Изобретения относятся к металлургии, а именно: к области переработки твердых промышленных и бытовых отходов. Они также могут быть использованы в энергетике для сжигания или газификации углей с высоким содержанием золы.
Высокотемпературные плавильные агрегаты широко применяются в промышленности. Высокая температура рабочего пространства плавильного агрегата вынуждает защищать их металлический корпус огнеупорной футеровкой, которая постепенно изнашивается, и для ее восстановления приходится останавливать плавильный агрегат на холодный ремонт футеровки.
Срок непрерывной работы плавильного агрегата можно увеличить за счет образования гарнисажа на внутренней поверхности металлического корпуса плавильного агрегата. Для образования гарнисажа обычно применяют охлаждение рабочей (внутренней) поверхности корпуса. Металлурги давно и успешно применяют водяное охлаждение стен и сводов плавильных агрегатов. Но вода как теплоноситель имеет ряд существенных недостатков.
Поэтому по аналогии с системами охлаждения ядерных энергетических установок в последнее время у конструкторов появился интерес к созданию систем охлаждения корпуса плавильного агрегата жидкометаллическими теплоносителями, имеющими ряд преимуществ перед водой: более высокие температуры кипения, лучшие теплотехнические свойства и др. [1]
Созданы оригинальные конструкции систем охлаждения корпуса плавильного агрегата жидким натрием, например [2]. Эти системы применяются в плавильных агрегатах, размещаемых в строящихся цехах для переработки твердых промышленных и бытовых отходов. В этом случае плавильная камера агрегата имеет металлический корпус, выполненный в виде двустенной металлической оболочки с герметичной полостью, заполненной жидкометаллическим теплоносителем - натрием (первичная система охлаждения), и устройство (теплообменник) для охлаждения жидкометаллического теплоносителя газообразным теплоносителем - воздухом, азотом или их смесью (вторичная система охлаждения). Холодный газообразный теплоноситель подают в полость, образованную наружной стенкой плавильной камеры и наружной оболочкой теплообменника, размещенного непосредственно на корпусе плавильной камеры. Наружная стенка плавильной камеры служит внутренней оболочкой теплообменника. В нижней части плавильной камеры агрегата находится металлическая ванна, футерованная огнеупорами, в процессе работы агрегата, заполненная жидким металлом. Внутренняя поверхность корпуса в шлаковой зоне и зоне свободного пространства защищены образующимся гарнисажем. Для заполнения полости двустенной оболочки жидким натрием, слива натрия из полости и хранения резервного объема натрия служит обогреваемый сливной бак, соединенный с первичной системой охлаждения плавильной камеры обогреваемыми трубопроводами. Резервный объем сливного бака заполнен инертным газом - аргоном. Меняя давление аргона в сливном баке, можно перемещать натрий в первичную систему охлаждения или в сливной бак.
В процессе производства натрия, транспортировки его в специальных герметичных емкостях, заполнения сливного бака и первичной системы охлаждения корпуса плавильной камеры, а также в процессе работы плавильного агрегата жидкий натрий загрязняется примесями. Чаще всего это кислород, растворенный в натрии, и соединения кислорода, образующиеся при снижении растворимости кислорода в натрии или при взаимодействии кислорода с материалом корпуса вследствие процесса коррозии.
При рабочих температурах натрия в полости двустенного корпуса растворимость кислорода в натрии достаточно высока и соединения кислорода в нем либо не образуются, либо образуются в небольшом количестве. В таком случае загрязнение натрия примесями происходит преимущественно в результате коррозии материала корпуса. При правильном выборе материала корпуса процессы коррозии протекают медленно и загрязнение натрия примесями незначительно.
При понижении температуры натрия растворимость кислорода в нем снижается и растворенный кислород выделяется из раствора в виде оксидов натрия или гидрооксидов натрия, если в жидком натрии присутствует водород. В таком случае количество нерастворимых примесей в жидком натрии существенно возрастает.
Нерастворимые примеси могут осаждаться на стенках элементов первичной системы охлаждения, причем интенсивное осаждение примесей обычно происходит в местах, где изменяются направление и скорость перемещения натрия и несколько снижается температура натрия.
Наиболее неприятным является процесс оседания нерастворимых примесей в устье дренажного трубопровода, предназначенного для слива натрия из первичной системы охлаждения в сливной бак при ремонтах и аварийных ситуациях. Вследствие осаждения примесей сечение дренажного трубопровода уменьшается и даже может быть полностью перекрыто осевшими на внутренней поверхности трубы примесями.
Поэтому системы охлаждения жидким натрием нуждаются в специальных устройствах для очистки натрия от образующихся примесей.
В ядерных энергетических установках, использующих натрий в качестве жидкометаллического теплоносителя для очистки натрия от примесей, обычно используют устройства, называемые холодными ловушками [3]. Холодные ловушки размещают отдельно от системы охлаждения установок. Жидкий натрий для очистки перемещают в холодные ловушки и забирают из них очищенным принудительно, обычно электромагнитными насосами. Холодная ловушка имеет расположенные в металлической оболочке зоны охлаждения поступающего натрия, осаждения примесей, выпадающих в результате пересыщения раствора при его охлаждении, удержания примесей. После заполнения емкости зоны удержания примесей холодная ловушка заменяется или очищается от примесей [3].
В качестве ближайшего аналога заявляемых технических решений заявителем выбраны способ очистки жидкого натрия в холодных ловушках и устройство очистки натрия холодной ловушкой [3].
Известные способы очистки жидкого натрия в холодных ловушках применительно к первичной системе охлаждения плавильного агрегата жидкометаллическим теплоносителем имеют следующие недостатки:
- применение очистки жидкого натрия в холодной ловушке, размещенной отдельно от плавильного агрегата, существенно усложняет конструкцию системы охлаждения корпуса плавильного агрегата, и работу плавильного участка в целом;
- использование в системе охлаждения корпуса плавильного агрегата отдельно расположенной холодной ловушки требует применения средств принудительного перемещения жидкого натрия: электромагнитных насосов и др., что снижает надежность работы системы охлаждения корпуса;
- необходимость периодической замены или очистки холодной ловушки требует остановки агрегата, уменьшает срок непрерывной работы плавильного агрегата и общий срок службы корпуса плавильного агрегата
- сложность конструкции холодных ловушек и их систем охлаждения;
- наличие электромагнитного насоса и обогреваемых трубопроводов для транспортировки натрия в холодную ловушку и обратно в систему охлаждения корпуса вызывает увеличение расхода электроэнергии при эксплуатации плавильного агрегата.
- размещение системы очитки натрия отдельно от корпуса плавильного агрегата требует дополнительных производственных площадей.
Задачей предлагаемых изобретений является усовершенствование и упрощение способа непрерывной очистки жидкого натрия, применяемого в качестве теплоносителя в первичной системе охлаждения плавильного агрегата и устройства для осуществления способа.
Техническим результатом предлагаемых способа непрерывной очистки жидкого натрия, применяемого в качестве теплоносителя в первичной системе охлаждения, и устройства для его осуществления являются упрощение способа очистки жидкого натрия, увеличение срока непрерывной работы плавильного агрегата, упрощение конструкции устройства, повышение надежности его работы, снижение капитальных и эксплуатационных затрат за счет:
- размещения устройства непосредственно в корпусе плавильного агрегата;
- отказа от принудительного перемещения натрия электромагнитными насосами и использования перемещения натрия путем естественной конвекции;
- упрощения процесса охлаждения расплава натрия в зоне охлаждения и осаждения примесей;
- уменьшения производственной площади для размещения плавильного агрегата.
Технический результат достигается следующими решениями, объединенными общим изобретательским замыслом.
В способе непрерывной очистки жидкого натрия, применяемого в качестве теплоносителя в первичной системе охлаждения полого корпуса плавильного агрегата, включающем перемещение, охлаждение жидкого натрия, осаждение и удержание загрязняющих примесей в устройстве очистки, согласно первого изобретения, очистку жидкого натрия ведут в нижней части полого корпуса, где между наружной и внутренней его стенками сформировано устройство очистки, отделенное перегородкой от верхней части полого корпуса с возможностью перемещения жидкого натрия в устройство и из него за счет конвекции натрия в замкнутом пространстве полого корпуса, устанавливают объем поступления в устройство неочищенного натрия в единицу времени подбором величины зазора между наружной стенкой корпуса и горизонтальной перегородкой, установленной по периметру корпуса, меньшей величины зазора между внутренней стенкой корпуса и горизонтальной перегородкой, охлаждают поступивший в устройство очистки натрий до температуры осаждения и удержания в нем примесей посредством охлаждения наружной стенки корпуса холодным газом, пропускаемым через теплообменник, расположенный поверх полого корпуса, увеличивая расход газа в теплообменном канале, охватывающем наружную стенку корпуса на участке, примыкающем к устройству очистки натрия.
Устанавливают объем поступления в устройство неочищенного натрия постоянным в единицу времени подбором зазора между наружной стенкой корпуса и горизонтальной перегородкой, установленной по периметру корпуса, величиной меньшей в два раза величины зазора между внутренней стенкой корпуса и горизонтальной перегородкой.
Температуру жидкого натрия в охлаждающей зоне устройства очистки снижают до 150°С путем охлаждения наружной стенки корпуса на участке, примыкающем к устройству очистки, холодным газом, пропускаемым через теплообменный канал, охватывающий наружную стенку корпуса на участке, примыкающем к устройству очистки.
Увеличивают расход газа в теплообменном канале, охватывающем наружную стенку корпуса на участке, примыкающем к устройству очистки натрия, до 1,5 нм3/с на 1 м2 охлаждаемой поверхности наружной стенки корпуса.
Осаждают и удерживают загрязняющие примеси в устройстве очистки на участке донной части устройства очистки.
Температуру жидкого натрия снижают в устройстве очистки путем тепловой изоляции внутренней стенки нижней части полого корпуса, примыкающей к устройству очистки, на участке футеровки ванны.
Изолируют внутреннюю стенку нижней части полого корпуса, примыкающую к устройству очистки, от теплового потока со стороны шлакового расплава огнеупорной футеровкой толщиной, равной 250-300 мм.
Изоляционный слой огнеупорной футеровки нижней части полого корпуса выполняют из легковесного пеношамотного кирпича.
В плавильном агрегате с устройством очистки жидкого натрия, применяемого в качестве теплоносителя в первичной системе охлаждения полого корпуса агрегата, содержащем нижний неохлаждаемый корпус, огнеупорную футеровку ванны, верхний охлаждаемый полый корпус с герметичной полостью, заполненной жидким натрием, согласно второго изобретения, в нижней части полого корпуса, отделенной от его верхней части с первичной системой охлаждения перегородкой, сформировано устройство очистки, расположенное между наружной и внутренней стенками корпуса, донной частью корпуса и перегородкой, перегородка установлена по периметру корпуса с зазорами относительно его стенок, при этом зазор между перегородкой и внутренней стенкой корпуса превышает по величине зазор между перегородкой и наружной стенкой полого корпуса, зона охлаждения устройства очистки расположена со стороны наружной стенки корпуса, охлаждаемой холодным газом теплообменника, расположенного поверх полого корпуса, причем теплообменный канал, охватывающий наружную стенку полого корпуса на участке, примыкающем к устройству очистки, отделен от общего теплообменного канала, охватывающего остальную часть наружной стенки полого корпуса посредством перегородки.
Теплообменный канал, охватывающий наружную стенку корпуса на участке, примыкающем к устройству очистки, с расходом холодного газа до 1,5 нм3/с на 1 м2 охлаждаемой поверхности наружной стенки, отделен от общего теплообменного канала, охватывающего остальную часть наружной стенки полого корпуса перегородкой, расположенной на высоте 500 мм от донной части полого корпуса.
Внутренняя стенка нижней части полого корпуса на участке, примыкающем к устройству очистки, защищена тепловой изоляцией из огнеупорной футеровки толщиной от 250 до 300 мм.
К наружной стенке нижней части полого корпуса на участке, примыкающем к устройству очистки, прикреплены медные рифленые пластины.
Перегородка, отделяющая нижнюю часть полого корпуса от его верхней части с первичной системой охлаждения, установлена горизонтально на высоте 250-300 мм от донной части полого корпуса.
Ширина горизонтальной перегородки на 15 мм меньше ширины внутреннего пространства между наружной и внутренней стенками полого корпуса.
Горизонтальная перегородка установлена на расстоянии 5 мм от наружной стенки полого корпуса.
Горизонтальная перегородка установлена на расстоянии 10 мм от внутренней стенки полого корпуса.
Горизонтальная перегородка выполнена из аустенитной нержавеющей стали толщиной 10 мм.
Горизонтальная перегородка установлена в пазах внутренних ребер жесткости полого корпуса плавильного агрегата.
Изоляционный слой огнеупорной футеровки нижней части полого корпуса со стороны внутренней стенки на участке, примыкающем к устройству очистки, выполнен из легковесного пеношамотного кирпича.
Очистка жидкого натрия, производимая в нижней части полого корпуса, где между наружной и внутренней его стенками сформировано устройство очистки, отделенное перегородкой от верхней части полого корпуса с возможностью перемещения жидкого натрия в устройство и из него за счет конвекции натрия в замкнутом пространстве полого корпуса, позволяет, используя конвективные потоки в полом корпусе плавильного агрегата, заполненном жидким натрием, отказаться от не очень надежных и дорогих способов принудительного перемещения натрия в устройство очистки.
Конвективные потоки натрия возникают вследствие разности температур (градиента температур) натрия у внутренней и наружной стенок полого корпуса.
В плавильном агрегате, не имеющем встроенного в него устройства очистки, результирующие потоки натрия движутся вниз вдоль наружной стенки до дна полого корпуса и вверх по внутренней стенке полого корпуса, так как более холодный и более тяжелый натрий опускается вниз, соответственно более горячий и более холодный (мягкий) натрий поднимается вверх.
В плавильном агрегате, имеющем встроенное в него устройство очистки, результирующие потоки натрия движутся по поверхности перегородки и меньшая их часть движется в устройство очистки. Поэтому устройство очистки можно без особых затруднений и затрат разместить в нижней части полого корпуса, используя определенные технологические и конструктивные приемы, а именно:
- установить (ограничить) объем поступления в устройство «грязного» неочищенного натрия в единицу времени (расход натрия) для того, чтобы обеспечить возможность охлаждения натрия до нужной температуры, осаждения и удержания примесей;
- обеспечить возможность необходимого снижения температуры натрия, поступившего в устройство очистки, путем лучшей тепловой изоляции полого корпуса со стороны расплава, и усилить отвод тепла от наружной стенки корпуса устройства путем увеличения расхода холодного газа в теплообменном канале, охватывающем наружную стенку корпуса на участке, примыкающем к устройству очистки;
в) увеличить объем зоны (участка) удержания осажденных примесей в устройстве очистки, чтобы обеспечить непрерывную работу плавильного агрегата без остановок на удаление очень «грязного» натрия из устройства очистки.
Охлаждение жидкого натрия до температуры осаждения и удержания в нем примесей в устройстве очистки, расположенном в нижней части полого корпуса (в полости корпуса), охлаждаемом холодным газом теплообменника (вторичной системы охлаждения полого корпуса), позволяет отказаться от принудительного перемещения натрия в устройство очистки электромагнитными насосами. Это упрощает способ и увеличивает срок непрерывной работы плавильного агрегата. Одновременно уменьшается площадь, занимаемая устройством очистки, и уменьшаются эксплуатационные расходы.
Перемещение жидкого натрия в устройство очистки и из него путем естественной конвекции натрия в замкнутом пространстве полого корпуса позволяет упростить конструкцию устройства очистки натрия, повысить надежность его работы, уменьшить эксплуатационные расходы и снизить стоимость устройства очистки.
Для ускорения процесса перемещения жидкого натрия в устройство очистки и из него, используя естественную конвекцию натрия в замкнутом пространстве полого корпуса, объем поступления в устройство неочищенного натрия в единицу времени устанавливают в единицу времени (ограничивают) подбором величины зазора между наружной стенкой корпуса и горизонтальной перегородкой, установленной по периметру корпуса, которая должна быть меньше величины зазора между внутренней стенкой корпуса и горизонтальной перегородкой. Подбирают величину зазора между наружной стенкой корпуса и горизонтальной перегородкой, установленной по его периметру, меньшей в два раза величины зазора между внутренней стенкой корпуса и горизонтальной перегородкой, т.е. зазор между горизонтальной перегородкой и внутренней стенкой полого корпуса делается большим по величине в два раза, чем зазор между горизонтальной перегородкой и наружной стенкой полого корпуса. Тем самым устанавливают (ограничивают) объем очищенного натрия в единицу времени, поступающего из устройства в верхнюю часть корпуса с первичной системой его охлаждения.
Установление (ограничение) объема поступающего в единицу времени в устройство очистки загрязненного натрия необходимо для регламентированного охлаждения натрия до 150°С в охлаждающей зоне устройства и последующего осаждения примесей и формирования в устройстве очистки участка удержания осажденных примесей в донной части устройства очистки, что обеспечивает непрерывную работу плавильного агрегата без остановок на удаление очень «грязного» натрия из устройства очистки.
Снижение температуры натрия, поступившего в устройство очистки, до 150°С возможно за счет усиления тепловой изоляции внутренней стенки нижней части полого корпуса, примыкающей к устройству очистки, со стороны расплава, и за счет усиления отвода тепла от наружной стенки полого корпуса на участке, примыкающем к устройству очистки.
Отвод тепла от наружной стенки полого корпуса достигается охлаждением наружной стенки корпуса холодным газом, пропускаемым через теплообменник, расположенный поверх полого корпуса, увеличивая расход холодного газа в теплообменном канале, охватывающем наружную стенку корпуса на участке, примыкающем к устройству очистки натрия, по сравнению с расходом газа в теплообменном канале, охватывающем остальную часть наружной стенки полого корпуса.
Снижение температуры жидкого натрия в устройстве очистки натрия до 150°С позволяет снизить растворимость кислорода в натрии до пересыщения раствора кислородом и обеспечить выпадение (осаждение) кислорода из раствора в виде оксидов и других кислородсодержащих примесей.
Увеличение расхода холодного газа для охлаждения наружной стенки нижней части полого корпуса в теплообменном канале, охватывающем наружную стенку корпуса на участке, примыкающем к устройству очистки, до 1,5 нм3/с на 1 м2 охлаждаемой поверхности наружной стенки полого корпуса, необходимо для снижения температуры жидкого натрия до 150°С в устройстве очистки.
Тепловая изоляция внутренней стенки нижней части полого корпуса на участке, примыкающем к устройству очистки, от теплового потока, из огнеупорной футеровки толщиной, равной 250-300 мм, обеспечивает уменьшение поступления тепла из расплава в устройство очистки и создает оптимальные условия по снижению температуры жидкого натрия до 150°С.
Так как футеровка откосов агрегата наклонена к вертикали, то размер ее в нижней части корпуса устройства очистки натрия равен 300 мм, размер в верхней части корпуса устройства очистки натрия составляет 250 мм.
Выполнение изоляционного слоя огнеупорной футеровки нижней части полого корпуса, на участке, примыкающем к устройству очистки натрия, из легковесного пеношамотного кирпича, имеющего низкую теплопроводность, значительно снижает поступление тепла из расплава в устройство очистки.
Отделение устройства очистки натрия от верхней части корпуса и первичной системы охлаждения плавильного агрегата горизонтальной перегородкой позволяет уменьшить скорость поступления жидкого натрия в устройство очистки в единицу времени и обеспечить температурные условия охлаждения и последующей очистки жидкого натрия.
Выбор величины зазора между горизонтальной перегородкой и внутренней стенкой полого корпуса влияет на скорость поступления очищенного натрия из устройства очистки в полость первичной системы охлаждения корпуса агрегата. Если величина зазора между горизонтальной перегородкой и внутренней стенкой полого корпуса превышает величину зазора между перегородкой и наружной стенкой полого корпуса, создаются условия для наилучшей эвакуации очищенного натрия из устройства очистки в полость первичной системы охлаждения корпуса агрегата.
При равных величинах зазоров производительность устройства очистки уменьшается вследствие замедленной эвакуации очищенного натрия в полость первичной системы охлаждения корпуса агрегата.
Установка горизонтальной перегородки на высоте 250-300 мм от донной (нижней) части полого корпуса по периметру корпуса обеспечивает осаждение и удержание примесей в устройстве очистки в течение всего срока эксплуатации корпуса плавильного агрегата.
При установке горизонтальной перегородки на высоте менее 250 мм от донной части полого корпуса не обеспечиваются необходимые условия для охлаждения поступившего натрия и осаждения примесей, объем устройства очистки будет недостаточен для удержания осажденных примесей в течение всего срока эксплуатации корпуса плавильного агрегата.
При установке горизонтальной перегородки на высоте более 300 мм от донной части полого корпуса уменьшаются размеры и объем первичной системы охлаждения корпуса плавильного агрегата и эффективность работы этой системы.
Высота установки горизонтальной перегородки 250 мм наиболее удобна для небольших плавильных агрегатов.
Высота установки горизонтальной перегородки 300 мм оптимальна для больших плавильных агрегатов.
Если горизонтальная перегородка установлена не по всему периметру нижней части полого корпуса, объем устройства очистки недостаточен для удержания осажденных примесей в течение всего срока эксплуатации корпуса плавильного агрегата.
Когда горизонтальная перегородка имеет ширину на 15 мм меньше ширины заполненного натрием полого корпуса и смонтирована на расстоянии 5 мм от холодной (наружной) стенки полого корпуса и на расстоянии 10 мм от горячей (внутренней) стенки полого корпуса, то обеспечиваются необходимые скорости поступления в устройство очистки «грязного» натрия в зазор между перегородкой и холодной (наружной) стенкой полого корпуса и выхода очищенного натрия из устройства очистки через зазор между горизонтальной перегородкой и «горячей» (внутренней) стенкой полого корпуса.
При установке горизонтальной перегородки на расстояние меньше 5 мм от «холодной» наружной стенки полого корпуса скорость поступления натрия в устройство очистки уменьшается и не обеспечивается возможность поддержания количества примесей в натрии, находящихся в первичной системе охлаждения, на необходимо низком уровне.
При установке горизонтальной перегородки на расстояние больше 5 мм от «холодной» (наружной) стенки полого корпуса, скорость поступления натрия в устройство очистки увеличивается, и в устройстве очистки не достигается необходимая степень очистки натрия от примесей.
При установке горизонтальной перегородки на расстоянии менее 10 мм от горячей внутренней стенки полого корпуса не обеспечивается необходимая скорость удаления очищенного натрия из устройства очистки, что снижает производительность работы устройства очистки натрия.
При установке горизонтальной перегородки на расстоянии более 10 мм от горячей внутренней стенки полого корпуса скорость удаления натрия из устройства очистки возрастает, выделившиеся из раствора примеси не успевают полностью оседать в зоне осаждения, и степень очистки натрия уменьшается.
Выполнение горизонтальной перегородки из аустенитной нержавеющей стали обеспечивает необходимую стойкость перегородки против коррозии в жидком натрии.
Толщина горизонтальной перегородки 10 мм обеспечивает необходимую механическую прочность и жесткость перегородки в течение всего срока эксплуатации корпуса плавильного агрегата.
При толщине перегородки менее 10 мм необходимые прочность и жесткость перегородки не обеспечиваются.
Толщина перегородки более 10 мм приводит к необоснованному увеличению расхода нержавеющей стали.
Установка горизонтальной перегородки в пазах внутренних ребер жесткости полого корпуса плавильного агрегата облегчает монтаж перегородки и увеличивает точность сборки устройства очистки натрия.
Теплообменник предназначен для охлаждения жидкометаллического теплоносителя, находящегося в герметичной полости полого корпуса, газообразным теплоносителем - воздухом, азотом или их смесью и расположен поверх полого корпуса, образуя вторичную систему охлаждения корпуса плавильного агрегата. Газообразный теплоноситель подают в полость, образованную наружной стенкой полого корпуса и наружной оболочкой теплообменника, разделенную на теплообменные каналы, один из которых охватывает наружную стенку полого корпуса на участке, примыкающем к устройству очистки, а другой - общий теплообменный канал, охватывает остальную часть наружной стенки полого корпуса. Теплообменные каналы отделены друг от друга перегородкой.
Расход холодного газа, подаваемого в теплообменный канал, охватывающий наружную стенку корпуса на участке, примыкающем к устройству очистки, равный 1,5 нм3/с на 1 м2 охлаждаемой поверхности наружной стенки полого корпуса, обеспечивает необходимое охлаждение натрия до 150°С в охлаждающей зоне устройства очистки. При меньших значениях расхода холодного газа не обеспечивается необходимое охлаждение натрия до 150°С. Расход больший, чем 1,5 нм3/с на 1 м2, экономически невыгоден, так как неоправданно увеличиваются эксплуатационные затраты.
При этом теплообменный канал, охватывающий наружную стенку корпуса на участке, примыкающем к устройству очистки, отделен от общего теплообменного канала, охватывающего остальную часть наружной стенки полого корпуса перегородкой, расположенной на высоте 500 мм от донной части полого корпуса, что позволяет снизить температуру натрия в устройстве очистки до 150°С.
Отделение теплообменного канала, охватывающего наружную стенку корпуса на участке, примыкающем к устройству очистки, на высоте менее 500 мм от донной части полого корпуса от общего теплообменного канала не обеспечивает снижения температуры жидкого натрия в устройстве очистки до 150°С.
Отделение теплообменного канала, охватывающего наружную стенку корпуса на участке, примыкающем к устройству очистки, на высоте более 500 мм от донной части полого корпуса от общего теплообменного канала экономически не целесообразно, так как приводит к необоснованному увеличению расхода холодного газа и возрастанию тепловых потерь агрегата.
Ниже описываются способ непрерывной очистки жидкого натрия, применяемого в качестве теплоносителя в первичной системе охлаждения полого корпуса плавильного агрегата, и устройство для его осуществления со ссылками на прилагаемые чертежи (эскизы).
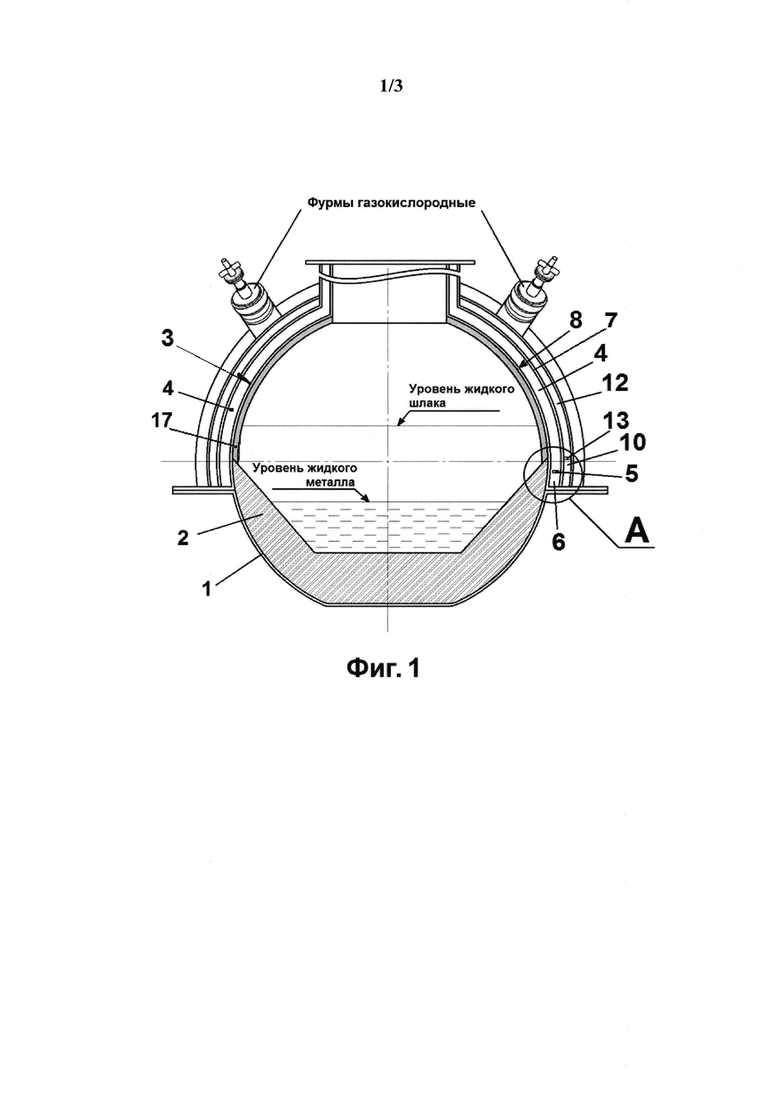
На фиг. 1 изображен поперечный разрез плавильного агрегата с устройством очистки натрия.
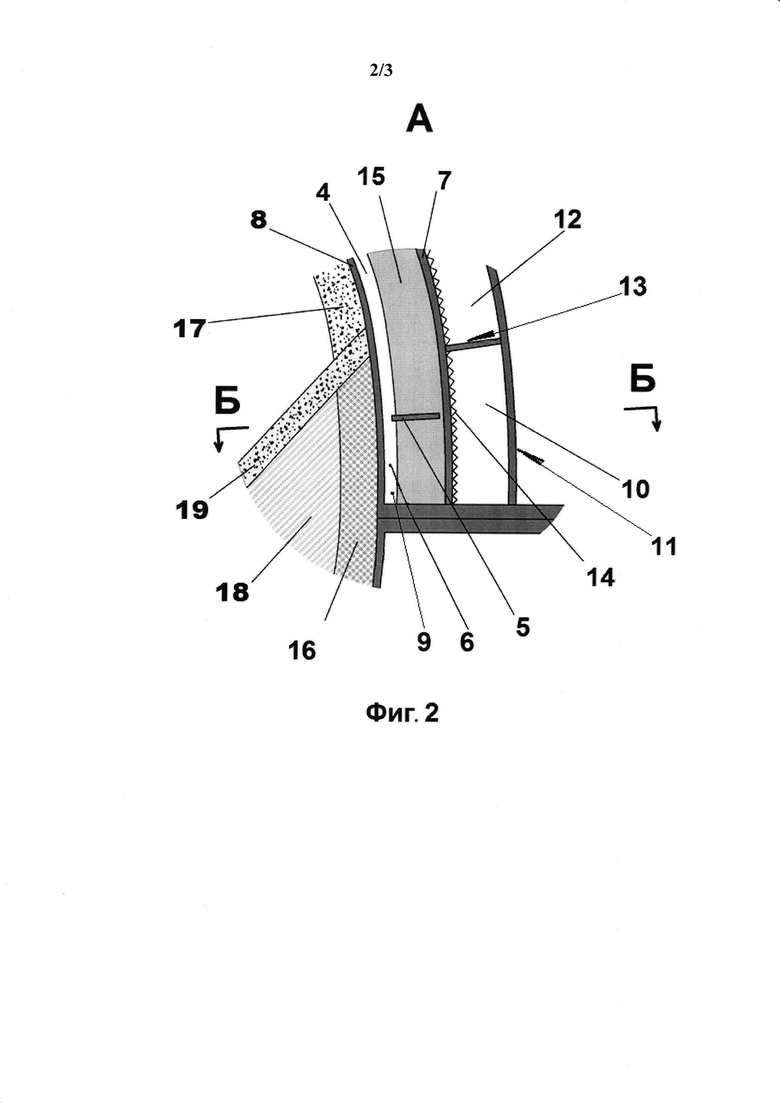
На фиг. 2 изображен местный вырыв А на фигуре 1.
На фиг. 3 изображен разрез Б-Б на фигуре 2.
Плавильный агрегат содержит нижний неохлаждаемый корпус 1 со шлаковой ванной, образованной огнеупорной футеровкой 2, верхний охлаждаемый полый корпус 3 с герметичной полостью 4, заполненной жидким натрием. В нижней части полого корпуса 3, отделенной от его верхней части перегородкой 5, сформировано устройство очистки 6, расположенное между наружной 7 и внутренней 8 стенками корпуса 3, донной частью 9 (см. на фиг. 2) корпуса 3 и перегородкой 5. Перегородка 5 установлена по периметру корпуса 3 с зазорами относительно его стенок, при этом зазор между перегородкой 5 и внутренней стенкой 8 корпуса 3 превышает по величине зазор между перегородкой 5 и наружной стенкой 7 полого корпуса.
Теплообменный канал 10 охлаждения устройства очистки 6 расположен со стороны наружной стенки 7 корпуса, охлаждаемой холодным газом теплообменника 11 (см. фиг. 2 и 3), расположенного поверх полого корпуса 3, причем канал 10, охватывающий наружную стенку 7 полого корпуса на участке, примыкающем к устройству очистки 6, отделен посредством перегородки 13 от общего теплообменного канала 12, охватывающего остальную часть наружной стенки 7 полого корпуса 3.
Перегородка 13 расположена на высоте 500 мм от донной части 9 полого корпуса 3.
Внутренняя стенка 8 нижней части полого корпуса 3 на участке, примыкающем к устройству очистки 6, защищена тепловой изоляцией из огнеупорной футеровки 2 толщиной от 250 до 300 мм.
К наружной стенке 7 нижней части полого корпуса 3 на участке, примыкающем к устройству очистки 6, прикреплены медные рифленые пластины 14 (см. фиг. 2 и 3).
Перегородка 5, отделяющая нижнюю часть полого корпуса 3 от его верхней части с первичной системой охлаждения, установлена горизонтально на высоте 250-300 мм от донной части 9 полого корпуса 3.
Ширина горизонтальной перегородки 5 на 15 мм меньше ширины внутреннего пространства между наружной 7 и внутренней 8 стенками полого корпуса 3.
Горизонтальная перегородка 5 установлена на расстоянии 5 мм от наружной стенки 7 полого корпуса 3.
Горизонтальная перегородка 5 установлена на расстоянии 10 мм от внутренней стенки 8 полого корпуса 3.
Горизонтальная перегородка 5 выполнена из аустенитной нержавеющей стали толщиной 10 мм.
Горизонтальная перегородка 5 установлена в пазах внутренних ребер 15 жесткости (см. фиг. 2 и 3) полого корпуса 3 плавильного агрегата.
Изоляционный слой 16 (см. фиг. 2 и 3) огнеупорной футеровки 2 нижней части полого корпуса 3 со стороны внутренней стенки 8 на участке, примыкающем к устройству очистки, выполнен из легковесного пеношамотного кирпича.
Внутренняя стенка 8 корпуса 3 облицована слоем огнеупорной обмазки 17, замещаемой гарнисажем в процессе эксплуатации агрегата.
Температура шлака в плавильном агрегате составляет 1600-1650°С. Температура газов в свободном пространстве плавильного агрегата 1800-1900°С. Тепло в первичную систему охлаждения поступает через слой огнеупорной обмазки 17 и слой огнеупорной футеровки 2 ванны, внутреннюю стенку 8 полого корпуса 3 и передается жидкому натрию, находящемуся в полом корпусе 3, далее наружной стенке 7 полого корпуса 3.
Наружная стенка 7 полого корпуса 3 охлаждается холодным газом (обычно воздухом), проходящим через канал 10 теплообменника 9 системы вторичного охлаждения корпуса 3 плавильного агрегата. Средняя температура натрия в полости 4 полого корпуса 3 составляет 430-450°С. Слой натрия, прилегающий к внутренней стенке 8 полого корпуса 3 нагрет до более высокой температуры 460-470°С; слой натрия, прилегающий к наружной стенке 7 полого корпуса 3 имеет более низкую температуру 420-430°С, вследствие охлаждения наружной стенки 7 корпуса 3 холодным газом. В результате в объеме полости 4 корпуса 3 возникают конвективные потоки движущегося жидкого натрия. Результирующий поток натрия вдоль внутренней стенки 8 полого корпуса 3 направлен снизу вверх, а результирующий поток натрия вдоль наружной стенки 7 полого корпуса 3 направлен вниз. Благодаря наличию этих потоков устройство 6 очистки натрия от примесей размещено в нижней части полого корпуса 3 плавильного агрегата, отделенной от его верхней части и первичной системы охлаждения перегородкой 5 с образованием зазоров между ней и стенками 7 и 8 корпуса. Чтобы обеспечить необходимую степень очистки натрия от примесей объем поступления в единицу времени неочищенного натрия в устройство 6 установлен в единицу времени (постоянным) путем ограничения потока натрия, поступающего из полости 4 полого корпуса 3 в устройство очистки 6 вдоль наружной стенки 7 полого корпуса и выходящего из устройства очистки 6 вверх в полость 4 вдоль внутренней стенки 8 полого корпуса 3. Установление (ограничение) объема поступления жидкого натрия в устройство очистки 6 постоянным в единицу времени возможно за счет отделения нижней части полого корпуса 3 от верхней части горизонтальной перегородкой 5, установленной по периметру корпуса 3 с зазорами между наружной 7 и внутренней 8 стенками корпуса. Горизонтальная перегородка 5 имеет толщины 10 мм и выполнена из аустенитной стали.
Способ непрерывной очистки жидкого натрия, применяемого в качестве теплоносителя в первичной системе охлаждения полого корпуса плавильного агрегата осуществляется следующим образом.
Ведут очистку жидкого натрия в нижней части полого корпуса 3 в устройстве очистки 6 с возможностью перемещения жидкого натрия в устройство 6 и из него за счет конвекции натрия в замкнутом пространстве полого корпуса 3. Устанавливают (или ограничивают) объем поступления в устройство 6 неочищенного натрия в единицу времени подбором зазора между наружной стенкой 7 корпуса 3 и горизонтальной перегородкой 5 меньшей величины, чем величина зазора между внутренней стенкой 8 корпуса 3 и перегородкой 5 в два раза.
Охлаждают натрий для осаждения примесей и их удержания устройства очистки 6 за счет уменьшения величины теплового потока на внутреннюю стенку 8 полого корпуса 3 в зоне расположения устройства 6 путем увеличения толщины огнеупорной футеровки 2 ванны, выполненной из легковесного пеношамотного кирпича 16, периклазохромитового кирпича 18 и набивки из порошка периклазохромита 19, а также за счет усиленного охлаждения низа наружной стенки 7 полого корпуса 3 холодным газом, подаваемым в канал 10 теплообменника 11. Для ускорения теплопередачи от наружной стенки 7 полого корпуса 3 к холодному воздуху в канале 10 на внешнюю часть наружной стенки 7 прикреплены медные рифленые пластины 14, увеличивающие теплоотдающую поверхность. Устройство очистки 6 натрия охлаждают холодным газом, подаваемым в канал 10 с большой интенсивностью (большим расходом), чем в канал 12 теплообменника 11 (системы вторичного охлаждения), при этом канал 10 отделен от канала 12 стальной перегородкой 13, установленной на высоте 500 мм от донной части 9 полого корпуса 3. Для этого увеличивают расход газа в теплообменном канале 10, охватывающем наружную стенку 7 корпуса на участке, примыкающем к устройству очистки натрия, до 1,5 нм3/с на 1 м2 охлаждаемой поверхности наружной стенки 7 корпуса 3.
Поступивший в устройство очистки 6 через зазор между горизонтальной перегородкой 5 и наружной стенкой 7 полого корпуса 3 натрий охлаждают до температуры 150°С. Растворенные в натрии примеси: кислород и водород при такой температуре образуют пересыщенный раствор в жидком натрии и выпадают из раствора в виде соединений кислорода и водорода. Обычно это оксид натрия Na2O, гидрид натрия NaH или гидрооксид NaOH.
Образовавшиеся соединения оседают из натрия в нижнюю часть устройства очистки 6 на участке 9 и вследствие повышенной вязкости холодного натрия там удерживаются. Так как устройство очистки 6 натрия расположено по всему периметру нижней части полого корпуса 3 плавильного агрегата, объем зоны удержания осевших примесей устройства очистки 6 позволяет удерживать все примеси, осевшие в него в течение межремонтного срока эксплуатации полого корпуса плавильного агрегата: 7-8 лет.
Очищенный от примесей в устройстве 6 натрий через зазор между горизонтальной перегородкой 5 и внутренней стенкой 8 полого корпуса 3 поднимается вверх в полость 4 верхней части корпуса с первичной системой охлаждения, заполненную жидким натрием. Для ускорения этого процесса, зазор между горизонтальной перегородкой 5 и внутренней стенкой 8 полого корпуса выполняют большим в два раза по величине, чем зазор между горизонтальной перегородкой 5 и наружной стенкой 7 полого корпуса 3.
Так как процесс непрерывной очистки натрия в устройстве очистки 6 плавильного агрегата протекает медленно, а объем осевших в нем из жидкого натрия примесей невелик и растет очень медленно, оценить работоспособность устройства даже применительно к лабораторному плавильному агрегату трудоемко. Работоспособность предлагаемых способа и устройства очистки жидкого натрия оценивали в лабораторных условиях методом математического моделирования способа с помощью решателей cht MultiRegion-Simple Foam и ScalarTransportFoam. Результаты моделирования способа подтвердили его работоспособность и показали возможность работы промышленного плавильного агрегата без замены жидкого натрия в течение 7-8 лет.
Пример конкретного осуществления способа непрерывной очистки жидкого натрия с применением математического моделирования элементов способа в лабораторных условиях.
Температура шлака в ванне составляла 1650°С, температура газов в свободном пространстве плавильного агрегата составляла 1900°С. Охлаждали наружную стенку нижней части полого корпуса в зоне устройства очистки холодным воздухом с расходом до 1,5 нм3/с на 1 м2.
Результирующий конвективный поток натрия вдоль наружной стенки 7 полого корпуса 3 поступал вниз в устройство очистки 6 через зазор между горизонтальной перегородкой 5 и наружной стенкой 7 корпуса, равный ≈ 5 мм.
Поступивший в устройство очистки жидкий натрий охлаждали до температуры 150°С. В нижней части 9 устройства 6 оседали образовавшиеся из натрия соединения оксида натрия Na2O, гидрида натрия NaH или гидрооксида NaOH и там удерживались. Очищенный от примесей в устройстве 6 жидкий натрий поступал за счет естественной конвекции через зазор, равный ≈ 10 мм между горизонтальной перегородкой 5 и внутренней стенкой 8 полого корпуса 3 вверх в полость 4, заполненную жидким натрием.
Таким образом, предлагаемые изобретения дают возможность осуществить непрерывный процесс очистки жидкого натрия, применяемого в качестве теплоносителя в первичной системе охлаждения корпуса плавильного агрегата. При этом упрощена конструкция устройства очистки натрия, не применяются электромагнитные насосы или другие устройства для принудительного перемещения натрия, повышается надежность работы устройства очистки, уменьшаются производственные площади, необходимые для размещения плавильного агрегата.
Литература
1. Жидкометаллические теплоносители / Боришанский В.М., Кутателадзе С.С., Новиков И.И. и др. - М.: Атомиздат, 1976. - 328 с.
2. Патент 2383837 РФ. Способ охлаждения корпуса плавильного агрегата и плавильный агрегат для его осуществления /А.А. Голубев, Ю.А. Гудим, И.О. Трегубов, В.В. Сергеев, Ю.Н. Надинский // Бюл. - 2010. - №7
3. Козлов Ф.А, Волчков Л.Г., Кузнецов Э.К. и др. Жидкометаллические теплоносители ЯЭУ: Очистка от примесей и их контроль / Под ред. Ф.А. Козлова. - М.: Энергоатомиздат, 1983. - 128 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| Плавильный агрегат для переработки твердых промышленных и бытовых отходов с устройством очистки жидкого натрия | 2018 |
|
RU2690878C1 |
| СПОСОБ ОХЛАЖДЕНИЯ КОРПУСА ПЛАВИЛЬНОГО АГРЕГАТА И ПЛАВИЛЬНЫЙ АГРЕГАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2383837C1 |
| Способ охлаждения корпуса плавильного агрегата и плавильный агрегат для его осуществления | 2013 |
|
RU2617071C2 |
| ПЛАВИЛЬНЫЙ АГРЕГАТ | 2013 |
|
RU2590733C2 |
| СПОСОБ ОХЛАЖДЕНИЯ ПЛАВИЛЬНОЙ ПЕЧИ И ПЛАВИЛЬНАЯ ПЕЧЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2067273C1 |
| СПОСОБ ПЕРЕРАБОТКИ ТВЕРДЫХ РАДИОАКТИВНЫХ ОТХОДОВ | 2011 |
|
RU2486616C1 |
| ИНДУКЦИОННАЯ ТИГЕЛЬНАЯ ПЕЧЬ | 2017 |
|
RU2661368C1 |
| СПОСОБ НЕПРЕРЫВНОЙ ПЕРЕРАБОТКИ СОДЕРЖАЩИХ ОКСИДЫ ЖЕЛЕЗА МАТЕРИАЛОВ И АГРЕГАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2344179C2 |
| Шахта для термической обработки и плавки материала | 1980 |
|
SU967279A3 |
| СПОСОБ ПЕРЕРАБОТКИ МЕТАЛЛИЧЕСКИХ РАДИОАКТИВНЫХ ОТХОДОВ И АГРЕГАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2345141C1 |

Изобретение относится к металлургии, а именно к области непрерывной очистки жидкого натрия, применяемого в качестве теплоносителя в первичной системе охлаждения полого корпуса плавильного агрегата. В способе осуществляют очистку жидкого натрия в нижней части полого корпуса плавильного агрегата, где между наружной и внутренней его стенками сформировано устройство очистки, отделенное горизонтальной перегородкой от верхней части полого корпуса с возможностью перемещения жидкого натрия в устройство и из него за счет конвекции натрия в замкнутом пространстве полого корпуса, устанавливают объем поступления в устройство неочищенного натрия в единицу времени подбором величины зазора между наружной стенкой корпуса и горизонтальной перегородкой, установленной по периметру корпуса, охлаждают поступивший в устройство очистки натрий до температуры осаждения и удержания в нем примесей посредством охлаждения наружной стенки корпуса холодным газом, пропускаемым через теплообменник, расположенный поверх полого корпуса. Изобретение позволяет упростить очистку жидкого натрия, увеличить срок непрерывной работы плавильного агрегата за счет повышения надежности его работы. 7 з.п. ф-лы, 3 ил.
1. Способ непрерывной очистки жидкого натрия, применяемого в качестве теплоносителя в первичной системе охлаждения полого корпуса плавильного агрегата, включающий перемещение, охлаждение жидкого натрия, осаждение и удержание загрязняющих примесей в устройстве очистки, отличающийся тем, что очистку жидкого натрия осуществляют в устройстве очистки, сформированном в нижней части полого корпуса плавильного агрегата между наружной и внутренней его стенками и отделенном от верхней части полого корпуса установленной по периметру корпуса горизонтальной перегородкой, причем перемещение жидкого натрия в устройство и из него осуществляют за счет конвекции натрия в замкнутом пространстве полого корпуса плавильного агрегата, устанавливают объем поступления в упомянутое устройство неочищенного натрия в единицу времени подбором зазора между наружной стенкой корпуса и горизонтальной перегородкой, величина которого меньше величины зазора между внутренней стенкой корпуса и горизонтальной перегородкой, охлаждают поступивший в устройство очистки натрий до температуры осаждения и удержания в нем примесей посредством охлаждения наружной стенки корпуса холодным газом, пропускаемым через теплообменник, расположенный поверх полого корпуса, увеличивая расход газа в теплообменном канале, охватывающем наружную стенку корпуса на участке, примыкающем к устройству очистки натрия.
2. Способ по п. 1, отличающийся тем, что объем поступления в устройство неочищенного натрия устанавливают постоянным в единицу времени подбором зазора между наружной стенкой корпуса и горизонтальной перегородкой, величина которого меньше в два раза величины зазора между внутренней стенкой корпуса и горизонтальной перегородкой.
3. Способ по п. 1, отличающийся тем, что температуру жидкого натрия в охлаждающей зоне устройства очистки снижают до 150°C путем охлаждения наружной стенки корпуса на участке, примыкающем к устройству очистки, холодным газом, пропускаемым через теплообменный канал, охватывающий наружную стенку корпуса на участке, примыкающем к устройству очистки.
4. Способ по п. 1, отличающийся тем, что увеличивают расход газа в теплообменном канале, охватывающем наружную стенку корпуса на участке, примыкающем к устройству очистки натрия, до 1,5 нм3/с на 1 м2 охлаждаемой поверхности наружной стенки корпуса.
5. Способ по п. 1, отличающийся тем, что осаждают и удерживают загрязняющие примеси в донной части устройства очистки.
6. Способ по п. 1, отличающийся тем, что температуру жидкого натрия снижают в устройстве очистки путем тепловой изоляции внутренней стенки нижней части полого корпуса, примыкающей к устройству очистки, на участке футеровки.
7. Способ по п. 1, отличающийся тем, что изолируют внутреннюю стенку нижней части полого корпуса, примыкающую к устройству очистки, от теплового потока со стороны шлакового расплава огнеупорной футеровкой толщиной, равной 250-300 мм.
8. Способ по п. 1, отличающийся тем, что изоляционный слой огнеупорной футеровки нижней части полого корпуса выполняют из легковесного пеношамотного кирпича.
| СПОСОБ ОХЛАЖДЕНИЯ КОРПУСА ПЛАВИЛЬНОГО АГРЕГАТА И ПЛАВИЛЬНЫЙ АГРЕГАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2383837C1 |
| СПОСОБ ОХЛАЖДЕНИЯ ПЛАВИЛЬНОЙ ПЕЧИ И ПЛАВИЛЬНАЯ ПЕЧЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2067273C1 |
| US 3735010 A, 22.05.1973 | |||
| GB 1566980 A, 08.05.1980. | |||

