Область техники, к которой относится изобретение
[0001]
Настоящее изобретение относится к способу изготовления одноразового подгузника типа трусов и к одноразовому подгузнику типа трусов, выполненному с возможностью его изготовления посредством указанного способа изготовления.
Предшествующий уровень техники
[0002]
В качестве одного варианта одноразового подгузника типа трусов известен одноразовый подгузник типа трусов, включающий в себя: цилиндрический наружный элемент, который образован посредством соединения наружного элемента, расположенного с вентральной стороны (сторона живота), и наружного элемента, расположенного с дорсальной стороны (сторона спины), с обеих сторон, и внутренний элемент, который имеет переднюю часть, присоединенную к той зоне наружного элемента, расположенного с вентральной стороны, которая является центральной в направлении ширины, и заднюю часть, присоединенную к той зоне наружного элемента, расположенного с дорсальной стороны, которая является центральной в направлении ширины, и проходит через промежностную часть носителя, при этом наружный элемент, расположенный с вентральной стороны, и наружный элемент, расположенный с дорсальной стороны, разделены при отсутствии их непрерывности (например, см. патентный документ 1). В таком типе с наружным элементом, разделенным на две половины, наружный элемент, расположенный с вентральной стороны, и наружный элемент, расположенный с дорсальной стороны, не являются непрерывными, но разделены со стороны промежности, что обеспечивает преимущество, заключающееся в том, что не требуется пробивать отверстия для ног, предназначенные для пропускания ног пользователя, или в случае необходимости достаточны отверстия для ног, имеющие небольшую площадь. То есть, при выбрасывании отрезанных кусков (в дальнейшем также называемых обрезками) могут быть уменьшены потери материала, (в дальнейшем также называемые потерями, связанными с обрезками).
[0003]
В качестве способа изготовления подгузников с наружным элементом, разделенным на две половины, как правило, наружный элемент, расположенный с вентральной стороны, и наружный элемент, расположенный с дорсальной стороны, изготавливают отдельно из лентообразных непрерывных листовых материалов, и вариант, проиллюстрированный на фиг.1 патентного документа 1, также классифицируется как данный способ. В этом случае необходимо предусмотреть сборочную линию для наружного элемента, расположенного с вентральной стороны, и сборочную линию для наружного элемента, расположенного с дорсальной стороны, выполненные параллельными и предназначенные для параллельного перемещения наружных элементов, что приводит к увеличению размеров и сложности производственного оборудования. Данная проблема может быть решена посредством подачи одного лентообразного непрерывного листового материала в направлении MD (направлении механического перемещения или направлении транспортирования. Поперечное направление, ортогональное к данному направлению, называется направлением CD) и размещения упругих и эластичных элементов на листовом материале, и загибания листового материала, чтобы закрыть упругие и эластичные элементы, и последующего разрезания листового материала непрерывно в направлении, параллельном направлению MD, для разделения листового материала на эластичную ленту, расположенную с вентральной стороны, и эластичную ленту, расположенную с дорсальной стороны, и последующего перемещения лент, отделенных друг от друга, параллельно в направлении ширины, как описано в абзаце 0037, патентный документ 1. Однако в этом случае на этапе загибания листового материала широкий листовой материал складывают вдвое. Это не только вызывает увеличение размеров оборудования для загибания (sailor), но и создает проблему, заключающуюся в том, что затруднено аккуратное складывание листового материала без морщин. Кроме того, расположенный со стороны талии край или наружного элемента, расположенного с вентральной стороны, или наружного элемента, расположенного с дорсальной стороны, может не образовывать сгиб в листовом материале (имеющий отличную текстуру без заворота листового материала), но может вызвать ухудшение текстуры и внешнего вида. Кроме того, как описано в патентном документе 1, при складывании широкого листового материала вдвое существует вероятность того, что края листового материала не будут выровнены, и отсутствие выровненного положения сохраняется в зоне расположенного со стороны талии края подгузника, что способствует ухудшению текстуры и внешнего вида.
Перечень ссылок
Патентные документы
[0004]
Патентный документ 1: JP-A № 2009-061045
Патентный документ 2: JP-A № 2009-160129
Сущность изобретения
Проблемы, подлежащие решению посредством изобретения
[0005]
Основная задача настоящего изобретения состоит в обеспечении возможности изготовления на компактном и простом оборудовании при одновременном уменьшении риска возникновения морщин или тому подобного
Средства решения проблемы
[0006]
Настоящее изобретение для решения вышеуказанных проблем таково:
<Изобретение по пункту 1 формулы изобретения>
Способ изготовления одноразового подгузника типа трусов, включающего в себя: наружный элемент, который образован посредством соединения
наружного элемента, расположенного с вентральной стороны, и наружного элемента, расположенного с дорсальной стороны, с обеих сторон, и внутренний элемент, который имеет переднюю часть, присоединенную к той зоне наружного элемента, расположенного с вентральной стороны, которая является центральной в направлении ширины, и заднюю часть, присоединенную к той зоне наружного элемента, расположенного с дорсальной стороны, которая является центральной в направлении ширины, и проходит через промежностную часть носителя, при этом наружный элемент, расположенный с вентральной стороны, и наружный элемент, расположенный с дорсальной стороны, разделены при отсутствии их непрерывности со стороны промежности, при этом способ изготовления включает: подачу лентообразного непрерывного листового материала в направлении, в котором он является непрерывным; размещение упругих и эластичных элементов, предназначенных для придания эластичности наружному элементу, расположенному с вентральной стороны, и наружному элементу, расположенному с дорсальной стороны, в части листового материала, промежуточной в направлении CD; загибание частей, расположенных с одной стороны и с другой стороны в направлении CD части листового материала, промежуточной в направлении CD, по направлению к той стороне части, промежуточной в направлении CD, на которой имеются упругие и эластичные элементы, зажим и фиксацию упругих и эластичных элементов между загнутыми частями и частью, промежуточной в направлении CD, и соединение вместе загнутых частей и части, промежуточной в направлении CD, для образования полосообразной непрерывной эластичной ленты; разрезание эластичной ленты в месте, промежуточном в направлении CD, для разделения эластичной ленты на эластичную ленту, расположенную с дорсальной стороны, и эластичную ленту, расположенную с вентральной стороны, и последующее увеличение интервала в направлении CD между эластичной лентой, расположенной с дорсальной стороны, и эластичной ленты, расположенной с вентральной стороны; подачу отдельно изготовленного внутреннего элемента с интервалами в направлении MD, присоединение передней части внутреннего элемента к эластичной ленте, расположенной с вентральной стороны, и задней части внутреннего элемента к эластичной ленте, расположенной с дорсальной стороны, для образования внутреннего присоединенного элемента; и складывание вдвое внутреннего присоединенного элемента в направлении CD, соединение эластичной ленты, расположенной с вентральной стороны, и эластичной ленты, расположенной с дорсальной стороны, в частях, которые должны стать обеими боковыми сторонами каждого отдельного подгузника, и отрезку эластичной ленты, расположенной с вентральной стороны, и эластичной ленты, расположенной с дорсальной стороны, на границах каждого отдельного подгузника для изготовления каждого отдельного подгузника.
[0007]
(Действие и результат)
Настоящее изобретение аналогично способу, описанному в патентном документе 1, в том, что эластичную ленту, скомплектованную за счет складывания одного листового материала, разделяют для образования эластичной ленты, расположенной с вентральной стороны, и эластичной ленты, расположенной с дорсальной стороны. Однако листовой материал складывают/загибают так, что части, расположенные с одной стороны и с другой стороны в направлении CD относительно части листового материала, промежуточной в направлении CD, загибаются соответственно по направлению к той стороне части, промежуточной в направлении CD, на которой имеются упругие и эластичные элементы, (так называемое С-образное складывание). Соответственно, ширина при загибании листового материала будет существенно меньше, оборудование для загибания (sailor) может быть выполнено компактным, и лист материала может быть легко сложен аккуратно и без морщин. Кроме того, оба расположенных со стороны талии края наружного элемента, расположенного с вентральной стороны, и наружного элемента, расположенного с дорсальной стороны, образуют сгибы в листовом материале для того, чтобы сделать подгузник с отличными текстурой и внешним видом в зоне края со стороны талии.
[0008]
<Изобретение по пункту 2 формулы изобретения>
Способ изготовления одноразового подгузника типа трусов в соответствии с пунктом 1 формулы изобретения, в котором во время разрезания эластичной ленты эластичную ленту разрезают в месте, проходящем через место соединения между загнутыми частями и частью, промежуточной в направлении CD.
[0009]
(Действие и результат)
При разрезании эластичной ленты в месте, проходящем через место сгибания и соединения в листовом материале, расположенные со стороны ног края наружного элемента, расположенного с вентральной стороны, и наружного элемента, расположенного с дорсальной стороны, образуются без отсутствия их выравнивания в листовом материале, и их заворот будет маловероятен, в результате чего обеспечивается хорошая текстура.
[0010]
<Изобретение по пункту 3 формулы изобретения>
Способ изготовления одноразового подгузника типа трусов в соответствии с пунктом 2 формулы изобретения, в котором во время образования эластичной ленты часть листового материала, расположенную с одной стороны в направлении CD, и часть листового материала, расположенную с другой стороны в направлении CD, загибают для образования части с перекрытием между концом загнутой части, расположенной с одной стороны в направлении CD, и концом загнутой части, расположенной с другой стороны в направлении CD.
[0011]
(Действие и результат)
При перекрытии концов загнутых частей существует возможность улучшения внешнего вида за счет уменьшенного числа участков с различным уровнем на концах и избежания уменьшения прочности, вызываемого образованием части наружного элемента из однослойного листового материала.
[0012]
<Изобретение по пункту 4 формулы изобретения>
Способ изготовления одноразового подгузника типа трусов в соответствии с пунктом 3 формулы изобретения, в котором упругие и эластичные элементы и средство, предназначенное для их фиксации, и средство, предназначенное для соединения листового материала, не предусмотрены в зоне, которая соответствует неполной или полной части с перекрытием в листовом материале, и листовой материал в данной зоне соединен только за счет соединения между эластичной лентой, расположенной с вентральной стороны, и эластичной лентой, расположенной с дорсальной стороны.
[0013]
(Действие и результат)
Часть с перекрытием загнутых частей является толстой и имеет высокую жесткость. Соответственно, когда упругие и эластичные элементы и средство, предназначенное для их фиксации, (адгезив или тому подобное) имеются в части с перекрытием, воздухопроницаемость и гибкость части с перекрытием становятся низкими. Следовательно, также предпочтительно, чтобы упругие и эластичные элементы и средство, предназначенное для их фиксации, и средство, предназначенное для соединения листового материала, не были предусмотрены в зоне, которая соответствует неполной или полной части с перекрытием в листовом материале, для повышения воздухопроницаемости и гибкости, как описано выше. В зоне, образованной так, каждый слой наружного элемента соединен вместе посредством соединения наружного элемента, расположенного с вентральной стороны, и наружного элемента, расположенного с дорсальной стороны, и, следовательно, не происходит значительного снижения прочности всего подгузника.
[0014]
<Изобретение по пункту 5 формулы изобретения>
Способ изготовления одноразового подгузника типа трусов в соответствии с пунктом 2 формулы изобретения, в котором во время образования эластичной ленты части листового материала, расположенные с одной стороны и с другой стороны в направлении CD, загибают так, чтобы загнутая часть, расположенная с одной стороны в направлении CD, и загнутая часть, расположенная с другой стороны в направлении CD, были отделены друг от друга в направлении CD.
[0015]
(Действие и результат)
Соответственно, по меньшей мере, часть, по меньшей мере, одного из наружного элемента, расположенного с вентральной стороны, и наружного элемента, расположенного с дорсальной стороны, образована из однослойного листового материала в разделяющей части между загнутыми частями. Данная разделяющая часть может обеспечить повышение воздухопроницаемости и гибкости.
[0016]
<Изобретение по пункту 6 формулы изобретения>
Способ изготовления одноразового подгузника типа трусов в соответствии с любым из пунктов 1-5 формулы изобретения, в котором загнутые части расположены внутри подгузника.
[0017]
(Действие и результат)
Когда загнутые части перекрываются на концах с прилеганием друг к другу или на расстоянии друг от друга, уступы, швы или клапаны образуются в зоне загнутых частей. Однако при размещении загнутых частей внутри подгузника загнутые части менее заметны при рассмотрении внешнего вида.
[0018]
<Изобретение по пункту 7 формулы изобретения>
Способ изготовления одноразового подгузника типа трусов в соответствии с любым из пунктов 1-5 формулы изобретения, в котором загнутые части расположены с наружной стороны подгузника.
[0019]
(Действие и результат)
Когда загнутые части перекрываются на концах с прилеганием друг к другу или на расстоянии друг от друга, уступы, швы или клапаны образуются в зоне загнутых частей. Однако при размещении загнутых частей с наружной стороны подгузника загнутые части могут быть использованы для улучшения внешнего вида в качестве элементов, акцентирующих внимание на внешнем виде. Например, клапаны могут быть непосредственно использованы для образования оборок и карманов.
[0020]
<Изобретение по пункту 8 формулы изобретения>
Способ изготовления одноразового подгузника типа трусов в соответствии с любым из пунктов 1-7 формулы изобретения, в котором после образования эластичной ленты некоторые из упругих и эластичных элементов в зоне, которая должна стать эластичной лентой, расположенной с вентральной стороны, и некоторые из упругих и эластичных элементов в зоне, которая должна стать эластичной лентой, расположенной с дорсальной стороны, разделяют на мелкие части перед разделением эластичной ленты на эластичную ленту, расположенную с вентральной стороны, и эластичную ленту, расположенную с дорсальной стороны.
[0021]
(Действие и результат)
В обычном способе изготовления одноразового подгузника типа трусов перед присоединением внутреннего элемента упругие и эластичные элементы, перекрывающие внутренний элемент, разделяют на мелкие части посредством такого способа, как резка или горячее тиснение. Зона, в которой упругие и эластичные элементы, разделяют, расположена в центре подгузника, определяемом в направлении ширины, и стороны слева и справа от зоны разделения образуют эластичные зоны. Однако при разделении упругих и эластичных элементов после разделения эластичной ленты в продольном направлении на эластичную ленту, расположенную с дорсальной стороны, и эластичную ленту, расположенную с вентральной стороны, определяемые в направлении MD положения зон разделения в эластичной ленте, расположенной с дорсальной стороны, и эластичной ленте, расположенной с вентральной стороны, могут быть немного смещены друг относительно друга. Данное смещение вызывает другое смещение правой и левой эластичных зон друг относительно друга. Это может легко привести к ухудшению качества внешнего вида и нарушению баланса крепления. В отличие от этого при разделении упругих и эластичных элементов перед разделением эластичной ленты в продольном направлении на эластичную ленту, расположенную с дорсальной стороны, и эластичную ленту, расположенную с вентральной стороны, определяемое в направлении MD положение зоны разделения будет выровнено между эластичной лентой, расположенной с дорсальной стороны, и эластичной лентой, расположенной с вентральной стороны. Кроме того, данный способ также обеспечивает преимущество, заключающееся в обеспечении компактности оборудования для разделения резиновых нитей.
[0022]
<Изобретение по пункту 9 формулы изобретения>
Способ изготовления одноразового подгузника типа трусов в соответствии с любым из пунктов 1-8 формулы изобретения, в котором, по меньшей мере, центральную в направлении CD, концевую часть, по меньшей мере, одной из эластичной ленты, расположенной с дорсальной стороны, и эластичной ленты, расположенной с вентральной стороны, образуют в зоне, в которой множество слоев в листовом материале наложены друг на друга, посредством образования эластичной ленты и разделения эластичной ленты на эластичную ленту, расположенную с дорсальной стороны, и эластичную ленту, расположенную с вентральной стороны, и вырезание выполняют в данной зоне для образования краев отверстий для ног с криволинейной формой.
[0023]
(Действие и результат)
Как описано выше, когда листовой материал имеет два или три слоя во всей части, отрезаемой для образования краев отверстий для ног с криволинейной формой, и не включает в себя однослойную разделяющую часть, число слоев в листовом материале является большим в месте, включающем в себя место вырезания, и листовой материал соединен вместе на этапе прикрепления упругих элементов. Соответственно, часть, подлежащая вырезанию, имеет более высокую жесткость, легче подвергается разрезанию (меньше вероятность возникновения смещения во время разрезания) и имеет более высокую устойчивость в процессе обработки.
[0024]
<Изобретение по пункту 10 формулы изобретения>
Одноразовый подгузник типа трусов, включающий в себя: наружный элемент, который образован посредством соединения наружного элемента, расположенного с вентральной стороны, и наружного элемента, расположенного с дорсальной стороны, с обеих сторон; и внутренний элемент, который имеет переднюю часть, присоединенную к той зоне наружного элемента, расположенного с вентральной стороны, которая является центральной в направлении ширины, и заднюю часть, присоединенную к той зоне наружного элемента, расположенного с дорсальной стороны, которая является центральной в направлении ширины, и проходит через промежностную часть носителя, при этом наружный элемент, расположенный с вентральной стороны, и наружный элемент, расположенный с дорсальной стороны, разделены при отсутствии их непрерывности со стороны промежности, при этом наружный элемент, расположенный с вентральной стороны, и наружный элемент, расположенный с дорсальной стороны, имеют внутренний слой и наружный слой, образованные загибанием листового материала со стороны талии, и упругие и эластичные элементы предусмотрены между внутренним слоем и наружным слоем, и в наружном элементе, расположенном с вентральной стороны, и в наружном элементе, расположенном с дорсальной стороны, как внутренний слой, так и наружный слой продолжаются до краев, расположенных со стороны промежности, один из наружного элемента, расположенного с вентральной стороны, и наружного элемента, расположенного с дорсальной стороны, имеет краевой листовой материал, расположенный между расположенной со стороны ног, краевой частью наружного слоя и внутренним слоем, краевой листовой материал и внутренний слой соединены вместе, и краевой листовой материал и наружный слой не соединены вместе в частях, отличных от обеих боковых сторон наружного элемента.
[0025]
(Действие и результат)
В соответствии с данной конфигурацией расположенные со стороны ног, краевые части наружного слоя выступают и имеют внешний вид, подобный оборке, в результате чего будут получены подгузники, пригодные, в частности, в качестве бумажных подгузников для девочек. Кроме того, расположенные со стороны ног края наружного элемента, расположенного с вентральной стороны, и наружного элемента, расположенного с дорсальной стороны, образованы без смещения в листовом материале, и их заворот будет маловероятен, в результате чего получают хорошую текстуру. Кроме того, краевой листовой материал и наружный слой не соединены вместе в частях, отличных от обеих боковых частей наружного элемента, в результате чего обеспечивается хорошая воздухопроницаемость в зонах с краевым листовым материалом.
[0026]
<Изобретение по пункту 11 формулы изобретения>
Одноразовый подгузник типа трусов, включающий в себя: наружный элемент, который образован посредством соединения наружного элемента, расположенного с вентральной стороны, и наружного элемента, расположенного с дорсальной стороны, с обеих сторон; и внутренний элемент, который имеет переднюю часть, присоединенную к той зоне наружного элемента, расположенного с вентральной стороны, которая является центральной в направлении ширины, и заднюю часть, присоединенную к той зоне наружного элемента, расположенного с дорсальной стороны, которая является центральной в направлении ширины, и проходит через промежностную часть носителя, при этом наружный элемент, расположенный с вентральной стороны, и наружный элемент, расположенный с дорсальной стороны, разделены при отсутствии их непрерывности со стороны промежности, при этом наружный элемент, расположенный с вентральной стороны, и наружный элемент, расположенный с дорсальной стороны, имеют внутренний слой и наружный слой, образованные загибанием листового материала со стороны талии, и упругие и эластичные элементы предусмотрены между внутренним слоем и наружным слоем, и в наружном элементе, расположенном с вентральной стороны, и в наружном элементе, расположенном с дорсальной стороны, как внутренний слой, так и наружный слой продолжаются до краев, расположенных со стороны промежности, один из наружного элемента, расположенного с вентральной стороны, и наружного элемента, расположенного с дорсальной стороны, имеет краевой листовой материал, предусмотренный на наружной поверхности расположенной со стороны ног, краевой части наружного слоя, краевой листовой материал присоединен к наружному элементу только в краевой части, расположенной со стороны промежности, и в обеих боковых частях наружного элемента, и, по меньшей мере, край, расположенный со стороны ног, образован из внутреннего слоя и наружного слоя.
[0027]
(Действие и результат)
В соответствии с данной конфигурацией часть между краевым листовым материалом и наружным слоем образована в качестве подобной карману части, открытой со стороны талии. Кроме того, расположенные со стороны ног края наружного элемента, расположенного с вентральной стороны, и наружного элемента, расположенного с дорсальной стороны, образованы без смещения в листовом материале, и их заворот будет маловероятен, в результате чего обеспечивается хорошая текстура. Кроме того, бóльшая часть части с перекрытием краевого листового материала и наружный слой не соединены вместе, в результате чего обеспечивается хорошая воздухопроницаемость в зоне с краевым листовым материалом.
Предпочтительные эффекты от изобретения
[0028]
Как описано выше, в соответствии с настоящим изобретением можно обеспечить преимущества, такие как обеспечение возможности изготовления на компактном и простом оборудовании при одновременном уменьшении образования морщин.
Краткое описание чертежей
[0029]
Фиг.1 представляет собой схематическое изображение в плане, описывающее последовательность изготовления;
фиг.2 представляет собой схематическое изображение в плане, описывающее последовательность изготовления;
фиг.3 представляет собой схематическое изображение в плане, описывающее последовательность изготовления;
фиг.4(а)-(f) представляют собой вертикальные сечения основных компонентов одноразового подгузника типа трусов;
фиг.5 представляет собой вид в плане внутренней стороны одноразового подгузника типа трусов в раскрытом состоянии;
фиг.6 представляет собой вид в плане наружной стороны одноразового подгузника типа трусов в раскрытом состоянии;
фиг.7 представляет собой вид в разрезе, выполненном по линии 3-3 на фиг.1;
фиг.8 представляет собой вид в разрезе, выполненном по линии 4-4 на фиг.1;
фиг.9 представляет собой вид в разрезе, выполненном по линии 5-5 на фиг.1;
фиг.10 представляет собой вид в разрезе только основных компонентов одноразового подгузника типа трусов с размерами;
фиг.11 представляет собой схематическое изображение в плане, описывающее последовательность изготовления; и
фиг.12 представляет собой схематическое изображение в плане, описывающее последовательность изготовления.
Описание вариантов осуществления
[0030]
Один вариант осуществления настоящего изобретения будет описан ниже подробно со ссылкой на сопровождающие чертежи.
<Пример способа изготовления одноразового подгузника типа трусов>
Фиг.1 и 2 иллюстрируют пример способа изготовления одноразового подгузника типа трусов. Производственная линия сформирована для поперечного потока с направлением ширины подгузника, параллельным направлению MD (направлению перемещения полуфабриката в машине или направлению потока на линии). На производственной линии образуют эластичную ленту 12f, расположенную с вентральной стороны, которая должна стать наружным элементом 12F, расположенным с вентральной стороны, и эластичную ленту 12b, расположенную с дорсальной стороны, которая должна стать наружным элементом 12В, расположенным с дорсальной стороны, и внутренний элемент 200, изготовленный на другой линии, прикрепляют к эластичной ленте 12f, расположенной с вентральной стороны, и к эластичной ленте 12b, расположенной с дорсальной стороны. Для обеспечения легкости понимания элементы, непрерывные в производственном процессе, обозначены теми же ссылочными позициями, что и ссылочные позиции элементов после изготовления.
[0031]
В частности, производственная линия имеет этап 301 прикрепления упругих элементов, этап 302 разрезания упругих элементов, этап 303 выполнения центрального разреза, этап 304 вырезания отверстий для ног и разделения, этап 305 прикрепления внутреннего элемента, этап 306 складывания, этап 307 соединения боковых частей и этап 308 отрезки. Среди данных этапов этап 301 прикрепления упругих элементов является в основном в большей степени отличающимся по сравнению с обычным способом изготовления.
[0032]
В частности, на этапе 301 прикрепления упругих элементов во время перемещения лентообразного непрерывного листового материала 12S с заданной шириной в направлении, в котором он является непрерывным, большое число упругих и эластичных элементов 15-18 подают в состоянии, в котором они растянуты в направлении MD, с интервалом в направлении CD между ними в части 12с листового материала 12S, промежуточной в направлении CD, для придания эластичности наружному элементу 12F, расположенному с вентральной стороны, и наружному элементу 12В, расположенному с дорсальной стороны, части 12r листового материала 12S, расположенные с одной стороны и с другой стороны части 12с, промежуточной в направлении CD, загибают к той стороне части 12с, промежуточной в направлении CD, на которой имеются упругие и эластичные элементы 15-18, упругие и эластичные элементы 15-18 зажимают и фиксируют между загнутыми частями 12r и частью 12с, промежуточной в направлении CD, и загнутые части 12r и часть 12с, промежуточную в направлении CD, соединяют вместе для образования полосообразной непрерывной эластичной ленты.
[0033]
На этапе 301 прикрепления упругих элементов листовой материал 12S загибают так, что части 12r, расположенные с одной стороны и с другой стороны в направлении CD относительно части 12с листового материала 12S, промежуточной в направлении CD, загибают к той стороне части 12с листового материала, промежуточной в направлении CD, на которой имеются упругие и эластичные элементы 15-18 (так называемое C-образное складывание). Соответственно, ширина при загибании листового материала 12S будет существенно меньше, оборудование для загибания (sailor) может быть выполнено компактным, и лист материала может быть легко загнут/сложен аккуратно и без морщин. Кроме того, как видно из состояния изделия, описанного позднее, оба расположенных со стороны талии края наружного элемента 12F, расположенного с вентральной стороны, и наружного элемента 12В, расположенного с дорсальной стороны, образуют сгибы в листовом материале 12S для получения отличных текстуры и внешнего вида подгузника в зоне края со стороны талии.
[0034]
Листовой материал 12S может быть загнут таким образом, что загнутая часть 12r, расположенная с одной стороны в направлении CD, и загнутая часть 12r, расположенная с другой стороны в направлении CD, будут разделены в направлении CD для образования разделяющей части 12d, как проиллюстрировано на фиг.1, или таким образом, что конец загнутой части 12r, расположенной с одной стороны в направлении CD, и конец загнутой части 12r, расположенной с другой стороны в направлении CD, будут перекрываться для образования трехслойной части 12k, как проиллюстрировано на фиг.4(d)-4(f) и 12.
[0035]
Упругие и эластичные элементы 15-18 могут быть зафиксированы посредством нанесения термоплавкого адгезива на наружные поверхности упругих и эластичных элементов 15-18 и приклеивания посредством адгезива к листовому материалу 12S или посредством нанесения термоплавкого адгезива на листовой материал 12S и зажима упругих и эластичных элементов 15-18 в листовом материале 12S. Упругие и эластичные элементы 15-18 могут быть прикреплены на всей протяженности в продольном направлении к листовому материалу 12S или могут быть прикреплены только на обоих концах, определяемых в направлении ширины, в каждом отдельном подгузнике.
[0036]
Загнутые части 12r и часть 12с листового материала 12S, промежуточная в направлении CD, могут быть соединены вместе посредством термоплавкого адгезива или средства сварки, такой как термосварка или ультразвуковая сварка. Отсутствует какое-либо особое ограничение в отношении конфигурации соединения, и загнутые части 12r и часть 12с, промежуточная в направлении CD, могут быть непрерывно соединены как в направлении MD, так и в направлении CD. Загнутые части 12r и часть 12с, промежуточная в направлении CD, предпочтительно соединены прерывисто в, по меньшей мере, любом одном из направления MD и направления CD для повышения воздухопроницаемости и гибкости. Например, в случае соединения посредством термоплавкого адгезива части могут быть соединены при произвольном рисунке нанесения адгезива при использовании любого из различных общеизвестных способов нанесения, таких как нанесение покрытия посредством щелевой головки для нанесения на поверхность без зазора, нанесение покрытия в виде спиралей и нанесения покрытия наливом для нанесения на поверхность с зазорами. Кроме того, листовой материал 12S может быть соединен вместе посредством термоплавкого адгезива, нанесенного на наружные поверхности упругих и эластичных элементов 15-18, как описано выше. Фиксация упругих и эластичных элементов 15-18 и присоединение загнутых частей листового материала 12S могут выполняться в одном и том же месте и с использованием одних и тех же средств фиксации или могут выполняться в разных местах при использовании одинаковых или разных средств фиксации.
[0037]
Сформированную таким образом, эластичную ленту при необходимости подвергают этапу 302 разрезания упругих элементов перед этапом 303 разрезания для образования центрального разреза, описанным позднее, таким образом, чтобы каждая часть СТ упругих и эластичных элементов 15-18 в зоне, которая должна стать эластичной лентой 12b, расположенной с вентральной стороны, и в зоне, которая должна стать эластичной лентой 12f, расположенной с дорсальной стороны, (например, в неполной или полной части, перекрывающей внутренний элемент 200, описанный позднее) была разделена на мелкие части с интервалом в направлении MD таким способом, как резка или горячее тиснение. Соответственно, растягивающее усилие, создаваемое упругими и эластичными элементами 15-18, не будет действовать в частях СТ. Разделение может быть выполнено после этапа 303 разрезания для образования центрального разреза, как проиллюстрировано на фиг.11. Тем не менее, в этом случае существует вероятность того, что определяемые в направлении MD места расположения зон разделения в эластичной ленте 12b, расположенной с дорсальной стороны, и эластичной ленте 12f, расположенной с вентральной стороны, будут смещены друг относительно друга, и размер оборудования для разделения будет увеличен. Соответственно разделение предпочтительно выполняют перед этапом 303 разрезания для образования центрального разреза. Этап 302 разрезания упругих элементов может быть исключен.
[0038]
После этого на этапе 303 разрезания для образования центрального разреза эластичную ленту разрезают посредством устройства для продольной резки в заданном месте SL, центральном в направлении CD, для разделения эластичной ленты на эластичную ленту 12b, расположенную с дорсальной стороны, и эластичную ленту 12f, расположенную с вентральной стороны, и интервал в направлении CD между эластичной лентой 12b, расположенной с дорсальной стороны, и эластичной лентой 12f, расположенной с вентральной стороны, увеличивают до заданного расстояния. Место SL расположения разреза может находиться в центре эластичной ленты, определяемом в направлении ширины, или может быть смещено к вентральной стороне или к дорсальной стороне в эластичной ленте. Тем не менее, как в случае обычных одноразовых подгузников типа трусов, место SL расположения разреза предпочтительно смещено к вентральной стороне, так что эластичная лента 12b, расположенная с дорсальной стороны, будет более широкой, чем эластичная лента 12f, расположенная с вентральной стороны. В частности, когда место SL расположения разреза находится в заданном месте, центральном в направлении CD, в двухслойной части, в которой загнутая часть и незагнутая часть листового материала 12S перекрываются, как проиллюстрировано на фиг.3 и 11, или когда место SL расположения разреза находится в заданном месте, центральном в направлении CD, в трехслойной части 12k, образованной посредством перекрытия конца загнутой части 12r, расположенной с одной стороны в направлении CD, и конца загнутой части 12r, расположенной с другой стороны в направлении CD, как проиллюстрировано на фиг.12, число слоев в листовом материале 12S в месте, включающем в себя место SL расположения разреза, является большим. Соответственно, часть, подлежащая разрезанию, будет иметь более высокую жесткость, легче подвергается разрезанию (меньше вероятность возникновения смещения во время разрезания) и имеет более высокую устойчивость в процессе обработки. Кроме того, когда листовой материал 12S перекрывается и соединен вместе посредством термоплавкого адгезива или тому подобного в месте, включающем в себя место SL расположения разреза, и конфигурация соединения представляет собой конфигурацию соединения, образуемого от края до края места SL расположения разреза (например, конфигурацию нанесения при сплошном нанесении покрытия, нанесении покрытия наливом, поверхностном нанесении или спиральном нанесении), листовой материал 12S еще легче подвергается разрезанию и имеет более высокую устойчивость в процессе обработке, поскольку никакого смещения не происходит в листовом материале 12S во время разрезания.
[0039]
После этапа 303 разрезания для образования центрального разреза этап 304 вырезания отверстий для ног и разделения выполняют для обрезки расположенного со стороны центра в направлении CD, концевого края (который должен стать краями отверстий LO для ног), по меньшей мере, одной из эластичной ленты 12b, расположенной с дорсальной стороны, и эластичной ленты 12f, расположенной с вентральной стороны (эластичной ленты 12b, расположенной с дорсальной стороны, в проиллюстрированном варианте) в месте LG вырезания с частично или полностью криволинейной формой. В отрезаемой части листовой материал 12S может включать в себя однослойную разделяющую часть 12d, как проиллюстрировано на фиг.1. Однако, когда концевая часть, центральная в направлении CD и включающая в себя отрезаемую часть, расположена в зоне, в которой листовой материал 12 включает в себя множество слоев (не включает в себя однослойную разделяющую часть), и вырезание выполняют для образования краев отверстий для ног с криволинейной формой в пределах данной зоны, как проиллюстрировано на фиг.3 и 11, число слоев в листовом материале 12S в месте, включающем в себя место LG вырезания, является большим, и листовой материал 12S соединен вместе на этапе 301 прикрепления упругих элементов. Соответственно, часть, подлежащая вырезанию, имеет более высокую жесткость, легче подвергается вырезанию (меньше вероятность возникновения смещения во время вырезания) и имеет более высокую устойчивость в процессе обработки. В частности, в том случае, когда место, включающее в себя место SL расположения разреза, присоединено при конфигурации соединения, выполненного от края до края места SL расположения разреза, при «столкновении» ножа с местом SL расположения разреза на первой стадии разрезания (на пересечении места SL расположения разреза и места LG вырезания) никакого смещения не происходит в листовом материале 12S, и часть, подлежащая вырезанию, еще легче подвергается вырезанию и имеет более высокую стабильность в процессе обработки. Этап 304 вырезания отверстий для ног и разделения может быть выполнен в любой момент времени между этапом 303 разрезания для образования центрального разреза и этапом 308 отрезки. Для полного устранения потерь, связанных с обрезками, этап 304 вырезания отверстий для ног и разделения может быть исключен.
[0040]
После этого на этапе 305 прикрепления внутреннего элемента внутренний элемент 200, изготовленный заранее на другой линии, подают с заданными интервалами в направлении MD. Переднюю часть внутреннего элемента 200 присоединяют к эластичной ленте 12f, расположенной с вентральной стороны, и заднюю часть внутреннего элемента 200 соответственно присоединяют к эластичной ленте 12b, расположенной с дорсальной стороны, чтобы тем самым образовать внутренний присоединенный элемент. Данные операции присоединения могут быть выполнены с помощью соответствующих средств, таких как термоплавкий адгезив или термосварка. Кроме того, внутренний элемент 200 может быть подан при образовании его в виде законченного элемента на другой линии или при его комплектовании на эластичных элементах 12f и 12b после его образования в виде множества компонентов на других линиях.
[0041]
После этого на этапе 306 складывания выполняют сгибание внутреннего присоединенного элемента в центре в направлении CD так, чтобы та поверхность эластичной ленты 12f, расположенной с вентральной стороны, к которой прикреплен внутренний элемент 200, и та поверхность эластичной ленты 12b, расположенной с дорсальной стороны, к которой прикреплен внутренний элемент 200, перекрывались. После этого на этапе 307 соединения боковых частей эластичную ленту 12f, расположенную с вентральной стороны, и эластичную ленту 12b, расположенную с дорсальной стороны, соединяют в обеих боковых частях отдельного подгузника для образования частей 12А с боковыми швами. На этапе отрезки 308 эластичную ленту 12f, расположенную с вентральной стороны, и эластичную ленту 12b, расположенную с дорсальной стороны, разрезают на границах каждого отдельного подгузника, в результате чего получают каждый отдельный подгузник DP. Этап 307 соединения боковых частей и этап 308 отрезки могут выполняться одновременно. Когда эластичная лента 12f, расположенная с вентральной стороны, и эластичная лента 12b, расположенная с дорсальной стороны, не имеют идентичной ширины, части 12А с боковыми швами могут быть образованы только в части с перекрытием обеих эластичных лент 12f и 12b или могут быть образованы в части с перекрытием и «избыточной» части, которая образуется на более широкой ленте.
[0042]
Фиг.4(а)-4(f) иллюстрируют примеры структуры наружных элементов 12F и 12В, которые могут быть получены посредством вышеуказанного способа изготовления. Фиг.4(а) показывает вариант, описанный в абзаце 0037 патентного документа 1.
[0043]
Первый вариант получают способом, описанным со ссылкой на фиг.1. При образовании эластичных лент части 12r в листовом материале 12S, расположенные с одной стороны и с другой стороны в направлении CD, загибают так, чтобы загнутая часть 12r, расположенная с одной стороны в направлении CD, и загнутая часть 12r, расположенная с другой стороны в направлении CD, были отделены друг от друга в направлении CD. Следовательно, как проиллюстрировано на фиг.4(b), в разделяющей части 12d между загнутыми частями 12r, по меньшей мере, часть, по меньшей мере, одного из наружного элемента 12F, расположенного с вентральной стороны, и наружного элемента 12В, расположенного с дорсальной стороны, будет образована из однослойного листового материала 12S, и разделяющая часть 12d обеспечивает повышение воздухопроницаемости и гибкости.
[0044]
Во втором варианте, как проиллюстрировано на фиг.3, место расположения разделяющей части 12d между загнутыми частями 12r смещено к одной стороне в направлении CD (к вентральной стороне или к дорсальной стороне подгузника и к дорсальной стороне в проиллюстрированном примере) относительно места SL расположения разреза на этапе 303 разрезания для образования центрального разреза. В этом случае, как проиллюстрировано на фиг.4(с), расположенные со стороны ног края как наружного элемента 12F, расположенного с вентральной стороны, так и наружного элемента 12В, расположенного с дорсальной стороны, представляют собой полученные вырезанием края двухслойной структуры, что обеспечивает преимущество, заключающееся в том, что вероятность возникновения отделения слоев друг от друга и заворота слоев будет мала.
[0045]
Третий вариант представляет собой модификацию второго варианта. В соответствии с процессом изготовления, проиллюстрированным на фиг.3, при образовании эластичных лент конец загнутой части 12r, расположенной с одной стороны в направлении CD, и конец загнутой части 12r, расположенной с другой стороны в направлении CD, перекрываются для образования части 12w с перекрытием, как проиллюстрировано на фиг.4(d). При перекрытии концов загнутых частей 12r, как описано выше, число уступов на концах уменьшается, в результате чего улучшается внешний вид. Кроме того, существует возможность избежания снижения прочности, вызываемого образованием части наружных элементов 12F и 12В из однослойного листового материала 12S.
[0046]
В первом - третьем вариантах загнутые части 12r размещают внутри подгузника при образовании эластичных лент. Соответственно, когда загнутые части 12r перекрываются на концах с прилеганием друг к другу или на расстоянии друг от друга, уступы, швы или клапаны образуются в зоне загнутых частей 12r. Однако при размещении загнутых частей 12r внутри подгузника загнутые части 12r будут менее заметны при рассмотрении внешнего вида. Тем не менее, в том случае, когда образуется часть 12w с перекрытием, проиллюстрированная на фиг.4(d), в отличие от проиллюстрированного примера образование части 12w с перекрытием так, чтобы свободный край части 12w с перекрытием был обращен к стороне промежности, было бы предпочтительным, поскольку свободный край части 12w с перекрытием не окажется захваченным в пальцах ног носителя, когда носитель будет надевать подгузник.
[0047]
В четвертом варианте, в отличие от первого - третьего вариантов, загнутые части 12r размещают с наружной стороны подгузника при образовании эластичных лент, как проиллюстрировано на фиг.4(е). Это обеспечивает возможность использования уступов, швов или клапанов, образуемых загнутыми частями 12r, для улучшения внешнего вида в качестве элементов, акцентирующих внимание на внешнем виде. Например, как в пятом варианте, проиллюстрированном на фиг.4(f), при выполнении наружного края части 12w с перекрытием в виде свободного края, не соединенного с внутренним краем данной части, наружный край части 12w с перекрытием будет обращен к ногам и будет способен свободно перемещаться подобно оборкам. Несмотря на то, что это не проиллюстрировано подробно, обращенная к ногам сторона части 12w с перекрытием на фиг.4(f) расположена на расположенном со стороны ног крае наружного элемента 12В, расположенного с дорсальной стороны. Соответственно, когда части 12А с боковыми швами образуются только в части с перекрытием между обеими эластичными лентами, по меньшей мере, часть обращенной к ногам стороны части 12w с перекрытием не будет присоединена к наружному элементу 12В, расположенному с дорсальной стороны, посредством частей 12А с боковыми швами, и, следовательно, степень свободы края части 12w с перекрытием увеличивается для дополнительного улучшения внешнего вида. Альтернативно, хотя это не проиллюстрировано, при выполнении части 12w с перекрытием в наружном элементе 12А, расположенном с вентральной стороны, (или наружном элементе 12В, расположенном с дорсальной стороны) и образовании части 12w с перекрытием так, чтобы наружный край был обращен к стороне талии, подобная карману часть может быть образована посредством части 12w с перекрытием. В этом случае часть 12w с перекрытием будет почти полностью соединена посредством частей 12А с боковыми швами, и, следовательно, часть 12w с перекрытием не теряет функции кармана.
[0048]
Когда часть 12w с перекрытием выполнена так, как в третьем и четвертом вариантах, часть 12w с перекрытием представляет собой толстую часть с высокой жесткостью. Следовательно, когда часть 12w с перекрытием выполнена с упругими и эластичными элементами 15-18 и средствами фиксации, предназначенными для них, (термоплавким адгезивом или тому подобным), воздухопроницаемость и гибкость части 12w с перекрытием снижаются. Соответственно, также предпочтительно, чтобы зона, частично или полностью соответствующая части 12w с перекрытием в листовом материале 12S, была выполнена без упругих и эластичных элементов 15-18 и средств фиксации, предназначенных для них, (термоплавкого адгезива или тому подобного) или средств соединения (термоплавкого адгезива или тому подобного), предназначенных для листового материала 12S, для повышения воздухонепроницаемости и гибкости. Единственный слой, образующий часть 12w с перекрытием в листовом материале 12S, может быть предусмотрен без упругих и эластичных элементов 15-18 и средств фиксации, предназначенных для них, (термоплавкого адгезива или тому подобного) или средств соединения (термоплавкого адгезива или тому подобного), предназначенных для листового материала 12S. Тем не менее, в частности, предпочтительно, если все слои наружных элементов 12F и 12В, образующие часть 12w с перекрытием, предусмотрены без упругих и эластичных элементов и средств фиксации, предназначенных для них, или средств соединения, предназначенных для листового материала. Даже в том случае, когда часть с перекрытием образована таким способом, слои в наружных элементах 12F и 12В могут быть соединены друг с другом, по меньшей мере, посредством частей 12А с боковыми швами. Соответственно, существует возможность повышения воздухопроницаемости и гибкости части 12w с перекрытием без существенного снижения прочности.
[0049]
Упругие и эластичные элементы 15-18 и средства, предназначенные для их фиксации, и средства, предназначенные для соединения загнутых частей 12r и части 12с, промежуточной в направлении CD, связаны с воздухопроницаемостью и гибкостью. Соответственно, листовой материал 12S предпочтительно соединен с прерывистым рисунком в, по меньшей мере, одном из направления MD и направления CD. Однако в случае соединения листового материала 12S с прерывистым рисунком в направлении CD, когда место SL расположения разреза на этапе 303 разрезания для образования центрального разреза находится вне места соединения листового материала 12S, существует вероятность того, что расположенные со стороны ног края наружного элемента 12F, расположенного с вентральной стороны, и наружного элемента 12В, расположенного с дорсальной стороны, будут смещены или подвергнутся завороту в листовом материале 12S, что может привести к ухудшению текстуры. Соответственно, во время разрезания эластичных лент эластичные ленты предпочтительно разрезают в месте, проходящем через место соединения загнутых частей и части 12с, промежуточной в направлении CD. Соответственно, расположенные со стороны ног края наружного элемента 12F, расположенного с вентральной стороны, и наружного элемента 12В, расположенного с дорсальной стороны, образуются без смещения в листовом материале 12S и их заворот будет маловероятен, в результате чего обеспечивается хорошая текстура.
[0050]
<Один пример одноразового подгузника типа трусов>
Далее будет описан конкретный пример одноразового подгузника типа трусов.
Фиг.5-10 иллюстрируют один пример одноразового подгузника типа трусов. В данном одноразовом подгузнике типа трусов оба боковых края расположенного с вентральной стороны, наружного элемента 12F, определяемые в направлении ширины, и оба боковых края расположенного с дорсальной стороны, наружного элемента 12В, определяемые в направлении ширины, соединены вдоль вертикального направления посредством термосварки, ультразвуковой сварки или тому подобного для образования имеющих цилиндрическую форму, наружных элементов 12F и 12В. Кроме того, на наружных элементах 12F и 12В передняя концевая часть внутреннего элемента 200 присоединена посредством термоплавкого адгезива или тому подобного к внутренней поверхности той части наружного элемента 12F, расположенного с вентральной стороны, которая является центральной в направлении ширины, и задняя концевая часть внутреннего элемента 200 присоединена посредством термоплавкого адгезива или тому подобного к внутренней поверхности той части наружного элемента 12В, расположенного с дорсальной стороны, которая является центральной в направлении ширины. Ссылочная позиция 12А обозначает соединенную часть (часть с боковым швом) наружного элемента 12F, расположенного с вентральной стороны, и наружного элемента 12В, расположенного с дорсальной стороны. Кроме того, ссылочная позиция Y обозначает полную длину (длину по вертикали от края отверстия для талии в передней панели F до края отверстия для талии в задней панели В) подгузника в раскрытом состоянии, и ссылочная позиция X обозначает полную ширину подгузника в раскрытом состоянии.
[0051]
Внутренний элемент 200 представляет собой часть, впитывающую и удерживающую выделения, такие как моча, и наружные элементы 12F и 12В представляют собой части, предназначенные для обеспечения опоры для внутреннего элемента 200 на теле носителя. Изображения, показанные точками на чертежах, показывают термоплавкий адгезив для соединения составляющих элементов. Альтернативно, элементы могут быть соединены посредством процесса сварки (термосварки или ультразвуковой сварки). Термоплавкий адгезив может быть нанесен в виде сплошного покрытия, капель, полос, вершин или нанесения покрытия в виде спиралей. Вместо этого или в дополнение к этому для фиксации упругих и эластичных элементов термоплавкий адгезив может быть нанесен на наружную периферийную поверхность упругих и эластичных элементов посредством распылительного устройства с гребенчатой насадкой или средства нанесения Sure-Wrap.
[0052]
Верхнее отверстие наружных элементов 12F и 12В образует отверстие для талии, через которое проходит талия носителя. Части, соответственно окруженные нижними краями наружных элементов 12F и 12В и боковыми краями внутреннего элемента 200 с обеих боковых сторон внутреннего элемента 200 в направлении ширины, образуют отверстия для ног, через которые проходят ноги носителя. При удаленных соответствующих сваренных частях 12А и раскрытых наружных элементах 12F и 12В внутренний элемент 200 имеет часть с более узкой формой, промежуточную в направлении вперед-назад, как проиллюстрировано на фиг.1 и 2. Внутренний элемент 200 проходит от дорсальной стороны к вентральной стороне, проходя через промежностную часть и закрывая ее. Внутренний элемент 200 представляет собой часть, принимающую и впитывающую выделения и удерживающую жидкость из них, и наружные элементы 12F и 12В представляют собой части, предназначенные для удерживания внутреннего элемента 200 на носителе.
[0053]
(Внутренний элемент)
Внутренний элемент 200 может быть образован с любой формой, несмотря на то, что он является прямоугольным в проиллюстрированном варианте. Внутренний элемент 200 представляет собой основную часть с функцией впитывания, которая включает в себя верхний лист 30 на стороне, обращенной к телу носителя, не проницаемый для жидкостей лист 11 и впитывающий элемент 50, расположенный между данными листами, как проиллюстрировано на фиг.7-9. Ссылочная позиция 40 обозначает межслойный лист (второй лист), предусмотренный между верхним листом 30 и впитывающим элементом 50 для обеспечения быстрого перемещения жидкости, прошедшей через верхний лист 30, во впитывающий элемент 50 и для предотвращения обратного потока. Ссылочная позиция 60 обозначает трехмерные сборки 60, поднимающиеся от обеих сторон внутреннего элемента 200 по направлению к телу носителя для предотвращения вытекания выделений с обеих сторон внутреннего элемента 200.
[0054]
(Верхний лист)
Верхний лист 30 является проницаемым для жидкости и может представлять собой, например, пористый или непористый нетканый материал или пористый пластиковый лист. Отсутствует какое-либо особое ограничение в отношении исходных волокон для нетканого материала. Например, исходные волокна могут представлять собой синтетические волокна на основе олефина, такие как полиэтиленовые и полипропиленовые, полиэфирные или полиамидные, репродуцированные волокна из вискозы, «купры» или тому подобного, натуральные волокна из хлопка или тому подобного и смешанные волокна или многокомпонентные волокна из двух или более из вышеуказанных волокон. Нетканый материал может быть получен посредством любого способа обработки. Способ обработки может представлять собой любой из публично известных способов, например, такой как гидроперепутывание, фильерный способ получения нетканого материала, термоскрепление, аэродинамический способ получения нетканого материала из расплава, иглопробивание, обработка пропусканием воздуха насквозь и точечное скрепление. Для обеспечения гибкости и драпируемости предпочтительны фильерный способ получения нетканого материала и гидроперепутывание. Для обеспечения объемности и мягкости предпочтительны обработка пропусканием воздуха насквозь, точечное скрепление и термоскрепление.
[0055]
Верхний лист 30 может состоять из одного листа или из многослойного листа, полученного скреплением двух или более листов друг с другом. Аналогичным образом, верхний лист 30 может состоять из одного листа или из двух или более листов в направлении в плоскости.
[0056]
В случае выполнения трехмерных сборок 60 предпочтительно, чтобы обе стороны верхнего листа 30 проходили до задней стороны впитывающего элемента 50 между не проницаемым для жидкостей листом 11 и трехмерными сборками 60 и были приклеены к не проницаемому для жидкостей листу 11 и трехмерным сборкам 60 посредством термоплавкого адгезива или тому подобного для предотвращения проникновения жидкости.
[0057]
(Межслойный лист)
Для обеспечения быстрого перемещения жидкости, прошедшей через верхний лист 30, во впитывающий компонент может быть предусмотрен межслойный лист (также называемый «вторым листом») 40, имеющий более высокую скорость пропускания жидкости по сравнению с верхним листом 30. Межслойный лист 40 может обеспечить не только быстрое перемещение жидкости во впитывающий компонент при улучшении характеристики впитывания, обеспечиваемой впитывающим компонентом, но также и предотвращение явления «обратного потока» впитанной жидкости из впитывающего компонента для поддержания верхнего листа 30 в сухом состоянии в любое время. Межслойный лист 40 может быть не предусмотрен.
[0058]
Межслойный лист 40 может быть выполнен, например, из того же материала, что и материал для верхнего листа 30, или из нетканого материала, полученного гидроперепутыванием, нетканого материала фильерного способа производства, нетканого материала со структурой SMS (SMS - слой (S) из нетканого материала фильерного способа производства - слой (М) из нетканого материала, полученного аэродинамическим способом из расплава, - слой (S) из нетканого материала фильерного способа производства) или из нетканого материала из целлюлозных волокон, или из листа из смеси целлюлозных и вискозных волокон, нетканого материала, полученного точечным скреплением, или из крепированной бумаги. В частности, нетканый материал, полученный способом с пропусканием воздуха насквозь, является предпочтительным вследствие его объемности. В нетканом материале, полученном способом с пропусканием воздуха насквозь, предпочтительно используются многокомпонентные волокна со структурой с ядром и оболочкой. Приемлемой смолой для ядра является полипропилен (ПП), но предпочтителен сложный полиэфир (ПЭТ) с высокой жесткостью. Поверхностная плотность волокон предпочтительно составляет 20-80 г/м2, более предпочтительно - 25-60 г/м2. Тонина исходных волокон для нетканого материала предпочтительно составляет 2,2-10 дтекс. Для увеличения объемности нетканого материала все или некоторые многокомпонентные волокна из исходных волокон предпочтительно представляют собой волокна с эксцентрической структурой с ядрами, расположенными не в центре, полые волокна или полые волокна с эксцентрической структурой.
[0059]
Межслойный лист 40 в проиллюстрированном варианте сцентрирован на впитывающем компоненте 56 и является более узким, чем впитывающий компонент 56, в направлении ширины. Альтернативно, межслойный лист 40 может быть предусмотрен на всей ширине впитывающего компонента 56. Межслойный лист 40 может иметь такую же длину, как впитывающий компонент 56, или может быть более коротким, чем впитывающий компонент 56, и находиться в пределах центральной зоны для приема жидкости.
[0060]
(Не проницаемый для жидкостей лист)
Отсутствует какое-либо особое ограничение в отношении материала для листа 11, не проницаемого для жидкостей. Например, не проницаемый для жидкостей лист 11 может представлять собой пластиковую пленку, выполненную из смолы на основе олефинов, таких как полиэтилен и полипропилен, многослойный нетканый материал с пластиковой пленкой на поверхности нетканого материала, многослойный лист, в котором нетканый материал и тому подобное наложены на пластиковую пленку. Не проницаемый для жидкостей лист 11 предпочтительно выполнен из не проницаемого для жидкостей и влагопроницаемого материала, который использовался в последние годы с положительными результатами с точки зрения предотвращения затхлости. В качестве широко используемой влагопроницаемой пластиковой пленки имеется микропористая пластиковая пленка, которая получена расплавлением и вмешиванием неорганического наполнителя в смолу на основе олефинов, таких как полиэтилен и полипропилен, для образования листа и последующим удлинением листа в направлении одной оси или двух осей. Кроме того, не проницаемый для жидкостей лист 11 может представлять собой нетканый материал из волокон микроденье или может представлять собой не проницаемый для жидкостей лист, который образован без использования пластиковой пленки, за счет повышения герметичности при уменьшении размера зазоров между волокнами посредством подвода тепла или приложения давления или за счет нанесения на лист покрытия из смолы с высокой способностью к впитыванию воды, из гидрофобной смолы или водоотталкивающего средства.
[0061]
Для повышения герметичности не проницаемый для жидкостей лист 11 предпочтительно выступает за обе стороны впитывающего элемента 50 до обеих сторон впитывающего элемента 50, расположенных со стороны верхнего листа 30. Соответствующая ширина выступающей части составляет приблизительно 5-20 мм с каждой из правой и левой сторон.
[0062]
Индикатор выделений, изменяющий цвет при впитывании жидкости, может быть предусмотрен с внутренней стороны листа 11, не проницаемого для жидкостей, в частности, на боковой поверхности впитывающего компонента 56.
[0063]
(Трехмерные сборки)
Трехмерные сборки 60 представляют собой лентообразные элементы, проходящие на всей длине вдоль обеих сторон внутреннего элемента 200 в направлении вперед-назад. Трехмерные сборки 60 выполнены для того, чтобы остановить воду или жидкий стул, перемещающиеся в боковом направлении по верхнему листу 30, для предотвращения вытекания жидкости в боковом направлении. В данном варианте осуществления трехмерные сборки 60 «стоят» на боковых сторонах внутреннего элемента 200. Каждая из трехмерных сборок 60 «стоит» с наклоном по направлению к части, центральной в направлении ширины, в базовой части и «стоит» с наклоном по направлению к стороне, наружной в направлении ширины, от промежуточной части до переднего края.
[0064]
В частности, каждая из трехмерных сборок 60 образована так, что лентообразный лист 62 для сборок, имеющий такую же длину, как длина внутреннего элемента 200 в направлении вперед-назад, сложен вдвое в направлении ширины, и множество удлиненных упругих и эластичных элементов 63 зафиксированы в растянутом состоянии вдоль продольного направления с интервалом между ними в направлении ширины между листами, в сложенной части и вблизи нее. Базовые части (концы, противоположные по отношению к сложенной/загнутой части в направлении ширины) трехмерных сборок 60, расположенные противоположно по отношению к передним краевым частям, образуют части 65 для прикрепления, прикрепленные к поверхности нижней стороны внутреннего элемента 200 у боковых краев. Части трехмерных сборок 60, отличные от частей 65 для прикрепления, образуют выступы 66 (сложенные/загнутые части), которые выступают от частей 65 для прикрепления. Кроме того, выступы 66 включают в себя базовые части со стороны, центральной в направлении ширины, и краевые части, которые загнуты от краев базовых частей наружу в направлении ширины. Несмотря на то, что в данном варианте используются трехмерные сборки такого типа, которые предусматривают касание по поверхности, также могут быть использованы трехмерные сборки (непроиллюстрированные) такого типа, которые предусматривают касание по линии и которые не загнуты наружу в направлении ширины. Таким образом, в то время как оба конца выступов 66, определяемые в направлении вперед-назад, представляют собой передние/задние закрепленные части 67, которые прикреплены к боковым поверхностям верхнего листа 30 в «лежачем» состоянии посредством термоплавкого адгезива или термосварки, промежуточные части, расположенные между ними, представляют собой незакрепленные свободные части, к которым удлиненные упругие и эластичные элементы 63 прикреплены в состоянии, в котором они растянуты вдоль направления вперед-назад.
[0065]
Лист 62 для сборок может быть предпочтительно образован при применении водоотталкивающей обработки силиконом или тому подобным в случае необходимости для гибкого нетканого материала, обладающего отличной однородностью и маскирующей способностью, такого как нетканый материал, полученный фильерным способом производства (со структурой SS (из двух слоев, полученных фильерным способом производства, SSS (из трех слоев, полученных фильерным способом производства) или тому подобной), нетканый материал со структурой SMS (со структурой SMS (слой (S), полученный фильерным способом производства, - слой (М), полученный аэродинамическим способом из расплава, - слой (S), полученный фильерным способом производства), SSMMS (слой (S), полученный фильерным способом производства, - слой (S), полученный фильерным способом производства, - слой (М), полученный аэродинамическим способом из расплава, - слой (М), полученный аэродинамическим способом из расплава, - слой (S), полученный фильерным способом производства) или тому подобной) и нетканый материал, полученный аэродинамическим способом из расплава. Поверхностная плотность волокон предпочтительно составляет приблизительно 10-30 г/м2. Удлиненные упругие и эластичные элементы 63 могут представлять собой резиновые нити или тому подобное. В случае использования резиновых нитей из спандекса тонина нитей предпочтительно составляет 470-1240 дтекс, более предпочтительно 620-940 дтекс. Степень растяжения нитей во время прикрепления предпочтительно составляет 150-350%, более предпочтительно - 200-300%. Кроме того, водонепроницаемая пленка 64 может быть расположена внутри листа для сборок, сложенного вдвое, как проиллюстрировано на чертеже.
[0066]
Число удлиненных упругих и эластичных элементов 63, предусмотренных в свободных частях трехмерных сборок 60, предпочтительно составляет от двух до шести, в частности, от трех до пяти. Интервал 60d при размещении составляет соответственно 3-10 мм. В соответствии с данной конфигурацией подгузник скорее всего будет касаться кожи поверхностью посредством размещенных в определенном порядке, удлиненных упругих и эластичных элементов 63. Удлиненные упругие и эластичные элементы 63 могут быть размещены не только в краевых частях, но также в базовых частях.
[0067]
Предназначенные для прикрепления части 65 трехмерных сборок 60 могут быть прикреплены к соответствующим элементам во внутреннем элементе 200, таким как верхний лист 30, не проницаемый для жидкостей лист 11 и впитывающий элемент 50.
[0068]
В трехмерных сборках 60, выполненных с такой конфигурацией, стягивающее усилие, создаваемое удлиненными упругими и эластичными элементами 63, действует для приближения обеих частей, концевых в направлении вперед-назад, друг к другу. Обе части выступов 66, концевые в направлении вперед-назад, закреплены так, чтобы они не стояли, в то время как средние части между обоими концами выступов 66 представляют собой незакрепленные свободные части. Соответственно, только свободные части стоят для касания тела носителя, как проиллюстрировано на фиг.7. В частности, когда части 65 для прикрепления расположены на задней поверхности внутреннего элемента 200, трехмерные сборки 60 стоят и расходятся наружу в направлении ширины в промежностной части и вблизи нее. Соответственно, трехмерные сборки 60 вводятся в поверхностный контакт вокруг ног для обеспечения улучшенного прилегания.
[0069]
Размеры трехмерных сборок 60 могут быть выбраны соответствующим образом. Тем не менее, в случае одноразового подгузника для младенцев высота W6 в стоячем положении (ширина выступов 66 в раскрытом состоянии) предпочтительно составляет 15-60 мм, в частности, 20-40 мм, как проиллюстрировано, например, на фиг.10. Кроме того, разделяющее расстояние W3 между складками с самой внутренней стороны предпочтительно составляет 60-190 мм, более предпочтительно - 70-140 мм в плоско сложенном состоянии, в котором трехмерные сборки 60 расположены параллельно поверхности верхнего листа 30.
[0070]
В отличие от проиллюстрированного варианта трехмерные сборки могут быть выполнены в виде двойных сборок (в двух рядах) на каждой из правой и левой сторон внутреннего элемента 200.
[0071]
(Впитывающий элемент)
Впитывающий элемент 50 имеет впитывающий компонент 56 и оберточный лист 58 для обертывания всего впитывающего компонента 56. Оберточный лист 58 может быть не предусмотрен.
[0072]
(Впитывающий компонент)
Впитывающий компонент 56 может быть образован из совокупности волокон. Совокупность волокон может представлять собой волокна из вспушенной измельченной целлюлозы или скопление коротких волокон, таких как синтетические волокна, или совокупность элементарных волокон, полученную разрыхлением жгутов (пучков волокон) синтетических волокон, таких как волокна из ацетилцеллюлозы, в соответствии с необходимостью. Поверхностная плотность волокон из вспушенной измельченной целлюлозы или скопления коротких волокон может составлять, например, приблизительно 100-300 г/м2, и поверхностная плотность совокупности элементарных волокон может составлять приблизительно 30-120 г/м2. Тонина синтетических волокон составляет, например, 1-16 дтекс, предпочтительно 1-10 дтекс, более предпочтительно 1-5 дтекс. В случае совокупности элементарных волокон элементарные волокна могут представлять собой неизвитые волокна, но предпочтительно представляют собой извитые волокна. Число извивов в извитых волокнах может составлять, например, приблизительно 5-75 на дюйм (на 2,54 см), предпочтительно приблизительно 10-50 на дюйм (на 2,54 см), более предпочтительно - приблизительно 15-50 на дюйм (на 2,54 см). Извитые волокна равномерно извиты во многих случаях. Частицы полимера с высокой впитывающей способностью предпочтительно диспергированы и удерживаются во впитывающем компоненте 56.
[0073]
Впитывающий компонент 56 может иметь прямоугольную форму, но предпочтительно имеет форму песочных часов с передней концевой частью, задней концевой частью и более узкой частью, которая расположена между передней и задней концевыми частями и является более узкой, чем две концевые части, как проиллюстрировано на фиг.6, для улучшения прилегания краев впитывающего компонента 56 и трехмерных сборок 60 вокруг ног.
[0074]
Размеры впитывающего компонента 56 могут быть выбраны в зависимости от конкретного случая. Тем не менее, впитывающий компонент предпочтительно простирается до периферийных краев внутреннего элемента или до зон вблизи них в направлении вперед-назад и в направлении ширины. Ссылочная позиция 56Х обозначает ширину впитывающего компонента 56.
[0075]
(Частицы полимера с высокой впитывающей способностью)
Впитывающий компонент 56 может частично или полностью содержать частицы полимера с высокой впитывающей способностью. Частицы полимера с высокой впитывающей способностью включают «порошки», а также «частицы». Диаметр частиц 54 полимера с высокой впитывающей способностью может быть таким же, как диаметр частиц, предназначенных для обычного использования во впитывающем изделии данного типа. Например, доля частиц, которые остаются на сите после просеивания (встряхивания в течение пяти минут) при стандартном сите (JIS Z8801-1:2006 (JIS - Japanese Industrial Standard - Японский промышленный стандарт)) с размером ячеек, составляющим 500 мкм, предпочтительно составляет 30 масс.% или менее. Альтернативно, доля частиц, которые остаются на сите после просеивания (встряхивания в течение пяти минут) при стандартном сите (JIS Z8801-1:2006) с размером ячеек, составляющим 180 мкм, предпочтительно составляет 60 масс.% или более.
[0076]
Отсутствует какое-либо особое ограничение в отношении материала для частиц полимера с высокой впитывающей способностью, но данный материал предпочтительно имеет способность к впитыванию воды (в соответствии со стандартом JIS К7223-1996 ʺTesting method for water absorption capacity of super absorbent polymersʺ («Метод испытаний для определения способности к впитыванию воды полимерами со сверхвысокой впитывающей способностью»)), составляющую 40 г/г или более. Частицы полимера с высокой впитывающей способностью могут представлять собой частицы на основе крахмала, целлюлозы или синтетического полимера. Частицы полимера с высокой впитывающей способностью могут быть образованы из привитого сополимера крахмала и акриловой кислоты (соли), омыленного материала из сополимера крахмала и акрилонитрила, сшивающего вещества из натриевой соли карбоксиметилцеллюлозы, полимера на основе акриловой кислоты (соли) или тому подобного. Частицы полимера с высокой впитывающей способностью предпочтительно используются в виде обычных частиц, но могут быть использованы в другом виде.
[0077]
Скорость впитывания воды (в соответствии со стандартом JIS К7224-1996 ʺTesting method for water absorption rate of super absorbent polymersʺ («Метод испытаний для определения скорости впитывания воды полимерами со сверхвысокой впитывающей способностью»)) частицами полимера с высокой впитывающей способностью предпочтительно составляет 40 секунд или менее. При скорости впитывания воды, составляющей более 40 секунд, более вероятно вытекание впитанной жидкости обратно из впитывающего компонента 56 наружу по отношению к впитывающему компоненту 56 (так называемый «обратный поток»).
[0079]
Поверхностная плотность частиц полимера с высокой впитывающей способностью может быть выбрана соответствующим образом в зависимости от объема, который требуется впитывать при использовании впитывающего компонента 56. Следовательно, несмотря на то, что это не указано как обязательное условие, поверхностная плотность может составлять 50-350 г/м2. Когда поверхностная плотность полимера составляет менее 50 г/м2, трудно гарантировать объем впитывания. Когда поверхностная плотность полимера превышает 350 г/м2, эффект становится предельным.
[0080]
В случае необходимости могут быть скорректированы плотность диспергирования или количество диспергируемых частиц полимера с высокой впитывающей способностью вдоль направления в плоскости впитывающего компонента 56. Например, количество диспергируемых частиц полимера с высокой впитывающей способностью может быть больше в зоне выделения, чем в остальных зонах. Что касается различий, связанных с полом, то плотность диспергирования (количество) частиц полимера с высокой впитывающей способностью может быть увеличена с передней стороны изделия для мужчин и может быть увеличена в центральной части изделия для женщин. Кроме того, полимер может быть не предусмотрен локально (например, в виде точек) во впитывающем компоненте 56 в направлении в плоскости.
[0081]
(Оберточный лист)
В случае использования оберточного листа 58 его материал может представлять собой санитарно-гигиеническую бумагу, в частности, крепированную бумагу, нетканый материал, нетканый материал с полиэтиленом, прикрепленным путем ламинирования, пористый лист или тому подобное. Тем не менее, желательно, если лист материала выполнен с возможностью удерживания частиц полимера с высокой впитывающей способностью. В случае использования нетканого материала вместо крепированной бумаги гидрофильный нетканый материал со структурой SMS (со структурой SMS (слой (S), полученный фильерным способом производства, - слой (М), полученный аэродинамическим способом из расплава, - слой (S), полученный фильерным способом производства), SSMMS (слой (S), полученный фильерным способом производства, - слой (S), полученный фильерным способом производства, - слой (М), полученный аэродинамическим способом из расплава, - слой (М), полученный аэродинамическим способом из расплава, - слой (S), полученный фильерным способом производства) или тому подобной) является особенно предпочтительным, и его материалом может быть полипропилен, композиционный материал из полиэтилена и полипропилена или тому подобное. Поверхностная плотность материала желательно составляет 5-40 г/м2, в частности, 10-30 г/м2.
[0082]
Форма обертывания оберточным листом 58 может быть выбрана в зависимости от обстоятельств. Тем не менее, с точки зрения легкости изготовления и предотвращения «утечки» частиц полимера с высокой впитывающей способностью из переднего и заднего концевых краев оберточный лист 58 предпочтительно обертывает впитывающий компонент 56 подобно цилиндру для окружения передней и задней поверхностей и обеих боковых поверхностей впитывающего компонента 56 и имеет передний и задний края, выступающие от расположенной с верхней стороны поверхности и расположенной с нижней стороны поверхности впитывающего компонента 56 так, что выступающие части сдавливаются в направлении от верхней стороны к нижней стороне и соединяются вместе с помощью средства соединения, такого как термоплавкий адгезив.
[0083]
(Лист, закрывающий промежностную часть)
К задней поверхности листа, не проницаемого для жидкостей и предусмотренного во внутреннем элементе, лист, закрывающий промежностную часть, может быть прикреплен так, чтобы закрыть участок открытой для воздействия части внутреннего элемента (например, он может проходить вдоль всей определяемой в направлении вперед-назад протяженности открытой для воздействия части между наружным элементом, расположенным с вентральной стороны, и наружным элементом, расположенным с дорсальной стороны, но не доходить до переднего и заднего концов внутреннего элемента, или вдоль обоих боковых краев в направлении ширины, не доходя до обоих боковых краев внутреннего элемента) или весь внутренний элемент. Материал для листа, закрывающего промежностную часть, аналогичный материалу наружных элементов, может быть использован так, как разъяснено ниже.
[0084]
(Наружный элемент)
Наружные элементы 12F и 12В имеют поясные части Т, имеющие части 12А с боковыми швами и определяемые как вертикальные зоны (вертикальные зоны от отверстия WO для талии до верхних концов отверстий LO для ног), и промежуточную часть L, определяемую как проходящая в направлении вперед-назад зона части, образующей отверстия LO для ног (между вертикальной зоной расположенного с вентральной стороны, наружного элемента 12F, имеющей части 12А с боковыми швами, и вертикальной зоной расположенного с задней стороны, наружного элемента 12В, имеющей части 12А с боковыми швами). Поясные части Т концептуально разделены на «поясные краевые части» W, образующие край отверстия для талии, и «нижние поясные части» U в качестве частей, расположенных под поясными краевыми частями W. Длины данных частей в вертикальном направлении варьируются в зависимости от размера изделия и могут быть выбраны соответствующим образом. В качестве примера длина поясной краевой части W может составлять 15-40 мм, и длина нижней поясной части U может составлять 65-120 мм. С другой стороны, промежуточная часть L также может быть исключена, или промежуточные части L могут быть предусмотрены как в наружном элементе, расположенном с вентральной стороны, так и в наружном элементе, расположенном с задней стороны. Однако в варианте, проиллюстрированном на чертежах, промежуточная часть L предусмотрена только в наружном элементе 12В, расположенном с задней стороны, и закрывает ягодицы. Когда края промежуточной части L на сторонах, обращенных к ногам, образованы с криволинейными формами для размещения их вокруг ног, прилегание вокруг ног является отличным, и, следовательно, это является предпочтительным.
[0085]
Наружные элементы 12F и 12В образованы наружным элементом 12F, расположенным с вентральной стороны, и наружным элементом 12В, расположенным с задней стороны, и наружный элемент 12F, расположенный с вентральной стороны, и наружный элемент 12В, расположенный с задней стороны, не являются непрерывными на сторонах, обращенных к ногам, и отделены друг от друга. Разделяющее расстояние L8 между ними может быть задано равным приблизительно 150-250 мм.
[0086]
Наружный элемент 12F, расположенный с вентральной стороны, и наружный элемент 12В, расположенный с дорсальной стороны, имеют внутренний слой и наружный слой, образованные загибанием листового материала 12S со стороны талии, и удлиненные упругие и эластичные элементы 15-18, такие как резиновые нити, предусмотренные с заданной степенью растяжения между внутренним слоем и наружным слоем для улучшения прилегания вокруг талии, как проиллюстрировано на фиг.9.
[0087]
Отсутствует какое-либо особое ограничение в отношении листового материала 12S при условии, что он является листообразными, но он предпочтительно образован из нетканого материала. Отсутствует какое-либо особое ограничение в отношении исходных волокон для нетканого материала. Например, исходные волокна могут представлять собой синтетические волокна на основе олефина, такие как полиэтиленовые и полипропиленовые, полиэфирные или полиамидные, репродуцированные волокна из вискозы или «купры», натуральные волокна из хлопка или тому подобного или смешанные волокна или многокомпонентные волокна из двух или более из вышеуказанных волокон. Нетканый материал может быть получен посредством любого способа обработки. Способ обработки может представлять собой любой из публично известных способов, например, такой как гидроперепутывание, фильерный способ получения нетканого материала, термоскрепление, аэродинамический способ получения нетканого материала из расплава, иглопробивание, обработка пропусканием воздуха насквозь и точечное скрепление. При использовании нетканого материала предпочтительно, чтобы его поверхностная плотность составляла приблизительно 10-30 г/м2.
[0088]
Удлиненные упругие и эластичные элементы 15-19 могут быть выполнены из синтетического каучука или натурального каучука. Для склеивания листовых материалов 12S наружных элементов 12F и 12В и фиксации удлиненных упругих и эластичных элементов 15-18, размещенных между листовыми материалами 12S, могут быть использованы термоплавкий адгезив при различных способах нанесения или термосварка или ультразвуковая сварка.
[0089]
При использовании удлиненных упругих и эластичных элементов 15-18 одинаковые упругие и эластичные элементы могут быть предусмотрены равномерно. Тем не менее, предпочтительно обеспечить разные тонину, интервал или тому подобное в зависимости от места расположения в наружных элементах 12F и 12В. Таким образом, в проиллюстрированном варианте множество упругих и эластичных элементов 17 поясной краевой части зафиксированы в поясной краевой части W в состоянии, в котором они растянуты вдоль направления ширины с заданной степенью растяжения, с интервалом между ними в направлении вверх-вниз таким образом, чтобы они были полностью непрерывными в направлении ширины. Один или более из упругих и эластичных элементов 17 поясной краевой части в зоне, смежной с нижней поясной частью U, могут перекрывать внутренний элемент 200 или могут быть предусмотрены с боковых сторон части, центральной в направлении ширины и перекрывающей внутренний элемент 200, так, чтобы они были непрерывными в направлении ширины. В качестве упругих и эластичных элементов 17 поясной краевой части приблизительно от 3 до 22 резиновых нитей с тониной 155-1880 дтекс, в частности, приблизительно 470-1240 дтекс (Это применяется в случае синтетического каучука. В случае натурального каучука площадь поперечного сечения составляет 0,05-1,5 мм2, в частности, приблизительно 0,1-1,0 мм2) предпочтительно зафиксированы со степенью растяжения, составляющей 150-400%, в частности, приблизительно 220-320%, с интервалом 4-12 мм. Все упругие и эластичные элементы 17 поясной краевой части могут не иметь одинаковой толщины и одинаковой степени растяжения. Например, упругие и эластичные элементы, расположенные с верхней стороны поясных краевых частей W, могут отличаться по тонине и степени растяжения от упругих и эластичных элементов, расположенных с нижней стороны поясных краевых частей W.
[0090]
В нижних поясных частях U множество упругих и эластичных элементов 15 и 18 нижних поясных частей, образованных из удлиненных упругих и эластичных элементов, зафиксированы с верхней стороны и с обеих боковых сторон части, центральной в направлении ширины и перекрывающей внутренний элемент 200, таким образом, чтобы они были полностью непрерывными в направлении ширины в состоянии, в котором они растянуты вдоль направления ширины с заданной степенью растяжения, с интервалом между ними в направлении вверх-вниз.
[0091]
В качестве упругих и эластичных элементов 15 и 18 нижней поясной части приблизительно от 5 до 30 резиновых нитей с тониной 155-1880 дтекс, в частности, приблизительно 470-1240 дтекс (Это применяется в случае синтетического каучука. В случае натурального каучука площадь поперечного сечения составляет 0,05-1,5 мм2, в частности, приблизительно 0,1-1,0 мм2) предпочтительно зафиксированы со степенью растяжения, составляющей 200-350%, в частности, приблизительно 240-300%, с интервалом 1-15 мм, в частности, 3-8 мм.
[0092]
В промежуточной части L множество упругих и эластичных элементов 16 промежуточной части, состоящих из удлиненных упругих и эластичных элементов, зафиксированы с обеих сторон части, центральной в направлении ширины и перекрывающей внутренний элемент 200, таким образом, чтобы они были полностью непрерывными в направлении ширины в состоянии, в котором они растянуты вдоль направления ширины с заданной степенью растяжения, с интервалом между ними в направлении вверх-вниз.
[0093]
В качестве упругих и эластичных элементов 16 промежуточной части и наклонных упругих и эластичных элементов 19 приблизительно от 2 до 10 резиновых нитей с тониной 155-1880 дтекс, в частности, приблизительно 470-1240 дтекс (Это применяется в случае синтетического каучука. В случае натурального каучука площадь поперечного сечения составляет 0,05-1,5 мм2, в частности, приблизительно 0,1-1,0 мм2) предпочтительно зафиксированы со степенью растяжения, составляющей 150-300%, в частности, приблизительно 180-260%, с интервалом 5-40 мм, в частности, 5-20 мм.
[0094]
Когда упругие и эластичные элементы 15, 18 нижней поясной части и упругие и эластичные элементы 16 промежуточной части предусмотрены с обеих сторон частей, центральных в направлении ширины и перекрывающих внутренний элемент 200, за исключением центральных частей, как проиллюстрировано на чертежах, внутренний элемент 200 не стягивается больше, чем необходимо, в направлении ширины, таким образом, подгузник не становится «грубым» при ухудшении внешнего вида, и его впитывающая способность не снижается. Вышеуказанная конфигурация включает конфигурацию, в которой упругие и эластичные элементы находятся только с обеих сторон в направлении ширины, и конфигурацию, в которой упругие и эластичные элементы проходят, перекрещиваясь с внутренним элементом 200 от одной стороны до другой стороны в направлении ширины, но упругие и эластичные элементы разрезаны на мелкие части и не оказывают никакого воздействия стягивающего усилия в части, центральной в направлении ширины и перекрывающей внутренний элемент 200, (это по существу означает, что не предусмотрено никаких упругих и эластичных элементов) и, таким образом, растягивающее усилие, создаваемое упругими и эластичными элементами, действует только с обеих сторон в направлении ширины. Само собой разумеется, варианты расположения упругих и эластичных элементов 15, 18 нижней поясной части и упругих и эластичных элементов 16 промежуточной части не ограничены вышеприведенными примерами. Альтернативно, некоторые или все из упругих и эластичных элементов 15, 18 нижней поясной части и упругих и эластичных элементов 16 промежуточной части могут быть предусмотрены так, что они будут перекрещиваться с внутренним элементом 200 от одной стороны до другой стороны в направлении ширины, так что стягивающее усилие будет действовать на всей протяженности нижних поясных частей U в направлении ширины.
[0095]
Кроме того, в качестве отличительного признака как в наружном элементе 12F, расположенном с вентральной стороны, так и в наружном элементе 12В, расположенном с дорсальной стороны, внутренний слой и наружный слой, образованные посредством загибания листового материала 12S, продолжаются до краевых частей со стороны промежности, краевой листовой материал 12е расположен между расположенными со стороны ног, краевыми частями в наружном слое и внутренним слое наружного элемента 12В, расположенного с дорсальной стороны, краевой листовой материал 12е и внутренний слой соединены вместе, и краевой листовой материал 12е и наружный слой не соединены за исключением их соединения в частях 12А с боковыми швами. Структура с краевым листовым материалом 12е также применима для наружного элемента 12F, расположенного с вентральной стороны. Соответственно, краевая часть наружного слоя, расположенная со стороны промежности, выступает и имеет вид, подобный оборке, в результате чего бумажный подгузник будет выполнен подходящим, в частности, для девочек. Кроме того, расположенные со стороны ног края наружного элемента 12F, расположенного с вентральной стороны, и наружного элемента 12В, расположенного с дорсальной стороны, образованы без смещения в листовом материале 12S, и их заворот будет маловероятен, в результате чего обеспечивается хорошая текстура. В данном примере краевой листовой материал 12е расположен между расположенной со стороны ног, краевой частью наружного слоя и внутренним слоем. Между тем, также предложен вариант, в котором краевой листовой материал 12е предусмотрен на наружной поверхности расположенной со стороны ног, краевой части наружного слоя (не проиллюстрировано). В этом случае краевой листовой материал присоединен к наружному элементу только на крае, расположенном со стороны промежности, и в частях с боковыми швами, и расположенные со стороны ног края образованы из, по меньшей мере, внутреннего слоя и наружного слоя, в результате чего пространство между краевым листовым материалом и наружным листом будет образовано в виде части, подобной карману и открытой со стороны талии. Данный карман может быть предусмотрен или в наружном элементе, расположенном с вентральной стороны, или в наружном элементе, расположенном с дорсальной стороны.
[0096]
(Лента для удаления)
Лента 70 для удаления (средство фиксации) может быть предусмотрена на наружной поверхности задней панели В (в проиллюстрированном примере на наружном элементе 12В, расположенном с дорсальной стороны) в части, центральной в направлении ширины. Лента 70 для удаления предназначена для закрепления свернутого в рулон или сложенного подгузника 100 таким образом, чтобы верхний лист 30 был расположен внутри и передняя панель F была расположена внутри. Как правило, как проиллюстрировано на фиг.9, лента 70 для удаления имеет базовую концевую часть 71, прикрепленную к наружной поверхности задней панели В посредством адгезива или тому подобного, часть ленты 70 для удаления, расположенная ближе к концевой стороне, чем к базовой концевой части 71, сложена втрое (с Z-образным поперечным сечением) или вдвое, и сложенная часть с перекрытием закреплена с возможностью отделения (временно закреплена) посредством адгезива 72 для временного закрепления. Лента 70 для удаления также имеет язычок 73, окрашенный непрозрачной краской, такой как белая, в концевой части. Часть ленты 70 для удаления, отличная от язычка 73, является прозрачной или просвечивающей. Конструкция, описанная позднее, видна со стороны наружной поверхности ленты 70 для удаления через прозрачную или просвечивающую часть ленты 70 для удаления. Конкретная структуры ленты 70 для удаления может быть задана соответствующим образом. В проиллюстрированном варианте при образовании ленты 70 для удаления полностью посредством соединения множества прозрачных или просвечивающих базовых материалов в продольном направлении, окрашенная лента 74 прикреплена к язычку 73.
[0097]
Для выбрасывания подгузника 100 подгузник 100 свертывают в рулон или складывают так, чтобы верхний лист 30 был расположен внутри и передняя панель F была расположена внутри, сложенную и имеющую перекрытие часть ленты 70 для удаления отделяют и удлиняют для охватывания свернутого в рулон или сложенного подгузника 100 от задней панели В через отверстие WO для талии до наружной поверхности противоположной стороны и затем фиксируют посредством адгезива. В частности, лента 70 для удаления предпочтительно представляет собой ленту такого типа, которая сложена втрое, так что лента 70 для удаления может быть сложена с компактным размером, когда она не используется, и может быть удлинена с прямоугольной формой при ее использовании.
[0098]
Средства фиксации, такие как лента 70 для удаления, могут быть предусмотрены на передней панели F или как на задней панели В, так и на передней панели F.
[0099]
(Другие)
Вышеприведенные примеры представляют собой конкретные примеры одноразового подгузника типа трусов в пятом варианте с примером вышеупомянутой структуры наружного элемента. Само собой разумеется, любой другой вариант может быть использован при изменении структуры наружных элементов 12F и 12В.
[0100]
<Описания терминов, используемых в данном документе>
Если в данном документе не указано иное, термины, используемые в данном документе, имеют значения, описанные ниже.
- «направление вперед-назад (вертикальное направление)» относится к направлению, соединяющему вентральную сторону (переднюю сторону) и дорсальную сторону (заднюю сторону), и «направление ширины» относится к направлению (направлению вправо-влево), ортогональному к направлению вперед-назад. «Направление вверх-вниз» относится к направлению, которое становится ортогональным к направлению вдоль талии при ношении подгузника, то есть тогда, когда подгузник сложен вдвое в промежностной части, так что передняя панель и задняя панель перекрываются с обеих сторон, другими словами, к направлению, соединяющему отверстие для талии и промежностную часть.
[0101]
- «Степень растяжения» относится к величине относительно 100%, отображающих длину в естественном состоянии.
[0103]
- «Поверхностную плотность» определяют, как описано ниже. Образец или испытательный образец предварительно высушивают и оставляют выстаиваться в испытательной лаборатории или испытательном устройстве в стандартном состоянии (температура в месте испытания должна составлять 20±5°С и относительная влажность в месте испытания должна составлять 65% или менее) до достижения постоянной массы. Предварительная сушка относится к доведению образца или испытательного образца до постоянной массы в среде с относительной влажностью от 10 до 25% и температурой, не превышающей 50°С. Предварительная сушка не нужна для волокон с со стандартной влажностью в процентах от веса абсолютно сухого материала, составляющей 0,0%. Из испытательного образца с постоянной массой вырезают образец с размерами 200 мм × 250 мм (±2 мм) посредством использования пластины для определения поверхностной плотности (200 мм × 250 мм±2 мм). Массу образца измеряют, и измеренную величину умножают на 20 для определения массы на квадратный метр в качестве поверхностной плотности.
[0104]
- «Толщину» измеряют автоматически автоматизированным толщиномером (KES-G5 с доступной программой измерения сжатия) при условиях, что нагрузка составляет 10 гс/см2 и площадь приложения давления составляет 2 см2.
[0105]
- Если отсутствует описание окружающих условий при испытании или измерениях, испытания или измерения должны быть проведены в испытательной лаборатории или в устройстве при нормальном состоянии (в месте испытания температура должна составлять 20±5°С и относительная влажность должна составлять 60% или менее).
Промышленная применимость
[0106]
Настоящее изобретение может быть использовано для одноразового подгузника типа трусов и способа его изготовления.
Перечень ссылочных позиций
[0107]
| название | год | авторы | номер документа |
|---|---|---|---|
| ОДНОРАЗОВЫЙ ПОДГУЗНИК ТИПА ТРУСОВ | 2015 |
|
RU2671060C2 |
| ОДНОРАЗОВЫЙ ПОДГУЗНИК ТИПА ТРУСОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2661391C2 |
| СПОСОБ ПОЛУЧЕНИЯ РАСТЯГИВАЮЩЕЙСЯ СТРУКТУРЫ ДЛЯ ВПИТЫВАЮЩЕГО ИЗДЕЛИЯ, СПОСОБ ИЗГОТОВЛЕНИЯ ОДНОРАЗОВОГО ПОДГУЗНИКА ТИПА ТРУСОВ И ОДНОРАЗОВЫЙ ПОДГУЗНИК ТИПА ТРУСОВ | 2015 |
|
RU2680795C2 |
| ОДНОРАЗОВЫЙ ПОДГУЗНИК ТИПА ТРУСОВ | 2017 |
|
RU2723828C1 |
| ОДНОРАЗОВЫЙ ПОДГУЗНИК ТИПА ТРУСОВ | 2017 |
|
RU2730719C1 |
| ОДНОРАЗОВЫЙ ПОДГУЗНИК ТИПА ТРУСОВ | 2015 |
|
RU2673651C2 |
| ОДНОРАЗОВЫЙ ПОДГУЗНИК ТИПА ТРУСОВ | 2017 |
|
RU2731745C2 |
| ОДНОРАЗОВЫЙ ПОДГУЗНИК-ТРУСЫ | 2018 |
|
RU2759980C2 |
| ОДНОРАЗОВЫЙ ПОДГУЗНИК ТИПА ТРУСОВ | 2015 |
|
RU2707449C2 |
| ОДНОРАЗОВЫЙ ПОДГУЗНИК ТИПА ТРУСОВ | 2017 |
|
RU2737305C2 |
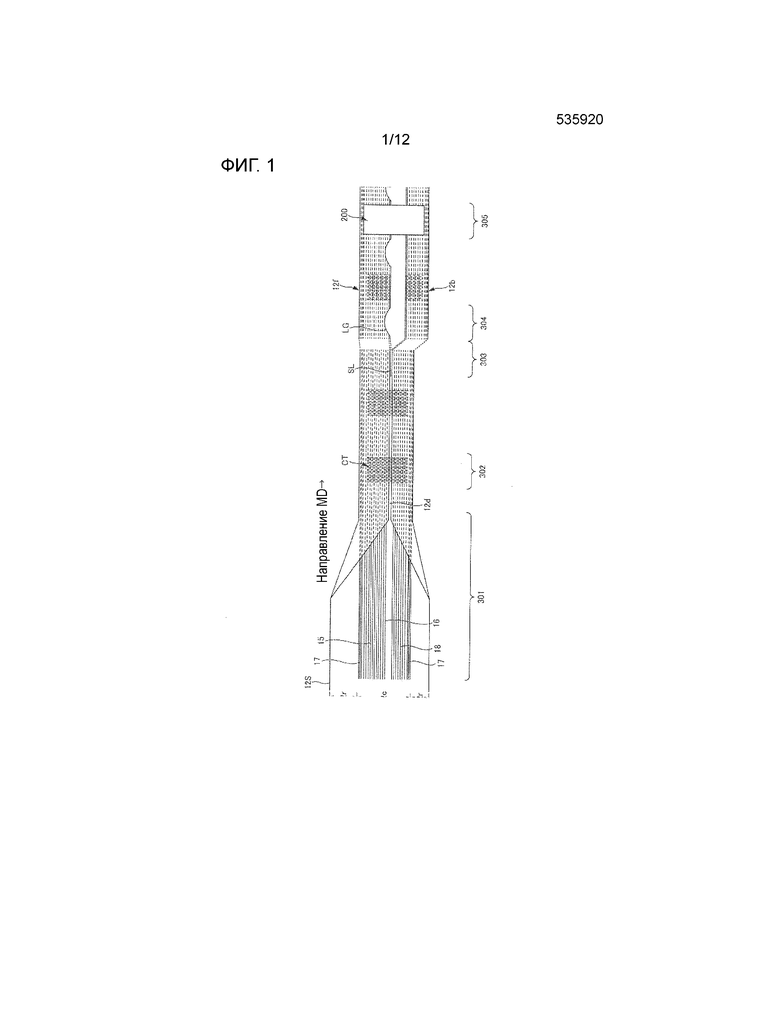
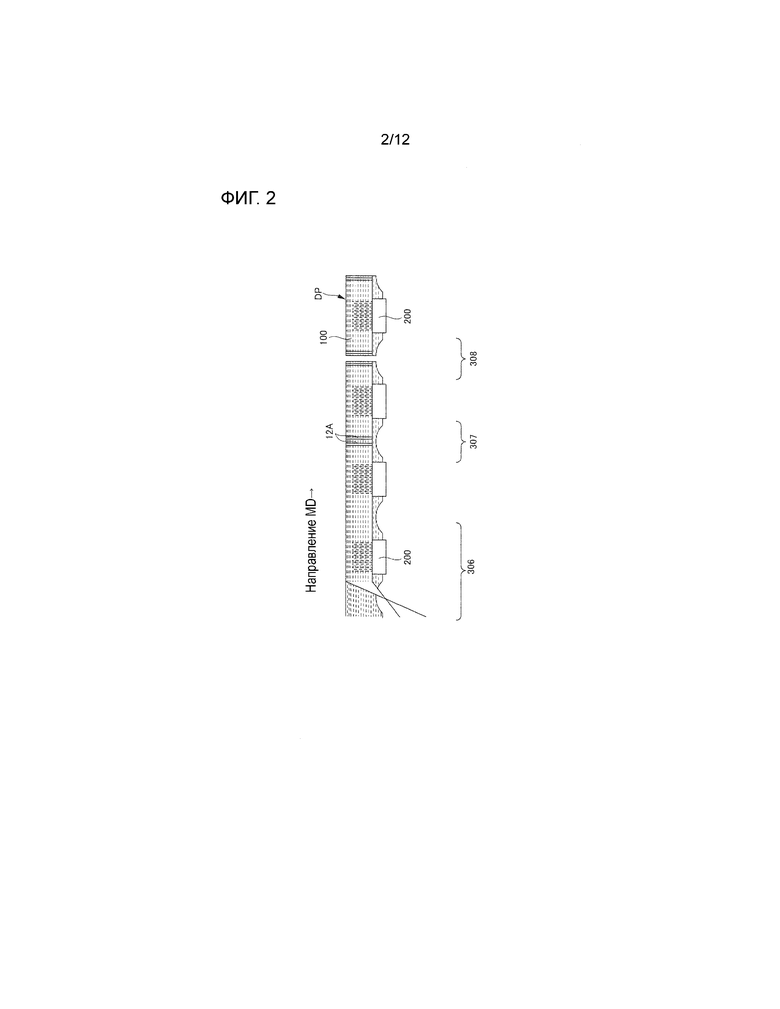
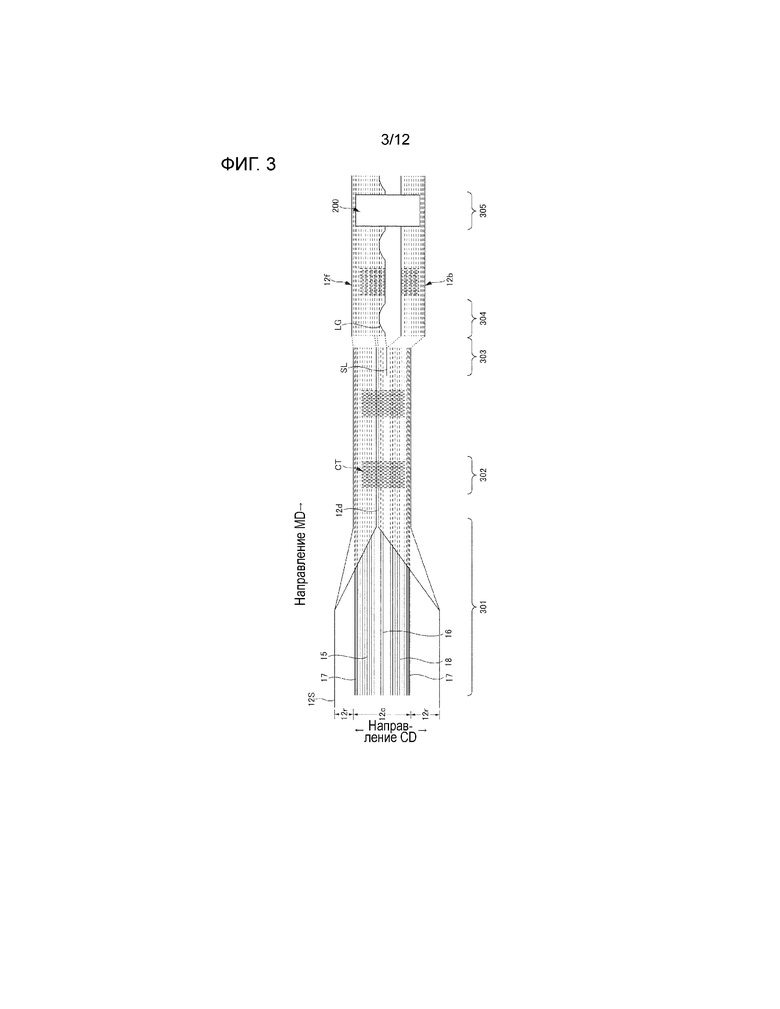
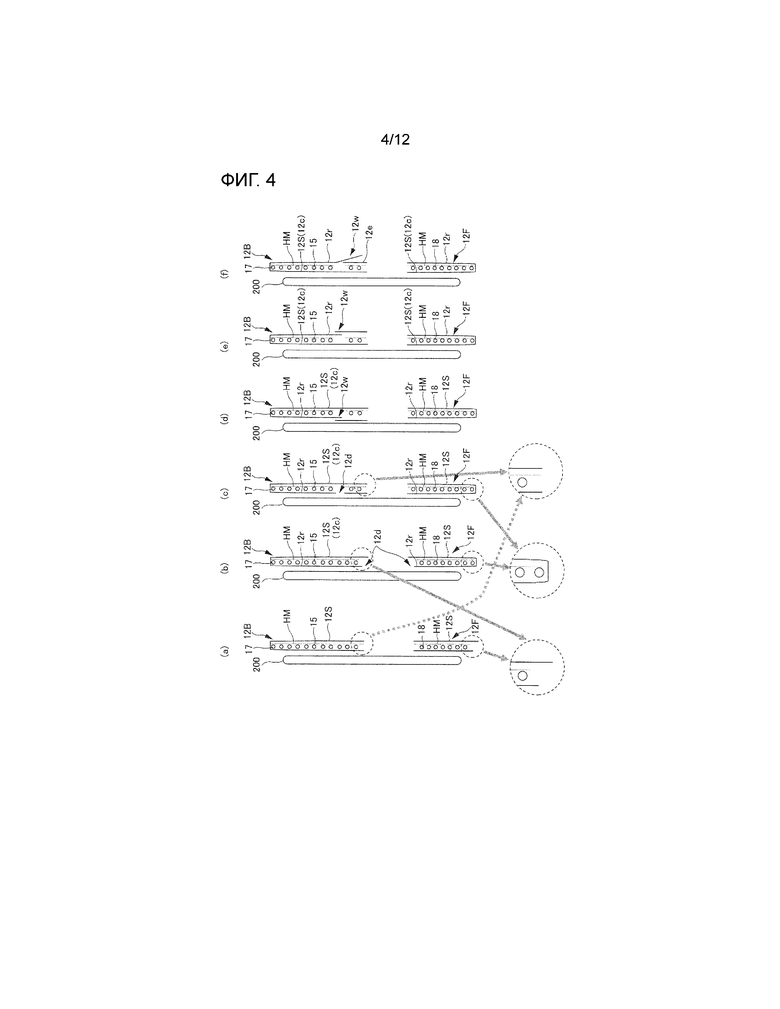
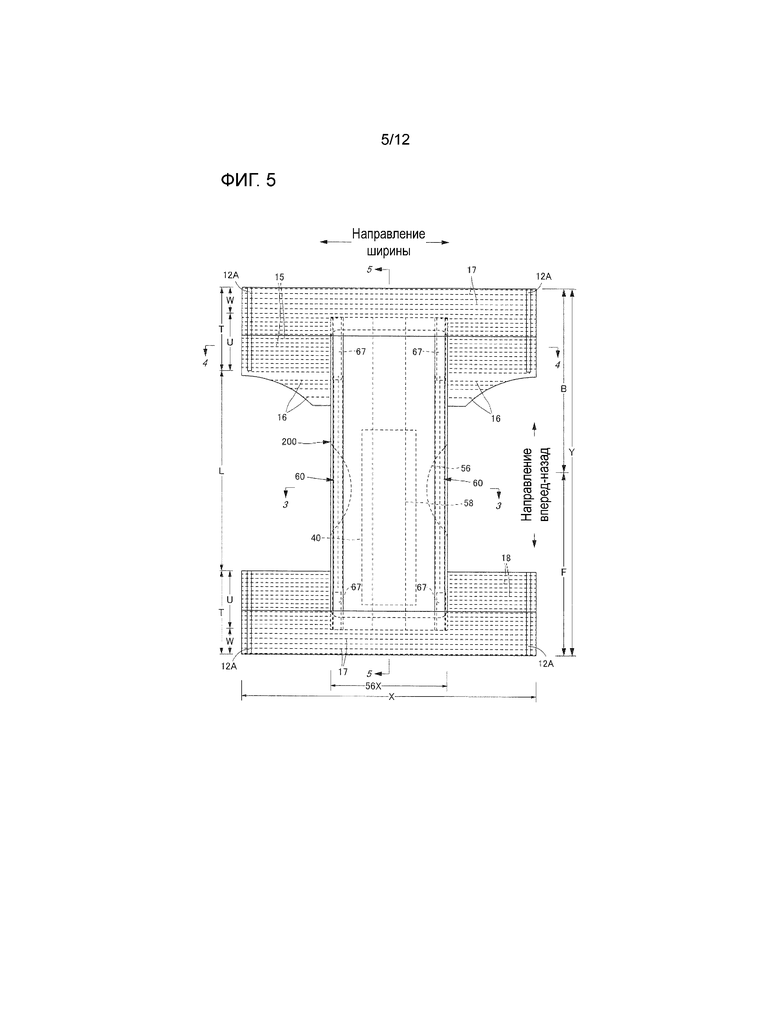
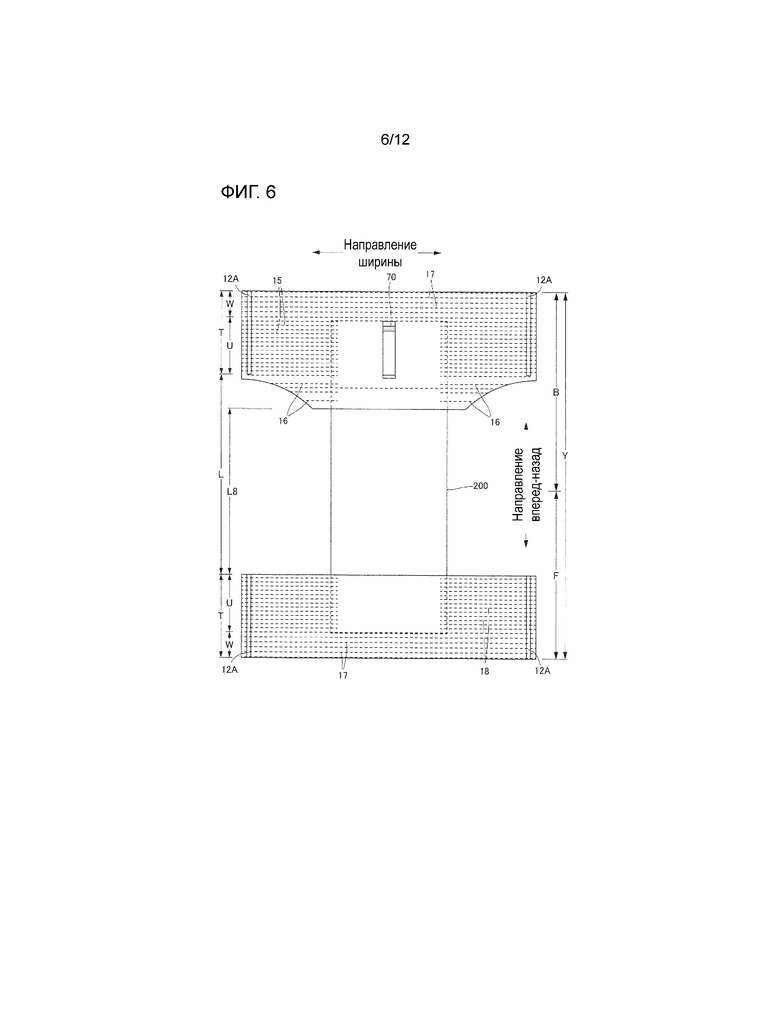
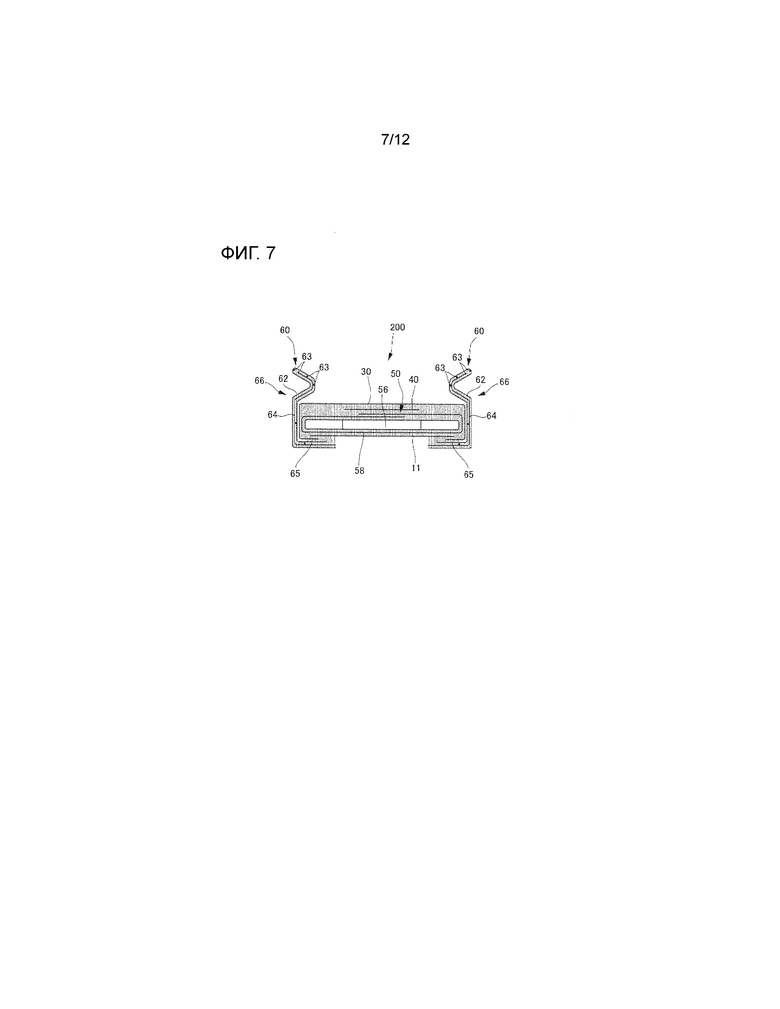
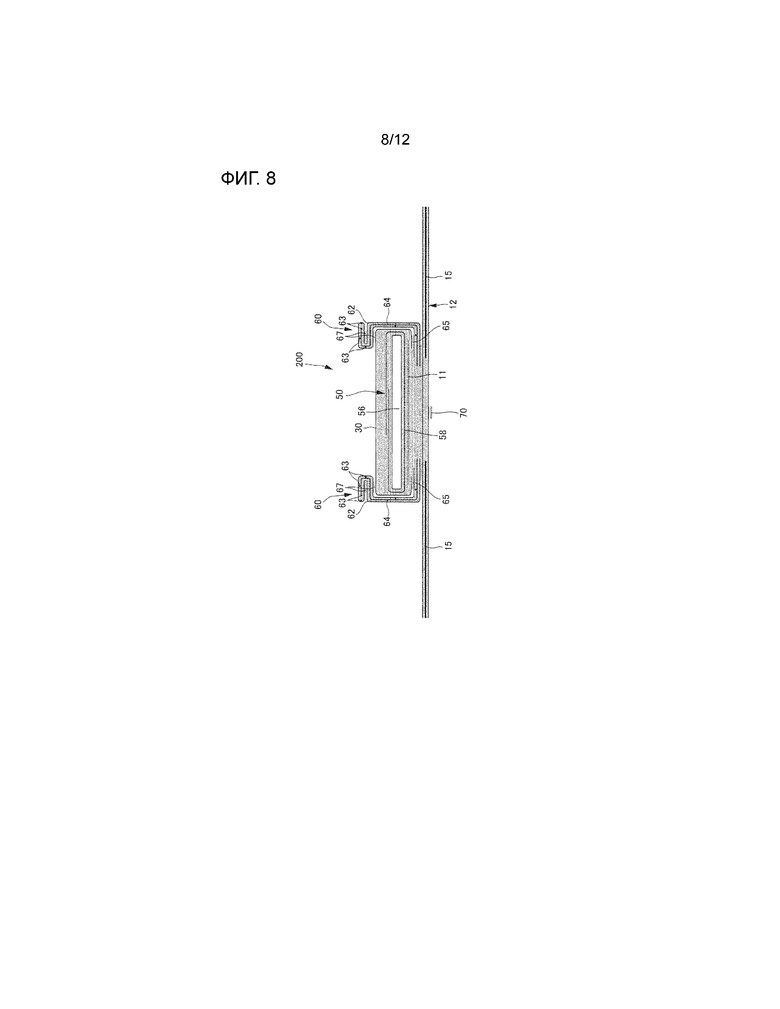
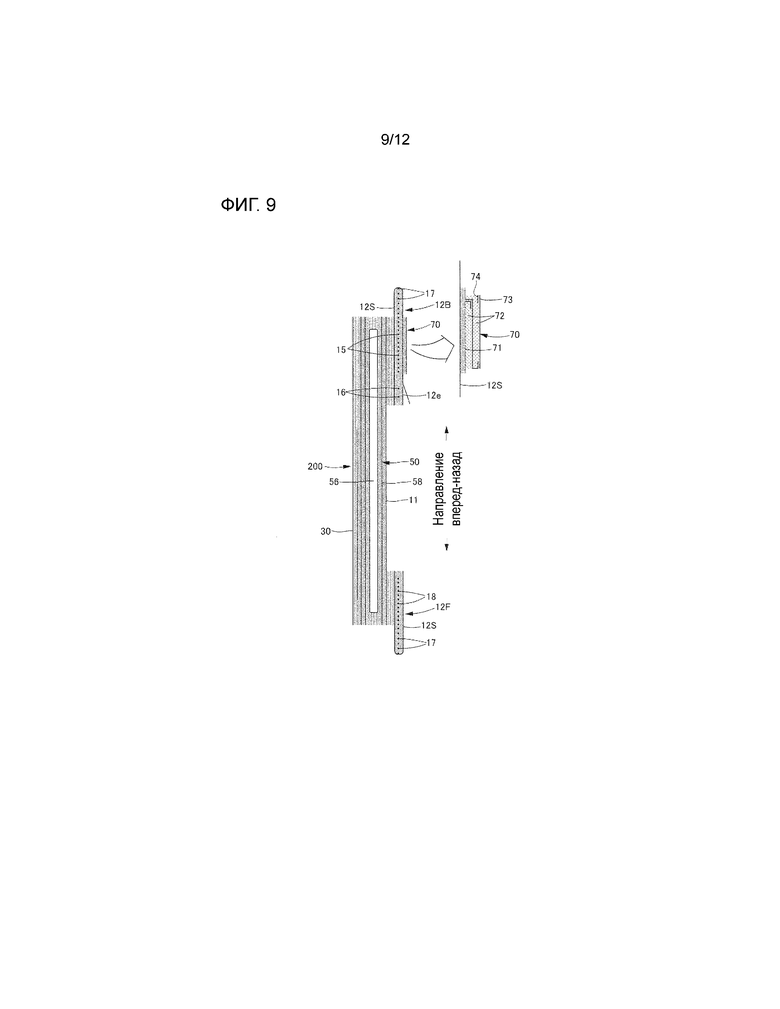
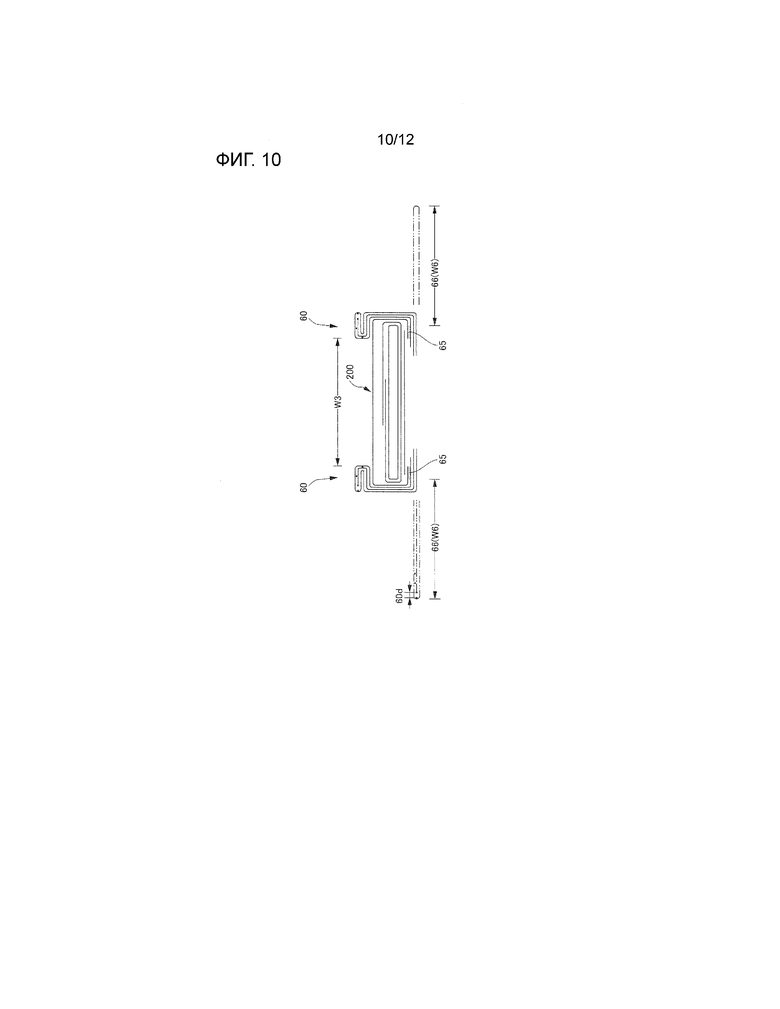

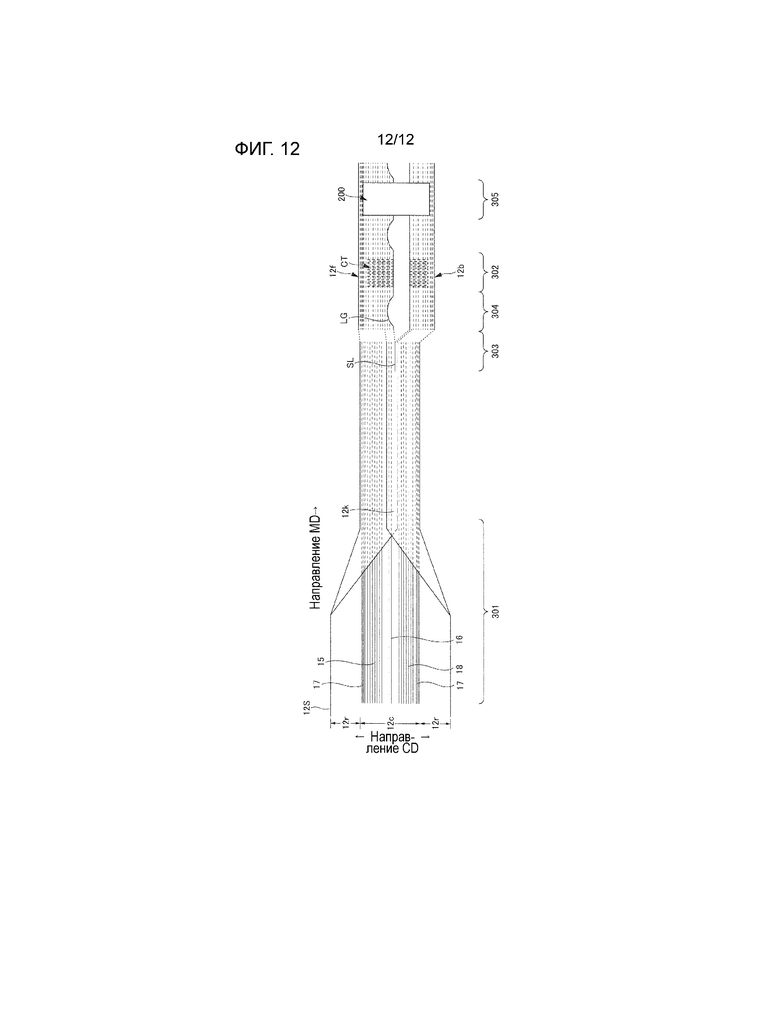
В соответствии с настоящим изобретением предложен способ изготовления одноразового подгузника типа трусов на компактном и простом оборудовании при одновременном уменьшении риска возникновения морщин, включающий: подачу непрерывного листового материала (12S) в направлении, в котором он является непрерывным; размещение упругих и эластичных элементов (15-18), предназначенных для придания эластичности наружному элементу (12F), расположенному с вентральной стороны, и наружному элементу (12В), расположенному с дорсальной стороны, в части (12с) листового материала (12S), промежуточной в направлении CD; загибание частей, расположенных с одной стороны и с другой стороны в направлении CD относительно части (12с), промежуточной в направлении CD, по направлению к той стороне части (12с), промежуточной в направлении CD, на которой имеются упругие и эластичные элементы (15-18), зажим и фиксацию упругих и эластичных элементов (15-18) в сложенном листовом материале (12S) и соединение вместе загнутых частей и части (12с), промежуточной в направлении CD, для образования непрерывной эластичной ленты; разрезание эластичной ленты в месте, промежуточном в направлении CD, для получения эластичной ленты (12b), расположенной с дорсальной стороны, и эластичной ленты (12f), расположенной с вентральной стороны, и последующее присоединение внутреннего элемента (200) к эластичной ленте (12b), расположенной с дорсальной стороны, и эластичной ленте (12f), расположенной с вентральной стороны. 3 н. и 6 з.п. ф-лы, 12 ил.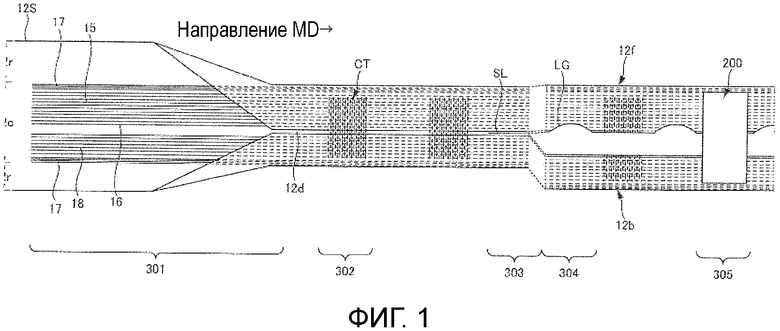
1. Способ изготовления одноразового подгузника типа трусов, включающего в себя:
наружный элемент, который образован посредством соединения по обеим сторонам наружного элемента, расположенного со стороны живота, и наружного элемента, расположенного со стороны спины; и
внутренний элемент, который имеет переднюю часть, присоединенную к центральной по ширине зоне наружного элемента, расположенного со стороны живота, и заднюю часть, присоединенную к центральной по ширине зоне наружного элемента, расположенного со стороны спины, при этом внутренний элемент проходит через промежностную часть пользователя, при этом наружный элемент, расположенный со стороны живота, и наружный элемент, расположенный со стороны спины, разделены при отсутствии их непрерывности со стороны промежности, при этом
способ включает:
подачу лентообразного непрерывного листового материала в направлении, в котором он является непрерывным;
размещение в части листового материала, промежуточной в направлении CD, упругих и эластичных элементов, предназначенных для придания эластичности наружному элементу, расположенному со стороны живота, и наружному элементу, расположенному со стороны спины;
загибание в направлении CD частей, расположенных с одной стороны и с другой стороны поперек направления CD промежуточной части листового материала, по направлению к стороне части, промежуточной в направлении CD, на которой имеются упругие и эластичные элементы, послойная укладка и фиксация упругих и эластичных элементов между загнутыми частями и частью, промежуточной в направлении CD, и соединение вместе загнутых частей и части, промежуточной в направлении CD, для образования полосообразной непрерывной эластичной ленты, при этом во время образования эластичной ленты часть листового материала, расположенную с одной стороны в направлении CD, и часть листового материала, расположенную с другой стороны в направлении CD, загибают для образования части с перекрытием между концом загнутой части, расположенной с одной стороны в направлении CD, и концом загнутой части, расположенной с другой стороны в направлении CD;
разрезание эластичной ленты в месте, промежуточном в направлении CD, для разделения эластичной ленты на эластичную ленту, расположенную со стороны спины, и эластичную ленту, расположенную со стороны живота, и последующее увеличение интервала в направлении CD между эластичной лентой, расположенной со стороны спины, и эластичной ленты, расположенной со стороны живота;
подачу с интервалами в направлении MD отдельно изготовленного внутреннего элемента, присоединение передней части внутреннего элемента к эластичной ленте, расположенной со стороны живота, и задней части внутреннего элемента к эластичной ленте, расположенной со стороны спины, для образования внутреннего присоединенного элемента; и
складывание вдвое внутреннего присоединенного элемента в направлении CD, соединение эластичной ленты, расположенной со стороны живота, и эластичной ленты, расположенной со стороны спины, в частях, предназначенных стать обеими боковыми сторонами каждого отдельного подгузника, и отрезание эластичной ленты, расположенной со стороны живота, и эластичной ленты, расположенной со стороны спины, на границах каждого отдельного подгузника для изготовления каждого отдельного подгузника.
2. Способ изготовления одноразового подгузника типа трусов по п.1, в котором во время разрезания эластичной ленты эластичную ленту разрезают в месте, проходящем через место соединения между загнутыми частями и частью, промежуточной в направлении CD.
3. Способ изготовления одноразового подгузника типа трусов по п.1, в котором
упругие и эластичные элементы и средство их фиксации и средство соединения листового материала, не предусмотрены в зоне, которая соответствует неполной или полной части с перекрытием в листовом материале, причем листовой материал в указанной зоне соединен только за счет соединения между эластичной лентой, расположенной со стороны живота, и эластичной лентой, расположенной со стороны спины.
4. Способ изготовления одноразового подгузника типа трусов по любому из пп.1-3, в котором загнутые части расположены внутри подгузника.
5. Способ изготовления одноразового подгузника типа трусов по любому из пп.1-3, в котором загнутые части расположены с наружной стороны подгузника.
6. Способ изготовления одноразового подгузника типа трусов по любому из пп.1-5, в котором после образования эластичной ленты некоторые из упругих и эластичных элементов в зоне, предназначенной стать эластичной лентой, расположенной со стороны живота, и некоторые из упругих и эластичных элементов в зоне, предназначенной стать эластичной лентой, расположенной со стороны спины, разделяют на мелкие части перед разделением эластичной ленты на эластичную ленту, расположенную со стороны живота, и эластичную ленту, расположенную со стороны спины.
7. Способ изготовления одноразового подгузника типа трусов по любому из пп.1-6, в котором по меньшей мере центральную в направлении CD, концевую часть по меньшей мере одной из эластичной ленты, расположенной со стороны спины, и эластичной ленты, расположенной со стороны живота, формируют в виде зоны, в которой множество слоев в листовом материале наложены друг на друга, посредством образования эластичной ленты и разделения эластичной ленты на эластичную ленту, расположенную со стороны спины, и эластичную ленту, расположенную со стороны живота, при этом разрезание выполняют в указанной зоне для образования краев отверстий для ног с криволинейной формой.
8. Одноразовый подгузник типа трусов, содержащий:
наружный элемент, который образован посредством соединения по обеим сторонам наружного элемента, расположенного со стороны живота, и наружного элемента, расположенного со стороны спины; и
внутренний элемент, который имеет переднюю часть, присоединенную к центральной в направлении ширины зоне наружного элемента, расположенного со стороны живота, и заднюю часть, присоединенную к центральной в направлении ширины зоне наружного элемента, расположенного со стороны спины, при этом внутренний элемент проходит через промежностную часть пользователя, при этом наружный элемент, расположенный со стороны живота, и наружный элемент, расположенный со стороны спины, разделены при отсутствии их непрерывности со стороны промежности, при этом
наружный элемент, расположенный со стороны живота, и наружный элемент, расположенный со стороны спины, имеют внутренний слой и наружный слой, образованные загибанием листового материала со стороны талии, причем между внутренним слоем и наружным слоем имеются упругие и эластичные элементы, и
в наружном элементе, расположенном со стороны живота, и в наружном элементе, расположенном со стороны спины, как внутренний слой, так и наружный слой проходят до краев стороны промежности, при этом один из наружного элемента, расположенного со стороны живота, и наружного элемента, расположенного со стороны спины, имеет краевой листовой материал, расположенный между расположенной со стороны ног краевой частью наружного слоя и внутреннего слоя, причем краевой листовой материал и внутренний слой соединены вместе, а краевой листовой материал и наружный слой не соединены вместе в частях, отличных от обеих боковых частей наружного элемента.
9. Одноразовый подгузник типа трусов, содержащий:
наружный элемент, который образован посредством соединения по обеим сторонам наружного элемента, расположенного со стороны живота, и наружного элемента, расположенного со стороны спины; и
внутренний элемент, который имеет переднюю часть, присоединенную к центральной в направлении ширины зоне наружного элемента, расположенного со стороны живота, и заднюю часть, присоединенную к центральной в направлении ширины зоне наружного элемента, расположенного со стороны спины, причем внутренний элемент проходит через промежностную часть пользователя, при этом наружный элемент, расположенный со стороны живота, и наружный элемент, расположенный со стороны спины, разделены при отсутствии их непрерывности со стороны промежности, при этом
наружный элемент, расположенный со стороны живота, и наружный элемент, расположенный со стороны спины, имеют внутренний слой и наружный слой, образованные загибанием листового материала со стороны талии, при этом между внутренним слоем и наружным слоем предусмотрены упругие и эластичные элементы, и
в наружном элементе, расположенном со стороны живота, и в наружном элементе, расположенном со стороны спины, как внутренний слой, так и наружный слой проходят до краев стороны промежности, при этом один из наружного элемента, расположенного со стороны живота, и наружного элемента, расположенного со стороны спины, имеет краевой листовой материал, предусмотренный на наружной поверхности расположенной со стороны ног краевой части наружного слоя, при этом краевой листовой материал присоединен к наружному элементу только в краевой части стороны промежности, и в обеих боковых частях наружного элемента, причем, по меньшей мере, край, расположенный со стороны ног, образован из внутреннего слоя и наружного слоя.
| WO 2013148379 A1, 03.10.2013 | |||
| JP 2014004115 A, 16.01.2014 | |||
| JP 2011212373 A, 27.10.2011 | |||
| US 2004158217 A1, 12.08.2004. |

