Настоящее изобретение относится к резьбовому соединению для применения в соединении стальных труб или трубных изделий (ниже в данном документе именуются «стальными трубами»).
В нефтяных скважинах, газовых скважинах и т.п. (ниже в данном документе также вместе именуются «нефтяными скважинами») стальные трубы, называемые трубами нефтепромыслового сортамента (OCTG), применяютcя для добычи подземных минеральных ресурсов. Стальные трубы последовательно соединяют друг с другом и для соединения применяют резьбовые соединения.
Резьбовые соединения для стальных труб делятся на два типа: соединения с применением соединительной муфты и соединения без соединительной муфты. Резьбовое соединение с соединительной муфтой образует пара трубных изделий, которые соединены друг с другом, из которых одно является стальной трубой и другое является соединительной муфтой. В данном случае стальная труба включает в себя вставные резьбовые участки, выполненные на наружной периферии ее обоих концов, и соединительная муфта включает в себя охватывающие резьбовые участки, выполненные на внутренней периферии ее обоих концов. Таким образом, стальная труба и соединительная муфта соединяются друг с другом. Соединение без соединительной муфты образовано парой стальных труб, как трубных изделий, которые соединены друг с другом, без применения отдельной соединительной муфты. В данном случае каждая стальная труба включает в себя охватываемый резьбовой участок, выполненный на наружной периферии на одном ее конце и охватывающий резьбовой участок, выполненный на внутренней периферии на другом ее конце. Таким образом, одна стальная труба и другая стальная труба соединяются друг с другом.
Также резьбовые соединения для стальных труб в некоторых случаях делятся по типам на соединения гладкого типа, полугладкого типа и типа с уменьшенным проходом на основе наружного диаметра соединительного участка. Резьбовое соединение типа с уменьшенным проходом определяют, применяя для сравнения соединительную муфту, в которой площадь критического сечения, по существу, равна такой площади трубчатого тела (ниже в данном документе также называется «стандартной соединительной муфтой»). Конкретно, резьбовое соединение типа с уменьшенным проходом относится к такому соединению, в котором максимальный наружный диаметр соединительного участка меньше наружного диаметра стандартной соединительной муфты. Резьбовое соединение негладкого типа и резьбовое соединение полугладкого типа определяют, применяя, как признак, трубчатое тело. Конкретно, резьбовое соединение гладкого типа относится к соединению, в котором максимальный наружный диаметр соединительного участка, по существу, равен наружному диаметру трубчатого тела. Резьбовое соединение полугладкого типа относится к соединению, в котором максимальный наружный диаметр соединительного участка имеет величину между диаметрами резьбового соединения гладкого типа и резьбового соединения типа с уменьшенным проходом. Короче говоря, в отношении участка соединения резьбовые соединения гладкого типа имеют самый малый максимальный наружный диаметр, резьбовые соединения полугладкого типа имеют следующий от самого малого максимальный наружный диаметр и резьбовые соединения типа с уменьшенным проходом имеют самый большой наружный диаметр.
Термин «критическое сечение» при использовании в данном документе относится к сечению на конце зоны взаимодействия резьбового участка, т.e. на месте, где площадь сечения для несения растягивающих нагрузок является минимальной. Местоположение критического сечения и его площадь являются определяющими факторами прочности на растяжение резьбового соединения. Не имеется определений для установления ясных различий между гладким типом, полугладким типом и типом с уменьшенным проходом. Вместе с тем, как общее правило для резьбовых соединений для стальных труб, в настоящее время представленных на рынке, те трубы, максимальный наружный диаметр соединительного участка которых составляет до около 104% диаметра трубчатого тела, относят к гладкому типу или полугладкому типу, и те трубы, максимальный наружный диаметр соединительного участка которых составляет до около 108% диаметра трубчатого тела, относят к типу с уменьшенным проходом.
В общем, соединительный участок на конце трубного изделия, где расположен охватываемый резьбовой участок, называют ниппелем, поскольку он включает в себя элемент, который вставляют в охватывающий резьбовой участок. С другой стороны, соединительный участок на конце трубного изделия, где расположен охватывающий резьбовой участок, называют муфтой, поскольку она включает в себя элемент, который принимает охватываемый резьбовой участок. Ниппели и муфты оба имеют трубчатую форму, поскольку они образованы концевыми частями трубных изделий.
В рабочих окружающих средах резьбовые соединения для стальных труб подвергаются воздействию высокого давления текучих сред (например, газа или жидкости), находящихся снаружи и внутри. Ниже в данном документе давление снаружи также называют наружным давлением, и давление внутри также называют внутренним давлением. В данных обстоятельствах резьбовым соединениям для стальных труб требуется иметь высокие показатели уплотнения, противодействующего наружному давлению и внутреннему давлению.
В резьбовых соединениях для стальных труб применяется сужающийся резьбовой участок, образованный охватываемым резьбовым участком ниппеля и охватывающим резьбовым участком муфты. В резьбовых соединениях, имеющих сужающийся резьбовой участок, охватываемый резьбовой участок ниппеля и охватывающий резьбовой участок, муфты сцепляются, плотном контактируя друг с другом. Таким образом, образуется резьбовое уплотнение. В дополнение, для обеспечения показателей герметизации резьбового уплотнения может быть предусмотрено наружное уплотнение и может быть предусмотрено внутреннее уплотнение отдельно от резьбового уплотнения.
Наружное уплотнение образует уплотнительная поверхность, выполненная на внутренней периферии концевой области муфты, и уплотнительная поверхность, соответственно, выполненная на наружной периферии ниппеля. Когда данные уплотнительные поверхности входят в контакт с натягом друг с другом при высоком контактном давлении, образуется наружное уплотнение. Наружное уплотнение в основном служит для предотвращения случайного попадания наружных текучих сред в область резьбового уплотнения, содействуя в обеспечении герметизации, противодействующей наружному давлению.
Внутреннее уплотнение образует уплотнительная поверхность, выполненная на наружной периферии концевой области ниппеля, и уплотнительная поверхность, соответственно, выполненная на внутренней периферии муфты. Когда данные уплотнительные поверхности входят в контакт с натягом друг с другом при высоком контактном давлении, образуется внутреннее уплотнение. Внутреннее уплотнение в основном служит для предотвращения случайного попадания внутренних текучих сред в область резьбового уплотнения, участвуя в обеспечении герметизации, противодействующей внутреннему давлению.
Обычно в зоне наружного уплотнения толщина стенки муфты меньше толщины стенки ниппеля. Таким образом, в варианте, где высокое внутреннее давление действует на резьбовое соединение, и резьбовое соединение в целом увеличивается радиально, область наружного уплотнения в муфте легко расширяется радиально для пластической деформации. В данном случае область наружного уплотнения в муфте остается радиально расширенной после снятия внутреннего давления и, в результате, контактное давление между уплотнительными поверхностями наружного уплотнения значительно уменьшается. Если высокое наружное давление действует на резьбовое соединение в данном состоянии, уплотнительные поверхности наружного уплотнения легко разделяются. Когда возникает указанное явление, наружная текучая среда попадает в область резьбового уплотнения за наружным уплотнением и в итоге попадает внутрь резьбового соединения. Данную проблему называют наружной протечкой под давлением.
В прошлом делались различные предложения по методикам обеспечeния герметизации для наружного уплотнения. Например, методики усиления контактного давления на наружном уплотнении раскрыты в патенте США 7,506,900 (Патентный документ 1), европейском патенте 2325435 (Патентный документ 2), международной публикации WO2009/083523 (Патентный документ 3), международной публикации WO2011/044690 (Патентный документ 4), публикации заявки на патент США 2010/181763 (Патентный документ 5), и публикации заявки на патент США 2008/265575 (Патентный документ 6).
В патентных документах 1 и 2 раскрыта методика, в которой носовой участок предусмотрен на концевой области муфты. Носовой участок проходит вдоль оси трубы от конца уплотнительной поверхности наружного уплотнения, смежно с концом и без контакта с ниппелем. Жесткость самого носового участка увеличивает сопротивление деформированию области наружного уплотнения. В результате, направленная радиально наружу пластическая деформация подавляется в зоне наружного уплотнения муфты, при этом обеспечено достаточное контактное давление между уплотнительными поверхностями.
В патентных документах 3-5 раскрывается методика, в которой поверхность уступа предусмотрена на конце муфты. Ниппель имеет поверхность уступа, соответствующую поверхности уступа муфты. Поверхности уступов муфты и ниппеля приводятся в контакт, прижимаются в упор друг к другу посредством навинчивания ниппеля и служат как останавливающий упор для ограничения навинчивания ниппеля. В дополнение, в скрепленном состоянии (также называемом «затянутым состоянием») поверхности уступа ниппеля и муфты служат для передачи так называемой аксиальной силы затяжки резьбы для нагружения рабочих боковых сторон профиля резьбы охватываемого резьбового участка ниппеля и нагружения рабочих боковых сторон профиля резьбы охватывающего резьбового участка муфты. Поверхности уступов муфты и ниппеля наклонены относительно плоскости, перпендикулярной оси трубы, к направлению, в котором продвигается завинчивание ниппеля, и они входят в контакт с давлением друг на друга в сцепленном состоянии. Поскольку имеет место контактное давление между поверхностями уступа в сцепленном состоянии, область наружного уплотнения муфты принимает реактивную силу, которая действует в направлении, обуславливающем его радиальное сокращение. В результате, направленная радиально наружу пластическая деформация подавляется в зоне наружного уплотнения муфты, при этом обеспечено достаточное контактное давление между уплотнительными поверхностями.
В методике по патентному документу 6 применяются обе, методика по патентным документам 1 и 2, в которых носовой участок предусмотрен в концевой области муфты, и методика по патентным документам 3-5, в которых поверхность уступа предусмотрена на конце муфты для входа в контакт с давлением с ниппелем в сцепленном состоянии.
ПЕРЕЧЕНЬ ЦИТИРУЕМЫХ ИСТОЧНИКОВ
Патентные документы
Патентный документ 1: патент США 7,506,900
Патентный документ 2: Европейский патент 2325435
Патентный документ 3: международная публикация WO2009/083523
Патентный документ 4: международная публикация WO2011/044690
Патентный документ 5: опубликованная заявка на патент США 2010/181763
Патентный документ 6: опубликованная заявка на патент США 2008/265575
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
ТЕХНИЧЕСКАЯ ПРОБЛЕМА
Методики по патентным документам 1-6 фактически дают преимущества в варианте резьбовых соединений, в которых толщина стенки муфты является значительной относительно толщины стенки ниппеля, например, резьбовых соединений, относящихся к типу с соединительной муфтой, резьбовых соединений, относящихся к типу типа с уменьшенным проходом, но для применения в стальных трубах малого диаметра, и т.д. Вместе с тем в варианте резьбовых соединений некоторых типов, для которых расширение наружного диаметра муфты ограничено и которые, таким образом, имеют муфту с наружным диаметром, по существу, равным с ниппелем, например резьбовых соединений негладкого типа, полугладкого типа или типа с уменьшенным проходом, которые широко применяются для стальных труб большого диаметра, преимущества методик по патентным документам 1-6, описанных выше, не могут быть обеспечены в достаточной мере и поэтому становится невозможным предотвращение протечек под действием наружного давления. Данное имеет место, поскольку в таких резьбовых соединениях толщина стенки муфты значительно меньше толщины стенки ниппеля и, соответственно, мала толщина стенки носового участка в концевой области муфты и мала ширина поверхности уступа на конце муфты.
Задачей настоящего изобретения является создание резьбового соединения для стальных труб, имеющего следующие отличия: надежное обеспечение показателей герметизации наружного уплотнения.
РЕШЕНИЕ ПРОБЛЕМЫ
Резьбовое соединение для стальных труб согласно варианту осуществления настоящего изобретения включает в себя трубчатый ниппель и трубчатую муфту, ниппель и муфту скрепляют (что также называют «затягивают») посредством навинчивания ниппеля на муфту, причем муфта имеет наружный диаметр, меньший 104% наружного диаметра трубчатого тела, имеющего ниппель. Муфта включает в себя от конца муфты к трубчатому телу: участок упорного выступа и сужающийся охватывающий резьбовой участок, причем выступающий участок включает в себя поверхность уступа и уплотнительную поверхность. Ниппель включает в себя: поверхность уступа; уплотнительную поверхность; и сужающийся охватываемый резьбовой участок, причем поверхность уступа находится в контакте с поверхностью уступа муфты в скрепленном состоянии, уплотнительная поверхность находится в контакте с уплотнительной поверхностью муфты в скрепленном состоянии, сужающийся охватываемый резьбовой участок взаимодействует с сужающимся охватывающим резьбовым участком в скрепленном состоянии. Поверхность уступа муфты и поверхность уступа ниппеля наклонены относительно плоскости, перпендикулярной оси трубы, в направлении, в котором продвигается завинчивание ниппеля. Участок упорного выступа муфты имеет: носовой участок, расположенный между поверхностью уступа и уплотнительной поверхностью; и кольцевой участок, расположенный между уплотнительной поверхностью и охватывающим резьбовым участком. Носовой участок и кольцевой не контактируют с ниппелем в скрепленном состоянии, и кольцевой участок имеет некоторую длину вдоль оси трубы, большую шага резьбы охватывающего резьбового участка.
Вышеописанное резьбовое соединение может быть выполнено с такой конфигурацией, что ниппель включает в себя дополнительную уплотнительную поверхность, расположенную на концевой области ниппеля, и муфта включает в себя дополнительную уплотнительную поверхность, которая контактирует с дополнительной уплотнительной поверхностью ниппеля в скрепленном состоянии.
Вышеописанное резьбовое соединение может быть выполнено с такой конфигурацией, что ниппель включает в себя ответную поверхность уступа, расположенную на конце ниппеля, и муфта включает в себя ответную поверхность уступа, которая контактирует с дополнительной поверхностью уступа ниппеля в скрепленном состоянии.
Вышеописанное резьбовое соединение может быть выполнено с такой конфигурацией, что охватываемый резьбовой участок ниппеля и охватывающий резьбовой участок муфты содержат двухступенчатую резьбу, составленную из двух отдельных участков вдоль оси трубы. В данном резьбовом соединении ниппель может включать промежуточную уплотнительную поверхность, расположенную между охватываемым резьбовым участком первой ступени и охватываемым резьбовым участком второй ступени, и муфта может включать промежуточную уплотнительную поверхность, которая контактирует с промежуточной уплотнительной поверхностью ниппеля в скрепленном состоянии. В дополнение, ниппель может включать промежуточную поверхность уступа, расположенную между охватываемым резьбовым участком первой ступени и охватываемым резьбовым участком второй ступени, и муфта может включать промежуточную поверхность уступа, которая контактирует с промежуточной поверхностью уступа ниппеля в скрепленном состоянии.
Вышеупомянутое резьбовое соединение может предпочтительно быть выполнено с такой конфигурацией, что предел текучести для периферического растяжения муфты в области, включающей носовой участок, и в области, включающей уплотнительную поверхность, составляет по меньшей мере 105% предела текучести на растяжение муфты в области, включающей трубчатое тело, имеющее муфту.
Вышеописанное резьбовое соединение может быть выполнено с такой конфигурацией, что в продольном сечении вдоль оси трубы форма уплотнительных поверхностей муфты и ниппеля для каждого является одним из следующего или комбинацией двух или больше из следующего: прямая линия; дуга окружности; дуга эллипса; и кривая второго порядка.
Вышеописанное резьбовое соединение может быть выполнено с такой конфигурацией, что трубчатое тело, имеющее ниппель, имеет наружный диаметр по меньшей мере 170 мм.
ПРЕДПОЧТИТЕЛЬНЫЕ ВАРИАНТЫ ИЗОБРЕТЕНИЯ
Резьбовое соединение для стальных труб согласно настоящему изобретению имеет следующие значительные преимущества: получение функциональных возможностей для надежного обеспечения показателей герметизации наружного уплотнения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
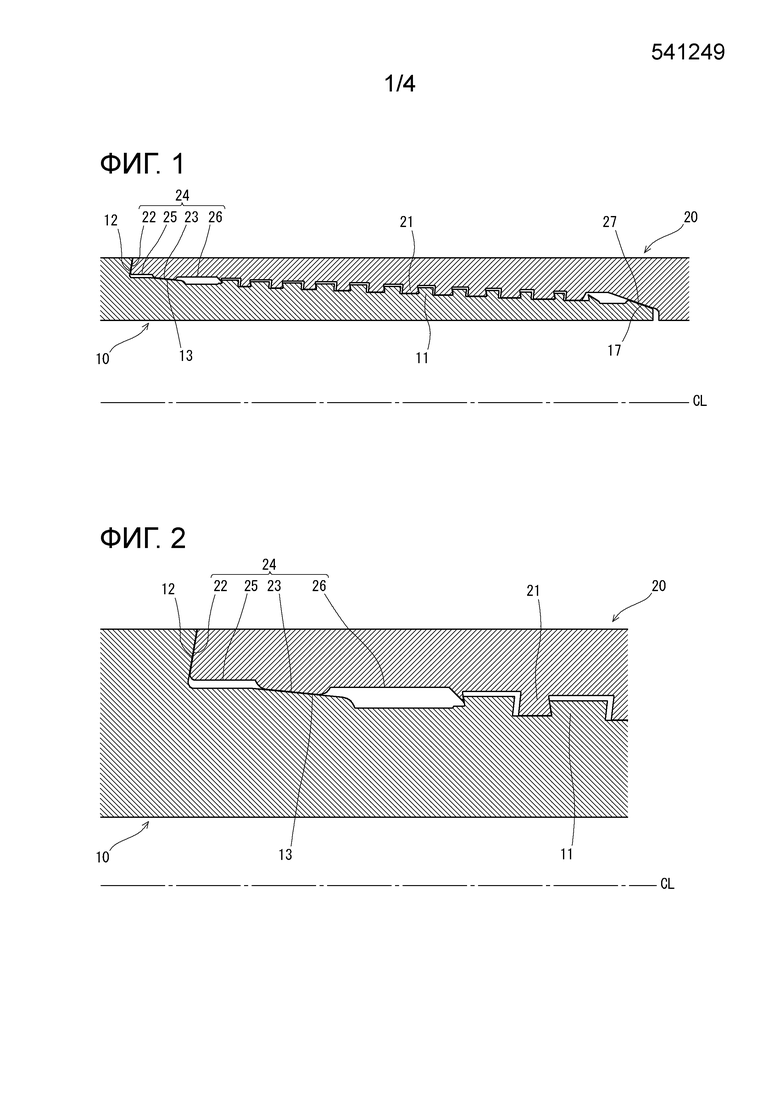
На фиг. 1 показано продольное сечение резьбового соединения для стальных труб согласно варианту осуществления настоящего изобретения.
На фиг. 2 показан увеличенный фрагмент продольного сечения концевой области муфты в резьбовом соединении для стальных труб, показанном на фиг. 1.
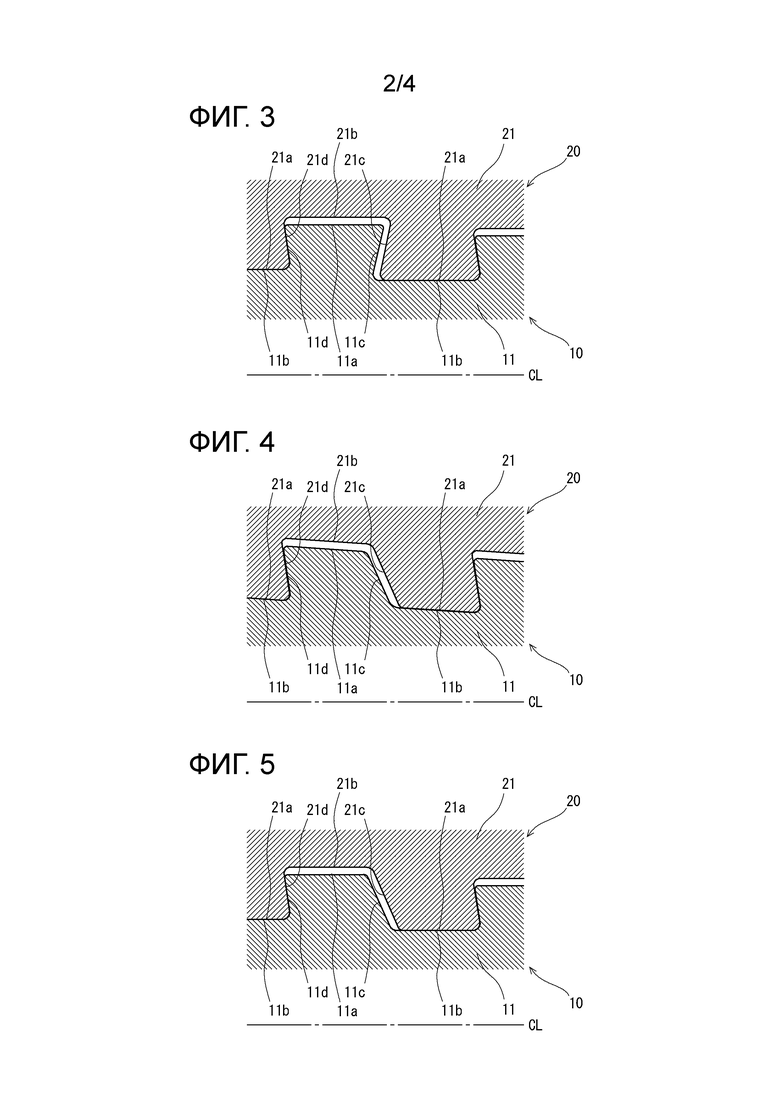
На фиг. 3 показан увеличенный фрагмент продольного сечения зоны резьбового участка в резьбовом соединении для стальных труб, показанном на фиг. 1.
На фиг. 4 показано продольное сечение, иллюстрирующее другой пример сужающегося резьбового участка, применимого для резьбового соединения для стальных труб согласно варианту осуществления настоящего изобретения.
На фиг. 5 показано продольное сечение, иллюстрирующее еще один пример сужающегося резьбового участка, применимого для резьбового соединения для стальных труб согласно варианту осуществления настоящего изобретения.
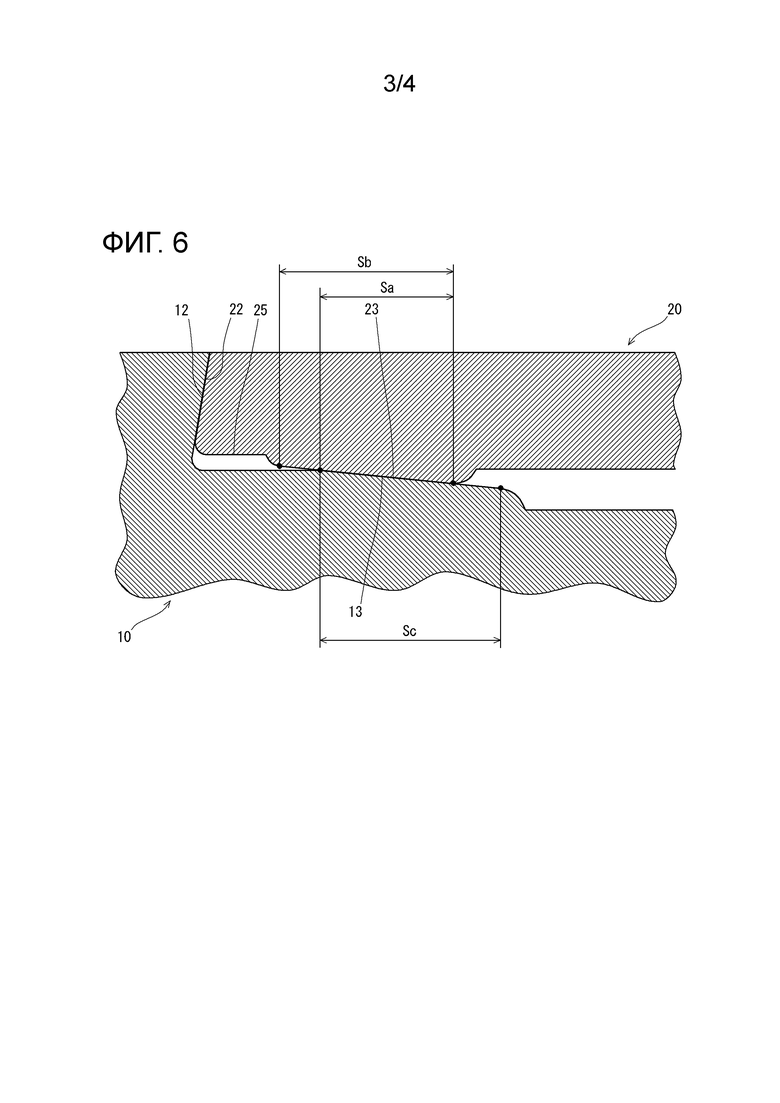
На фиг. 6 представлено продольное сечение, схематично показывающее область, включающую в себя уплотнение поверхности к поверхности.
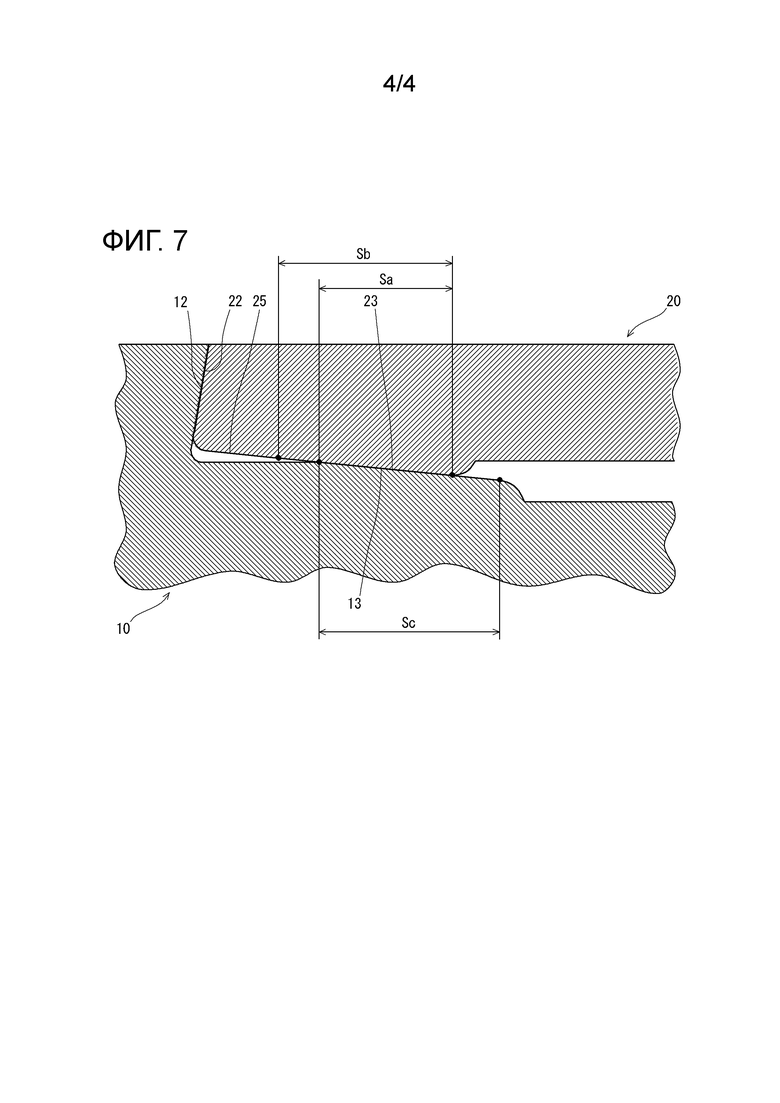
На фиг. 7 представлено продольное сечение, схематично показывающее область, включающую в себя уплотнение поверхности к поверхности в резьбовом соединении, имеющем конфигурацию, отличающуюся от показанной на фиг. 6.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Как описано выше, в резьбовых соединениях для стальных труб расширение наружного диаметра муфты ограничено. Таким образом, толщина стенки муфты, в частности ее концевой области мала, что естественно. В варианте резьбовых соединений, в которых носовой участок предусмотрен в концевой области муфты, толщина стенки носового участка мала вследствие малой толщины концевой области муфты. В результате, не может быть обеспечена достаточная жесткость самого носового участка. В варианте резьбовых соединений, в которых поверхность уступа предусмотрена на конце муфты для входа в контакт под давлением с ниппелем в сцепленном состоянии, ширина поверхности уступа является небольшой вследствие малой толщины концевой области муфты. В результате, радиальный компонент силы реакции поверхности уступа, действующей на конец муфты, которая усиливает контактное давление наружного уплотнения, является ограниченным.
Таким образом, в любом случае, эффект усиления контактного давления на наружное уплотнение повышается до весьма высокого уровня.
Принимая во внимание изложенное выше, изобретатели решили воспользоваться преимуществом малой толщины концевой области муфты. Конкретно, изобретатели решили, что если область наружного уплотнения в муфте может быть прижата к области наружного уплотнения в ниппеле, когда высокое наружное давление нагружает резьбовое соединение, становится возможным усилить контактное давление на наружном уплотнении. После интенсивных исследований обнаружили, что следующие конфигурации являются эффективными.
Концевая область муфты выполнена в следующей конфигурации. Кольцевая канавка выполнена смежной с уплотнительной поверхностью наружного уплотнения на стороне, смежной с охватывающим резьбовым участком. Строение кольцевой канавки создает тонкостенный кольцевой участок между уплотнительной поверхностью и охватывающим резьбовым участком. Длина кольцевого участка вдоль оси трубы является до некоторой степени значительной. С присутствием кольцевого участка отрезок длины от охватывающего резьбового участка до уплотнительной поверхности наружного уплотнения увеличивается.
При такой конфигурации, когда высокое наружное давление действует на резьбовое соединение, кольцевой участок и область наружного уплотнения, неразрывная с кольцевым участком, радиально сокращаются. Данное обуславливает прижатие области наружного уплотнения муфты в упор к области наружного уплотнения ниппеля, при этом делается возможным усиление контактного давления на наружном уплотнении.
Короче, муфта снабжена носовым участком, расположенным на концевой области, и поверхностью уступа, расположенной на конце, для входа в контакт под давлением с ниппелем в сцепленном состоянии. Кроме того, муфта снабжена кольцевым участком, расположенным между областью наружного уплотнения и охватывающим резьбовым участком. Указанное дает синергетический эффект, дающий значительное усиление контактного давления на наружном уплотнении. Как следствие, становится возможным обеспечить надежное уплотнительное действие наружного уплотнения.
Резьбовое соединение для стальных труб настоящего изобретения выполнено на основе описанных выше результатов исследований. Варианты осуществления резьбового соединения для стальных труб согласно настоящему изобретению описаны ниже.
На фиг. 1 показано продольное сечение резьбового соединения для стальных труб согласно варианту осуществления настоящего изобретения. На фиг. 2 показан увеличенный фрагмент продольного сечения концевой области муфты в резьбовом соединении для стальных труб, показанного на фиг. 1. На фиг. 3 показан увеличенный фрагмент продольного сечения зоны резьбового участка в резьбовом соединении для стальных труб, показанного на фиг. 1. Как показано на фиг. 1-3, резьбовое соединение настоящего варианта осуществления не имеет соединительной муфты и сконструировано из ниппеля 10 и муфты 20. Следует отметить, что резьбовое соединение настоящего варианта осуществления можно применять для резьбового соединение с соединительной муфтой.
Резьбовое соединение настоящего варианта осуществления предназначено для конфигураций с малой толщиной стенки концевой области муфты 20. Таким образом, наружный диаметр муфты 20 находится в диапазоне от больше 100% до меньше 104% наружного диаметра трубчатого тела, имеющего ниппель 10. Размер стальных труб, подлежащих соединению резьбовым соединением настоящего варианта осуществления, не имеет конкретных ограничений, но резьбовое соединение является особенно подходящим для соединения стальных труб большого диаметра, которые имеют малую толщину стенки в концевой области муфты 20. «Стальные трубы большого диаметра» являются такими трубами, в которых трубчатое тело, имеющее ниппель 10, имеет наружный диаметр по меньшей мере 170 мм.
Муфта 20 включает в себя от конца муфты 20 к трубчатому телу: участок 24 упорного выступа и охватывающий резьбовой участок 21, причем участок 24 упорного выступа включает в себя поверхность 22 уступа и уплотнительную поверхность 23. Участок 24 упорного выступа проходит вдоль оси CL трубы от конца охватывающего резьбового участка 21, смежного с концом муфты. Участок упорного выступа имеет носовой участок 25, расположенный между поверхностью 22 уступа и уплотнительной поверхностью 23, и кольцевой участок 26, расположенный между уплотнительной поверхностью 23 и охватывающим резьбовым участком 21. Охватывающий резьбовой участок 21 не выполняют на кольцевом участке 26.
Кольцевой участок 26 проходит вдоль оси CL трубы от конца охватывающего резьбового участка 21, смежного с концом муфты, до соединения с уплотнительной поверхностью 23. Данный кольцевой участок 26 может быть создан, например, с помощью выполнения кольцевой канавки, примыкающей к боковой уплотнительной поверхности 23, смежной с охватывающим резьбовым участком 21. То есть, как показано на фиг. 2, внутренний диаметр муфты 20 на кольцевом участке 26 больше минимального диаметра на уплотнительной поверхности 23 и максимального диаметра на впадинах 21b профиля резьбы, охватывающего резьбового участка 21.
Носовой участок 25 проходит вдоль оси CL трубы от конца уплотнительной поверхности 23, смежного с концом муфты. Поверхность 22 уступа предусмотрена на конце носового участка 25 (соответствующего концу участка 24 упорного выступа или концу муфты 20).
Поверхность 22 уступа является кольцевой поверхностью, наклоненной относительно плоскости, перпендикулярной оси CL трубы, в направлении, в котором продвигается завинчивание ниппеля 10 (направление к концу ниппеля 10). Другими словами, поверхность 22 уступа наклонена так, что сторона наружной окружности расположена ближе к концу ниппеля 10. Форма поверхности 22 уступа в продольном сечении вдоль оси CL трубы является прямой линией. Требуется, чтобы в продольном сечении вдоль оси CL трубы форма поверхности 22 уступа совпадала с формой поверхности 12 уступа ниппеля 10, описанного ниже. Когда данное условие соблюдается, форма поверхности 22 уступа может являться кривой линией.
Уплотнительная поверхность 23 является конической поверхностью и создана на внутренней периферии участка 24 упорного выступа. Уплотнительная поверхность 23 имеет форму, соответствующую форме периферийной поверхности усеченного конуса, увеличивающегося в диаметре к концу (к поверхности 22 уступа), или форму, соответствующую комбинированной форме периферийной поверхности такого усеченного конуса и периферийной поверхности вращения, которая может быть получена вращением кривой линии, такой как дуга, около оси CL трубы. Другими словами, форма уплотнительной поверхности 23 в продольном сечении вдоль оси CL трубы является одной из следующего или комбинацией двух или больше из следующего: прямая линия; дуга окружности; дуга эллипса; и кривая второго порядка.
Ниппель 10 включает в себя от конца, примыкающего к трубчатому телу: поверхность 12 уступа; уплотнительную поверхность 13; и охватываемый резьбовой участок 11. Поверхность 12 уступа, уплотнительная поверхность 13 и вставная резьбовая часть 11 ниппеля 10 созданы соответствующими поверхности 22 уступа, уплотнительной поверхности 23 и охватывающего резьбового участка 21 муфты 20 соответственно.
Охватываемый резьбовой участок 11 ниппеля 10 и охватывающий резьбовой участок 21 муфты 20 являются сужающимися резьбовыми частями и образуют резьбовую часть, в которой они взаимодействуют друг с другом. Как показано на фиг. 3, охватываемый резьбовой участок 11 ниппеля 10 включает в себя вершины 11a профиля резьбы, впадины 11b профиля резьбы, посадочные боковые стороны 11с профиля резьбы, которые располагаются в передних положениях при завинчивании, и нагружаемые боковые стороны 11d профиля резьбы, расположенные противоположно посадочным боковым сторонам профиля резьбы. Охватывающий резьбовой участок 21 муфты 20 включает в себя вершины 21а профиля резьбы, противостоящие впадинам 11b профиля резьбы охватываемого резьбового участка 11, впадины 21b профиля резьбы, противостоящие вершинам 11a профиля резьбы охватываемого резьбового участка 11, посадочные боковые стороны 21с профиля резьбы, противостоящие посадочным боковым сторонам 11с профиля резьбы охватываемого резьбового участка 11, и нагружаемые боковые стороны 21d профиля резьбы, противостоящие нагружаемым боковым сторонам 11d профиля резьбы охватываемого резьбового участка 11. Конические резьбовые участки настоящего варианта осуществления образованы резьбой с профилем «ласточкин хвост». Таким образом, нагружаемые боковые стороны 11d, 21d профиля резьбы и посадочные боковые стороны 11с 21с профиля резьбы имеют отрицательный угол наклона боковой стороны профиля резьбы.
Охватываемый резьбовой участок 11 ниппеля 10 выполнен с возможностью навинчивания на охватывающий резьбовой участок 21 муфты 20. В скрепленном состоянии впадины 11b профиля резьбы охватываемого резьбового участка 11 находятся в плотном контакте с вершинами 21а профиля резьбы охватывающего резьбового участка 21, и нагружаемые боковые стороны 11d профиля резьбы находятся в плотном контакте с нагружаемыми боковыми сторонами 21d профиля резьбы. Кроме того, в скрепленном состоянии предусмотрены зазоры между вершинами 11a профиля резьбы охватываемого резьбового участка 11 и впадинами 21b профиля резьбы охватывающего резьбового участка 21 и между посадочными боковыми сторонами 11с профиля резьбы и посадочными боковыми сторонами 21с профиля резьбы, и смазка заполняет данные зазоры, что в результате дает резьбовое уплотнение. Уплотнительные поверхности 13, 23 приводят в контакт друг с другом навинчиванием ниппеля 10, и в скрепленном состоянии они плотно контактируют друг другом с натягом для получения посадки с натягом. В результате образуется наружное уплотнение с контактом поверхность к поверхности. Поверхности 12, 22 уступов приводятся в контакт и прижимаются в упор друг с другом в сцепленном состоянии посредством навинчивания ниппеля 10, и в скрепленном состоянии они передают аксиальную силу затяжки на нагруженные боковые стороны 11d профиля резьбы охватываемого резьбового участка 11 ниппеля 10.
В скрепленном состоянии предусмотрен зазор между носовым участком 25 муфты 20 и ниппелем 10, при этом носовой участок 25 не входит в контакт с ниппелем 10. Кроме того, предусмотрен зазор между кольцевым участком 26 муфты 20 и ниппелем 10, при этом кольцевой участок 26 не входит в контакт с ниппелем 10.
В резьбовом соединении для стальных труб настоящего варианта осуществления, выполненном с данной конфигурацией, область уплотнительной поверхности 23 (область наружного уплотнения), которая является непрерывной с носовым участком 25 муфты 20, имеет увеличенное сопротивление деформaции вследствие жесткости самого носового участка 25. В дополнение, поскольку поверхности 12, 22 уступов находятся под контактным давлением друг на друга в сцепленном состоянии, область наружного уплотнения муфты 20 принимает силу реакции, которая действует в направлении, обуславливающем ее радиальное сокращение. В результате, пластическая деформация в направлении радиально наружу подавляется в зоне наружного уплотнения муфты 20, при этом контактное давление между уплотнительными поверхностями 13, 23 усиливается.
Кроме того, когда резьбовое соединение нагружено высоким наружным давлением, кольцевой участок 26 муфты 20 и его область наружного уплотнения, которая является непрерывной с кольцевым участком 26, радиально сокращаются. Данное обуславливает прижатие уплотнительной поверхности 23 муфты 20 в упор к уплотнительной поверхности 13 ниппеля 10, при этом делая возможным усиление контактного давления между уплотнительными поверхностями 13, 23 в зоне наружного уплотнения.
Как описано выше, эффект усиления контактного давления на наружное уплотнение получают синергетически. Как следствие, становится возможным надежно обеспечить герметизацию наружного уплотнения и таким образом предотвратить протечку под действием наружного давления.
Отмечаем, что резьбовое соединение настоящего варианта осуществления включает в себя вспомогательное внутреннее уплотнение. Конкретно, как показано на фиг. 1, ниппель 10 включает в себя дополнительную уплотнительную поверхность 17, расположенную на концевой области ниппеля 10. Муфта 20 включает в себя дополнительную уплотнительную поверхность 27, соответствующую дополнительной уплотнительной поверхности 17 ниппеля 10. Дополнительные уплотнительные поверхности 17, 27 приводят в контакт друг с другом посредством навинчивания ниппеля 10, и в скрепленном состоянии они плотно контактируют друг с другом с натягом для посадки с натягом. В результате образуется внутреннее уплотнение посредством контакта поверхности с поверхностью.
Ниже приведены описания, касающиеся предпочтительных вариантов осуществления основных участков.
Носовой участок
Если длина носового участка муфты вдоль оси трубы слишком мала, жесткость самого носового участка является недостаточной, и поэтому эффект усиления контактного давления на наружное уплотнение фактически не получают. С другой стороны, если длина носового участка слишком велика, увеличивается стоимость материала для увеличенной длины и увеличивается стоимость изготовления. Кроме того, длина от поверхности уступа до уплотнительной поверхности увеличивается, и поэтому сила реакции от поверхностей уступа, которые находятся под контактным давлением в сцепленном состоянии, фактически не действует на область наружного уплотнения. Соответственно, длина носового участка предпочтительно составляет 0,5-3,5 толщины стенки носового участка. Более предпочтительный нижний предел длины носового участка составляет 1,5 толщины стенки носового участка. Более предпочтительный верхний предел длины носового участка составляет 3,0 толщины стенки носового участка.
Уплотнительная поверхность
Если в скрепленном состоянии длина контакта между уплотнительными поверхностями вдоль оси трубы слишком мала, достаточные показатели уплотнения не обеспечиваются. С другой стороны, если длина контакта между уплотнительными поверхностями слишком велика, среднее контактное давление уменьшается и, в результате, достаточные показатели уплотнения не обеспечиваются. Соответственно, длина контакта между уплотнительными поверхностями предпочтительно составляет 0,5-5 мм. Более предпочтительный нижний предел длины контакта составляет 1 мм. Более предпочтительный верхний предел длины контакта составляет 3,5 мм.
Поверхность уступа
Если передний угол (угол наклона от плоскости, перпендикулярной оси трубы) поверхностей уступа слишком мал, силы реакции от поверхностей уступа, находящихся под действием контактного давления в сцепленном состоянии, являются незначительными. Поэтому эффекта усиления контактного давления на наружном уплотнении фактически не получают. С другой стороны, если передний угол слишком большой, жесткость области, включающей поверхность уступа в ниппеле, уменьшается, и область поверхности уступа становится подверженной пластической деформации, которая приводит к отрицательным эффектам на наружном уплотнении. Соответственно, передний угол поверхностей уступа предпочтительно составляет 5-25 градусов. Более предпочтительный нижний предел переднего угла составляет 9 градусов. Более предпочтительный верхний предел переднего угла составляет 20 градусов.
Кольцевой участок
Как описано выше, кольцевой участок муфты обеспечивает зоне наружного уплотнения в муфте радиальное сокращение, когда приложена нагрузка от наружного давления, при этом получают эффект усиления контактного давления на наружном уплотнении. В дополнение, кольцевой участок муфты, благодаря внутреннему пространству, служит для выхода резьбового инструмента при нарезке резьбы охватывающего резьбового участка. Если длина кольцевого участка вдоль оси трубы слишком мала, достаточное радиальное сокращение области наружного уплотнения не должно возникать и, в дополнение, трудно обеспечить выход резьбового инструмента при нарезке резьбы. Соответственно, длина кольцевого участка установлена большей шага резьбы охватывающего резьбового участка. Более предпочтительно, длина кольцевого участка составляет по меньшей мере 1,2 шага резьбы охватывающего резьбового участка. С другой стороны, если длина кольцевого участка слишком велика, увеличивается стоимость материала для увеличенной длины и увеличивается стоимость изготовления. Соответственно, предпочтительный верхний предел длины кольцевого участка составляет 4 шага резьбы охватывающего резьбового участка и более предпочтительно 2,5 шага резьбы.
Следует отметить, что резьбовое соединение для стальных труб настоящего варианта осуществления, предпочтительно, выполнено в следующей конфигурации. Как показано на фиг. 1 и 2, предел текучести для периферического растяжения муфты 20 в области, включающей носовой участок 25, и в области, включающей уплотнительную поверхность 23, составляет по меньшей мере 105% предела текучести на растяжение муфты 20 в области, включающей трубчатое тело с муфтой. Более предпочтительно, указанное значение составляет по меньшей мере 110%. С помощью локального увеличения предела текучести на растяжение муфты 20 в области, включающей носовой участок 25 и уплотнительную поверхность 23, как описано выше, подавляется деформация в направлении радиально наружу области наружного уплотнения в муфте 20. В результате, получают более значительный эффект усиления контактного давления между уплотнительными поверхностями 13, 23.
Одной методикой для локального увеличения предела текучести на растяжение является увеличение диаметра концевой области муфты 20 с помощью нагартовки перед последовательностью операций станочной обработки, выполняемых на муфте 20, при этом прочность увеличивается, благодаря старению от наклепа. Другой методикой для увеличения прочности является индукционное упрочнение концевой области муфты 20.
Настоящее изобретение не ограничено вариантами осуществления, описанными выше, и различные модификации могут быть выполнены без отхода от сущности и объема настоящего изобретения. Например, резьба, которая образует сужающийся резьбовой участок резьбового соединения, не ограничена резьбой с профилем «ласточкин хвост», но можно применять резьбу любого типа, если она подходит для создания сужающегося резьбового участка. Например, можно применять сужающийся резьбовой участок, образованный трапецеидальной резьбой, как показано на фиг. 4 и 5. Сужающийся резьбовой участок, показанный на фиг. 4, относится к типу, в котором вершины 11a, 21a профиля резьбы и впадины 11b, 21b профиля резьбы наклонены по отношению к оси CL трубы. Сужающийся резьбовой участок, показанный на фиг. 5, относится к типу, в котором вершины 11a, 21a профиля резьбы и впадины 11b, 21b профиля резьбы параллельны по отношению к оси CL трубы.
Кроме того, резьбовое соединение настоящего варианта осуществления может, как ответные, включать поверхности уступа вблизи внутреннего уплотнения. Конкретно, ниппель включает в себя ответную поверхность уступа, расположенную на его конце. Муфта включает в себя ответную поверхность уступа, соответствующую ответной поверхности уступа ниппеля. Дополнительные поверхности уступа находятся под контактным давлением друг на друга в скрепленном состоянии и выполняют функции, аналогичные поверхностям уступа вблизи наружного уплотнения.
Кроме того, в резьбовом соединении настоящего варианта осуществления резьбовая часть, образованная охватываемым резьбовым участком ниппеля и охватывающим резьбовым участком муфты, может содержать двухступенчатую резьбу, сотавленную из двух отдельных участков, проходящих вдоль оси трубы. В варианте, где двухступенчатую резьбу применяют в резьбовом соединении, ниппель может включать промежуточную уплотнительную поверхность, расположенную между охватываемым резьбовым участком первой ступени и охватываемым резьбовым участком второй ступени, и муфта может включать промежуточную уплотнительную поверхность, соответствующую промежуточной уплотнительной поверхности ниппеля. Промежуточные уплотнительные поверхности плотно контактируют друг с другом с натягом в скрепленном состоянии, при этом образуя промежуточное уплотнение посредством контакта поверхности с поверхностью. Кроме того, в варианте, где применяют двухступенчатую резьбу в резьбовом соединении, ниппель может включать промежуточную поверхность уступа, расположенную между охватываемым резьбовым участком первой ступени и охватываемым резьбовым участком второй ступени, и муфта может включать промежуточную поверхность уступа, соответствующую промежуточной поверхности уступа ниппеля. Промежуточные поверхности уступа находятся под контактным давлением друг на друга в скрепленном состоянии и выполняют функции, аналогичные поверхностям уступа вблизи наружного уплотнения.
Уплотнительные поверхности, которые образуют вышеописанные уплотнения поверхности к поверхности (наружное уплотнение, внутреннее уплотнение и промежуточное уплотнение), выполняют вместе с другими частями в последовательности операций станочной обработки. В работе скорость подачи инструмента для станочной обработки уплотнительных поверхностей устанавливают ниже скорости подачи для станочной обработки других участков. Это делает уплотнительные поверхности более ровными, чем выполненные станочной обработкой поверхности других участков.
На фиг. 6 и 7 показаны продольные сечения, каждое схематично показывающее область, включающую в себя уплотнение поверхности к поверхности. На фиг. 6 и 7 проиллюстрировано наружное уплотнение. Как показано на фиг. 6 и 7, уплотнительные поверхности 13, 23 не ограничены областью Sa, где они контактируют друг с другом в скрепленном состоянии, но образованы в составе областей Sb, Sc, которые выполнены станочной обработкой для выравнивания поверхностей, служащих уплотнительными поверхностями. То есть уплотнительные поверхности 13, 23 являются областями, где поверхности контактируют и скользят относительно друг друга (в том числе области, где может происходить скольжение) во время навинчивания резьбы, и они образованы в составе областей Sb, Sc, прошедших станочную обработку для получения коэффициента шероховатости поверхности, сравнимого с областью Sa, где они контактируют друг с другом в скрепленном состоянии. То же относится к внутреннему уплотнению и промежуточному уплотнению.
Уплотнительные участки могут быть идентифицированы с помощью удаления ниппеля 10 из муфты 20 и осмотра уплотнительных поверхностей. Указанное производится, поскольку имеются отметки (участки, где происходило сильное скольжение) на уплотнительных участках (контактная область Sa в скрепленном состоянии), оставленные на уплотнительной поверхности.
ПРИМЕРЫ
Для подтверждения преимуществ настоящего изобретения было проведено цифровое моделирование и применен анализ упругопластичного состояния методом конечных элементов (FEM анализ).
Условия испытания
В FEM анализе были подготовлены модели резьбового соединения для стальных труб, показанного на фиг. 1. В данных моделях варьировались длина носового участка, передний угол поверхности уступа и длина кольцевого участка в муфте. Кроме того, для одной из моделей было применено моделирование нагартовки для ее концевой области трубы, при этом предел текучести на растяжение муфты в области, включающей носовой участок и уплотнительную поверхность, был увеличен до 110% ее предела текучести на растяжение в области, включающей трубчатое тело с муфтой. Варьировавшиеся условия показаны в таблице 1, приведенной ниже.
ТАБЛИЦА 1
[мм]
Примечания:
- Минимальные значения среднего контактного давления являются относительными величинами по величине № 4, которая принята за 1.
- Символ ʺ*ʺ указывает, что значение не удовлетворяет условию, заданному настоящим изобретением. Обычные свойства для материала и размеров стальных труб являются следующими.
- Стальная труба размер: 14 [дюймов 355,6 мм], 112,6 [фунт/фут 160 кг/м] (наружный диаметр 355,6 мм и толщина стенки 20,32 мм).
- Стальная труба класса: API (American Petroleum Institute) cтандарт Q125 (углеродистая сталь для трубы нефтепромыслового сортамента по спецификации API 5CT с пределом текучести на растяжение 125 ksi (862 Н/мм2)).
- Форма резьбы: коническая резьба с профилем типа ласточкин хвост; зазоры предусмотрены между вершинами профиля резьбы охватываемого резьбового участка и впадинами профиля резьбы охватывающего резьбового участка, а также между боковыми сторонами профиля резьбы; высота резьбы около 2 мм; и шаг резьбы 8,47 мм.
- Уплотнительная поверхность: конусность 10% и длина контакта 4 мм.
- Ширина поверхности уступа: 5 мм.
Способ оценки
В FEM анализе для каждой модели ниппель затягивали до точки касания уступов (упора поверхностей уступов друг в друга) и дополнительно затягивали на 0,01 оборота. В данном состоянии ступени нагрузки, которые моделировали соответственно испытанию ISO 13679: 2002 Series A (испытание, в котором внутренние и наружные давления многократно создавали нагрузку при окружающих температурах), были последовательно выполнены. Показатели герметизации наружного уплотнения оценивали, сравнивая с минимальными значениями средних контактных давлений на уплотнительные поверхности наружного уплотнения, в цикле внутреннего давления (первый и второй квадрант) и наружного давления (третий и четвертый квадрант) в последовательности шагов нагружения. (Отмечено, что чем выше минимальное значение среднего контактного давления, тем лучше показатели герметизации уплотнительных поверхностей.)
Оценки показателей герметизации наружного уплотнения выполняли, приняв значение испытания № 4, которое показало самое низкое минимальное значение контактного давления на наружном уплотнении, за 1, и определяя, как индексы, относительные значения по данному значению испытания № 4. Модели, имеющие индекс 4 или больше, оценивали как хорошие. Результаты показаны в таблице 1, приведенной выше.
Результаты испытания
Результаты, показанные в таблице 1, указывают, что патентоспособные примеры испытаний №№ 1 и 2, которые удовлетворяют всем условиям, заданным настоящим изобретением, каждый дает более высокое минимальное значение контактного давления на наружное уплотнение, чем в сравнительных примерах испытаний №№ 3-6, которые не удовлетворяют каждому из условий, заданных настоящим изобретением. Данное демонстрирует, что резьбовое соединение для стальных труб настоящего варианта осуществления является предпочтительным по показателям герметизации наружного уплотнения.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
Резьбовые соединения настоящего изобретения имеют функциональные возможности для эффективного применения в соединении стальных труб, которые применяютcя как трубы нефтепромыслового сортамента.
ПЕРЕЧЕНЬ ССЫЛОЧНЫХ ПОЗИЦИЙ
10: ниппель,
11: охватываемый резьбовой участок,
11a: вершина профиля резьбы охватываемого резьбового участка,
11b: впадина профиля резьбы охватываемого резьбового участка,
11c: посадочная боковая сторона профиля резьбы охватываемого резьбового участка,
11d: нагружаемая сторона профиля резьбы охватываемого резьбового участка,
12: поверхность уступа,
13: уплотнительная поверхность,
17: ответная уплотнительная поверхность,
20: муфта,
21: охватывающий резьбовой участок,
21a: вершина профиля резьбы охватывающего резьбового участка,
21b: впадина профиля резьбы охватывающего резьбового участка,
21c: посадочная боковая сторона профиля резьбы охватывающего резьбового участка,
21d: нагружаемая боковая сторона профиля резьбы охватывающего резьбового участка,
22: поверхность уступа,
23: уплотнительная поверхность,
24: участок упорного выступа,
25: носовой участок,
26: кольцевой участок
27: ответная уплотнительная поверхность,
CL: ось трубы.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ СТАЛЬНЫХ ТРУБ | 2017 |
|
RU2720524C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ СТАЛЬНЫХ ТРУБ | 2015 |
|
RU2631590C1 |
| МУФТОВЫЙ ПРЕДОХРАНИТЕЛЬ ДЛЯ РЕЗЬБОВОГО ЗАМКА ДЛЯ ТРУБ | 2013 |
|
RU2569413C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ СТАЛЬНОЙ ТРУБЫ | 2016 |
|
RU2694698C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ СТАЛЬНЫХ ТРУБ | 2019 |
|
RU2762926C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ СТАЛЬНЫХ ТРУБ | 2019 |
|
RU2768626C1 |
| Резьбовое соединение трубных изделий нефтяного сортамента | 2023 |
|
RU2818433C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ СТАЛЬНОЙ ТРУБЫ | 2017 |
|
RU2702315C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ СТАЛЬНЫХ ТРУБ | 2018 |
|
RU2721075C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ СТАЛЬНЫХ ТРУБ | 2019 |
|
RU2757621C1 |
Изобретение относится к резьбовому соединению, выполненному из ниппеля (10) и муфты (20), причем муфта (20) имеет наружный диаметр, меньший 104% наружного диаметра трубчатого тела, имеющего ниппель (10). Муфта (20) включает в себя от конца муфты к трубчатому телу: участок (24) упорного выступа и охватывающий резьбовой участок (21), участок (24) упорного выступа включает в себя поверхность (22) уступа и уплотнительную поверхность (23). Ниппель (10) включает в себя поверхность (12) уступа, уплотнительную поверхность (13) и охватываемый резьбовой участок (11). Поверхности (12, 22) уступа наклонены относительно плоскости, перпендикулярной оси (CL) трубы, в направлении, в котором продвигается завинчивание ниппеля (10). Участок (24) упорного выступа муфты (20) имеет носовой участок (25), расположенный между поверхностью (22) уступа и уплотнительной поверхностью (23), а также кольцевой участок (26), расположенный между уплотнительной поверхностью (23) и охватывающим резьбовым участком (21). Носовой участок (25) и кольцевой участок (26) не имеют контакта с ниппелем (10), и длина кольцевого участка (26) больше шага резьбы охватывающего резьбового участка (21). Изобретение повышает надежность соединения. 8 з.п. ф-лы, 7 ил., 1 табл.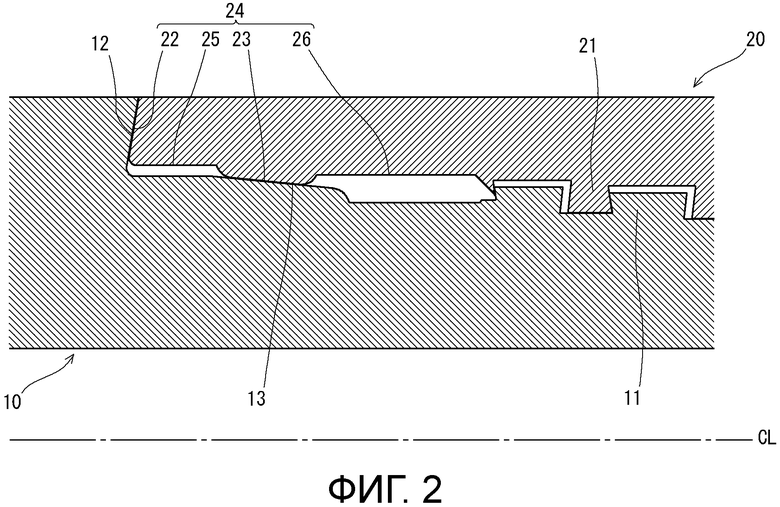
1. Резьбовое соединение для стальных труб, содержащее: трубчатый ниппель и трубчатую муфту, скрепленные навинчиванием ниппеля на муфту, причем муфта имеет наружный диаметр, меньший 104% наружного диаметра трубчатого тела, имеющего ниппель, отличающееся тем, что
муфта содержит от конца муфты к трубчатому телу: участок упорного выступа и сужающийся охватывающий резьбовой участок, причем участок упорного выступа включает поверхность уступа и уплотнительную поверхность,
ниппель содержит: поверхность уступа; уплотнительную поверхность; и сужающийся охватываемый резьбовой участок, причем поверхность уступа находится в контакте с поверхностью уступа муфты в скрепленном состоянии, уплотнительная поверхность находится в контакте с уплотнительной поверхностью муфты в скрепленном состоянии, а сужающийся охватываемый резьбовой участок взаимодействует с сужающимся охватывающим резьбовым участком в скрепленном состоянии,
поверхность уступа муфты и поверхность уступа ниппеля наклонены относительно плоскости, перпендикулярной оси трубы, в направлении, в котором продвигается завинчивание ниппеля,
участок упорного выступа муфты имеет: носовой участок, расположенный между поверхностью уступа и уплотнительной поверхностью; и кольцевой участок, расположенный между уплотнительной поверхностью и охватывающим резьбовым участком,
причем носовой участок и кольцевой участок не контактируют с ниппелем в скрепленном состоянии, и
кольцевой участок имеет некоторую длину вдоль оси трубы, большую шага резьбы охватывающего резьбового участка.
2. Резьбовое соединение для стальных труб по п. 1, отличающееся тем, что
ниппель включает ответную уплотнительную поверхность, расположенную на концевой области ниппеля, и муфта включает ответную уплотнительную поверхность, которая контактирует с ответной уплотнительной поверхностью ниппеля в скрепленном состоянии.
3. Резьбовое соединение для стальных труб по п. 1 или 2, отличающееся тем,
что ниппель включает ответную поверхность уступа, расположенную на конце ниппеля, и муфта включает ответную поверхность уступа, которая контактирует с ответной поверхностью уступа ниппеля в скрепленном состоянии.
4. Резьбовое соединение для стальных труб по п. 1, отличающееся тем, что
охватываемый резьбовой участок ниппеля и охватывающий резьбовой участок муфты содержат двухступенчатую резьбу, составленную из двух отдельных участков вдоль оси трубы.
5. Резьбовое соединение для стальных труб по п. 4, отличающееся тем, что
ниппель включает промежуточную уплотнительную поверхность, расположенную между охватываемым резьбовым участком первой ступени и охватываемым резьбовым участком второй ступени, и муфта включает промежуточную уплотнительную поверхность, которая контактирует с промежуточной уплотнительной поверхностью ниппеля в скрепленном состоянии.
6. Резьбовое соединение для стальных труб по п. 4, отличающееся тем, что
ниппель включает промежуточную поверхность уступа, расположенную между охватываемым резьбовым участком первой ступени и охватываемым резьбовым участком второй ступени, и муфта включает промежуточную поверхность уступа, которая контактирует с промежуточной поверхностью уступа ниппеля в скрепленном состоянии.
7. Резьбовое соединение для стальных труб по п. 1, отличающееся тем, что
предел текучести на растяжение для периферии муфты в области, включающей носовой участок, и в области, включающей уплотнительную поверхность, составляет по меньшей мере 105% предела текучести на растяжение муфты в области, включающей трубчатое тело, имеющее муфту.
8. Резьбовое соединение для стальных труб по п. 1, отличающееся тем, что
в продольном сечении вдоль оси трубы формы уплотнительных поверхностей муфты и ниппеля являются одним из следующего или комбинацией двух или больше из следующего: прямая линия; дуга окружности; дуга эллипса; и кривая второго порядка.
9. Резьбовое соединение для стальных труб по любому из пп. 1-8, отличающееся тем, что
трубчатое тело, имеющее ниппель, имеет наружный диаметр по меньшей мере 170 мм.
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |
| Многоступенчатая активно-реактивная турбина | 1924 |
|
SU2013A1 |
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| Колосоуборка | 1923 |
|
SU2009A1 |
| RU 2010117176 A, 27.11.2011. | |||

