Изобретение относится к черной металлургии, а именно к плавильным агрегатам для переработки (переплава) ломов и отходов черных металлов. Печь может применяться для рафинирования, получения черных сплавов, усреднения химического состава лома.
Известна индукционная печь (патент РФ №2092761), являющаяся аналогом изобретения, содержащая, как и заявляемая индукционная тигельная печь, огнеупорный тигель, индуктор с водяным охлаждением, расположенный вокруг тигля, стальной корпус печи, подину, футеровку.
Недостатками этой печи являются:
1. Наличие каналов в огнеупорной стенке тигля, которые выполнены в виде пустотелых колец, соединенных пустотелыми стойками делают индукционную печь сложной в изготовлении и ненадежной в эксплуатации.
2. Отсутствие пылегазоочистки, которая бы уменьшала вредное влияние на внешнюю среду.
3. Недостаточная механизация индукционной печи.
Ввиду наличия указанных выше недостатков, печь не может решить поставленную техническую задачу.
Известна также индукционная тигельная печь для переработки лома и отходов вторичного алюминия (Источник информации М.С. Шкляр «Печи вторичной цветной металлургии», изд. «Металлургия», 1987. стр. 120-126), являющаяся аналогом предлагаемой. Описанная в источнике информации индукционная тигельная печь содержит, как и предлагаемая, огнеупорный тигель, индукционную катушку (индуктор) с водяным охлаждением, расположенную вокруг тигля, стальной корпус печи, подину, сигнализатор износа (проедания) тигля, футеровку.
Недостатками этой печи являются:
1. Малая стойкость футеровки индукционной тигельной печи.
2. Отсутствие пылегазоочистки, которая бы уменьшала вредное влияние на работающих в цехе и внешнюю среду.
3. Недостаточная механизация индукционной печи.
Ввиду наличия указанных выше недостатков, печь не может решить поставленную техническую задачу.
Наиболее близким аналогом (прототипом) по отношению к заявляемой индукционной тигельной печи является индукционная тигельная печь (источник информации В.А. Грачев «Печи литейных цехов».- М.: МГОУ, 1994, с. 472-475 и с. 533-541), содержащая, как и заявляемая индукционная печь, огнеупорный тигель, индукционную катушку (индуктор) с водяным охлаждением, расположенную вокруг тигля, стальной корпус печи, подину, сигнализатор износа (проедания) тигля, футеровку.
Прототип заявляемой печи имеет следующие недостатки:
1. Малая стойкость футеровки индукционной печи.
2. Отсутствие пылегазоочистки, которая бы уменьшала вредное влияние на окружающую среду.
3. Недостаточная механизация индукционной печи.
4. Печь работает на промышленной частоте.
5. Печь не имеет в своем составе компактной современной станции охлаждения.
Ввиду наличия указанных выше недостатков, печь не может решить поставленную техническую задачу.
Задачей изобретения является создание высокомеханизированной снабженной станцией охлаждения среднечастотной индукционной тигельной печи для переработки (переплава) лома и отходов черных металлов, позволяющей снизить выбросы вредных газов в атмосферу, уменьшить потери тепла в окружающую среду, а также увеличить срок ее эксплуатации.
Технический результат - разработанная печь является высокомеханизированной среднечастотной индукционной тигельной печью, снабженной станцией охлаждения, имеющей большой срок эксплуатации, позволяющей: снизить потери тепла в окружающею среду за счет использования футерованной крышки печи, вести процесс переплава на искусственной тяге с системой пыле газоочистки, что делает его экологически чистым.
Указанный технический результат достигается за счет того, что в индукционную тигельную печь для переработки лома и отходов черных металлов, содержащую огнеупорный тигель, индукционную катушку (индуктор) с водяным охлаждением, расположенную вокруг тигля, стальной корпус печи, подину, сигнализатор износа (проедания) тигля, футеровку, согласно предлагаемому изобретению, введена имеющая высокую стойкость огнеупорная набивная масса следующего состава:
При этом срок службы индукционной тигельной печи увеличивается из-за использования огнеупорной набивной массы, которая имеет высокую огнеупорность и стойкость.
Более того, печь выполнена с возможностью работы на искусственной тяге с двух ступенчатой системой пыле газоочистки для достижения экологически чистого процесса, включающей дымосос, четырехсекционный агрегат газоочистки, блок циклонов.
Следует отметить, что введенная в состав индукционной тигельной печи футерованная муллитовой безусадочной набивной массой с корочкой гарнисажа крышка, позволяет снизить потери тепла в окружающую среду, а также дает возможность дополнительно сохранять температуру металла в печи для переработки лома и отходов черных металлов. Муллитовая безусадочная набивная масса с корочкой гарнисажа имеет высокую огнеупорность и стойкость, поэтому печь имеет большой срок эксплуатации.
Далее, крышка индукционной тигельной печи снабжена устройством для отвода образующихся при плавке в печи дымовых газов состоящим из: соединителя, короба, переходной трубы и трубы, по которой дымовые газы подаются в двух ступенчатую систему пыле газоочистки.
Мало того, в печь введен гидравлический механизм наклона печи, а так же гидравлический механизм подъема крышки печи, что позволяет отнести печь к печам высокомеханизированным.
При этом охлаждение воды из индуктора, а также преобразователя частоты и конденсаторной батарее производится в станции охлаждения. Станция охлаждения отличается компактностью и позволяет автоматически с помощью стойки управления и компьютера управлять процессом охлаждения водой индуктора, а также преобразователя частоты и конденсаторной батареи. Существенно отметить, что предлагаемая индукционная тигельная печь работает не на промышленной частоте, а на средней частоте 500 Гц. При этом расход электроэнергии вдвое меньше, чем в ИППЧ, работающих в непрерывном цикле плавки, сокращаются расходы на футеровку, исключаются непроизводительные затраты труда, повышается теплотехнический КПД печи.
Наконец, двух ванная печь снабжена двух ступенчатой системой пыле газоочистки для достижения экологически чистого процесса, причем, первая ступень представляет собой дымосос ДН-15 четырехсекционный агрегат газоочистки, а вторая блок циклонов, при этом установка пыле газоочистки имеет следующую характеристику: производительность по очищаемому газу 31000 м3/час, степень очистки от пыли 82%, степень очистки по фтористому водороду 62%, степень очистки по окиси меди 85%, степень очистки по окиси углерода 80%, степень очистки по окиси азота 81%, степень очистки по окиси алюминия 80%, уровень звука не более 74 ДВА. Из приведенных данных следует, что четырехсекционный агрегат газоочистки имеет широкий спектр очистки вредных веществ, содержащихся в дымовых газах, а в блоке циклонов производится очистка от пыли.
Введение в конструкцию печи перечисленных выше устройств, материалов, двух ступенчатой системы пылегазоочистки и т.п., обеспечивает решение поставленной задачи.
В конструкторской части заявки на изобретение изображено:
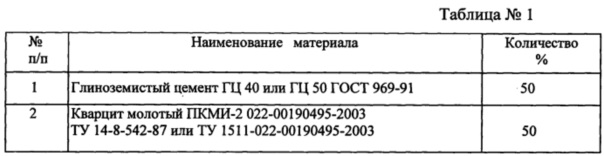
на фиг. 1 вид печей в плане с загрузочными устройствами;
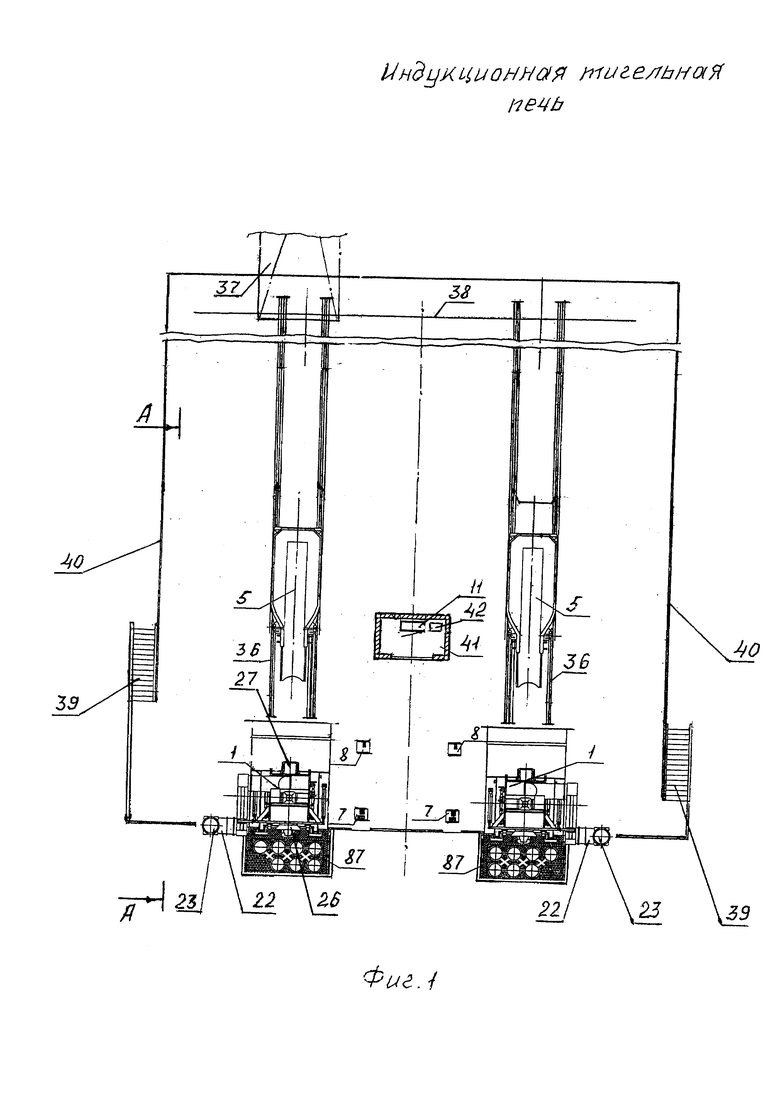
на фиг. 2 разрез А-А комплекса индукционных тигельных печей с обслуживающей площадкой;
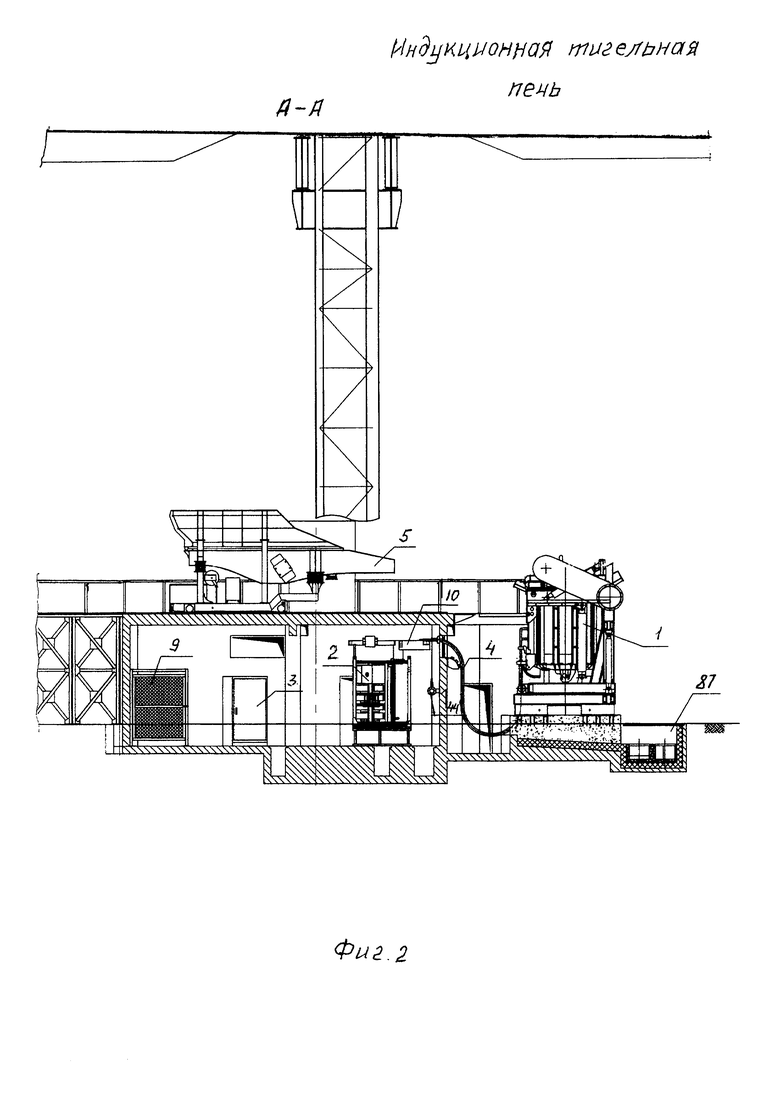
на фиг. 3 фронтальный вид индукционной тигельной печи печи;
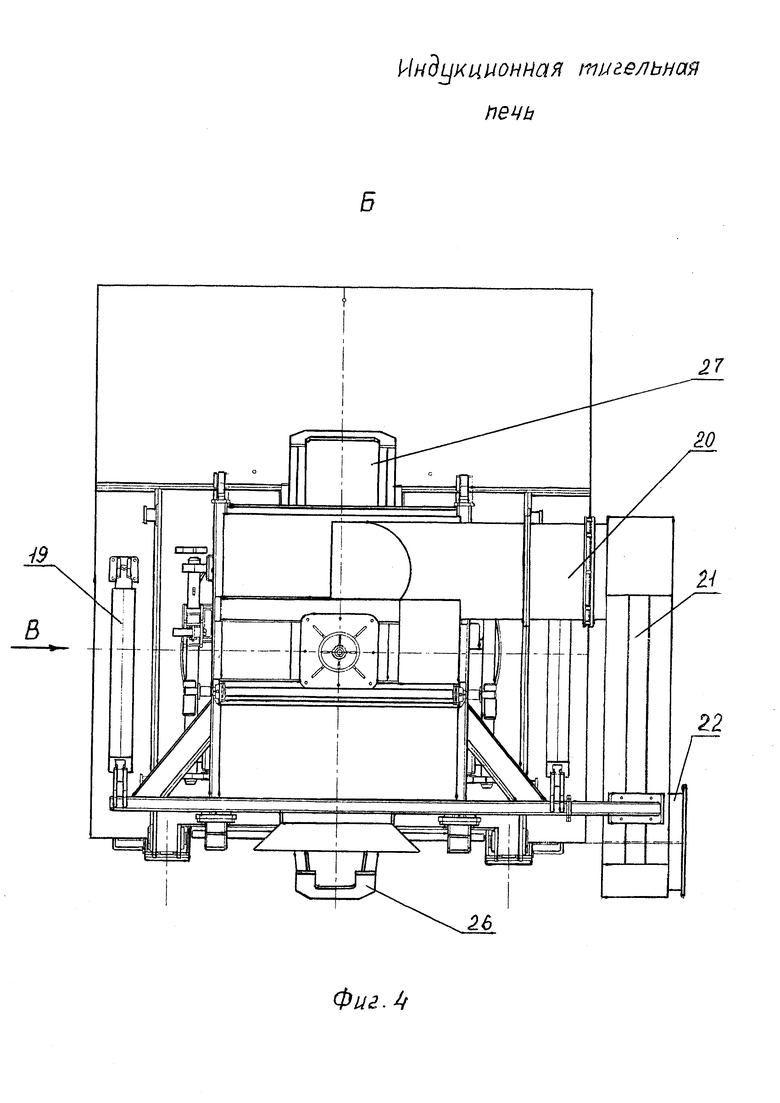
на фиг. 4 вид Б печи (сверху);
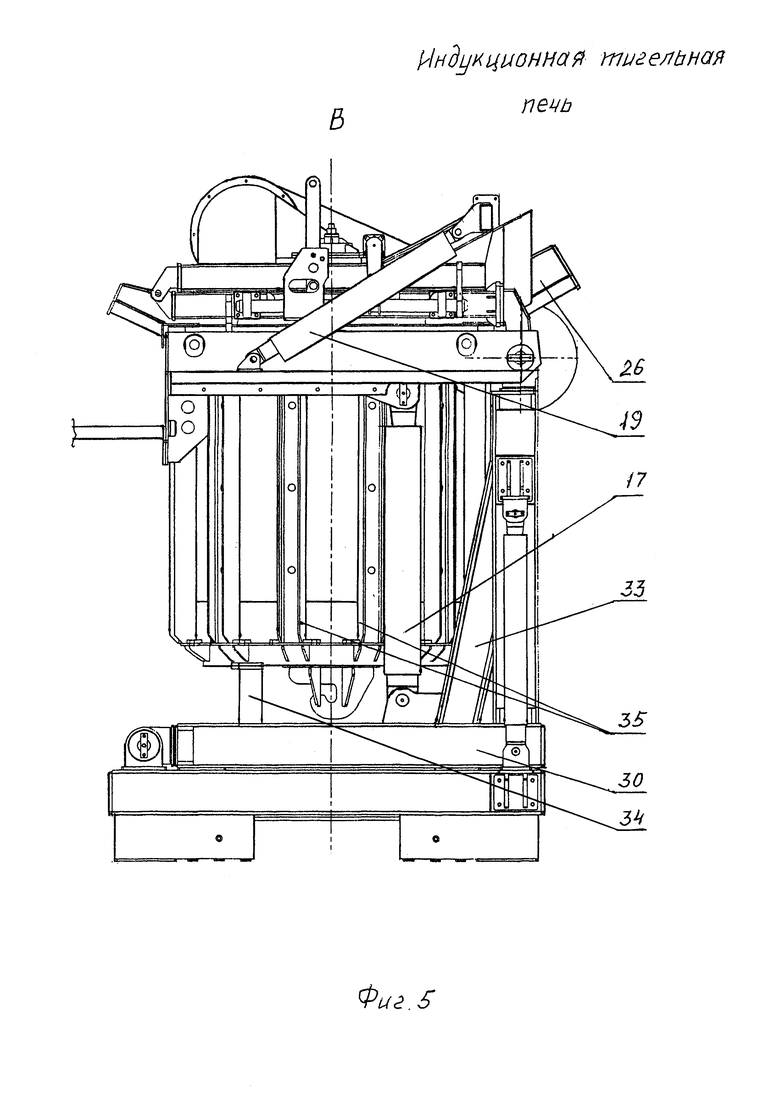
на фиг. 5 вид В печи (сбоку);
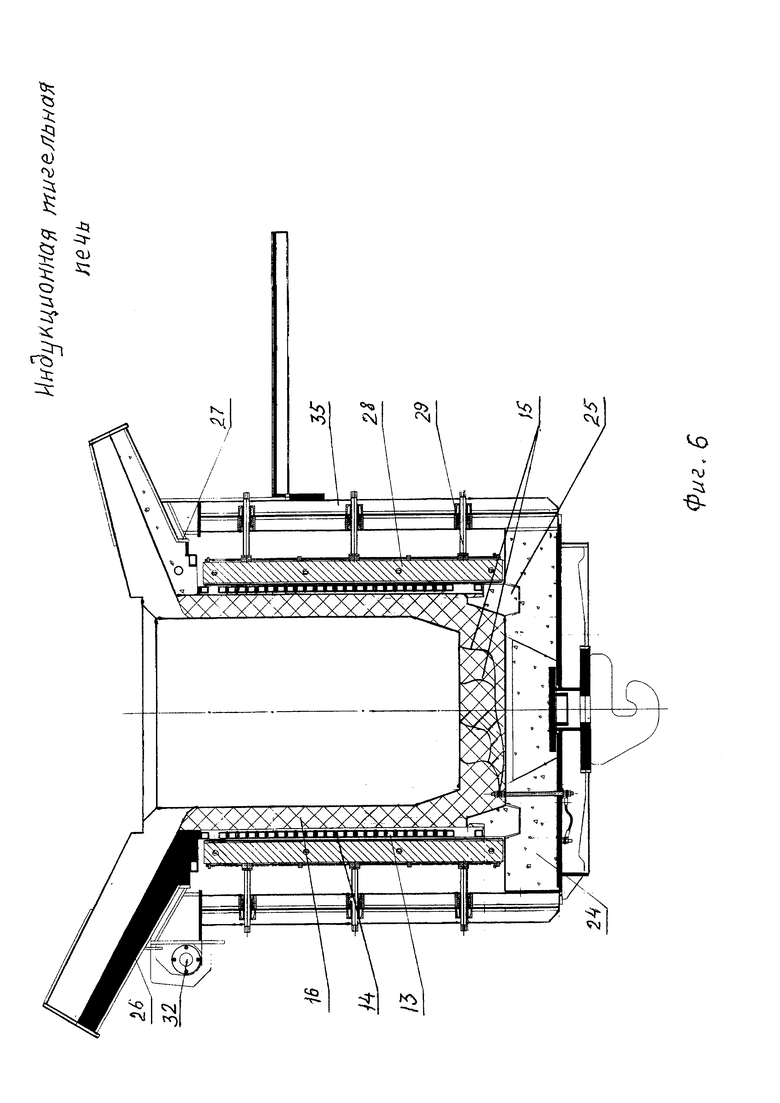
на фиг. 6 разрез печи;
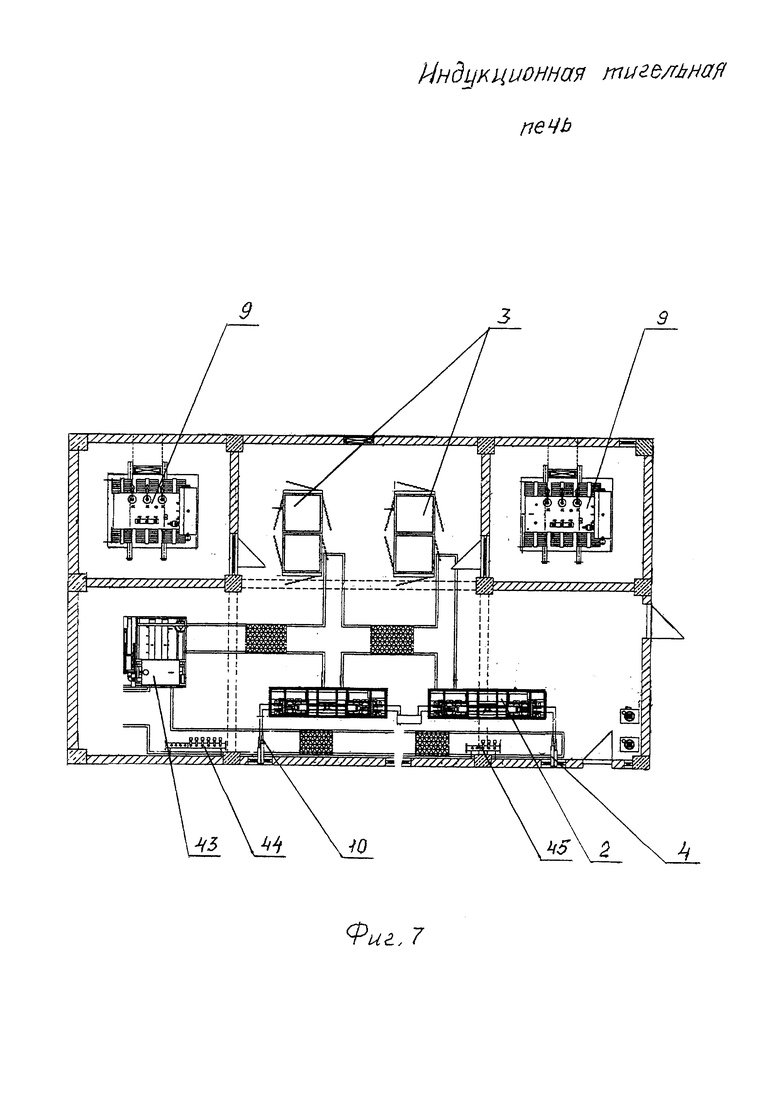
на фиг. 7 вид в плане оборудования, находящегося под обслуживающей площадкой;
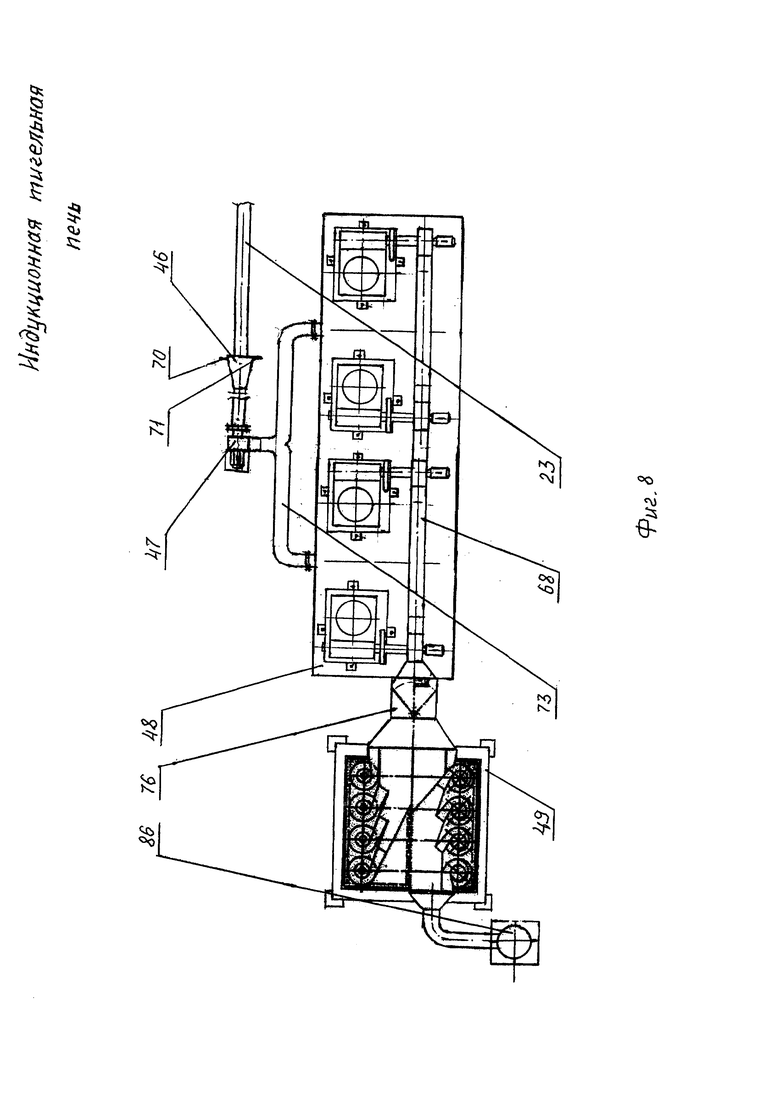
на фиг. 8 вид в плане двух ступенчатой системы пыле газоочистки;
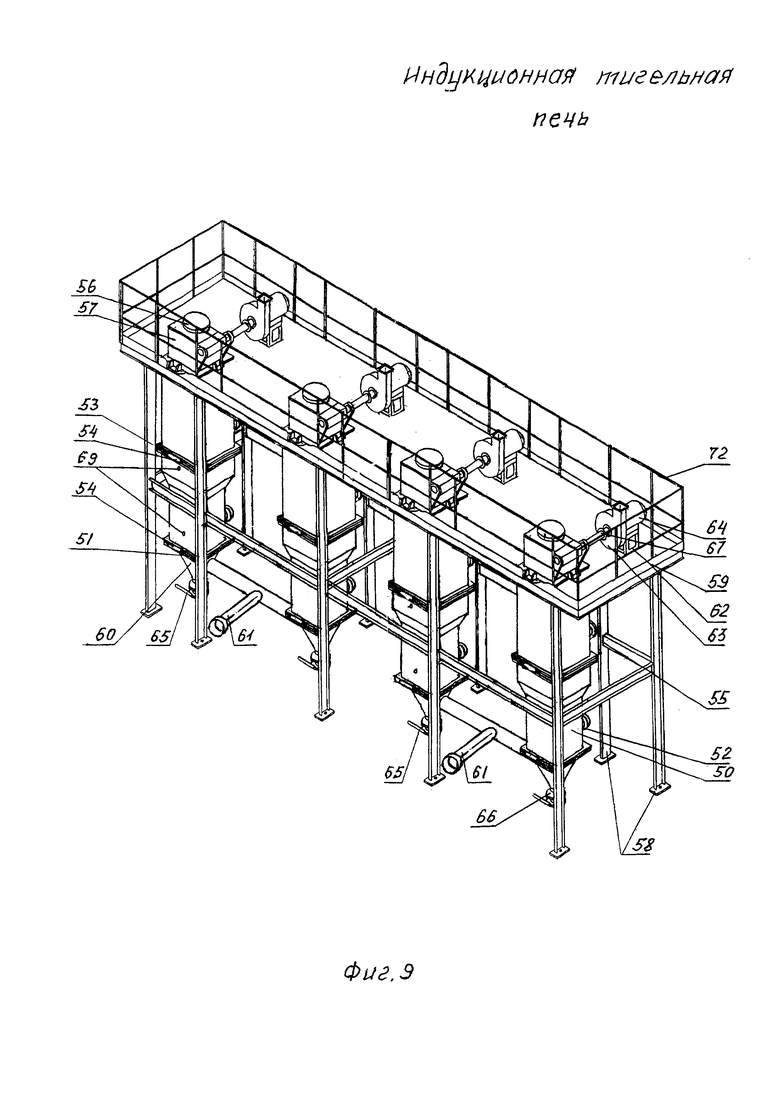
на фиг. 9 четырехсекционный агрегат газоочистки;
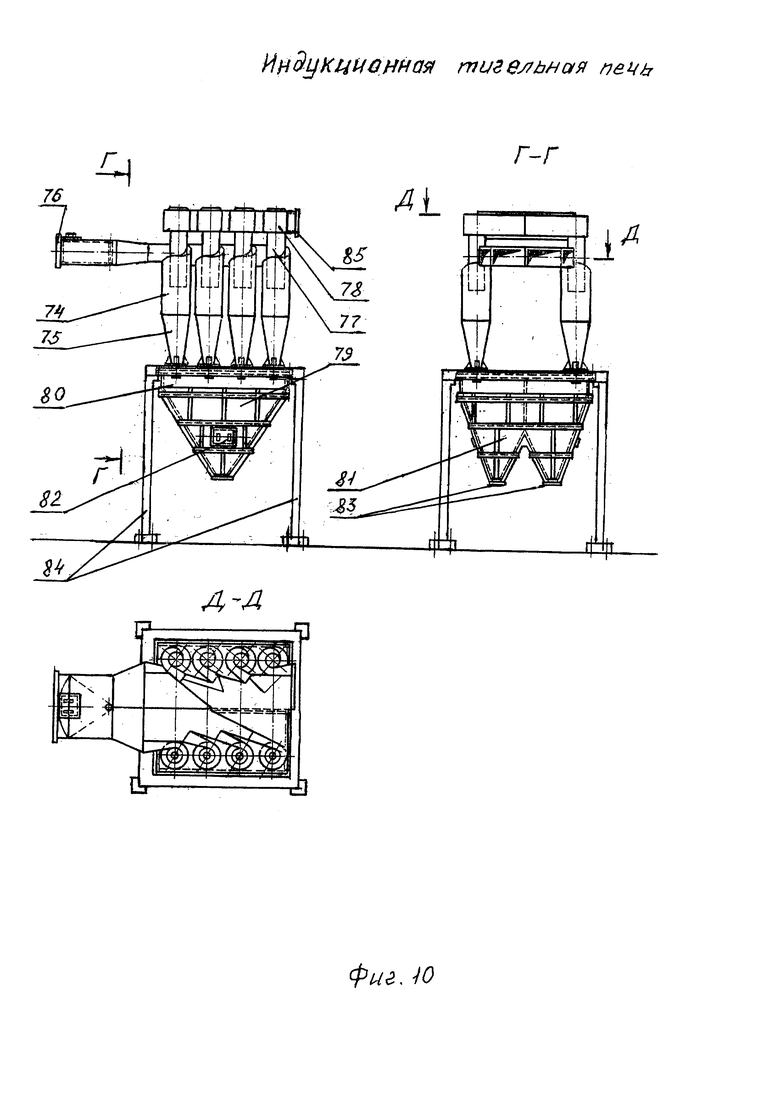
на фиг. 10 блок циклонов;
Предлагаемая индукционная тигельная печь относится к черной металлургии, а именно к плавильным агрегатам для переработки (переплава) ломов и отходов черных металлов. Индукционная тигельная печь (далее печь) может применяться для рафинирования, получения черных сплавов, усреднения химического состава лома.
Как правило, в настоящее время заводы, предприятия изготовители продукции все чаще и чаще приобретают две плавильные печи, которые называются комплексом плавильных печей. Эксплуатация комплексов плавильных печей делает производство непрерывным, т.к. могут работать две печи одновременно или же одна находится в работе, а другая в ремонте, поэтому было бы правильным, современным вести описание комплекса плавильных печей, а также параллельно вести описание конструкции и работы индукционной тигельной печи.
Комплекс плавильных печей состоит из следующих основных узлов:
- из двух плавильных печей 1;
- двух конденсаторных батарей 2;
- двух среднечастотных тиристорных преобразователя 3;
- комплекта водоохлаждаемых кабелей 4;
- двух виброзагрузочных машин для завалки шихты в печь 5;
- устройств-сигнализаторов проедания футеровки тигля 6;
- станций охлаждения (не показаны);
- гидравлической станции наклона печи и подъема крышки.
- двух пультов управления наклоном печи вперед 7;
- двух пультов управления наклоном печи назад 8;
- двух трансформаторов 9;
- двух комплектов шинопроводов 10;
- стойки управления комплексом печей 11 фиг. 1, 2, 7.
Кроме того, предлагаемая печь для плавки чугуна и стали в отличии от прототипа работает не на промышленной частоте, а на средней 500 Гц.
По сравнению с индукционными печами промышленной частоты (ИППЧ) плавка чугуна на средней частоте также имеет преимущества, состоящие в следующем: - расход электроэнергии вдвое меньше, чем в ИППЧ, работающих в непрерывном цикле плавки с частичным сливом металла и периодической дозагрузки шихты; - садочный режим плавки, т.е. без использования переходящего от плавки к плавке остатка жидкого металла («болота») позволяет исключить предварительную сушку шихты и связанные с нею затраты, кроме этого, сократить расходы на футеровку, т.к. долговечность футеровки при садочном режиме плавки возрастает, и, наконец, исключить непроизводительные затраты труда, электроэнергии и материалов, связанные с невозможностью отключения ИППЧ на время перерывов в работе литейного производства; -допустимая удельная мощность, подводимая к металлу, в 3 раза выше, чем в ИППЧ (ИПСЧ - 1000 кВт×ч/т, ИППЧ - 300 кВт×ч/т), что обеспечивает короткие циклы плавки (40-45 мин), повышает теплотехнический КПД и позволяет оптимизировать процесс образования центров кристаллизации, благодаря одноразовому нагреву металла и меньшей средней температуре в течение плавки, чем у ИППЧ 14, работающим с «болотом»; - возможность работы в режиме стабилизации активной мощности на всем цикле плавки, начиная с «холодного» состояния шихты, при котором передача активной мощности на средних частотах происходит за счет ферромагнитных свойств шихты, и заканчивая расплавом металла, когда активная мощность подводится за счет протекания вихревых токов в узком слое ванны расплава, что позволяет повысить эффективность использования установленной мощности электрооборудования при высоких показателях качества потребляемой электроэнергии.
Корпус печи 12 имеет сварную стальную конструкцию, которая снабжена удобными опорными и крепежными деталями для установки водоохлаждаемого индуктора 13 и проводки фиг. 3, 6. Водоохлаждаемый индуктор 13 печи представляет собой многовитковую катушку, изготовленную из полого толстостенного профиля прямоугольного сечения, выполненного из высококачественной электротехнической меди. С наружной стороны профиль индуктора 13 покрыт слоем изоляционного материала 14, имеющего высокое напряжение пробоя и высокую стойкость к повышенным температурам и механическим нагрузкам. Катушка индуктора 13 имеет датчики раннего предупреждения или сигнализаторы 15 проедания футеровки тигля, сообщающие об износе футеровки 16 фиг. 6. Подвод электрического тока к индуктору 13 осуществляется гибкими водоохлаждаемыми кабелями 4, а перед ними установлены шинопроводы 10, подвод охлаждающей воды - резинотканевыми рукавами фиг. 2, 7. Для охлаждения индукторов 13плавильных печей 1 будет использоваться дисцилированная вода, которая будет циркулировать в оцинкованных трубах, чтобы не было образования ржавчины. Охлаждающая вода будет подаваться от станции охлаждения (не показана, которая находится в соседнем помещении) насосами под давлением 6 ати. Наклон печи 1 осуществляется двумя гидроцилиндрами 17, питаемыми от насосной гидравлической станции, причем наклон вперед производится с пульта управления наклоном печи вперед 7, а наклон назад производится с пульта управления наклоном печи назад 8 фиг. 1, 3.
Корпус печи 1 закрывается поворотной крышкой 18. Следует отметить, что введенная в состав индукционной тигельной печи футерованная муллитовой безусадочной набивной массой с корочкой гарнисажа крышка 18 печи 1, позволяет снизить потери тепла в окружающую среду, а также дает возможность дополнительно сохранять температуру металла в печи 1 для переработки лома и отходов черных металлов, кроме того, муллитовая безусадочная набивная масса с корочкой гарнисажа имеет высокую огнеупорность и стойкость, поэтому печь 1 имеет большой срок эксплуатации. Поворот крышки 18 осуществляется двумя гидроцилиндрами 19. Далее, крышка 18 снабжена устройством для отвода образующихся при плавке в печи дымовых газов, состоящим из: соединителя 20, короба 21, переходной трубы 22 и трубы 23, по которой дымовые газы подаются в двух ступенчатую систему пыле газоочистки.
Футеровка индукционной тигельной печи
Общие требования
Футеровка 16 печи 1 должна иметь высокую термическую стойкость, механическую прочность, не разъедаться жидким металлом и шлаками, иметь минимальный коэффициент линейного расширения.
Огнеупорная футеровка 16 плавильных тиглей должна обеспечивать:
- относительно высокую стойкость тигля при минимальной толщине стенок;
- отсутствие электрической проводимости;
- минимальные объемные изменения материалов в процессе эксплуатации: достаточную эрозионную стойкость против воздействия металла и шлака;
- высокую механическую прочность;
- термическую стойкость.
В печи использована разработанная автором, имеющая высокую огнеупорность и стойкость огнеупорная набивная масса для тигля (кислая футеровка) следующего состава:
При этом срок службы индукционной тигельной печи увеличивается из-за использования огнеупорной набивной массы, которая имеет высокую огнеупорность и стойкость. Контроль состояния тигля выполняется визуально и с помощью сигнализатора 15 проедания тигля.
Изготовление подового камня и бетонного кольца.
Для изготовления подового камня 24 и бетонного кольца 25 автор рекомендует использовать материалы, указанные в таблице №1.
Смесь порошков глиноземистого цемента и кварцита тщательно перемешать в смесителе принудительного действия в сухом виде, затем добавляют воду в количестве 10-12 литров на 100 кг сухой смеси порошков фиг. 6. Приготовленный бетон необходимо использовать в течение часа.
Подовый камень 24 и бетонное кольцо 25 залить готовым к применению огнеупорным бетоном из смеси порошков (см. табл. 1).
Для увеличения плотности бетона рекомендуется приготовить
огнеупорный бетон нормальной консистенции, который при сжатии в руке комкуется, уложить в опалубку и под действием пресса уплотнить его.
Сушку подового камня 24 и бетонного кольца 25 производить в течение 3-х суток. Для футеровки сливного носка 26 и воротника 27 печи 1 автор рекомендует использовать материалы, указанные в таблице №1.
Обмазка индуктора индукционной плавильной системы
Индуктор 13 предназначен для создания переменного магнитного тока заданной напряженности. Кроме своего основного назначения, он также выполняет функцию важного конструктивного элемента, воспринимающего механическую и тепловую нагрузку со стороны плавильного тигля и во многом определяющего надежность работы индукционной печи 1 в целом.
Индуктор 13 индукционной печи должен обеспечивать:
- минимальные электрические потери,
- требуемый расход охлаждающей воды,
- необходимую механическую прочность и достаточную жесткость,
- надежную электроизоляцию витков.
Обмазка индуктора 13 при изготовлении печи 1, а также при ремонте печи 1 производится специальными огнеупорными бетонами, на основе порошков кварцита и глиноземистого цемента (состав приведен ранее в таблице 1). После нанесения слоя обмазки, необходимо произвести сушку (во время сушки, обмазки воду в индуктор не подавать) электролампами накаливания в течение 3 суток. После того, как обмазка индуктора 13 просушится необходимо уложить миканит ГОСТ 6122-75 или асбестовый картон толщиной 5 мм по ГОСТ 2850-95 с внутренней поверхности боковых стен тигля и на подовый камень 24. Далее по шаблону производить набивку тигля пневматическим вибратором с насаженной трамбовкой или вручную приведенной выше огнеупорной набивной массой для тигля.
Сушка и спекание тигля
Спекание производить при неплотно прикрытой крышке для выхода паров воды.
Сушку тигля начинать при пониженном напряжении на индукторе 13.
Произвести выдержку на мощности 25 кВт в течение 2 ч.
Затем увеличить мощность до 50 кВт и продолжить нагрев в течение 2 ч.
После чего печь 1 переключить на полную мощность и продолжить нагрев до полного расплавления шихты и шаблона.
По мере расплавления шихты в печь 1 порциями догружать шихту до наплавления жидкого металла до уровня воротника 27.
После полного расплавления шихты приступить к спеканию тигля. Металл перегреть до температуры 1500°С и выдержать не менее 15-20 минут. Указанный режим обжига необходим для спекания рабочего слоя футеровки 16, чтобы придать ему необходимую механическую прочность.
После первой плавки рекомендуется провести еще 3-4 плавки без перерыва, для закрепления и хорошего спекания тигля.
При включении холодной печи со спеченным тиглем (после перерыва в плавке) необходимо время разогрева в течение 8-10 часов, чтобы обеспечить равномерный прогрев тигля до красного состояния, это способствует увеличению срока службы огнеупорной футеровки 16 тигля. Следует избегать загрузки холодной печи 1 стружкой или жидким металлом.
Существенно отметить, что толщина стенки тигля, т.е.расстояние между индуктором 13 и жидким металлом влияет на электрические параметры печи: чем толще стенка, тем большее количество магнитных силовых линий, пронизывающих индуктор 13, не участвует в нагреве металла и тем меньше cosϕ печи 1. Магнитный поток с внешней стороны индуктора 13 проходит по радиально расположенным пакетам трансформаторной стали - магнитопроводу 28. Магнитопровод 28 фиксируется в печи 1 шпильками 29, которые расположены в несколько рядов. Магнитная проницаемость у трансформаторной стали во много раз больше, чем у воздуха, поэтому практически весь магнитный поток проходит по магнитопроводу 28. Следует отметить, что магнитопровод 28 целесообразно располагать как можно ближе к индуктору 13, что увеличивает его жесткость и уменьшает размеры печи 1. Из-за наличия тигля печь 1 имеет небольшой cosϕ. Для того чтобы не загружать сеть большой реактивной мощностью, параллельно индуктору 13 подключается батарея конденсаторов 2, число конденсаторов по ходу плавки изменяется, так как при нагреве меняется электрическое сопротивление шихты, а в некоторых случаях ее магнитные свойства. Предлагаемая печь 1 (комплекс печей) работает не на промышленной частоте 50 Гц, а на частоте 500±15%, поэтому каждая печь 1 комплекса печей имеет преобразователь частоты 3 мощностью 2500 кВт. Две батареи конденсаторов 2, а также два преобразователя частоты 3 смонтированы под обслуживающей площадкой комплекса печей фиг. 7. Хотя тигельные индукционные печи имеют более низкий cosϕ и требуют более дорогого и сложного электрооборудования, для переплавки низкосортных отходов их применение целесообразно. Приготовление в этих печах сплавов на низкосортной шихте с последующим рафинированием обеспечивает высокое качество отливок в фасоно-литейном производстве. В конструкции печи 1 следует отметить следующее: она опирается на основание 30, в котором закреплены две стойки 31, в верхней части которых имеются оси 32, вокруг которых поворачивается печь 1 при сливе наплавленного в печи жидкого металла. Стойки 31 для жесткости имеют приваренные укосины 33. Печь 1 также опирается на тумбу 34, которая приварена к основанию 30. К корпусу печи 1 снаружи приварены ребра жесткости 35 фиг. 3, 5, 6. Каждая печь 1, входящая в комплекс печей снабжена виброзагрузочной машиной 5, которая перемещается по стальным рельсам 36. Виброзагрузочные машины 5 загружаются шихтой мостовым краном 37, который перемещается вдоль пролета склада шихты по подкрановым путям 38 фиг 1. Обслуживающая площадка снабжена двумя лестницами 39 и имеет по периметру ограждение 40. Между виброзагрузочными машинами 5 по центру установлено помещение 41 для плавильщиков, в котором установлена стойка 11 управления комплексом печей и компьютер 42.
Разберем кратко систему водяного охлаждения печей 1. Система подготовки охлаждающей воды (станция охлаждения) будет размещена в помещении подготовки воды (не показана), расположенном рядом с помещением пылегазоочистки. Охлаждаться водой будут индукторы плавильных печей 13, конденсаторные батареи 2 и преобразователи частоты 3. В настоящее время широко применяются станции охлаждения, автор выбрал тоже для охлаждения станцию охлаждения, но подробно ее не описываю. Станция охлаждения закрытого типа с пластинчатым теплообменником и с аварийной емкостью для воды объемом 30 м3. По требованиям промышленной безопасности необходимо иметь аварийную систему охлаждения печей. Автор ввел аварийную емкость, которая находится на отметке 5 м. При отключении главного входного электропитания, если происходит плавка, необходимо включить аварийную систему охлаждения. При этом закрываются краны действующей системы охлаждения и открываются краны аварийной системы охлаждения, а также включается дизельный насос аварийной системы охлаждения. Аварийная система охлаждения воды обеспечивает аварийную работу печей в течение 5 часов. Следует отметить что в системе охлаждения индукторов 13 печей, конденсаторных батарей 2 и преобразователей частоты 3 используется дистиллированная вода. Под обслуживающей площадкой располагается панель внутреннего распределения воды 43, а также коллектор №1 поз.44 и коллектор №2 поз. 45 фиг. 7.
В процессе работы индукционных тигельных печей 1 выделяется большое количество дымовых газов. Количество дымовых газов, образующихся в процессе работы двух печей 1 емкостью 5 тонн каждая по укрупненным расчетам 31000 м3/час. Температура дымовых газов - средняя 150°С. Печь снабжена двухступенчатой системой пылегазоочистки для достижения экологически чистого процесса, причем, первая ступень представляет собой камеру смешения 46, дымосос ДН-15 поз. 47, четырехсекционный агрегат газоочистки 48, а вторая блок циклонов 49 фиг. 8. Очистка дымовых газов от вредных веществ происходит в четырехсекционном агрегате газоочистки 48, разработанным автором и изображенным на фиг. 9, который имеет широкий спектр очищаемых вредных веществ, находящихся в дымовых газах. Каждая секция четырехсекционного агрегата газоочистки 48 представляет собой сборный стальной прямоугольный в сечении корпус 50, в нижней части которого имеется нижняя поворотная загрузочная решетка 51 с отверстиями. Выше нижней поворотной загрузочной решетки 51 расположен нижний загрузочный патрубок 52 фиг. 9. В средней части стального корпуса 50 имеется верхняя поворотная загрузочная решетка 53 с отверстиями. Поворот решеток вокруг осей осуществляется с помощью рукояток 54, закрепленных на осях решеток. Выше верхней поворотной загрузочной решетки 53 расположен верхний загрузочный патрубок 55. Крышка 56 открывает и закрывает камеру 57, через которую слесари-ремонтники обслуживают и ремонтируют четырехсекционный агрегат газоочистки 48. Четырехсекционный агрегат 48 опирается на десять опор 58, в верхней части к нему крепится обслуживающая площадка 59. Отработанный адсорбент и пыль собираются в конусной части 60 стального корпуса 50. Очищаемые газы подаются в установку пылегазоочистки через два входных патрубка 61. На обслуживающей площадке 59 закреплена рама 62, на которой установлена воздуходувка 63 с электродвигателем 64. Отработанный адсорбент, загрязненный пылью с нижней поворотной загрузочной решетки 51 и с верхней поворотной загрузочной решетки 53 с помощью рукояток 54 сбрасывается в конусную часть 60 стального корпуса 50, а затем, повернув ручки 65 каждой секции отработанный адсорбент высыпается через нижнюю горловину 66 стального корпуса 50 в тару (не показана) и увозится в отвал. Загрузка свежего адсорбента производится два раза в неделю при двух сменной работе печей и три раза в неделю при трехсменной работе печей. Очищенные дымовые газы подаются с каждой секции по трубам 67 в воздуходувки 63 и, далее по трубе 68 в блок циклонов 49 фиг. 8, 9. Для наблюдения за ходом процесса очистки дымовых газов в стальном корпусе 50 выполнены два глазка 69. Так как дымовые газы, выходящие из печи имеют температуру 150°С, то обычно перед дымососом 47 устанавливают камеру смешения 46, в которой дымовые газы разбавляются воздухом цеха, при этом их температура снижается. В камере смешения 46 установлены два шибера: один из которых 70 закрывает или открывает подачу в дымосос 47 отходящих газов, другой 71 регулирует подачу свежего воздуха для разбавления им продуктов горения фиг.8. В качестве дымососа принят дымосос мод. ДН-15. Четырехсекционный агрегат газоочистки в соответствии с требованиями т/б и промышленной безопасности 48 имеет ограждение 72. Принцип работы агрегата газоочистки 48 заключается в следующем: из печей 1 дымовые газы нагнетаются дымососом 47 по трубе 73 во входные патрубки 61 и под давлением проходят слой адсорбента, образуется "кипящий слой", в результате чего вредные вещества, находящиеся в дымовых газах, адсорбируются адсорбентом: гашеной известью и активированным углем. Загрузку адсорбента в загрузочные патрубки 52, 55 оператор агрегата газоочистки производит с приставной лестницы.
После очистки дымовых газов от вредных веществ они очищаются от пыли в блоке циклонов 49 (фиг. 8, 10). Блок циклонов состоит из восьми сваренных между собой единичных циклонов. Каждый единичный циклон состоит из сварного стального цилиндрического корпуса 74, имеющего в нижней части, приваренный конус 75. Патрубок 76 входа запыленного газа в циклон прямоугольной формы располагается по касательной к цилиндрическому корпусу 74 циклона. В верхней части каждого единичного циклона смонтирована выхлопная труба 77 с выходным патрубком 78, через который очищенный газ выходит из циклона. К нижней части конусов 75 блока циклонов 49 приварен общий стальной бункер 79 для пыли. Стальной бункер 79 для пыли вверху имеет прямоугольную часть 80, и коническую часть, которая разделяется на две части (малые бункера) 81, в которых выполнены технологические люки 82. Малые бункера 81 имеют внизу пылевыпускные патрубки 83. Пыльный газовый поток подается в блок циклонов 49 через входной патрубок 76. Блок циклонов 49 опирается на четыре опоры 84.
Работа каждого циклона основана на использовании центробежных сил, возникающих при вращении газопылевидного потока внутри сварного стального цилиндрического корпуса 74 циклона. Вращение достигается путем тангенциального ввода пылевидного потока в циклон с наклоном вниз на угол 15°. В результате действия центробежных сил, частицы пыли, взвешенные в потоке, отбрасываются на стенки цилиндрического корпуса 74, выпадают из потока. Чистый газовый поток продолжая вращаться совершает поворот на 180° и выходит из циклона через расположенную по оси выхлопную трубу 77. Частицы пыли, достигшие стенок цилиндрического корпуса 74, под действием перемещающегося в осевом направлении потока и сил тяжести движутся по направлению к выходному пылевыпускному отверстию конуса 75 и накапливаются в бункере для пыли, далее оседают в малых бункерах 81. Чистые газовые потоки из всех единичных циклонов через выхлопные трубы 77 попадают в общий выходной патрубок 85 и далее в дымовую трубу 86 фиг. 1, 10. При этом установка пыле газоочистки имеет следующую характеристику: при этом установка пыле газоочистки имеет следующую характеристику: производительность по очищаемому газу 31000 м3/час, степень очистки от пыли 82%, степень очистки по фтористому водороду 62%, степень очистки по окиси меди 85%, степень очистки по окиси углерода 80%, степень очистки по окиси азота 81%, степень очистки по окиси алюминия 80%, уровень звука не более 74 ДБА. Из приведенных данных следует, что четырехсекционный агрегат газоочистки имеет широкий спектр очистки вредных веществ, содержащихся в дымовых газах, а в блоке циклонов производится очистка от пыли.
Описание и порядок работы индукционной печи
Перед каждым пуском индукционной печи необходимо произвести тщательный осмотр тигля. Тигель не должен иметь трещин, выпуклостей, провалов. После слива металла тигель необходимо осторожно очищать от настылей скребком. При эксплуатации электропечи не допускаются механические удары по футеровке. Вначале пуска печей или после длительной остановки печи необходимо тщательно осмотреть индуктор, обдуть его сжатым воздухом для удаления пыли, проверить соединения водоподводящих шлангов, пустить воду в индуктор 13 и водоохлаждаемые кабели, конденсаторную батарею 2, преобразователь частоты 3 проверить прохождение воды через каждый шланг в отдельности, по манометру проверить давление.
Внимание! Запрещается плавка в неисправном тигле, что неминуемо приведет к аварии!
Ферросплавы и шлакообразующие, присаживаемые в печь, должны быть просушены. Запрещается при выплавке металла использовать известь со следами гашения и сроком хранения более одних суток.
Порядок завалки металлической шихты следующий: на дно тигля для смягчения ударов крупных кусков следует укладывать мелкую шихту, а в случае необходимости науглероживания вместе с мелкой шихтой загружается электродный бой или кокс. На мелкую шихту следует загружать тугоплавкие и наиболее крупные куски шихты у стенок тигля на 2/3 высоты индуктора так, чтобы магнитные силовые линии пересекали максимальную площадь сечения кусков. Остальную часть шихты загружать мелкой легкоплавкой шихтой. Для уменьшения тепловых потерь тигель рекомендуется накрывать крышкой 18. Рекомендуется плотно укладывать шихту при загрузке тигля, при этом учитывать, что при нагреве шихты происходит ее линейное расширение (увеличение объема), поэтому чрезмерная плотность укладки шихты не допускается, в противном случае на футеровку печи будет оказываться повышенное давление, что приведет к ускоренному износу футеровки. Плотная загрузка обеспечивает быстроту плавки, меньшую окисляемость металла и меньший износ тигля при сниженном расходе электроэнергии. Итак, в соответствии с расчетом шихты мостовым краном 37 загружается первая (правая) виброзагрузочная машина 5, при этом вторая (левая) виброзагрузочная машина 5 загружает шихтой вторую печь 1. Далее плавильщики включают систему пылегазоочистки (предварительно засыпать в четырехсекционный агрегат газоочистки адсорбент) и после загрузки печей 1 шихтой начинают плавку металла. Включать печь разрешается только при исправных: футеровке, системе охлаждения печи, механическом и электрическом оборудовании. После окончания загрузки тигель закрыть крышкой и приступить к плавке. После загрузки шихты включить печь 1. Если плавка ведется в холодном тигле, то первые 15-20 минут печь 1 должна работать при пониженной мощности. При работе с горячим тиглем подача пониженной мощности продолжается в течение 5-7 минут. Подводимую к электропечи мощность постепенно увеличить до максимальной, поддерживая ее до окончания расплавления металла. По мере оплавления металла шихта, опускается вниз, оседает и плавится, освобождая верхнюю часть тигля для загрузки оставшейся части шихты. При завалке шихты и ведении плавки нужно строго следить за тем, чтобы не получилось заклинивания кусков шихты, так как это может привести к свариванию их и образованию «мостов». В случае образование моста его необходимо разрушить и осадить металл. Несвоевременное разрушение моста приводит к перегреву расплавленного металла и разрушению тигля. Для устранения зависания шихту в процессе плавления необходимо периодически осаживать при помощи ломика с резиновой изоляцией ручки. По мере оседания шихты постепенно догружать оставшуюся часть ее, следя за тем, чтобы холодные куски не попадали в жидкий металл, так как это может вызвать вспенивание металла и сваривание холодной шихты в верхней части тигля с образованием трудно устранимых мостов. По мере образования жидкого металла и в течение всей плавки следует подсыпать в тигель шлаковую смесь, не допуская оголения металла.
Плавильщик в процессе плавки должен:
- вести наблюдение за водоохлаждением электропечи (за давлением и температурой воды в ветвях водоохлаждения), не допускать отпотевания индуктора;
- поддерживать заданную мощность во время плавки.
Управление режимом плавки осуществлять со шкафа управления (стойки управления и компьютера). Шихта должна подаваться в печь порциями по мере проплавления предыдущих загрузок. В случае бурного перемешивания металла, сопровождающегося выбросами металла из печи 1, необходимо немедленно переключить печь 1 на пониженную мощность или отключить печь, если металл готов к разливке. Окончание плавки определяется получением нужного по химическому составу (па основании полученных проб металла), а также требуемой температуры жидкого металла.
В конце плавки произвести необходимые технологические операции (легирование, рафинирование, модифицирование и т.д.). После проведения этих операций берут пробу жидкого металла на хим. анализ. Если хим. анализ соответствует выплавляемой марки, дается команда на слив жидкого металла.
После окончания плавки и снятия напряжения с печи, приступить к наклону печи 1 и сливу металла. Наклон печи производить с помощью механизма наклона печи с пульта 7. Наклон печи 1 производить равномерно, наблюдая за скоростью струи разливаемого металла. Готовый металл слить из печи в ковш, предварительно высушенный и подогретый (прокаленный). Ковш емкостью 15 тонн перед разливом устанавливается в приямок печи поз. 87.
После окончания выплавки, остановить работу преобразователя 3, но циркуляцию охлаждающей воды необходимо поддерживать в индукторе 13 до момента, когда тигель станет теплым, только тогда отключить. Существенно отметить, что в процессе завалки печи 1 шихтой, работе печи 1, сливе из нее наплавленного металла происходит очистка дымовых газов от вредных веществ и пыли по схеме: из печи 1, соединитель 20, короб 21, переходная труба 22 и труба 23, камера смешения 46, дымосос 47, труба 73, четырехсекционный агрегат газоочистки 48, блок циклонов 49, дымовая труба 86.
Итак, разработанная печь является высокомеханизированной среднечастотной индукционной тигельной печью снабженной станцией охлаждения, имеющей большой срок эксплуатации, позволяющей: снизить потери тепла в окружающею среду за счет использования футерованной крышки печи, вести процесс переплава на искусственной тяге с системой пыле газоочистки, что делает его экологически чистым.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГАЗОВАЯ ТИГЕЛЬНАЯ ПЕЧЬ | 2013 |
|
RU2557187C2 |
| Газовая тигельная печь | 2019 |
|
RU2717752C1 |
| Газовая тигельная печь | 2020 |
|
RU2754257C1 |
| ВРАЩАЮЩАЯСЯ ПЛАВИЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕРАБОТКИ ОТХОДОВ ЦВЕТНЫХ МЕТАЛЛОВ | 2011 |
|
RU2458302C1 |
| ВРАЩАЮЩАЯСЯ ПЛАВИЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕРАБОТКИ ОТХОДОВ ЦВЕТНЫХ МЕТАЛЛОВ | 2016 |
|
RU2617082C1 |
| Вращающаяся барабанная плавильная печь для переработки отходов цветных металлов | 2022 |
|
RU2796999C1 |
| Вращающаяся плавильная печь для переработки отходов цветных металлов | 2018 |
|
RU2688067C1 |
| ДВУХВАННАЯ ОТРАЖАТЕЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕПЛАВА АЛЮМИНИЕВОГО ЛОМА | 2016 |
|
RU2617087C1 |
| РОТОРНАЯ НАКЛОННАЯ ПЕЧЬ | 2012 |
|
RU2489659C1 |
| ДВУХ ВАННАЯ ОТРАЖАТЕЛЬНАЯ ПЕЧЬ С КОПИЛЬНИКОМ ДЛЯ ПЕРЕПЛАВА АЛЮМИНИЕВОГО ЛОМА | 2013 |
|
RU2522283C1 |
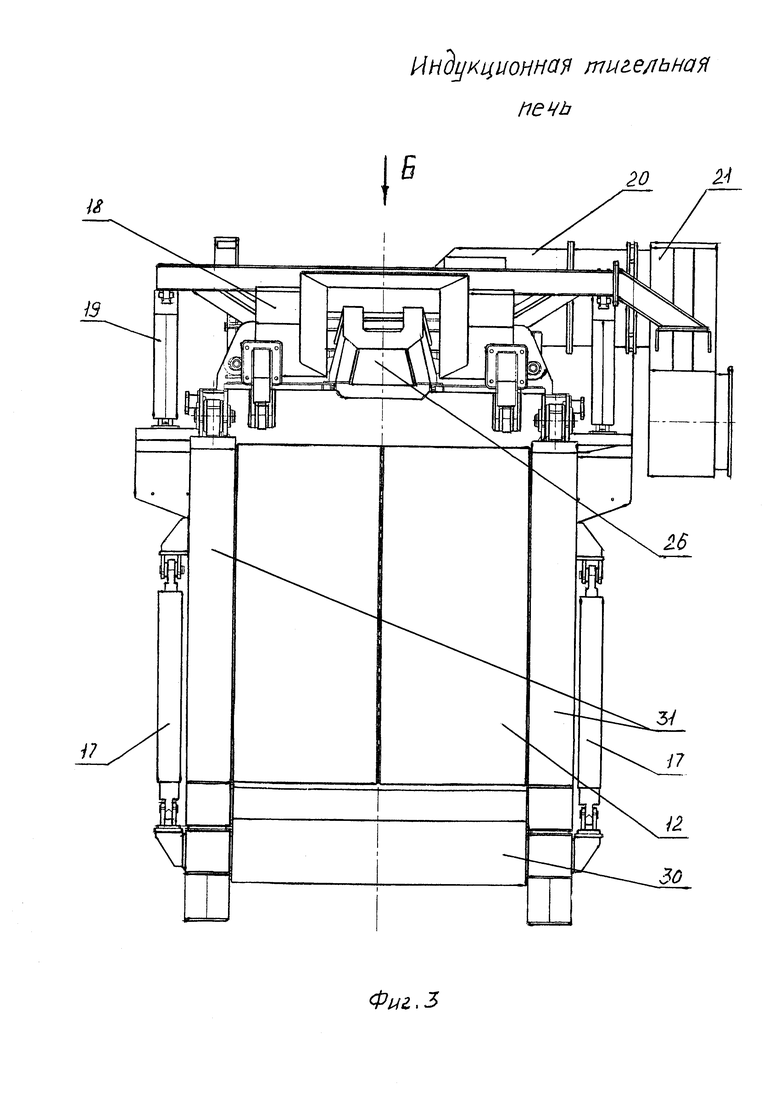
Изобретение относится к области металлургии и может быть использовано для переработки лома и отходов черных металлов. Индукционная тигельная печь, работающая на средней частоте 500 Гц, содержит стальной корпус печи с установленной на нем поворотной футерованной крышкой, гидравлические механизмы подъема крышки и наклона печи. Она снабжена соединенным с крышкой устройством для отвода образующихся при плавке в печи дымовых газов, соединенным с двухступенчатой системой пылегазоочистки, включающей дымосос, установленную перед ним камеру смешения с двумя шиберами, четырехсекционный агрегат газоочистки для очистки дымовых газов от вредных веществ в кипящем слое адсорбента и блок циклонов для очистки от пыли газового потока, поступающего с упомянутой газоочистки. Крышка футерована муллитовой безусадочной набивной массой с корочкой гарнисажа, а огнеупорная набивная масса тигля имеет следующий состав, вес. %: кристаллический кварцит со средним размером зерен 0,14-0,2 мм 72, цирконовый концентрат со средним размером зерен 0,05-0,063 мм 23, триполифосфат натрия 1,5, каолин 3,5. Изобретение обеспечивает малые потери тепла, повышает производительность и увеличивает срок эксплуатации печи. 10 ил., 1 табл.
Индукционная тигельная печь для переработки лома и отходов черных металлов, работающая на средней частоте 500 Гц, содержащая стальной корпус печи с установленной на нем поворотной футерованной крышкой, гидравлические механизмы подъема крышки и наклона печи, установленный на подине и выполненный из огнеупорной набивной массы тигель с сигнализатором износа футеровки и индукционной катушкой с водяным охлаждением, расположенной вокруг тигля, двухступенчатую систему пылегазоочистки, отличающаяся тем, что она снабжена соединенным с крышкой устройством для отвода образующихся при плавке в печи дымовых газов, соединенным с двухступенчатой системой пылегазоочистки, включающей дымосос, установленную перед ним камеру смешения с двумя шиберами, один из которых выполнен с возможностью закрытия или открытия для подачи в упомянутый дымосос отходящих дымовых газов, а другой - для регулирования подачи воздуха для их разбавления, четырехсекционный агрегат газоочистки для очистки дымовых газов от вредных веществ в кипящем слое адсорбента и блок циклонов для очистки от пыли газового потока, поступающего с упомянутой газоочистки, при этом упомянутая крышка футерована муллитовой безусадочной набивной массой с корочкой гарнисажа, а огнеупорная набивная масса тигля имеет следующий состав, вес. %:
| КАБЛУКОВСКИЙ А.Ф | |||
| Производство электростали и ферросплавов | |||
| М., ИКЦ "АКАДЕМКНИГА", 2003, с.380-388, с.391-395, с.487-493, рис.68 | |||
| ИНДУКЦИОННАЯ ПЕЧЬ ОТКРЫТОГО ТИПА ДЛЯ ПЛАВКИ ЛОМА МЕТАЛЛОВ | 2001 |
|
RU2198365C2 |
| ИНДУКЦИОННАЯ ПЕЧЬ | 1994 |
|
RU2092761C1 |
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| Способ изготовления точных труб и профилей из труднодеформируемых металлов и сплавов | 1988 |
|
SU1540886A1 |

