Изобретение относится к устройству, используемому при термоформовании из термопластичного листового материала горловины выпускного отверстия упаковки.
Известен способ термоформования конструкции выпускного отверстия, например из шведской патентной заявки N SE 9100921-7 (кл. B 65 D 5/74, публ. 30.09.92).
Данный способ раскрывает формование из листа термопластичного материала горловины выпускного отверстия, упаковки, которая заключена в наружную закрывающую часть, так называемый винтовой колпачок, с использованием устройства, включающего приспособление для формования, формирующий элемент для формования горловины и перемещающийся элемент.
Однако в результате использования известного устройства формовалась горловина выпускного отверстия упаковки, нижние резьбовые витки которой оказывались примыкающими к наружной поверхности упаковки, чтобы жестко скрепить наружную закрывающую часть (винтовой колпачок) с наружной поверхностью листа для исключения легкого открывания выпускного отверстия.
Технической задачей настоящего изобретения является создание устройства для термоформования горловины выпускного отверстия упаковки из термопластичного листового материала, обеспечивающего наличие расстояния между нижними резьбовыми витками горловины выпускного отверстия и наружной поверхностью упаковки, исключая тем самым жесткое скрепление наружной закрывающей части (винтового колпачка) и наружной поверхностью упаковки.
Техническим результатом настоящего изобретения является создание устройства для термоформования горловины выпускного отверстия, нижние резьбовые витки которой находятся на некотором расстоянии от наружной поверхности упаковки.
Данный технический результат достигается за счет того, что в устройстве для термоформования горловины выпускного отверстия из термопластичного листового материала, включающем приспособление для формования, формирующий элемент для формования горловины и перемещающийся элемент, согласно изобретению формирующим элемент для формования горловины выполнен в виде закрывающей части, перемещающийся элемент выполнен в виде трубки, нижняя, часть которой снабжена внешним разделительным кольцом, выполненным из упругого податливого материала.
Разделительное кольцо может быть выполнено из каучука и в виде части трубчатой зоны, расположенной снаружи перемещающейся трубки. Перемещающаяся трубка может быть выполнена с канавкой, расположенной кольцом вокруг трубки, а на трубке разделительного кольца может быть выполнен соответствующий буртик для жесткого зацепления с канавкой.
Далее будет описан более подробно один из предложенных примеров реализации настоящего изобретения со ссылкой на чертежи, где фиг .1 является изображением, в частичном разрезе, расположения устройства, отвечающего настоящему изобретению при термоформовании конструкции выпускного отверстия; фиг. 2 показывает разделительное кольцо.
Выпускное отверстие, в сочетании с которым используется устройство, реализованное согласно настоящему изобретению, может быть использовано с различными типами упаковок.
Один из таких типов упаковок имеет боковые стенки 1 из слоистого материала с сердцевинным слоем из бумаги или картона, на который накладывается наружный слой из термопластика, причем упаковка этого типа имеет верхнюю панель или стенку 2, состоящую полностью из термопластичного материала. Другими типами упаковок обычно являются упаковки со щипцовым верхом или упаковки в форме параллелепипеда, у которых в верхней стенке удаляется некоторая зона, которая покрывается изнутри термопластичным слоем.
Независимо от вида упаковки выпускное отверстие изготавливается аналогичным способом. Еще незавершенная упаковка (которая все еще открыта снизу) устанавливается на оправке 3, а приспособление для формования 4 вводится через низ упаковки. В это время перемещающая труба 5 продвигается вперед к верхней стенке 2 упаковки, при этом трубка 5 предназначена для перемещения наружной закрывающей части 6 к выпускному отверстию 6. Наружная закрывающая часть 6 используется как форма для термоформования горловины выпускного отверстия 7, которая формируется из слоя термопластичного материала, образующего верхнюю панель или стенку 2 упаковки.
Фиг. 1 является изображением, в частичном разрезе, верхней области упаковочной тары, которая состоит из боковых стенок 1 из упаковочных слоев, с которыми герметически соединяется верхняя панель или стенка 2 из термопластичного материала. Упаковка (которая открыта с нижнего торца) устанавливается на так называемую оправку 3, а приспособление для формования 4 вводится внутрь упаковки для формования горловины выпускного отверстия 7 соответствующей выпускному отверстию. Перемещающая трубка 5 упирается в верхнюю стенку 2 упаковки, причем толкатель 8 находится внутри этой трубки. Перемещающая трубка 5 предназначается для перемещения к верхней стенке 2 упаковки наружной закрывающей части б, внутри которой формируется горловина выпускного отверстия 7. Толкатель 8 фиксированно удерживает наружную закрывающую часть 6 у верхней стенки 2 упаковки во время соответствующего процесса термоформования.
На нижней части перемещающей трубки 5 размещается разделительное кольцо 9. Согласно предпочтительному варианту осуществления настоящего изобретения разделительное кольцо 9 изготавливается как часть трубчатой зоны 10, расположенное снаружи перемещающей трубки 5. Верхний конец трубчатой зоны 10 снабжен буртиком 11, который жестко зацеплен за соответствующую канавку 12 в перемещающей трубке 5. Самый меньший внутренний диаметр разделительного кольца 9 немного меньше самого меньшего диаметра перемещающей трубки 5, а тот край, например, который выступает прямо к центру перемещающей трубки 5, фиксированно удерживает наружную закрывающую часть 6 во время соответствующего процесса термоформования.
Предпочтительная конструкция разделительного кольца 9 вместе с ее трубчатой частью 10 полностью приведена на фиг. 2. Конечно, разделительное кольцо 9 может быть также изготовлено иначе без наружной трубчатой части 10, лежащей снаружи перемещающей трубки 5.
Как показано на фиг. 1, верхняя термопластичная стенка 2 упаковочной тары была сформирована в горловину выпускного отверстия 7, таким образом, что приспособление для формования использует наружную закрывающую часть 6 как форму. После завершения термоформования горловины выпускного отверстия 7 наружная закрывающая часть 6 передвигается с помощью толкателя 8 наружу из перемещающей трубки 5 для того, чтобы сохранить на месте горловину выпускного отверстия 7, сформованную внутри закрывающей части 6. В данном примере разделительное кольцо 9 должно дать ход, чтобы наружная закрывающая часть 6 могла пройти по диаметру, который чуть меньше, чем диаметр перемещающей трубки 5. В таком случае разделительное кольцо 9 очень хорошо изготавливать из упругого податливаемого материала, подобного, например, каучуку. К тому же каучук обладает, таким свойством, что во время процесса термоформования он обеспечивает герметизацию по кольцевой канавке 14, которая образуется между верхней стенкой 2 упаковки и наружной закрывающей частью 6. Как только наружная закрывающая часть 6 выталкивается из перемещающей трубки 5, приспособление для формования 4 вынимается, а наружная закрывающая часть 6 герметизируется по верхней стенке 13 горловины выпускного отверстия ультразвуковым способом уплотнения. Это уплотнение предназначается для вскрытия отверстия упаковки. После этого таким образом почти законченная упаковка снимается с оправки 3, наполняется и запечатывается снизу, чтобы получить готовую упаковочную тару.
Во время вскрытия выпускного отверстия, которое было изготовлено с помощью устройства, в соответствии с настоящим изобретением, верхняя стенка 13 горловины выпускного отверстия 7, которая приваривается к внутренней части наружной закрывающей части 6, разрушается. Во время повторного закрытия выпускного отверстия кольцевая канавка 14, которая была сформована с использованием разделительного кольца 9, позволяет навинтить наружную закрывающую часть 6 более плотно, и тем самым получить более надежное и тугое повторное закрытие.
Как стало очевидным из приведенного выше описания, настоящее изобретение реализует устройство, которое позволяет повысить качество изготовления выпускного отверстия так, что фактически нет риска скрепления наружной закрывающей части с верхней стенкой упаковочной тары. При использовании этого устройства во время термоформования выпускного отверстия будет также образована кольцевая канавка, которая во время повторного закрывания упаковки допускает более надежное и плотное повторное закрытие упаковки, в которой наружная закрывающая часть может быть навинчена на место более плотно.
Настоящее изобретение не следует ограничивать приведенным выше описанием и рисунками. Допустимы многие модификации, не выходящие за пределы объема и сферы действия приложенных пунктов формулы изобретения.

Устройство предназначено для термоформования из термопластичного листового материала горловины выпускного отверстия. В процессе термоформования в качестве формующего элемента используется закрывающая часть, винтовой колпачок. Устройство включает приспособление для формования, перемещающий элемент в виде трубки и разделительное кольцо, лежащее снаружи перемещающей трубки и изготавливаемое из упругого податливого материала. Кольцевая канавка горловины образуется между верхней стороной упаковки и закрывающей частью. Устройство позволяет повысить качество изготовления выпускного отверстия. 3 з. п.ф-лы, 2 ил.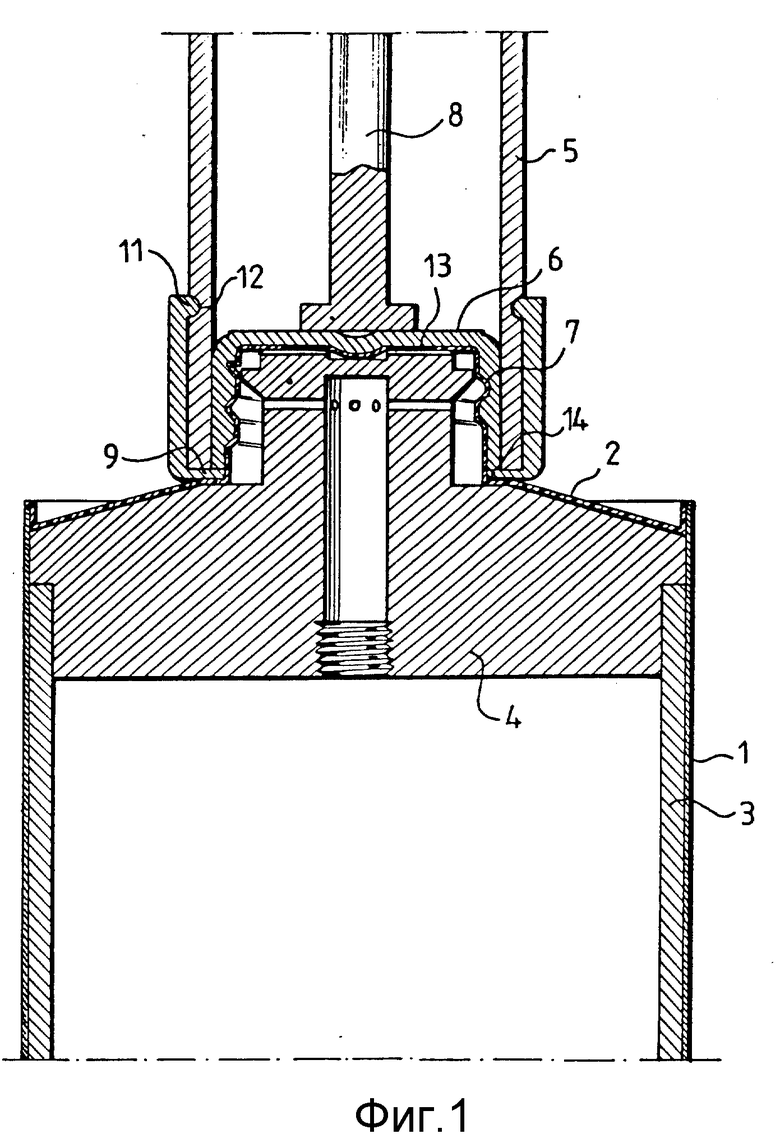
| SE 9100921, 27.03.91 | |||
| СПОСОБ ТЕРМИЧЕСКОГО ФОРМОВАНИЯ ПОЛЫХ ИЗДЕЛИЙ, ИМЕЮЩИХ ОСНОВАНИЕ ИЗ ЛИСТА ТЕРМОПЛАСТИЧНОГО МАТЕРИАЛА, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2080262C1 |
