен фрагмент полуфабриката обычной формованной крышки стакана на этапе закрывания матрицы, перед формованием канавки в виде перевернутого крючка.
На фиг. 5 схематично представлен фрагмент полуфабриката обычной формованной крышки на этапе закрывания матрицы, после формования канавки в виде перевернутого крючка.
На фиг. 6 схематично представлена канавка в виде перевернутого крючка, выполненная в обычной сформованной крышке стакана.
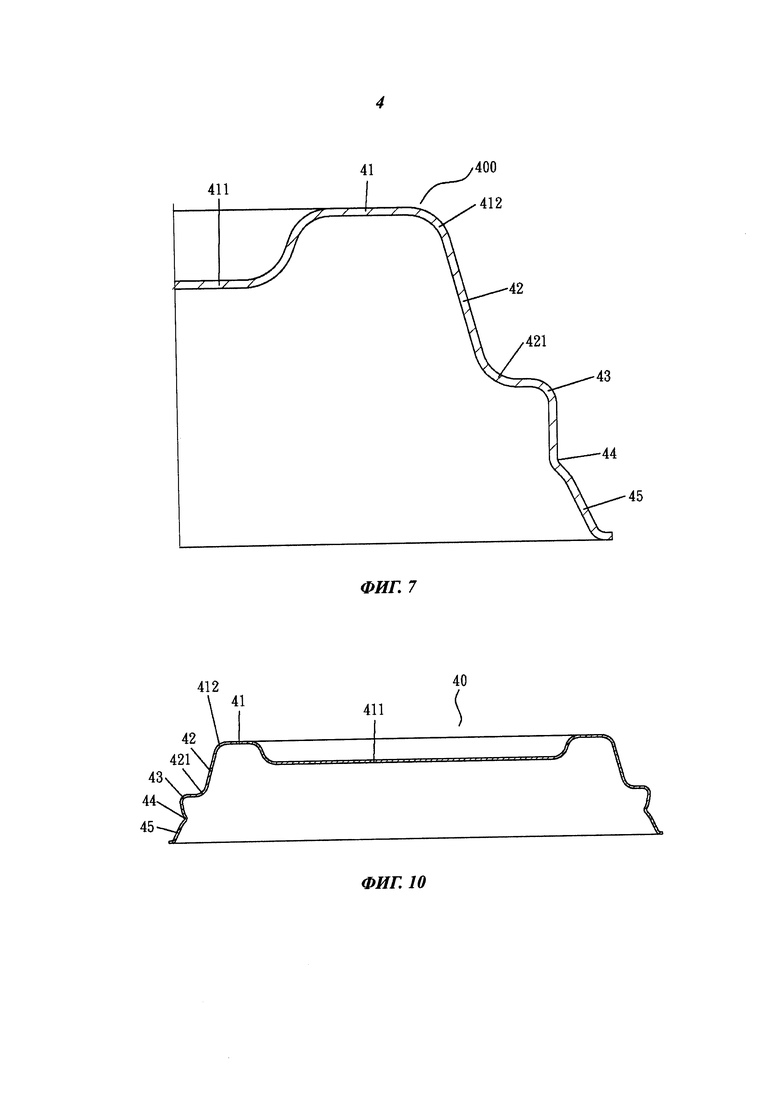
На фиг. 7 представлен, в сечении, фрагмент полуфабриката крышки согласно предпочтительному варианту изобретения.
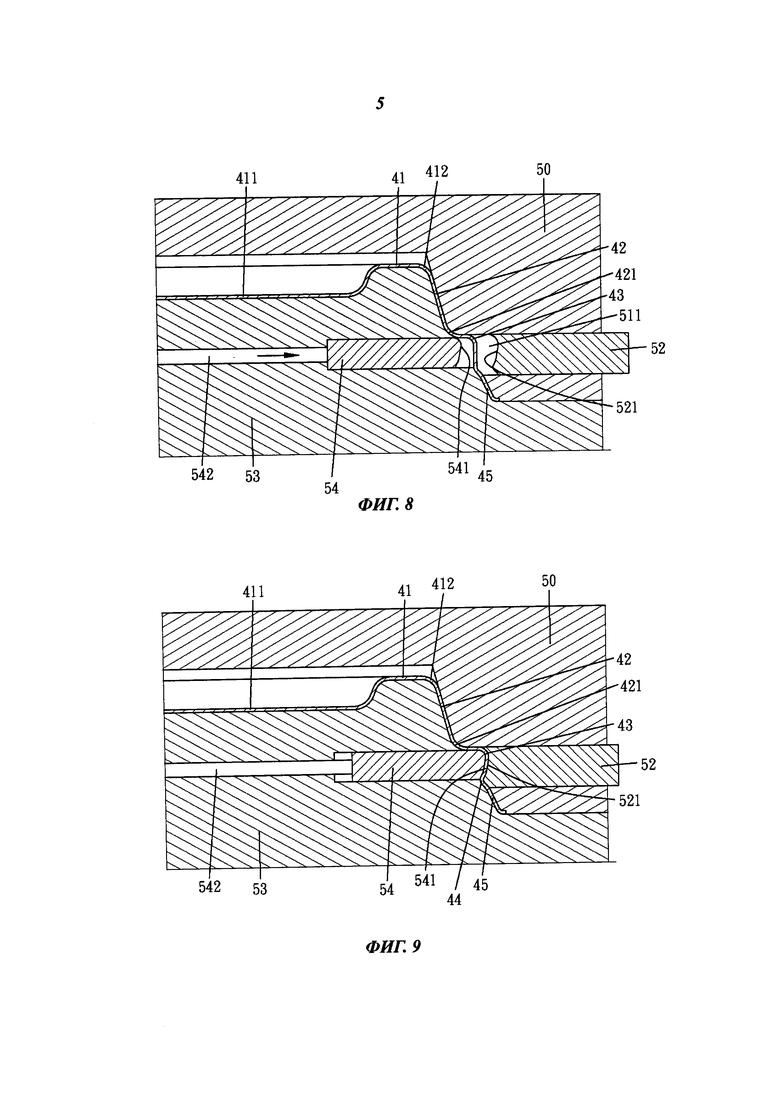
На фиг. 8 схематично представлен фрагмент варианта по фиг. 7 на этапе закрывания матрицы, перед формованием наружной покрывающей кромки.
На фиг. 9 схематично представлен фрагмент варианта по фиг. 7 на этапе закрывания матрицы, после формования наружной покрывающей кромки.
На фиг. 10 представлен, в сечении, предпочтительный вариант изобретения.
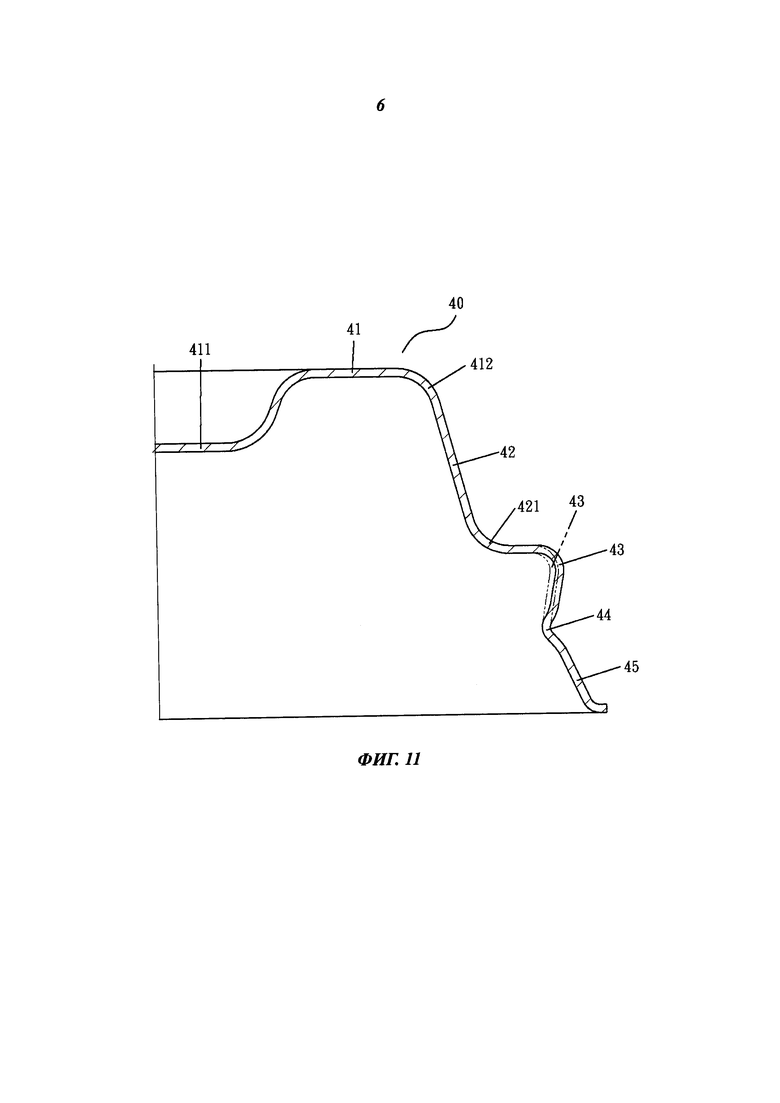
На фиг. 11 схематично проиллюстрирована завершенная наружная покрывающая кромка, соответствующая предпочтительному варианту изобретения.
Цифровые обозначения на чертежах
10 формованная крышка стакана
11 верхний кольцевой участок
111 закрывающий участок
112 наружная дуговая кромка
12 периферийный участок
121 промежуточная дуговая кромка
13 наружная покрывающая кромка
14 канавка в виде перевернутого крючка
15 стенка, захватываемая для снятия крышки
100 полуфабрикат
20 корпус бумажного стакана
21 покрываемое кольцо
22 кольцевая канавка 30 наружная матрица
311 поперечная кольцевая прорезь
32 формующие блоки
321 формующее ребро
33 внутренняя матрица
331 принимающая канавка
34 опорный блок
40 формованная крышка стакана
41 верхний кольцевой участок
411 закрывающий участок
412 наружная дуговая кромка
42 периферийный участок
421 промежуточная дуговая кромка
43 наружная покрывающая кромка
44 канавка в виде перевернутого крючка
45 стенка, захватываемая для снятия крышки
400 полуфабрикат
50 наружная матрица
511 поперечная кольцевая прорезь
52 формующие блоки
521 принимающие канавки
53 внутренняя матрица
54 формующий элемент
541 формующее ребро
542 внешний источник энергии
Осуществление изобретения
Технические характеристики, сущность, преимущества и результаты, связанные с изобретением, будут понятны из приведенного далее подробного описания его предпочтительного варианта и из прилагаемых чертежей.
Изобретение предлагает способ, согласно которому изготавливают наружную кромку формованной крышки стакана и изделие в виде данной крышки, полуфабрикат которой изготавливают из растительного волокна посредством процессов формования пульпы и термоформования под давлением, после чего по периметру полуфабриката формируют выступающую наружу покрывающую кромку. Изобретение относится также к изделию в виде формованной крышки стакана, изготовленной с использованием описанного выше способа. Поскольку для материалов из растительного волокна процессы формования пульпы и термоформования под давлением известны из уровня техники, в данном документе они не описываются.
Изобретение сфокусировано на процессе изготовления полуфабриката формованной крышки стакана. Соответственно, вариант изобретения включает в себя изготовление полуфабриката 400 с последующим изготовлением полностью завершенной формованной крышки 40 стакана. Предлагаемый полуфабрикат 400, изготовленный из растительного волокна с использованием процессов формования пульпы и термоформования под давлением, представлен на фиг. 7. В данном варианте полуфабрикат 400 имеет часть, совпадающую с соответствующей частью полуфабриката 100 по фиг. 3, и отличающиеся от него части. В конструкцию части, совпадающей для обоих полуфабрикатов, входят весь верхний кольцевой участок 41, закрывающий участок 411, наружная дуговая кромка 412, периферийный участок 42, промежуточная дуговая кромка 421 и захватываемая стенка 45. К отличающимся частям относятся канавка 44, выполненная в виде перевернутого крючка с одной вертикальной стороной и расположенная в том месте полуфабриката 400, где промежуточная дуговая кромка 421 доходит до местоположения еще не сформированной наружной покрывающей кромки 43. Другими словами, на этом этапе полуфабрикат 400 снабжен канавкой 44 в виде перевернутого крючка, но наружная покрывающая кромка 43 еще не сформирована полностью.
Затем полуфабрикат 400 подвергают обработке посредством процесса сжатия с деформацией, после чего получают полностью завершенную формованную крышку 40 стакана. Как показано на фиг. 8 и 9, на полуфабрикат 400 накладывают наружную матрицу 50, профиль которой должен быть согласован с его боковым профилем. Матрица 50 имеет поперечную кольцевую прорезь 511, предназначенную для введения в нее формующих блоков 52 и выполненную по отношению к полуфабрикату 400 в том месте, которое выбрано для еще отсутствующей наружной покрывающей кромки 43. На внутренней периферии каждого из формующих блоков 52 имеется принимающая канавка 521 (с профилем, согласованным с профилем еще не сформированной наружной покрывающей кромки 43). При совместном перемещении формующих блоков 52 вперед, т.е. внутрь, принимающие канавки 521 объединяются в единое кольцевое тело. В полуфабрикат 400 вводят внутреннюю матрицу 53 с установленным в ней формующим элементом 54, выполненным с возможностью поперечного перемещения. При этом конфигурация внутренней матрицы 53 согласована с профилем полуфабриката 400, а передний конец элемента 54 сформирован в виде формующего ребра 541, соответствующего профилю еще не сформированной наружной покрывающей кромки 43. У заднего конца элемента 54 установлен источник 542 энергии, такой как силовой цилиндр, обеспечивающий перемещение элемента 54 вперед или назад. Наружная матрица 50 и внутренняя матрица 53 замыкаются одна с другой, как это показано на фиг. 8.
Посредством соответствующего внешнего источника энергии принудительно перемещают формующие блоки 52 вперед, в результате чего, когда принимающая канавка 521 приходит в контакт с наружной поверхностью полуфабриката 400 и остается в этом положении, верхний и нижний концы канавки 521 упираются, соответственно, в участок полуфабриката, выбранный для еще отсутствующей наружной покрывающей кромки 43, и в канавку 44, выполненную в виде перевернутого крючка. После этого активируют внешний источник 542 энергии, чтобы принудительно сместить формующий элемент 54 вперед с приведением его в упорный контакт с поверхностью полуфабриката 400 в месте формирования кромки 43, и продолжают непрерывное перемещение элемента 54 в том же направлении. В результате формующее ребро 541 сжимает и деформирует поверхность полуфабриката 400, формируя наружную покрывающую кромку 43, которая входит в принимающую канавку 521 и остается в ней. Теперь внешний источник энергии используют для выполнения взаимного разворота внутренней матрицы 53 с формующим элементом 54 и наружной матрицей 50 вместе с формующими блоками 52 и полуфабрикатом 400. Точнее, внутренняя матрица 53 и элемент 54 поворачиваются совместно, а наружная матрица 50, формующие блоки 52 и полуфабрикат 400 остаются на месте. Альтернативно, совместно поворачиваются наружная матрица 50, формующие блоки 52 и полуфабрикат 400, а внутренняя матрица 53 и элемент 54 неподвижны. В результате такого взаимного разворота формующее ребро 541 элемента 54 вдавливается во внутреннюю поверхность полуфабриката 400, формируя наружную покрывающую кромку 43, которая входит в принимающую канавку 521 и остается в ней, как это показано на фиг. 9. В завершение процесса внешний источник 542 энергии используют для возвращения формующего элемента 54 в его исходную позицию с одновременным отведением формующих блоков 52 наружу, а наружную и внутреннюю матрицы 50, 53 раскрывают, смещая их в направлении, противоположном направлению закрывания. В результате получают формованную крышку 40 стакана (см. фиг. 10).
Формованная крышка 40 стакана, выполненная согласно изобретению, обеспечивает, при применении ее по назначению, такие эффекты, как плотное накладывание на горловину бумажного стакана и сохранение горячего напитка, содержащегося в данном стакане. Данные эффекты обеспечиваются изобретением за счет того, что наружная покрывающая кромка 43 формируется посредством сжатия как изнутри, так и снаружи и, после дополнительной усадки на бумажном стакане, естественным образом немного суживается внутрь (в направлении, противоположном направлению сжатия) из-за свойств пластического материала, уменьшаясь по размеру, как это показано на фиг. 11. Поскольку данное сужение очень невелико, во внешнем виде изделия это не проявляется. В формованной крышке 40 стакана, выполненной согласно изобретению, в добавление к естественному сужению кромки 43 канавка 44 в виде перевернутого крючка представляет собой структуру, образуемую при изготовлении полуфабриката 400 посредством комбинации процессов формования пульпы и термоформования под давлением. В результате обеспечивается стабильная реализация требуемой конструкции и взаимного положения частей полуфабриката 400.
При применении формованной крышки 40 по назначению, т.е. для закрывания горловины корпуса 20 бумажного стакана, наружную покрывающую кромку 43 оттягивают наружу, чтобы, с приложением соответствующих усилий, она прошла за границы покрываемого кольца 21 корпуса 20, причем под воздействием горячей жидкости, находящейся в корпусе 20, кромка 43 также расширится наружу. Естественное сужение у кромки 43 противодействует усилию, создаваемому теплом. Этому способствует также стабильность структуры и местоположения канавки 44 в виде перевернутого крючка. В результате после наложения формованной крышки 40 на горловину корпуса 20 бумажного стакана возникает эффект плотного прилегания наружной покрывающей кромки 43 крышки 40 к покрываемому кольцу 21 корпуса 20. Это позволяет предотвратить как утечку напитка, так и возможное ослабление посадки формованной крышки 40 на стакане или полное ее отсоединение. Таким образом, изобретение позволяет удовлетворить требование по обеспечению плотного перекрывания горловины корпуса 20 бумажного стакана формованной крышкой 40.
Суммируя приведенные в описании данные, можно заключить, что изобретение предлагает способ изготовления наружной покрывающей кромки формованной крышки стакана, а также изделие в виде соответствующей крышки, изготовленной с использованием предлагаемого способа. Согласно изобретению из растительного волокна посредством процесса формования пульпы и процесса термоформования под давлением изготавливают полуфабрикат данной крышки и формируют по периметру полуфабриката выступающую наружу наружную покрывающую кромку.
Способ и изделие по изобретению обладают новизной, при этом изобретение обеспечивает эффект предотвращения утечки и разделения соответствующих деталей, поскольку наружная покрывающая кромка предлагаемого изделия (формованной крышки) может плотно охватывать покрываемое кольцо корпуса бумажного стакана, тем самым устраняя недостатки, присущие уровню техники.
Суммируя приведенные в описании данные, можно заключить, что изобретение удовлетворяет требованиям, предъявляемым к патентоспособным объектам. Изобретение было описано на примерах конкретного варианта его осуществления, однако, специалисты в данной области могут вносить в него модификации и изменения, не выходящие за границы объема изобретения, определяемые прилагаемой формулой.
Изобретение относится к способу изготовления внешней покрывающей кромки формованной крышки стакана. Согласно предложенному способу в качестве материала для полуфабриката крышки используют растительное волокно, а для получения данного полуфабриката применяют формование посредством процесса формования пульпы и процесса термоформования под давлением. После этого проводят дополнительную обработку, чтобы сформовать кольцевую наружную покрывающую кромку, выступающую из внутреннего объема крышки наружу и образованную по периметру полуфабриката. 2 з.п. ф-лы, 11 ил.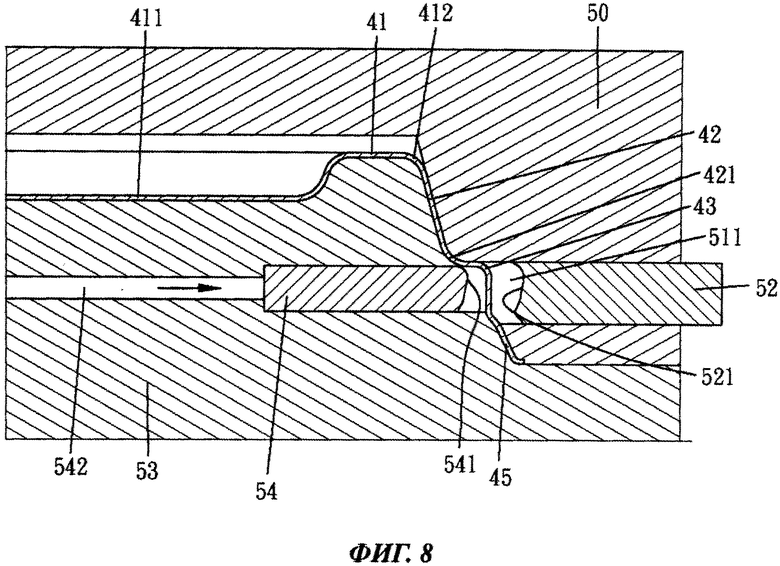
1. Способ изготовления наружной покрывающей кромки формованной крышки стакана, полуфабрикат которой изготавливают из растительного волокна посредством процесса формования пульпы и процесса термоформования под давлением, при этом способ включает следующие операции:
(1) на полуфабрикат крышки накладывают наружную матрицу, боковой профиль которой согласован с профилем полуфабриката, причем наружная матрица содержит формующие блоки, местоположение которых соответствует тому участку полуфабриката, где формируется наружная покрывающая кромка, затем формующие блоки принудительно продвигают вперед, образуя таким образом кольцевое тело, причем на внутренней кромке каждого формующего блока сформирована принимающая канавка с профилем, соответствующим наружной покрывающей кромке, а при продвижении формующих блоков вперед каждая принимающая канавка приходит в контакт с наружной поверхностью полуфабриката у того места, где должна быть сформирована наружная покрывающая кромка,
(2) в полуфабрикат вводят внутреннюю матрицу, профиль которой согласован с профилем полуфабриката, причем в средней части указанной матрицы расположен с возможностью поперечного перемещения формующий элемент, передний конец которого сформирован в виде формующего ребра, соответствующего профилю формируемой наружной покрывающей кромки, а у заднего конца формующего элемента установлен внешний источник энергии, способный перемещать формующий элемент вперед или назад, обеспечивая возможность принудительного движения формующего элемента вперед, к тому месту внутренней поверхности полуфабриката, которое выбрано для формирования наружной покрывающей кромки,
(3) посредством внешнего источника энергии принудительно и непрерывно продвигают формующий элемент вперед, в результате чего поверхность полуфабриката прижимается формующим ребром и деформируется, формируя профиль наружной покрывающей кромки, которая введена в принимающую канавку и остается в ней,
(4) разворачивают внутреннюю матрицу с формующим элементом относительно наружной матрицы с формующими блоками и полуфабрикатом, при этом ребро формующего элемента прижимается к внутренней поверхности полуфабриката, формируя наружную покрывающую кромку, которая введена в принимающую канавку и остается в ней,
(5) посредством внешнего источника энергии отводят формующий элемент в исходное положение, выдвигают формующие блоки наружу и раскрывают наружную и внутреннюю матрицы, освобождая готовую формованную крышку стакана.
2. Способ по п.1, в котором полуфабрикат формованной крышки стакана имеет верхний кольцевой участок, у которого наружная боковая сторона опускается вниз от наружной дуговой кромки, отклоняется наружу, переходя в периферийный участок, и после достижения промежуточной дуговой кромки снова отклоняется наружу, а в участке, расположенном ниже исходной позиции, выбранной для еще отсутствующей наружной покрывающей кромки, сформирована канавка в виде перевернутого крючка, причем за канавкой боковая сторона полуфабриката снова отклоняется наружу, образуя стенку, захватываемую для снятия крышки.
3. Способ по п. 2, в котором, когда каждый формующий блок перемещают вперед и его принимающая канавка приходит в контакт с наружной поверхностью полуфабриката у позиции, выбранной для формирования наружной покрывающей кромки, верхняя часть принимающей канавки упрется в участок, с которого начнется формирование еще отсутствующей наружной покрывающей кромки, а нижняя часть принимающей канавки упрется в канавку в виде перевернутого крючка.
| Способ приготовления лака | 1924 |
|
SU2011A1 |
| CN 101961921 A, 02.02.2011 | |||
| CN 201240029 Y, 20.05.2009. | |||

