Изобретение относится к космической технике, в частности для создания телекоммуникационных космических аппаратов (КА) различного класса, например на базе космических платформ тяжелого класса и среднего класса.
Известен способ сборки КА, представленный в описании патента ЕС №0849166, согласно которому бортовые приборы и оборудование полезной нагрузки устанавливаются и закрепляются непосредственно на силовой конструкции спутника в процессе его сборки. Недостатками указанного способа сборки КА является высокая трудоемкость работ, а также неудобство проведения ремонтов неисправных приборов или их замены на кондиционные, в случае обнаружения неисправности в процессе наземной отработки и испытаний.
Для удобства замены или ремонта вышедших из строя приборов применяют компоновку КА, конструктивно состоящих из двух модулей: модуля полезной нагрузки (МПН) для размещения приборов и оборудования целевой нагрузки и модуля служебных систем (МСС) для размещения приборов и оборудования служебных систем. Известен способ компоновки телекоммуникационных КА, состоящих из двух модулей (патент РФ №2346859), согласно которому МСС размещен в нижней части спутника, а МПН - в верхней его части.
В качестве прототипа выбран способ сборки КА, представленный в описании патента РФ №2346859, согласно которому осуществляют предварительную сборку МСС и МПН раздельно друг от друга, а затем на заключительном этапе сборки КА модули совмещают друг с другом и объединяют в единое целое по электрическим, механическим и тепловым интерфейсам. При этом сборку МСС и МПН осуществляют путем сопряжения охватываемой центральной части конструкции МСС и охватывающей части конструкции МПН, а также совмещением их посадочных поверхностей и размеров и жесткого механического скрепления между собой.
Недостаток указанного способа-прототипа заключается в том, что при сопряжении МСС и МПН на заключительном этапе сборки КА, из-за ошибок исполнения размеров и допусков при автономном изготовлении МПН, совмещения их посадочных поверхностей и размеров может не произойти, вследствие чего механическое скрепление модулей между собой окажется затруднительным. В случае несовмещения посадочных поверхностей и размеров требуется их подгонка «по месту», что может потребовать неоднократного повторения операций по сопряжению МСС и МПН и совмещению их посадочных поверхностей и размеров вплоть до осуществления возможности механического скрепления с заданными параметрами качества, что увеличивает трудоемкость сборочных работ на заключительном этапе.
Задачей, на решение которой направленно заявляемое изобретение, является создание способа сборки КА, обеспечивающего повышение качества и снижение трудоемкости работ на заключительном этапе сборки путем объединения МСС и МПН в единое целое.
Поставленная задача решается за счет того, что сборку КА, состоящего из двух модулей: МПН и МСС, изготавливаемых по отдельности друг от друга и объединяемых в единое целое по электрическим, механическим и гидравлическим интерфейсам на заключительном этапе изготовления КА так, что МСС и МПН объединяют по механическим интерфейсам путем сопряжения охватываемой центральной части конструкции МСС и охватывающей части конструкции МПН, совмещения их посадочных поверхностей и размеров и жесткого механического скрепления между собой, осуществляют так, что сборку МПН производят на технологической оснастке, которая имеет габаритные и присоединительные размеры, эквивалентные охватываемой части конструкции МСС, и оси координат, совпадающие с осями координат КА, с возможностью их разъединения после окончания сборки для осуществления монтажа МПН на МСС КА. Охватывающую часть технологической оснастки сопрягают с охватывающей частью конструкции МПН так, что сопрягаемую часть конструкции МПН изготавливают в виде базовой панели, расположенной в плоскости YOZ, и двух опорных панелей, расположенных в плоскости XOZ, которые жестко соединяют между собой двумя приборными панелями, расположенными в плоскостях XOY. На полученную таким образом жесткую конструкцию устанавливают и закрепляют приборы, оборудование, конструкции и интерфейсы, причем предусмотрен вариант сборки, при котором сопрягаемую часть МПН в плоскости YOZ изготавливают таким образом, что на разновысоком уровне с базовой панелью в плоскости YOZ устанавливают базовую панель верхнего яруса и жестко соединяют их между собой, как минимум, с помощью центральной панели, которую располагают в плоскости XOZ, а опорные панели, базовую панель, базовую панель верхнего яруса и центральную панель жестко соединяют с приборными панелями, при этом приборные панели выполняют с возможностью сопряжения и крепления с МСС и скрепляют с ним на заключительном этапе изготовления КА, а после окончания сборки МПН на технологической оснастке по нижнему поясу приборных панелей устанавливают съемный технологический бандаж, который после скрепления модуля полезной нагрузки с модулем служебных систем демонтируют.
Техническим результатом способа сборки КА является повышение качества и снижение трудоемкости сборочных работ за счет повышения точности позиционирования посадочных поверхностей и размеров МПН, а также за счет оптимизированной и унифицированной последовательности проведения монтажных и сборочных работ.
Предложенное изобретение поясняется чертежами, на которых:
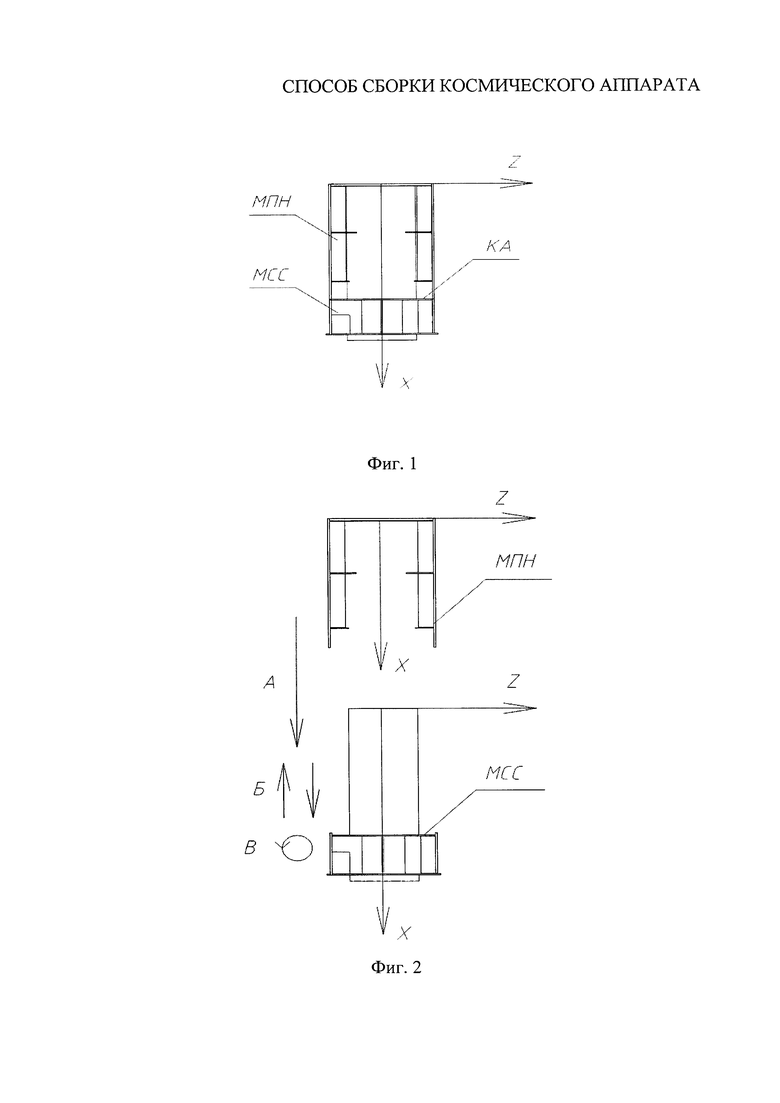
фиг. 1 - общая компоновка КА, состоящего из МПН и МСС, на базе платформы среднего класса;
фиг. 2 - схема сопряжения и совмещения МПН и МСС платформы среднего класса;
фиг. 3 - схема монтажа и сборки МПН платформы среднего класса на технологической оснастке;
фиг. 4 - интерфейс базовой панели с опорными панелями и технологической оснасткой;
фиг. 5 - место сопряжения базовой панели с технологической оснасткой (сечение Г-Г, фиг. 4);
фиг. 6 - место крепления базовой панели с технологической оснасткой (сечение Д-Д, фиг. 4);
фиг. 7 - место посадки и крепления базовой панели с опорными панелями (сечение Е-Е, фиг. 4);
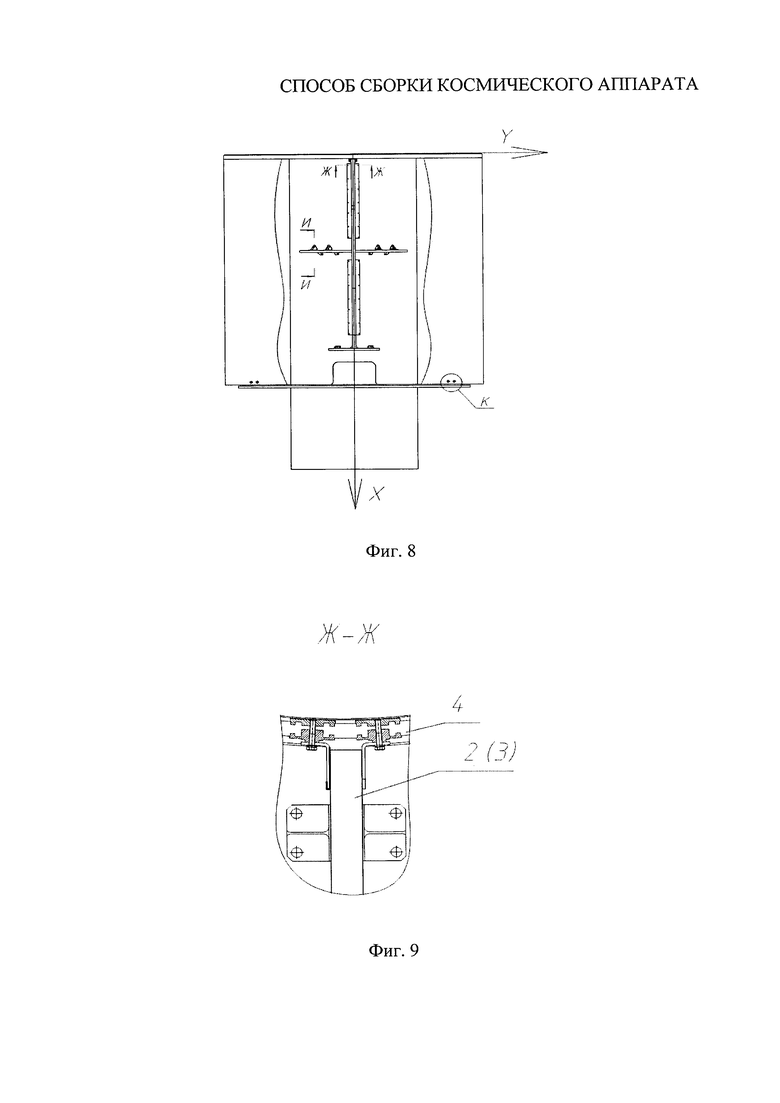
фиг. 8 - интерфейс технологической оснастки с опорными и приборными панелями;
фиг. 9 - место крепления технологической оснастки с опорными панелями (сечение Ж-Ж, фиг. 8);
фиг. 10 - место крепления технологической оснастки с опорными панелями (сечение И-И, фиг. 8);
фиг. 11 - общая компоновка КА, состоящего из МПН и МСС, на базе платформы тяжелого класса;
фиг. 12 - место сопряжения и крепления технологической оснастки с приборными панелями (вид К, фиг. 8);
фиг. 13 - схема сопряжения и совмещения МПН и МСС платформы среднего класса со съемным технологическим бандажом.
На фиг. 1 показан КА на базе платформы среднего класса, состоящий из двух модулей: МСС и МПН, которые изготавливаются по отдельности друг от друга и объединяются в единое целое по механическим, электрическим и гидравлическим интерфейсам на заключительном этапе изготовления КА.
Механическую сборку КА производят в соответствии с фиг. 2 путем сопряжения охватываемой центральной части конструкции МСС и охватывающей части конструкции МПН в направлении А, совмещения их посадочных поверхностей и размеров за счет одновременных малых перемещений МПН в направлениях Б и В и жесткого механического скрепления между собой. МПН представляет собой пространственную П-образную конструкцию из трехслойных сотовых панелей. Сотовые панели МПН выполнены в виде сэндвичей, состоящих из алюминиевых или угольных обшивок, сотозаполнителя, конструкционных и приборных закладных. Сборку МПН осуществляют отдельно от МСС на технологической оснастке заблаговременно до начала сборки КА. В качестве технологической оснастки могут быть использованы: жесткостной корсет, габаритный имитатор МСС, универсальное сборочное приспособление и др.
На фиг. 3 показан МПН, смонтированный на технологической оснастке (габаритном имитаторе МСС) 4, которая имеет габаритные и присоединительные размеры, эквивалентные охватываемой части конструкции МСС, и оси координат XYZ, совпадающие с осями координат КА XYZ (фиг. 1). По окончании сборки МПН на технологической оснастке 4 предусмотрена возможность их разъединения для осуществления монтажа МПН и МСС на заключительном этапе сборки КА (фиг. 2).
МПН состоит из базовой панели 1, на которую устанавливают точные приборы, опорных панелей 2 и 3, которые используются как вспомогательные элементы конструкции МПН и приборных панелей 5 и 6, на которые устанавливают приборы полезной нагрузки (приборы полезной нагрузки на фиг. 3 не показаны).
Сборка МПН на технологической оснастке осуществляется последовательно. Вначале совмещают, сопрягают, выставляют в плоскости YOZ и закрепляют на технологической оснастке базовую панель 1. Затем в плоскости XOZ монтируют, совмещая и сопрягая с технологической оснасткой, опорные панели 2 и 3. Базовую панель 1 и опорные панели 2 и 3 сопрягают и скрепляют между собой, после чего опорные панели закрепляют на технологической оснастке, при этом допускается использовать подгонку, а также регулирующие и компенсирующие устройства крепления. Затем базовую панель 1 и опорные панели 2 и 3 жестко соединяют приборными панелями 5 и 6, которые располагают в плоскостях, параллельных координатной плоскости XOY.
На фиг. 4 показана схема сопряжения и крепления базовой панели с технологической оснасткой, эквивалентная схеме сопряжения и крепления с МСС, и с опорными панелями. На фиг. 5 показано сопряжение базовой панелей 1 с технологической оснасткой 4, которое осуществляется с помощью двух направляющих штырей 9, расположенных в сечении Г-Г (фиг. 4). На фиг. 6 показано крепление базовой панели 1 с технологической оснасткой 4, которое производится крепежными элементами 10, расположенными в сечении Д-Д (фиг. 4). Для установки базовой панели 1 в плоскости YOZ крепежные элементы могут включать регулирующие и компенсирующие устройства. На фиг. 7 показано сопряжение и закрепление базовой панели 1 с опорными панелями 2 и 3, которое производится с помощью двух направляющих штырей 11б и крепежных элементов 11а.
На фиг. 8 показаны места расположения крепления технологической оснастки с опорными и приборными панелями, причем на фиг. 9 (сечение Ж-Ж) и 10 (сечение И-И) показано конструктивное исполнение крепления технологической оснастки 4 с опорными панелями 2 (3).
Предложенное изобретение имеет вариантное исполнение для случая использования платформы тяжелого класса, когда необходимо разместить дополнительные приборы полезной нагрузки, что приводит к неизбежному увеличению линейных размеров МПН вдоль оси X. Увеличение линейных размеров МПН осуществляется за счет монтажа и крепления дополнительного верхнего яруса из сотопанелей в соответствие с фиг. 11.
Сборка МПН с увеличенными размерами на технологической оснастке осуществляется последовательно. Вначале совмещают, сопрягают, выставляют в плоскости YOZ и закрепляют на технологической оснастке базовую панель 1 аналогично фиг. 3-6. В плоскости XOZ монтируют, совмещая и сопрягая, базовую панель 1 с технологической оснасткой 4, а затем закрепляют опорные панели 2 и 3 аналогично фиг. 3, 4, 7. Далее на разновысоком уровне с базовой панелью 1 в плоскости YOZ размещают базовую панель верхнего яруса 7 и жестко соединяют их между собой, как минимум, с помощью центральной панели 8, которую располагают в плоскости XOZ (элементы сопряжения и крепления панелей на фиг 11 не показаны, поскольку они аналогичны фиг. 7). В заключение базовую панель 1 и опорные панели 2 и 3, базовую панель верхнего яруса 7 и центральную панель 8 жестко соединяют приборными панелями 5 и 6, которые располагают в плоскостях, параллельных координатной плоскости XOY.
После завершения сборки МПН на технологической оснастке производится закрепление на его панелях приборов, оборудования, конструкций и интерфейсов.
Собранный таким образом МПН поставляется для заключительной сборки КА. Предварительная сборка МПН на технологической оснастке, которая имеет габаритные и присоединительные размеры, эквивалентные охватываемой части конструкции МСС, и оси координат, совпадающие с осями координат КА, с возможностью их разъединения после окончания сборки для осуществления последующего монтажа МПН на МСС в составе КА, позволяет достигнуть решения поставленной задачи изобретения - повышения качества и снижения трудоемкости сборочных работ за счет повышения точности позиционирования посадочных поверхностей и размеров МПН, а также оптимизированной и унифицированной последовательности проведения монтажных и сборочных работ.
Для повышения жесткости КА предложенное изобретение имеет вариантное исполнение, допускающее исполнение приборных панелей 5 (6) с возможностью сопряжения и крепления с МСС, путем скрепления с ним на виде К (фиг. 8) на заключительном этапе изготовления КА, как показано на фиг. 12.
Для повышения жесткости конструкции МПН в процессе транспортирования и хранения между операциями автономной сборки на технологической оснастке и окончательной сборки на МСС после сборки МПН на технологической оснастке по нижнему поясу приборных панелей 5 (6) устанавливают технологический бандаж 14 (фиг. 13), который после скрепления МПН с МСС демонтируют.
Указанный способ сборки успешно опробован при изготовлении КА на базе платформы среднего класса и на базе платформы тяжелого класса и подтвердил достижимость поставленной задачи изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Корпус космического аппарата блочно-модульного типа и способ его сборки | 2021 |
|
RU2771471C1 |
| СПОСОБ СБОРКИ КОСМИЧЕСКОГО АППАРАТА | 2016 |
|
RU2647404C2 |
| МОДУЛЬ СЛУЖЕБНЫХ СИСТЕМ КОСМИЧЕСКОГО АППАРАТА | 2020 |
|
RU2753003C1 |
| СПОСОБ СБОРКИ КОРПУСА КОСМИЧЕСКОГО АППАРАТА | 2023 |
|
RU2811506C1 |
| КОРПУС КОСМИЧЕСКОГО АППАРАТА БЛОЧНО-МОДУЛЬНОГО ИСПОЛНЕНИЯ | 2021 |
|
RU2775790C1 |
| КОРПУС МОДУЛЯ СЛУЖЕБНЫХ СИСТЕМ КОСМИЧЕСКОГО АППАРАТА | 2023 |
|
RU2813378C1 |
| СПОСОБ СБОРКИ КОСМИЧЕСКОГО АППАРАТА | 2021 |
|
RU2764473C1 |
| Способ сборки модуля полезной нагрузки космического аппарата | 2021 |
|
RU2771087C1 |
| КОРПУС МОДУЛЯ ПОЛЕЗНОЙ НАГРУЗКИ КОСМИЧЕСКОГО АППАРАТА | 2022 |
|
RU2780897C1 |
| МОДУЛЬ ПОЛЕЗНОЙ НАГРУЗКИ КОСМИЧЕСКОГО АППАРАТА | 2022 |
|
RU2778178C1 |




Изобретение относится к технологии сборки космических аппаратов (КА), главным образом телекоммуникационных спутников. Способ применим к КА, состоящему из модуля полезной нагрузки (МПН) и модуля служебных систем (МСС), изготавливаемых по отдельности и объединяемых по электрическим, механическим и гидравлическим интерфейсам на заключительном этапе изготовления КА. Часть конструкции МПН охватывает центральную часть конструкции МСС. Сборку МПН производят на съёмной технологической оснастке, эквивалентной по размерам охватываемой части МСС и сопрягаемой с охватывающей частью конструкции МПН. Оси координат оснастки совпадают с осями координат КА. Последовательно монтируют базовые (одну или более), опорные и приборные панели. На панелях собранной конструкции МПН закрепляют приборы, оборудование, интерфейсы и другие элементы. Технический результат - повышение качества и снижение трудоемкости сборочных операций за счет их оптимизации и унификации, а также повышение точности позиционирования элементов МПН. 3 з.п. ф-лы, 13 ил.
1. Способ сборки космического аппарата, состоящего из двух модулей: модуля полезной нагрузки и модуля служебных систем, изготавливаемых по отдельности друг от друга и объединяемых в единое целое по механическим, электрическим и гидравлическим интерфейсам на заключительном этапе изготовления космического аппарата так, что модуль служебных систем и модуль полезной нагрузки объединяют по механическим интерфейсам путем сопряжения охватываемой центральной части конструкции модуля служебных систем и охватывающей части конструкции модуля полезной нагрузки, совмещения их посадочных поверхностей и размеров и жесткого механического скрепления между собой, отличающийся тем, что первоначально сборку модуля полезной нагрузки осуществляют на технологической оснастке, которая имеет габаритные и присоединительные размеры, эквивалентные размерам охватываемой части конструкции модуля служебных систем, и оси координат, совпадающие с осями координат космического аппарата, с возможностью разъединения технологической оснастки и модуля полезной нагрузки после окончания сборки для осуществления монтажа модуля полезной нагрузки на модуль служебных систем космического аппарата, при этом охватывающую часть технологической оснастки сопрягают с охватывающей частью конструкции модуля полезной нагрузки так, что сопрягаемую часть конструкции модуля полезной нагрузки изготавливают в виде базовой панели, расположенной в плоскости YOZ, и двух опорных панелей, расположенных в плоскости XOZ, которые жестко соединяют между собой двумя приборными панелями, расположенными в плоскости XOY, и на полученную таким образом жесткую конструкцию устанавливают и закрепляют приборы, оборудование, конструкции и интерфейсы.
2. Способ сборки космического аппарата по п.1, отличающийся тем, что на разновысоком уровне с базовой панелью в плоскости YOZ устанавливают базовую панель верхнего яруса и жестко соединяют панели между собой, как минимум, с помощью центральной панели, которую располагают в плоскости XOZ, а опорные панели, базовую панель, базовую панель верхнего яруса и центральную панель жестко соединяют с приборными панелями.
3. Способ сборки космического аппарата по п.1 или 2, отличающийся тем, что приборные панели выполняют с возможностью сопряжения и крепления с модулем служебных систем и скрепляют с ним на заключительном этапе изготовления космического аппарата.
4. Способ сборки космического аппарата по п.1, отличающийся тем, что после окончания сборки модуля полезной нагрузки на технологической оснастке по нижнему поясу приборных панелей устанавливают съемный технологический бандаж, который после скрепления модуля полезной нагрузки с модулем служебных систем демонтируют.
| СПОСОБ КОМПОНОВКИ КОСМИЧЕСКОГО АППАРАТА | 2007 |
|
RU2346859C2 |
| СПОСОБ МОДУЛЬНОГО ИЗГОТОВЛЕНИЯ И СБОРКИ ТРАНСПОРТНЫХ СРЕДСТВ РАЗЛИЧНОГО ТИПА И МОДУЛЬ КУЗОВА И МОДУЛЬ МОТОРНОГО ОТСЕКА, ИЗГОТОВЛЕННЫЕ СОГЛАСНО ЭТОМУ СПОСОБУ | 2010 |
|
RU2433057C1 |
| Гониоскоп | 1960 |
|
SU150666A1 |
| US 5314146 А, 24.05.1994 | |||
| Способ защиты переносных электрических установок от опасностей, связанных с заземлением одной из фаз | 1924 |
|
SU2014A1 |

