УРОВЕНЬ ТЕХНИКИ
Область техники
[0001] Настоящее изобретение относится к резьбовому соединению для стальных труб и, в частности, к резьбовому соединению для соединения двух стальных труб.
Раскрытие предшествующего уровня техники
[0002] Стальные трубы, называемые «трубами для нефтяных скважин», используют, например, в нефтяных или газовых скважинах для разведки или добычи нефти или природного газа (далее совместно именуемых «нефтяные скважины» и т. п.), разработки нетрадиционных ресурсов, в частности, нефтеносного песка или сланцевого газа, извлечения или хранения двуокиси углерода (улавливания и хранения двуокиси углерода (Carbon dioxide Capture and Storage (CCS)), производства геотермальной энергии, а также в горячих источниках. Резьбовое соединение используют для соединения стальных труб.
[0003] Такие резьбовые соединения для стальных труб обычно подразделяют на соединения муфтового типа и интегрального типа. Соединение муфтового типа соединяет пару труб, одна из которых представляет собой стальную трубу, а другая труба является муфтой. В этом случае на наружной периферии каждого из концов стальной трубы предусмотрена наружная резьба, а при этом на внутренней периферии каждого из концов муфты предусмотрена внутренняя резьба. После этого наружную резьбу стальной трубы вкручивают во внутреннюю резьбу муфты таким образом, чтобы труба с муфтой оказались состыкованы и соединены. Соединение интегрального типа соединяет пару труб, обе из которых являются стальными трубами, без использования отдельной муфты. В этом случае на наружной периферии одного конца каждой стальной трубы предусмотрена наружная резьба, а при этом на внутренней периферии другого конца предусмотрена внутренняя резьба. После этого наружную резьбу стальной трубы вкручивают во внутреннюю резьбу другой стальной трубы таким образом, чтобы трубы оказались состыкованы и соединены.
[0004] Соединительный участок конца трубы, на котором предусмотрена наружная резьба, содержит элемент, вставляемый во внутреннюю резьбу, и поэтому его обычно называют «ниппелем». Соединительный участок конца трубы, на котором предусмотрена внутренняя резьба, содержит элемент, принимающий наружную резьбу, и поэтому его называют «муфтой соединительного замка». Ниппель и муфта представляют собой концы труб и, таким образом, имеют трубчатую форму.
[0005] Нефтяную скважину бурят с армированием боковой стенки трубами для нефтяных скважин для предотвращения разрушения боковой стенки во время разработки грунта, в результате чего несколько труб для нефтяных скважин размещают одну в другой. В последнее время как континентальные, так и морские скважины становятся все глубже; в таких средах для соединения труб для нефтяных скважин часто используют резьбовые соединения, у которых внутренний и наружный диаметры соединительных участков, как правило, равны внутреннему и наружному диаметрам стальных труб, для того, чтобы увеличить эффективность разработки нефтяных скважин. Использование таких резьбовых соединений минимизирует зазоры между множеством труб для нефтяных скважин, размещенных одна в другой, что повышает эффективность разработки глубокой нефтяной скважины без значительного увеличения диаметра скважины. Требуется, чтобы резьбовое соединение обладало хорошей герметичностью по отношению к давлению жидкости изнутри (далее упоминаемое, как «внутреннее давление») и к давлению жидкости снаружи (далее упоминаемое, как «внешнее давление») при раскрытых выше ограничениях для внутреннего и наружного диаметров. Как правило, герметичность по отношению к внутреннему давлению называют «герметичность по отношению к внутреннему давлению», а герметичность по отношению к внешнему давлению называют «герметичность по отношению к внешнему давлению».
[0006] Известные резьбовые соединения, обеспечивающие герметичность, содержат резьбовые соединения, имеющие уплотнение за счет контакта металла с металлом (далее упоминаемое, как «металлическое уплотнение»). Металлическое уплотнение представляет собой конструкцию, в которой диаметр уплотнительной поверхности ниппеля немного больше диаметра уплотнительной поверхности муфты (разность между этими диаметрами далее обозначена как «величина натяга уплотнения»), и когда резьбовое соединение свинчено, и уплотнительные поверхности совмещены друг с другом, величина натяга уплотнения приводит к уменьшению диаметра уплотнительной поверхности ниппеля и увеличению диаметра уплотнительной поверхности муфты, и каждая уплотнительная поверхность стремится восстановить свой исходный диаметр и таким образом создает упругие восстанавливающие усилия, создающие контактное давление на уплотнительных поверхностях для обеспечения плотного контакта по всей окружности, обеспечивая таким образом герметичность.
[0007] В патентной заявке JP 2012-247028 A (Патентный документ 1) раскрыто резьбовое соединение для стальной трубы, которое может обеспечить устойчивую герметичность за счет устранения отклонения оси и толщины стенки ниппеля (см. параграф [0010]). В данном резьбовом соединении внешняя периферия носика ниппеля имеет изогнутую форму, выступающую наружу. Внутренняя периферия носика муфты имеет конусную форму. Формирование ниппеля происходит посредством механической обработки в радиальном направлении его внутренней и внешней периферии. Осевая длина механически обрабатываемой области внутренней периферии, т. е. длина внутреннего механически обработанного диапазона, не меньше осевой длины, начиная от конца носика ниппеля до точки уплотнения, которая представляет собой место на внешней периферии носика ниппеля, которое первым контактирует с внутренней периферией носика муфты во время свинчивания резьбы. Для участков ниппеля в пределах внутреннего механически обработанного диапазона соотношение отклонения толщины стенки (= (максимальная толщина стенки по окружности − минимальная толщина стенки по окружности) / средняя толщина стенки по окружности * 100 (%)) в заданном поперечном сечении не превышает 6 %. Кроме того, длина внутреннего механически обработанного диапазона не превышает осевую длину от конца носика ниппеля до заднего края уплотнения, который формирует конец уплотнения, прилегающий к резьбовому участку (см. параграф [0011] и ФИГ. 1).
[0008] Следующие документы, характеризующие уровень техники, внесены в настоящий документ путем отсылки.
[0009] [Патентный документ 1] JP 2012-247028 A
[Патентный документ 2] WO2019/082612A1
[Патентный документ 3] JP Hei5(1993)-87275 A (Патент США № 5137310)
[Патентный документ 4] JP 2006-526747 A
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0010] Задачей настоящего изобретения является разработка резьбового соединения для стальных труб с хорошей герметичностью по отношению к внутреннему давлению и герметичностью по отношению к внешнему давлению, при этом предотвращая задиры во время свинчивания.
[0011] Резьбовое соединение, согласно настоящему изобретению, представляет собой резьбовое соединение для соединения двух стальных труб, содержащее: трубчатый ниппель, формируемый концевым участком одной из стальных труб; и трубчатую муфту, ниппель вставляется в муфту таким образом, чтобы муфта и ниппель были свинчены. Ниппель содержит: выступ ниппеля, формируемый концевым участком ниппеля; наружную резьбу, предусмотренную на внешней периферии ниппеля и расположенную дальше от конца ниппеля, чем располагается выступ ниппеля; металлическое уплотнение ниппеля, предусмотренное на внешней периферии выступа ниппеля; цилиндрическую внутреннюю механически обработанную поверхность, предусмотренную на внутренней периферии выступа ниппеля и расположенную в пределах предварительно заданного диапазона от конца ниппеля, цилиндрическая внутренняя механически обработанная поверхность параллельна оси стальных труб на виде в продольном сечении и имеет диаметр больше, чем внутренний диаметр упомянутой одной стальной трубы; и поверхность разъединения, предусмотренную на внутренней периферии выступа ниппеля и расположенную между цилиндрической внутренней механически обработанной поверхностью и внутренней периферийной поверхностью упомянутой одной стальной трубы, поверхность разъединения соединена с цилиндрической внутренней механически обработанной поверхностью и внутренней периферийной поверхностью упомянутой одной стальной трубы. Металлическое уплотнение ниппеля содержит: уклонную конусную поверхность уплотнения ниппеля, имеющую диаметр, постепенно уменьшающийся в направлении конца ниппеля; и скругленную поверхность уплотнения ниппеля, плавно соединенную с конусной поверхностью уплотнения ниппеля и изогнутую наружу на виде в продольном сечении. Муфта содержит: внутреннюю резьбу, соответствующую наружной резьбе и предусмотренную на внутренней периферии муфты; и металлическое уплотнение муфты, расположенное напротив металлического уплотнения ниппеля и предусмотренное на внутренней периферии муфты. Металлическое уплотнение муфты содержит уклонную конусную поверхность уплотнения муфты, расположенную напротив конусной поверхности уплотнения ниппеля и предусмотренную на внутренней периферии муфты, конусная поверхность уплотнения муфты параллельна конусной поверхности уплотнения ниппеля и имеет диаметр меньше, чем конусная поверхность уплотнения ниппеля, на предварительно заданную величину натяга уплотнения до свинчивания, причем металлическое уплотнение ниппеля герметично контактирует с металлическим уплотнением муфты на границе между конусной поверхностью уплотнения ниппеля и скругленной поверхностью уплотнения ниппеля, когда соединение свинчено. Резьбовое соединение удовлетворяет следующим выражениям (1) и (2):
L>Lm>Ls (1) и
tb/tp>1,6 (2).
[0012] В выражении (1) L представляет собой длину выступа ниппеля при измерении в осевом направлении стальной трубы; Lm представляет собой расстояние между концом ниппеля и конечной точкой цилиндрической внутренней механически обработанной поверхности при измерении в осевом направлении стальной трубы; и Ls представляет собой расстояние между концом ниппеля и границей при измерении в осевом направлении стальной трубы. В выражении (2) tb представляет собой толщину стенки муфты при измерении в том месте, в котором муфта контактирует с границей по завершении свинчивания; и tp представляет собой толщину стенки ниппеля при измерении на границе.
[0013] Другое резьбовое соединение, согласно настоящему изобретению, является резьбовым соединением для соединения двух стальных труб, содержащим: трубчатый ниппель, формируемый концевым участком одной из стальных труб; и трубчатую муфту, ниппель вставлен в муфту таким образом, чтобы муфта и ниппель были свинчены. Ниппель содержит: выступ ниппеля, формируемый концевым участком ниппеля; наружную резьбу, предусмотренную на внешней периферии ниппеля и расположенную дальше от конца ниппеля, чем расположен выступ ниппеля; металлическое уплотнение ниппеля, предусмотренное на внешней периферии выступа ниппеля; цилиндрическую внутреннюю механически обработанную поверхность, предусмотренную на внутренней периферии выступа ниппеля и расположенную в пределах предварительно заданного диапазона от конца ниппеля, цилиндрическая внутренняя механически обработанная поверхность параллельна оси стальных труб на виде в продольном сечении и имеет диаметр больше, чем внутренний диаметр упомянутой одной стальной трубы; и поверхность разъединения, предусмотренную на внутренней периферии выступа ниппеля и расположенную между цилиндрической внутренней механически обработанной поверхностью и внутренней периферийной поверхностью упомянутой одной стальной трубы, поверхность разъединения соединена с цилиндрической внутренней механически обработанной поверхностью и внутренней периферийной поверхностью упомянутой одной стальной трубы. Металлическое уплотнение ниппеля содержит уклонную конусную поверхность уплотнения ниппеля, имеющую диаметр, постепенно уменьшающийся в направлении конца ниппеля. Муфта содержит: внутреннюю резьбу, соответствующую наружной резьбе и предусмотренную на внутренней периферии муфты; и металлическое уплотнение муфты, расположенное напротив металлического уплотнения ниппеля и предусмотренное на внутренней периферии муфты. Металлическое уплотнение муфты содержит: уклонную конусную поверхность уплотнения муфты, расположенную напротив конусной поверхности уплотнения ниппеля и предусмотренную на внутренней периферии муфты, конусная поверхность уплотнения муфты параллельна конусной поверхности уплотнения ниппеля и имеет диаметр меньше, чем конусная поверхность уплотнения ниппеля, на предварительно заданную величину натяга уплотнения до свинчивания; и скругленная поверхность уплотнения муфты плавно соединена с конусной поверхностью уплотнения муфты и изогнута внутрь на виде в продольном сечении. Металлическое уплотнение ниппеля герметично контактирует с металлическим уплотнением муфты на границе между конусной поверхностью уплотнения муфты и скругленной поверхностью уплотнения муфты, когда соединения свинчены. Резьбовое соединение удовлетворяет следующим выражениям (1) и (2):
L>Lm>Ls (1) и
tb/tp>1,6 (2).
[0014] В выражении (1) L представляет собой длину выступа ниппеля при измерении в осевом направлении стальной трубы; Lm представляет собой расстояние между концом ниппеля и конечной точкой цилиндрической внутренней механически обработанной поверхности при измерении в осевом направлении стальной трубы; и Ls представляет собой расстояние между концом ниппеля и местом, в котором ниппель контактирует с границей при завершении свинчивания, при измерении в осевом направлении стальной трубы. В выражении (2) tb представляет собой толщину стенки муфты при измерении на границе; и tp представляет собой толщину стенки ниппеля при измерении в месте, в котором ниппель контактирует с границей по завершении свинчивания.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
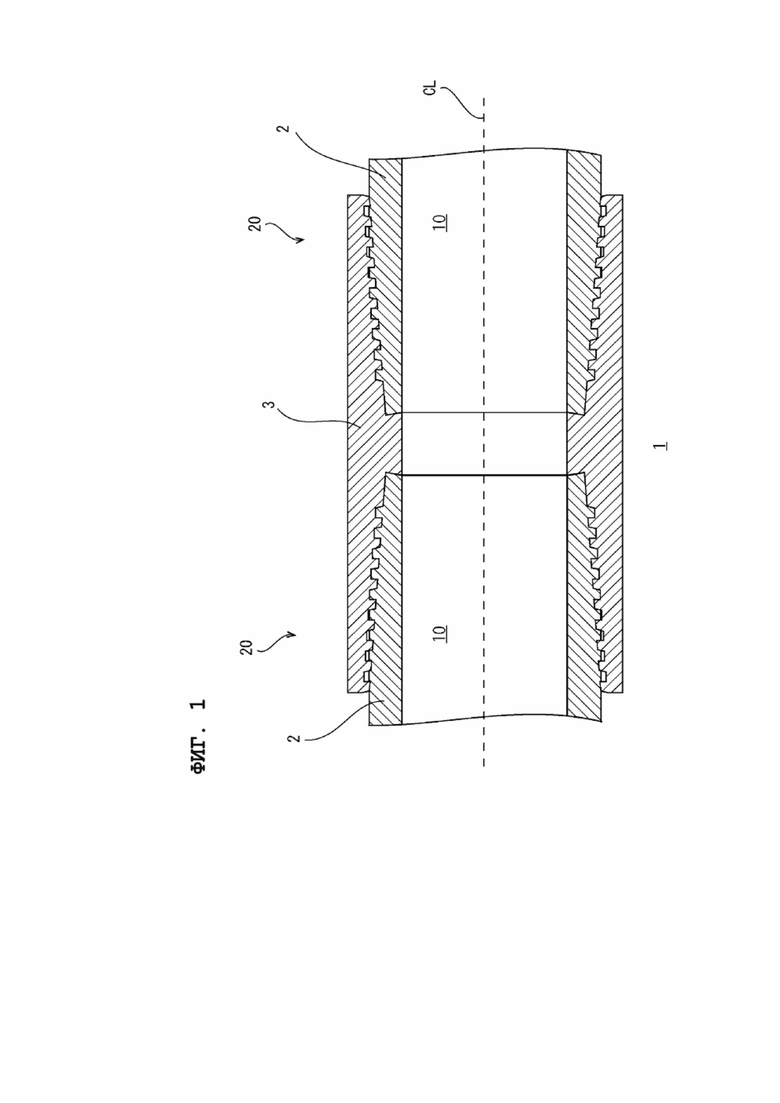
[0015] [ФИГ. 1] На ФИГ. 1 схематически изображен вид в продольном сечении, выполненном вдоль оси трубы, резьбового соединения муфтового типа согласно первому варианту осуществления.
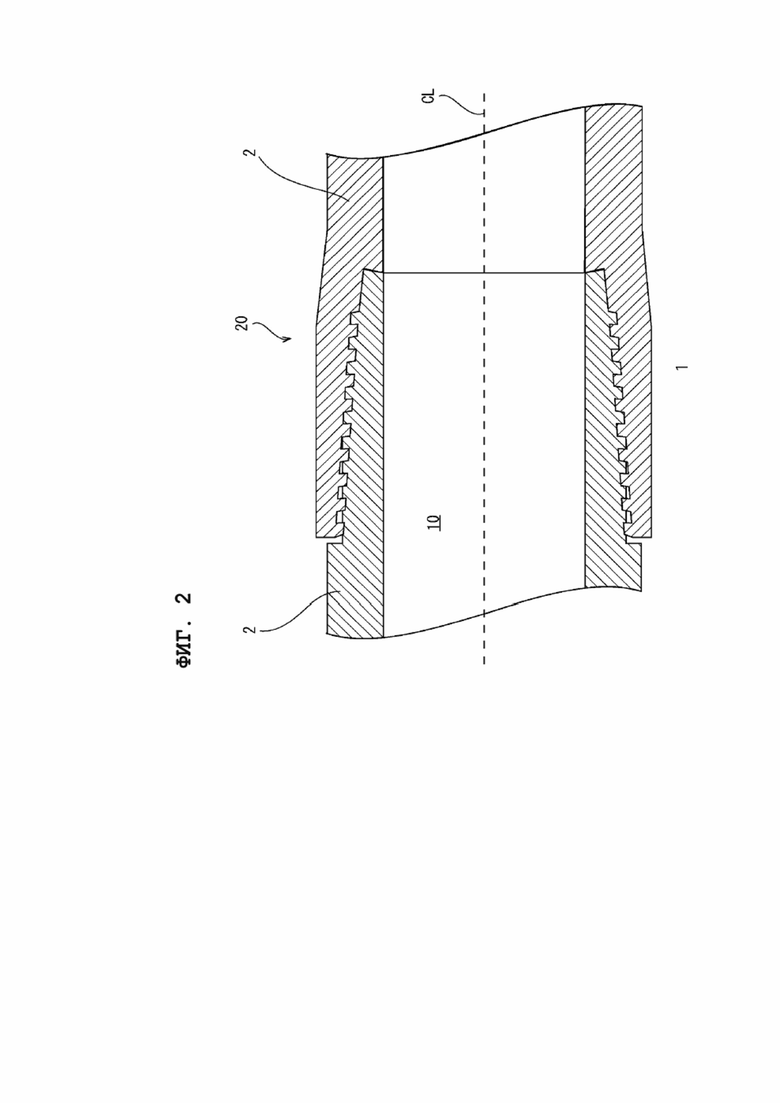
[ФИГ. 2] На ФИГ. 2 схематически изображен вид в продольном сечении, выполненном вдоль оси трубы, резьбового соединения интегрального типа, которое отличается от резьбового соединения на ФИГ. 1.
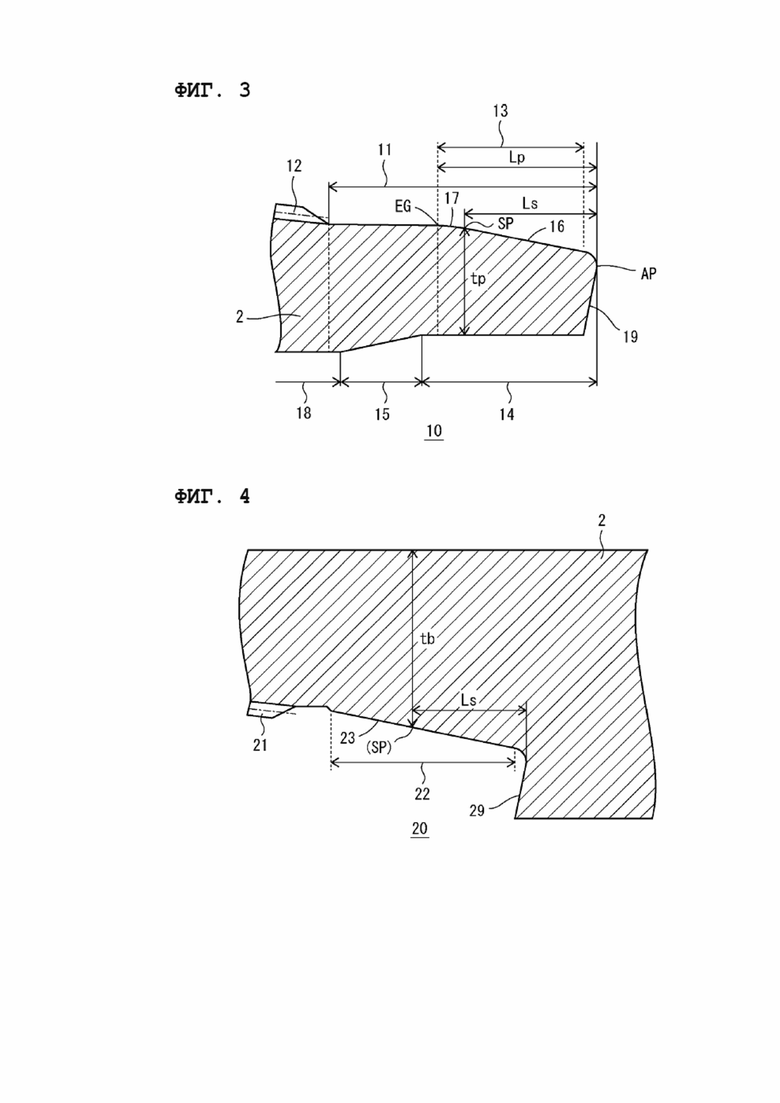
[ФИГ. 3] На ФИГ. 3 изображен вид в продольном сечении, выполненном вдоль оси трубы, ниппеля резьбового соединения, показанного на ФИГ. 1 или 2.
[ФИГ. 4] На ФИГ. 4 изображен вид в продольном сечении, выполненном вдоль оси трубы, муфты резьбового соединения, показанного на ФИГ. 1 или 2.
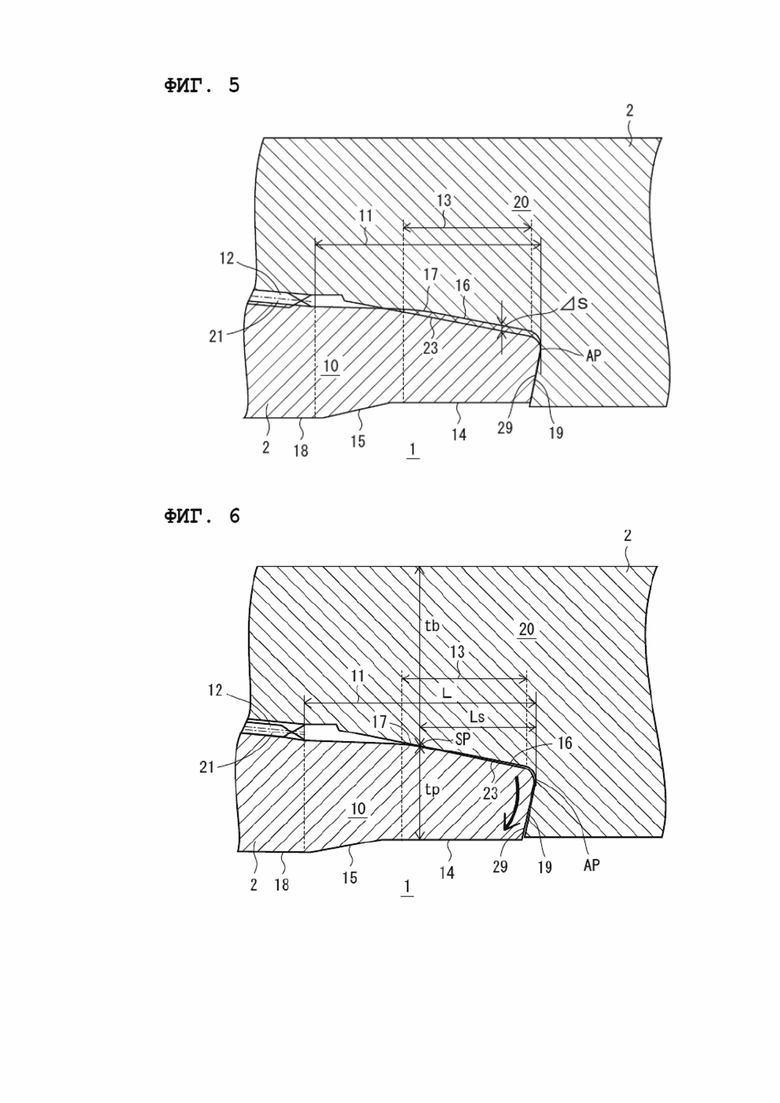
[ФИГ. 5] На ФИГ. 5 изображен вид в продольном сечении, выполненном вдоль оси трубы, иллюстрирующий формы ниппеля и муфты, показанных на ФИГ. 3 и 4, когда они свинчены и до деформации.
[ФИГ. 6] На ФИГ. 6 изображен вид в продольном сечении, выполненном вдоль оси трубы, иллюстрирующий формы ниппеля и муфты, показанных на ФИГ. 3 и 4, когда они свинчены и после деформации.
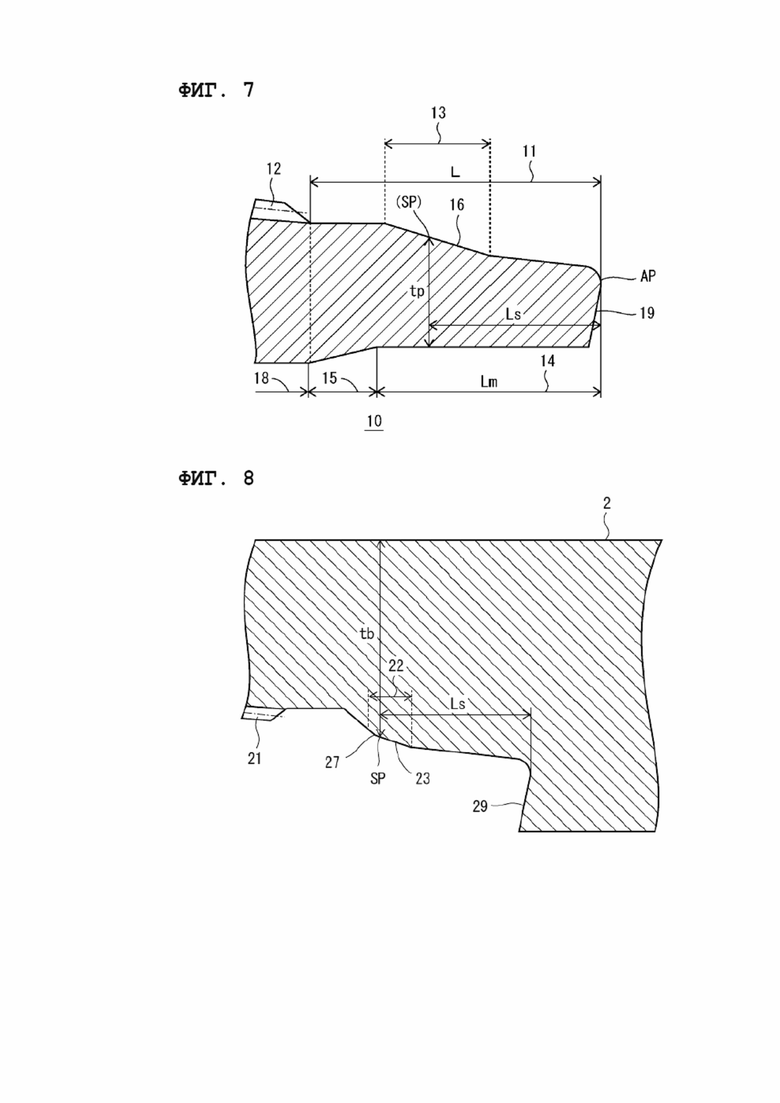
[ФИГ. 7] На ФИГ. 7 изображен вид в продольном сечении, выполненном вдоль оси трубы, ниппеля резьбового соединения согласно второму варианту осуществления.
[ФИГ. 8] На ФИГ. 8 изображен вид в продольном сечении, выполненном вдоль оси трубы, муфты резьбового соединения согласно второму варианту осуществления на ФИГ. 7.
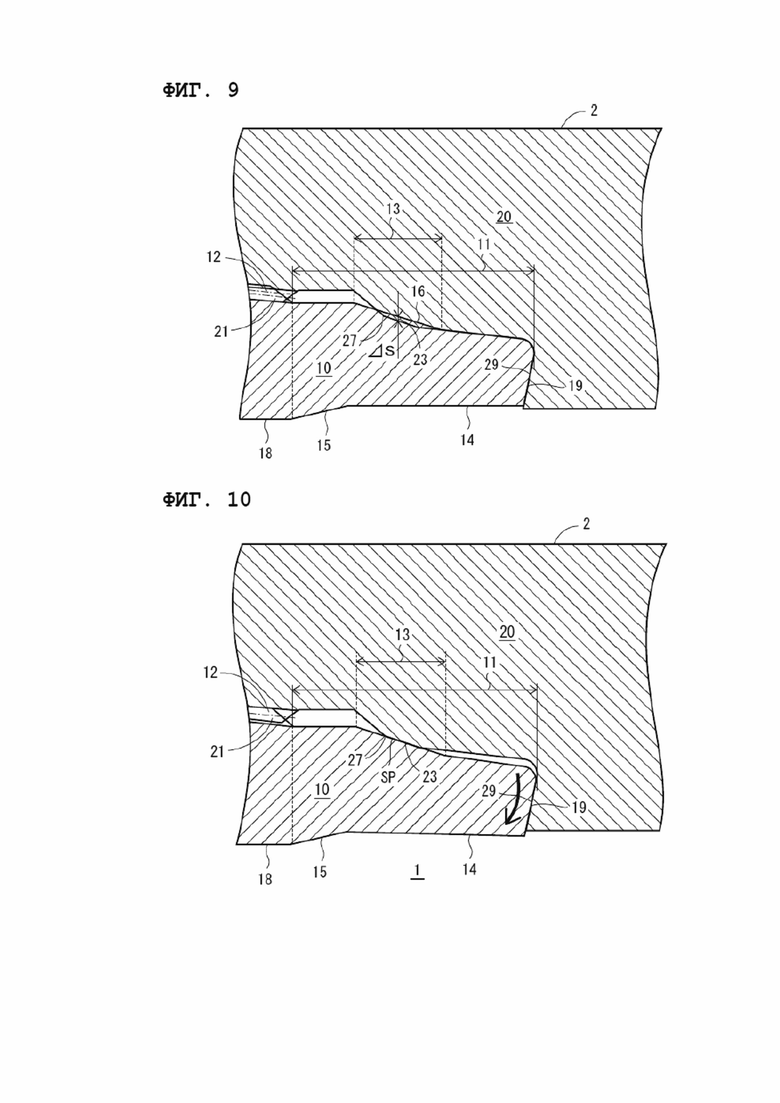
[ФИГ. 9] На ФИГ. 9 изображен вид в продольном сечении, выполненном вдоль оси трубы, иллюстрирующий формы ниппеля и муфты, показанных на ФИГ. 7 и 8, когда они свинчены и до деформации.
[ФИГ. 10] На ФИГ. 10 изображен вид в продольном сечении, выполненном вдоль оси трубы, иллюстрирующий формы ниппеля и муфты, показанных на ФИГ. 7 и 8, когда они свинчены и после деформации.
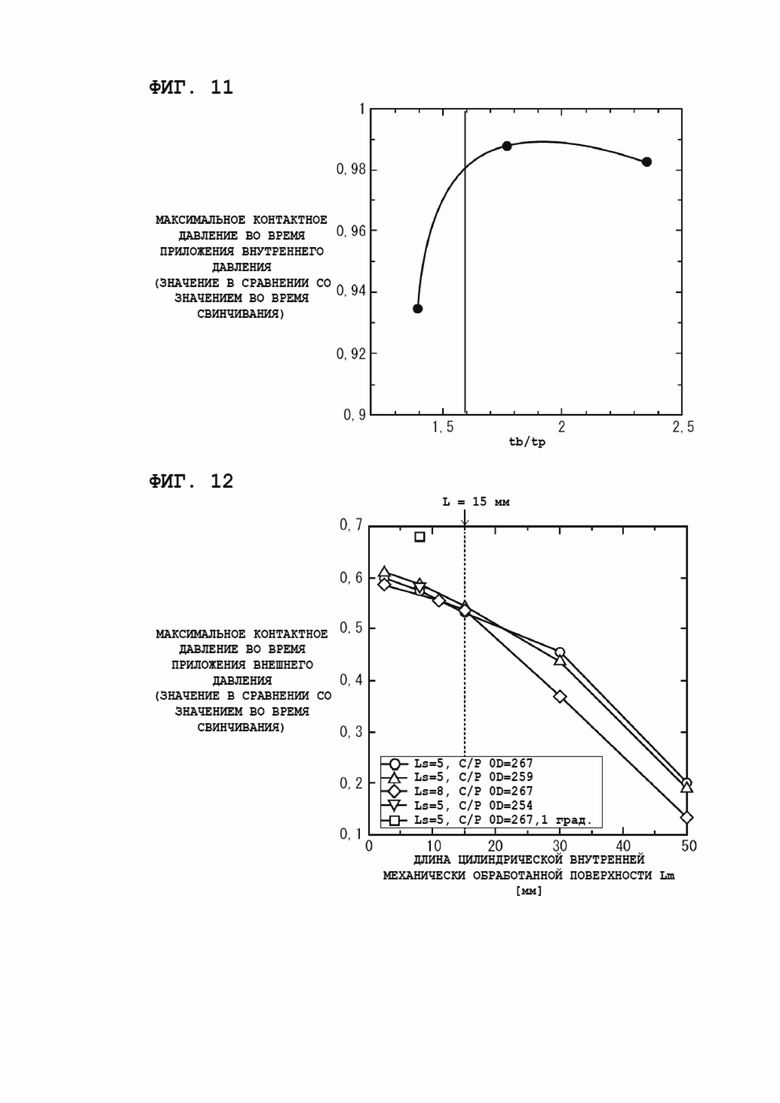
[ФИГ. 11] На ФИГ. 11 изображен график, иллюстрирующий взаимосвязь между толщиной стенки муфты / ниппеля и максимальным контактным давлением при нагрузке внутренним давлением / максимальным контактным давлением при свинчивании.
[ФИГ. 12] На ФИГ. 12 изображен график, иллюстрирующий взаимосвязь между длиной цилиндрической внутренней механически обработанной поверхности и максимальным контактным давлением при нагрузке внутренним давлением / максимальным контактным давлением при свинчивании.
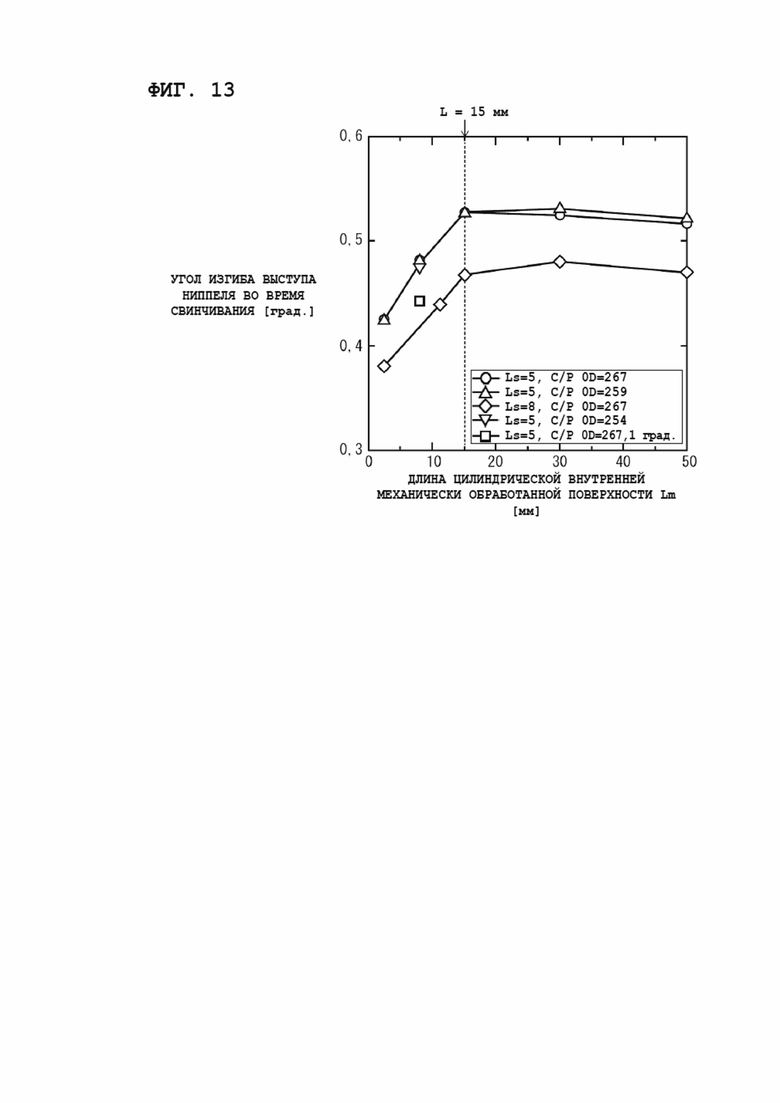
[ФИГ. 13] На ФИГ. 13 изображен график, иллюстрирующий взаимосвязь между длиной цилиндрической внутренней механически обработанной поверхности и угла изгиба выступа ниппеля во время свинчивания.
ПОДРОБНОЕ РАСКРЫТИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
[0016] [Предотвращение задиров]
Величина натяга уплотнения (т. е. припуск для посадки) предусмотрена для металлического уплотнения резьбового соединения; во время свинчивания уплотнительные поверхности ниппеля и муфты скользят друг по другу, при этом контактируя с высоким контактным усилием; по завершении свинчивания они поддерживают высокие контактные усилия для проявления герметичности. Стойкость к задирному износу зависит от различных факторов, в том числе смазки, обработки поверхности, скорости скольжения, теплопроводности матрицы и т. д.; в частности, стойкость к задирному износу в большой степени зависит от локального контактного давления во время контактного скольжения, т. е. максимального контактного давления уплотнительных поверхностей.
[0017] Производители специальных резьбовых соединений предпринимали попытки снизить локальное контактное давление во время cвинчивания посредством разработки различных конструкций. Например, величина натяга уплотнения может быть снижена или расстояние контактного скольжения может быть уменьшено за счет увеличения наклона уплотнительных поверхностей (или угла конусности при наличии конусных поверхностей).
[0018] Если выбран первый способ и величина натяга уплотнения чрезмерно снижена, контактные усилия после свинчивания недостаточны, что потенциально снижает герметичность. Если выбран последний способ, герметичность при комбинированных нагрузках, например, контактные усилия уплотнения при получении высокой сжимающей нагрузки, а затем получении высокой растягивающей нагрузки, уменьшаются в большой степени с потенциальным значительным снижением.
[0019] Таким образом, авторы изобретения пришли к выводу, что хорошее сопротивление задирному износу при одновременно хорошей герметичности могут быть достигнуты, если при завершении свинчивания локальное контактное давление (т. е. максимальное контактное давление) уплотнительных поверхностей является низким при контактном скольжении во время свинчивания и высоким после окончания скольжения при завершении свинчивания.
[0020] Авторы изобретения постарались найти конструкцию уплотнения, которая реализует вышеуказанную техническую идею. Они обнаружили, что если уплотнительные поверхности как ниппеля, так и муфты являются конусными поверхностями с одинаковым уклоном, и конец более короткой из конусных поверхностей ниппеля и муфты имеет скругленную поверхность, плавно соединенную с данной конусной поверхностью, то большие протяженности конусных поверхностей могут контактно скользить во время основной части процесса свинчивания, снижая таким образом локальное контактное давление (т. е. максимальное контактное давление) для предотвращения задиров, и по завершении свинчивания выступ ниппеля «изгибно деформируется» вследствие натяга уплотнения таким образом, что основное контактное положение уплотнения смещается к границе между конусной поверхностью уплотнения и скругленной поверхностью на его конце, снижая таким образом контактную ширину для увеличения максимального контактного давления, обеспечивая таким образом хорошую герметичность. Данная граница, представляющая собой основное контактное положение уплотнения по завершении свинчивания (т. е. граница между конусной поверхностью уплотнения и скругленной поверхностью на его конце), далее будет обозначена как точка уплотнения (SP).
[0021] Точнее говоря, если конусная поверхность металлического уплотнения ниппеля короче конусной поверхности металлического уплотнения муфты, конец конусной поверхности металлического уплотнения ниппеля (расположенный дальше от конца ниппеля) оснащен скругленной поверхностью, плавно соединенной с конусной поверхностью. Наоборот, если конусная поверхность металлического уплотнения муфты короче конусной поверхности металлического уплотнения ниппеля, конец конусной поверхности металлического уплотнения муфты (расположенный ближе к отверстию муфты) оснащен скругленной поверхностью, плавно соединенной с конусной поверхностью.
[0022] Вышеуказанная «изгибная деформация» выступа ниппеля означает, что выступ ниппеля при приложении усилия за счет натяга уплотнения для уменьшения его диаметра деформируется с радиальным изгибом внутрь, как если бы он был изогнут, как видно в продольном сечении ниппеля, содержащем ось трубы.
[0023] Благодаря данной изгибной деформации ниппеля, даже если угол конусной поверхности металлического уплотнения ниппеля равен углу конусной поверхности металлического уплотнения муфты до свинчивания, он постепенно становится больше во время свинчивания, особенно во второй половине процесса, и является больше угла конусной поверхности металлического уплотнения муфты при завершении свинчивания таким образом, что контакт главным образом происходит на границе между конусной поверхностью металлической поверхности и скругленной поверхностью на конце (т. е. точкой уплотнения).
[0024] [Герметичность по отношению к внешнему давлению]
Когда нагрузка внешнего давления приложена к резьбовому соединению, содержащему одно металлическое уплотнение, расположенное ближе к концу ниппеля, чем наружная резьба (т. е. ближе к внутренней части муфты, чем внутренняя резьба), нагрузка внешнего давления либо проникает внутрь соединения через зазоры между резьбой, либо действует на смазку, заполняющую зазоры между резьбой; в ином случае воздействие нагрузки внешнего давления достигает положения непосредственно перед точкой уплотнения внутри соединения.
[0025] Для вышеуказанной нагрузки внешнего давления в большинстве стандартов испытаний для резьбовых соединений, таких как ISO 13679 и API 5С5, указаны величины, не приводящие к разрушающей деформации тела стальной трубы. Тем не менее, так как ниппель, оснащенный наружной резьбой или металлическим уплотнением, обычно имеет меньшую толщину стенки, чем тело стальной трубы, нагрузка внешнего давления, проникающая внутрь соединения, приводит к значительному уменьшению диаметра всего ниппеля (по сравнению с телом стальной трубы); при худшем сценарии металлическое уплотнение раскрывается и вызывает утечку. Т. е. чем больше толщина стенки ниппеля, тем проще поддерживать герметичность по отношению к высокой нагрузке внешнего давления.
[0026] С другой стороны, для достижения равномерного уплотнительного контакта по всей окружности без разрывов, толщина стенки металлического уплотнения, особенно для ниппеля, должна быть равномерной по всей окружности (муфта, особенно муфта в соединении муфтового типа, обычно механически обрабатывается изнутри и снаружи, и, таким образом, имеет малое отклонение толщины стенки по окружности). Таким образом, если резьбовое соединение должно быть предусмотрено на стальной трубе с внутренней периферией, имеющей большое отклонение оси и толщины стенки, в частности, аналогичной стальной трубе, внутренняя периферия конца ниппеля механически обрабатывается, чтобы сделать равномерной толщину стенки металлического уплотнения.
[0027] Тем не менее, авторы изобретения пришли к выводу, что длина должна быть приемлемой для механической обработки внутренней периферии конца ниппеля, так как если внутренняя периферия конца ниппеля механически обработана больше необходимого, это нарушает герметичность по отношению к внешнему давлению.
[0028] [Герметичность по отношению к внутреннему давлению]
Когда приложена нагрузка внутреннего давления, внутреннее давление, приложенное к этим участкам внутренней периферии между металлическим уплотнением, особенно к таковым у ниппеля, и наружной резьбой, работает на увеличение диаметра этих участков ниппеля, прижимая таким образом сильнее уплотнительную поверхность ниппеля к уплотнительной поверхности муфты, чтобы увеличить контактные усилия уплотнения, повышая таким образом герметичность.
[0029] С другой стороны, внутреннее давление, приложенное к участкам внутренней поверхности, расположенным дальше в направлении к внутренней части муфты, чем металлическое уплотнение (в соединении муфтового типа участки внутренней периферии, зажатые между металлическими уплотнениями с обоих концов соединения), работает на увеличение диаметра данных участков муфты, и действует таким образом, чтобы пытаться отделить уплотнительную поверхность муфты от уплотнительной поверхности ниппеля, и снизить контактные усилия уплотнения, снижая таким образом герметичность.
[0030] Таким образом, хорошая или плохая герметичность под нагрузкой внутреннего давления зависит от того, что больше - прижимающий эффект уплотнения ниппеля от нагрузки внутреннего давления или действие уплотнения муфты, пытающееся отделить. Авторы изобретения предположили, что значение данного эффекта или действия зависит от сопротивления деформации участков ниппеля/муфты рядом с уплотнением ниппеля и уплотнением муфты (т.е. от их жесткости), т. е. соотношением между толщиной стенок, и обнаружили, что существует подходящее соотношение толщины стенок между уплотнением ниппеля и уплотнением муфты для поддержания и улучшения герметичности по отношению к внутреннему давлению.
[0031] [Раскрытие вариантов осуществления изобретения]
При материализации технических идей, раскрытых выше, авторы настоящего изобретения обнаружили, что существует механически обработанная длина внутренней периферийной поверхности выступа ниппеля, которая регулирует изгибную деформацию выступа ниппеля, вызванную величиной натяга уплотнения, и деформацию выступа ниппеля с уменьшенным диаметром, вызванную нагрузкой внешнего давления, и провели обширное исследование, чтобы найти подходящий диапазон, используя метод упруго-пластических конечных элементов. Они обнаружили, что конечная точка цилиндрической внутренней механически обработанной поверхности выступа ниппеля соответствующим образом расположена между точкой уплотнения ниппеля и начальной точкой наружной резьбы.
[0032] Другими словами, подходящий диапазон представляет собой L>Lm>Ls, где L представляет собой длину выступа ниппеля, измеренную вдоль оси трубы, Ls представляет собой расстояние между точкой уплотнения уплотнительной поверхности ниппеля и концом ниппеля, и Lm представляет собой расстояние между концом ниппеля и конечной точкой цилиндрической внутренней механически обработанной поверхности.
[0033] Авторы изобретения провели дополнительное исследование соотношения толщины стенки tb муфты при измерении в точке уплотнения, и толщины стенки tp ниппеля при измерении в точке уплотнения, что вносит значительный вклад в увеличение герметичности по отношению к внутреннему давлению, с использованием метода упруго-пластических конечных элементов. Они обнаружили, что соотношение tb/tp > 1,6 обеспечивает хорошую герметичность по отношению к внутреннему давлению.
[0034] Если расстояние между концом ниппеля и конечной точкой цилиндрической внутренней механически обработанной поверхности отрегулировать до вышеуказанного диапазона, уплотнительная поверхность ниппеля находится в контакте и скользит по уплотнительной поверхности муфты вдоль большой длины большую часть времени в процессе свинчивания, что минимизирует локальное контактное давление для увеличения сопротивления задирному износу, при этом выступ ниппеля изгибно деформируется в достаточной степени по завершении свинчивания таким образом, что основное место контакта (т. е. точка уплотнения) смещается к границе между уплотнительной поверхностью ниппеля и скругленной поверхностью, расположенной на конце уплотнительной поверхности ниппеля, уменьшая таким образом контактную ширину и увеличивая локальное контактное давление для увеличения герметичности. Внешнее давление, которое проникает через зазор между резьбой до места непосредственно перед точкой уплотнения, стремится уменьшить диаметр всего ниппеля; тем не менее, участки ниппеля, обладающие меньшей толщиной стенок в результате внутренней механической обработки, расположены ближе к концу, чем резьба; таким образом, даже если на эти участки воздействует внешнее давление на уменьшение их диаметра, жесткость прилегающей резьбы способствует минимизации смещения с уменьшенным диаметром, ограничивая таким образом уменьшение герметичности по отношению к внешнему давлению. Так как уплотнение муфты обладает значительно большей толщиной стенки, чем уплотнение ниппеля, воздействие от внутреннего давления на внутреннюю поверхность между металлическим уплотнением ниппеля и наружной резьбой, от прижимания уплотнительной поверхности ниппеля к уплотнительной поверхности муфты, также преодолевает воздействие внутреннего давления на увеличение диаметра уплотнительной поверхности муфты, повышая таким образом герметичность по отношению к внутреннему давлению.
[0035] Основываясь на вышеуказанных заключениях, авторы настоящего изобретения изобрели резьбовые соединения, раскрытые ниже.
[0036] Резьбовое соединение, согласно варианту осуществления, представляет собой
резьбовое соединение для соединения двух стальных труб, содержащее: трубчатый ниппель, формируемый концевым участком одной из стальных труб; и трубчатую муфту, ниппель вставляется в муфту таким образом, чтобы муфта и ниппель были свинчены. Ниппель содержит: выступ ниппеля, формируемый концевым участком ниппеля; наружную резьбу, предусмотренную на наружной периферии ниппеля и расположенную дальше от конца ниппеля, чем выступ ниппеля; металлическое уплотнение ниппеля, предусмотренное на внешней периферии выступа ниппеля; цилиндрическую внутреннюю механически обработанную поверхность, предусмотренную на внутренней периферии выступа ниппеля и расположенную в пределах предварительно заданного диапазона от конца ниппеля, цилиндрическая внутренняя механически обработанная поверхность параллельна оси стальных труб на виде в продольном сечении и имеет диаметр больше, чем внутренний диаметр упомянутой одной стальной трубы; и поверхность разъединения, предусмотренную на внутренней периферии выступа ниппеля и расположенную между цилиндрической внутренней механически обработанной поверхностью и внутренней периферийной поверхностью упомянутой одной стальной трубы, поверхность разъединения соединена с цилиндрической внутренней механически обработанной поверхностью и внутренней периферийной поверхностью упомянутой одной стальной трубы. Металлическое уплотнение ниппеля содержит: уклонную конусную поверхность уплотнения ниппеля с диаметром, который постепенно уменьшается в направлении конца ниппеля; и скругленную поверхность уплотнения ниппеля, плавно соединенную с конусной поверхностью уплотнения ниппеля и изогнутую наружу на виде в продольном сечении. Муфта содержит: внутреннюю резьбу, соответствующую наружной резьбе и предусмотренную на внутренней периферии муфты; и металлическое уплотнение муфты, расположенное напротив металлического уплотнения ниппеля и предусмотренное на внутренней периферии муфты. Металлическое уплотнение муфты содержит уклонную конусную поверхность уплотнения муфты, расположенную напротив конусной поверхности уплотнения ниппеля и предусмотренную на внутренней периферии муфты, конусная поверхность уплотнения муфты параллельна конусной поверхности уплотнения ниппеля и до свинчивания имеет диаметр меньше, чем конусная поверхность уплотнения ниппеля, на предварительно заданную величину натяга уплотнения. Металлическое уплотнение ниппеля герметично контактирует с металлическим уплотнением муфты на границе между конусной поверхностью уплотнения ниппеля и скругленной поверхностью уплотнения ниппеля по завершении свинчивания. Резьбовое соединение удовлетворяет следующим выражениям (1) и (2):
L>Lm>Ls (1) и
tb/tp>1,6 (2).
[0037] В выражении (1) L представляет собой длину выступа ниппеля при измерении в осевом направлении стальной трубы; Lm представляет собой расстояние между концом ниппеля и конечной точкой цилиндрической внутренней механически обработанной поверхности при измерении в осевом направлении стальной трубы; и Ls представляет собой расстояние между концом ниппеля и границей при измерении в осевом направлении стальной трубы. В выражении (2) tb представляет собой толщину стенки муфты при измерении в том месте, в котором муфта находится в контакте с границей по завершении свинчивания; и tp представляет собой толщину стенки ниппеля при измерении на границе.
[0038] Резьбовое соединение, согласно другому варианту осуществления, является резьбовым соединением для соединения двух стальных труб, содержащее: трубчатый ниппель, формируемый концевым участком одной из стальных труб; и трубчатую муфту, ниппель вставляется в муфту таким образом, чтобы муфта и ниппель были свинчены. Ниппель содержит: выступ ниппеля, формируемый концевым участком ниппеля; наружную резьбу, предусмотренную на внешней периферии ниппеля и расположенную дальше от конца ниппеля, чем выступ ниппеля; металлическое уплотнение ниппеля, предусмотренное на внешней периферии выступа ниппеля; цилиндрическую внутреннюю механически обработанную поверхность, предусмотренную на внутренней периферии выступа ниппеля и расположенную в пределах предварительно заданного диапазона от конца ниппеля, цилиндрическая внутренняя механически обработанная поверхность параллельна оси стальных труб на виде в продольном сечении и имеет диаметр больше, чем внутренний диаметр упомянутой одной стальной трубы; и поверхность разъединения, предусмотренную на внутренней периферии выступа ниппеля и расположенную между цилиндрической внутренней механически обработанной поверхностью и внутренней периферийной поверхностью упомянутой одной стальной трубы, поверхность разъединения соединена с цилиндрической внутренней механически обработанной поверхностью и внутренней периферийной поверхностью упомянутой одной стальной трубы. Металлическое уплотнение ниппеля содержит уклонную конусную поверхность уплотнения ниппеля с диаметром, который постепенно уменьшается в направлении конца ниппеля. Муфта содержит: внутреннюю резьбу, соответствующую наружной резьбе и предусмотренную на внутренней периферии муфты; и металлическое уплотнение муфты, расположенное напротив металлического уплотнения ниппеля и предусмотренное на внутренней периферии муфты. Металлическое уплотнение муфты содержит: уклонную конусную поверхность уплотнения муфты, расположенную напротив конусной поверхности уплотнения ниппеля и предусмотренную на внутренней периферии муфты, конусная поверхность уплотнения муфты параллельна конусной поверхности уплотнения ниппеля и до свинчивания имеет диаметр меньше, чем конусная поверхность уплотнения ниппеля, на предварительно заданную величину натяга уплотнения; и скругленная поверхность уплотнения муфты плавно соединена с конусной поверхностью уплотнения муфты и изогнута внутрь на виде в продольном сечении. Металлическое уплотнение ниппеля герметично контактирует с металлическим уплотнением муфты на границе между конусной поверхностью уплотнения муфты и скругленной поверхностью уплотнения муфты, когда соединение свинчено. Резьбовое соединение удовлетворяет следующим выражениям (1) и (2):
L>Lm>Ls (1) и
tb/tp>1,6 (2).
[0039] В выражении (1) L представляет собой длину выступа ниппеля при измерении в осевом направлении стальной трубы; Lm представляет собой расстояние между концом ниппеля и конечной точкой цилиндрической внутренней механически обработанной поверхности при измерении в осевом направлении стальной трубы; и Ls представляет собой расстояние между концом ниппеля и местом, в котором ниппель находится в контакте с границей при завершении свинчивания, при измерении в осевом направлении стальной трубы. В выражении (2) tb представляет собой толщину стенки муфты при измерении на границе; и tp представляет собой толщину стенки ниппеля при измерении в месте, в котором ниппель находится в контакте с границей по завершении свинчивания.
[0040] В предпочтительном варианте резьбовое соединение удовлетворяет следующему выражению (3):
Lm>Lp (3).
[0041] В выражении (3) Lp представляет собой расстояние между концом ниппеля и концом металлического уплотнения ниппеля ближе к наружной резьбе при измерении в осевом направлении стальной трубы.
[0042] Ниппель может дополнительно содержать упор ниппеля, сформированный концевой поверхностью выступа ниппеля. Муфта может дополнительно содержать упор муфты, расположенный напротив упора ниппеля и контактирующий с упором ниппеля во время свинчивания.
[0043] Как конусная поверхность уплотнения ниппеля, так и конусная поверхность уплотнения муфты может иметь угол конусности 1-22 градуса перед свинчиванием.
[0044] Скругленная поверхность уплотнения ниппеля или скругленная поверхность уплотнения муфты может иметь радиус закругления не более 80 мм перед свинчиванием.
[0045] Форма поверхности разъединения может быть конусной.
[0046] Поверхность разъединения может иметь угол конусности 5-30 градусов до свинчивания.
[0047] Варианты осуществления резьбового соединения для стальных труб будут раскрыты ниже со ссылкой на чертежи. Одинаковые и соответствующие друг другу компоненты имеют одинаковые обозначения на чертежах, и их описание не повторяется в описании.
[0048] [Первый вариант осуществления]
На ФИГ. 1 схематически изображен вид в продольном сечении резьбового соединения 1 для стальной трубы, согласно первому варианту осуществления. Как показано на ФИГ. 1, резьбовое соединение 1 используют для соединения двух стальных труб 2. Резьбовое соединение 1 содержит трубчатый ниппель 10 и трубчатую муфту 20. Ниппель 10 формируется концевым участком каждой стальной трубы 2. Ниппель 10 вставляется в муфту 20 таким образом, чтобы муфта 20 и ниппель 10 были свинчены.
[0049] Резьбовое соединение 1, показанное на ФИГ. 1, является соединением муфтового типа и содержит соединительную деталь 3. Соединительная деталь 3 соединяет две стальные трубы 2. Соединительная деталь 3 содержит две муфты 20.
[0050] В качестве альтернативы, резьбовое соединение 1 может быть интегрального типа. Как показано на ФИГ. 2, резьбовое соединение 1 интегрального типа также используют для соединения двух стальных труб 2, и оно содержит ниппель 10 и муфту 20. В резьбовом соединении 1 интегрального типа одна стальная труба содержит ниппель 10, в то время, как другая стальная труба содержит муфту 20.
[0051] На ФИГ. 1 и 2 CL обозначает осевое направление в отношении стальной трубы 2 (далее — «вдоль оси трубы»).
[0052] Как показано на ФИГ. 3, ниппель 10 содержит выступ 11 ниппеля, наружную резьбу 12, металлическое уплотнение 13 ниппеля, цилиндрическую внутреннюю механически обработанную поверхность 14 и поверхность 15 разъединения. Выступ 11 ниппеля сформирован концевым участком ниппеля 10. Наружная резьба 12 предусмотрена на внешней периферии ниппеля 10 и расположена дальше от конца AP ниппеля 10, чем выступ 11 ниппеля. Металлическое уплотнение 13 ниппеля предусмотрено на наружной периферии выступа 11 ниппеля. Цилиндрическая внутренняя механически обработанная поверхность 14 предусмотрена на внутренней периферии выступа 11 ниппеля и расположена в пределах предварительно заданного диапазона Lm от конца ниппеля 10, сформирована проходящей параллельно оси стальной трубы 2 (далее упоминаемая просто «ось трубы») на виде в продольном сечении и имеет диаметр больше внутреннего диаметра стальной трубы 2. Поверхность 15 разъединения предусмотрена на внутренней периферии выступа 11 ниппеля и расположена между цилиндрической внутренней механически обработанной поверхностью 14 и внутренней периферической поверхностью 18 стальной трубы 2, и соединена с цилиндрической внутренней механически обработанной поверхностью 14 и внутренней периферической поверхностью 18 стальной трубы 2.
[0053] Металлическое уплотнение 13 ниппеля содержит конусную поверхность 16 уплотнения ниппеля и скругленную поверхность 17 уплотнения ниппеля. Конусная поверхность 16 уплотнения ниппеля имеет диаметр, который постепенно уменьшается по мере приближения к концу AP ниппеля 10, и имеет уклонную форму. Скругленная поверхность 17 уплотнения ниппеля плавно соединена с конусной поверхностью 16 уплотнения ниппеля и изогнута наружу на виде в продольном сечении. В частности, скругленная поверхность 17 уплотнения ниппеля может быть соединена с конусной поверхностью 16 уплотнения ниппеля таким образом, что они расположены в направлении их касательных. В частности, скругленная поверхность 17 уплотнения ниппеля и конусная поверхность 16 уплотнения ниппеля могут быть соединены таким образом, что нормаль к скругленной поверхности 17 уплотнения ниппеля и нормаль к конусной поверхности 16 уплотнения ниппеля, как установлено в точке соединения, совпадают.
[0054] Как показано на ФИГ. 4, муфта 20 содержит внутреннюю резьбу 21 и металлическое уплотнение 22 муфты. Внутренняя резьба 21 соответствует наружной резьбе 12 и предусмотрена на внутренней периферии муфты 20. Металлическое уплотнение 22 муфты расположено напротив металлического уплотнения 13 ниппеля и предусмотрено на внутренней периферии муфты 20.
[0055] Металлическое уплотнение 22 муфты содержит конусную поверхность 23 уплотнения муфты. Конусная поверхность 23 уплотнения муфты расположена напротив конусной поверхности 16 уплотнения ниппеля и предусмотрена на внутренней периферии муфты 20. Как показано на ФИГ. 5, конусная поверхность 23 уплотнения муфты параллельна конусной поверхности 16 уплотнения ниппеля и имеет диаметр меньше, чем конусная поверхность 16 уплотнения ниппеля, на заданную величину натяга уплотнения (2 × ΔS) до свинчивания.
[0056] Как показано на ФИГ. 6, металлическое уплотнение 13 ниппеля герметично контактирует с металлическим уплотнением 23 муфты на границе SP между конусной поверхностью 16 уплотнения ниппеля и скругленной поверхностью 16 уплотнения ниппеля по завершении свинчивания.
[0057] Резьбовое соединение 1 удовлетворяет следующим выражениям (1) и (2):
L>Lm>Ls (1) и
tb/tp>1,6 (2).
[0058] В выражении (1) L представляет собой длину выступа 11 ниппеля при измерении вдоль оси трубы CL. Lm представляет собой расстояние между концом AP ниппеля 10 и конечной точкой цилиндрической внутренней механически обработанной поверхности 14 при измерении вдоль оси трубы CL. Ls представляет собой расстояние между концом AP ниппеля 10 и границей SP при измерении вдоль оси трубы CL.
[0059] В выражении (2) tb представляет собой толщину стенки муфты 20 при измерении в месте, в котором муфта контактирует с границей SP по завершении свинчивания. tp представляет собой толщину стенки ниппеля 10 при измерении на границе SP.
[0060] В предпочтительном варианте резьбовое соединение 1 удовлетворяет следующему выражению (3):
Lm>Lp (3).
[0061] В выражении (3) Lp представляет собой расстояние между концом AP ниппеля 10 и концом EG металлического уплотнения 13 ниппеля ближе к наружной резьбе 12 при измерении в осевом направлении стальной трубы CL.
[0062] Согласно данному варианту осуществления, ниппель 10 дополнительно содержит упор 19 ниппеля. Упор 19 ниппеля сформирован концевой поверхностью выступа 11 ниппеля. Муфта 20 дополнительно содержит упор 29 муфты. Упор 29 муфты расположен напротив упора 19 ниппеля и контактирует с упором 19 ниппеля во время свинчивания. Конусные поверхности 16 и 23 уплотнений ниппеля и муфты имеют углы конусности в диапазоне 1-22 градуса до свинчивания. Скругленная поверхность 17 уплотнения ниппеля имеет радиус скругления не более 80 мм перед свинчиванием. Поверхность 15 разъединения имеет конусную форму. Поверхность 15 разъединения имеет угол конусности в диапазоне 5-30 градусов до свинчивания.
[0063] Обоснование выражения Lm > Ls:
Металлическое уплотнение резьбового соединения для стальной трубы демонстрирует герметичность, по мере того, как металлическое уплотнение ниппеля, диаметр которого уменьшен на величину натяга уплотнения, и металлическое уплотнение муфты, диаметр которого увеличен, входят в плотный контакт по всей окружности, благодаря упругому восстанавливающему усилию, так как они пытаются вернуться к их первоначальным диаметрам. Величина данного упругого восстанавливающего усилия тесно связана с жесткостью уплотнений ниппеля и муфты, где чем больше толщина стенки (т. е. чем сложнее их деформировать), тем больше становится упругое восстанавливающее усилие, а чем меньше толщина стенки (т. е. тем проще их деформировать), тем меньше становится упругое восстанавливающее усилие. Если происходит изменение толщины стенки металлических уплотнений по направлению вдоль окружности, также происходит изменение контактного усилия уплотнения по направлению вдоль окружности, что приводит к образованию участков с прочным контактом и участков со слабым контактом таким образом, что на участках со слабым контактом может легко произойти утечка, что приведет к нестабильной герметичности. Чтобы обеспечить плотный контакт уплотнений друг с другом равномерно по всей окружности, толщина стенки контакта уплотнения ниппеля и участков ниппеля, расположенных ближе к его концу, чем контакт уплотнения ниппеля, должна быть равномерной по всей окружности (здесь выбрано уплотнение ниппеля, так как оно обладает меньшей толщиной стенки, чем уплотнение муфты).
[0064] Lm > Ls обеспечивается, чтобы толщина стенки уплотнения ниппеля и участков ниппеля, расположенных ближе к его концу, чем уплотнение ниппеля, была равномерной по всей окружности, стабилизируя таким образом герметичность. Если Lm < Ls, особенно в бесшовной стальной трубе, воздействие от изменения толщины стенки вдоль окружности достигнет уплотнения ниппеля, предотвращая плотный контакт между уплотнениями, который является равномерным по всей окружности, что приводит к нестабильной герметичности.
[0065] [Второй вариант осуществления]
Резьбовое соединение 1, согласно второму варианту осуществления, показанному на ФИГ. 7-10, демонстрирует отличия от резьбового соединения 1, согласно первому варианту осуществления, показанному на ФИГ. 3-6 в следующих пунктах. Т. е., согласно первому варианту осуществления, конусная поверхность 16 уплотнения ниппеля короче конусной поверхности 23 уплотнения муфты; согласно второму варианту осуществления, конусная поверхность 23 уплотнения муфты короче конусной поверхности 16 уплотнения ниппеля. Кроме того, согласно первому варианту осуществления, металлическое уплотнение 13 ниппеля плавно соединено с конусной поверхностью 16 уплотнения ниппеля и содержит скругленную поверхность 17 уплотнения ниппеля, которая изогнута наружу в продольном сечении; согласно второму варианту осуществления, металлическое уплотнение 22 муфты плавно соединено с конусной поверхностью 23 уплотнения муфты и содержит скругленную поверхность 27 уплотнения муфты, которая изогнута внутрь в продольном сечении.
[0066] Аналогично резьбовому соединению 1, согласно первому варианту осуществления, резьбовое соединение 1, согласно второму варианту осуществления, удовлетворяет следующим выражениям (1) и (2):
L>Lm>Ls (1) и
tb/tp>1,6 (2).
[0067] В выражении (1) L представляет собой длину выступа 11 ниппеля при измерении в направлении вдоль оси трубы. Lm представляет собой расстояние между концом AP ниппеля 10 и конечной точкой цилиндрической внутренней механически обработанной поверхности 14 при измерении вдоль оси трубы CL. Ls представляет собой расстояние между концом AP ниппеля 10 и местом (SP), в котором ниппель контактирует с границей SP по завершении свинчивания, при измерении в направлении вдоль оси трубы CL.
[0068] В выражении (2) tb представляет собой толщину стенки муфты 20 при измерении на границе SP. tp представляет собой толщину стенки ниппеля 10 при измерении в месте, в котором ниппель контактирует с границей SP по завершении свинчивания.
[0069] Хотя варианты осуществления описаны, настоящее изобретение не ограничивается вариантами осуществления, раскрытыми выше, и допускает различные модификации без отхода от идеи изобретения.
ПРИМЕРЫ
[0070] Для подтверждения эффектов раскрытых выше вариантов осуществления был проведен анализ методом численного моделирования с использованием метода упруго-пластических конечных элементов.
[0071] <Условия испытаний>
В анализе методом упруго-пластических конечных элементов использовалось резьбовое соединение муфтового типа, показанное на ФИГ. 1. Общие условия испытаний были следующие:
Размеры стальной трубы: 9-5/8 дюймов, 53,5# (с наружным диаметром 244,48 мм и толщиной стенки 13,84 мм)
Марка материала: сталь L80 согласно стандартам API (Американский нефтяной институт) (с пределом текучести 552 Н/мм2, модулем упругости 210 кН/мм2 и коэффициентом Пуассона 0,3)
Формы и размеры резьбы: трапециевидная резьба типа Баттресс по стандарту API (с углом опорной стороны - 3 градуса, углом закладной стороны 10 градусов, высотой наружной резьбы 1,978 мм, шагом резьбы 6,35 мм (4TPI) и конусностью резьбы 1/16)
Длина (L) выступа ниппеля: 15 мм
Угол конусности конусных поверхностей уплотнения ниппеля и муфты: 15 градусов
Радиус изгиба скругленных поверхностей уплотнения ниппеля и муфты: 5 мм
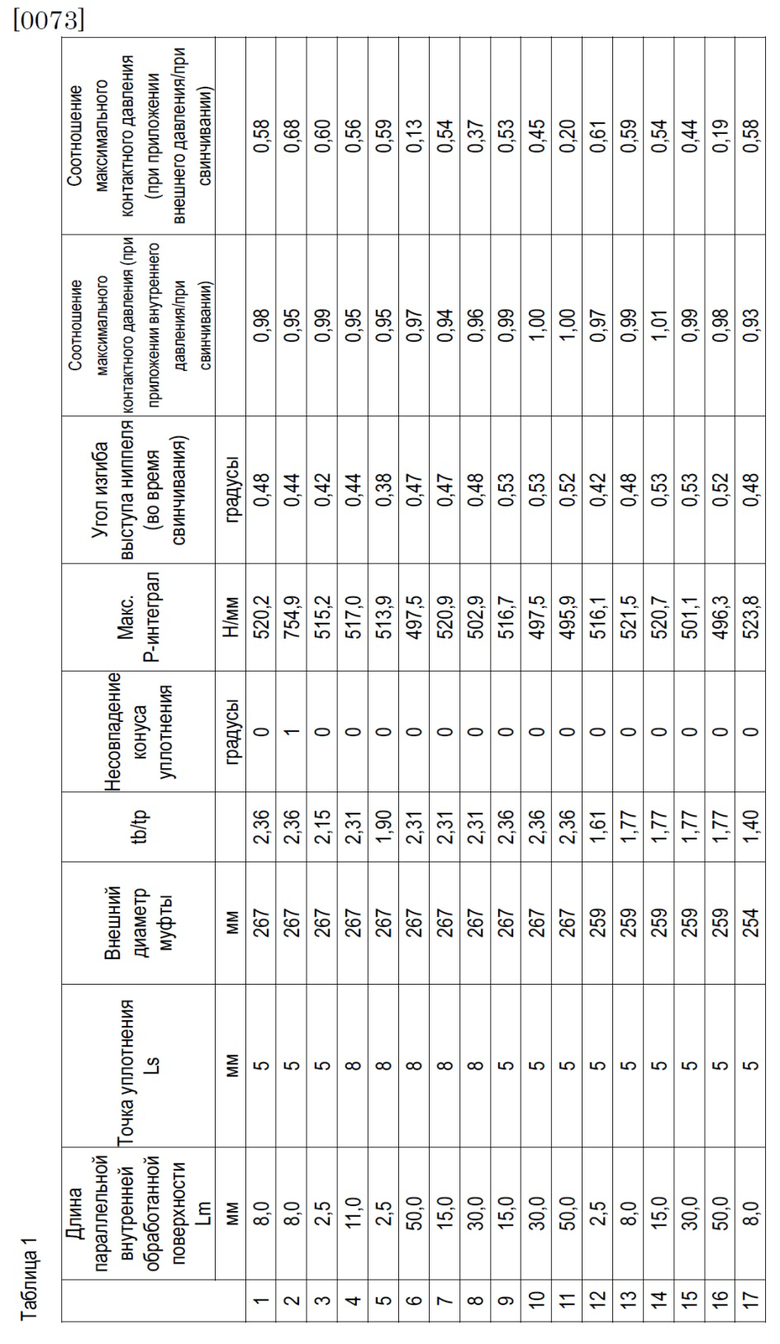
Угол конусности поверхности разъединения: 15 градусов
[0072] При общих условиях испытаний, указанных выше, было создано 17 резьбовых соединений (моделей), как указано ниже в Таблице 1.
[0074] <Способ оценки>
Анализ (1): Анализ моделирования свинчивания резьбового соединения
Когда ниппель и муфта свинчиваются, происходит вращение до упора, а затем происходит вращение на 1/100 оборота.
[0075] Анализ (2): Оценка и анализ герметичности по отношению к внутреннему давлению
Простое внутреннее давление со 100 % пределом текучести стальной трубы было приложено ко всей поверхности, начиная от внутренней поверхности соединения (т. е. внутренней поверхности стальной трубы) и заканчивая металлическим уплотнением.
[0076] Анализ (3): Оценка и анализ герметичности по отношению к внешнему давлению
Простое внешнее давление со 100 % разрушающим давлением согласно стандарту API5C3 было приложено ко всей поверхности, начиная от внешней поверхности соединения (т. е. внешней поверхности стальной трубы) и заканчивая металлическим уплотнением.
[0077] Во время анализа (1) оценивалось, насколько легко образовывались задиры во время свинчивания. Используемым показателем легкости образования задиров была интегральная величина контактного давления, создаваемого в процессе свинчивания (начиная с достижения упора и заканчивая 1/100 оборота), P-интеграл (контактное давление х расстояние скольжения), при измерении в заданном положении на внешней периферийной поверхности выступа ниппеля. Интегральная величина контактного давления P-интеграл является показателем количества теплоты трения, образуемой в заданном положении на внешней периферийной поверхности выступа ниппеля; чем меньше данное значение, тем ниже риск образования задиров.
[0078] В Таблице 1 показаны максимальные значения P-интеграла для моделей. В моделях, за исключением модели 2, т. е. моделях 1 и 3-17, несовпадение конуса уплотнения составляло 0 градусов, т. е. конусная поверхность уплотнения ниппеля и конусная поверхность уплотнения муфты были параллельны. Было обнаружено, что модели 1 и 3-17 имели меньшие значения P-интеграла, чем модель 2, и обладали меньшими рисками образования задиров, чем модель 2.
[0079] Во время анализа (2) оценивалась герметичность по отношению к внутреннему давлению. Как показано на ФИГ. 11, сравнение значений максимального контактного давления во время нагрузки внутренним давлением для моделей 1, 13 и 17, которые отличались только внешним диаметром соединительной детали, показывает, что модели 1 и 13 имели большее максимальное контактное давление и поэтому обладали лучшей герметичностью по отношению к внутреннему давлению, чем модель 17.
[0080] Во время анализа (3) оценивалась герметичность по отношению к внешнему давлению. Как показано на ФИГ. 12, для моделей с одинаковым положением Ls точки уплотнения и одинаковым внешним диаметром соединительной детали (C/P OD), значения максимального контактного давления во время нагрузки внешним давлением были отображены на графике, что показывает, что модели 6, 8, 10, 11, 15 и 16, в которых длина Lm цилиндрической внутренней механически обработанной поверхности была больше длины L выступа ниппеля (= 15 мм), обладали меньшей герметичностью по отношению к внешнему давлению.
[0081] Результатом рассмотрения обоих анализов (1) и (3) является то, что каждая модель 1, 4, 7, 9, 13 и 14, обеспечивала достаточный угол изгиба, образуемый за счет величины натяга уплотнения, как показано на ФИГ. 13, и имела высокое максимальное контактное давление во время нагрузки внешним давлением, и таким образом обладала хорошим сопротивлением задирному износу и герметичностью по отношению к внешнему давлению. Кроме того, результаты анализа (2) показывают хорошую герметичность по отношению к внутреннему давлению, если tb/tp > 1,6.
[0082] Результаты показывают, что модели 1, 4, 7, 9, 13 и 14 обладали большим сопротивлением задирному износу и лучшей герметичностью по отношению к внутреннему давлению и внешнему давлению, чем другие модели.
СПИСОК ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
[0083] 1: резьбовое соединение
2: стальная труба
10: ниппель
11: выступ ниппеля
12: наружная резьба
13: металлическое уплотнение ниппеля
14: цилиндрическая внутренняя механически обработанная поверхность
15: поверхность разъединения
16: конусная поверхность уплотнения ниппеля
17: скругленная поверхность уплотнения ниппеля
18: внутренняя периферийная поверхность стальной трубы
19: упор ниппеля
20: муфта
21: внутренняя резьба
22: металлическое уплотнение муфты
23: конусная поверхность уплотнения муфты
27: скругленная поверхность уплотнения муфты
29: упор муфты
ΔS: величина натяга уплотнения
SP: граница (точка уплотнения)
L: длина выступа ниппеля
Lm: расстояние между концом ниппеля и конечной точкой цилиндрической внутренней механически обработанной поверхности
Ls: расстояние между концом ниппеля и точкой уплотнения
tb: толщина стенки муфты при измерении в точке уплотнения
tp: толщина стенки ниппеля при измерении в точке уплотнения.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ СТАЛЬНЫХ ТРУБ | 2019 |
|
RU2764606C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ СТАЛЬНЫХ ТРУБ | 2019 |
|
RU2768626C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ | 2018 |
|
RU2718867C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ СТАЛЬНЫХ ТРУБ | 2014 |
|
RU2642922C2 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ СТАЛЬНОЙ ТРУБЫ | 2017 |
|
RU2702315C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ ТРУБ | 2012 |
|
RU2541363C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ ТРУБ | 2012 |
|
RU2562835C1 |
| КОНСТРУКЦИЯ БУРИЛЬНОЙ ТРУБЫ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2564324C1 |
| РЕЗЬБОВОЕ ТРУБНОЕ СОЕДИНЕНИЕ | 2015 |
|
RU2604461C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ С УПЛОТНЕНИЕМ, ВЫДЕРЖИВАЮЩИМ ПОВЫШЕННОЕ ДАВЛЕНИЕ | 2008 |
|
RU2452888C2 |
Изобретение относится к резьбовому соединению с хорошей герметичностью по отношению к внутреннему и внешнему давлению, при этом предотвращающее задиры. Резьбовое соединение 1 содержит ниппель 10 и муфту 20. Ниппель 10 содержит выступ 11 ниппеля, металлическое уплотнение 13 ниппеля и цилиндрическую внутреннюю механически обработанную поверхность 14. Металлическое уплотнение 13 ниппеля содержит конусную поверхность 16 уплотнения ниппеля и скругленную поверхность 17 уплотнения ниппеля. Муфта 20 содержит металлическое уплотнение 22 муфты, параллельное конусной поверхности 16 уплотнения ниппеля. Металлическое уплотнение 13 ниппеля герметично контактирует с металлическим уплотнением 22 муфты в точке уплотнения SP. Резьбовое соединение удовлетворяет следующим выражениям (1) и (2): L>Lm>Ls (1) и tb/tp>1,6 (2), где L представляет собой длину выступа 11 ниппеля; Lm представляет собой расстояние между концом AP ниппеля и конечной точкой цилиндрической внутренней механически обработанной поверхности 14; Ls представляет собой расстояние между концом AP ниппеля 10 и точкой уплотнения SP; tb представляет собой толщину стенки муфты 20 при измерении в точке уплотнения SP, когда соединение свинчено; и tp представляет собой толщину стенки ниппеля 10 при измерении в точке уплотнения SP. 2 н. и 6 з.п. ф-лы, 13 ил., 1 табл.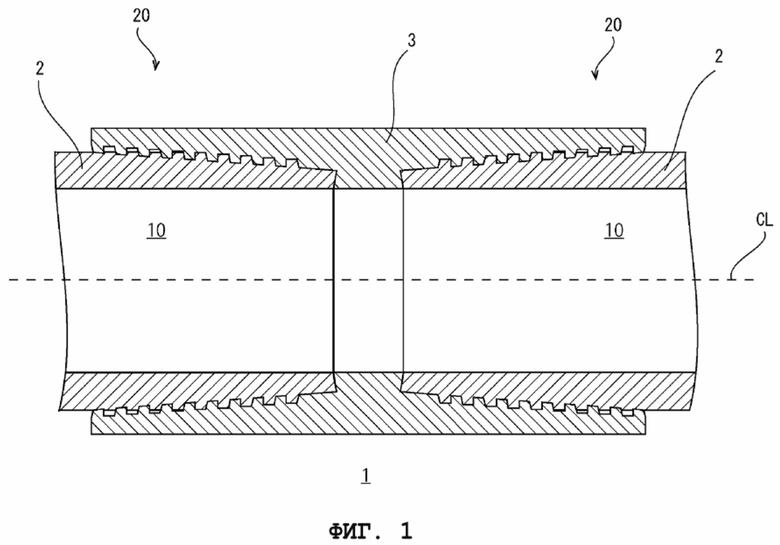
1. Резьбовое соединение для соединения двух стальных труб, содержащее:
трубчатый ниппель, формируемый концевым участком одной из стальных труб; и
трубчатую муфту, ниппель вставляется в муфту таким образом, чтобы муфта и ниппель были свинчены,
ниппель, содержащий:
выступ ниппеля, формируемый концевым участком ниппеля;
наружную резьбу, предусмотренную на внешней периферии ниппеля и расположенную дальше от конца ниппеля, чем располагается выступ ниппеля;
металлическое уплотнение ниппеля, предусмотренное на наружной периферии выступа ниппеля;
цилиндрическую внутреннюю механически обработанную поверхность, предусмотренную на внутренней периферии выступа ниппеля, и расположенную в пределах предварительно заданного диапазона от конца ниппеля, цилиндрическая внутренняя механически обработанная поверхность параллельна оси стальных труб на виде в продольном сечении и имеет диаметр больше, чем внутренний диаметр упомянутой одной стальной трубы; и
поверхность разъединения, предусмотренную на внутренней периферии выступа ниппеля и расположенную между цилиндрической внутренней механически обработанной поверхностью и внутренней периферической поверхностью упомянутой одной стальной трубы, поверхность разъединения соединена с цилиндрической внутренней механически обработанной поверхностью и внутренней периферической поверхностью упомянутой одной стальной трубы,
металлическое уплотнение ниппеля, содержащее:
уклонную конусную поверхность уплотнения ниппеля, имеющую диаметр, постепенно уменьшающийся в направлении конца ниппеля; и
скругленную поверхность уплотнения ниппеля, плавно соединенную с конусной поверхностью уплотнения ниппеля и изогнутую наружу на виде в продольном сечении,
муфту, содержащую:
внутреннюю резьбу, соответствующую наружной резьбе и предусмотренную на внутренней периферии муфты; и
металлическое уплотнение муфты, расположенное напротив металлического уплотнения ниппеля и предусмотренное на внутренней периферии муфты,
металлическое уплотнение муфты, содержащее уклонную конусную поверхность уплотнения муфты, расположенную напротив конусной поверхности уплотнения ниппеля и предусмотренную на внутренней периферии муфты, конусная поверхность уплотнения муфты параллельна конусной поверхности уплотнения ниппеля и имеет диаметр меньше, чем конусная поверхность уплотнения ниппеля, на предварительно заданную величину натяга уплотнения до свинчивания,
причем металлическое уплотнение ниппеля герметично контактирует с металлическим уплотнением муфты на границе между конусной поверхностью уплотнения ниппеля и скругленной поверхностью уплотнения ниппеля по завершении свинчивания, и
резьбовое соединение удовлетворяет следующим выражениям (1) и (2):
L>Lm>Ls (1) и
tb/tp>1,6 (2),
где в выражении (1) L представляет собой длину выступа ниппеля при измерении вдоль оси стальной трубы,
Lm представляет собой расстояние между концом ниппеля и конечной точкой цилиндрической внутренней механически обработанной поверхности при измерении в осевом направлении стальной трубы,
Ls представляет собой расстояние между концом ниппеля и границей при измерении в осевом направлении стальной трубы,
в выражении (2) tb представляет собой толщину стенки муфты при измерении в месте, в котором муфта контактирует с границей по завершении свинчивания, и
tp представляет собой толщину стенки ниппеля при измерении на границе.
2. Резьбовое соединение для соединения двух стальных труб, содержащее:
трубчатый ниппель, формируемый концевым участком одной из стальных труб; и
трубчатую муфту, ниппель вставляется в муфту таким образом, чтобы муфта и ниппель были свинчены,
ниппель, содержащий:
выступ ниппеля, формируемый концевым участком ниппеля;
наружную резьбу, предусмотренную на внешней периферии ниппеля и расположенную дальше от конца ниппеля, чем располагается выступ ниппеля;
металлическое уплотнение ниппеля, предусмотренное на наружной периферии выступа ниппеля;
цилиндрическую внутреннюю механически обработанную поверхность, предусмотренную на внутренней периферии выступа ниппеля, расположенную в пределах предварительно заданного диапазона от конца ниппеля, цилиндрическая внутренняя механически обработанная поверхность параллельна оси стальных труб на виде в продольном сечении и имеет диаметр больше, чем внутренний диаметр упомянутой одной стальной трубы; и
поверхность разъединения, предусмотренную на внутренней периферии выступа ниппеля, расположенную между цилиндрической внутренней механически обработанной поверхностью и внутренней периферической поверхностью упомянутой одной стальной трубы, поверхность разъединения соединена с цилиндрической внутренней механически обработанной поверхностью и внутренней периферической поверхностью упомянутой одной стальной трубы,
металлическое уплотнение ниппеля, содержащее уклонную конусную поверхность уплотнения ниппеля, имеющую диаметр, постепенно уменьшающийся в направлении конца ниппеля,
муфту, содержащую:
внутреннюю резьбу, соответствующую наружной резьбе и предусмотренную на внутренней периферии муфты; и
металлическое уплотнение муфты, расположенное напротив металлического уплотнения ниппеля и предусмотренное на внутренней периферии муфты,
металлическое уплотнение муфты, содержащее:
уклонную конусную поверхность уплотнения муфты, расположенную напротив конусной поверхности уплотнения ниппеля и предусмотренную на внутренней периферии муфты, конусная поверхность уплотнения муфты параллельна конусной поверхности уплотнения ниппеля и имеет диаметр меньше, чем конусная поверхность уплотнения ниппеля, на предварительно заданную величину натяга уплотнения до свинчивания; и
скругленную поверхность уплотнения муфты, плавно соединенную с конусной поверхностью уплотнения муфты и изогнутую внутрь на виде в продольном сечении,
причем металлическое уплотнение ниппеля герметично контактирует с металлическим уплотнением муфты на границе между конусной поверхностью уплотнения муфты и скругленной поверхностью уплотнения муфты по завершении свинчивания, и
резьбовое соединение удовлетворяет следующим выражениям (1) и (2):
L>Lm>Ls (1) и
tb/tp>1,6 (2),
где в выражении (1) L представляет собой длину выступа ниппеля при измерении вдоль оси стальной трубы,
Lm представляет собой расстояние между концом ниппеля и конечной точкой цилиндрической внутренней механически обработанной поверхности при измерении в осевом направлении стальной трубы,
Ls представляет собой расстояние между концом ниппеля и местом, в котором ниппель контактирует с границей по завершении свинчивания, при измерении вдоль оси стальной трубы,
в выражении (2) tb представляет собой толщину стенки муфты при измерении на границе, и
tp представляет собой толщину стенки ниппеля при измерении в месте, в котором ниппель контактирует с границей по завершении свинчивания.
3. Резьбовое соединение по п.1 или 2, причем резьбовое соединение удовлетворяет следующему выражению (3):
Lm>Lp (3),
где в выражении (3) Lp представляет собой расстояние между концом ниппеля и концом металлического уплотнения ниппеля ближе к наружной резьбе при измерении в осевом направлении стальной трубы.
4. Резьбовое соединение по любому из пп.1-3, в котором ниппель дополнительно содержит упор ниппеля, формируемый концевой поверхностью выступа ниппеля, и
муфта дополнительно содержит упор муфты, расположенный напротив упора ниппеля и контактирующий с упором ниппеля во время свинчивания.
5. Резьбовое соединение по любому из пп.1-4, в котором как конусная поверхность уплотнения ниппеля, так и конусная поверхность уплотнения муфты имеет угол конусности 1-22 градуса перед свинчиванием.
6. Резьбовое соединение по любому из пп.1-5, в котором скругленная поверхность уплотнения ниппеля или скругленная поверхность уплотнения муфты имеет радиус изгиба не более 80 мм перед свинчиванием.
7. Резьбовое соединение по любому из пп.1-6, в котором поверхность разъединения имеет конусную форму.
8. Резьбовое соединение по п.7, в котором поверхность разъединения имеет угол конусности 5-30 градусов перед свинчиванием.
| WO 2012118167 A1, 07.09.2012 | |||
| WO 2005121622 A1, 22.12.2005 | |||
| JP 2012506000 A, 08.03.2012 | |||
| JP 2005351324 A, 22.12.2005 | |||
| JP 2006526747 A, 24.11.2006 | |||
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ СТАЛЬНЫХ ТРУБ | 2008 |
|
RU2439416C1 |

