Область техники, к которой относится изобретение
Изобретение относится к фитингу для монтажа на резьбовом присоединении трубы, в частности водопроводной трубы, содержащему корпус, резьбовой участок и расположенный на резьбовом участке уплотнитель. Изобретение относится также к способу монтажа фитинга на резьбовом присоединении трубы.
Уровень техники
При новой прокладке или при ремонте труб, в частности труб для питьевой воды или труб системы отопления бытового сантехнического оборудования, необходимо, как правило, создавать резьбовые переходы. При этом обычно используются конические резьбы. Номинальный диаметр конической резьбы соответствует после нескольких оборотов номинальному диаметру цилиндрической ответной резьбы. При дальнейшем затягивании резьбы зацепляются между собой, создавая, таким образом, металлическое уплотнение. Тем не менее, такие трубные резьбы Витворта или R-резьбы перед свинчиванием снабжаются дополнительно уплотнительными средствами, такими как тефлон или лен, для заполнения оставшихся зазоров, чтобы обеспечить надежную и длительную герметизацию.
Этот вид монтажа отнимает много времени, а за счет использования отдельного уплотнительного средства или уплотнительной пасты не всегда безупречен с точки зрения гигиены. Кроме того, уплотнительные средства помещаются или наносятся, как правило, вручную, из-за чего в уплотнении могут возникнуть неравномерности. Также при изготовлении соединения посредством инструментов, например гаечных ключей или трубных клещей, в соединение вводятся частично высокие крутящие моменты. Следовательно, при изготовлении резьбового соединения между различными компонентами и трубопроводной системой могут возникнуть повреждения резьб и компонентов. К тому же после монтажа слесарю приходится проверять резьбовые соединения на герметичность в течение длительного времени. Такими компонентами могут быть, например, подводки и отводки водонагревателей, отопительных котлов, арматуры, фильтров или вентилей.
В принципе, описанные фитинги могут использоваться для труб с жидкими или газообразными средами. Если изобретение описано ниже с помощью водопровода, то это не следует понимать как ограничение.
Раскрытие изобретения
В основе изобретения лежит задача упрощения и одновременно более надежного монтажа фитинга на резьбовом присоединении трубы или на арматуре.
Поставленная задача решается в устройстве описанного выше типа за счет того, что корпус имеет на противоположной резьбовому участку стороне обжимную поверхность.
Корпус предложенного фитинга в навинченном состоянии может быть обжат уже известным обжимным инструментом. За счет обжатия корпуса в зоне обжимной поверхности уплотнитель прижимается к резьбе резьбового присоединения и к резьбовому участку фитинга, в результате чего достигается надежная герметизация относительно резьбового присоединения. Фитинг имеет тогда на противоположном резьбовому участку конце, например, известный сам по себе контур обжимного фитинга, чтобы к нему можно было присоединить дополнительную трубу.
Поскольку герметизация между фитингом и резьбовым присоединением возникает только после обжатия, резьба резьбового участка может быть навинчена на резьбовое присоединение без приложения особого усилия, поскольку надежной герметизации только за счет навинчивания не требуется. Обжатие фитинга происходит тогда, главным образом, радиально, в результате чего соединенная с резьбовым участком труба не нагружается или нагружается мало.
Благодаря изобретению можно избежать поврежденных или негерметичных резьбовых соединений, отказаться от отнимающих время операций, избежать последующих повреждений из-за неправильной обработки и использовать гигиенически безопасные уплотнительные средства, например при монтаже труб для питьевой воды. В то же время достигаются высокая защита от прокручивания, высокая защита от извлечения и высокая герметичность. Таким образом, преимущества резьбового соединения комбинированы с преимуществами обжимного соединения.
Изобретение применяется, главным образом, для трубных резьб Витворта, так называемых R-резьб, однако не ограничено коническими резьбами. Изобретение может применяться также в других резьбах, например цилиндрических. Кроме того, описанный фитинг может использоваться, в принципе, для всех диаметров резьб. Однако основное применение фитинг находит в обычных резьбовых присоединениях бытового сантехнического оборудования, лежащих в диапазоне 0,25-1,5 дюйма.
При использовании предварительно изготовленных фитингов для резьбовых присоединений, включая смонтированное на заводе уплотнение, достигается короткое время монтажа при высоком качестве полученного соединения. К тому же возникает преимущество, когда резьбовое соединение на первом этапе монтажа еще не обжато и, тем самым, может быть еще выверено. Таким образом, трубное соединение может быть сначала предварительно смонтировано и выверено и лишь затем обжато и, тем самым, фиксировано.
Корпус может быть изготовлен из известных материалов - высококачественной стали, обычной стали, меди, медных сплавов, других металлов или из пластика, таких как этилен-пропилен-диен-мономер, гидрированный бутадиен-нитрильный каучук, фторкаучук, силиконы, полиуретан или хлорбутил. Изготовление корпуса может осуществляться, в частности, посредством пластического формообразования, чем можно исключить дорогую обработку резанием. Уплотнитель может состоять из мягкого металла, пластика, в частности температуростабильных пластиков, таких как политетрафторэтилен, полиэфирсульфоны, полиарилсульфоны, или же сшитых впоследствии пластиков, таких как полиэтилен, или из сшитых эластомеров.
В одном предпочтительном варианте резьбовой участок имеет резьбу, состоящую, по меньшей мере, из материала корпуса. Таким образом, корпус фитинга своим резьбовым участком сам образует часть резьбы, которая навинчивается на резьбовое присоединение трубы. Уплотнитель располагается тогда на резьбовом участке так, что после навинчивания корпуса, по меньшей мере, резьба самого резьбового участка, а также, при известных условиях, уплотнитель находятся в контакте с резьбой резьбового присоединения. Точно так же уплотнитель может быть расположен только в зоне резьбы резьбового присоединения, не находясь в соприкосновении с ней. За счет обжатия резьбового участка уплотнитель запрессовывается в витки резьбы резьбового присоединения, и происходит нужная длительная герметизация между фитингом и резьбовым присоединением.
Для этого далее предпочтительно, что резьбовой участок имеет огибающий паз для размещения уплотнителя. Таким образом, уплотнитель ограничен с обеих сторон соответствующей частью резьбы резьбового участка. Уплотнитель занимает, тем самым, определенное положение внутри резьбового участка, приобретая за счет этого осевую стабильность при навинчивании фитинга.
Уплотнитель может быть выполнен по-разному. Предпочтительно, что уплотнитель выполнен шнурообразным и проходит со стороны периферии вдоль, по меньшей мере, одного витка, преимущественно вдоль, по меньшей мере, двух витков герметизируемой резьбы резьбового присоединения. При этом сам шнурообразный уплотнитель принимает преимущественно форму витка, так что во время навинчивания фитинга на резьбовое присоединение уплотнитель прочно прижимается к его резьбе.
Уплотнитель может иметь цилиндрическую форму и проходить аксиально вдоль, по меньшей мере, одного витка, преимущественно вдоль, по меньшей мере, двух витков герметизируемой резьбой резьбового присоединения. Это выполнение имеет то преимущество, что уплотнитель обладает большей осевой стабильностью. В этом виде уплотнитель может иметь чисто цилиндрическую форму или также, по меньшей мере, частично снабжен резьбой.
В одном альтернативном варианте фитинга резьбовой участок может иметь углубление для размещения уплотнителя, причем уплотнитель образует резьбу. За счет углубления уплотнитель удерживается на корпусе и аксиально стабилизируется. Поскольку сам уплотнитель, а не материал корпуса образует резьбу, предпочтительно, что уплотнитель защищен от вращения относительно корпуса. При навинчивании фитинга резьба уплотнителя входит в зацепление с резьбой резьбового присоединения, образуя после обжатия резьбового участка надежное герметичное соединение.
Соединение между резьбами резьбового участка и резьбового присоединения в навинченном и необжатом состоянии может быть негерметичным. За счет этого при монтаже трубопровода с использованием описанного фитинга во время нагрузочного испытания гарантируется, что из необжатого фитинга будет вытекать транспортируемая по трубе вода или текучая среда. Чтобы гарантировать негерметичность необжатого навинченного фитинга, в резьбе резьбового участка и/или уплотнителя может быть предусмотрена осевая канавка или осевое расширение или углубление, которое закрывается только после обжатия. За счет этого необжатые резьбовые соединения надежно негерметичные, благодаря чему уменьшаются затраты на проверку герметичности резьбового соединения после монтажа.
Фитинг и его поясненные выше предпочтительные варианты выполнения могут использоваться как для внутренней резьбы, так и для наружной резьбы. При этом на переднем плане находится выполнение в виде внутренней резьбы, поскольку большинство резьбовых присоединений в бытовом сантехническом оборудовании имеет наружную резьбу. Изобретение не ограничено фитингами, имеющими внутреннюю резьбу.
Эта обжимная поверхность корпуса может быть выполнена, по меньшей мере, частично огибающей или проходить по всей периферии. К тому же обжимная поверхность корпуса, по меньшей мере, частично, преимущественно полностью соответствует обжимному контуру используемого обжимного инструмента. При этом толщина стенки в зоне обжимаемого резьбового участка установлена так, что обжатие приводит к необходимой деформации резьбового участка и, тем самым, уплотнителя. Таким образом, можно использовать уже имеющийся обжимной инструмент, который предназначен для изготовления обжимных соединений между фитингами и трубопроводами.
Предпочтительным образом обжимная поверхность корпуса может иметь, в основном, цилиндрический контур. Таким образом, реализуется просто изготавливаемый внешний контур обжимной поверхности, и могут использоваться простые обжимные инструменты с простым цилиндрическим или, по меньшей мере, частично цилиндрическим обжимным контуром.
Известные обжимные инструменты имеют далее обжимной контур с огибающим углублением, которое соответствует размещающему уплотнительное кольцо желобку фитинга. К углублению с обеих сторон примыкают цилиндрические участки, а, по меньшей мере, к одному из обоих цилиндрических участков - многогранный профиль, преимущественно шестигранный профиль. Предложенный фитинг может иметь тогда обжимную поверхность с огибающим, преимущественно массивным утолщением. Утолщение обжимается затем огибающим углублением обжимного инструмента, тогда как другие цилиндрические участки и многогранные участки обжимного контура обжимного инструмента при обжатии преимущественно не вступают в соприкосновение с обжимной поверхностью фитинга. Таким образом, используется известный обжимной контур обычного обжимного инструмента, размеры которого и размеры углубления точно заданы и могут использоваться для точного обжатия навинченного фитинга.
Поставленная задача решается также в способе монтажа фитинга на резьбовом присоединении трубы, в частности в частности водопроводной трубы, или на арматуре, при котором изготавливается резьбовое соединение между резьбовым участком фитинга и резьбой резьбового присоединения, расположенный на резьбовом участке уплотнитель располагается, по меньшей мере, частично в зоне резьбы резьбового присоединения, и корпус обжимается на радиально противоположной резьбовому участку стороне корпуса на обжимной поверхности.
Таким образом, корпус может быть обжат в навинченном состоянии, а уплотнитель может быть прижат к резьбе резьбового присоединения и к резьбовому участку, как это уже пояснялось выше с помощью фитинга.
Предложенный способ позволяет упростить действия слесарю, поскольку фитинг может быть навинчен на резьбовое присоединение без затраты сил, не приводя к герметизации. Лишь в результате последующего обжатия за счет приложения преимущественно радиального обжимного усилия создается прочное и герметичное соединение. При этом к соединению в результате прочного навинчивания не прикладывается слишком большое скручивающее усилие.
В первом варианте способа резьба резьбового участка является внутренней резьбой, а резьбовой участок обжимается радиально внутрь обжимными клещами. Для этого могут использоваться уже известные стандартные обжимные инструменты или обжимные клещи. Внешний контур резьбового участка, образующий обжимную поверхность, приспосабливается для этого к внешнему контуру обжимного инструмента во избежание особого выполнения последнего.
Во втором варианте способа резьба резьбового участка является внешней резьбой, а резьбовой участок обжимается радиально наружу расширительным инструментом. Для этого фитинг навинчивается со вставленным расширительным инструментом, состоящим из расширительной втулки и расширительного пуансона. Затем расширительная втулка за счет извлечения расширительного пуансона расширяется наружу, расширяя при этом наружу резьбовой участок. В результате уплотнитель надежно герметично обжимается с внутренней резьбой резьбового присоединения и резьбовым участком фитинга.
Краткое описание чертежей
Ниже изобретение более подробно поясняется на примерах его осуществления со ссылкой на прилагаемые чертежи, на которых изображают:
- фиг. 1: в перспективе первый пример фитинга с резьбовым участком с внутренней резьбой;
- фиг. 2: в перспективе фитинг из фиг. 1 в разрезе;
- фиг. 3: фитинг из фиг. 1 в навинченном на резьбовое присоединение необжатом состоянии в сечении;
- фиг. 4: фитинг из фиг. 1 в навинченном на резьбовое присоединение обжатом состоянии в сечении;
- фиг. 5: в перспективе второй пример фитинга с резьбовым участком с внутренней резьбой;
- фиг. 6: в перспективе фитинг из фиг. 5 в разрезе;
- фиг. 7: фитинг из фиг. 5 в навинченном на резьбовое присоединение необжатом состоянии в сечении;
- фиг. 8: фитинг из фиг. 5 в навинченном на резьбовое присоединение обжатом состоянии в сечении;
- фиг. 9: в перспективе третий пример фитинга с резьбовым участком с внутренней резьбой;
- фиг. 10: в перспективе фитинг из фиг. 9 в разрезе;
- фиг. 11: фитинг из фиг. 9 в навинченном на резьбовое присоединение необжатом состоянии в сечении;
- фиг. 12: фитинг из фиг. 9 в навинченном на резьбовое присоединение обжатом состоянии в сечении;
- фиг. 13: в перспективе четвертый пример фитинга с резьбовым участком с наружной резьбой;
- фиг. 14: в перспективе фитинг из фиг. 13 с расширительным инструментом;
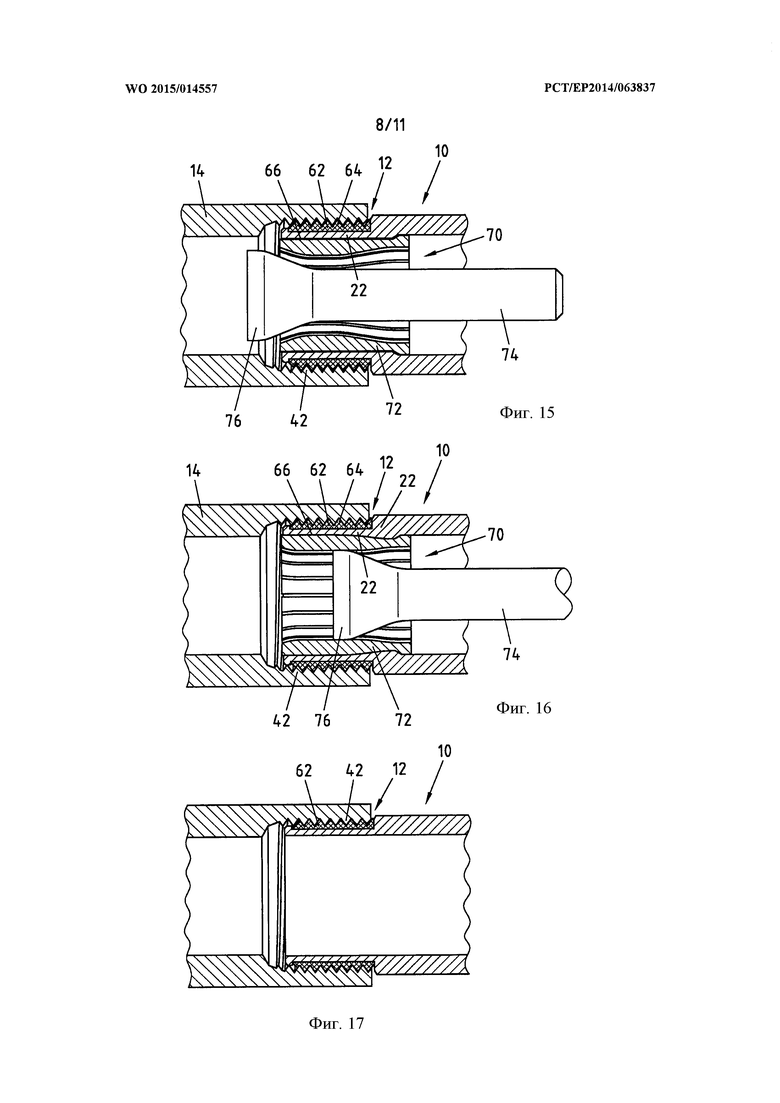
- фиг. 15: фитинг из фиг. 13 в навинченном на резьбовое присоединение необжатом состоянии в сечении;
- фиг. 16: фитинг из фиг. 13 в навинченном на резьбовое присоединение частично обжатом состоянии во время извлечения расширительного инструмента в сечении;
- фиг. 17: фитинг из фиг. 13 в навинченном на резьбовое присоединение обжатом состоянии;
- фиг. 18: пятый пример фитинга с резьбовым участком с внутренней резьбой в сечении с измененным по сравнению с третьим примером внешним контуром обжимной поверхности корпуса;
- фиг. 19: фитинг из фиг. 18 со вставленным уплотнителем;
- фиг. 20: фитинг из фиг. 19 в навинченном на резьбовое присоединение необжатом состоянии в сечении с приставленным обжимным инструментом;
- фиг. 21: фитинг из фиг. 19 в навинченном на резьбовое присоединение обжатом состоянии в сечении с приставленным обжимным инструментом;
- фиг. 22: фитинг из фиг. 19 в навинченном на резьбовое присоединение обжатом состоянии в сечении и
- фиг. 23: фитинг из фиг. 19-22 при непосредственном монтаже на арматуре в виде шарового вентиля.
Осуществление изобретения
На фиг. 1-4 изображен первый пример фитинга 10 для монтажа на резьбовом присоединении 12 трубы 14, которой может быть, в частности, водопроводная труба.
Как видно на фиг. 1, 2, фитинг 10 содержит корпус 20, резьбовой участок 22 и расположенный на резьбовом участке 22 уплотнитель 24. Кроме того, корпус 20 имеет на радиально противоположной резьбовому участку 22 стороне обжимную поверхность 26. Обжимная поверхность 26 выполнена цилиндрической. Корпус 20 имеет также уплощенные участки 28 для гаечного ключа при навинчивании фитинга 10.
На противоположном резьбовому участку 22 конце 30 фитинг 10 имеет обычное утолщение 32 для размещения кольцеобразного уплотнительного средства. Следовательно, конец 30 может использоваться для обычного обжимного соединения с присоединяемой трубой. Точное выполнение обжимного фитинга на конце 30 для изобретения несущественно. Вместо дополнительного обжимного соединения фитинг 10 может также непосредственно за одно целое переходить в трубу заданной длины или в арматуру, вентиль или в ответвление в виде тройника или крестовины.
На фиг. 1, 2 видно, что резьбовой участок 22 имеет резьбу 34, состоящую из материала корпуса 20. Резьба 34 служит для навинчивания на резьбовое присоединение 12. Кроме того, резьбовой участок 22 имеет огибающий паз 36 для размещения уплотнителя 24. Уплотнитель 24 выполнен шнурообразным и проходит со стороны периферии вдоль двух витков герметизируемой резьбы 40 резьбового присоединения 12.
На фиг. 3 фитинг 10 изображен после навинчивания на резьбовое присоединение 12 в необжатом состоянии. Наружная резьба 40 резьбового присоединения 12 находится в частичном зацеплении как с резьбой 34, так и с уплотнителем 24. В этом состоянии соединение между фитингом 10 и резьбовым присоединением 12 герметизировано еще ненадежно. В показанном навинченном состоянии обе резьбы 34, 40 еще немного отстоят друг от друга, что обозначено жирными линиями. Затем фитинг на обжимной поверхности 26 обжимается радиально внутрь, и уплотнитель 24 прижимается, тем самым, к резьбе 40 резьбового присоединения 12.
Состояние после обжатия показано на фиг. 4, причем видна изменившаяся форма резьбового участка 22. Обе резьбы 34, 40 плотно прилегают друг к другу. Таким образом, длительное герметичное соединение между фитингом 10 и резьбовым присоединением 12 возникает только за счет происходящего радиально внутрь обжатия.
На фиг. 5-8 изображен второй пример осуществления изобретения. При этом те же элементы, что уже были описаны с помощью фиг. 1-4, обозначены теми же ссылочными позициями.
В данном примере уплотнитель 50 имеет цилиндрическую форму и проходит аксиально вдоль двух витков герметизируемой резьбы 40 резьбового присоединения 12. При этом уплотнитель 50 расположен в пазу 36, уже описанный с помощью фиг. 1, 2.
Как видно на фиг. 5, 6, уплотнитель 50 снабжен резьбой 52, которая дополнительно к резьбе 34 резьбового участка 22 навинчивается на резьбовое присоединение 12. Таким образом, уже во время навинчивания уплотнитель 50 вступает в непосредственный контакт с витками резьбы 40, как показано на фиг. 7. На фиг. 8 изображено обжатое состояние фитинга.
Как следует из фиг. 2, 6, уплотнители 24, 50 имеют больший внутренний диаметр, чем резьба 34 резьбового участка 22. Таким образом, во время навинчивания каждый уплотнитель 24, 50 нагружается несильно, и нагрузка от прикладываемого усилия навинчивания приходится на резьбу 34. Этим, в том числе, предотвращается перекос уплотнителя 24, 50 при навинчивании или смещение иным образом из его заданного положения. Тем не менее, уплотнитель 24, 50 вступает в соприкосновение, контакт или частичное сцепление с резьбой 40 резьбового присоединения 12.
На фиг. 9-12 изображен третий вариант осуществления изобретения. При этом те же элементы, что уже были описаны с помощью фиг. 1-4, обозначены теми же ссылочными позициями.
Как видно на фиг. 9, 10, резьбовой участок 22 имеет углубление 54 для размещения уплотнителя 56. Поэтому резьбовой участок 22 корпуса 20 не имеет резьбы для навинчивания на резьбовое присоединение 12, а сам уплотнитель 56 имеет резьбу 58. Только эта резьба 58 используется для навинчивания на резьбовое присоединение 12.
Особое преимущество этого выполнения без резьбы на резьбовом участке 22 корпуса 20 заключается в том, что корпус 20 может быть изготовлен путем пластического формообразования металла, благодаря чему в противоположность способам изготовления металлической резьбы нарезанием достигается заметная экономия расходов.
На фиг. 11 показано навинченное, но необжатое состояние, а на фиг. 12 - состояние после обжима.
Примеры на фиг. 1-12 выполнены так, что резьба 34, 52, 58 резьбового участка 22 является внутренней резьбой и что поэтому резьбовой участок 22 может быть обжат обжимными клещами радиально внутрь.
Этим достигается переход от необжатого состояния в обжатое от фиг. 3 к фиг. 4, от фиг. 7 к фиг. 8 и от фиг. 11 к фиг. 12.
Пример на фиг. 13-17 содержит фитинг 10 для резьбового присоединения 12, причем резьбовое присоединение 12 снабжено внутренней резьбой 42. При этом те же элементы, что уже были описаны с помощью фиг. 1-4, обозначены теми же ссылочными позициями.
Корпус 20 фитинга 10 имеет резьбовой участок 22 с внешним контуром с огибающим углублением 60 и, в основном, цилиндрическим внутренним контуром. В углублении расположен уплотнитель 62, в основном, цилиндрической формы, снабженный на наружной стороне резьбой 64. Фитинг 10 ввинчивается в наружную резьбу 42 резьбового присоединения, в результате чего уплотнитель 62 располагается в зоне резьбы 42. Следовательно, уплотнитель 62 выполнен так же, как и уплотнитель 56 на фиг. 9-12. Однако можно также выполнить уплотнитель и резьбовой участок так же, как на фиг. 1-8.
Затем осуществляется обжатие резьбового участка 22 на обжимной поверхности 66 за счет расширения, в основном, радиально наружу, в результате чего достигается надежная герметизация между фитингом 10 и резьбовым присоединением 12. Этот процесс более подробно поясняется ниже с помощью фиг. 15-17.
Описанные выше примеры фитинга могут быть выполнены так, чтобы соединение между резьбой 34, 52, 58, 64 резьбового участка 22 и резьбой 40; 42 резьбового присоединения 12 в навинченном и несжатом состоянии было неплотным. Для этого в резьбе 34, 52, 58, 64 может быть выполнена осевая канавка или осевое расширение (не показаны). Осевая канавка или осевое расширение герметизирующе деформируется только за счет обжатия, а перед обжатием имеется преднамеренная течь, которую при функциональном испытании можно обнаружить за счет вытекания воды из соединения.
Способ монтажа фитинга 10 на резьбовом присоединении 12 трубы 14, как это описано с помощью фиг. 1-16, включает в себя следующие этапы:
- навинчивание или ввинчивание фитинга 10 резьбовым участком 22 на или в резьбу 40 резьбового присоединения 12 для изготовления резьбового соединения,
- позиционирование расположенного на резьбовом присоединении 12 уплотнителя 24, 50, 56, 62, по меньшей мере, частично в зоне резьбы 40, 42 резьбового присоединения 12 и
- обжатие корпуса 20 на радиально противоположной резьбовому участку 22 стороне на обжимной поверхности 26, 66, в частности в радиальном направлении.
Если резьба 40 резьбового участка 22 является внутренней резьбой, то резьбовой участок 22 обжимается обжимными клещами радиально внутрь. Это уже пояснялось выше с помощью фиг. 1-12.
Если же резьба 42 резьбового участка 22 является наружной резьбой, то резьбовой участок 22 обжимается расширительным инструментом 70 радиально наружу, как это изображено на фиг. 13-17.
Как показано на фиг. 15, перед ввинчиванием фитинга 10 в резьбу 42 расширительный инструмент 70, состоящий из расширительной втулки 72 и пуансона 74, расширенным концом 76 просовывается через фитинг 10. Затем фитинг 10 вместе с расширительным инструментом 70 ввинчивается в резьбу 42, пока уплотнитель 62 не окажется в зоне резьбы 42. После этого (фиг. 16) пуансон 47 извлекается из фитинга 10 и разъемно закрепленной в нем расширительной втулки 72. При этом расширенный конец 76 проходит по резьбовому участку 22 вдоль обжимной поверхности 66, надавливая на резьбовой участок 22 радиально наружу. В результате уплотнитель 62 прочно обжимается с резьбой 42, создавая надежное и герметичное соединение между фитингом 10 и резьбовым присоединением 12 (фиг. 17).
Как следует из фиг. 1-17, обжимная поверхность 26, 66 корпуса 20 имеет, в основном, цилиндрический контур. Таким образом, могут использоваться действующие радиально внутрь обжимные инструменты, например обжимные клещи, с обжимным контуром, имеющим, по меньшей мере, один участок, который может быть приведен в зацепление с цилиндрическим контуром обжимной поверхности 26. При этом цилиндрический участок обжимного контура может быть частью более сложного обжимного контура. При этом речь идет лишь о том, чтобы обжимная поверхность 26 была прижата к используемому инструменту так, чтобы он обеспечивал неизменно успешное обжатие фитинга 10.
На фиг. 18-22 изображен пятый пример фитинга 10, который в отношении расположения углубления 54 и уплотнителя 56 с внутренней резьбой 58 аналогичен третьему варианту на фиг. 9-12.
Пятый пример имеет отличающуюся от цилиндрической обжимной поверхности третьего примера обжимную поверхность 80, которая поясняется ниже и может использоваться также во всех примерах на фиг. 1-12 вместо цилиндрической обжимной поверхности 26.
В пятом примере обжимная поверхность 80 корпуса 20 имеет огибающее массивное утолщение 82. Утолщение 82 видно, в частности, на фиг. 18, 19, причем на фиг. 18 уплотнитель 56 отсутствует, а на фиг. 19 изображен вставленный в углубление 54 уплотнитель 56 с внутренней резьбой 58. С обеих сторон к утолщению 82 примыкают, в основном, цилиндрические поверхности 84, 86.
На фиг. 20 фитинг 10 навинчен на резьбовое присоединение 12, не герметизируя полностью соединение между фитингом 10 и резьбой 12. Кроме того, утолщение 82 соответствует огибающему углублению 90 обжимного контура обжимного инструмента 92. При этом речь идет об обычном обжимном инструменте, у которого две шарнирно установленные обжимные губки 94, 96 охватывают фитинг 10, причем обжимные губки 94, 96 показаны на фиг. 20 лишь частично.
Обжимные губки 94, 96 имеют обжимной контур с уже упомянутым углублением 90, две примыкающие к нему цилиндрические поверхности 98, 100 и примыкающие к ним многогранные элементы 102, 104. Многогранные элементы 102, 104 выдавливают при обжатии обычного обжимного фитинга многогранник, чтобы обеспечить защиту от проворачивания между фитингом и прочно соединенной с ним трубой. Углубление 90 служит при обжатии для деформации соответственно выполненной канавки с расположенным в ней уплотнительным средством, например кольцом круглого сечения, так, чтобы между фитингом и трубой возникло герметичное соединение. Поскольку при обжатии речь идет о максимально точной деформации канавки, размеры огибающего углубления 90 точно заданы.
На фиг. 20 показано состояние перед обжатием, в котором утолщение 82 еще отстоит от углубления 90. Также другие участки обжимной поверхности 80 не прилегают к обжимному контуру обжимных губок 94, 96.
На фиг. 21 показано состояние во время и после обжатия, в котором обжимные губки 94, 96 еще прилегают к фитингу 10. В этом состоянии углубление 90 прилегает к утолщению 82, обжало утолщение 82 радиально внутрь и, тем самым, длительно деформировало. Напротив, цилиндрические участки 84, 86 фитинга 10 не прилегают к участкам 98, 100 обжимных губок, так что в этих зонах не произошли силовое воздействие и деформация фитинга 10. Точно так же многогранные элементы 102, 104 не прилегают к обжимному контуру 80. Таким образом, только зона утолщения 82 деформировалась внутрь, а лежащий радиально внутри участок уплотнителя 56 деформировался равномерно, в результате чего достигнуты прочная и длительная герметизация между фитингом 10 и резьбой 12.
На фиг. 22 показано окончательно обжатое состояние фитинга 10 с утолщением 82 без обжимного инструмента.
Выполнение фитинга 10 с утолщением 82 имеет то преимущество, что для обжатия фитинга 10 используется только углубление 90 обжимных губок 94, 96. Размеры углубления 90 точно заданы для обычных задач обжатия, тогда как размеры других участков обжимного контура заданы и установлены не так точно. Таким образом, достигается точный результат обжатия фитинга 10 без необходимости подгонки особым образом обжимного инструмента для обжатия фитинга 10.
На фиг. 23 изображен фитинг 10 из фиг. 18-22 при непосредственном монтаже на арматуре в виде шарового вентиля 110, принцип действия которого подробно пояснять не требуется. Фитинг 10 имеет описанное выше утолщение 82 обжимной поверхности 80, так что труба или другая арматура с наружной резьбой может быть соединена описанным выше образом с фитингом 10 или шаровым вентилем 110.
Также в этом примере фитинг 10 может быть изготовлен путем пластического формообразования металла, благодаря чему вся арматура из шарового вентиля и резьбовых присоединений или фитингов дешевле в изготовлении.










Изобретение относится к фитингу для монтажа на резьбовом присоединении трубы, в частности водопроводной трубы, содержащему корпус (20), резьбовой участок (22) и расположенный на резьбовом участке (22) уплотнитель (24, 50, 56, 62), у которого задача упрощения и одновременно более надежного монтажа на резьбовом присоединении трубы решается за счет того, что корпус (20) имеет на противоположной резьбовому участку (22) стороне обжимную поверхность (26, 66). Изобретение относится также к способу монтажа фитинга на резьбовом присоединении трубы. 2 н. и 11 з.п. ф-лы, 23 ил.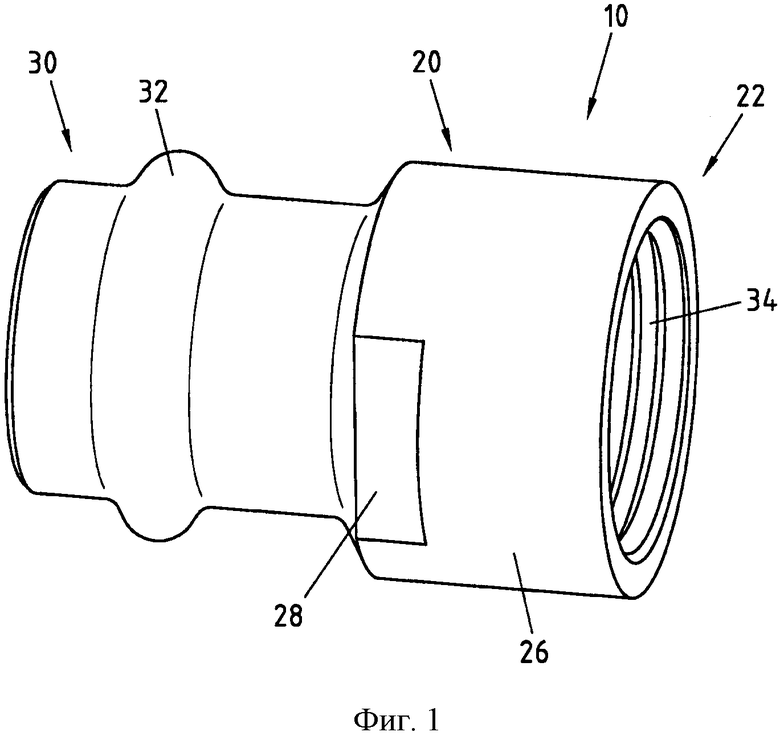
1. Фитинг для монтажа на резьбовом присоединении трубы, в частности водопроводной трубы, или на арматуре для обжатия обжимным инструментом, содержащий корпус (20), резьбовой участок (22) и расположенный на резьбовом участке (22) уплотнитель (24, 50, 56, 62), причем корпус (20) имеет на противоположной резьбовому участку (22) стороне обжимную поверхность (26, 66, 80), причем уплотнитель (50) имеет цилиндрическую форму и проходит аксиально вдоль, по меньшей мере, одного витка, преимущественно вдоль, по меньшей мере, двух витков герметизируемой резьбы резьбового присоединения, при этом уплотнитель (50) снабжен, по меньшей мере, частично резьбой (52), отличающийся тем, что корпус обжимается на обжимной поверхности на радиально противоположной резьбовому участку стороне.
2. Фитинг по п. 1, отличающийся тем, что резьбовой участок (22) имеет резьбу (34), состоящую, по меньшей мере, частично из материала корпуса (20).
3. Фитинг по п. 2, отличающийся тем, что резьбовой участок (22) имеет огибающий паз (36) для размещения уплотнителя (24, 50, 56).
4. Фитинг по п. 3, отличающийся тем, что резьбовой участок (22) имеет углубление (54) для размещения уплотнителя (56), при этом уплотнитель (56) образует резьбу (58).
5. Фитинг по п. 1, отличающийся тем, что соединение между резьбой (34, 52, 58, 64) резьбового участка (22) и резьбой (40, 42) резьбового участка (12) в навинченном и необжатом состоянии негерметичное.
6. Фитинг по п. 5, отличающийся тем, что резьба (34, 52, 58) является внутренней резьбой.
7. Фитинг по п. 5, отличающийся тем, что резьба (64) является наружной резьбой.
8. Фитинг по п. 1, отличающийся тем, что обжимная поверхность (26, 66) корпуса (20) имеет, в основном, цилиндрический контур.
9. Фитинг по п. 1, отличающийся тем, что обжимная поверхность (80) корпуса (20) имеет огибающее, преимущественно массивное утолщение (82).
10. Фитинг по п. 9, отличающийся тем, что утолщение (82) соответствует огибающему углублению обжимного контура обжимного инструмента.
11. Способ монтажа фитинга на резьбовом присоединении трубы, в частности водопроводной трубы, или на арматуре, при котором изготавливают резьбовое соединение между резьбовым участком фитинга и резьбой резьбового присоединения, при этом расположенный на резьбовом участке уплотнитель располагают, по меньшей мере, частично в зоне резьбы резьбового присоединения и уплотнитель обжимают на обжимной поверхности на радиально противоположной резьбовому участку стороне.
12. Способ по п. 11, при котором резьба резьбового участка является внутренней резьбой и резьбовой участок обжимными клещами обжимают радиально внутрь.
13. Способ по п. 11, при котором резьба резьбового участка является наружной резьбой и резьбовой участок расширительным инструментом обжимают радиально наружу.
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| Лабораторный прибор для смешивания различных проб нефти | 1926 |
|
SU10436A1 |
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| Способ отыскания места повреждения изоляции кабельной линии и устройство для его осуществления | 1988 |
|
SU1626217A1 |
| US 2926029 A, 23.02.1960. | |||

