Заявляемая группа изобретений относится к сфере промышленного производства, связанного с обустройством и монтажом трубопроводов различного назначения, в том числе систем нефтегазовой промышленности, химической промышленности, на предприятиях энергетики и ЖКХ для транспортировки газонефтяных эмульсий, нефтепродуктов, пластовых и сточных вод, кислотных и щелочных растворов, промышленной воды, систем холодного и горячего водоснабжения, и может быть использована для соединения термопластичных армированных труб к стальным трубам и запорной арматуре с помощью фитинга.
Фитинг соединительный элемент, устанавливаемый в трубопроводах в местах разветвлений, поворотов, переходов и т.п. Кроме того, фитинги обеспечивают герметичное соединение элементов трубопроводов.
В качестве термопластичных труб применяют трубы, армированные высокопрочными синтетическими нитями, например, трубы «ГАРАНТ», изготовленные в соответствии с ТУ 22.21.29-008-98331852-2021 и рассчитанные на условия эксплуатации, при которых температура транспортируемой среды достигает значения +80°С, а рабочее давление трубопровода - до 4,0 МПа.
Актуальной задачей является повышение надежности и безопасности соединения через фитинг с одновременным обеспечением способности выдерживать значительные нагрузки и высокие температурные режимы.
Из предшествующего уровня техники известен обжимной фитинг для прикрепления к трубе, содержащий муфту, имеющую внутреннюю поверхность для приема трубы и наружную поверхность, сужающуюся в радиальном направлении в сторону наружу от конца муфты, и корпус фитинга, имеющий переходный конец для прикрепления к детали и обжимной конец, имеющий внутреннюю поверхность, сужающуюся в радиальном направлении внутрь, начиная от обжимного конца, которая непосредственно сжимает и обжимает сужающуюся наружную поверхность муфты в трубе при обжатии корпуса фитинга с муфтой и трубой.
Способ присоединения обжимного фитинга к трубе включает этапы, на которых вставляют муфту, имеющую наружную поверхность, сужающуюся в радиальном направлении в сторону наружу от конца муфты, в осевое отверстие корпуса фитинга, имеющее внутреннюю поверхность, сужающуюся в радиальном направлении внутрь, начиная от обжимного конца корпуса фитинга, вставляют трубу в осевое отверстие муфты, и размещают корпус фитинга в инструменте для осевого обжатия, и осуществляют осевое обжатие корпуса фитинга с муфтой и муфты с трубой посредством обжатия сужающейся внутренней поверхности корпуса фитинга с сужающейся наружной поверхностью муфты (патент № 2711704 на изобретение «Обжимной фитинг», заявка РСТ US 2016/023147, дата подачи 18.03.2016 г., дата публикации заявки 05.04.2019 г.).
Известен пресс-фитинг для соединения труб или присоединения трубы, включающий пресс-гильзу, обеспеченную на торце, обращенном к трубе кольцеобразным элементом, кольцеобразный элемент имеет конфигурацию, позволяющую взаимодействовать с обжимным инструментом для контроля обжимного инструмента, кольцеобразный элемент имеет конфигурацию, приводящую к изменению в его внешнем виде после осуществления заранее заданного воздействия обжимного инструмента, при этом корпус фитинга выполнен с опорным элементом, поверх которого может быть вставлен конец трубы, пресс-гильза, окружающая опорный элемент фитинга, с конфигурацией, позволяющей деформацию при приложении обжимного усилия при использовании обжимного инструмента, для соединения конца трубы с опорным элементом фитинга, кольцеобразный элемент обеспечен и предназначен в результате воздействия обжимного инструмента для уменьшения радиуса кривизны и/или кольцеобразный элемент имеет секторы с радиусами кривизны, которые меньше радиусов кривизны пресс-гильзы перед деформацией и которые, в частности, по существу соответствуют радиусу кривизны примыкающей секции трубы, где кольцеобразный элемент имеет множество сегментов, соединенных множеством соединительных секций, кольцеобразный элемент имеет конфигурацию, позволяющую существенное уменьшение окружности при приложении обжимного давления через орторадиальную деформацию соединительных секций и одновременное передвижение сегментов навстречу друг другу.
Способ обжима, включающий приложение обжимного усилия при использовании обжимного инструмента к деформируемому разрушаемому кольцеобразному элементу на открытом конце пресс-фитинга, при этом сегменты кольцеобразного элемента и/или обжимной инструмент остается под контролем, когда кольцеобразный элемент разрушается под воздействием обжимного усилия при приложении деформирующего усилия к гильзе через и на кольцеобразный элемент (патент № 2575218 на изобретение «Пресс-фитинг», заявка РСТ ЕР 2011/700929, дата подачи 27.12.2021, дата публикации заявки 27.12.2014 г.).
Наиболее близким техническим решением к заявляемому изобретению является узел соединения полимерной армированной трубы, содержащей, по меньшей мере, одну армирующую систему, состоящую из армирующих элементов, характеризующийся тем, что содержит расположенную внутри трубы опорную втулку, снабженную стопорным буртиком, ограничивающим перемещение концевого участка соединяемой трубы, и обжимную гильзу, охватывающую снаружи трубу с опорной втулкой и содержащую по внутренней поверхности стопорную канавку для сопряжения со стопорным буртиком, причем обжимная гильза выполнена разрезной вдоль вертикальной оси симметрии и состоящей, по меньшей мере, из двух частей, представляющих собой сегменты цилиндра с радиально расположенными чередующимися выступами и пазами на внутренней поверхности, образующие в сомкнутом состоянии полый цилиндр с чередующимися кольцевыми выступами и пазами на внутренней поверхности, при этом обжимная гильза снабжена стопорными кольцами, охватывающими ее снаружи, выполненными с обеспечением возможности обжатия и фиксации сегментов гильзы в сомкнутом состоянии, а также равномерного обжатия и фиксации кольцевыми выступами обжимной гильзы положения трубы и элементов ее армирующей системы в узле соединения по всей поверхности сопряжения опорной втулки и обжимной гильзы.
При монтаже опорная втулка устанавливается до упора внутрь концевого участка соединяемой трубы. Затем на внешнюю поверхность трубы устанавливаются части обжимной разрезной гильзы, таким образом, что стопорный буртик опорной втулки сопрягается со стопорной канавкой разрезной гильзы. На установленные части обжимной разрезной гильзы устанавливается приспособление для монтажа и производится стягивание частей обжимной разрезной гильзы в радиальном направлении к центру соединяемой трубы при помощи резьбовых элементов. Затяжка останавливается, когда приспособление полностью сомкнуто. Затем на внешнюю поверхность разрезной сомкнутой гильзы устанавливаются стопорные кольца, фиксирующие положение обжимной разрезной гильзы и опорной втулки на трубном элементе. После установки стопорных колец приспособление снимается. Канавка для сопряжения со стопорным буртиком предпочтительно выполнена с возможностью фиксации в ней концевого участка соединяемой трубы, плотно сопряженного с торцевой поверхностью буртика. Таким образом, осуществляется дополнительный эффект фиксации трубы в устройстве соединения и защита ее торцов от разрушения, (патент RU № 2586031 на изобретение «Узел соединения армированной полимерной трубы», заявка 2014137436/06, дата подачи заявки 2014.09.17, дата публ. заявки 10.06.2016 г.).
Недостатки упомянутых решений связаны с ненадежностью и низкой безопасностью известных фитингов, т.к. в конструкциях применены соединения, предусматривающие дополнительную их фиксацию, например, посредством колец или резьбовые, которые требуют проведения постоянного контроля и подтяжки. При турбулентности транспортируемых потоков рабочей среды указанные соединения могут быть ослаблены вибрацией, а при относительном сужении и/или расширении трубы под действием нагрузки происходит износ резьбы, а также ее смятие. В случае высоких давлений для надежного соединения необходимо значительное увеличение длины резьбового участка. В случае использования колец под действием сезонного морозного пучения и оттаивания грунтов может происходить их смещение от заданного положения.
Технический результат, на достижение которого направлена группа изобретений, заключается в повышении надежности и безопасности фитингов обжимных, а также увеличение срока эксплуатации трубопроводов с применением таких фитингов.
Указанный результат достигается тем, что фитинг обжимной, предназначенный для соединения между собой полимерных армированных труб и содержащий размещаемую внутри присоединяемой трубы гильзу, снабженную буртиком, и обжимную втулку с профильной внутренней поверхностью, при этом обжимная втулка охватывает снаружи трубу с гильзой, согласно изобретению торец гильзы, обращенный в сторону рабочего конца присоединяемой трубы, конусно уменьшен в радиальном направлении под запрессовку трубы, причем часть внешней поверхности гильзы вблизи конусного торца выполнена профильной и образована выступами, ответно которым на внутренней профильной поверхности обжимной втулки выполнены кольцевые насечки, при этом обжимная втулка, насаживаемая на гильзу и неразъемно связанная с ней посредством сварки, имеет вентиляционные отверстия, а ее свободный торец выступает за торец гильзы в осевом направлении.
Благодаря тому, что свободный торец обжимной втулки выступает за торец гильзы обеспечивается плотное соединение конусной части гильзы и присоединяемой трубы, а также беспрепятственное протекание потока рабочей среды по трубопроводу, благодаря сохранению исходного проходного сечения трубы и, соответственно, отсутствию дополнительного гидравлического сопротивления.
Кольцевые насечки на втулке выполнены в виде «ерша». Выступы на гильзе выполнены округлыми. Известно, что при механических нагрузках в соединении фитинга действует, в том числе, упругая деформация, возникающая при изменении температуры воздуха окружающей среды или перемещаемого внутри трубы потока. В заявляемом устройстве, благодаря округлым выступам, происходит термическое сужение или расширение, препятствующее надрыву поверхности трубы и приводящее лишь к изменению формы после снятия нагрузки с одной профильной части на другую при сохранении плотного и герметичного соединения по всей наружной поверхности гильзы.
Устройство для монтажа заявляемого фитинга обжимного содержит несущее основание в виде рамы с установленными на ней вертикальными стойками: передней и задней, направляющими, размещенными между стойками перпендикулярно им, и подвижную пластину со средствами крепления, выполненными с возможностью поочередного присоединения развальцовочной гильзы или фитинга, и сквозным отверстием, через которое проходит присоединяемая к фитингу труба, перемещаемая по направляющим, при этом подвижная пластина связана с приводом, обеспечивающим ее движение и закрепленным на задней стойке, а в передней стойке или направляющих установлена неподвижная опора, в которой посредством пластины установлен зажим для трубы, причем в переднюю стойку вмонтированы элементы крепления для съемной матрицы в виде опорных пластин.
Способ монтажа фитинга обжимного, заключающийся в том, что рабочий конец присоединяемой трубы вставляют в зажим, устанавливают присоединяемую трубу между направляющими, после чего зажим фиксируют крышкой, на подвижной пластине закрепляют развальцовочную гильзу с переходной втулкой и подвижную пластину с помощью привода перемещают до сопряжения с рабочим концом присоединяемой трубы, который развальцовывают и после этого развальцовочную гильзу демонтируют и заменяют на фитинг, который при перемещении подвижной пластины сначала запрессовывают на внутренний диаметр рабочего конца присоединяемой трубы, а после этого с помощью съемной матрицы уже трубу запрессовывают по наружному диаметру фитинга, по окончании запрессовки трубу снимают с установки.
Заявляемое изобретение поясняется чертежами, где
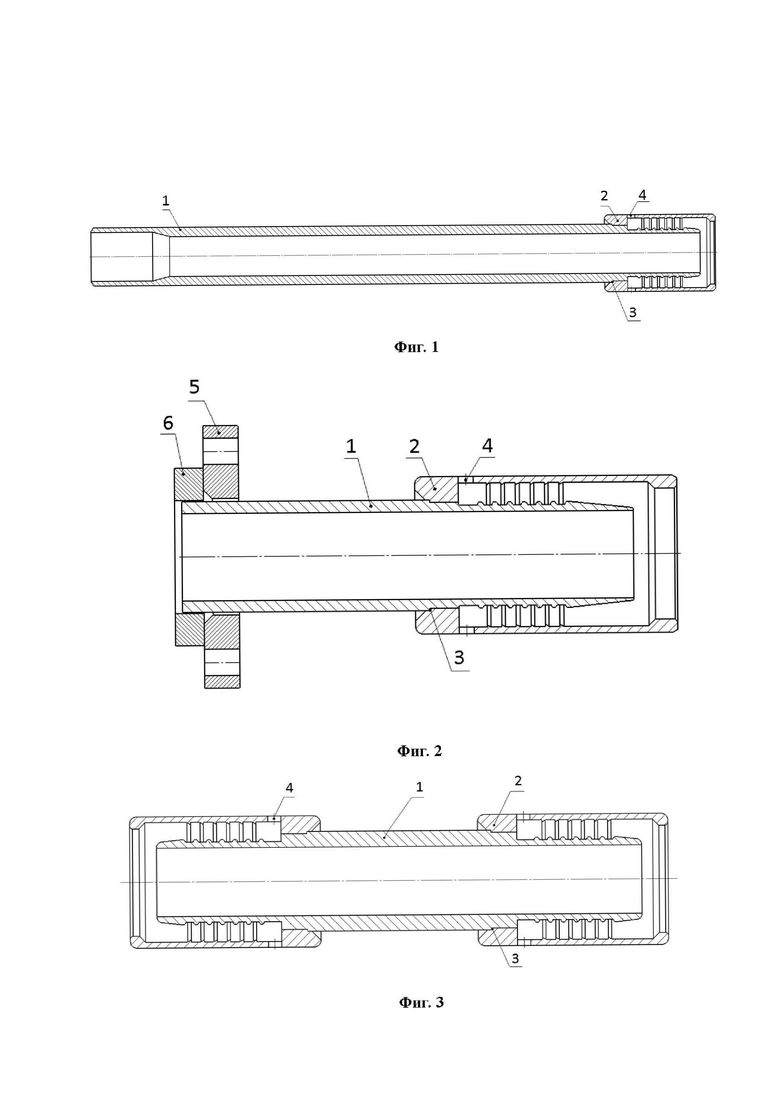
Фиг. 1 - фитинг обжимной «труба-металл»;
Фиг. 2 - фитинг обжимной «труба-фланец»;
Фиг. 3 - фитинг обжимной «труба-труба»;
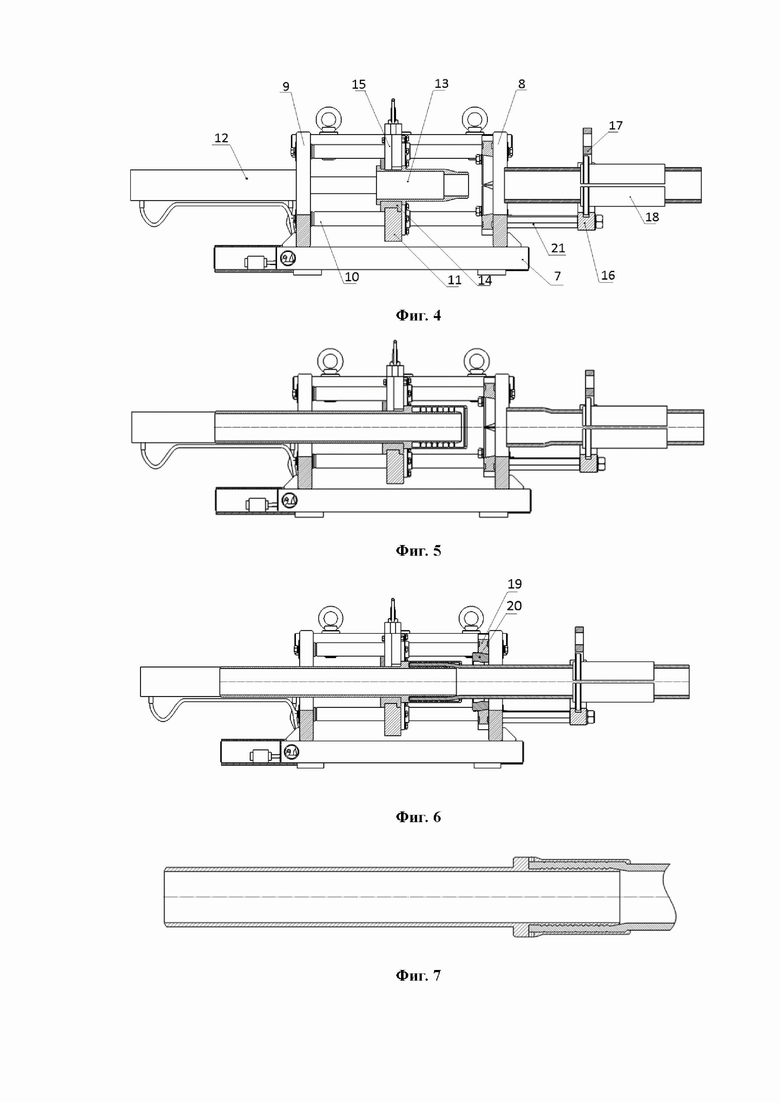
Фиг. 4 - установка для монтажа фитинга обжимного (в положении 1);
Фиг. 5 - установка для монтажа фитинга обжимного (в положении 2);
Фиг. 6 - установка для монтажа фитинга обжимного (в положении 3);
Фиг. 7 - Фитинг «труба-металл» в запрессованном состоянии.
Заявляемый фитинг (фиг. 1) состоит из гильзы 1, представляющей собой полый элемент, например, отрезок металлической трубы. Торец гильзы, обращенный в сторону рабочего конца присоединяемой к фитингу трубы, уменьшен в радиальном направлении и имеет конусную форму, подготовленную под запрессовку трубы, при этом поперечное сечение конусного торца соразмерно диаметру данной трубы. Часть внешней поверхности гильзы, расположенной вблизи конусного торца, выполнена профильной и образована плавными кольцевыми выступами, ответно которым на внутренней профильной поверхности обжимной втулки 2 выполнены кольцевые насечки в виде «ерша», нанесенные на внутреннюю поверхность обжимной втулки 2, которую насаживают на гильзу. Обжимная втулка 2 также представляет собой отрезок полой металлической трубы. Насечки в виде «ерша», выполненные на внутренней поверхности обжимной втулки, препятствуют разъединению трубы и фитинга после окончательной сборки и обжима фитинга.
Гильза 1 снабжена буртиком 3, в который упирается торец обжимной втулки 2, предотвращая смещение. Кроме того, гильза и обжимная втулка неразъемно связаны между собой посредством электродуговой сварки по наружному диаметру соединения. Соединение элементов сваркой фиксирует положение конструктивных элементов относительно друг друга и, соответственно, повышает его надежность и прочность, а также сохраняет герметичность соединения.
В обжимной втулке выполнены вентиляционные отверстия 4, через которые при запрессовке фитинга на трубу отводится воздух и диффундирующие компоненты, сопутствующие эксплуатации трубопроводов, в частности, подземных.
Для изготовления гильзы и обжимной втулки используют легированные и коррозионно-стойкие марки стали, сохраняющие свои свойства в широком диапазоне температур и агрессивных средах. Могут быть применены стали, например, марок 09Г2С, 12Х18Н10Т и т.п.
Конструктивное исполнение второго торца гильзы, противоположного конусному, определяется в зависимости от объекта, присоединяемого к фитингу.
Так, например, при образовании соединения «труба-металл» (фиг. 1) на внутренней поверхности второго торца гильзы выполнена круговая проточка, соответствующая внутреннему диаметру присоединяемой трубы.
Фитинг для соединения «труба-фланец» (фиг. 2) дополнительно содержит фланец 5, ограниченный кольцом 6, установленным на торце гильзы, противоположном конусному. Кольцо и фитинг связаны между собой посредством электродуговой сварки, образуя неразъемное соединение, что способствует повышению надежности. Фланец 5 находится между кольцом 6 и обжимной втулкой 2, что позволяет позиционировать отверстия фланца в любом положении без усилий. Фитинг «труба-фланец» используют для трубопроводов, в которых соединение труб или иных элементов осуществляют через фланцевые соединения с прокладками, обеспечивающими не менее герметичное соединение, чем сварное. Такое соединение используют для подключения/присоединения определенного участка трубопровода к различным аппаратам и устройствам, для подвода/отвода рабочих сред, стыковки отдельных участков трубы, а также для обеспечения свободного доступа к определенным участкам трубопровода.
Для соединения «труба-труба» (фиг. 3) оба торца гильзы 1 выполнены конусными. Фитинг «труба-труба» применяют при строительстве трубопроводов большой длины, а также для соединения концов труб из разных бухт или повторного соединения труб в местах их разрезов.
Установка для монтажа (фиг. 4) заявляемого фитинга обжимного содержит несущее основание в виде рамы 7 с вертикальными стойками: передней 8 и задней 9, в качестве которых используют утолщенные плиты. Кроме того, на раме закреплены направляющие 10, которые вместе с вертикальными передней 8 и задней 9 стойками обеспечивают жесткость конструкции. Вертикальные передняя 8 и задняя 9 стойки расположены на расстоянии друг от друга, соответствующем длине возможного хода подвижной пластины 11, перемещение которой осуществляется с помощью привода, в качестве которого выбраны два гидроцилиндра 12, подключаемые к источнику внешнего питания (на чертеже не показан). Штоки гидроцилиндров через крепежное, например, болтовое соединение, связаны с подвижной пластиной 11, а корпуса гидроцилиндров с помощью резьбового соединения связаны с вертикальной задней стойкой 9, являющейся для гидроцилиндров опорой. Перемещение подвижной пластины 11, обеспечиваемое гидро цилиндрами, происходит по направляющим 10, которые связаны с подвижной пластиной посредством подшипников скольжения. Направляющие 10 расположены перпендикулярно вертикальным стойкам: передней 8 и задней 9 и жестко соединены с ними, что делает возможным одинаковое распределение усилий при запрессовке и, как следствие, равномерность самой запрессовки фитинга, а также снижение вероятности перекосов, что положительно влияет на надежность и прочность. В подвижной пластине установлена развальцовочная гильза 13 со сменной переходной втулкой 14. Переходная втулка имеет внутренний диаметр, приближенный к наружному диаметру гильзы 1. Развальцовочная гильза или фитинг с переходной втулкой фиксируются крышкой 15. На направляющих 21, закрепленных в резьбовых отверстиях на вертикальной передней стойке 8, закреплена неподвижная опора 16, в которой с помощью приспособления для фиксации 17 установлен зажим 18 для трубы. По внутреннему диаметру переходной втулки происходит центрирование фитинга и развальцовочной гильзы, при этом развальцовка рабочего конца присоединяемой трубы, а также запрессовка фитинга и обжим трубы ограничены внутренним диаметром переходной втулки. Наличие переходной втулки способствует уменьшению веса оснастки.
Кроме того, на вертикальной передней стойке 8 посредством элементов крепления в виде опорных пластин 19 размещена съемная матрица 20, с помощью которой фитинговому соединению придается окончательная форма.
Для повышения стойкости к агрессивным средам на внутреннюю поверхность гильзы может быть нанесено защитное покрытие, например, на основе эпоксидных смол.
Способ монтажа фитинга обжимного осуществляют следующим образом.
Перед монтажом фитинга увеличивают первоначальный диаметр рабочего конца присоединяемой трубы для формирования равномерного проходного сечения, а также упрощения монтажа фитинга. Для расширения диаметра трубы в подвижную пластину 11 устанавливают развальцовочную гильзу 13 со сменной переходной втулкой 14. Рабочий конец присоединяемой трубы (позиция не присвоена) размещают в зажиме 18, который закрепляют приспособлением для фиксации 17 (фиг. 4 положение 1). Затем с помощью привода в виде двух гидроцилиндров подвижную пластину с развальцовочной гильзой перемещают до сопряжения торца развальцовочной гильзы с рабочим концом присоединяемой трубы, который развальцовывают. По окончании развальцовки развальцовочную гильзу снимают и заменяют на фитинг (фиг. 5 положение 2), который путем перемещения подвижной пластины запрессовывают на внутренний диаметр рабочего конца присоединяемой трубы. После этого в опорные пластины, закрепленные на передней стойке, вставляют съемную матрицу 20 и с ее помощью трубу запрессовывают уже по наружному диаметру фитинга (фиг. 6 - положение 3). В результате между рабочим концом присоединяемой трубы и фитингом образуется надежное неразъемное соединение, которое может быть использовано при заявленных рабочих параметрах в течение всего срока эксплуатации трубопровода с сохранением исходных параметров проходного сечения труб (фиг. 7).
Примеры конкретного осуществления изобретения
Пример 1
Осуществлен монтаж полимерной армированной трубы с наружным диаметром 125 мм и внутренним диаметром 97-100 мм с применением фитинга «труба-металл», изготовленного из стали 09Г2С, при этом диаметр гильзы по наружной профильной поверхности с кольцевыми выступами составляет 112 мм, внутренний диаметр - 98 мм. Длина участка гильзы, на который монтируется присоединяемая труба, равна 175 мм. Выбрана обжимная втулка с внутренним диаметром 141 мм, при этом длина обжимной втулки, контактирующая с присоединяемой трубой, составляет 195 мм. Для увеличения диаметра рабочего конца присоединяемой трубы использована развальцовочная гильза с наружным диаметром 115 мм. Запрессовка фитинга на трубу и его обжим выполнен с помощью съемной матрицы, имеющей в своей профильной части минимальный диаметр 144 мм.
Пример 2
На трубе с наружным и внутренним диаметрами 75 мм и 52-54 мм соответственно выполнен монтаж фитинга «труба-труба», изготовленного из стали 09Г2С. Диаметр гильзы по наружной профильной поверхности с кольцевыми выступами - 65 мм, внутренний - 52 мм, при этом длина участка гильзы, на который монтируется труба, составляет 95 мм. Параметры втулки: внутренний диаметр - 91 мм, длина контактирующей внутренней профильной части - 115 мм. Расширение диаметра трубы выполнено с помощью развальцовочной гильзы, наружный диаметр которой равен 67 мм. Запрессовка фитинга на трубу и обжим фитинга осуществлен с использованием съемной матрицы, имеющей в своей профильной части минимальный диаметр 91 мм.
Испытания фитингов, указанных в примерах №№ 1 и 2, были проведены при постоянном внутреннем давлении в трубе не менее 10 Мпа, температуре 20°С в течение не менее 100 часов.
Полученные результаты испытаний подтвердили, что предлагаемое техническое решение образует надежное герметичное соединение с трубой и исключает перемещение трубы относительно фитинга.
Надежность и прочность соединения фитинга с присоединяемой трубой были также проверены посредством разрушающих гидравлических испытаний, при этом прилегание трубы к гильзе и внутренней поверхности обжимной втулки было установлено путем разреза испытуемых образцов на несколько частей на ленточнопильном станке. Анализ полученных разрезов подтвердил равномерность обжимающего воздействия на конец полимерной армированной трубы с фитингом.
Приведенные примеры иллюстрируют, но не исчерпывают все варианты использования фитингов с оптимальными параметрами для разных типоразмеров труб.
| название | год | авторы | номер документа |
|---|---|---|---|
| СОЕДИНИТЕЛЬНЫЙ КОМПЛЕКТ ДЛЯ ТРУБ, СПОСОБ СОЕДИНЕНИЯ ТРУБЫ С ФИТИНГОМ, ГАЙКА И ИНСТРУМЕНТ (ВАРИАНТЫ) | 2012 |
|
RU2482373C1 |
| УЗЕЛ СОЕДИНЕНИЯ АРМИРОВАННОЙ ПОЛИМЕРНОЙ ТРУБЫ | 2014 |
|
RU2586031C2 |
| ЭЛЕМЕНТ ПЕРЕДАЧИ УСИЛИЯ, СКОЛЬЗЯЩАЯ ВТУЛКА, УСТРОЙСТВО, А ТАКЖЕ СПОСОБ ИЗГОТОВЛЕНИЯ НЕРАЗЪЕМНОГО СОЕДИНЕНИЯ ДЕТАЛЕЙ | 2009 |
|
RU2446341C1 |
| ЗАПРЕССОВАННЫЙ ШТУЦЕР ДЛЯ СОЕДИНЕНИЯ ТРУБ И ИНСТРУМЕНТ ДЛЯ ЗАПРЕССОВАННОГО ШТУЦЕРА | 2014 |
|
RU2625326C2 |
| ПРЕСС-ФИТИНГ | 2011 |
|
RU2575218C2 |
| МЕХАНИЧЕСКОЕ СОЕДИНЕНИЕ ТРУБ СРЕДНЕГО ДИАМЕТРА | 2020 |
|
RU2746030C1 |
| ФИТИНГ СО ВСТРОЕННЫМ ИНДИКАТОРНЫМ КОЛЬЦОМ | 2012 |
|
RU2575221C2 |
| НЕРАЗЪЕМНОЕ СОЕДИНЕНИЕ РУКАВОВ ВЫСОКОГО ДАВЛЕНИЯ | 2014 |
|
RU2550233C1 |
| МЕХАНИЧЕСКОЕ СОЕДИНЕНИЕ ТРУБ МАЛОГО ДИАМЕТРА | 2020 |
|
RU2747547C1 |
| УНИВЕРСАЛЬНЫЙ ПРИБОР ДЛЯ СНАРЯЖЕНИЯ ПАТРОНОВ | 2022 |
|
RU2802334C1 |
Группа изобретений относится к сфере промышленного производства, связанного с обустройством и монтажом трубопроводов различного назначения, в том числе систем нефтегазовой промышленности, химической промышленности, на предприятиях энергетики и ЖКХ для транспортировки газонефтяных эмульсий, нефтепродуктов, пластовых и сточных вод, кислотных и щелочных растворов, промышленной воды, систем холодного и горячего водоснабжения, и может быть использована для соединения термопластичных армированных труб к стальным трубам и запорной арматуре с помощью фитинга. Изобретение повышает надежность и безопасность фитингов обжимных, а также увеличивает срок эксплуатации трубопроводов. Фитинг обжимной содержит размещаемую внутри присоединяемой трубы гильзу, снабженную буртиком, и обжимную втулку с профильной внутренней поверхностью, при этом обжимная втулка охватывает снаружи трубу с гильзой. Торец гильзы, обращенный в сторону рабочего конца присоединяемой трубы, конусно уменьшен в радиальном направлении под запрессовку трубы, причем часть внешней поверхности гильзы вблизи конусного торца выполнена профильной и образована выступами, ответно которым на внутренней профильной поверхности обжимной втулки выполнены кольцевые насечки, при этом обжимная втулка, насаживаемая на гильзу и неразъемно связанная с ней посредством сварки, имеет вентиляционные отверстия, а ее свободный торец выступает за торец гильзы в осевом направлении. Также описаны устройство для монтажа заявляемого фитинга обжимного и способ монтажа фитинга обжимного. 3 н. и 4 з.п. ф-лы, 7 ил.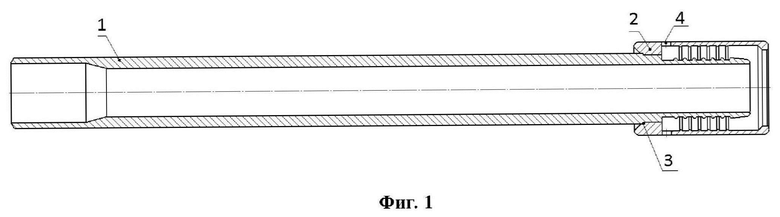
1. Фитинг обжимной, предназначенный для соединения между собой полимерных армированных труб и содержащий размещаемую внутри присоединяемой трубы гильзу, снабженную буртиком, и обжимную втулку с профильной внутренней поверхностью, при этом обжимная втулка охватывает снаружи трубу с гильзой, отличающийся тем, что торец гильзы, обращенный в сторону рабочего конца присоединяемой трубы, конусно уменьшен в радиальном направлении под запрессовку трубы, причем часть внешней поверхности гильзы вблизи конусного торца выполнена профильной и образована выступами, ответно которым на внутренней профильной поверхности обжимной втулки выполнены кольцевые насечки, при этом обжимная втулка, насаживаемая на гильзу и неразъемно связанная с ней посредством сварки, имеет вентиляционные отверстия, а ее свободный торец выступает за торец гильзы в осевом направлении.
2. Фитинг по п. 1, отличающийся тем, что по внутренней поверхности второго торца гильзы выполнена круговая проточка.
3. Фитинг по п. 1, отличающийся тем, что дополнительно содержит фланец, ограниченный кольцом, закрепленным посредством неразъемного соединения на торце гильзы, противоположном конусному.
4. Фитинг по п. 4, отличающийся тем, что неразъемное соединение выполнено посредством электродуговой сварки.
5. Фитинг по п. 1, отличающийся тем, что гильза выполнена с двумя конусными торцами.
6. Устройство для монтажа заявляемого фитинга обжимного, содержащее несущее основание в виде рамы с установленными на ней вертикальными стойками: передней и задней, направляющими, размещенными между стойками перпендикулярно им, и подвижную пластину со средствами крепления, выполненными с возможностью поочередного присоединения развальцовочной гильзы или фитинга, и сквозным отверстием, через которое проходит присоединяемая к фитингу труба, перемещаемая по направляющим, при этом подвижная пластина связана с приводом, обеспечивающим ее движение и закрепленным на задней стойке, а в направляющих или передней стойке установлена неподвижная опора, в которой установлен зажим трубы, оснащенный приспособлением для его фиксации, причем на передней стойке также смонтировано приспособление в виде опорных пластин для крепления съемной матрицы, предназначенной для окончательного формирования соединения.
7. Способ монтажа фитинга обжимного, указанного в п. 1, осуществляемый с использованием устройства по п. 6 и заключающийся в том, что рабочий конец присоединяемой трубы вставляют в зажим, устанавливают присоединяемую трубу между направляющими, после чего зажим фиксируют крышкой, на подвижной пластине закрепляют развальцовочную гильзу с переходной втулкой и подвижную пластину с помощью привода перемещают до сопряжения с рабочим концом присоединяемой трубы, который развальцовывают, и после этого развальцовочную гильзу демонтируют и заменяют на фитинг, который при перемещении подвижной пластины сначала запрессовывают на внутренний диаметр рабочего конца присоединяемой трубы, а после этого с помощью съемной матрицы уже трубу запрессовывают по наружному диаметру фитинга, по окончании запрессовки трубу снимают с установки.
| УЗЕЛ СОЕДИНЕНИЯ АРМИРОВАННОЙ ПОЛИМЕРНОЙ ТРУБЫ | 2014 |
|
RU2586031C2 |
| ПРЕСС-ФИТИНГ | 2011 |
|
RU2575218C2 |
| ОБЖИМНОЙ ФИТИНГ | 2016 |
|
RU2711704C2 |
| DE 102004016327 A1, 03.11.2005 | |||
| УЗЕЛ СОЕДИНЕНИЯ ПОЛИМЕРНОЙ ТРУБЫ | 2012 |
|
RU2484353C1 |

