Изобретение относится к втулке, предусмотренной для монтажа на валу вращающейся машины для создания внутренней поверхности гидростатического или гидродинамического подшипника.
Известны преимущества подшипников с водяной смазкой относительно подшипников с масляной смазкой, в частности, в аспекте загрязнения. Действительно, функционирование и эксплуатация подшипника с масляной смазкой неизбежно сопровождаются выбросом в окружающую среду части использованного масла.
В то же время изготовление подшипника с водяной смазкой является особенно актуальным. Радиальный зазор между внутренними и наружными поверхностями подшипника небольшой, порядка 0,1 мм, что требует, в частности, чтобы внутренняя поверхность подшипника была обработана с допуском меньшим или равным 0,05 мм, предпочтительно 0,03 мм. Имеющиеся в настоящее время лучшие инструменты позволяют получить такую точность обработки.
Кроме того, существует необходимость повышения уровня существующих машин путем замены их подшипников с масляной смазкой на подшипники с водяной смазкой.
В настоящее время это повышение уровня состоит в том, чтобы выправить поверхность вала путем создания внутренней поверхности подшипника, перейдя от допуска, требуемого для подшипника с масляной смазкой (как правило, 0,5 мм), к допуску, требуемому для подшипника с водяной смазкой (как правило, 0,05 мм). Для этого необходимо демонтировать вал машины, чтобы доставить его с места эксплуатации машины на завод, чтобы выправить поверхность соответствующим инструментом. Затем, после операции правки, вал переправляют с завода на место эксплуатации, предварительно вновь устанавливают, прежде чем машина сможет приступить к работе.
Кроме рисков, связанных с транспортировкой вала, и проблем, связанных с монтажом и повторной установкой вала, время, в течение которого машина не работает, оказывается особенно продолжительным (порядка нескольких месяцев). Это представляет большие издержки для владельца, что зачастую удерживает его от этой операции по повышению уровня.
Чтобы снизить мертвое для эксплуатации время, патентный документ FR-А-2938616 предлагает втулку, которая может быть смонтирована на вал, предпочтительно на месте сборки, таким образом, что радиальная наружная поверхность втулки образует внутреннюю поверхность подшипника.
Впрочем механические напряжения вследствие затягивания такой втулки приводят к деформированию геометрии наружной поверхности втулки, так что допуск на механическую обработку наружной поверхности втулки, изготовленной на заводе, будет потерян. Более того, поскольку вал обрабатывают с допуском, требуемым для подшипника с масляной смазкой, то после затягивания втулки на поверхности вала допуск на наружную поверхность смонтированной втулки соответствует допуску на поверхность вала, то есть составляет 0,5 мм.
Следовательно, задача изобретения состоит в решении вышеназванной проблемы, в частности в разработке втулки и способа монтажа этой втулки, которые позволяют сохранить допуск на механическую обработку наружной поверхности втулки.
Поэтому предметом изобретения является втулка, предусмотренная для монтажа на валу вращающейся машины для создания внутренней поверхности гидростатического или гидродинамического подшипника, отличающаяся тем, что содержит:
- цилиндр, который, для возможности монтажа вокруг вала, состоит из нескольких деталей, собранных друг с другом сборочными средствами, способными осуществить сборку без деформации наружной поверхности цилиндра;
- кольцо, наружная поверхность которого образует внутреннюю поверхность подшипника и которое для фиксации на наружной стенке цилиндра состоит из нескольких элементов, зафиксированных на цилиндре средствами крепления, способными сохранить допуск на механическую обработку указанной наружной поверхности кольца.
Согласно предпочтительному, но необязательному аспекту изобретения втулка, такая как упомянутая выше, может содержать один или несколько следующих признаков, взятых в любой из технически возможных комбинаций:
- Цилиндр оснащен регулировочными средствами, состоящими предпочтительно из множества барашковых винтов, расположенных радиально и способных упираться с контактом на вал, чтобы обеспечить балансировку сборочного узла, образованного валом и цилиндром, постоянно поддерживая интервал между валом и цилиндром.
- Цилиндр состоит из первой детали и второй детали, причем каждая деталь имеет полукруглую форму.
- Наружная поверхность цилиндра содержит кольцевой поясок, радиально простирающийся наружу, и кольцо содержит кольцевую канавку, составляющую подогнанное под поясок гнездо для его приема при фиксации кольца на цилиндре.
- Поясок содержит множество сквозных осевых каналов, и кольцо содержит множество осевых каналов, которые соединяют поперечную торцевую поверхность и канавку кольца, причем указанные средства крепления содержат множество конических штифтов, причем каждый штифт подогнан, чтобы быть вставлен в канал, образованный совмещением осевого канала кольца с осевым каналом пояска цилиндра.
- Наружная поверхность кольца образована, по меньшей мере частично в осевом направлении, слоем из керамического материала.
- Кольцо состоит из первого элемента и второго элемента, причем каждый элемент имеет полукруглую форму.
- Смонтированный гребень, затянутый на валу и прочно соединенный с поперечной торцевой поверхностью цилиндра соединительными средствами, состоящими предпочтительно из множества ступенчатых штифтов.
- Средства крепления содержат, кроме того, множество радиальных винтов, причем каждый винт вставлен в радиально ориентированное, образованное на краю кольца отверстие и ввинчен в радиально ориентированную, выполненную в цилиндре резьбовую расточку.
- Допуск на механическую обработку наружной поверхности кольца составляет 0,05 мм, предпочтительно 0,04 мм и более предпочтительно 0,03 мм.
Объектом изобретения является также сборочный узел, образованный валом и втулкой, отличающийся тем, что втулка соответствует предыдущей втулке, причем втулка неразрывно соединена с валом уравнивающим слоем, выполненным из материала-уравнителя, подогнанного и расположенного в интервале между валом и цилиндром.
Согласно предпочтительному, но необязательному аспекту изобретения сборочный узел, такой как упомянут выше, может включать один или несколько следующих признаков, взятых в любой из технически возможных комбинаций:
- материал-уравнитель представляет собой жидкотекучую смолу без усадки, предпочтительно эпоксидную смолу.
Объектом изобретения является также способ монтажа втулки, соответствующей предыдущей втулке, на валу вращающейся машины для создания внутренней поверхности гидростатического или гидродинамического подшипника, отличающийся тем, что содержит этапы, состоящие в том, чтобы:
- смонтировать цилиндр втулки вокруг вала путем сборки различных составляющих цилиндр деталей;
- прочно соединить цилиндр с валом за счет выполнения выравнивающего слоя между цилиндром и валом;
- смонтировать кольцо на цилиндре путем фиксации на цилиндре различных составляющих кольцо элементов.
Согласно предпочтительному, но не обязательному аспекту изобретения способ может включать один или несколько следующих признаков, взятых в любой из технически возможных комбинаций:
- за этапом монтажа цилиндра следует этап регулирования, состоящий из балансировки сборочного узла, образованного валом и цилиндром.
- Этап неразрывного соединения состоит во впрыскивании жидкой и без усадки смолы в интервал между цилиндром и валом и ожидании, пока смола высохнет.
Изобретение в дальнейшем поясняется описанием вариантов осуществления втулки, сборочного узла и способа согласно изобретению, приведенного со ссылкой на прилагаемые чертежи, на которых:
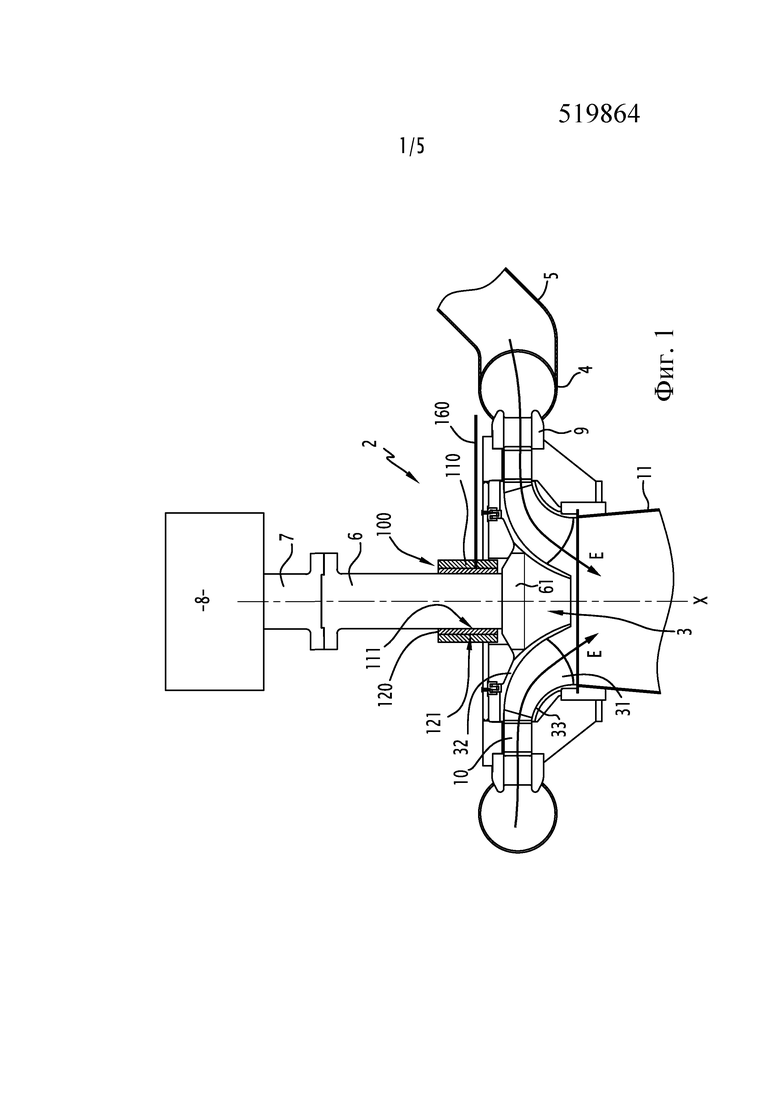
Фиг. 1 изображает вращающуюся машину в целом, содержащую втулку согласно изобретению, смонтированную на валу;
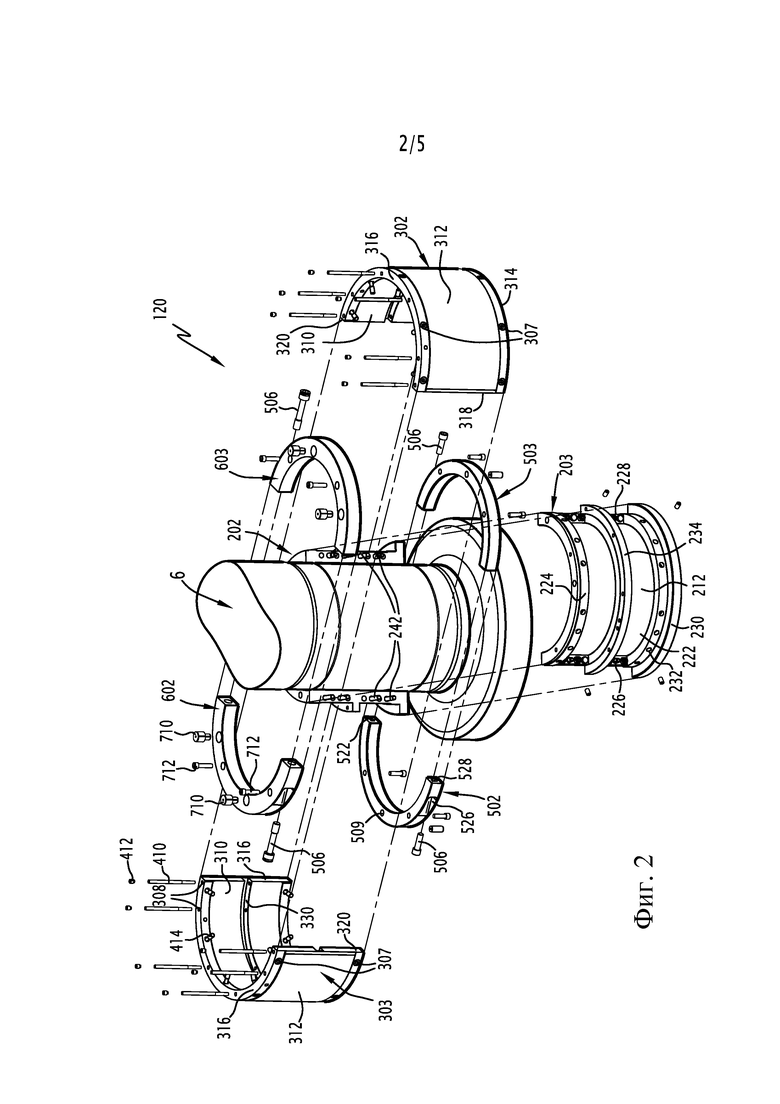
Фиг. 2 - изображение в изометрии с пространственным разделением деталей втулки согласно изобретению;
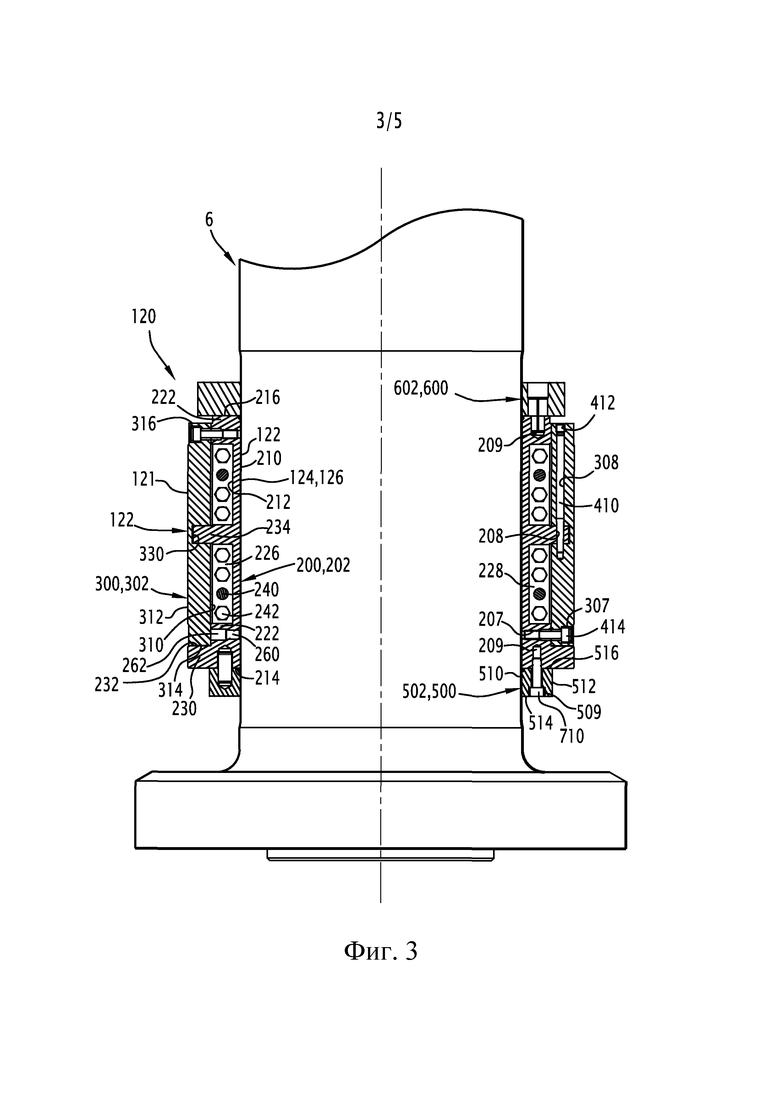
Фиг. 3 - разрез в осевой плоскости сборочного узла, состоящего из втулки и вала;
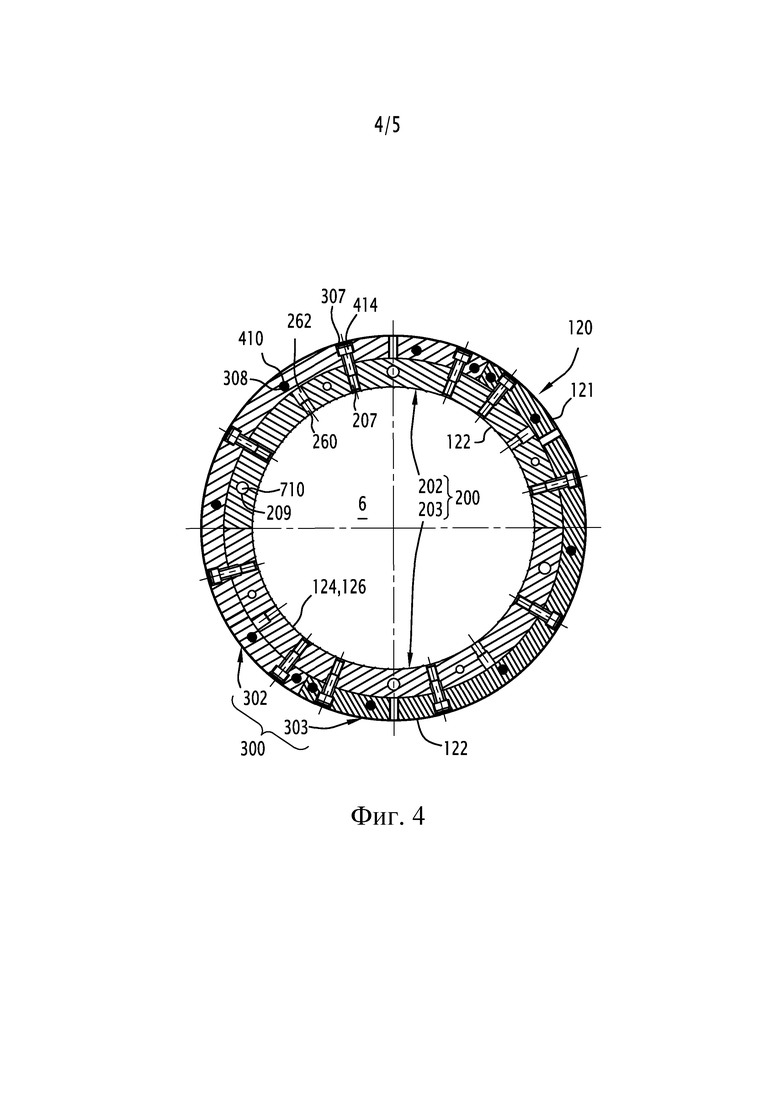
Фиг. 4 - поперечный разрез сборочного узла, состоящего из втулки и вала; и
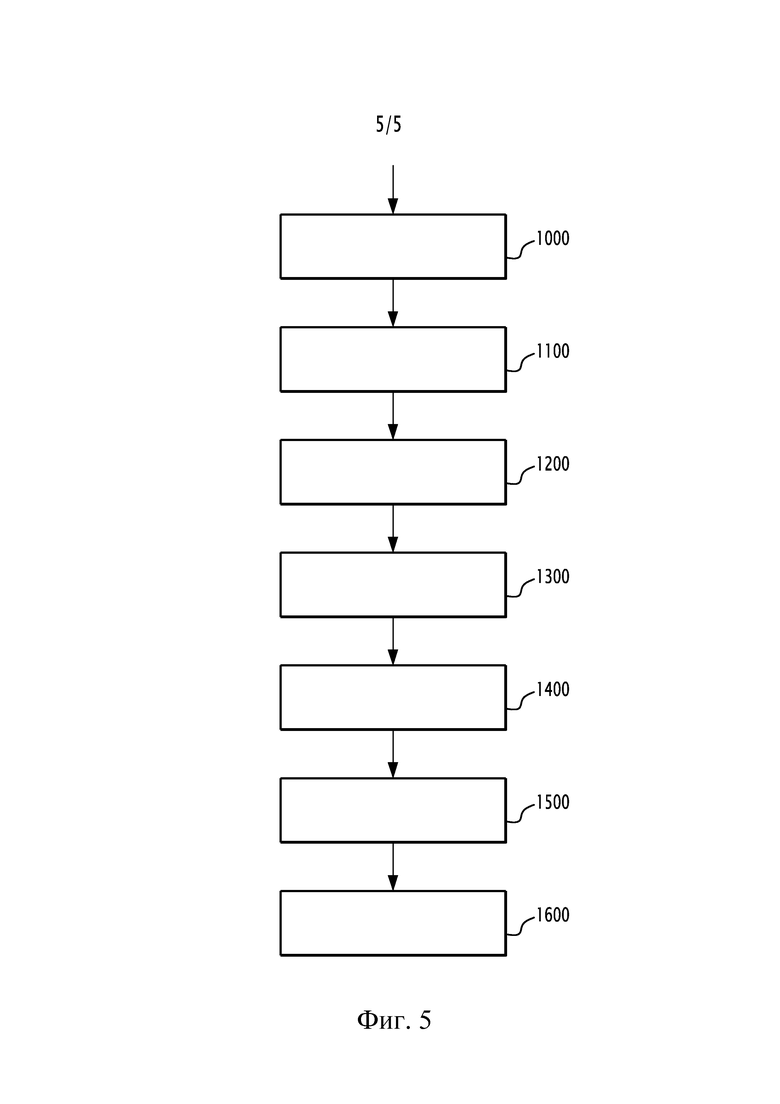
Фиг. 5 - блок-схема способа монтажа втулки на валу.
Установка 1, представленная на фиг. 1, содержит турбину Френсис 2, колесо которой питается из спиральной камеры 4, в которую выходит турбинный водовод 5.
Турбина 2 содержит также вал 6, на который насажено колесо 3 и который вращается вместе с ней вокруг оси Х6, которая в данной форме осуществления вертикальная, притом что эта ось является также продольной осью вала 6. Вал 6 связан воедино во вращении также с другим валом 7, составляющим приводной орган генератора переменного тока 8.
Между спиральной камерой 4 и колесом 3 расположен ряд статорных колонн 9 и лопаток 10 направляющего аппарата, функция которых состоит в том, чтобы направлять течение Е, исходящее из турбинного водовода 5 спиральной камеры 4 и призванное проходить через колесо 3 в направлении всасывающего трубопровода 11.
Колесо 3 содержит лопатки 31, которые простираются между крышкой 32 и наружным ободом 33 рабочего колеса.
Колесо 3 закреплено на нижнем конце 61 вала 6, называемом иногда «ножкой вала». Ножка вала 61 может иметь моноблочную конструкцию с остальной частью вала 6 или быть связанной с ней. Монтаж колеса 3 на ножке вала 61 осуществляется известными средствами, такими как непоказанные винты.
Гидростатический подшипник 100 образован вокруг вала 6, выше ножки вала 61, чтобы воспринимать усилия, которые испытывает вал 6 в ходе вращения подвижных частей 3 и 6 турбины 2 вокруг оси Х6.
Как вариант, подшипник 100 может быть гидродинамическим подшипником.
Этот подшипник 100 расположен между неподвижной арматурой 110 и прочно соединенной с валом 6 втулкой 120. Арматура 110 неподвижна в том смысле, что она не поворачивается вокруг оси Х6, когда поворачиваются колесо 3 и вал 6. То есть арматура неподвижна относительно структуры турбины 2, которая включает, как известно, элементы 4 и 5.
Подшипник 100 ограничен между радиальной внутренней поверхностью 111 арматуры 110 и радиальной наружной поверхностью 121 втулки 120, обе эти поверхности цилиндрические, круглые и центруются по оси Х6 в смонтированной конфигурации 2.
Линия питания 160 позволяет питать чистой водой под давлением соответствующий зазор в подшипнике 100 между поверхностями 111 и 121, посредством арматуры 110.
Учитывая вращательное движение между поверхностью 121 и поверхностью 111, важно чтобы поверхность 121 была максимально непрерывной и без шероховатостей или неровностей.
Структура втулки 120 показана на фиг. 2-4.
Втулка выполнена из композитного материала. Она содержит цилиндр 200, который расположен радиально с внутренней стороны втулки 120 и окружает вал 6, кольцо 300, которое расположено радиально с наружной стороны втулки 120, и окружает цилиндр 200, средства крепления кольца 300 на цилиндре 200 и, с обеих сторон цилиндра 200, нижний 500 и верхний 600 гребни, а также соединительные средства гребней 500 и 600 на цилиндре 200.
Цилиндр 200, с целью монтажа вокруг вала 6, содержит первую деталь 202 и вторую деталь 203. Обе детали 202 и 203 идентичны между собой и собраны друг с другом при помощи сборочных средств.
Деталь 202 имеет полукруглую форму. Она содержит радиальную внутреннюю поверхность 210, наружную поверхность 212, поперечные плоские нижнюю 214 и верхнюю 216 торцевые стороны, которые связывают поверхности 210 и 212 по поперечной плоскости с осью Х6, и плоские первый и второй участки 218 и 220, которые связывают поверхности 210 и 212 по осевой плоскости, содержащей ось Х6.
Контур наружной поверхности 212 детали 202 имеет реборды, выступающие радиально наружу: кольцевые реборды, нижнюю 222 и верхнюю 224, и прямолинейные первую и вторую реборды 226 и 228 (фиг. 3).
Нижняя кольцевая реборда 222 содержит кольцевой фланец 230, радиально выступающий наружу, так что образует вместе с ребордой 222 поддерживающий заплечик 232 кольца 300.
Первый участок 218, соответственно второй участок 220, образован на первой реборде 226, второй реборде 228, тогда как нижняя поперечная торцевая сторона 214, соответственно верхняя поперечная торцевая сторона 216, образована на фланце 230, верхней реборде 221.
На полувысоте наружная поверхность 212 содержит поясок 234, радиально выступающий наружу. Он простирается радиально за реборды 222-224, но не выходит за фланец 230.
Одинаковым образом вторая деталь 203 ограничена между радиальной внутренней поверхностью 211, наружной поверхностью 213, нижней и верхней поперечными торцевыми поверхностями 215 и 217 и первым и вторым участками 219 и 221 (фиг. 2). Наружная поверхность 213 содержит нижнюю и верхнюю кольцевые реборды 223 и 225 и первую и вторую прямолинейные реборды 227 и 229. Наружная поверхность 213 содержит также фланец 230 и поясок 235.
В собранном положении двух деталей 202 и 203 первый участок 218 первой детали 202 упирается на второй участок 221 второй детали 203, тогда как второй участок 220 первой детали 202 упирается на первый участок 219 второй детали 203.
Каждая прямолинейная реборда 226-229 содержит множество сквозных отверстий 240, ортогонально выходящих на соответствующий участок. Каждое отверстие первого участка одной детали совместимо с соответствующим отверстием второго участка другой детали.
Первая и вторая детали 202 и 203 собраны друг с другом болтами 242. Каждый болт вставляют в отверстие одной детали и в соответствующее отверстие другой детали, затем затягиваются, чтобы расположенные по две напротив друг друга прямолинейные реборды наложить одна на другую.
Такие сборочные средства позволяют соединить обе детали 202 и 203 без деформации их геометрии.
После завершения сборки двух деталей 202 и 203 соединение внутренних поверхностей 210 и 211 образует внутреннюю поверхность 122 втулки 120. Поверхности 210 и 211 имеют, каждая из них, радиус, который несколько превышает радиус вала 6, по меньшей мере в части вала 6, вокруг которой монтируют втулку 120. Более точно, радиус поверхности 210, соответственно 211, равен радиусу вала 6, увеличенному на определенный зазор, равный предпочтительно 1 мм. Этот зазор превышает допуск 0,5 мм на радиус наружной поверхности вала 6, так что позволяет гарантировать наличие интервала 124 между внутренней поверхностью 122 втулки 120 и валом 6.
Этот интервал 124 заполнен уравнивающим слоем 126, который позволяет неразрывно соединить цилиндр 200 на валу 6. Слой 126 выполнен смолой-уравнителем, предпочтительно эпоксидной смолой, которая связывает цилиндр с валом, так чтобы воспринимать радиальные усилия, притом что тангенциальные усилия воспринимают гребни 500 и 600.
Цилиндр 200 снабжен регулировочными средствами, состоящими из множества барашковых винтов 260, установленных в соответствующие резьбовые, радиальные и осевые, отверстия 262, предусмотренные в нижних и верхних ребордах 222-225 деталей 202 и 203. При затяжке одного барашкового винта дистальный конец винта входит в контакт с валом 6, так что по ответной реакции положение оси цилиндра 200 изменяется относительно оси Х6 вала 6. Регулировка различных барашковых винтов 260 позволяет, при монтаже цилиндра 200 на валу 6, сбалансировать сборочный узел, образованный валом 6 и цилиндром 200, чтобы избежать любое явление нарушения равновесия вокруг оси Х6, постоянно поддерживая интервал 124 между валом 6 и цилиндром 200.
Для фиксации кольца 300 на цилиндре 200 нижняя и верхняя реборды 222-225 деталей 202 и 203 снабжены на цилиндре 200 резьбовыми расточками 207, радиальными и глухими, предусмотренными для взаимодействия с радиальными винтами фиксации кольца 300, как это будет описано ниже.
Более того, пояски 234 и 235 деталей 202 и 203 содержат множество каналов 208, осевых и сквозных, равномерно размещенных кольцами. Они предусмотрены для приема конических крепежных штифтов кольца 300 на цилиндре 200, как это будет описано ниже.
Кольцо 300, чтобы оно могло быть легко смонтировано на наружных поверхностях 212 и 213 цилиндра 200, содержит первый элемент 302 и второй элемент 303, зафиксированные на цилиндре 200 благодаря средствам крепления.
Элемент 302 имеет полукруглую форму. Он содержит внутреннюю поверхность 310, радиальную наружную поверхность 312, плоские поперечные, нижние и верхние торцевые стороны 314, 316, соединяющие поверхности 310 и 312 в поперечной плоскости, и плоские первый и второй участки 318 и 320, которые соединяют поверхности 310 и 312 по осевой плоскости.
Одинаковым образом, элемент 303 ограничен между внутренней поверхностью 311, радиальной наружной поверхностью 313, поперечными нижней и верхней торцевыми поверхностями 315, 317 и первым и вторым участками 319 и 321.
Предпочтительно, наружные поверхности 312 и 313 элементов 302 и 303 содержат нижний и верхний края 323 и 325 и среднюю часть 324. Эта последняя образована слоем керамического материала в форме утолщения, который механически обработан, при этом кольцо 300 монтируют на цилиндре 200 таким образом, что в средней части радиусы наружных поверхностей 312 и 313 имеют допуск, требуемый для создания внутренней поверхности подшипника с водяной смазкой.
После фиксации обоих элементов 302 и 303 на цилиндре 200, так чтобы создать кольцо 300, соединение наружных поверхностей 312 и 313 образует радиальную наружную поверхность 121 втулки 120. Размеры элементов 302 и 303 подогнаны таким образом, что наружные поверхности 312 и 313 соприкасаются друг с другом на уровне соединения между первым и вторым элементами 302 и 303 и образуют по существу непрерывную поверхность.
На полувысоте внутренняя поверхность 310, соответственно 311, элемента 302, 303 содержит кольцевую канавку 330, 331, осевые размеры которой подогнаны для приема пояска 234, 235.
Элемент 302, соответственно 303, содержит множество осевых каналов 308, которые простираются от верхней торцевой стороны 316, 317 до нижней части элемента 302, 303, проходя через канавку 330. 331. В зафиксированном положении кольца 300 на цилиндре 200 каждый канал 308 кольца точно совмещен с соответствующим каналом 208 пояска 234, 235 цилиндра (фиг. 3).
Более того, нижний и верхний края наружной поверхности 312, соответственно 313, элемента 302, 303 оснащены радиальными и сквозными отверстиями 307 и содержат внутренний заплечик, способный принять винт с головкой для фиксации элемента 302, 303 на цилиндре. В зафиксированном положении кольца на цилиндре каждое отверстие 307 точно совпадает с резьбовой расточкой 207 (фиг. 4).
Для фиксации кольца на цилиндре средства крепления содержат средства осевого крепления и средства радиального крепления.
Средства осевого крепления образованы коническими штифтами 410, заостренными и введенными в каналы, образованные соответственно каналом 308 кольца 300 и соответствующим каналом 208 цилиндра 200. Эти конические штифты 410 имеют геометрию, подогнанную для обеспечения фиксации без зазора, а также без напряжения кольца 300 на цилиндре 200. В этом положении их удерживают стопорные винты 412, завинченные в верхней части канала 308, расположенной вблизи от верхней торцевой стороны 316, 317 кольца.
Радиальные средства крепления образованы радиальными винтами 415 с шестигранной головкой, вставленными через отверстия 307 кольца 300 и завинченными в резьбовых расточках 207 цилиндра 200. Винтовая головка подпирает заплечик отверстия таким образом, чтобы кольцо 300 радиально прилегало к цилиндру 200.
Таким образом, используя эти средства крепления, радиус наружной поверхности 121 втулки 120 сохраняет после монтажа допуск, который был задан ей при механической обработке.
Нижний гребень 500, чтобы его можно было легко установить вокруг вала 6, состоит из первого отрезка 502 и второго отрезка 503, которые соединены вокруг вала 6.
Отрезок 502 имеет полукруглую форму и содержит радиальную внутреннюю поверхность 510 и радиальную наружную поверхность 512, плоские поперечные нижнюю 514 и верхнюю 516 торцевые стороны, которые связывают поверхности 510 и 512 по поперечной плоскости, и плоские первый и второй участки 518 и 520, которые связывают поверхности 510 и 512 по осевой плоскости.
Одинаковым образом отрезок 503 имеет полукруглую форму и содержит радиальную внутреннюю поверхность 511, радиальную наружную поверхность 513, плоские поперечные нижнюю 515 и верхнюю 517 торцевые стороны и плоские первый и второй участки 519 и 521.
Внутренние поверхности 510 и 511 имеют одинаковый радиус или несколько меньший, чем радиус вала 6, по меньшей мере в части, вокруг которой монтируют втулку 120.
Каждый отрезок 502, соответственно 503, снабжен резьбовой расточкой 522, которая ортогонально выходит на его второй участок 520, 521.
Кроме того, наружная поверхность 512, соответственно 513, каждого отрезка 502, 503 содержит канавку 526, дно которой пересекает отверстие 528, которое выходит ортогонально на первый участок 518, 519 отрезка 502, 503.
Шпильку 506 тангенциальной подводкой вставляют внутрь канавки 526 и через отверстие 528 первого участка одного отрезка с тем, чтобы ее стержень завинтить в резьбовой расточке 522 во второй части другого отрезка. Подогнанное завинчивание позволяет затянуть гребень на валу 6, чтобы избежать относительного движения между втулкой и валом. Это затягивание достаточно для восприятия тангенциальных усилий и, в частности, момента заедания в случае аварии на подшипнике.
Нижний гребень 500 содержит также множество осевых и сквозных отверстий 509, соединяющих торцы нижний 514, 515 и верхний 516, 517 гребня 500. Предусмотрено, чтобы каждое отверстие 509 точно совпадало с одним из отверстий 209, которыми снабжен нижний торец 214, 215 цилиндра 200, к которому прилегает нижний гребень 500.
Соединительные средства состоят из множества ступенчатых штифтов 710. Каждый штифт 710 помещен в отверстие 509 так, чтобы он выступал в соответствующее отверстие 209. Размеры штифтов 710 рассчитаны таким образом, что позволяют воспринимать усилия между цилиндром 200 и гребнем 500.
Аналогичное описание может быть сделано для представления структуры верхнего гребня 600.
Для монтажа втулки 120 предусмотрен следующий способ.
На предварительном этапе 1000 механической обработки наружной поверхности 121 втулки 120, во время монтажа кольца 300 на цилиндр 200, механически обрабатывают керамический слой, составляющий среднюю часть наружных поверхностей 312 и 313 элементов 302 и 303, образующих кольцо. Полученная наружная поверхность 121 имеет радиус, отличающийся тем, что его допуск меньше или равен допуску, требуемому для внутренней поверхности подшипника с водяной смазкой.
При замене in situ подшипника с масляной смазкой на подшипник с водяной смазкой подшипник с масляной смазкой демонтируют и вышеописанную втулку 120 монтируют непосредственно на валу 6.
На этапе 1100 монтажа нижнего гребня 500 оба отрезка 502 и 503 позиционируют на валу и соединяют друг с другом введением шпилек 506. Затем шпильки ввинчивают, чтобы затянуть гребень 500 на валу.
На этапе 1200 монтажа цилиндра 200 вокруг вала 6 первую и вторую детали 202 и 203 позиционируют с обеих сторон вала 6. Первый участок 218, 219 первой детали помещают с опиранием на второй участок 220, 221 второй детали, так что каждое отверстие 240 первого участка совпадает с соответствующими отверстиями 240 второго участка. Обе детали 202 и 203 собирают затем, помещая болты 242 в разные пары отверстий 240, и затягивают болты 242. Эта сборка опускается затем вертикально вниз на верхнюю торцевую поверхность 516 нижнего гребня 500. Цилиндр поворачивают вокруг оси Х6, так что глухие осевые отверстия 209 цилиндра 200 совпадают с отверстиями 509 нижнего гребня 500. Ступенчатые штифты 710 ввинчивают в отверстия 509, чтобы они выступали вертикально за поперечную верхнюю торцевую поверхность 516 гребня 500 в глухие осевые отверстия 209 цилиндра 200.
На этапе 1300 регулировки положения цилиндра 200 относительно оси Х6 вала 6 оператор завинчивает или отвинчивает барашковые винты 260, так что они упираются с контактом на вал 6. При каждом изменении расстояния, на которое барашковый винт 260 радиально выступает относительно внутренней поверхности 210, 211 цилиндра 200, сборочный узел, образованный валом и цилиндром, приводится во вращение, чтобы определить, правильно ли этот сборочный узел сбалансирован вокруг оси вращения Х6. С завершением этого этапа между цилиндром 200 и поверхностью вала 6 создается интервал 124.
На этапе 1400 плотной посадки цилиндра на валу 6 между внутренними поверхностями 210, 211 цилиндра 200 и поверхностью вала 6 выполняют уравнивающий слой 126. Смолу-уравнитель, имеющую соответствующую жидкотекучесть, впрыскивают в интервал 124. Смолу-уравнитель выбирают так, чтобы она была «без усадки» в ходе ее затвердевания. После полимеризации смолы цилиндр 200 плотно соединяется с валом 6, по меньшей мере в том, что касается восприятия радиальных напряжений, поскольку тангенциальные напряжения воспринимают гребни 500 и 600.
На этапе 1500 фиксации кольца на цилиндре 200 первый элемент 302 позиционируют на цилиндре таким образом, что его нижний торец 514 входит в заплечик 232, 233, образованный между нижней ребордой 22, 223 и фланцем 230, 231 цилиндра, и что поясок 234, 235 цилиндра входит в канавку 330. Первый элемент 302 радиально смещается, чтобы совместить каждый осевой канал 308 с соответствующим осевым каналом 208 пояска 234, 235 цилиндра и каждое осевое отверстие 307 с соответствующей резьбовой расточкой 207 нижней и верхней реборды цилиндра. Конические штифты 410 задвигаются в проходы, образованные осевыми каналами кольца и цилиндра и заблокированные в положении затягиванием стопорных винтов 412. Радиальные винты 414 завинчивают через отверстия 307 в расточках 207. Таким образом, достигается фиксация кольца с валом 6 посредством цилиндра 300.
На этапе 1600 монтажа верхнего гребня 600 оба отрезка 602 и 603 позиционируют на валу и соединяют друг с другом посредством введения шпилек 506. Перед окончательным затягиванием гребня 600 на валу 6 гребень 600 помещают на поперечной верхней 216 торцевой поверхности цилиндра 200 и радиально ориентируют таким образом, что сквозные осевые отверстия 609 совпадают с глухими осевыми отверстиями 209 цилиндра 200. После создания этого относительного положения ступенчатые штифты 710 вставляют в отверстия 609 и 209. Штифты 710 удерживаются в положении установкой стопорных винтов 712. Таким образом, нижний гребень 600 плотно насаживают на цилиндр 200.
После монтажа втулки 120 на валу 6 приступают к монтажу арматуры 110 и к другим этапам повторной установки, которые позволяют запустить машину в эксплуатацию.
Втулка согласно изобретению и способ ее монтажа позволяют гарантировать, что внутренняя поверхность подшипника имеет требуемый допуск.
Выполнение уравнивающего слоя позволяет исключить механическую обработку вала для придания ему допуска, совместимого с искомым допуском на поверхность, которая станет наружной поверхностью водяного подшипника.
Цилиндр плотно сажают на вал без затягивания и, следовательно, без деформирования его геометрии, по меньшей мере геометрии его наружных поверхностей, на которых позиционируют и фиксируют составные элементы кольца.
Более того, то обстоятельство, что втулка состоит из цилиндра и кольца, позволяет плотно посадить кольцо на валу, используя осевые и, при необходимости, радиальные средства крепления. Таким образом, геометрия наружной поверхности кольца не деформируется при фиксации на цилиндре, что позволяет сохранить полученный допуск при механической обработке.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГЛАВНЫЙ ВАЛ КОНУСНОЙ ДРОБИЛКИ И СБОРОЧНЫЙ УЗЕЛ | 2014 |
|
RU2648373C1 |
| ВТУЛКА ГЛАВНОГО ВАЛА КОНУСНОЙ ДРОБИЛКИ | 2013 |
|
RU2645328C2 |
| ЗАЩИТНЫЕ ЭЛЕМЕНТЫ ПЛЕЧ ТРАВЕРСЫ КОНУСНОЙ ДРОБИЛКИ | 2014 |
|
RU2652145C2 |
| ВТУЛКА ГЛАВНОГО ВАЛА ГИРАЦИОННОЙ ДРОБИЛКИ | 2018 |
|
RU2773036C1 |
| СКОЛЬЗЯЩАЯ МУФТА ДЛЯ ЗАКАНЧИВАНИЯ НЕФТЯНЫХ И ГАЗОВЫХ СКВАЖИН | 2021 |
|
RU2833151C1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ МОДУЛЬНОГО ЭЛЕМЕНТА В ВОЗДУШНОМ СУДНЕ | 2010 |
|
RU2478166C1 |
| ВТУЛКА ДЛЯ ГИДРОСТАТИЧЕСКОГО ИЛИ ГИДРОДИНАМИЧЕСКОГО ПОДШИПНИКА, ГИДРАВЛИЧЕСКАЯ МАШИНА, ОБОРУДОВАННАЯ ТАКОЙ ВТУЛКОЙ, И СПОСОБ УСТАНОВКИ ТАКОЙ ВТУЛКИ НА ВАЛУ | 2009 |
|
RU2504699C2 |
| УЗЕЛ ВАЛ-ВТУЛКА, СНАБЖЕННЫЙ РАСШИРИТЕЛЬНЫМ ЭЛЕМЕНТОМ | 2008 |
|
RU2439385C2 |
| АВАРИЙНО-СПАСАТЕЛЬНОЕ ТРАНСПОРТНОЕ СРЕДСТВО И СПОСОБ ЕГО СБОРКИ | 2022 |
|
RU2824051C2 |
| ЦЕНТРОБЕЖНЫЙ НАСОС С БЕЗЗАЗОРНЫМ КРЕПЛЕНИЕМ РАБОЧЕГО КОЛЕСА И ТОРЦОВЫХ УПЛОТНЕНИЙ К ВАЛУ РОТОРА И СПОСОБ УЛУЧШЕНИЯ ХАРАКТЕРИСТИК НАСОСА | 2011 |
|
RU2487272C1 |
Изобретение относится к втулке, предусмотренной для монтажа на валу вращающейся машины для создания внутренней поверхности гидростатического или гидродинамического подшипника, и направлено на возможность сохранения допуска на механическую обработку наружной поверхности втулки. Втулка содержит цилиндр и кольцо. Цилиндр состоит из нескольких деталей, соединенных друг с другом с обеспечением сборки без деформации наружной поверхности цилиндра. Цилиндр имеет радиальные резьбовые сквозные отверстия, винты, установленные в отверстия и выполненные с обеспечением контакта с валом и регулирования положения оси цилиндра относительно оси вала, и радиальные резьбовые глухие расточки. Наружная поверхность кольца образует внутреннюю поверхность подшипника. Кольцо содержит элементы, зафиксированные на цилиндре с сохранением допуска на механическую обработку указанной наружной поверхности кольца. Кольцо имеет радиальные сквозные отверстия, совмещенные с радиальными резьбовыми глухими расточками цилиндра. Для монтажа втулки на валу кольцо выполнено с возможностью навинчивания на цилиндр с помощью винтов, проходящих через сквозные отверстия и завинчиваемых в расточки. 3 н. и 11 з.п. ф-лы, 5 ил.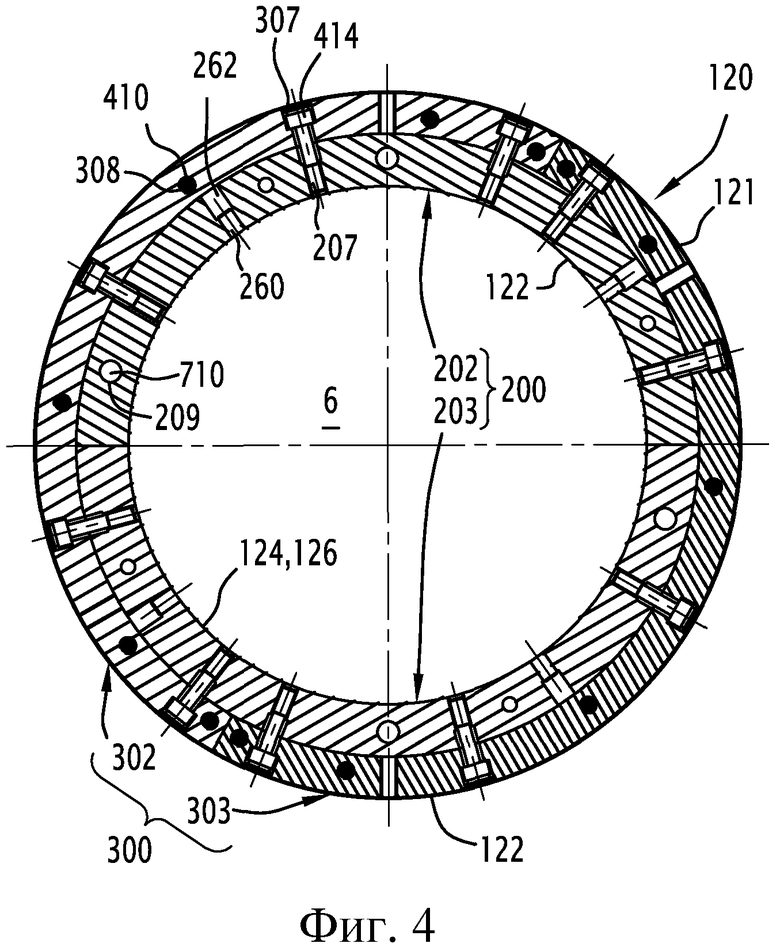
1. Втулка (120), предусмотренная для монтажа на валу (6) вращающейся машины для создания внутренней поверхности (122) гидростатического или гидродинамического подшипника и содержащая:
цилиндр (200), выполненный с возможностью монтажа вокруг вала и состоящий из нескольких деталей (202, 203), соединенных друг с другом с обеспечением сборки без деформации наружной поверхности (212, 213) цилиндра, причем цилиндр (200) имеет наружную стенку (212, 213),
при этом цилиндр (200) имеет радиальные резьбовые сквозные отверстия (262), винты (260), установленные в указанные отверстия и выполненные с обеспечением контакта с валом (6) и регулирования положения оси цилиндра (200) относительно оси вала (6) при монтаже цилиндра (200) на валу (6), и радиальные резьбовые глухие расточки (207),
кольцо (300), наружная поверхность (312, 313) которого образует внутреннюю поверхность подшипника и которое содержит элементы (302, 303), зафиксированные на цилиндре с сохранением допуска на механическую обработку указанной наружной поверхности (312, 313) кольца (300),
при этом кольцо (300) имеет радиальные сквозные отверстия (307), совмещенные с радиальными резьбовыми глухими расточками (207), выполненными в цилиндре (200), причем для монтажа втулки (120) на валу (6) кольцо (300) выполнено с возможностью навинчивания на цилиндр (200) с помощью винтов (414), проходящих через указанные сквозные отверстия (307) и завинчиваемых в указанные расточки (207).
2. Втулка (120) по п. 1, в которой радиальные резьбовые сквозные отверстия (262) и винты (260) цилиндра обеспечивают балансировку сборочного узла, образованного валом и цилиндром, с постоянным поддерживанием интервала (124) между валом и цилиндром.
3. Втулка (120) по п. 1 или 2, в которой цилиндр (200) состоит из первой детали (202) и второй детали (203), каждая из которых имеет полукруглую форму.
4. Втулка (120) по п. 1 или 2, в которой цилиндр (200) имеет кольцевой поясок (234, 235), радиально проходящий наружу, а кольцо (300) имеет кольцевую канавку (330, 331) для приема пояска при фиксации кольца на цилиндре.
5. Втулка (120) по п. 4, в которой поясок (234, 235) имеет множество сквозных осевых каналов (208) и кольцо (300) имеет множество осевых каналов (308) и которая содержит множество конических штифтов (410), причем каждый штифт подогнан для его введения в канал, образованный совмещением осевого канала (308) кольца (300) с осевым каналом (209) пояска цилиндра (200), с обеспечением закрепления кольцевого пояска (234, 235) в кольцевой канавке (330, 331).
6. Втулка (120) по п. 1 или 2, в которой наружная поверхность (312, 313) кольца (300) образована, по меньшей мере частично в осевом направлении, слоем из керамического материала.
7. Втулка (120) по п. 1 или 2, в которой кольцо (300) состоит из первого элемента (302) и второго элемента (303), причем каждый элемент имеет полукруглую форму.
8. Втулка (120) по п. 1 или 2, которая содержит гребень (500, 600), затянутый на валу (6) и соединенный с поперечной торцевой поверхностью (214, 215; 216, 217) цилиндра множеством ступенчатых штифтов (710).
9. Втулка (120) по п. 1 или 2, в которой указанный допуск на механическую обработку наружной поверхности (312, 313) кольца (300) составляет 0,05 мм, предпочтительно 0,04 мм, более предпочтительно 0,03 мм.
10. Сборочный узел, образованный валом (6) и втулкой (120), представляющей собой втулку по любому из пп. 1-9, причем указанная втулка неразрывно соединена с валом уравнивающим слоем (126), выполненным из материала-уравнителя, подогнанного и расположенного в интервале (124) между валом и цилиндром.
11. Сборочный узел по п. 10, в котором материал-уравнитель представляет собой жидкотекучую смолу без усадки.
12. Способ монтажа втулки (120) по любому из пп. 1-9 на валу (6) вращающейся машины для создания внутренней поверхности (121) гидростатического или гидродинамического подшипника, включающий этапы, на которых:
устанавливают (1200) детали (202, 203) цилиндра втулки вокруг вала с образованием полностью собранного цилиндра (200), расположенного вокруг вала (6),
выравнивают (1400) цилиндр (200) относительно вала (6) путем выполнения выравнивающего слоя между цилиндром и валом и ввинчивания винтов (260) в радиальные резьбовые сквозные отверстия (262), выполненные в цилиндре (200), с обеспечением контакта винтов (260) с валом (6),
регулируют положение оси цилиндра (200) относительно оси вала (6) путем регулирования указанных винтов (260), проходящих через цилиндр (200) и контактирующих с валом (6),
устанавливают (1500) элементы (302, 303) кольца на цилиндре (200) с образованием полностью собранного кольца (300), которое фиксируют на цилиндре (200) с помощью винтов (414), проходящих через кольцо (300) в резьбовые глухие расточки (207), выполненные в цилиндре (200).
13. Способ по п. 12, в котором за этапом (1200) монтажа цилиндра осуществляют этап (1300) регулировки, состоящий из балансировки сборочного узла, образованного валом (6) и цилиндром (200).
14. Способ по п. 12 или 13, в котором при выполнении выравнивающего слоя между цилиндром и валом производят впрыскивание жидкотекучей смолы без усадки в интервал (124) между цилиндром (200) и валом (6) и ожидают высыхания смолы.
| US 4097094 A, 27.06.1978 | |||
| US 5839880 A, 24.11.1998 | |||
| Способ получения криолита | 1976 |
|
SU783231A1 |
| СЧЕТЧИК ПОТЕРЬ ЭЛЕКТРОЭНЕРГИИ | 2008 |
|
RU2380715C1 |
| FR 2938616 A1, 21.05.2010 | |||
| СПОСОБЫ УПРАВЛЕНИЯ НЕУСТОЙЧИВОСТЬЮ В ГИДРОДИНАМИЧЕСКИХ ПОДШИПНИКАХ | 2005 |
|
RU2399803C2 |

