Область техники, к которой относится изобретение
[0001]
Настоящее изобретение относится к одноразовому подгузнику типа трусов и к способу его изготовления.
Предшествующий уровень техники
[0002]
В качестве одного варианта одноразового подгузника типа трусов был известен одноразовый подгузник типа трусов, включающий в себя наружный элемент, образованный с цилиндрической формой за счет соединения обеих боковых частей наружного элемента, расположенного со стороны живота (вентральная сторона), и обеих боковых частей наружного элемента, расположенного со стороны спины (дорсальная сторона), и внутренний элемент, который предусмотрен от той части внутренней поверхности наружного элемента, расположенного с вентральной стороны, которая является центральной в направлении ширины, до той части внутренней поверхности наружного элемента, расположенного с дорсальной стороны, которая является центральной в направлении ширины, и впитывает выделения, при этом наружный элемент, расположенный с вентральной стороны, и наружный элемент, расположенный с дорсальной стороны, не являются непрерывными, но отделены друг от друга со стороны промежности (см. патентные документы 1-4). Такой тип с наружным элементом, разделенным на две половины, имеет преимущество, заключающееся в том, что не требуется пробивать никаких отверстий для ног, предназначенных для пропускания ног пользователя, или необходимо пробить отверстия для ног на небольшой площади. То есть, имеется преимущество, заключающееся в том, что при выбрасывании отрезанных кусков (в дальнейшем также называемых обрезками) могут быть уменьшены потери материала, возникающие в результате наличия обрезков (в дальнейшем также называемые потерями, связанными с обрезками).
[0003]
Между тем, также известен тип с цельным наружным элементом, который имеет цельный наружный элемент от вентральной стороны до дорсальной стороны (например, см. патентные документы 5 и 6).
[0004]
Тем не менее, в обычных одноразовых подгузниках типа трусов возможны улучшения, связанные с прилеганием краевых частей наружного элемента вокруг ног. В частности, тип с наружным элементом, разделенным на две половины, имеет проблему, заключающуюся в том, что чем в большей степени уменьшены зоны вырезания отверстий для ног для уменьшения потерь, связанных с обрезками, тем в большей степени ухудшается прилегание краевых частей вокруг ног.
Перечень ссылок
Патентные документы
[0005]
Патентный документ 1: JP-T №2007-511326
Патентный документ 2: JP-A №2005-279077
Патентный документ 3: JP-A №2010-162277
Патентный документ 4: JP-A №2014-4492
Патентный документ 5: JP-A №2011-189068
Патентный документ 6: JP-A №S11-290380
Сущность изобретения
Проблемы, подлежащие решению посредством изобретения
[0006]
Соответственно, основная цель настоящего изобретения состоит в улучшении прилегания краевых частей наружного элемента вокруг ног.
Средства решения проблемы
[0007]
Настоящее изобретение для решения вышеуказанных проблем заключается в следующем:
<Изобретение по пункту 1 формулы изобретения>
Одноразовый подгузник типа трусов, включающий в себя:
наружный элемент, который имеет наружную часть, расположенную с вентральной стороны, и наружную часть, расположенную с дорсальной стороны, и отверстие для талии, образованное посредством соединения боковых краевых частей наружной части, расположенной с вентральной стороны, и боковых частей наружной части, расположенной с дорсальной стороны, с обеих сторон в направлении ширины; и
внутренний элемент, который имеет переднюю часть, присоединенную к центральной в направлении ширины зоне наружного элемента, расположенного с вентральной стороны, и заднюю часть, присоединенную к центральной в направлении ширины зоне наружного элемента, расположенного с дорсальной стороны, и проходит через промежность носителя,
при этом края отверстий для ног по меньшей мере частично образованы краями частей наружного элемента, расположенными с обеих сторон внутреннего элемента в направлении ширины, при этом
в, по меньшей мере, одной из наружной части, расположенной с вентральной стороны, и наружной части, расположенной с дорсальной стороны,
та часть на нижнем крае зоны, соответствующей боковому краю и соответствующей каждой из боковых краевых частей в направлении вперед-назад, которая расположена с обеих сторон внутреннего элемента в направлении ширины, образует край отверстия для ноги,
нижняя часть зоны, соответствующей боковому краю, выполнена в виде сложенной части, которая сложена один раз или множество раз зигзагообразно в направлении вперед-назад и закреплена у боковых краевых частей, сложенная часть постепенно разворачивается вниз по мере приближения к стороне, центральной в направлении ширины, и сложенная часть в наполовину или полностью развернутом вниз состоянии прикреплена к внутреннему элементу в части, центральной в направлении ширины, и
удлиненный наклонный упругий и эластичный элемент зафиксирован в состоянии, в котором он растянут в направлении от сложенной части до бокового края внутреннего элемента, ниже сложенной части.
[0008]
(Действие и результат)
В соответствии с данной конфигурацией в, по меньшей мере, одной из наружной части, расположенной с вентральной стороны, и наружной части, расположенной с дорсальной стороны, края отверстий для ног, расположенные с боковых сторон внутреннего элемента, обращены в наклонном направлении вверх к боковым краевым частям, и наклонные упругие и эластичные элементы зафиксированы в растянутом состоянии вдоль краев. Соответственно, края отверстий для ног хорошо прилегают вокруг ягодиц и паховой области носителя.
[0009]
<Изобретение по пункту 2 формулы изобретения>
Одноразовый подгузник типа трусов в соответствии с пунктом 1 формулы изобретения, в котором соединение между боковыми краевыми частями наружной части, расположенной с вентральной стороны, и боковыми краевыми частями наружной части, расположенной с дорсальной стороны, и закрепление сложенной части выполнены как одно целое посредством процесса сварки.
[0010]
(Действие и результат)
Данная конфигурация устраняет необходимость в отдельном закреплении сложенной части.
[0011]
<Изобретение по пункту 3 формулы изобретения>
Одноразовый подгузник типа трусов в соответствии с пунктом 1 формулы изобретения, в котором боковые краевые части наружной части, расположенной с вентральной стороны, и боковые краевые части наружной части, расположенной с дорсальной стороны, соединены посредством сварки, но не соединены посредством сварки, по меньшей мере, в зоне, имеющей сложенную часть.
[0012]
(Действие и результат)
В настоящем изобретении число перекрывающихся листов является большим в зоне, имеющей сложенную часть, вне боковых краевых частей. Однако, когда боковые краевые части наружной части, расположенной с вентральной стороны, и боковые краевые части наружной части, расположенной с дорсальной стороны, соединены посредством сварки, прочность соединения варьируется при локально увеличенном числе листов в боковых краевых частях, что приводит к снижению производительности. Соответственно, при конфигурировании боковых краевых частей так, чтобы они не были соединены посредством сварки, по меньшей мере, в зоне, имеющей сложенную часть, как описано выше, соединение становится приемлемо стабильным, что предотвращает снижение производительности.
[0013]
<Изобретение по пункту 4 формулы изобретения>
Одноразовый подгузник типа трусов в соответствии с любым из пунктов 1-3 формулы изобретения, в котором наружный элемент образован посредством соединения наружного элемента, расположенного с вентральной стороны и образующего наружную часть, расположенную с вентральной стороны, и наружного элемента, расположенного с дорсальной стороны и образующего наружную часть, расположенную с дорсальной стороны, с обеих боковых сторон, и наружный элемент, расположенный с вентральной стороны, и наружный элемент, расположенный с дорсальной стороны, отделены друг от друга и не являются непрерывными со стороны промежности.
[0014]
(Действие и результат)
В таком типе с наружным элементом, разделенным на две половины, как правило, чем в большей степени уменьшены зоны вырезания отверстий для ног для уменьшения потерь, связанных с обрезками, тем в большей степени ухудшается прилегание краевых частей вокруг ног. Однако в соответствии с настоящим изобретением отличающаяся конструкция со сложенной частью и ее развертыванием позволяет краям отверстий для ног прилегать вокруг ягодиц и паховой области носителя. Соответственно, отверстия для ног могут быть образованы без вырезания (или с вырезанием), как будет понятно из способа изготовления, описанного позднее. Следовательно, может быть обеспечено прилегание краев отверстий для ног вокруг паховой области и ягодиц носителя при отсутствии потерь, связанных с обрезками, или меньших потерях, связанных с обрезками, при изготовлении наружного элемента по сравнению с обычным подгузником. Кроме того, удлиненные упругие и эластичные элементы традиционно размещают наклонно или с криволинейной формой вдоль краев отверстий для ног посредством качающегося приспособления. Однако в соответствии с настоящим изобретением удлиненные упругие и эластичные элементы могут быть закреплены наклонно без выполнения качающегося приспособления, как будет понятно из способа изготовления, описанного позднее.
[0015]
<Изобретение по пункту 5 формулы изобретения>
Одноразовый подгузник типа трусов в соответствии с пунктом 4 формулы изобретения, в котором форма, по меньшей мере, одной из наружных частей является прямоугольной при сложенной части в развернутом состоянии.
[0016]
(Действие и результат)
При образовании данной формы может быть обеспечено прилегание краев отверстий для ног вокруг паховой области и ягодиц без потерь, связанных с обрезками, при изготовлении наружного элемента.
[0017]
<Изобретение по пункту 6 формулы изобретения>
Одноразовый подгузник типа трусов в соответствии с пунктом 4 или 5 формулы изобретения, в котором сложенная часть образована посредством загибания по направлению к внутренней стороне, по меньшей мере, одной из наружных частей.
[0018]
(Действие и результат)
При образовании части, сложенной внутрь, как описано выше, развертываемая часть сложенной части вряд ли будет подниматься от кожи и будет плотно прилегать к коже. В частности, когда сложенная часть образована в наружном элементе, расположенном с дорсальной стороны, развертываемая часть сложенной части образуется с трехмерной формой, чтобы закрыть округлые ягодицы.
[0019]
<Изобретение по пункту 7 формулы изобретения>
Одноразовый подгузник типа трусов в соответствии с пунктом 4 или 5 формулы изобретения, в котором сложенная часть образована посредством загибания по направлению к наружной стороне, по меньшей мере, одной из наружных частей.
[0020]
(Действие и результат)
При образовании части, сложенной наружу, как описано выше, обеспечивается мягкое прилегание развертываемой части сложенной части к коже под действием слабого усилия.
[0021]
<Изобретение по пункту 8 формулы изобретения>
Одноразовый подгузник типа трусов в соответствии с любым из пунктов 1-7 формулы изобретения, в котором данная, по меньшей мере, одна из наружных частей представляет собой наружную часть, расположенную с дорсальной стороны.
[0022]
(Действие и результат)
В этом случае развертываемая часть сложенной части закрывает выпуклость ягодиц. Данный эффект особенно заметен в изобретении в соответствии с пунктом 6 формулы изобретения.
[0023]
<Изобретение по пункту 9 формулы изобретения>
Одноразовый подгузник типа трусов в соответствии с пунктом 8 формулы изобретения, в котором число сгибов в сложенной части представляет собой четное число.
[0024]
(Действие и результат)
В этом случае развертываемая часть сложенной части является более широкой для закрытия ягодиц в более широкой зоне. Эффект особенно заметен в изобретении в соответствии с пунктом 6 формулы изобретения.
[0025]
<Изобретение по пункту 10 формулы изобретения>
Одноразовый подгузник типа трусов в соответствии с любым из пунктов 1-8 формулы изобретения, в котором данная, по меньшей мере, одна из наружных частей представляет собой наружную часть, расположенную с вентральной стороны, и чисто сгибов в сложенной части представляет собой нечетное число.
[0026]
(Действие и результат)
В этом случае прилегание к паховой области становится хорошим. Эффект особенно заметен в изобретении в соответствии с пунктом 4 формулы изобретения.
[0027]
<Изобретение по пункту 11 формулы изобретения>
Одноразовый подгузник типа трусов в соответствии с любым из пунктов 1-10 формулы изобретения, в котором сложенная часть образована в одной из наружных частей, и сложенная часть продолжается поверх наружной стороны другой наружной части.
[0028]
(Действие и результат)
Данный вариант подходит для случая, в котором угол наклона краев отверстий для ног должен быть большим.
[0029]
<Изобретение по пункту 12 формулы изобретения>
Способ изготовления одноразового подгузника типа трусов, включающий:
этап образования эластичной ленты, на котором образуют эластичную ленту, расположенную с вентральной стороны, и эластичную ленту, расположенную с дорсальной стороны, и на котором удлиненные упругие и эластичные элементы прикрепляют в растянутом состоянии к лентообразному непрерывному листовому материалу вдоль направления, в котором он является непрерывным;
этап загибания, на котором во время перемещения эластичной ленты, расположенной с вентральной стороны, и эластичной ленты, расположенной с дорсальной стороны, параллельно с интервалом в направлении CD между ними краевую боковую часть, по меньшей мере, одной из эластичных лент, расположенную со стороны, обращенной к другой эластичной ленте, загибают один раз или множество раз зигзагообразно в направлении CD и закрепляют для образования сложенной части;
этап соединения, на котором после этапа загибания часть сложенной части, более близкую к переднему краю, чем сгиб, ближайший к переднему краю, присоединяют к другой эластичной ленте посредством соединительного элемента с заданным интервалом в направлении MD;
этап увеличения ширины, на котором после этапа соединения увеличивают в направлении CD относительное расстояние между эластичной лентой, расположенной с вентральной стороны, и эластичной лентой, расположенной с дорсальной стороны, за счет приложения тянущего усилия к той части сложенной части, которая соединена посредством соединительного элемента, для развертывания сложенной части наполовину или полностью;
этап прикрепления внутреннего элемента, на котором отдельно изготовленный внутренний элемент подают с интервалами в направлении MD и присоединяют переднюю часть внутреннего элемента к эластичной ленте, расположенной с вентральной стороны, и заднюю часть внутреннего элемента к эластичной ленте, расположенной с дорсальной стороны, и прикрепляют развертываемую часть сложенной части в развернутом состоянии к внутреннему элементу для образования внутреннего присоединенного элемента;
этап складывания, на котором внутренний присоединенный элемент складывают вдвое в направлении CD; и
этап соединения боковых частей и отрезки, на котором эластичную ленту, расположенную с вентральной стороны, и эластичную ленту, расположенную с дорсальной стороны, соединяют в обеих боковых частях каждого отдельного подгузника и отрезают эластичную ленту, расположенную с вентральной стороны, и эластичную ленту, расположенную с дорсальной стороны, на границах каждого отдельного подгузника для получения каждого отдельного подгузника.
[0030]
(Действие и результат)
В соответствии со способом изготовления можно изготовить одноразовый подгузник типа трусов, описанный в пункте 2 формулы изобретения. Соответственно, могут быть обеспечены такие же предпочтительные эффекты, как эффекты от изобретения, описанного в пункте 2 формулы изобретения. Термин «направление MD» относится к направлению механического перемещения (направлению транспортирования) и термин «направление CD» относится к поперечному направлению, ортогональному к направлению MD.
[0031]
<Изобретение по пункту 13 формулы изобретения>
Способ изготовления одноразового подгузника типа трусов в соответствии с пунктом 12 формулы изобретения, в котором число сгибов представляет собой четное число на этапе загибания.
[0032]
(Действие и результат)
В этом случае часть сложенной части, более близкая к переднему краю, чем сгиб, ближайший к переднему краю, ориентирована по направлению к противоположному эластичному элементу. Соответственно, никакое усилие не будет действовать в направлении отсоединения, когда сложенная часть развернута в соединительном элементе, и, следовательно, соединение является стабильным, и маловероятно возникновение заворота или отсоединения.
[0033]
<Изобретение по пункту 14 формулы изобретения>
Способ изготовления одноразового подгузника типа трусов, включающий:
этап образования эластичной ленты, на котором образуют эластичную ленту, расположенную с вентральной стороны, и эластичную ленту, расположенную с дорсальной стороны, и на котором удлиненные упругие и эластичные элементы прикрепляют в растянутом состоянии к лентообразному непрерывному листовому материалу вдоль направления, в котором он является непрерывным;
этап прикрепления внутреннего элемента, на котором во время перемещения эластичной ленты, расположенной с вентральной стороны, и эластичной ленты, расположенной с дорсальной стороны, параллельно с интервалом в направлении CD между ними отдельно изготовленный внутренний элемент подают с интервалами в направлении MD и присоединяют переднюю часть внутреннего элемента к эластичной ленте, расположенной с вентральной стороны, и заднюю часть внутреннего элемента к эластичной ленте, расположенной с дорсальной стороны, для образования внутреннего присоединенного элемента;
этап складывания, на котором внутренний присоединенный элемент складывают вдвое в направлении CD; и
этап соединения боковых частей и отрезки, на котором эластичную ленту, расположенную с вентральной стороны, и эластичную ленту, расположенную с дорсальной стороны, соединяют в обеих боковых частях каждого отдельного подгузника и отрезают эластичную ленту, расположенную с вентральной стороны, и эластичную ленту, расположенную с дорсальной стороны, на границах каждого отдельного подгузника для получения каждого отдельного подгузника,
при этом способ изготовления дополнительно включает после этапа прикрепления внутреннего элемента и перед разрезанием на границах каждого отдельного подгузника этап загибания, на котором часть на стороне отверстия для ноги в, по меньшей мере, одной из эластичных лент загибают один раз или множество раз зигзагообразно в направлении CD и закрепляют для образования сложенной части.
[0034]
(Действие и результат)
В соответствии со способом изготовления можно изготовить одноразовый подгузник типа трусов, обеспечивающий почти такие же предпочтительные эффекты, как эффекты от одноразового подгузника типа трусов, описанного в пункте 1 формулы изобретения, за исключением сварки и закрепления сложенной части. Соответственно, существует возможность обеспечения почти таких же предпочтительных эффектов, как эффекты от изобретения, описанного в пункте 1 формулы изобретения. Термин «направление MD» относится к направлению механического перемещения (направлению транспортирования) и термин «направление CD» относится к поперечному направлению, ортогональному к направлению MD.
[0035]
<Изобретение по пункту 15 формулы изобретения>
Способ изготовления одноразового подгузника типа трусов в соответствии с пунктом 14 формулы изобретения, в котором перед этапом загибания адгезив наносят на предназначенное для закрепления сложенной части место данной, по меньшей мере, одной эластичной ленты для закрепления сложенной части посредством адгезива на этапе загибания.
[0036]
(Действие и результат)
При нанесении адгезива заранее для закрепления сложенной части, как описано выше, сложенная часть может быть закреплена непосредственно во время загибания. Это обеспечивает преимущество, заключающееся в том, что подгузник может быть легко изготовлен при отсутствии необходимости удерживания сложенной части в сложенном состоянии, по сравнению со способом, посредством которого сложенную часть приваривают и закрепляют на этапе соединения боковых частей и отрезки, описанном позднее.
[0037]
<Изобретение по пункту 16 формулы изобретения>
Способ изготовления одноразового подгузника типа трусов в соответствии с пунктом 14 формулы изобретения, в котором перед соединением эластичной ленты, расположенной с вентральной стороны, и эластичной ленты, расположенной с дорсальной стороны, на этапе соединения боковых частей и отрезки выполняют загибание на этапе загибания, и при сохранении сложенного состояния соединение эластичной ленты, расположенной с вентральной стороны, и эластичной ленты, расположенной с дорсальной стороны, и закрепление сложенной части выполняют одновременно посредством процесса сварки.
[0038]
(Действие и результат)
В соответствии со способом изготовления существует возможность изготовления одноразового подгузника типа трусов, описанного в пункте 1 формулы изобретения. Кроме того, в отличие от способа, в котором адгезив наносят заранее для закрепления сложенной части, существует возможность устранить этап приклеивания, упростить производственный процесс, сократить затраты на материалы за счет уменьшения использования адгезива и уменьшить повышение твердости наружного элемента за счет уменьшения использования адгезива.
Предпочтительные эффекты от изобретения
[0039]
Как описано выше, в соответствии с настоящим изобретением существует возможность обеспечения преимуществ, связанных с улучшением прилегания наружного элемента в краевых частях вокруг ног.
Краткое описание чертежей
[0040]
Фиг. 1 представляет собой вид в плане внутренней поверхности одноразового подгузника типа трусов в раскрытом состоянии;
фиг. 2 представляет собой вид в плане наружной поверхности одноразового подгузника типа трусов в раскрытом состоянии;
фиг. 3 представляет собой вид в разрезе, выполненном по линии 3-3 на фиг. 1;
фиг. 4 представляет собой вид в разрезе, выполненном по линии 4-4 на фиг. 1;
фиг. 5 представляет собой вид в разрезе, выполненном по линии 5-5 на фиг. 1;
фиг. 6 представляет собой вид в разрезе основных компонентов одноразового подгузника типа трусов вместе с размерами;
фиг. 7 представляет собой вид спереди одноразового подгузника типа трусов в раскрытом состоянии;
фиг. 8 представляет собой вид сзади одноразового подгузника типа трусов в раскрытом состоянии;
фиг. 9(а) и (b) представляют собой фотографии образцов одноразовых подгузников типа трусов;
фиг. 10(а) и (b) представляют собой схематические изображения сечений различных вариантов в месте разреза, выполненного по линии 6-6, и в месте разреза, выполненного по линии 7-7 на фиг. 7;
фиг. 11(а) и (b) представляют собой схематические изображения сечений различных вариантов в месте разреза, выполненного по линии 6-6, и в месте разреза, выполненного по линии 7-7 на фиг. 7;
фиг. 12(а) и (b) представляют собой схематические изображения сечений различных вариантов в месте разреза, выполненного по линии 6-6, и в месте разреза, выполненного по линии 7-7 на фиг. 7;
фиг. 13 представляют собой схематические изображения сечений различных вариантов в месте разреза, выполненного по линии 6-б, и в месте разреза, выполненного по линии 7-7 на фиг. 7;
фиг. 14 представляет собой схематическое изображение в плане, описывающее последовательность изготовления;
фиг. 15 представляет собой схематическое изображение в плане, описывающее последовательность изготовления;
фиг. 16 представляет собой вид в плане внутренней поверхности одноразового подгузника типа трусов в раскрытом состоянии;
фиг. 17 представляет собой вид в плане наружной поверхности одноразового подгузника типа трусов в раскрытом состоянии;
фиг. 18 представляет собой вид спереди одноразового подгузника типа трусов в раскрытом состоянии;
фиг. 19 представляет собой вид сзади одноразового подгузника типа трусов в раскрытом состоянии;
фиг. 20(а) и (b) представляют собой схематические изображения сечений различных вариантов в месте разреза, выполненного по линии 6-6, и в месте разреза, выполненного по линии 7-7 на фиг. 18;
фиг. 21(а) и (b) представляют собой схематические изображения сечений различных вариантов в месте разреза, выполненного по линии 6-6, и в месте разреза, выполненного по линии 7-7 на фиг. 18;
фиг. 22(а) и (b) представляют собой схематические изображения сечений различных вариантов в месте разреза, выполненного по линии 6-6, и в месте разреза, выполненного по линии 7-7 на фиг. 18;
фиг. 23 представляет собой вид спереди одноразового подгузника типа трусов в раскрытом состоянии;
фиг. 24 представляет собой вид спереди одноразового подгузника типа трусов в раскрытом состоянии;
фиг. 25 представляет собой схематическое изображение в плане, описывающее последовательность изготовления;
фиг. 26 представляет собой схематическое изображение в плане, описывающее последовательность изготовления;
фиг. 27 представляет собой схематическое изображение в плане, описывающее последовательность изготовления;
фиг. 28 представляет собой схематическое изображение в плане, описывающее последовательность изготовления;
Описание вариантов осуществления
[0041]
Один вариант осуществления настоящего изобретения будет описан ниже со ссылкой на сопровождающие чертежи.
[0042]
(Пример одноразового подгузника типа трусов)
Фиг. 1-10(а) иллюстрируют один пример одноразового подгузника типа трусов. В данном одноразовом подгузнике типа трусов оба боковых края расположенного с вентральной стороны, наружного элемента 12F, определяемые в направлении ширины, и оба боковых края расположенного с дорсальной стороны, наружного элемента 12В, определяемые в направлении ширины, соединены вдоль вертикального направления посредством термосварки, ультразвуковой сварки или тому подобного для образования имеющих цилиндрическую форму, наружных элементов 12F и 12В. Кроме того, на наружных элементах 12F и 12В передняя концевая часть внутреннего элемента 200 присоединена посредством термоплавкого адгезива или тому подобного к внутренней поверхности той части наружного элемента 12F, расположенного с вентральной стороны, которая является центральной в направлении ширины, и задняя концевая часть внутреннего элемента 200 присоединена посредством термоплавкого адгезива или тому подобного к внутренней поверхности той части наружного элемента 12В, расположенного с дорсальной стороны, которая является центральной в направлении ширины. Ссылочная позиция 12А обозначает соединенную часть (часть с боковым швом) наружного элемента 12F, расположенного с вентральной стороны, и наружного элемента 12В, расположенного с дорсальной стороны. Кроме того, ссылочная позиция Y обозначает полную длину (длину по вертикали от края отверстия для талии в передней панели F до края отверстия для талии в задней панели В) подгузника в раскрытом состоянии, и ссылочная позиция X обозначает полную ширину подгузника в раскрытом состоянии.
[0043]
Внутренний элемент 200 представляет собой часть, впитывающую и удерживающую выделения, такие как моча, и наружные элементы 12F и 12В представляют собой части, предназначенные для обеспечения опоры для внутреннего элемента 200 на теле носителя. Изображения, показанные точками на чертежах, показывают термоплавкий адгезив для соединения составляющих элементов. Альтернативно, элементы могут быть соединены посредством процесса сварки (термосварки или ультразвуковой сварки). Термоплавкий адгезив может быть нанесен в виде сплошного покрытия, капель, полос, вершин или нанесения покрытия в виде спиралей. Вместо этого или в дополнение к этому для фиксации упругих и эластичных элементов термоплавкий адгезив может быть нанесен на наружную периферийную поверхность упругих и эластичных элементов посредством распылительного устройства с гребенчатой насадкой или средства нанесения Sure-Wrap.
[0044]
Верхнее отверстие наружных элементов 12F и 12В образует отверстие для талии, через которое проходит талия носителя. Части, соответственно окруженные нижними краями наружных элементов 12F и 12В и боковыми краями внутреннего элемента 200 с обеих боковых сторон внутреннего элемента 200 в направлении ширины, образуют отверстия для ног, через которые проходят ноги носителя. При удаленных соответствующих сваренных частях 12А и раскрытых наружных элементах 12F и 12В внутренний элемент 200 имеет часть с более узкой формой, промежуточную в направлении вперед-назад, как проиллюстрировано на фиг. 1 и 2. Внутренний элемент 200 проходит от дорсальной стороны к вентральной стороне, проходя через промежностную часть и закрывая ее. Внутренний элемент 200 представляет собой часть, принимающую и впитывающую выделения и удерживающую жидкость из них, и наружные элементы 12F и 12В представляют собой части, предназначенные для удерживания внутреннего элемента 2 00 на носителе.
[0045]
(Внутренний элемент)
Внутренний элемент 200 может быть образован с любой формой, несмотря на то, что он является прямоугольным в проиллюстрированном варианте. Внутренний элемент 200 представляет собой основную часть с функцией впитывания, которая включает в себя верхний лист 30 на стороне, обращенной к телу носителя, не проницаемый для жидкостей лист 11 и впитывающий элемент 50, расположенный между данными листами, как проиллюстрировано на фиг. 3-5. Ссылочная позиция 40 обозначает межслойный лист (второй лист), предусмотренный между верхним листом 30 и впитывающим элементом 50 для обеспечения быстрого перемещения жидкости, прошедшей через верхний лист 30, во впитывающий элемент 50 и для предотвращения обратного потока. Ссылочная позиция 60 обозначает трехмерные сборки 60, поднимающиеся от обеих сторон внутреннего элемента 200 по направлению к телу носителя для предотвращения вытекания выделений с обеих сторон внутреннего элемента 200.
[0046]
(Верхний лист)
Верхний лист 30 является проницаемым для жидкости и может представлять собой, например, пористый или непористый нетканый материал или пористый пластиковый лист. Отсутствует какое-либо особое ограничение в отношении исходных волокон для нетканого материала. Например, исходные волокна могут представлять собой синтетические волокна на основе олефина, такие как полиэтиленовые и полипропиленовые, полиэфирные или полиамидные, репродуцированные волокна из вискозы, «купры» или тому подобного, натуральные волокна из хлопка или тому подобного и смешанные волокна или многокомпонентные волокна из двух или более из вышеуказанных волокон. Нетканый материал может быть получен посредством любого способа обработки. Способ обработки может представлять собой любой из публично известных способов, например, такой как гидроперепутывание, фильерный способ получения нетканого материала, термоскрепление, аэродинамический способ получения нетканого материала из расплава, иглопробивание, обработка пропусканием воздуха насквозь и точечное скрепление. Для обеспечения гибкости и драпируемости предпочтительны фильерный способ получения нетканого материала и гидроперепутывание. Для обеспечения объемности и мягкости предпочтительны обработка пропусканием воздуха насквозь, точечное скрепление и термоскрепление.
[0047]
Верхний лист 30 может состоять из одного листа или из многослойного листа, полученного скреплением двух или более листов друг с другом. Аналогичным образом, верхний лист 30 может состоять из одного листа или из двух или более листов в направлении в плоскости.
[0048]
В случае выполнения трехмерных сборок 60 предпочтительно, чтобы обе стороны верхнего листа 30 проходили до задней стороны впитывающего элемента 50 между не проницаемым для жидкостей листом 11 и трехмерными сборками 60 и были приклеены к не проницаемому для жидкостей листу 11 и трехмерным сборкам 60 посредством термоплавкого адгезива или тому подобного для предотвращения проникновения жидкости.
[0049]
(Межслойный лист)
Для обеспечения быстрого перемещения жидкости, прошедшей через верхний лист 30, во впитывающий компонент может быть предусмотрен межслойный лист (также называемый «вторым листом») 40, имеющий более высокую скорость пропускания жидкости по сравнению с верхним листом 30. Межслойный лист 40 может обеспечить не только быстрое перемещение жидкости во впитывающий компонент при улучшении характеристики впитывания, обеспечиваемой впитывающим компонентом, но также и предотвращение явления «обратного потока» впитанной жидкости из впитывающего компонента для поддержания верхнего листа 30 в сухом состоянии в любое время. Межслойный лист 40 может быть не предусмотрен.
[0050]
Межслойный лист 40 может быть выполнен, например, из того же материала, что и материал для верхнего листа 30, или из нетканого материала, полученного гидроперепутыванием, нетканого материала фильерного способа производства, нетканого материала со структурой SMS (SMS - слой (S) из нетканого материала фильерного способа производства - слой (М) из нетканого материала, полученного аэродинамическим способом из расплава, слой (S) из нетканого материала фильерного способа производства) или из нетканого материала из целлюлозных волокон, или из листа из смеси целлюлозных и вискозных волокон, нетканого материала, полученного точечным скреплением, или из крепированной бумаги. В частности, нетканый материал, полученный способом с пропусканием воздуха насквозь, является предпочтительным вследствие его объемности. В нетканом материале, полученном способом с пропусканием воздуха насквозь, предпочтительно используются многокомпонентные волокна со структурой с ядром и оболочкой. Приемлемой смолой для ядра является полипропилен (ПП), но предпочтителен сложный полиэфир (ПЭТ) с высокой жесткостью. Поверхностная плотность волокон предпочтительно составляет 20-80 г/м2, более предпочтительно - 25-60 г/м2. Тонина исходных волокон для нетканого материала предпочтительно составляет 2,2-10 дтекс. Для увеличения объемности нетканого материала все или некоторые многокомпонентные волокна из исходных волокон предпочтительно представляют собой волокна с эксцентрической структурой с ядрами, расположенными не в центре, полые волокна или полые волокна с эксцентрической структурой.
[0051]
Межслойный лист 40 в проиллюстрированном варианте сцентрирован на впитывающем компоненте 56 и является более узким, чем впитывающий компонент 56, в направлении ширины. Альтернативно, межслойный лист 40 может быть предусмотрен на всей ширине впитывающего компонента 56. Межслойный лист 40 может иметь такую же длину, как впитывающий компонент 56, или может быть более коротким, чем впитывающий компонент 56, и находиться в пределах центральной зоны для приема жидкости.
[0052]
(Не проницаемый для жидкостей лист)
Отсутствует какое-либо особое ограничение в отношении материала для листа 11, не проницаемого для жидкостей. Например, не проницаемый для жидкостей лист 11 может представлять собой пластиковую пленку, выполненную из смолы на основе олефинов, таких как полиэтилен и полипропилен, многослойный нетканый материал с пластиковой пленкой на поверхности нетканого материала, многослойный лист, в котором нетканый материал и тому подобное наложены на пластиковую пленку. Не проницаемый для жидкостей лист 11 предпочтительно выполнен из не проницаемого для жидкостей и влагопроницаемого материала, который использовался в последние годы с положительными результатами с точки зрения предотвращения затхлости. В качестве широко используемой влагопроницаемой пластиковой пленки имеется микропористая пластиковая пленка, которая получена расплавлением и вмешиванием неорганического наполнителя в смолу на основе олефинов, таких как полиэтилен и полипропилен, для образования листа и последующим удлинением листа в направлении одной оси или двух осей. Кроме того, не проницаемый для жидкостей лист 11 может представлять собой нетканый материал из волокон микроденье или может представлять собой не проницаемый для жидкостей лист, который образован без использования пластиковой пленки, за счет повышения герметичности при уменьшении размера зазоров между волокнами посредством подвода тепла или приложения давления или за счет нанесения на лист покрытия из смолы с высокой способностью к впитыванию воды, из гидрофобной смолы или водоотталкивающего средства.
[0053]
Для повышения герметичности не проницаемый для жидкостей лист 11 предпочтительно выступает за обе стороны впитывающего элемента 50 до обеих сторон впитывающего элемента 50, расположенных со стороны верхнего листа 30. Соответствующая ширина выступающей части составляет приблизительно 5-2 0 мм с каждой из правой и левой сторон.
[0054]
Индикатор выделений, изменяющий цвет при впитывании жидкости, может быть предусмотрен с внутренней стороны листа 11, не проницаемого для жидкостей, в частности, на боковой поверхности впитывающего компонента 56.
[0055]
(Трехмерные сборки)
Трехмерные сборки 60 представляют собой лентообразные элементы, проходящие на всей длине вдоль обеих сторон внутреннего элемента 200 в направлении вперед-назад. Трехмерные сборки 60 выполнены для того, чтобы остановить воду или жидкий стул, перемещающиеся в боковом направлении по верхнему листу 30, для предотвращения вытекания жидкости в боковом направлении. В данном варианте осуществления трехмерные сборки 60 «стоят» на боковых сторонах внутреннего элемента 200. Каждая из трехмерных сборок 60 «стоит» с наклоном по направлению к части, центральной в направлении ширины, в базовой части и «стоит» с наклоном по направлению к стороне, наружной в направлении ширины, от промежуточной части до переднего края.
[0056]
В частности, каждая из трехмерных сборок 60 образована так, что лентообразный лист 62 для сборок, имеющий такую же длину, как длина внутреннего элемента 200 в направлении вперед-назад, сложен вдвое в направлении ширины, и множество удлиненных упругих и эластичных элементов 63 зафиксированы в растянутом состоянии вдоль продольного направления с интервалом между ними в направлении ширины между листами, в сложенной части и вблизи нее. Базовые части (концы, противоположные по отношению к сложенной/загнутой части листа в направлении ширины) трехмерных сборок 60, расположенные противоположно по отношению к передним краевым частям, образуют части 65 для прикрепления, прикрепленные к поверхности нижней стороны внутреннего элемента 200 у боковых краев. Части трехмерных сборок 60, отличные от частей 65 для прикрепления, образуют выступы 66 (загнутые/сложенные части), которые выступают от частей 65 для прикрепления. Кроме того, выступы 66 включают в себя базовые части со стороны, центральной в направлении ширины, и краевые части, которые загнуты от краев базовых частей наружу в направлении ширины. Несмотря на то, что в данном варианте используются трехмерные сборки такого типа, которые предусматривают касание по поверхности, также могут быть использованы трехмерные сборки (непроиллюстрированные) такого типа, которые предусматривают касание по линии и которые не загнуты наружу в направлении ширины. Таким образом, в то время как оба конца выступов 66, определяемые в направлении вперед-назад, представляют собой передние/задние закрепленные части 67, которые прикреплены к боковым поверхностям верхнего листа 30 в «лежачем» состоянии посредством термоплавкого адгезива или термосварки, промежуточные части, расположенные между ними, представляют собой незакрепленные свободные части, к которым удлиненные упругие и эластичные элементы 63 прикреплены в состоянии, в котором они растянуты вдоль направления вперед-назад.
[0057]
Лист 62 для сборок может быть предпочтительно образован при применении водоотталкивающей обработки силиконом или тому подобным в случае необходимости для гибкого нетканого материала, обладающего отличной однородностью и маскирующей способностью, такого как нетканый материал, полученный фильерным способом производства (со структурой SS (из двух слоев, полученных фильерным способом производства, SSS (из трех слоев, полученных фильерным способом производства) или тому подобной), нетканый материал со структурой SMS (со структурой SMS (слой (S), полученный фильерным способом производства, - слой (М), полученный аэродинамическим способом из расплава, - слой (S), полученный фильерным способом производства), SSMMS (слой (S), полученный фильерным способом производства, - слой (S), полученный фильерным способом производства, - слой (М), полученный аэродинамическим способом из расплава, - слой (М), полученный аэродинамическим способом из расплава, - слой (S), полученный фильерным способом производства) или тому подобной) и нетканый материал, полученный аэродинамическим способом из расплава. Поверхностная плотность волокон предпочтительно составляет приблизительно 10-30 г/м2. Удлиненные упругие и эластичные элементы 63 могут представлять собой резиновые нити или тому подобное. В случае использования резиновых нитей из спандекса тонина нитей предпочтительно составляет 470-1240 дтекс, более предпочтительно 620-940 дтекс. Степень растяжения нитей во время прикрепления предпочтительно составляет 150-350%, более предпочтительно - 200-300%. Кроме того, водонепроницаемая пленка 64 может быть расположена внутри листа для сборок, сложенного вдвое, как проиллюстрировано на чертеже.
[0058]
Число удлиненных упругих и эластичных элементов 63, предусмотренных в свободных частях трехмерных сборок 60, предпочтительно составляет от двух до шести, в частности, от трех до пяти. Интервал 60d при размещении составляет соответственно 3-10 мм. В соответствии с данной конфигурацией подгузник скорее всего будет касаться кожи поверхностью посредством размещенных в определенном порядке, удлиненных упругих и эластичных элементов 63. Удлиненные упругие и эластичные элементы 63 могут быть размещены не только в краевых частях, но также в базовых частях.
[0059]
Предназначенные для прикрепления части 65 трехмерных сборок 60 могут быть прикреплены к соответствующим элементам во внутреннем элементе 200, таким как верхний лист 30, не проницаемый для жидкостей лист 11 и впитывающий элемент 50.
[0060]
В трехмерных сборках 60, выполненных с такой конфигурацией, стягивающее усилие, создаваемое удлиненными упругими и эластичными элементами 63, действует для приближения обеих частей, концевых в направлении вперед-назад, друг к другу. Обе части выступов 66, концевые в направлении вперед-назад, закреплены так, чтобы они не стояли, в то время как средние части между обоими концами выступов 66 представляют собой незакрепленные свободные части. Соответственно, только свободные части стоят для касания тела носителя, как проиллюстрировано на фиг. 3. В частности, когда части 65 для прикрепления расположены на задней поверхности внутреннего элемента 200, трехмерные сборки 60 стоят и расходятся наружу в направлении ширины в промежностной части и вблизи нее. Соответственно, трехмерные сборки 60 вводятся в поверхностный контакт вокруг ног для обеспечения улучшенного прилегания.
[0061]
Размеры трехмерных сборок 60 могут быть выбраны соответствующим образом. Тем не менее, в случае одноразового подгузника для младенцев высота W6 в стоячем положении (ширина выступов 66 в раскрытом состоянии) предпочтительно составляет 15-60 мм, в частности, 20-40 мм, как проиллюстрировано, например, на фиг. 6. Кроме того, разделяющее расстояние W3 между складками с самой внутренней стороны предпочтительно составляет 60-190 мм, более предпочтительно - 70-140 мм в плоско сложенном состоянии, в котором трехмерные сборки 60 расположены параллельно поверхности верхнего листа 30.
[0062]
В отличие от проиллюстрированного варианта трехмерные сборки могут быть выполнены в виде двойных сборок (в двух рядах) на каждой из правой и левой сторон внутреннего элемента 200.
[0063]
(Впитывающий элемент)
Впитывающий элемент 50 имеет впитывающий компонент 56 и оберточный лист 58 для обертывания всего впитывающего компонента 56. Оберточный лист 58 может быть не предусмотрен.
[0064]
(Впитывающий компонент)
Впитывающий компонент 56 может быть образован из совокупности волокон. Совокупность волокон может представлять собой волокна из вспушенной измельченной целлюлозы или скопление коротких волокон, таких как синтетические волокна, или совокупность элементарных волокон, полученную разрыхлением жгутов (пучков волокон) синтетических волокон, таких как волокна из ацетилцеллюлозы, в соответствии с необходимостью. Поверхностная плотность волокон из вспушенной измельченной целлюлозы или скопления коротких волокон может составлять, например, приблизительно 100-300 г/м2, и поверхностная плотность совокупности элементарных волокон может составлять приблизительно 30-120 г/м2. Тонина синтетических волокон составляет, например, 1-16 дтекс, предпочтительно 1-10 дтекс, более предпочтительно 1-5 дтекс. В случае совокупности элементарных волокон элементарные волокна могут представлять собой неизвитые волокна, но предпочтительно представляют собой извитые волокна. Число извивов в извитых волокнах может составлять, например, приблизительно 5-75 на дюйм (на 2,54 см), предпочтительно приблизительно 10-50 на дюйм (на 2,54 см), более предпочтительно - приблизительно 15-50 на дюйм (на 2,54 см). Извитые волокна равномерно извиты во многих случаях. Частицы полимера с высокой впитывающей способностью предпочтительно диспергированы и удерживаются во впитывающем компоненте 56.
[0065]
Впитывающий компонент 56 может иметь прямоугольную форму, но предпочтительно имеет форму песочных часов с передней концевой частью, задней концевой частью и более узкой частью, которая расположена между передней и задней концевыми частями и является более узкой, чем две концевые части, как проиллюстрировано на фиг. 1, для улучшения прилегания краев впитывающего компонента 56 и трехмерных сборок 60 вокруг ног.
[0066]
Размеры впитывающего компонента 56 могут быть выбраны в зависимости от конкретного случая. Тем не менее, впитывающий компонент предпочтительно простирается до периферийных краев внутреннего элемента или до зон вблизи них в направлении вперед-назад и в направлении ширины. Ссылочная позиция 56Х обозначает ширину впитывающего компонента 56.
[0067]
(Частицы полимера с высокой впитывающей способностью) Впитывающий компонент 56 может частично или полностью содержать частицы полимера с высокой впитывающей способностью. Частицы полимера с высокой впитывающей способностью включают «порошки», а также «частицы». Диаметр частиц 54 полимера с высокой впитывающей способностью может быть таким же, как диаметр частиц, предназначенных для обычного использования во впитывающем изделии данного типа. Например, доля частиц, которые остаются на сите после просеивания (встряхивания в течение пяти минут) при стандартном сите (JIS Z8801-1:2006 (JIS - Japanese Industrial Standard - Японский промьшленный стандарт)) с размером ячеек, составляющим 500 мкм, предпочтительно составляет 30 масс. % или менее. Альтернативно, доля частиц, которые остаются на сите после просеивания (встряхивания в течение пяти минут) при стандартном сите (JIS Z8801-1:2006) с размером ячеек, составляющим 180 мкм, предпочтительно составляет 60 масс. % или более.
[0068]
Отсутствует какое-либо особое ограничение в отношении материала для частиц полимера с высокой впитывающей способностью, но данный материал предпочтительно имеет способность к впитыванию воды, составляющую 40 г/г или более. Частицы полимера с высокой впитывающей способностью могут представлять собой частицы на основе крахмала, целлюлозы или синтетического полимера. Частицы полимера с высокой впитывающей способностью могут быть образованы из привитого сополимера крахмала и акриловой кислоты (соли), омыленного материала из сополимера крахмала и акрилонитрила, сшивающего вещества из натриевой соли карбоксиметилцеллюлозы, полимера на основе акриловой кислоты (соли) или тому подобного. Частицы полимера с высокой впитывающей способностью предпочтительно используются в виде обычных частиц, но могут быть использованы в другом виде.
[0069]
Скорость впитывания воды частицами полимера с высокой впитывающей способностью предпочтительно составляет 70 секунд или менее, более предпочтительно - 40 секунд или менее. При слишком медленном впитывании воды более вероятно вытекание жидкости, которая была подана во впитывающий компонент 56, обратно наружу из впитывающего компонента 56 (так называемый «обратный поток»).
[0070]
Поверхностная плотность частиц полимера с высокой впитывающей способностью может быть выбрана соответствующим образом в зависимости от объема, который требуется впитывать при использовании впитывающего компонента 56. Следовательно, несмотря на то, что это не указано как обязательное условие, поверхностная плотность может составлять 50-350 г/м2. Когда поверхностная плотность полимера составляет менее 50 г/м2, трудно гарантировать объем впитывания. Когда поверхностная плотность полимера превышает 350 г/м2, эффект становится предельным.
[0071]
В случае необходимости могут быть скорректированы плотность диспергирования или количество диспергируемых частиц полимера с высокой впитывающей способностью вдоль направления в плоскости впитывающего компонента 56. Например, количество диспергируемых частиц полимера с высокой впитывающей способностью может быть больше в зоне выделения, чем в остальных зонах. Что касается различий, связанных с полом, то плотность диспергирования (количество) частиц полимера с высокой впитывающей способностью может быть увеличена с передней стороны изделия для мужчин и может быть увеличена в центральной части изделия для женщин. Кроме того, полимер может быть не предусмотрен локально (например, в виде точек) во впитывающем компоненте 56 в направлении в плоскости.
[0072]
(Оберточный лист)
В случае использования оберточного листа 58 его материал может представлять собой санитарно-гигиеническую бумагу, в частности, крепированную бумагу, нетканый материал, нетканый материал с полиэтиленом, прикрепленным путем ламинирования, пористый лист или тому подобное. Тем не менее, желательно, если лист материала выполнен с возможностью удерживания частиц полимера с высокой впитывающей способностью. В случае использования нетканого материала вместо крепированной бумаги гидрофильный нетканый материал со структурой SMS (со структурой SMS (слой (S), полученный фильерным способом производства, слой (М), полученный аэродинамическим способом из расплава, слой (S), полученный фильерным способом производства), SSMMS (слой (S), полученный фильерным способом производства, - слой (S), полученный фильерным способом производства, - слой (М), полученный аэродинамическим способом из расплава, - слой (М), полученный аэродинамическим способом из расплава, - слой (S), полученный фильерным способом производства) или тому подобной) является особенно предпочтительным, и его материалом может быть полипропилен, композиционный материал из полиэтилена и полипропилена или тому подобное. Поверхностная плотность материала желательно составляет 5-40 г/м2, в частности, 10-30 г/м2.
[0073]
Форма обертывания оберточным листом 58 может быть выбрана в зависимости от обстоятельств. Тем не менее, с точки зрения легкости изготовления и предотвращения «утечки» частиц полимера с высокой впитывающей способностью из переднего и заднего концевых краев оберточный лист 58 предпочтительно обертывает впитывающий компонент 5 6 подобно цилиндру для окружения передней и задней поверхностей и обеих боковых поверхностей впитывающего компонента 56 и имеет передний и задний края, выступающие от расположенной с верхней стороны поверхности и расположенной с нижней стороны поверхности впитывающего компонента 56 так, что выступающие части сдавливаются в направлении от верхней стороны к нижней стороне и соединяются вместе с помощью средства соединения, такого как термоплавкий адгезив.
[0074]
(Лист, закрывающий промежностную часть)
К задней поверхности листа, не проницаемого для жидкостей и предусмотренного во внутреннем элементе 200, лист 12М, закрывающий промежностную часть, может быть прикреплен так, чтобы закрыть участок открытой для воздействия части внутреннего элемента 200 (например, он может проходить вдоль всей определяемой в направлении вперед-назад протяженности открытой для воздействия части между наружным элементом 12F, расположенным с вентральной стороны, и наружным элементом 12В, расположенным с дорсальной стороны, но не доходить до переднего и заднего концов внутреннего элемента 200, или вдоль обоих боковых краев в направлении ширины, не доходя до обоих боковых краев внутреннего элемента 200) или весь внутренний элемент 200. Материал для листа 12М, закрывающего промежностную часть, аналогичный материалу наружных элементов 12F и 12В, может быть использован так, как разъяснено ниже.
[0075]
(Наружный элемент)
Наружные элементы 12F и 12В имеют поясные части Т, имеющие части 12А с боковыми швами и определяемые как вертикальные зоны (вертикальные зоны от отверстия для талии до верхних концов отверстий для ног), и промежуточную часть L, определяемую как проходящая в направлении вперед-назад зона части, образующей отверстия для ног (между вертикальной зоной расположенного с вентральной стороны, наружного элемента 12F, имеющей части 12А с боковыми швами, и вертикальной зоной расположенного с задней стороны, наружного элемента 12В, имеющей части 12А с боковыми швами). Поясные части Т концептуально разделены на «поясные краевые части» W, образующие край отверстия для талии, и «нижние поясные части» U в качестве частей, расположенных под поясными краевыми частями W. Обычно, когда имеются границы, на которых изменяется напряжение при растягивании в направлении ширины (например, изменяется толщина или степень растяжения упругих и эластичных элементов) в поясных частях Т, части, более близкие к отверстию WO для талии, чем границы, ближайшие к отверстию WO для талии, соответствуют поясным краевым частям W. Когда отсутствуют границы, подобные этим, части, более близкие к отверстию WO для талии, чем впитывающий компонент 56 или внутренний элемент 200, соответствуют поясным краевым частям W. Длины данных частей в вертикальном направлении варьируются в зависимости от размера изделия и могут быть выбраны соответствующим образом. В качестве примера длина поясной краевой части W может составлять 15-40 мм, и длина нижней поясной части U может составлять 65-120 мм. С другой стороны, промежуточная часть L также может быть исключена, или промежуточные части L могут быть предусмотрены как в наружном элементе, расположенном с вентральной стороны, так и в наружном элементе, расположенном с задней стороны. В варианте, проиллюстрированном на чертежах, промежуточная часть L предусмотрена только в наружном элементе 12В, расположенном с задней стороны, и закрывает ягодицы. Когда края промежуточной части L на сторонах, обращенных к ногам, образованы с криволинейными формами так, чтобы они проходили вдоль окружных поверхностей ног, прилегание к окружным поверхностям ног является отличным, и, следовательно, это является предпочтительным.
[0076]
Наружные элементы 12F и 12В образованы наружным элементом 12F, расположенным с вентральной стороны, и наружным элементом 12В, расположенным с задней стороны, и наружный элемент 12F, расположенный с вентральной стороны, и наружный элемент 12В, расположенный с задней стороны, не являются непрерывными на сторонах, обращенных к ногам, и отделены друг от друга. Разделяющее расстояние L8 между ними может быть задано равным приблизительно 150-250 мм.
[0077]
Наружный элемент 12 образован путем соединения двух листовых материалов 12S и 12Н посредством адгезива, такого как термоплавкий адгезив, как проиллюстрировано на фиг. 3-5. Внутренний листовой материал 12Н, расположенный внутри, продолжается до края отверстия для талии, в то время как наружный листовой материал 12S охватывает край внутреннего листового материала 12Н со стороны талии и загнут внутрь. Загнутая часть 12w продолжается, чтобы закрыть верхнюю концевую часть внутреннего элемента 2 00 со стороны талии.
[0078]
Отсутствует какое-либо особое ограничение в отношении листовых материалов 12S и 12Н при условии, что они являются листообразными, но они предпочтительно образованы из нетканого материала. Отсутствует какое-либо особое ограничение в отношении исходных волокон для нетканого материала. Например, исходные волокна могут представлять собой синтетические волокна на основе олефина, такие как полиэтиленовые и полипропиленовые, полиэфирные или полиамидные, репродуцированные волокна из вискозы или «купры», натуральные волокна из хлопка или тому подобного или смешанные волокна или многокомпонентные волокна из двух или более из вышеуказанных волокон. Нетканый материал может быть получен посредством любого способа обработки. Способ обработки может представлять собой любой из публично известных способов, например, такой как гидроперепутывание, фильерный способ получения нетканого материала, термоскрепление, аэродинамический способ получения нетканого материала из расплава, иглопробивание, обработка пропусканием воздуха насквозь и точечное скрепление. При использовании нетканого материала предпочтительно, чтобы его поверхностная плотность составляла приблизительно 10-30 г/м2.
[0079]
Кроме того, как проиллюстрировано на фиг. 2 и 5, в наружном элементе 12F, расположенном с вентральной стороны, и наружном элементе 12В, расположенном с дорсальной стороны, удлиненные упругие и эластичные элементы 15-19 предусмотрены с заданной степенью растяжения между обоими листовыми материалами 12S и 12Н для улучшения прилегания вокруг талии носителя.
[0080]
Удлиненные упругие и эластичные элементы 15-19 могут быть выполнены из синтетического каучука или натурального каучука. Кроме того, упругие и эластичные элементы 15-19 могут быть удлиненными подобно нитям, шнурам или лентам или могут быть сетчатыми или листообразными. Для склеивания двух листовых материалов 12S и 12Н наружных элементов 12F и 12В и фиксации удлиненных упругих и эластичных элементов 15-19, размещенных между листовыми материалами 12S и 12Н, могут быть использованы термоплавкий адгезив при различных способах нанесения или термосварка или ультразвуковая сварка.
[0081]
При использовании удлиненных упругих и эластичных элементов 15-19 одинаковые упругие и эластичные элементы могут быть предусмотрены равномерно. Тем не менее, предпочтительно обеспечить разные тонину, интервал или тому подобное в зависимости от места расположения в наружных элементах 12F и 12В. Таким образом, в проиллюстрированном варианте множество упругих и эластичных элементов 17 поясной краевой части зафиксированы в поясной краевой части W в состоянии, в котором они растянуты вдоль направления ширины с заданной степенью растяжения, с интервалом между ними в направлении вверх-вниз таким образом, чтобы они были полностью непрерывными в направлении ширины. Один или более из упругих и эластичных элементов 17 поясной краевой части в зоне, смежной с нижней поясной частью U, могут перекрывать внутренний элемент 200 или могут быть предусмотрены с боковых сторон части, центральной в направлении ширины и перекрывающей внутренний элемент 200, так, чтобы они были непрерывными в направлении ширины. В качестве упругих и эластичных элементов 17 поясной краевой части приблизительно от 3 до 22 резиновых нитей с тониной 155-1880 дтекс, в частности, приблизительно 470-1240 дтекс (Это применяется в случае синтетического каучука. В случае натурального каучука площадь поперечного сечения составляет 0,05-1,5 мм2, в частности, приблизительно 0,1-1,0 мм2) предпочтительно зафиксированы со степенью растяжения, составляющей 150-400%, в частности, приблизительно 220-320%, с интервалом 4-12 мм. Все упругие и эластичные элементы 17 поясной краевой части могут не иметь одинаковой толщины и одинаковой степени растяжения. Например, упругие и эластичные элементы, расположенные с верхней стороны поясных краевых частей W, могут отличаться по тонине и степени растяжения от упругих и эластичных элементов, расположенных с нижней стороны поясных краевых частей W.
[0082]
В нижних поясных частях U множество упругих и эластичных элементов 15 и 18 нижних поясных частей, образованных из удлиненных упругих и эластичных элементов, зафиксированы в состоянии, в котором они растянуты вдоль направления ширины с заданной степенью растяжения, с интервалом между ними в направлении вверх-вниз таким образом, чтобы они были полностью непрерывными в направлении ширины с верхних сторон и с боковых сторон тех частей нижних поясных частей U, которые являются центральными в направлении ширины и перекрывают внутренний элемент 2 00.
[003]
В качестве упругих и эластичных элементов 15 и 18 нижней поясной части приблизительно от 5 до 30 резиновых нитей с тониной 155-1880 дтекс, в частности, приблизительно 470-1240 дтекс (Это применяется в случае синтетического каучука. В случае натурального каучука площадь поперечного сечения составляет 0,05-1,5 мм2, в частности, приблизительно 0,1-1,0 мм2) предпочтительно зафиксированы со степенью растяжения, составляющей 200-350%, в частности, приблизительно 240-300%, с интервалом 1-15 мм, в частности, 3-8 мм.
[0084]
В качестве отличительного признака, как проиллюстрировано на фиг. 10(а), промежуточная часть L в наружном элементе 12В, расположенном с дорсальной стороны, загнута один раз или множество раз зигзагообразно в направлении вперед-назад на боковом крае и закреплена посредством термоплавкого адгезива или тому подобного для образования сложенной части 12W. Сложенная часть 12W постепенно развертывается вниз по мере приближения к части, центральной в направлении ширины, и сложенная часть 12W прикреплена посредством термоплавкого адгезива или тому подобного к внутреннему элементу 200 в наполовину или полностью развернутом вниз состоянии в части, центральной в направлении ширины. Закрепленная часть сложенной части 12W показана ссылочной позицией 12k. Кроме того, наклонные упругие и эластичные элементы 19, состоящие из удлиненных упругих и эластичных элементов, зафиксированных в растянутом состоянии, предусмотрены в направлении от сложенной части 12W к боковому краю внутреннего элемента 200 под сложенной частью 12W на внутреннем элементе 200. Наклонные упругие и эластичные элементы 19 предусмотрены с боковых сторон части, центральной в направлении ширины и перекрывающей внутренний элемент 200, и расположены вдоль направления ширины, когда сложенная часть 12W развернута. В проиллюстрированном варианте в верхней части промежуточной части L множество упругих и эластичных элементов 16 промежуточной части, образованных из удлиненных упругих и эластичных элементов, непрерывных в направлении ширины, зафиксированы с интервалами в направлении вверх-вниз и в состоянии, в котором они растянуты вдоль направления ширины с заданной степенью растяжения, с боковых сторон части, центральной в направлении ширины и перекрывающей внутренний элемент 200.
[0085]
При включении наклонных упругих и эластичных элементов 19 помимо сложенной и развертываемой структуры, края Le отверстий для ног, расположенные с боковых сторон внутреннего элемента 200, будут обращены в наклонном направлении вверх к боковым краевым частям в наружном элементе 12В, расположенном с дорсальной стороны, и наклонные упругие и эластичные элементы 19 будут зафиксированы в растянутом состоянии вдоль данных краев. Соответственно, края Le отверстий для ног плотно и хорошо прилегают вокруг округлых ягодиц носителя. Фиг. 9(а) представляет собой фотографию куклы-манекена, носящей образец по варианту, проиллюстрированному на фиг. 1-8 и 10(a). Фиг. 9(b) представляет собой фотографию куклы-манекена, носящей промышленно изготавливаемое изделие со структурой с наружным элементом, разделенным на две половины, которое не имеет ни сложенной и развертываемой структуры, ни наклонных упругих и эластичных элементов 19. Как видно из сравнения между данными примерами, образец в соответствии с настоящим изобретением имеет края Le отверстий для ног в наружном элементе 12В, расположенном с дорсальной стороны, которые хорошо прилегают к округлым ягодицам и хорошо закрывают ягодицы по сравнению с промышленно изготавливаемыми изделиями.
[0086]
Сложенная часть 12W и наклонные упругие и эластичные элементы 19 могут быть предусмотрены только в наружном элементе 12В, расположенном с дорсальной стороны, как проиллюстрировано на фиг. 10 (а), 13, 20 и 21(a), а также как в наружном элементе 12F, расположенном с вентральной стороны, так и в наружном элементе 12В, расположенном с дорсальной стороны, как проиллюстрировано на фиг. 10(b), 11, 12 и 22. Кроме того, сложенная часть 12W и наклонные упругие и эластичные элементы 19 могут быть предусмотрены только в наружном элементе 12F, расположенном с вентральной стороны, как проиллюстрировано на фиг. 21(b).
[0087]
Сложенная часть 12W может быть сложена по направлению к внутренней стороне подгузнике, как проиллюстрировано на фиг. 10, 11, 12(b), 13, 20 и 21(b), а также по направлению к наружной стороне подгузника, как проиллюстрировано на фиг. 12(а) и 21(a). Когда сложенная часть 12W образована посредством загибания внутрь, как в случае, указанном первым, развертываемая часть сложенной части 12W вряд ли будет подниматься от кожи и будет плотно прилегать к коже. В частности, когда сложенная часть 12W предусмотрена в наружном элементе 12В, расположенном с дорсальной стороны, развертываемая часть сложенной части 12W формируется с трехмерной формой для закрытия округлых ягодиц. Между тем, когда сложенная часть 12W образована посредством загибания наружу, как в случае, указанном последним, развертываемая часть сложенной части 12W мягко прилегает к коже под действием слабого усилия.
[0088]
Число складок/сгибов в сложенной части 12W может быть выбрано соответствующим образом и предпочтительно составляет единицу, как проиллюстрировано на фиг. 20(а), 21 и 22, когда подгузник изготавливают способом изготовления, показанным на фиг.25-28 и описанным позднее. Между тем, когда сложенная часть 12W предусмотрена в наружном элементе 12В, расположенном с дорсальной стороны, как проиллюстрировано на фиг. 10, 11(b)-13, 20 и 21(а), образование четного числа складок обеспечивает расширение развертываемой части сложенной части 12W для закрытия ягодиц в более широкой зоне. Данный эффект является более существенным в особенности тогда, когда сложенная часть 12W сложена по направлению к внутренней стороне подгузника.
[0089]
Кроме того, как проиллюстрировано на фиг. 10(b), 11(a), 12, 21(b) и 22, когда сложенная часть 12W предусмотрена в наружном элементе 12F, расположенном с вентральной стороны, образование нечетного числа складок/сгибов позволяет краям Le отверстий для ног входить во впадину тела человека при одновременном охвате округлой части тела, в результате чего обеспечивается хорошее прилегание к паховой области. Данный эффект является более существенным в особенности тогда, когда сложенная часть 12W сложена по направлению к внутренней стороне подгузника.
[0090]
Сложенная часть 12W может быть расположена под частями 12А с боковыми швами, как проиллюстрировано на фиг. 10(a), 12(b), 13, 20, 21 и 22(b). В частности, сложенная часть 12W может быть выполнена с такой конфигурацией, что наружный элемент, образующий сложенную часть 12W, будет выступать по направлению к стороне отверстия для ноги за другой наружный элемент, и выступающая часть будет загнута/сложена так, как проиллюстрировано. Кроме того, сложенная часть 12W может частично или полностью перекрывать части 12А с боковыми швами, как проиллюстрировано на фиг. 10(b), 11, 12(a), 22(a) и 24. В качестве варианта, аналогичного последнему, как наружный элемент 12F, расположенный с вентральной стороны, так и наружный элемент 12В, расположенный с дорсальной стороны, могут быть загнуты как одно целое по направлению к вентральной стороне (или к дорсальной стороне), как проиллюстрировано на фиг. 12(b).
[0091]
Могут быть образованы части 12А с боковыми швами, включающие в себя сложенную часть 12W, как проиллюстрировано на фиг. 10(b)-12(а). Однако в случае образования частей 12А с боковыми швами сваркой, когда число перекрытий в листе в частях 12А с боковыми швами является локально большим, прочность соединения может варьироваться, что приводит к риску снижения производительности. Соответственно, части 12А с боковыми швами предпочтительно не образованы в зоне со стороны отверстий для ног, имеющей сложенную часть 12W, как проиллюстрировано на фиг. 10(a), 12(b) и 13. Соответственно, части 12А с боковыми швами могут быть соединены стабильно для предотвращения снижения производительности.
[0092]
Сложенная часть 12W может быть закреплена посредством адгезива 12р и посредством процесса сварки так, что сначала сложенную часть 12W скрепляют посредством адгезива 12р и затем части 12А с боковыми швами и сложенную часть 12W сваривают как одно целое, как проиллюстрировано на фиг. 18-20(а). Или же сложенная часть 12W может быть скреплена посредством сваривания ее с частями 12А с боковыми швами с образованием одного целого без использования адгезива, как проиллюстрировано на фиг. 23. Когда сложенная часть 12W расположена под частями 12А с боковыми швами, как проиллюстрировано на фиг. 18-20(а), только части 12А с боковыми швами могут быть сварены, и сложенная часть 12W может быть скреплена только адгезивом, хотя это не проиллюстрировано.
[0093]
Пунктирные линии на фиг. 10-13 и 20-22 показывают нижний конец частей 12А с боковыми швами. Например, в наружном элементе 12В, расположенном с дорсальной стороны, который проиллюстрирован на фиг. 10(а), поясная часть Т и промежуточная часть L соответствуют зоне, соответствующей боковому краю, в настоящем изобретении, и соответственно промежуточная часть L соответствует расположенной с нижней стороны части (расположенной со стороны ног части) зоны, соответствующей боковому краю, в настоящем изобретении. В наружном элементе 12F, расположенном с вентральной стороны, который проиллюстрирован на фиг. 10(b), поясная часть Т соответствует зоне, соответствующей боковому краю, в настоящем изобретении, и соответственно расположенная с нижней стороны часть (расположенная со стороны ног часть) поясной части Т соответствует расположенной с нижней стороны части зоны, соответствующей боковому краю, в настоящем изобретении. В наружном элементе 12В, расположенном с дорсальной стороны, который проиллюстрирован на фиг. 11(а), поясная часть Т и промежуточная часть L соответствуют зоне, соответствующей боковому краю, и соответственно нижняя концевая часть поясной части Т и промежуточная часть L соответствуют расположенной с нижней стороны части зоны, соответствующей боковому краю, в настоящем изобретении. Кроме того, изображения, показанные точками, на фиг. 10-13 и 20-22, показывают термоплавкий адгезив, предназначенный для прикрепления наружного элемента 12F, расположенного с вентральной стороны, и наружного элемента 12В, расположенного с дорсальной стороны, к внутреннему элементу, и термоплавкий адгезив, предназначенный для закрепления сложенной части.
[0094]
С другой стороны, в соответствии со сложенной и развертываемой структурой по настоящему изобретению, подобной описанной выше, края Le отверстий для ног обращены наклонно вверх к краевым частям. Таким образом, края Le отверстий для ног не обрезаны для прилегания вокруг ног носителя, вместо этого краям может быть придана определенная форма вокруг ног носителя даже при конфигурировании наружного элемента 12F, расположенного с вентральной стороны, и наружного элемента 12В, расположенного с дорсальной стороны, с прямоугольной формой в состоянии, когда сложенная часть 12W развернута. При этом в данном случае, как можно видеть из способа изготовления, описанного позднее, потери, связанные с обрезками, при изготовлении наружных элементов 12F и 12В могут быть полностью устранены.
[0095]
В качестве упругих и эластичных элементов 16 промежуточной части и наклонных упругих и эластичных элементов 19 приблизительно от 2 до 10 резиновых нитей с тониной 155-1880 дтекс, в частности, приблизительно 470-1240 дтекс (Это применяется в случае синтетического каучука. В случае натурального каучука площадь поперечного сечения составляет 0,05-1,5 мм2, в частности, приблизительно 0,1-1,0 мм2) предпочтительно зафиксированы со степенью растяжения, составляющей 150-300%, в частности, приблизительно 180-260%, с интервалом 5-40 мм, в частности, 5-20 мм.
[0096]
Когда упругие и эластичные элементы 15, 18 нижней поясной части и упругие и эластичные элементы 16 промежуточной части и наклонные упругие и эластичные элементы 19 предусмотрены с обеих сторон частей, центральных в направлении ширины и перекрывающих внутренний элемент 200, за исключением центральных частей, как проиллюстрировано на чертежах, внутренний элемент 200 не стягивается больше, чем необходимо, в направлении ширины, таким образом, подгузник не становится «грубым» при ухудшении внешнего вида, и его впитывающая способность не снижается. Вышеуказанная конфигурация включает конфигурацию, в которой упругие и эластичные элементы находятся только с обеих сторон в направлении ширины, и конфигурацию, в которой упругие и эластичные элементы проходят, перекрещиваясь с внутренним элементом 200 от одной стороны до другой стороны в направлении ширины, но упругие и эластичные элементы разрезаны на мелкие части и не оказывают никакого воздействия стягивающего усилия в частях, центральных в направлении ширины и перекрывающих внутренний элемент 200, (это по существу означает, что не предусмотрено никаких упругих и эластичных элементов) и, таким образом, стягивающее усилие, создаваемое упругими и эластичными элементами, действует только с обеих сторон в направлении ширины. Само собой разумеется, варианты расположения упругих и эластичных элементов 15, 18 нижней поясной части и упругих и эластичных элементов 16 промежуточной части и наклонных упругих и эластичных элементов 19 не ограничены вышеприведенными примерами. Альтернативно, некоторые или все из упругих и эластичных элементов 15, 18 нижней поясной части и упругих и эластичных элементов 16 промежуточной части и наклонных упругих и эластичных элементов 19 могут быть предусмотрены так, что они будут перекрещиваться с внутренним элементом 200 от одной стороны до другой стороны в направлении ширины, так что растягивающее усилие будет действовать на всей протяженности нижних поясных частей U в направлении ширины.
[0097]
(Другие)
Вышеприведенный пример базируется на конструкции с наружным элементом, разделенным на две половины, в которой наружный элемент 12F, расположенный с вентральной стороны, и наружный элемент 12В, расположенный с дорсальной стороны, отделены друг от друга. Однако, как проиллюстрировано на фиг. 13, вышеприведенный пример также применим для наружного элемента 12, который является непрерывным от вентральной стороны до дорсальной стороны посредством промежностной части. Зона, расположенная с вентральной стороны, и зона, расположенная с дорсальной стороны, в непрерывном наружном элементе 12 соответствуют наружному элементу 12F, расположенному с вентральной стороны, и наружному элементу 12В, расположенному с дорсальной стороны. Соответственно, в настоящем изобретении они обобщенно названы наружной частью, расположенной с вентральной стороны, и наружной частью, расположенной с дорсальной стороны.
[0098]
<Пример способа изготовления первого варианта>
Фиг. 14 и 15 иллюстрируют пример способа изготовления одноразового подгузника типа трусов по первому варианту. Данная производственная линия сформирована для поперечного потока с направлением ширины подгузника, параллельным направлению MD (направлению перемещения полуфабриката в машине или направлению потока на линии). На данной линии образуют эластичную ленту 12f, расположенную с вентральной стороны, которая должна стать наружным элементом 12F, расположенным с вентральной стороны, и эластичную ленту 12b, расположенную с дорсальной стороны, которая должна стать наружным элементом 12В, расположенным с дорсальной стороны, и внутренний элемент 200, изготовленный на другой линии, прикрепляют к эластичной ленте 12f, расположенной с вентральной стороны, и к эластичной ленте 12b, расположенной с дорсальной стороны. Для обеспечения легкости понимания элементы, непрерывные в производственном процессе, обозначены теми же ссылочными позициями, что и ссылочные позиции элементов после изготовления.
[0099]
В частности, производственная линия имеет этап 301 прикрепления упругих элементов, этап 302 разрезания упругих элементов, этап 303 выполнения центрального разреза, этап 304 загибания, этап 305 прикрепления внутреннего элемента, этап 306 увеличения ширины, этап 307 прикрепления внутреннего элемента, этап 308 складывания и этап 309 соединения боковых частей и этап 310 отрезки. Среди данных этапов этап 304 загибания является в большей степени отличающимся по сравнению с обычным способом изготовления.
[0100]
В частности, на этапе 301 прикрепления упругих элементов, когда лентообразный листовой материал 12Н заданной ширины перемещают в направлении, в котором он является непрерывным, удлиненные упругие элементы 15-19, такие как резиновые нити, прикрепляют в состоянии, в котором они растянуты в направлении MD, с интервалом почти на всей протяженности листового материала 12Н в направлении CD. Кроме того, лентообразный материал 12S заданной ширины подают вдоль направления, в котором он является непрерывным, к верхним поверхностям удлиненных эластичных элементов и прикрепляют к ним для образования эластичной ленты. В проиллюстрированном примере принят вариант, в котором два листовых материала 12S и 12Н скреплены для зажима упругих и эластичных элементов 15-19 между ними. Тем не менее, упругие и эластичные элементы также могут быть зажаты за счет сложения одного листового материала вдвое или с С-образной конфигурацией.
[0101]
После этого этап 302 разрезания упругих элементов выполняют на сформированной эластичной ленте по мере необходимости. Упругие и эластичные элементы 15, 16, 18 и 19, расположенные в части СТ, которая позднее будет перекрывать внутренний элемент 2 00, разрезают с заданным интервалом в направлении MD посредством устройства для разрезания, такого как устройство для горячего тиснения, так что растягивающее усилие, создаваемое упругими и эластичными элементами 15, 16, 18 и 19, не будет действовать на часть СТ.
[0102]
После этого на этапе 303 разрезания и разделения наружных элементов 12F и 12В заданную зону SL эластичного элемента, промежуточную в направлении CD, разрезают вдоль направления MD для разделения данного элемента на эластичную ленту 12f, расположенную с вентральной стороны, и эластичную ленту 12b, расположенную с дорсальной стороны, и для увеличения расстояния между эластичной лентой 12f, расположенной с вентральной стороны, и эластичной лентой 12b, расположенной с дорсальной стороны, до заданного расстояния. После разделения, несмотря на то, что боковой край (который должен стать краем Le отверстия для ноги) на стороне, центральной в направлении CD, по меньшей мере, одной из эластичной ленты 12f, расположенной с вентральной стороны, и эластичной ленты 12b, расположенной с дорсальной стороны, может быть обрезан с криволинейной формой при необходимости, такую обрезку не выполняют, если потери, связанные с обрезками, полностью устраняются. Тем не менее, как описано позднее, край Le отверстия для ноги может быть образован так, что он будет проходить вдоль наклонного направления. Кроме того, в проиллюстрированном примере эластичную ленту 12f, расположенную с вентральной стороны, и эластичную ленту 12b, расположенную с дорсальной стороны, отделяют друг от друга на этапе 303 разрезания и разделения после образования эластичной ленты, составляющей одно целое. Однако при использовании разных листовых материалов для образования эластичной ленты 12f, расположенной с вентральной стороны, и эластичной ленты 12b, расположенной с дорсальной стороны, можно исключить этап 304 разрезания и разделения, и при выполнении этого упругие и эластичные элементы могут быть зажаты за счет скрепления двух листовых материалов, а также путем складывания одного листового материала вдвое или с С-образной конфигурацией.
[0103]
После этого на этапе 304 загибания во время перемещения эластичной ленты 12f, расположенной с вентральной стороны, и эластичной ленты 12b, расположенной с дорсальной стороны, параллельно с интервалом в направлении CD между ними ту краевую боковую часть эластичной ленты 12b, расположенной с дорсальной стороны, которая расположена со стороны, обращенной к эластичной ленте 12f, расположенной с вентральной стороны, загибают один раз или множество раз зигзагообразно в направлении CD и закрепляют для образования сложенной части 12W. Закрепленная часть 12k сложенной части 12W может быть образована с помощью соответствующего средства соединения, такого как термоплавкий адгезив или термосварка. Несмотря на то, что это не проиллюстрировано, в случае выполнения сложенной части 12W по настоящему изобретению также с вентральной стороны ту краевую боковую часть эластичной ленты 12f, расположенной с вентральной стороны, которая расположена со стороны, обращенной к эластичной ленте 12b, расположенной с дорсальной стороны, также загибают один раз или множество раз зигзагообразно в направлении CD для образования сложенной части. Несмотря на то, что отсутствует особое ограничении в отношении числа складок/сгибов в сложенной части 12W, подобной описанной выше, четное число является предпочтительным, поскольку часть сложенной части 12W, более близкая к переднему краю, чем к сгибу, ближайшему к переднему краю, будет обращена к противоположной эластичной ленте (эластичной ленте, расположенной с вентральной стороны). Соответственно, при развертывании сложенной части 12W посредством соединительного элемента 12М на этапе соединения, описанном позднее, никакое усилие не будет действовать в направлении отсоединения, и, следовательно, соединение является стабильным, и заворот или отсоединение вряд ли будут возникать.
[0104]
После этого на этапе 305 соединения часть сложенной части 12W, более близкую к переднему краю, чем сгиб, ближайший к переднему краю, соединяют с противоположной эластичной лентой посредством соединительного элемента с заданным интервалом в направлении MD. То есть, в случае выполнения сложенной части 12W в эластичной ленте 12b, расположенной с дорсальной стороны, как в проиллюстрированном варианте, ту часть сложенной части 12W в эластичной ленте, расположенной с дорсальной стороны, которая расположена ближе к переднему краю, чем сгиб, ближайший к переднему краю, присоединяют к эластичной ленте 12f, расположенной с вентральной стороны, посредством соединительного элемента 12М. В случае выполнения сложенной части 12W в эластичной ленте 12f, расположенной с вентральной стороны, а не в эластичной ленте 12b, расположенной с дорсальной стороны, ту часть сложенной части 12W в эластичной ленте 12f, расположенной с вентральной стороны, которая расположена ближе к переднему краю, чем сгиб, ближайший к переднему краю, присоединяют к эластичной ленте 12b, расположенной с дорсальной стороны, посредством соединительного элемента. В случае выполнения сложенной части 12W как в эластичной ленте 12b, расположенной с дорсальной стороны, так и в эластичной ленте 12f, расположенной с вентральной стороны, ту часть сложенной части 12W в эластичной ленте 12b, расположенной с дорсальной стороны, которая расположена ближе к переднему краю, чем сгиб, ближайший к переднему краю, и ту часть сложенной части 12W в эластичной ленте 12f, расположенной с вентральной стороны, которая расположена ближе к переднему краю, чем сгиб, ближайший к переднему краю, соединяют посредством соединительного элемента. Соединение может выполняться с помощью соответствующего средства соединения, такого как термоплавкий адгезив или термосварка. Соединительный элемент 12М может представлять собой элемент, специально предназначенный для соединения, и в этом случае отсутствует какое-либо особое ограничение в отношении формы и размера соединительного элемента 12М. Тем не менее, соединительное средство 12М в проиллюстрированном варианте имеет определенную ширину, и предполагается, что оно должно стать листом 12М, закрывающим промежностную часть и описанным выше, в изделии, представляющем собой подгузник.
[0105]
После этапа 305 соединения на этапе 306 увеличения ширины относительное расстояние в направлении CD между эластичной лентой 12f, расположенной с вентральной стороны, и эластичной лентой 12b, расположенной с дорсальной стороны, увеличивают, и часть сложенной части 12W, соединенную с соединительным элементом 12М, тянут для развертывания сложенной части 12W наполовину или полностью. Соответственно, наклонный край эластичной ленты 12b, расположенной с дорсальной стороны, становится краями Le отверстий для ног.
[0106]
После этого на этапе 307 прикрепления внутреннего элемента внутренний элемент 200, изготовленный заранее на другой производственной линии, подают с заданными интервалами в направлении MD, переднюю часть внутреннего элемента 200 присоединяют к эластичной ленте 12f, расположенной с вентральной стороны, и заднюю часть внутреннего элемента 200 присоединяют к эластичной ленте 12b, расположенной с дорсальной стороны, и развернутую часть сложенной части прикрепляют к внутреннему элементу 200 для образования внутреннего присоединенного элемента. Внутренний элемент желательно прикрепляют также к соединительному элементу 12М. Данные присоединение и фиксация могут быть выполнены с помощью соответствующих средств, таких как термоплавкий адгезив или термосварка.
[0107]
После этого на этапе 308 складывания выполняют сгибание внутреннего присоединенного элемента в центре в направлении CD так, чтобы та поверхность эластичной ленты 12f, расположенной с вентральной стороны, к которой прикреплен внутренний элемент 200, и та поверхность эластичной ленты 12b, расположенной с дорсальной стороны, к которой прикреплен внутренний элемент 200, перекрывались. После этого на этапе 309 соединения боковых частей эластичную ленту 12f, расположенную с вентральной стороны, и эластичную ленту 12b, расположенную с дорсальной стороны, соединяют посредством частей, которые должны стать обеими боковыми сторонами каждого отдельного подгузника, для образования частей 12А с боковыми швами. На этапе отрезки 310 эластичную ленту 12f, расположенную с вентральной стороны, и эластичную ленту 12b, расположенную с дорсальной стороны, разрезают на границах каждого отдельного подгузника, в результате чего получают каждый отдельный подгузник DP. Этап 309 соединения боковых частей и этап 310 отрезки могут выполняться одновременно.
[0108]
В одноразовом подгузнике, изготовленном таким образом, края Le отверстий для ног в наружном элементе 12В, расположенном с дорсальной стороны, которые расположены с боковых сторон внутреннего элемента 200, обращены в наклонном направлении вверх к боковым краевым частям, и наклонные упругие и эластичные элементы 19 зафиксированы в растянутом состоянии вдоль данных краев. Соответственно, края Le отверстий для ног будут хорошо прилегать вокруг ягодиц носителя без провисания. Кроме того, образование отверстий для ног не требует вырезания/обрезки, что полностью устраняет потери, связанные с обрезками, при изготовлении наружных элементов 12F и 12В. Кроме того, наклонные упругие и эластичные элементы 19 могут быть предусмотрены в наклонном направлении в изделии без использования так называемого качающегося устройства.
[0109]
Для изготовления одноразового подгузника типа трусов, имеющего наружный элемент 12, непрерывный от вентральной стороны до дорсальной стороны и проходящий через промежность, как проиллюстрировано на фиг. 13, из этапов 301-310 в вышеприведенном способе изготовления не выполняют, по меньшей мере, этап 303 выполнения центрального продольного разреза и этап 305 соединения, но вместо этого выполняют этап пробивки для образования отверстий для ног в одной большой эластичной ленте. В этом случае образуются вырезанные куски, но соединительный элемент 12М не требуется. Этап пробивки может быть выполнен на любой стадии между этапами 301 и 310, но его предпочтительно выполняют между этапом 302 разрезания упругих элементов и этапом 304 загибания.
[0110]
Фиг. 25 и 26 иллюстрируют пример способа изготовления, посредством которого части 12А с боковыми швами и сложенную часть 12W сваривают как одно целое. Производственная линия сформирована для поперечного потока с направлением ширины подгузника, параллельным направлению MD (направлению перемещения полуфабриката в машине или направлению потока на линии). На данной производственной линии образуют эластичную ленту 12f, расположенную с вентральной стороны, которая должна стать наружным элементом 12F, расположенным с вентральной стороны, и эластичную ленту 12b, расположенную с дорсальной стороны, которая должна стать наружным элементом 12В, расположенным с дорсальной стороны, и внутренний элемент 200, изготовленный на другой линии, прикрепляют к эластичной ленте 12f, расположенной с вентральной стороны, и к эластичной ленте 12b, расположенной с дорсальной стороны. Для обеспечения легкости понимания в нижеприведенном описании элементы, непрерывные в производственном процессе, обозначены теми же ссылочными позициями, что и ссылочные позиции элементов после изготовления.
[0111]
В частности, производственная линия включает этап 401 прикрепления упругих элементов, этап 402 разрезания упругих элементов, этап 403 разрезания и разделения наружного элемента, этап 407 прикрепления внутреннего элемента, этап 408 складывания, этап 404 нанесения адгезива, этап 405 загибания и этап 409 соединения боковых частей, этап 410 отрезки. Среди данных этапов этап 405 загибания является отличающимся, в частности, в сравнении с обычным способом изготовления.
[0112]
В частности, на этапе 401 прикрепления упругих элементов, когда лентообразный листовой материал 12S заданной ширины перемещают вдоль направления, в котором он является непрерывным, упругие и эластичные элементы 15-19, такие как резиновые нити, прикрепляют в состоянии, в котором они растянуты в направлении MD, с интервалом между ними в направлении CD почти на всей протяженности листового материала 12S, и лентообразный листовой материал 12Н заданной ширины подают и прикрепляют к верхней поверхности листового материала 12S вдоль направления, в котором он является непрерывным, в результате чего образуется эластичная лента. В проиллюстрированном примере два листовых материала 12S и 12Н скреплены с зажимом упругих и эластичных элементов 15-19 между ними. Альтернативно, один листовой материал может быть сложен вдвое или с С-образной конфигурацией для зажима упругих и эластичных элементов. Кроме того, по меньшей мере, один конец одного листового материала, определяемый в направлении CD, может быть загнут к задней стороне (противоположной по отношению к противолежащей поверхности) другого листового материала.
[0113]
После этого этап 402 разрезания упругих элементов выполняют на сформированной эластичной ленте по мере необходимости для разрезания - посредством устройства для разрезания, такого как устройство для горячего тиснения, - упругих и эластичных элементов 15, 16, 18 и 19, расположенные в части СТ, которая позднее будет перекрывать внутренний элемент 2 00, с заданным интервалом в направлении MD, так что растягивающее усилие, создаваемое упругими и эластичными элементами 15, 16, 18 и 19, не будет действовать на часть СТ.
[0114]
Далее, на этапе 403 разрезания наружного элемента заданное место SL эластичной ленты, центральное в направлении CD, разрезают посредством устройства для продольной резки вдоль направления MD для разделения эластичной ленты на эластичную ленту 12f, расположенную с вентральной стороны, и эластичную ленту 12b, расположенную с дорсальной стороны, и расстояние между эластичной лентой 12f, расположенной с вентральной стороны, и эластичной лентой 12b, расположенной с дорсальной стороны, увеличивают до заданного расстояния. После образования продольного разреза край, расположенный со стороны центра в направлении CD (который должен стать краями Le отверстий для ног), в, по меньшей мере, одной из эластичной ленты 12f, расположенной с вентральной стороны, и эластичной ленты 12b, расположенной с дорсальной стороны, может быть обрезан с криволинейной формой при необходимости. Однако обрезка не должна выполняться для полного устранения потерь, связанных с обрезками. Тем не менее, края Le отверстий для ног могут быть выполнены с такой формой, что они будет проходить в наклонном направлении, как описано позднее. Кроме того, в проиллюстрированном примере эластичную ленту, образованную как одно целое, разделяют на эластичную ленту 12f, расположенную с вентральной стороны, и эластичную ленту 12b, расположенную с дорсальной стороны, на этапе 403 разрезания и разделения. Альтернативно, эластичная лента 12f, расположенная с вентральной стороны, и эластичная лента 12b, расположенная с дорсальной стороны, могут быть образованы из отдельных листовых материалов для исключения этапа 404 разрезания и разделения. В этом случае два листовых материала могут быть также скреплены для зажима упругих и эластичных элементов между ними, один листовой материал может быть сложен вдвое или с С-образной конфигурацией для зажима упругих и эластичных элементов, или, по меньшей мере, один конец одного из листовых материалов, определяемый в направлении CD, может быть загнут по направлению к задней стороне (противоположной по отношению к противолежащей поверхности) другого листового материала.
[0115]
После этого на этапе 407 прикрепления внутреннего элемента во время перемещения эластичной ленты 12f, расположенной с вентральной стороны, и эластичной ленты 12b, расположенной с дорсальной стороны, параллельно с интервалом в направлении CD между ними внутренний элемент 200, изготовленный одновременно и параллельно на другой линии посредством публично известного способа, подают с заданными интервалами в направлении MD, и переднюю часть внутреннего элемента 200 присоединяют к эластичной ленте 12f, расположенной с вентральной стороны, и заднюю часть внутреннего элемента 200 присоединяют к эластичной ленте 12b, расположенной с дорсальной стороны, в результате чего образуют внутренний присоединенный элемент. Данные операции присоединения и фиксации могут быть выполнены с помощью соответствующего средства, такого как термоплавкий адгезив или термосварка.
[0116]
После этого на этапе 408 складывания внутренний присоединенный элемент складывают в центре в направлении CD так, чтобы та поверхность эластичной ленты 12f, расположенной с вентральной стороны, к которой прикреплен внутренний элемент 200, и та поверхность эластичной ленты 12b, расположенной с дорсальной стороны, к которой прикреплен внутренний элемент 200, перекрывались.
[0117]
После этого на этапе 404 нанесения адгезива адгезив 12р, такой как термоплавкий адгезив, наносят на расположенную со стороны отверстий для ног часть эластичной ленты 12b, расположенной с дорсальной стороны, в месте образования сложенной части с заданным интервалом в направлении MD. После этого на этапе 405 загибания расположенную со стороны отверстий для ног часть эластичной ленты 12b, расположенной с дорсальной стороны, загибают в направлении CD и закрепляют посредством ранее нанесенного адгезива 12р, в результате чего образуется сложенная часть 12W. Соответственно, наклонный край эластичной ленты 12b, расположенной с дорсальной стороны, образует края Le отверстий для ног.
[0118]
После этого на этапе 409 соединения боковых частей эластичную ленту 12f, расположенную с вентральной стороны, и эластичную ленту 12b, расположенную с дорсальной стороны, соединяют на обеих боковых сторонах каждого отдельного подгузника для образования частей 12А с боковыми швами. На этапе отрезки 410 эластичную ленту 12f, расположенную с вентральной стороны, и эластичную ленту 12b, расположенную с дорсальной стороны, разрезают на границах каждого отдельного подгузника для получения каждого отдельного подгузника DP. В соответствии с настоящим изобретением этап 409 соединения боковых частей и этап 410 отрезки могут выполняться последовательно или одновременно. На этапе 409 соединения боковых частей части 12А с боковыми швами и сложенная часть 12W могут быть сварены как одно целое, как в проиллюстрированном варианте, или в том случае, когда сложенная часть 12W расположена под частями 12А с боковым швом, сложенная часть 12W может быть не приварена. Конструкция и преимущества одноразового подгузника, изготовленного таким образом, изложены ниже.
[0119]
В этом примере этап 404 нанесения адгезива и этап 405 загибания выполняют между этапом 408 складывания и этапом 409 соединения боковых частей. Альтернативно, этап 404 нанесения адгезива и этап 405 загибания могут выполняться в любом месте между этапом 407 прикрепления внутреннего элемента и этапом 410 отрезки.
[0120]
Фиг. 27 иллюстрирует последовательность изготовления при образовании сложенной части 12W в варианте, проиллюстрированном на фиг. 24. На этапе 405 загибания расположенную со стороны отверстий для ног часть эластичной ленты 12b, расположенной с дорсальной стороны, загибают в направлении CD поверх эластичного элемента 12f, расположенного с вентральной стороны, и закрепляют посредством ранее нанесенного адгезива 12р для образования сложенной части 12W. Данный вариант подходит для случая, в котором угол наклона краев Le отверстий для ног должен быть больше. В данном варианте этап 404 нанесения адгезива и этап 405 загибания выполняют после этапа 408 складывания. В остальном данный вариант такой же, как вариант, проиллюстрированный на фиг. 25 и 26.
[0121]
Фиг. 28 иллюстрирует последовательность изготовления при образовании сложенной части 12W в варианте, проиллюстрированном на фиг. 23. Этап 404 нанесения адгезива исключен. После этапа 405 загибания при сохранении сложенного состояния соединение эластичной ленты 12f, расположенной с вентральной стороны, и эластичной ленты 12b, расположенной с дорсальной стороны, и закрепление сложенной части 12W выполняют одновременно посредством сварки на этапе 409 соединения боковых частей. Это обеспечивает преимущества, заключающиеся в том, что способ изготовления может быть упрощен, затраты на материалы могут быть сокращены за счет уменьшения использования адгезива, и повышение твердости наружных элементов 12F и 12В может быть подавлено за счет уменьшения использования адгезива. В остальном данный вариант такой же, как вариант, проиллюстрированный на фиг. 25 и 26.
[0122]
Несмотря на то, что это не проиллюстрировано, когда сложенная часть 12W должна быть выполнена на вентральной стороне, на этапе 405 загибания расположенную со стороны отверстий для ног часть эластичной ленты 12f, расположенной с вентральной стороны, загибают в направлении CD и закрепляют для образования сложенной части.
[0123]
Кроме того, несмотря на то, что это не проиллюстрировано, в случае изготовления одноразового подгузника типа трусов, имеющего наружный элемент 12, непрерывный от вентральной стороны до дорсальной стороны и проходящий через промежность, по меньшей мере, этап 403 выполнения центрального разреза не выполняют в вышеуказанном способе изготовления, включающем этапы 401-410. Вместо этого выполняют этап пробивки для образования отверстий для ног в одной большой эластичной ленте. Этап пробивки может быть предусмотрен на любой стадии, но его предпочтительно выполняют между этапом 401 прикрепления упругих элементов и этапом 4 07 прикрепления внутреннего элемента.
[0124]
<Описания терминов, используемых в данном документе>
Если в данном документе не указано иное, термины, используемые в данном документе, имеют значения, описанные ниже.
- «направление вперед-назад (вертикальное направление)» относится к направлению, соединяющему вентральную сторону (переднюю сторону) и дорсальную сторону (заднюю сторону), и «направление ширины» относится к направлению (направлению вправо-влево), ортогональному к направлению вперед-назад. «Направление вверх-вниз» относится к направлению, которое становится ортогональным к направлению вдоль талии при ношении подгузника, то есть тогда, когда подгузник сложен вдвое в промежностной части, так что передняя панель и задняя панель перекрываются с обеих сторон, другими словами, к направлению, соединяющему сторону отверстия для талии и промежностную часть.
[0125]
- «Степень растяжения» относится к величине относительно 100%, отображающих длину в естественном состоянии.
[0126]
- «Поверхностную плотность» определяют, как описано ниже. Образец или испытательный образец предварительно высушивают и оставляют выстаиваться в испытательной лаборатории или испытательном устройстве в стандартном состоянии (температура в месте испытания должна составлять 2 0±5°С и относительная влажность в месте испытания должна составлять 65% или менее) до достижения постоянной массы. Предварительная сушка относится к доведению образца или испытательного образца до постоянной массы в среде с относительной влажностью от 10 до 25% и температурой, не превышающей 50°С. Предварительная сушка не нужна для волокон с со стандартной влажностью в процентах от веса абсолютно сухого материала, составляющей 0,0%. Из испытательного образца с постоянной массой вырезают образец с размерами 200 мм × 250 мм (±2 мм) посредством использования пластины для определения поверхностной плотности (200 мм × 250 мм ±2 мм). Массу образца измеряют, и измеренную величину умножают на 20 для определения массы на квадратный метр в качестве поверхностной плотности.
[0127]
- «Толщину» измеряют автоматически автоматизированным толщиномером (KES-G5 с доступной программой измерения сжатия) при условиях, что нагрузка составляет 10 гс/см2 и площадь приложения давления составляет 2 см2.
[0128]
- Способность к впитыванию воды определяют, выполняя измерения в соответствии со стандартом JIS К7223-1996 "Testing method for water absorption capacity of super absorbent polymers" («Метод испытаний для определения способности к впитыванию воды полимерами со сверхвысокой впитывающей способностью»).
[0129]
- Скорость впитывания воды определяют как «время, которое проходит до конечной точки», выполняя измерения в соответствии со стандартом JIS К7224-1996 "Testing method for water absorption rate of super absorbent polymers" («Метод испытаний для определения скорости впитывания воды полимерами со сверхвысокой впитывающей способностью») и используя 2 г полимера с высокой впитывающей способностью и 50 г солевого раствора.
[0130]
- Если отсутствует описание окружающих условий при испытании или измерениях, испытания или измерения должны быть проведены в испытательной лаборатории или в устройстве при нормальном состоянии (в месте испытания температура должна составлять 20±5°С и относительная влажность должна составлять 60% или менее).
Промышленная применимость
[0131]
Настоящее изобретение может быть применено для одноразового подгузника типа трусов и способа его изготовления.
Перечень ссылочных позиций
[0132]
L Промежуточная часть
Le Край отверстия для ноги
Т Поясная часть
U Нижняя поясная часть
W Поясная краевая часть
11 Не проницаемый для жидкостей лист
12А Часть с боковым швом
12В Наружный элемент, расположенный с дорсальной стороны
12F, 12В Наружный элемент
12F Наружный элемент, расположенный с вентральной стороны
12Н Внутренний листовой материал
12М Лист, закрывающий промежностную часть
12S, 12Н Листовой материал
12S Наружный листовой материал
12W Сложенная часть
12b Эластичная лента, расположенная с дорсальной стороны
12с Часть, промежуточная в направлении CD
12d Разделяющая часть
12е Краевой листовой материал
12f Эластичная лента, расположенная с вентральной стороны
12w Часть с перекрытием
15-19 Удлиненный упругий и эластичный элемент
16 Упругий и эластичный элемент промежуточной части
17 Упругий и эластичный элемент поясной краевой части
19 Наклонный упругий и эластичный элемент
30 Верхний лист
50 Впитывающий элемент
56 Впитывающий компонент
58 Оберточный лист
60 Трехмерная сборка
62 Лист для сборок
200 Внутренний элемент
301 Этап прикрепления упругих элементов
302 Этап разрезания упругих элементов
303 Этап выполнения центрального разреза
304 Этап вырезания отверстий для ног и разделения
305 Этап прикрепления внутреннего элемента
306 Этап загибания
307 Этап соединения боковых частей
308 Этап отрезки
401 Этап прикрепления упругих элементов
402 Этап разрезания упругих элементов
403 Этап выполнения центрального разреза
404 Этап нанесения адгезива
405 Этап загибания
407 Этап прикрепления внутреннего элемента
408 Этап складывания
409 Этап соединения боковых частей
410 Этап отрезки

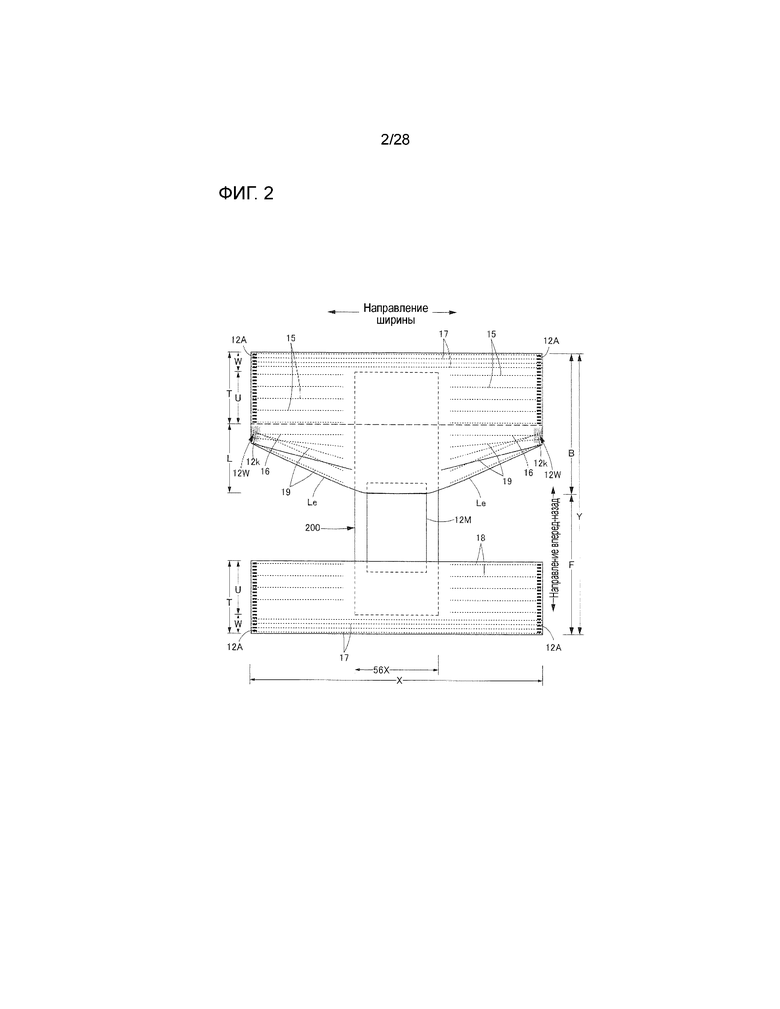






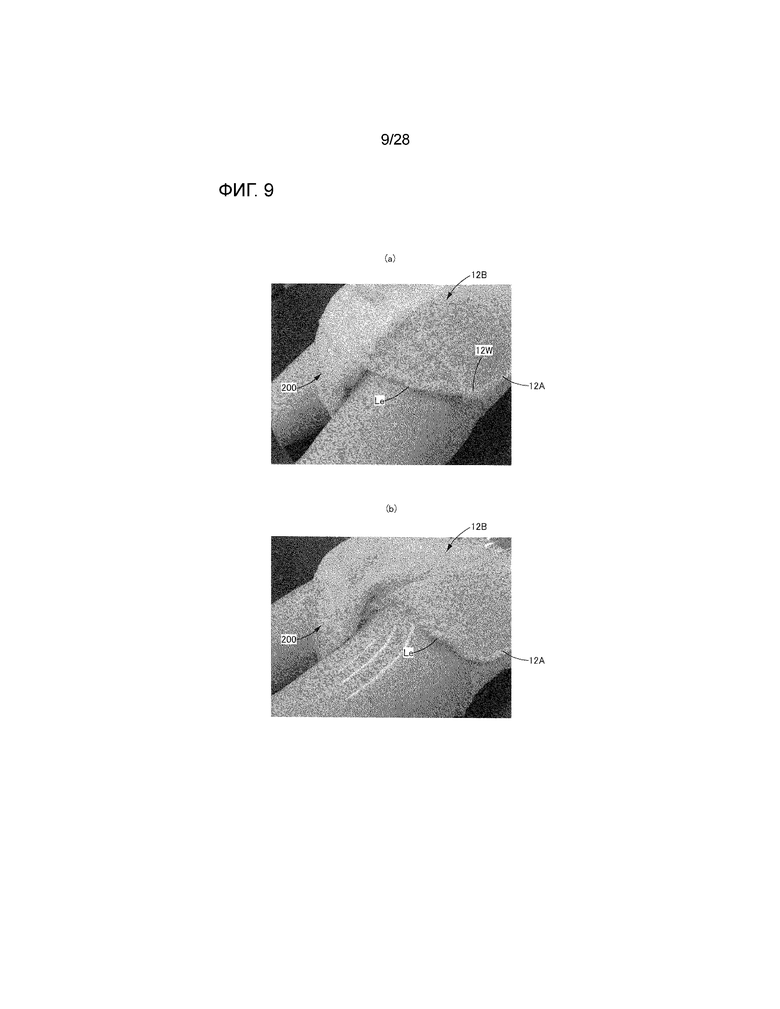

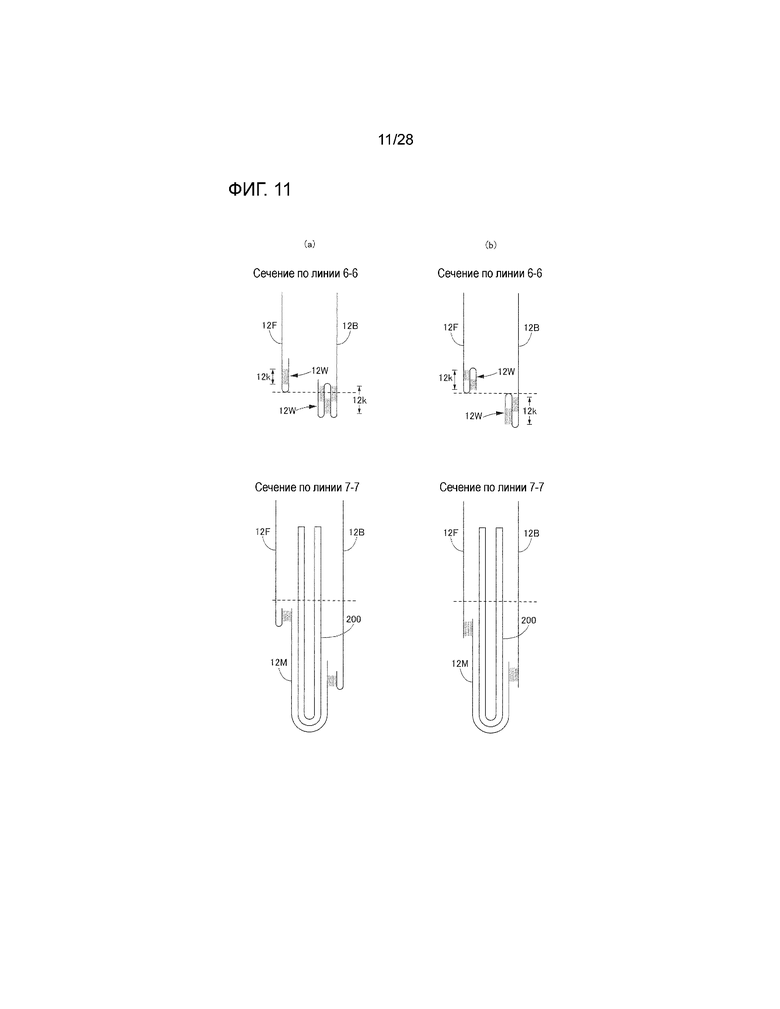
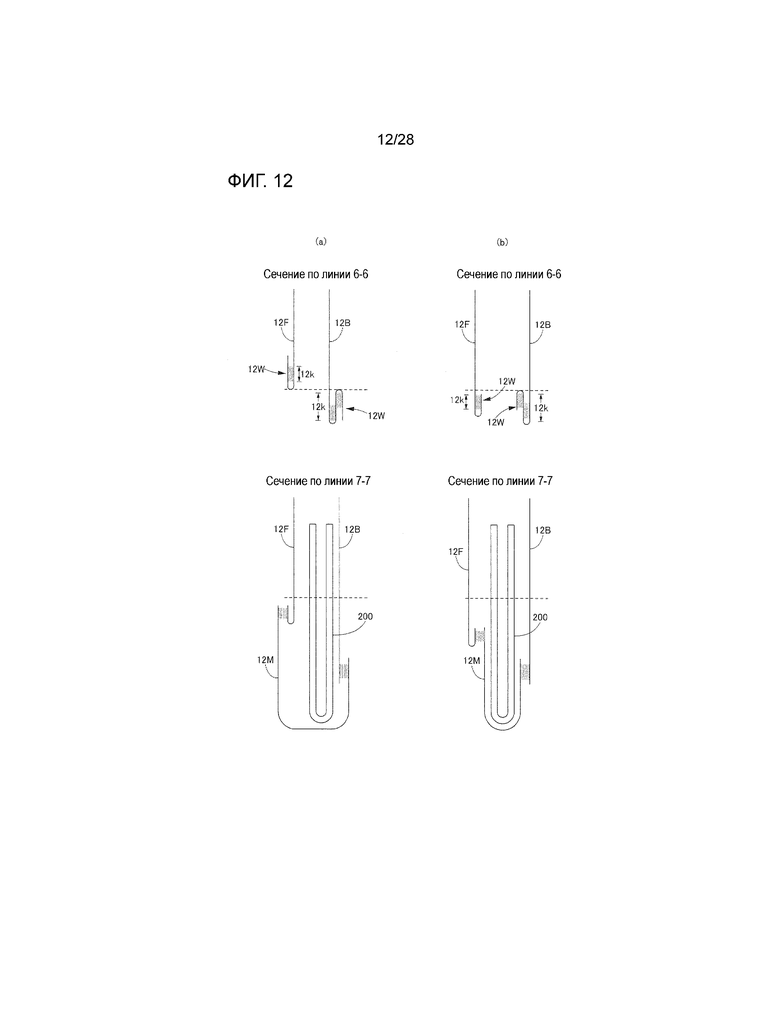
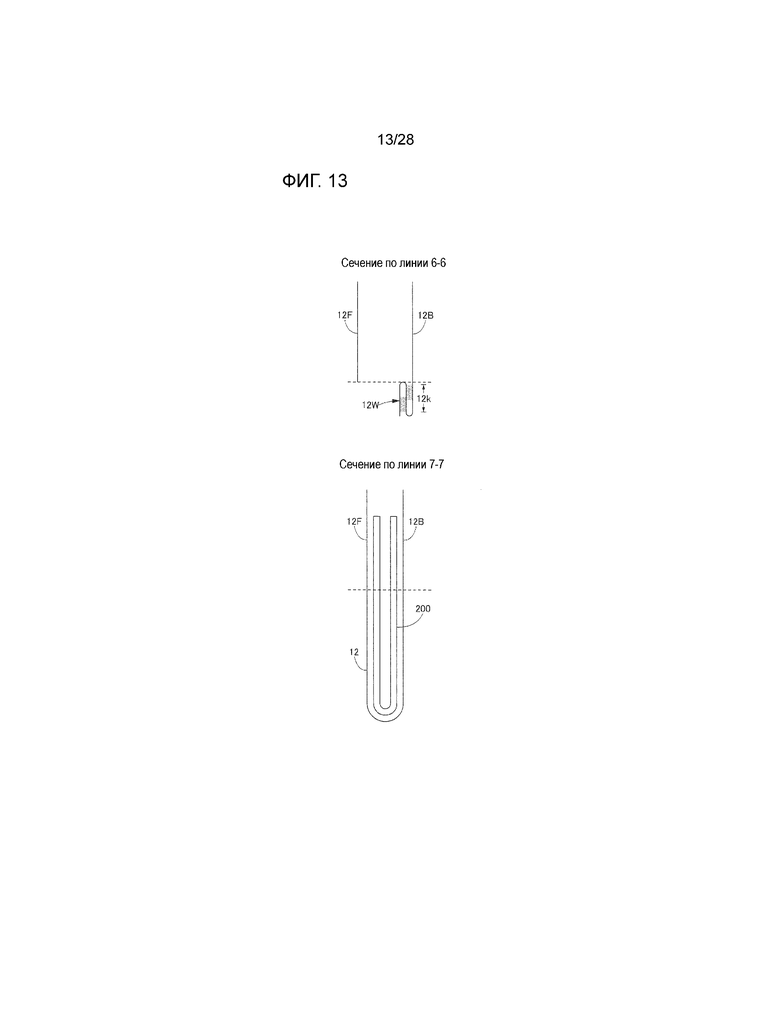







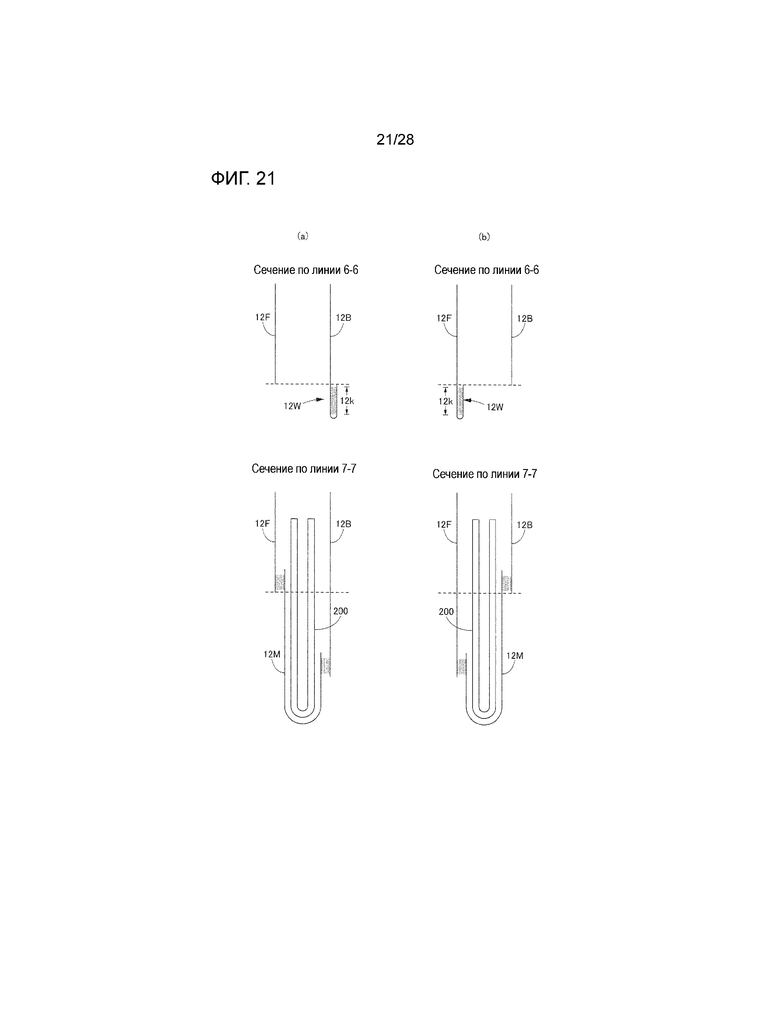

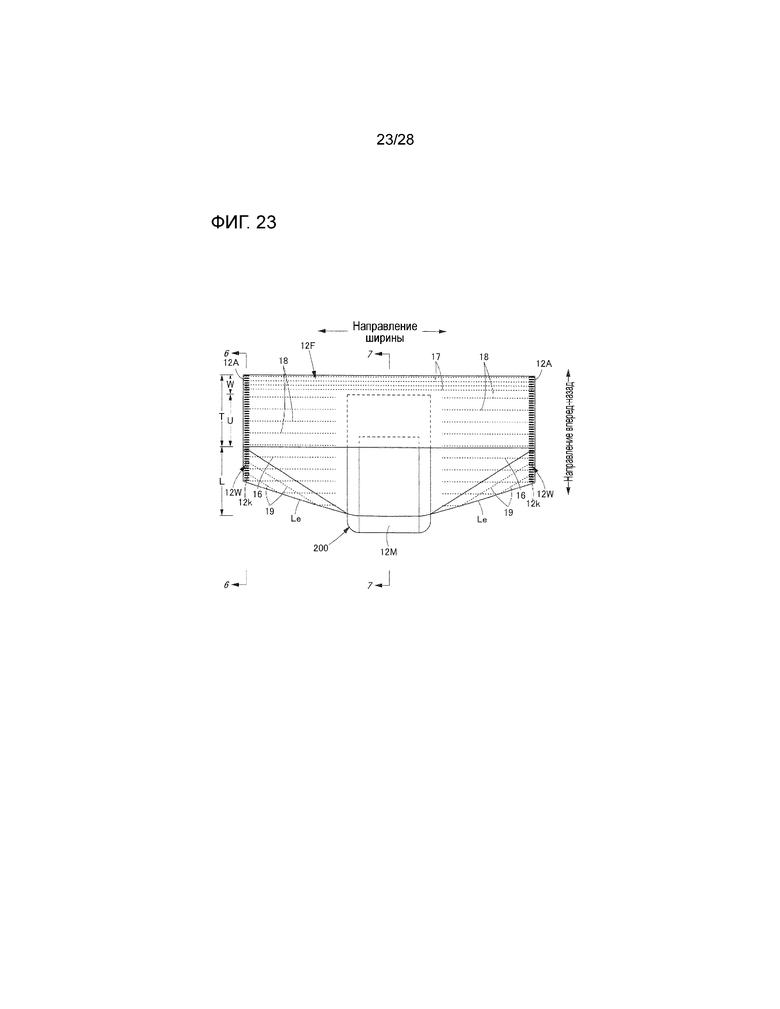
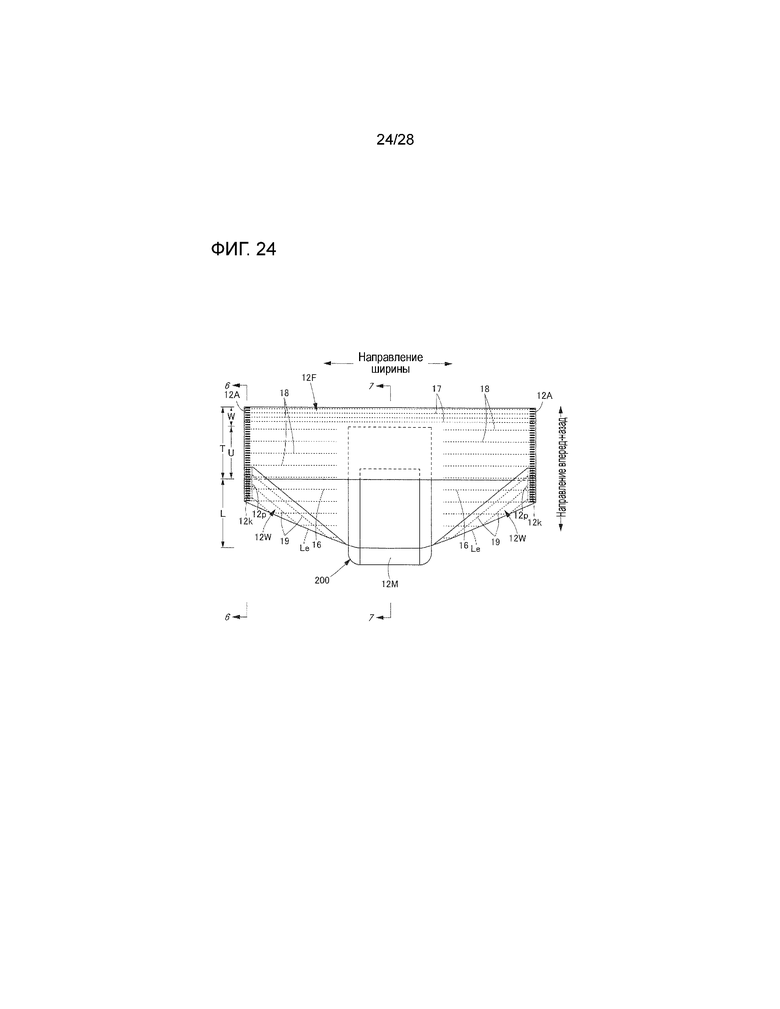




Основная задача настоящего изобретения состоит в улучшении прилегания краевых частей наружного элемента вокруг ног. В по меньшей мере одной (12F или 12В) из наружной части (12F), расположенной с вентральной стороны, и наружной части (12В), расположенной с дорсальной стороны, те части на нижнем крае зоны, соответствующей боковым краям и соответствующей боковым краевым частям в направлении вперед-назад, которые расположены с обеих сторон внутреннего элемента (200) в направлении ширины, образуют края (Le) отверстий для ног, нижняя часть зоны, соответствующей боковым краям, образована в виде сложенной части (12W), которая сложена один раз или множество раз зигзагообразно в направлении вперед-назад и закреплена у боковых краевых частей, сложенная часть (12W) постепенно разворачивается вниз по мере приближения к стороне, центральной в направлении ширины, и сложенная часть прикреплена в состоянии, в котором она развернута вниз наполовину или полностью, к внутреннему элементу (200) в части, центральной в направлении ширины, и удлиненные наклонные упругие и эластичные элементы (19) прикреплены в состоянии, в котором они растянуты в направлении от сложенной части (12W) к боковым краям внутреннего элемента (200), ниже сложенной части (12W). 3 н. и 13 з.п. ф-лы, 28 ил.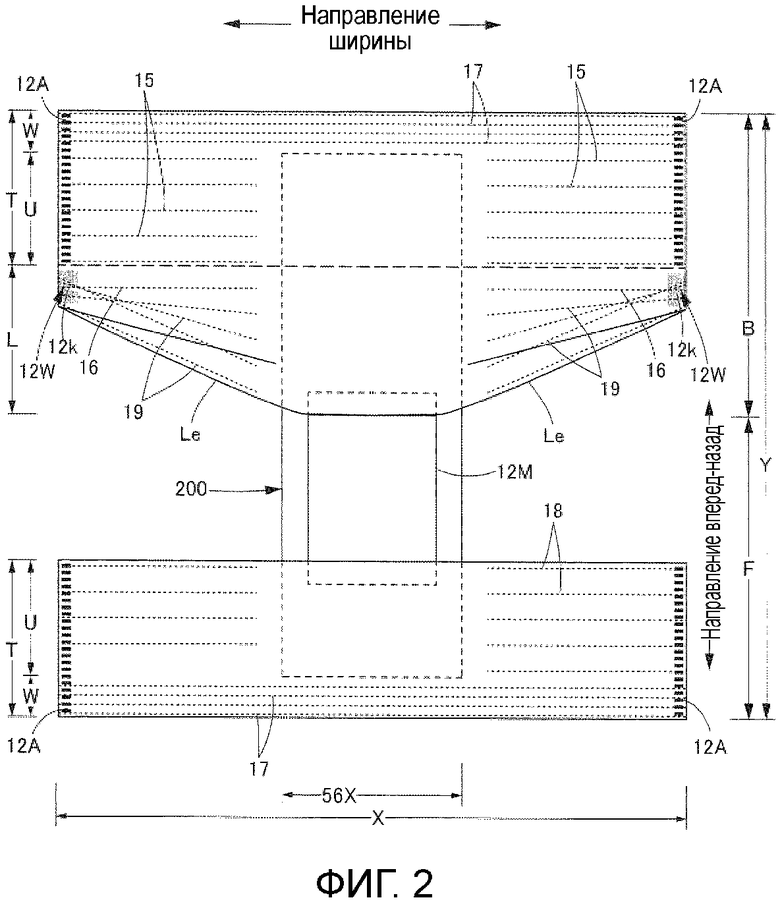
1. Одноразовый подгузник типа трусов, содержащий:
наружный элемент, который имеет наружную часть, расположенную
со стороны живота, и наружную часть, расположенную со стороны спины, и отверстие для талии, образованное посредством соединения боковых краевых частей наружной части, расположенной со стороны живота, и боковых краевых частей наружной части, расположенной со стороны спины, с обеих сторон в направлении ширины; и
внутренний элемент, который имеет переднюю часть, присоединенную к центральной в направлении ширины зоне наружного элемента, расположенного со стороны живота, и заднюю часть, присоединенную к центральной в направлении ширины зоне наружного элемента, расположенного со стороны спины, и проходит через промежность носителя, при этом края отверстий для ног, по меньшей мере, частично образованы краями частей наружного элемента, расположенными с обеих сторон внутреннего элемента в направлении ширины, при этом
в, по меньшей мере, одной из наружной части, расположенной со стороны живота, и наружной части, расположенной со стороны спины, части на нижнем крае зоны, соответствующей боковому краю и соответствующей боковым краевым частям в направлении вперед-назад, расположенным с обеих сторон внутреннего элемента в направлении ширины, образуют края отверстий для ног, нижняя часть зоны, соответствующей боковому краю, выполнена в виде сложенной части, которая сложена один раз или множество раз зигзагообразно в направлении вперед-назад и закреплена у боковых краевых частей, при этом сложенная часть постепенно разворачивается вниз по мере приближения к стороне, центральной в направлении ширины, причем сложенная часть в наполовину или полностью развернутом вниз состоянии прикреплена к внутреннему элементу в части, центральной в направлении ширины, а удлиненные наклонные упругие и эластичные элементы зафиксированы в состоянии, в котором они растянуты в направлении от сложенной части до боковых краев внутреннего элемента, ниже сложенной части.
2. Одноразовый подгузник типа трусов по п. 1, в котором соединение между боковыми краевыми частями наружной части, расположенной со стороны живота, и боковыми краевыми частями наружной части, расположенной со стороны спины, и фиксация сложенной части выполнены как одно целое посредством сварки.
3. Одноразовый подгузник типа трусов по п. 1, в котором боковые краевые части наружной части, расположенной со стороны живота, и боковые краевые части наружной части, расположенной со стороны спины, соединены посредством сварки, но не соединены посредством сварки, по меньшей мере, в зоне, имеющей сложенную часть.
4. Одноразовый подгузник типа трусов по любому из п.п. 1-3, в котором наружный элемент образован посредством соединения с обеих боковых сторон наружного элемента, расположенного со стороны живота и образующего наружную часть, расположенную со стороны живота, и наружного элемента, расположенного со стороны спины и образующего наружную часть, расположенную со стороны спины, при этом наружный элемент, расположенный со стороны живота, и наружный элемент, расположенный со стороны спины, отделены друг от друга и не являются непрерывными со стороны промежности.
5. Одноразовый подгузник типа трусов по п. 4, в котором форма, по меньшей мере, одной из наружных частей является прямоугольной при сложенной части в развернутом состоянии.
6. Одноразовый подгузник типа трусов по п. 4 или 5, в котором сложенная часть образована посредством загибания по направлению к внутренней стороне, по меньшей мере, одной из наружных частей.
7. Одноразовый подгузник типа трусов по п. 4 или 5, в котором сложенная часть образована посредством загибания по направлению к наружной стороне, по меньшей мере, одной из наружных частей.
8. Одноразовый подгузник типа трусов по любому из п.п. 1-7, в котором, по меньшей мере, одна из наружных частей представляет собой наружную часть, расположенную со стороны спины.
9. Одноразовый подгузник типа трусов по п. 8, в котором число сгибов в сложенной части представляет собой четное число.
10. Одноразовый подгузник типа трусов по любому из п.п. 1-8, в котором по меньшей мере, одна из наружных частей представляет собой наружную часть, расположенную со стороны живота, и чисто сгибов в сложенной части представляет собой нечетное число.
11. Одноразовый подгузник типа трусов по любому из п.п.1-10, в котором сложенная часть образована в одной из наружных частей, причем сложенная часть проходит поверх наружной стороны другой наружной части.
12. Способ изготовления одноразового подгузника типа трусов, включающий:
этап образования эластичной ленты, на котором образуют эластичную ленту, расположенную со стороны живота, и эластичную ленту, расположенную со стороны спины, и на котором удлиненные упругие и эластичные элементы прикрепляют в растянутом состоянии к лентообразному непрерывному листовому материалу вдоль направления, в котором он является непрерывным;
этап загибания, на котором во время перемещения эластичной ленты, расположенной со стороны живота, и эластичной ленты, расположенной со стороны спины, параллельно с интервалом между ними в направлении CD, краевую боковую часть, по меньшей мере, одной из эластичных лент со стороны, обращенной к другой эластичной ленте, загибают один раз или множество раз зигзагообразно в направлении CD и закрепляют для образования сложенной части;
этап соединения, на котором после этапа загибания, часть сложенной части, более близкую к переднему краю, чем к сгибу, ближайшему к переднему краю, присоединяют к другой эластичной ленте посредством соединительного элемента на заданном расстоянии в направлении MD;
этап увеличения ширины, на котором после этапа соединения увеличивают в направлении CD относительное расстояние между эластичной лентой, расположенной со стороны живота, и эластичной лентой, расположенной со стороны спины, за счет приложений тянущего усилия к части сложенной части, которая соединена посредством соединительного элемента, для развертывания сложенной части наполовину или полностью;
этап прикрепления внутреннего элемента, на котором отдельно изготовленный внутренний элемент подают с интервалами в направлении MD и присоединяют переднюю часть внутреннего элемента к эластичной ленте, расположенной со стороны живота, и заднюю часть внутреннего элемента к эластичной ленте, расположенной со стороны спины, и прикрепляют развернутую часть сложенной части в развернутом состоянии к внутреннему элементу для образования внутреннего присоединенного элемента;
этап складывания, на котором внутренний присоединенный элемент складывают вдвое в направлении CD; и
этап соединения боковых частей и отрезки, на котором эластичную ленту, расположенную со стороны живота, и эластичную ленту, расположенную со стороны спины, соединяют в обеих боковых частях каждого отдельного подгузника и отрезают эластичную ленту, расположенную со стороны живота, и эластичную ленту, расположенную со стороны спины, на границах каждого отдельного подгузника для получения каждого отдельного подгузника.
13. Способ изготовления одноразового подгузника типа трусов по п.12, в котором число сгибов представляет собой четное число на этапе загибания.
14. Способ изготовления одноразового подгузника типа трусов, включающий:
этап образования эластичной ленты, на котором образуют эластичную ленту, расположенную со стороны живота, и эластичную ленту, расположенную со стороны спины, и на котором удлиненные упругие и эластичные элементы прикрепляют в растянутом состоянии к лентообразному непрерывному листовому материалу вдоль направления, в котором материал является непрерывным;
этап прикрепления внутреннего элемента, на котором во время перемещения в направлении CD эластичной ленты, расположенной со стороны живота, и эластичной ленты, расположенной со стороны спины, параллельно с интервалом между ними отдельно изготовленный внутренний элемент подают с интервалами в направлении MD и присоединяют переднюю часть внутреннего элемента к эластичной ленте, расположенной со стороны живота, и заднюю часть внутреннего элемента к эластичной ленте, расположенной со стороны спины, для образования внутреннего присоединенного элемента;
этап складывания, на котором внутренний присоединенный элемент складывают вдвое в направлении CD; и
этап соединения боковых частей и отрезки, на котором эластичную ленту, расположенную со стороны живота, и эластичную ленту, расположенную со стороны спины, соединяют в обеих боковых частях каждого отдельного подгузника и отрезают эластичную ленту, расположенную со стороны живота, и эластичную ленту, расположенную со стороны спины, на границах каждого отдельного подгузника для получения каждого отдельного подгузника, при этом
способ изготовления дополнительно включает после этапа прикрепления внутреннего элемента и перед разрезанием на границах каждого отдельного подгузника этап загибания, на котором часть на стороне отверстия для ноги, по меньшей мере, одной из эластичных лент загибают один раз или множество раз зигзагообразно в направлении CD и закрепляют для образования сложенной части.
15. Способ изготовления одноразового подгузника типа трусов по п. 14, в котором перед этапом загибания наносят адгезив на предназначенное для закрепления сложенной части место, по меньшей мере, одной эластичной ленты для закрепления сложенной части посредством адгезива на этапе загибания.
16. Способ изготовления одноразового подгузника типа трусов по п. 14, в котором перед соединением эластичной ленты, расположенной со стороны живота, и эластичной ленты, расположенной со стороны спины, на этапе соединения боковых частей и отрезки выполняют загибание на этапе загибания, и при сохранении сложенного состояния соединение эластичной ленты, расположенной со стороны живота, и эластичной ленты, расположенной со стороны спины, при этом закрепление сложенной части выполняют одновременно посредством процесса сварки.
| WO 2009144875 A1, 03.12.2009 | |||
| JP 2011120626 A, 23.06.2011 | |||
| JP 2011072687 A, 14.04.2011 | |||
| JP 2006014862 A, 19.01.2006. |

