Изобретение относится к черной металлургии, а именно к внепечной обработке расплавов чугуна или стали проволокой, в частности к проволоке с наполнителями из активных реагентов, включая кальций.
Проблемой обработки стали кальцием является его низкая температура кипения – 1490°С по сравнению с температурой металлургического расплава – около 1600°С. При введении проволоки в расплав стали часть кальция в виде пузырей пара достигает зеркала расплава и сгорает на воздухе, что снижает усвоение кальция ((1) Чичкарев Е.А., Троцан А.И., Казачков Е.А., Рудакова С.Г. Барботажное перемешивание и механизм усвоения кальция при обработке стали в ковше порошковой проволокой. Весник Приазовского государственного технического университета. Мариуполь, 2002. Выпуск № 12).
Повышение усвоения кальция в расплаве может быть достигнуто путём увеличения глубины погружения проволоки в металлургический расплав за счёт прибавления времени нагрева и расплавления более толстостенной оболочки.
Увеличение толщины оболочки проволоки реализовано в кальцийсодержащей проволоке для ковшевой обработки стали (Патент РФ 2725446, опубл. 02.07.2020), включающей кальцийсодержащий наполнитель и стальную оболочку, продольные края которой соединены методом сварки. Оболочка имеет толщину до 3,0 мм и твердость не более 40 HR 15N. Показанный в аналоге способ изготовления проволоки заключается в формирование стальной оболочки U-образной формы, введение в неё кальцийсодержащего наполнителя, герметизацию оболочки путем сварки продольных краёв оболочки. Для снятия внутренних напряжений проволоки используют рекристаллизационный отжиг. Такой способ герметизации оболочки обладает рядом недостатков. При сварке продольных краев оболочки в зоне термического влияния преобладают следы плавления и окисления кальцийсодержащего наполнителя, что, в свою очередь, приводит к изменению его химического состава в сторону увеличения содержания газовых примесей. Кроме того, необходимость снятия внутренних напряжений с использованием рекристаллизационного отжига приводит к увеличению длительности процесса – отжиг может проходить до 58 часов.
Известна проволока для обработки металлургических расплавов (Патент РФ 2660785, опубл. 09.07.2018), в которой увеличение толщины оболочки достигается за счёт количества ее слоев – не менее двух. Многослойность оболочки обусловлена тем, что при увеличении её толщины повышается степень деформации металла при формировании фальцевого замка. Достижение критических значений деформации с появлением трещин на изгибах замка отмечено при толщине оболочки 0,8 мм и более. Одним из недостатков многослойной оболочки является высокая трудоёмкость изготовления проволоки, что обусловлено последовательным созданием слоев оболочки: вначале первый слой, затем второй и т.д., а также необходимость в частой замене роликов высокоточных клетей, формирующих фальцевый замок, вследствие их изнашивания. Кроме того, к недостаткам проволоки также следует отнести наличие технологической смазки между слоями. При вводе проволоки в металлургический расплав смазка переходит в паровую фазу, создавая давление между слоями, что приводит к разрушению оболочки в верхних горизонтах расплава и, как следствие, к снижению усвоения кальция в стали.
Наиболее близким аналогом предлагаемого технического решения является проволока, полученная по способу (Патент US 4134196 от 16.01.1979). Конструкция проволоки включает соединение кромок оболочки внахлест. Это позволяет увеличить толщину оболочки более 0,8 мм. Линия для производства проволоки данного типа устанавливается в непосредственной близости от места ее ввода в ковш, после обжатия готовая проволока по системе роликов поступает в расплав. Такой способ упрощает технологическую линию, исчезает необходимость смотки-размотки проволоки. К недостаткам проволоки следует отнести отсутствие герметичного замкового соединения краёв оболочки, что приводит к её частому раскрыванию с высыпанием порошкового наполнителя. Кроме того, в способе отсутствует возможность сформировать проволоку в товарную бухту, пригодную для транспортировки и хранения.
Предлагаемое изобретение решает задачу получения товарной герметичной проволоки с толщиной оболочки более 0,8 мм способом, исключающим изменение состава наполнителя.
Технический результат достигается тем, что проволока для внепечной обработки стали, состоящая из наполнителя и стальной оболочки толщиной более 0,8 мм с соединением продольных краёв стальной оболочки внахлёст. На продольных краях стальной оболочки имеются зубцы, которые насечены таким образом, что при соединении продольных краев оболочки внахлёст между зубцами образуется замок. Способ изготовления проволоки для внепечной обработки стали включает, придание стальной оболочке U-образной формы и заключение в неё наполнителя. На продольные края стальной оболочки насекают зубцы, после чего формируют соединение продольных краев стальной оболочки внахлест, так, чтобы между зубцами образовался замок, герметичность стальной оболочки достигается за счёт пластической деформации при обжатии замка под действием роликов.
Наполнитель может быть выполнен в виде монолитного кальциевого или магниевого прутка или любого порошкового материала.
Зубцы на продольных краях стальной оболочки могут иметь разную геометрию. При этом внешний угол, образованный плоскостью зубцов и плоскостью ленты со стороны усилия среза должен составлять от 90 до 135 градусов.
Зубцы насекают с помощью ножевых роликов в одной из клетей линии получения проволоки. В виду того, что зубцы имеют развитую поверхность, при соединении продольных краев стальной оболочки внахлёст, площади соприкосновения зубцов достаточно для образования замка. А последующее обжатие замка под действием роликов создаёт напряжение в стальной оболочке, превышающее предел текучести металла, что гарантирует герметичность стальной оболочки. Данный способ позволяет исключить температурное воздействие, как на стальную оболочку, так и на химически активный наполнитель, что в свою очередь, не приводит к изменению его химического состава.
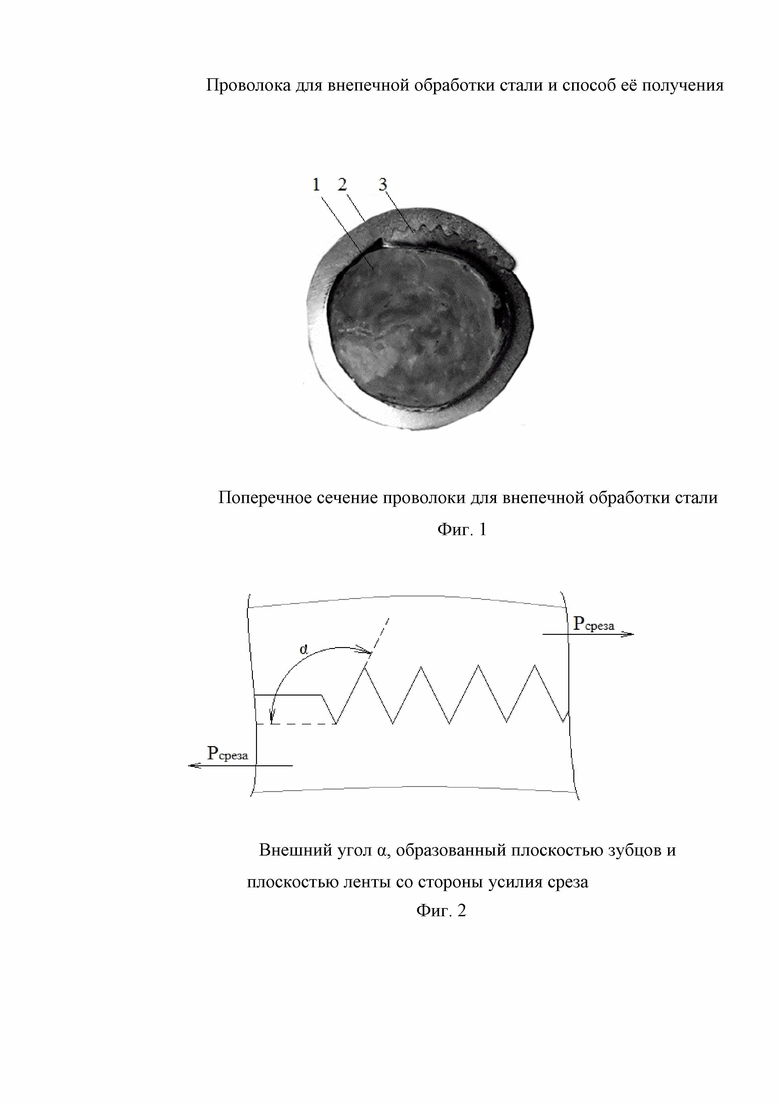
Поперечное сечение заявляемой проволоки, состоящей из наполнителя в виде кальциевого прутка 1, стальной оболочки 2 с замком 3, показано на фиг. 1.
При формировании проволоки в бухту, а также при использовании в условиях металлургического производства, включая размотку бухты и проводку проволоки через направляющую трубку, проволока подвергается изгибу. Максимальный угол изгиба может меняться от 10 до 15 градусов. При изгибе проволоки на зубцы действует усилие среза. Для увеличения сопротивления замка возникающим напряжениям среза внешний угол α, образованный плоскостью зубцов и плоскостью ленты со стороны усилия среза может уменьшаться с 135 до 90 градусов (фиг. 2). При величине угла α менее 90 градусов возможно смятие зубцов при соприкосновении их краёв во время обжатия проволоки. При величине угла α более 135 градусов очевидно уменьшение сопротивления замка усилю среза (Рсреза).
Результаты испытаний проволоки показали, что угол изгиба, при котором происходит разгерметизация замка, может меняться в зависимости от вида наполнителя и геометрии зубцов. При этом, минимальная величина угла изгиба составляет более 20 градусов, что позволяет использовать проволоку для внепечной обработки стали.
Осуществление заявляемого способа показано в приведенных примерах.
Пример 1.
При изготовлении проволоки из наполнителя в виде кальциевого прутка в качестве материала для оболочки использовали ленту толщиной 1,0 мм из стали 08пс. Вначале лента с разматывателя направлялась в клеть с ножевыми роликами. Здесь на противоположных поверхностях продольных краев стальной ленты наносились зубцы глубиной 0,3 мм. Внешний угол, образованный плоскостью зубцов и плоскостью ленты со стороны усилия среза, составил около 120 градусов. Ширина края ленты, занятая зубцам – около 7 мм.
Далее лента поступала в профилирующие клети, где принимала U-образную форму, в которую заключался кальциевый пруток диаметром 8,0 мм. В следующих клетях формировалось соединение продольных краев ленты внахлёст с образованием замка между зубцами. После чего для создания герметичности стальной оболочки проволока направлялась в обжимные клети, где под воздействием роликов происходило обжатие замка, а в качестве жесткой опоры выступал кальциевый пруток. Давление, создаваемое при обжатии составляло около 250 Н/мм2, что выше предела текучести стали 08пс примерно на 40 %. Полученная проволока проходила через калибрующую фильеру и направлялась на станок намотки бухты. Движение проволоки осуществлялось за счёт вращения станка намотки, на котором формировалась бухта проволоки. Максимальная температура, зафиксированная на оболочке после калибрующей фильеры, составила 25°С при температуре окружающего воздуха 21°С.
Полученная в бухте проволока имела диаметр 10,0 мм и длину около 4000 м.
При испытаниях в условиях металлургического производства раскрытия замка проволоки при её вводе в ковш не отмечено. Усвоение кальция составило около 28 %, что больше, по сравнению с ближайшим аналогом, на 8 %.
Пример 2.
Изготовление проволоки проводили на линии по способу, показанному в примере 1. В качестве исходного материала для оболочек использовали ленту толщиной 1,0 мм из стали 08пс. Внешний угол, образованный плоскостью зубцов и плоскостью ленты со стороны усилия среза составил около 90 градусов.
После формировании ленты в U-образную форму, в нее загружали порошок ферротитана ФТи70 по ГОСТ 4761-91 с размером частиц менее
2,0 мм. Для повышения насыпной плотности использовался наполнитель со следующим соотношением фракций порошка, мас.%:
Насыпная плотность порошка ферротитана после утряски составляла 3,67 г/см3, или 65 % от плотности металла, что позволило создать давление при обжатии проволоки составило около 200 Н/мм2, что выше предела текучести стали 08пс примерно на 10 %.
Полученная в бухте проволока имела диаметр 11,0 мм и длину около 3500 м.
При испытаниях в условиях металлургического производства раскрытия замка проволоки при её вводе в ковш не отмечено. Усвоение титана составило около 56 %, что больше, по сравнению с ближайшим аналогом, на 5 %.
Пример 3
Изготовление проволоки проводили на линии по способу, показанному в примере 1. Для оболочки использовали ленту толщиной 1,0 мм из стали 08пс. Внешний угол, образованный плоскостью зубцов и плоскостью ленты со стороны усилия среза составил около 90 градусов. В качестве материала наполнителя использовали смесь из порошка силикокальция СК30 по
ГОСТ 4762-71 и гранулированного кальция по ТУ 083.5.290-92. Для повышения насыпной плотности использовался наполнитель со следующим соотношением фракций, мас.%:
После формировании ленты в U-образную форму, в нее загружали наполнитель в виде смеси из порошка силикокальция СК30 и гранулированного кальция. Насыпная плотность наполнителя после утряски составляла 1,3 г/см3, или 55 % от плотности, рассчитанной аддитивным методом. Давление при обжатии проволоки составило около 190 Н/мм2, что выше предела текучести стали 08пс примерно на 9 %.
Полученная в бухте проволока имела диаметр 11,0 мм и длину около 3700 м.
При испытаниях в условиях металлургического производства раскрытия замка проволоки при её вводе в ковш не отмечено. Усвоение кальция составило около 30 %, что больше, по сравнению с ближайшим аналогом, на 7 %.
Представленные примеры не ограничивают использование технического решения и позволяют получать проволоки с монолитным прутком, например, из магния, а также с наполнителями из любых порошковых материалов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Кальцийсодержащая проволока для ковшевой обработки стали | 2019 |
|
RU2725446C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ ДЛЯ ОБРАБОТКИ МЕТАЛЛУРГИЧЕСКИХ РАСПЛАВОВ И ПРОВОЛОКА ДЛЯ ОБРАБОТКИ МЕТАЛЛУРГИЧЕСКИХ РАСПЛАВОВ | 2016 |
|
RU2660785C2 |
| Проволока для обработки металлургических расплавов | 2016 |
|
RU2677812C2 |
| ПРОВОЛОКА С НАПОЛНИТЕЛЕМ НА ОСНОВЕ СИЛИКОКАЛЬЦИЯ ДЛЯ ВНЕПЕЧНОЙ ОБРАБОТКИ СТАЛИ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2391412C2 |
| Проволока для внепечной обработки металлургических расплавов | 2017 |
|
RU2660797C1 |
| ПРОВОЛОКА ДЛЯ ВНЕПЕЧНОЙ ОБРАБОТКИ МЕТАЛЛУРГИЧЕСКИХ РАСПЛАВОВ | 2007 |
|
RU2337144C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЕРМЕТИЧНОЙ ПОРОШКОВОЙ ПРОВОЛОКИ ДЛЯ ВНЕПЕЧНОЙ ОБРАБОТКИ СТАЛИ | 2000 |
|
RU2179500C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА С НАПОЛНИТЕЛЕМ СИЛИКОКАЛЬЦИЙ С МАГНИЕМ ДЛЯ ВНЕПЕЧНОЙ ОБРАБОТКИ СТАЛИ | 2007 |
|
RU2345146C1 |
| ПРОВОЛОКА ДЛЯ ВНЕПЕЧНОЙ ОБРАБОТКИ МЕТАЛЛУРГИЧЕСКИХ РАСПЛАВОВ | 1999 |
|
RU2161206C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ ОБРАБОТКИ МЕТАЛЛУРГИЧЕСКИХ РАСПЛАВОВ | 2006 |
|
RU2342443C2 |
Изобретение относится к черной металлургии, а именно к внепечной обработке расплавов чугуна или стали проволокой с наполнителями из активных реагентов. Проволока состоит из наполнителя и стальной оболочки толщиной более 0,8 мм. На продольных краях стальной оболочки имеются зубцы, которые насечены таким образом, что при соединении продольных краев оболочки внахлёст между зубцами образуется замок. Герметизация проволоки достигается за счёт пластической деформации при обжатии замка под действием роликов. Изобретение позволяет изготавливать герметичную проволоку с оболочкой толщиной более 0,8 мм и наполнителем как из монолитного прутка, например кальция или магния, или из любых порошковых материалов, и исключает изменение состава наполнителя при внепечной обработке расплава. 2 н. и 4 з.п. ф-лы, 2 ил., 3 пр.
1. Проволока для внепечной обработки стали, состоящая из наполнителя и стальной оболочки толщиной более 0,8 мм с соединением продольных краёв стальной оболочки внахлёст, отличающаяся тем, что она имеет на продольных краях стальной оболочки зубцы, которые насечены таким образом, что при соединении продольных краев оболочки внахлёст между зубцами образуется замок.
2. Способ изготовления проволоки для внепечной обработки стали, включающий придание стальной оболочке U-образной формы, заключение наполнителя в стальную оболочку, формирование соединения продольных краёв стальной оболочки внахлёст, отличающийся тем, что на продольные края стальной оболочки насекают зубцы, которые при последующем формировании соединения продольных краев оболочки внахлёст образуют замок, а обеспечение герметичности стальной оболочки достигается за счёт пластической деформации при обжатии замка под действием роликов.
3. Проволока по п. 1, отличающаяся тем, что наполнитель выполнен в виде монолитного кальциевого прутка.
4. Проволока по п. 1, отличающаяся тем, что наполнитель выполнен в виде монолитного магниевого прутка.
5. Проволока по п. 1, отличающаяся тем, что наполнитель выполнен из любых порошковых материалов.
6. Проволока по п. 1, отличающаяся тем, что внешний угол, образованный плоскостью зубца и плоскостью ленты со стороны усилия среза, составляет от 90 до 135 градусов.
| US 4134196 A1, 16.01.1979 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ ДЛЯ ОБРАБОТКИ МЕТАЛЛУРГИЧЕСКИХ РАСПЛАВОВ И ПРОВОЛОКА ДЛЯ ОБРАБОТКИ МЕТАЛЛУРГИЧЕСКИХ РАСПЛАВОВ | 2016 |
|
RU2660785C2 |
| Кальцийсодержащая проволока для ковшевой обработки стали | 2019 |
|
RU2725446C1 |
| US 6508857 B2, 21.01.2003. | |||

