Изобретения относятся к черной металлургии, а именно к внепечной обработке расплавов чугуна или стали, в частности, проволоками с различными активными реагентами.
При погружении в расплав стали происходит намерзание на оболочку проволоки слоя металла, затем его нагрев, расплавление вместе с оболочкой и переход кальцийсодержащего реагента в расплав в виде капель. При всплывании капель выше глубины, на которой ферростатическое давление металла уравновешено парциальным давлением кальция, начинаются процессы его испарения, образования газовых пузырей паров кальция, их всплывание и взаимодействие с элементами жидкой стали (Белоусов В.В., Бабанин А.Я., Бескровная М.В., Коротенко Е.С. Повышение эффективности и ресурсо-экологических показателей внепечной обработки стали порошковой проволоки с кальцийсодержащими реагентами // Металлург.2012. №12. С. 58-62). Непрореагировавший кальциевый пар при выходе на поверхность расплава за счет окисления на воздухе создает пироэффект, сопровождающийся разбрызгиванием обрабатываемого металла.
Известны порошковые проволоки, состоящие из металлической оболочки и порошкообразной шихты, выполненной, например, в виде гранул с заданным размером частиц (Патент RU 2055906, опубл. 10.03.96).
Недостатком порошковых проволок является низкое содержание активного реагента из-за низкой насыпной плотности порошков, а также наличие воздуха в порах порошка, что при толщине стальной оболочки, как правило, не более 0,6 мм, приводит к резкому увеличению давления внутри проволоки при ее вводе в металлургический расплав и, как следствие разрушению оболочки на небольшой глубине. Потери активных реагентов при разрушении оболочки, а также их низкая насыпная плотность требует большого расхода проволоки и отрицательно сказывается на эффективности обработки.
Для снижения испарения кальция предложен способ получения проволоки методом прессования из монолитного кальция, покрытого алюминиевой оболочкой (Патент RU 2118379, опубл. 20.05.2003). Недостатком данного способа является ограничение по материалу оболочки, который должен иметь пластичные свойства, близкие к материалу сердечника. Кроме этого, на практике, часто наблюдается неравномерная толщина оболочки из-за изменения положения кальциевой проволоки относительно оси матрицы и изнашивания прессового инструмента. Поэтому комбинирование известных способов (Патент US 6508857, опубл. 21.01.2003) имеет те же недостатки, а также приводит к необходимости использования дополнительного оборудования.
Другим методом снижения испарения кальция является увеличение толщины оболочки, которая позволяет осуществить более глубокое погружение в расплав стали. За счет этого повышается эффективность внепечной обработки благодаря увеличению времени нахождения кальцийсодержащего реагента в металлургическом расплаве.
Наиболее близким аналогом заявляемого способа является способ изготовления проволоки для обработки металлургических расплавов (Патент RU 2401868, опубл. 10.03.2009), включающий формирование металлической оболочки толщиной более 0,6 мм, введение реагента, содержащего, в основном, чистый кальций, в металлическую оболочку, профилирование металлической оболочки для заключения в нее сердечника с примыканием продольных краев оболочки друг к другу, сваривание продольных краев металлической оболочки с обеспечением герметичности для предотвращения проникновения нежелательного кислорода или другого газа или материала вовнутрь оболочки. Затем осуществляют прокатку или волочение проволоки для уменьшения его диаметра и повышения отношения условной плотности рафинировочного материала в сердечнике к плотности теоретического эквивалента твердого сердечника более 95%, что препятствует сохранению в оболочке кислорода, воздуха или других вредных материалов.
В этом же патенте описана рафинировочная проволока, содержащая металлическую оболочку толщиной более 0,6 мм, охватывающую сердечник из рафинировочного материала, в котором сердечник изолирован в оболочке герметичным образом.
Одним из недостатков данного способа и проволоки является необходимость создания высоких усилий при формировании оболочки толщиной более 0,6 мм. Создание замкового соединения для такой толстостенной оболочки затруднительно, поэтому герметизацию проволоки осуществляют путем стыковой сварки.
При сварке происходит нагрев активного реагента, например, кальция, до температуры начала взаимодействия с компонентами воздуха, вплоть до воспламенения. Кроме того, в описанном способе и проволоке роль стальной оболочки ограничена, в основном, защитными функциями.
Предлагаемые изобретения решают задачу снижения усилий деформации, исключения риска окисления и воспламенения активных реагентов при изготовлении проволоки с толстостенной оболочкой, используемой для обработки металлургических расплавов.
Технический результат достигается тем, что в способе изготовления проволоки для обработки металлургических расплавов, включающем формирование металлической оболочки толщиной более 0,6 мм и заключение реагента в металлическую оболочку с обеспечением ее герметичности, используют реагент в виде цилиндрического металлического прутка, при этом заключение реагента в виде прутка в металлическую оболочку осуществляют поэтапно с получением многослойной оболочки.
Оптимально, чтобы толщина каждого из слоев оболочки была 0,3-0,8 мм, за счет чего снижается усилие деформации исходной ленты.
Слои оболочки могут быть выполнены из разнородных металлов, имеющих разное функциональное назначение. Так при обработке расплава стали, имеющей температуру около 1600°C, часть потерь кальция обусловлена его низкой температурой кипения - 1490°C. Использование для внутреннего слоя, например, алюминия или никеля, позволяет не только повысить температуру кипения образующегося в процессе ввода кальциевого сплава, но и, за счет высокой теплоты плавления, ввести проволоку на большую глубину до начала взаимодействия кальция с расплавом, что повышает степень усвоения основного реагента. Использование различных по функциональному назначению материалов для слоев оболочки позволяет расширить ее функциональные свойства.
Оптимально, чтобы количество слоев оболочки было не менее двух.
Для исключения возможности нахождения в проволоке воздуха используется цилиндрический металлический пруток, например, кальциевый пруток, полученный прессованием (Патент RU №2527547, опубл. 10.09.2014.), имеющий плотность не менее 97% от плотности монолитного кальция.
Для решения поставленной задачи в проволоке для обработки металлургических расплавов, содержащей металлическую оболочку толщиной более 0,6 мм, в которой заключен реагент с обеспечением его герметичности, упомянутая металлическая оболочка выполнена многослойной.
Предпочтительно, чтобы края слоев металлической оболочки были герметично соединены посредством фальцевых замков.
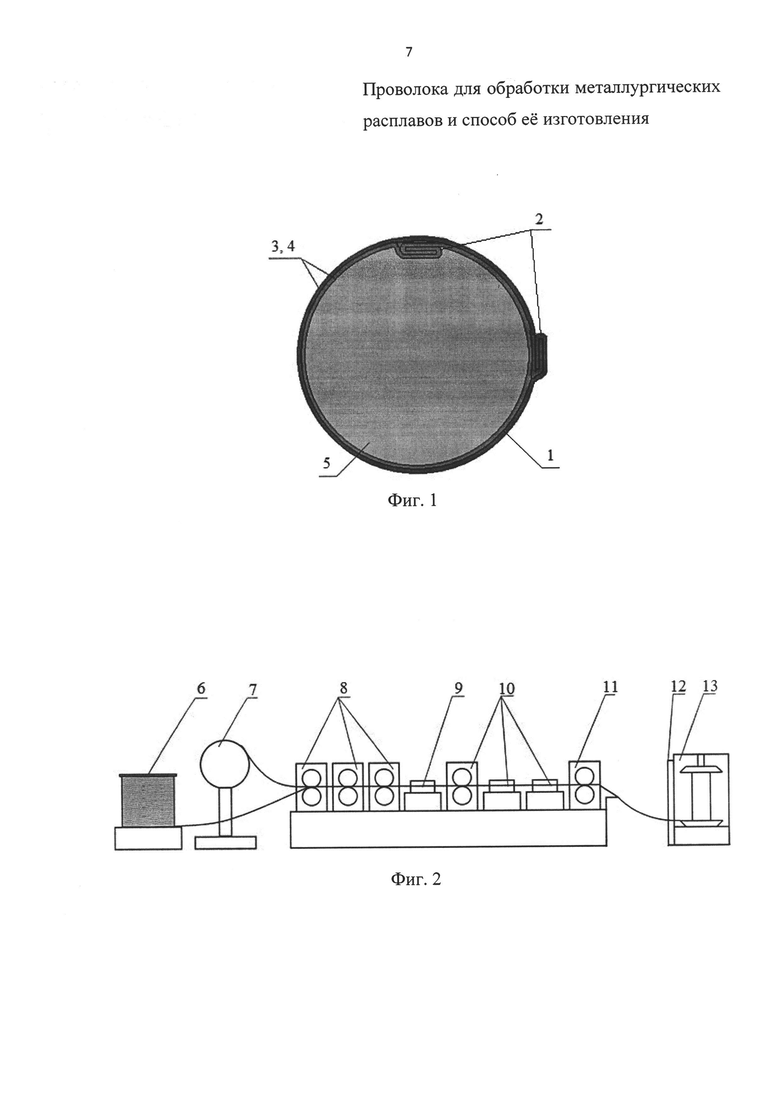
Изобретения поясняются чертежами:
на фигуре 1 показан поперечный разрез полученной по предлагаемому способу проволоки;
на фиг. 2 схематично изображена линия для осуществления способа.
Осуществление заявляемого способа проиллюстрировано следующими примерами.
Пример 1
Изготавливали кальцийсодержащую проволоку (фиг. 1), содержащую многослойную металлическую оболочку 1, состоящую из слоев 3 и 4, кромки каждого из которых герметично соединены фальцевыми замками 2 на кальциевом прутке 5. В качестве исходного материала для оболочек использовали ленту из стали 08Ю. Вначале на линии была изготовлена бухта проволоки с одной стальной оболочкой толщиной 0,5 мм. В качестве наполнителя проволоки использовался кальциевый пруток диаметром 8,5 мм, имеющий плотность 1,52 г/см3, что составило 98,7% от плотности кальция - 1,54 г/см3 (Дриц М.Е. Свойства элементов. Справочник. М.: Металлургия, 1985). Пруток из бухты 6 и лента с разматывателя 7 направлялись в профилирующие клети 8, где лента принимала U-образную форму. В клетях 9 формировался фальцевый замок 2 (фиг. 1), который затем вдавливался в проволоку в обжимных клетях 10. Полученная проволока проходила через калибрующую фильеру 11 и направлялась на укладчик 12 станка намотки бухты 13. Движение ленты осуществлялось за счет вращения станка намотки.
Полученную бухту проволоки использовали для изготовления проволоки с двойной оболочкой на этой же линии после настройки клетей. Вторая оболочка формировалась из стальной ленты толщиной 0,6 мм. Полученная в бухте проволока имела диаметр 10,7 мм и длину около 4 км.
Токовая нагрузка на двигателе станка намотки бухты при формировании оболочек 0,5 и 0,6 мм составило 9,0 и 11,0 A, соответственно. Расчетная величина токовой нагрузки при условии толщины ленты 1,1 мм составила 22 А. Герметичность металлической оболочки 1 достигалась за счет фальцевых замков 2 на каждом слое 3 и 4 (фиг. 1). При этом формирование таких замков не требует нагрева, что исключает возможность окисления и воспламенения кальциевого прутка 5.
Испытания коррозионной стойкости образцов проволоки в условиях неотапливаемого помещения в течение двух лет показали изменение их массы вследствие образования следов ржавчины. Полученное значение скорости коррозионного поражения позволяет спрогнозировать, что отклонение толщины оболочки, не выводящие ее за величину предельного значения по ГОСТ 503-81,может быть достигнуто через 3,9 года. Изменений химического состава кальциевого прутка в ходе испытаний не отмечено.
Пример 2
Аналогично способу, представленному в примере 1, была также изготовлена проволока, состоящая из кальциевого прутка диаметром 8,7 мм и двух оболочек: внутренняя алюминиевая (марка А6) толщиной 0,4 мм и наружная никелевая (марка НП2) толщиной 0,6 мм.
Сравнительные испытания показали, что при обработке стали проволокой, полученной по предлагаемому способу, снижается пироэффект, повышается степень усвоения кальция, по сравнению с проволоками, толщина оболочки которых составляет до 0,6 мм. По сравнению с проволокой, полученной по способу ближайшего аналога, изменения при обработке стали несущественны.
Приведенные примеры не ограничивают использование предлагаемого способа и конструкцию предлагаемой проволоки и позволяют получать проволоку для обработки металлургических расплавов с различными активными реагентами и материалами оболочки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Проволока для внепечной обработки стали и способ её получения | 2021 |
|
RU2761574C1 |
| Проволока для обработки металлургических расплавов | 2016 |
|
RU2677812C2 |
| Кальцийсодержащая проволока для ковшевой обработки стали | 2019 |
|
RU2725446C1 |
| Проволока с наполнителем для внепечной обработки металлургических расплавов | 2019 |
|
RU2723863C1 |
| КАЛЬЦИЙСОДЕРЖАЩИЙ МАТЕРИАЛ ДЛЯ ОБРАБОТКИ МЕТАЛЛУРГИЧЕСКИХ РАСПЛАВОВ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2019 |
|
RU2723870C1 |
| ПРОВОЛОКА ДЛЯ ВНЕПЕЧНОЙ ОБРАБОТКИ МЕТАЛЛУРГИЧЕСКИХ РАСПЛАВОВ | 1999 |
|
RU2161206C1 |
| Проволока для внепечной обработки металлургических расплавов | 2017 |
|
RU2660797C1 |
| ПРОВОЛОКА ДЛЯ ВНЕПЕЧНОЙ ОБРАБОТКИ МЕТАЛЛУРГИЧЕСКИХ РАСПЛАВОВ | 2007 |
|
RU2375463C2 |
| ПРОВОЛОКА ДЛЯ ВНЕПЕЧНОЙ ОБРАБОТКИ МЕТАЛЛУРГИЧЕСКИХ РАСПЛАВОВ | 2014 |
|
RU2558746C1 |
| ПРОВОЛОКА ДЛЯ ВНЕПЕЧНОЙ ОБРАБОТКИ МЕТАЛЛУРГИЧЕСКИХ РАСПЛАВОВ | 2003 |
|
RU2234541C1 |
Изобретение относится к области металлургии и может быть использовано при внепечной обработке расплавов чугуна или стали проволокой с различными активными компонентами. Способ включает изготовление кальцийсодержащей проволоки для обработки металлургических расплавов, содержащей герметичную металлическую оболочку толщиной более 0,6 мм с наполнителем. В качестве наполнителя используют цилиндрический кальцийсодержащий пруток, а формирование металлической оболочки осуществляют слоями, края каждого из которых поэтапно в профилирующих клетях соединяют фальцевыми замками, при этом толщина каждого слоя составляет от 0,3 до 0,8 мм. Слои оболочки выполнены из разнородных металлов, которые имеют разное функциональное назначение. Изобретение позволяет снизить усилие деформации при вводе проволоки в расплав и предотвращает окисление и воспламенение активных реагентов при изготовлении проволоки с толстостенной оболочкой. 2 н. и 3 з.п. ф-лы, 2 ил., 1 пр.
1. Кальцийсодержащая проволока для обработки металлургических расплавов, содержащая герметичную металлическую оболочку толщиной более 0,6 мм с наполнителем, отличающаяся тем, что наполнитель выполнен в виде цилиндрического кальцийсодержащего прутка, а металлическая оболочка выполнена многослойной, края каждого слоя которой соединены посредством фальцевых замков, при этом толщина каждого слоя составляет от 0,3 до 0,8 мм.
2. Способ изготовления кальцийсодержащей проволоки для обработки металлургических расплавов, содержащей герметичную металлическую оболочку толщиной более 0,6 мм с наполнителем, включающий формирование в профилирующих клетях U-образной металлической оболочки и заключение в нее наполнителя с обеспечением герметичности оболочки, отличающийся тем, что в качестве наполнителя используют цилиндрический кальцийсодержащий пруток, а формирование металлической оболочки осуществляют слоями, края каждого из которых поэтапно в профилирующих клетях соединяют фальцевыми замками, при этом толщина каждого слоя составляет от 0,3 до 0,8 мм.
3. Способ по п. 2, отличающийся тем, что слои оболочки выполнены из разнородных металлов, которые имеют разное функциональное назначение.
4. Способ по п. 2, отличающийся тем, что формируют оболочку из слоев в количестве не менее двух.
5. Способ по п. 2, отличающийся тем, что кальцийсодержащий пруток имеет плотность не менее 97% от плотности кальция.
| ПРОВОД ДЛЯ РАФИНИРОВАНИЯ РАСПЛАВЛЕННОГО МЕТАЛЛА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2401868C2 |
| US6508857 В2, 21.01.2003 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ РАФИНИРУЮЩЕЙ ДОБАВКИ ИЗ КАЛЬЦИЯ И АЛЮМИНИЯ В ФОРМЕ ПРОВОЛОКИ ДЛЯ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ РАСПЛАВОВ | 1994 |
|
RU2118379C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ В ФОРМЕ НЕОГРАНИЧЕННО ПРОТЯЖЕННОГО ПРУТКА ИЗ ДИСТИЛЛИРОВАННОГО КАЛЬЦИЯ | 2012 |
|
RU2527547C2 |

