Изобретение относится к области машиностроения, а именно к пустотелым широкохордным лопаткам вентилятора ГТД (газотурбинного двигателя) с демпфером для гашения вибраций.
Повышение надежности путем предупреждения усталостных повреждений рабочих лопаток является актуальной задачей современного авиадвигателестроения. Возникновение этих повреждений во многом определяется уровнем вибрационных напряжений в лопатках во всем диапазоне режимов эксплуатации двигателя. Одним из важнейших факторов, снижающих уровень этих напряжений, является демпфирующая способность лопаток, которая определяется энергией, рассеянной в обтекающем газовом потоке (аэродемпфирование), в материале, и за счет конструкционного демпфирования в замковом соединении, и в контакте бандажных или антивибрационных полок для ступеней с этими полками.
Вентиляторы современных авиационных газотурбинных двигателей выполняются с широкохордными титановыми рабочими лопатками без антивибрационных полок, часто имеют пустотелую конструкцию пера лопатки. Конструкционное демпфирование (в замке лопатки) и демпфирование в материале этих лопаток мало, а аэродинамическое демпфирование резко падает на нерасчетных режимах (см. Б.Ф. Шорр, Г.В. Мельникова, Н.Н. Серебряков «Разработка технологий демпфирования колебаний рабочих лопаток турбин ТВД», ТО №13496, 2009).
Поэтому для предотвращения опасных резонансных колебаний лопаток применяют специальные демпфирующие устройства. В абсолютном большинстве известных случаев это устройства конструкционного демпфирования, у которых энергия рассеивается за счет работы сил сухого (кулонова) трения между контактирующими поверхностями при их взаимном упругом проскальзывании в процессе колебаний.
Выбор этого вида демпфирования выбран потому, что его использование позволяет создавать специальные демпфирующие устройства, обеспечивающие оптимальный уровень демпфирования рабочих лопаток турбомашин при конструктивных параметрах демпфирующих устройств. Под конструктивными параметрами здесь понимаются параметры, не существенно (допустимо) ухудшающие габаритные, массовые, технологические, конструктивные характеристики рабочих колес турбомашины и при этом улучшающие эксплуатационные характеристики этих колес и турбомашины в целом. Выбор в пользу этого вида демпфирования сделан уже в самых ранних разработках этих устройств.
Известна рабочая лопатка вентилятора по А. Св. СССРР №1147097, МПК F01D 29/38, опубл. 10.12.2005 г.
Рабочая лопатка вентилятора двухконтурного турбореактивного двигателя, содержит полое перо и расположенный в его полости сотовый наполнитель, отличающаяся тем, что, с целью повышения надежности работы путем улучшения демпфирующих свойств, в ячейках сотового наполнителя размещены грузики.
Лопатка хорошо демпфирует вибронагрузки, но не работоспособна при больших частотах вращения, т.к. не выдерживает большие центробежные нагрузки вследствие большого веса и малого поперечного сечения оболочки.
Известна композитная лопатка вентилятора по патенту РФ на изобретение №2334750, МПК F04D 29/38, опубл. 20.03.2010 г.
Эта композитная лопатка преимущественно для вентиляторов авиационных двигателей, состоит из комля и лопасти, содержащей сердечник, формирующий внутреннюю пространственную геометрию лопатки, внешние и внутренние слои композиционного армированного материала, наложенные на сердечник соответственно с обеих его выпуклой и вогнутой сторон, и формирующие внешнюю геометрию лопатки, сердечник выполнен из двух частей - комлевой части из легкого и жесткого материала, например пенопласта, и лопастной части из прочного жесткого материала, например минералокомпозита, при этом комлевая и лопастные части связаны между собой клеевым соединением.
Недостатки: низкая прочность.
Известна лопатка вентилятора по патенту РФ на изобретение №2269034, МПК F04D 29/38, опубл. 27.01.2006 г.
Лопатка вентилятора содержит металлическую профильную часть, имеющую выемку, расположенную на ее первой стороне и содержащую связанный с ней наполнитель. Выемка содержит множество ячеек, разделенных соответствующими ребрами, которые утоплены в наполнитель.
Недостаток: плохое противодействие лопаток центробежным нагрузкам.
Известно также демпфирующее устройство (патент США №5205714, 27.04.1993), действие которого основано на рассеянии энергии колебаний лопатки за счет работы сил сухого трения, возникающих при контакте малоподвижного элемента демпфирующего устройства с участком тела колеблющейся лопатки, расположенным внутри ее ножки или в области замкового соединения. Для создания контактного давления используются пружины или другие упругие элементы.
Заметим, что при одном и том же контактном давлении демпфирующее устройство по а.с. СССР 333277, МПК F01D 5/16, опубл. 21.03.1972 г. будет рассеивать в разы большую энергию, чем демпфирующее устройство по патенту США №5205714 за счет в разы большего суммарного взаимного проскальзывания контактирующих поверхностей.
Известно также демпфирующее устройство (патент США №6283707, 04.09.2001), использующие для создания контактного давления центробежную силу инерции от вращения рабочего колеса элементов конструкции, размещенных внутри пера или замка лопатки, через упругие элементы.
Числа оборотов вентиляторов двухконтурных авиационных двигателей лежат в диапазоне n=3000÷8300 об/мин (причем нижние значения этих оборотов характерны для гражданских двигателей с большой степенью двухконтурности, а верхние для военных). Масса элемента, размещенного в замке или пере лопатки, не велика и едва ли в большинстве практических случаев превысит 50÷100 г. Поэтому величина создаваемой таким элементом центробежной силы в указанном диапазоне оборотов во многих практических случаях может оказаться недостаточной для создания такой настройки демпфера, которая бы эффективно гасила колебания лопатки.
Известно также устройство демпфирования широкохордных рабочих лопаток вентилятора (см. патент РФ №2461717 РФ, МПК F01D 5/26, F01D 25/06, опубл. 20.09.2012 г. Устройство демпфирования колебаний широкохордных лопаток вентиляторов с большой конусностью втулки и вентилятор газотурбинного двигателя/ Б.Ф. Шорр, Н.Н. Серебряков, М.А. Морозов. - http://www.findpatent.ru/patent/246/2A61717/html), расположенное между рабочим колесом и бустером подпорных ступеней вентилятора, содержит кольцеобразную металлическую пластину, крепящуюся снаружи к диску вентилятора и/или к бустеру и изогнутые профилированные элементы. Элементы выступают соответственно каждой рабочей лопатке над кольцеобразной пластиной по ее внешнему диаметру. Каждый из элементов включает упругую часть и фрикционную часть, отогнутую от упругой и загнутую в направлении внутреннего диаметра кольцеобразной металлической пластины. Элементы выполнены с возможностью прижатия фрикционной части к ответной торцовой поверхности ножки лопатки центробежной силой вентилятора без совершения совместных колебаний для создания силы трения, демпфирующей колебания лопатки.
Жесткость крепления элемента к диску вентилятора и/или к бустеру не допускает совместных колебаний устройства и ножки лопатки. Достигается повышение надежности демпфирования колебаний широкохордных лопаток вентилятора с большой конусностью втулки за счет создания силы трения при перемещениях фрикционного элемента устройства и наружной поверхности торца ножки лопатки.
Формулировка этой формулы изобретения содержит грубые неточности. Так утверждение, что фрикционная часть прижимается к ответной торцовой поверхности ножки лопатки центробежной силой вентилятора неточно, потому, что неясно какая это сила. Лопатки вентилятора создают центробежные силы, действующие на вентилятор, но как ясно из анализа конструкции предложенного устройства, эти силы не создают сдавливающей нагрузки между фрикционной частью устройства и торцом ножки лопатки. Эта нагрузка в этом устройстве создается небольшой долей центробежной силы, создаваемой в основном массой отогнутой части фрикционного элемента (см. ниже). Термин «несовместные колебания», по нашему мнению, не удачен и не точен, так как при наличии ненулевых сил трения на контактных поверхностях на каждом размахе системы «лопатка - демпфирующее устройство», в начале каждого размаха, будет этап, где элементы системы деформируются «совместно», как единое целое. Принципиально возможными являются и этапы деформации системы, на которых происходит постепенное расширение зоны взаимных упругих проскальзываний с сухим трением на контактных поверхностях элементов. Да и на этапе полного расслоения системы колебания ее элементов в строгом смысле не перестают быть совместными, так как и на этом этапе остаются справедливыми некоторые условия совместности деформации ее элементов.
Кроме описанных выше смысловых неточностей демпфирующее устройство по патенту РФ №2461717 РФ имеет ряд недостатков.
Как указывалось выше, внутри лопатки может быть размещен демпфер, у которого суммарная величина взаимных проскальзываний с сухим трением на его контактных поверхностях будет в разы больше, чем величина аналогичного проскальзывания демпфера, контактирующего с внешней поверхностью лопатки (например, демпфера по патенту РФ №2461717 РФ), и при одной и той же величине сдавливающей нагрузки, при той же форме и амплитуде колебаний лопатки, демпфер, размещенный внутри лопатки на каждом размахе колебаний будет рассеивать больше энергии, чем демпфер, рассеивающий энергию только за счет работы сил сухого трения на взаимных проскальзываниях его контактной поверхности относительно внешней поверхности лопатки, и, следовательно, обеспечит более высокую надежность демпфирования.
Так из текста его описания следует, что демпфирующее устройство применяется для гашения колебаний лопаток вентилятора, изготовленных из титана.
Широко известно, что титан плохо работает на сухое трение. При сухом трении в паре «титан - металл», например, в паре «титан - сталь», частицы титана вырываются из титанового элемента и налипают на стальной, происходит интенсивный износ титанового элемента.
В описании патента ничего не сказано о мерах, повышающих износостойкость титана.
Как известно, для этих целей наиболее широко применяется оксидирование титановых сплавов. Твердая окисная пленка исключает вырывание и налипание частиц титана и обеспечивает величину коэффициента трения скольжения в паре «титан - сталь» такую же, как в паре «сталь по стали».
Оксидирование титановых сплавов оказалось достаточным для обеспечения изготовления из титановых сплавов различных резьбовых соединений и допускает, например, многократное перезатягивание гаек из. титанового сплава. Но нам неизвестно какой ресурс будет у титановой оксидированной лопатки (и, следовательно, авиадвигателя) при взаимодействии ее с демпфирующим устройством по патенту РФ №2461717 РФ при 8000 циклах ее нагружения в минуту.
Деформация фрикционного элемента следит за деформацией лопатки в месте контакта (в том смысле, что величины центробежной силы, действующей на фрикционный элемент, оказывается достаточно для сохранения непрерывного контакта фрикционного элемента и лопатки).
Чтобы эффективность демпфирующего устройства по патенту РФ №2461717 была бы приемлема жесткость его фрикционного элемента в направлении поперечных колебаний лопатки должна быть, по крайней мере, одного порядка с жесткостью лопатки в этом же направлении (см. Эскин И.Д. Исследование обобщенных упругофрикционных характеристик демпферов и амортизаторов авиационных двигателей: приложение к дис… канд. тех. наук / И.Д. Эскин. Приложение. - Куйбышев: КуАИ, 1973. - 315 с), т.е. достаточно большой.
В конструкции демпфирующего устройства по патенту РФ №2461717 выполнение этого условия приводит к достаточно большой жесткости его фрикционного элемента в направлении, перпендикулярном плоскости поперечных колебаний лопатки.
Лопатка совершает пространственные колебания. Возрастание составляющей ее деформации в направлении отрыва фрикционного элемента от поверхности лопатки уменьшает долю центробежной силы, создающей сдавливающую нагрузку между лопаткой и фрикционным элементом, от половинного значения центробежной силы при нулевом значении этой составляющей вплоть до нуля при отрыве фрикционного элемента. Причем, чем больше жесткость фрикционного элемента в направлении, перпендикулярном плоскости поперечных колебаний лопатки, тем интенсивнее идет процесс снижения этой доли центробежной силы на данном размахе колебаний. Это физическое явление несколько снижает демпфирующие свойства этого демпфирующего устройства.
При появлении зазора между лопаткой и фрикционным элементом у неработающего двигателя, а этот зазор может появиться в силу ряда эксплуатационных причин, например, за счет износа контактирующих поверхностей лопатки и фрикционного элемента, этот зазор будет выбираться на работающем двигателе при действии центробежной силы, причем доля центробежной силы, создающей сдавливающую нагрузку между лопаткой и фрикционным элементом, будет уменьшаться (от половины центробежной силы) тем больше, чем больше жесткость фрикционного элемента в направлении, перпендикулярном плоскости поперечных колебаний лопатки, и чем больше зазор. Это физическое явление в процессе эксплуатации может существенно снизить демпфирующие свойства этого демпфирующего устройства вплоть до такого уровня, когда демпфирующее устройство станет бесполезным.
Для того, чтобы вся центробежная сила фрикционного элемента создавала сдавливающую нагрузку на контактных поверхностях лопатки и фрикционного элемента, в зависимом пункте формулы изобретения патента РФ №2461717 РФ предложено демпфирующее устройство, у которого фрикционный элемент установлен, с возможностью свободного смещения его в направляющих в радиальном направлении.
Недостатком этого устройства является его конструктивная и технологическая сложность, которая, прежде всего, заключается в выполнении с высокими точностью и чистотой изготовления основания с направляющими и самого фрикционного элемента, исключающими заклинивание его в направляющих, которое в свою очередь может привести к увеличению дисбаланса ротора вентилятора.
К числу основных недостатков демпфирующего устройства по патенту РФ №2461717 то обстоятельство, что применение его в гражданских газотурбинных двигателях с оборотами n=3000÷4000 об/мин с большой степенью двухконтурности с рабочими лопатками вентилятора, выполняемыми с ножками, оказывается не эффективным или даже не целесообразным в силу того, что центробежная сила, создаваемая фрикционным элементом при его конструктивных параметрах, окажется не достаточной для создания настройки демпфера, обеспечивающей его эффективную работу, или настройка демпфера окажется даже не снижающей максимальные напряжения лопатки на ее наиболее опасных формах колебания до приемлемого уровня (см. ниже).
К числу основных недостатков демпфирующего устройства по патенту РФ №2461717 относится также то обстоятельство, что применение его для военных газотурбинных двигателях с оборотами n=7000÷8300 об/мин не возможно, или не эффективно, так как у вентиляторов этих двигателей рабочие лопатки выполнены либо совсем без ножек, либо с короткими ножками, у которых смещения, на которых бы рассеивалась энергия, при использовании демпфера по патенту РФ №2461717, малы и, следовательно, мала эта энергия.
Кроме того, даже в гипотетическом случае, когда максимальное число оборотов вентилятора достаточно велико, например, n≥8000 об/мин и рабочие лопатки вентилятора выполнены с высокими ножками, двигатель при запуске или останове проходит через обороты, частоты которых совпадают с резонансными частотами опасных низших форм колебания рабочих лопаток вентилятора и эти частоты относительно невелики, например, соответствуют n≤4000 об/мин, и/или двигатель имеет рабочие режимы с оборотами, находящимися в резонансных зонах этих форм колебаний рабочих лопаток вентилятора, демпфирующее устройство по патенту РФ №2461717 на этих режимах работы окажется малоэффективным вследствие недостаточной величины центробежной силы, создаваемой фрикционным элементом устройства.
Для эффективного гашения колебаний длинной пустотелой широкохордной лопатки вентилятора демпфирующее устройство по патенту РФ №2461717 вообще не годится, так как эти лопатки, либо вообще не имеют ножки, либо длина этих ножек не достаточна для создания эффективного демпфирующего устройства такого типа.
Для использования в авиадвигателях пятого поколения требуются пустотелые широкохордные лопатки вентиляторов до 1÷1,5 м длиной с рабочей температурой до 250°С. Они должны иметь стойкость к точечным ударам при попадании посторонних предметов, иметь высокую усталостную прочность при длительном воздействии статических и динамических нагрузок и быть устойчивыми к скручиванию при высоких оборотах. В настоящее время эти лопатки изготавливаются из волокнистых однонаправленных композиционных металломатричных материалов с малым удельным весом, высокой прочностью и высокой стойкостью к эрозии в потоке газов.
Известен способ изготовления пустотелых лопаток вентилятора (см. патент США №398646), по которому оболочки лопатки изготавливают из бораалюминиевого волокнистого композиционного материала, в полости, образованной оболочками, размещают титановый лонжерон. Лонжерон и оболочки сваривают диффузионной сваркой при температуре и давлении.
Недостатком этого способа является сложность получения оболочек аэродинамической формы из непластичных (хрупких) волокон бораалюминия. Основным несущим элементом в этой конструкции крупноразмерной лопатки является лонжерон, и так как титан обладает худшей прочностью, чем боралюминий, более рациональным было бы силовой элемент выполнить из бораалюминия, а оболочки из титана (см. ниже).
Известен способ получения лопатки компрессора (см. патент РФ №2229035), состоящей из оболочки и силовых несущих элементов, имеющих полости, или выполнена без полостей, включающий придание пластинам, из которых выполнены оболочка и несущие элементы, заданной формы и размеров, укладку пластин друг на друга в штамп, повторяющий форму и размеры лопатки, и диффузионную сварку при температуре и давлении. Оболочку и несущие элементы выполняют из одного и того же материала, или хотя бы одну пластину вырезают из металла с иными характеристиками прочности.
Недостатком этого способа при применении его к изготовлению крупноразмерных лопаток является то, что основная часть такой лопатки будет изготовлена из металлического листового материала с высоким удельным весом, но не обладающим достаточной прочностью и жесткостью, необходимых для изготовления пустотелых широкохордных лопаток вентилятора. При изготовлении таких лопаток с полостями снижается одновременно ее вес и прочность, что принципиально не позволяет достичь результатов, получаемых способом (см. патент РФ 2296246, МПК F04D 29/38. Способ получения широкохордной пустотелой лопатки вентилятора / Е.Н. Каблов, Ю.А. Абузин, А.И. Наймушин, В.Н. Кочетов, А.А. Шавнев. Опубл. 27.03.2007. Интернет: http://www.freepatent.ru/patents/2296246), состоящим в том, что пустотелую широкохордную лопатку вентилятора, состоящую из оболочки и силовых несущих элементов изготавливают следующей последовательностью операций: придают оболочке требуемую форму и размеры, получают несущие элементы из предварительно сформованных монослоев композиционного материала путем их ступенчатой термодеформационной обработки с постепенным увеличением ее воздействия на материал, укладывают в оболочку несущие элементы на расстояниях друг от друга в соответствии со схемой армирования, укладывают сформированную таким образом заготовку в штамп, повторяющий профиль и размеры лопатки, в составе собранной заготовки выполняют завершающую стадию термодеформационной обработки несущих элементов при одновременном прессовании и диффузионной сварке лопатки при заданной температуре и давлении.
Оболочку выполняют из листа из титанового сплава. Несущие элементы изготавливают из волокнистого однонаправленного металломатричного высокомодульного композиционного материала - борных волокон в алюминиевой матрице, или борных волокон с покрытием карбида кремния в алюминиевой матрице, или углеродных волокон в алюминиевой матрице, или волокон карбида кремния в титановой матрице.
Ступенчатую термодеформационную обработку несущих элементов лопатки проводят в несколько стадий. На первой стадии степень воздействия термодеформационной обработки составляет 40-70%, на второй стадии степень воздействия термодеформационной обработки с одновременным формованием несущих элементов до требуемой геометрической формы составляет 60-90%, а окончательную термодеформационную обработку несущих элементов до 100% проводят в составе собранной заготовки при одновременном прессовании и диффузионной сварке лопатки.
Этот способ позволяет получить легкие пустотелые широкохордные лопатки вентиляторов авиационных ГТД с высокой прочностью и статической жесткостью, сохраняющимися или нарастающими в процессе технологического цикла, повысить ресурс и надежность вентилятора ГТД.
Общим недостатком пустотелых широкохордных лопаток, получаемых вышерассмотренными способами, и самих этих способов является то обстоятельство, что в конструкции этих лопаток и способах не предусмотрена постановка специального демпфирующего устройства, что при очень крупных размерах этих лопаток и подверженности их большим вибрационным и ударным нагрузкам может оказаться в ряде практических случаях очень важной проблемой и конструктор столкнется с необходимостью разработки конструкции пустотелой широкохордной лопатки с высокоэффективным демпфирующим устройством и способа ее изготовления.
Нам не удалось отыскать не только хотя бы один пример успешного практического применения в серийно выпускаемой турбомашине специальных демпфирующих устройств пустотелых широкохордных лопаток вентилятора, но и патентов, где бы предлагались такие лопатки с высокоэффективным демпфирующим устройством. Заметим также, что актуальность решения этой задачи будет только возрастать с развитием прогресса в авиадвигателестроении.
Известна пустотелая широкохордная лопатки вентилятора ГТД по патенту РФ 2296246, МПК F04D 29/38.
Предложена конструкции длинной легкой пустотелой широкохордной лопатки вентилятора авиационного ГТД пятого поколения с высокой прочностью и статической жесткостью, сохраняющимися или нарастающими в процессе технологического цикла, с высокоэффективным демпфирующим устройством, способным не только снизить динамические напряжения в лопатке при ударе и вибрации до безопасного уровня на всех рабочих режимах авиадвигателя, но и повысить ресурс и надежность вентилятора ГТД.
Известна пустотелая широкохордная лопатка вентилятора ГТД по патенту РФ №2626523, МПК F01L 5/26, опубл. 28.07.2017 г., прототип.
Эта пустотелая широкохордная лопатка вентилятора ГТД состоит из оболочки, выполненной из металлического листа (из титанового сплава), и жестко скрепленных с ней силовых несущих элементов: лонжерона, выполненного из титанового сплава, и остальных, выполненных из волокнистого однонаправленного металломатричного высокомодульного композиционного материала.
Недостатки: сложность конструкции и относительно низкие прочность, противодействие ударным нагрузкам и вибропрочность.
Задачи создания изобретения: упрощение конструкции и прочности при ударных нагрузках и вибрационной прочности.
Технический результат: увеличение прочности при ударных нагрузках и вибрационной прочности.
Решение указанных задач достигнуто в широкохордной лопатке вентилятора газотурбинного двигателя, состоящей из основания, металлической оболочки и несущих силовых элементов, установленных в полости внутри металлической оболочки и демпфирующий материал, отличающаяся тем, что она содержит концевую заглушку, с которой жестко соединены несущие силовые элементы, которые выполнены из сплава титана с алюминием, полученного методом 3D-печати, при этом процентный состав титана от центра к периферии уменьшается от 100% до 0%, процентный состав алюминия возрастает от 0% до 100%, между основанием и концевой заглушкой установлены промежуточные перегородки, через отверстия в которых проходят несущие силовые элементы, а демпфирующий материал размещен в полости между промежуточными перегородками и концевой заглушкой и промежуточной перегородкой.
В отверстиях промежуточных перегородок могут быть установлены демпферы.
Несущие силовые элементы могут быть смонтированы с предварительным натягом. Несущие силовые элементы могут быть выполнены прямоугольного поперечного сечения. Несущие силовые элементы могут быть выполнены круглого поперечного сечения. Изменение процентного состава титана и алюминия может быть выполнено дискретно. Изменение процентного состава титана и алюминия может быть выполнено непрерывно. Несущие силовые элементы могут быть выполнены прямоугольного поперечного сечения. Несущие силовые элементы могут быть выполнены круглого поперечного сечения. Несущие силовые элементы могут быть выполнены четырехугольного поперечного сечения, при этом две стенки повторяют внутренний профиль участков оболочки, контактирующих с ними. Полости между силовыми несущими элементами могут быть заполнены демпфирующим материалом. Изменение процентного состава титана и алюминия может быть выполнено дискретно. Изменение процентного состава титана и алюминия может быть выполнено непрерывно.
Сущность изобретения поясняется на фиг. 1-7, где:
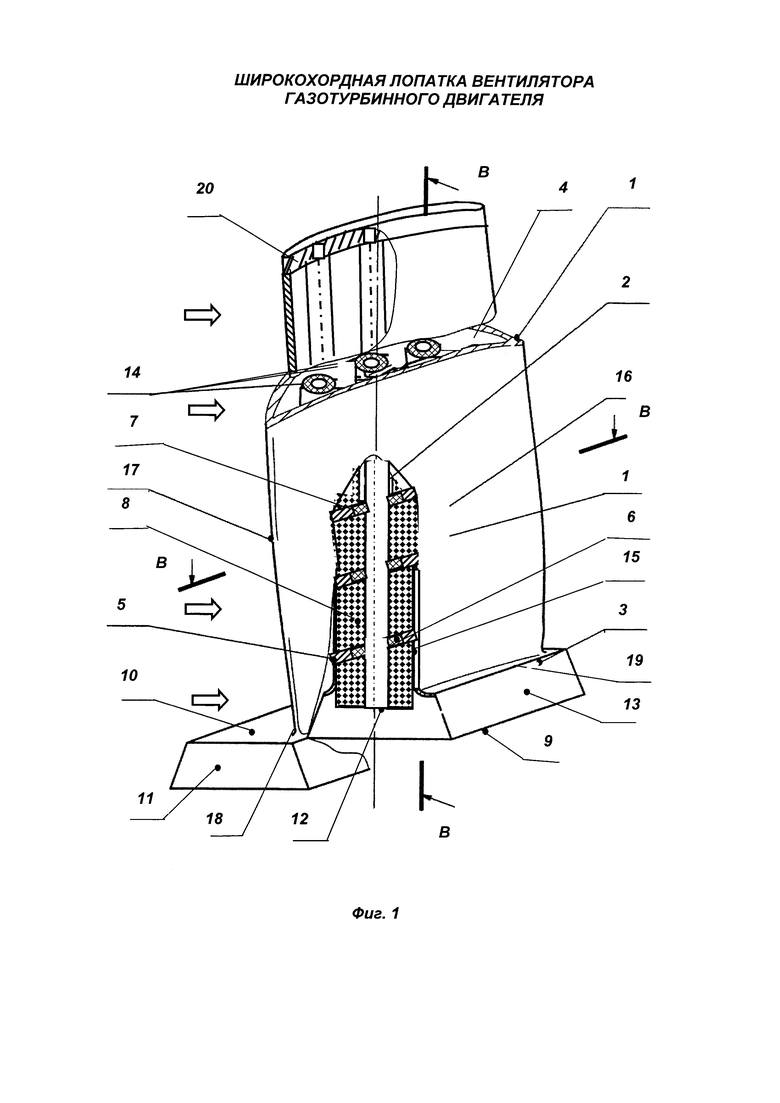
- на фиг. 1 приведен общий вид лопатки,
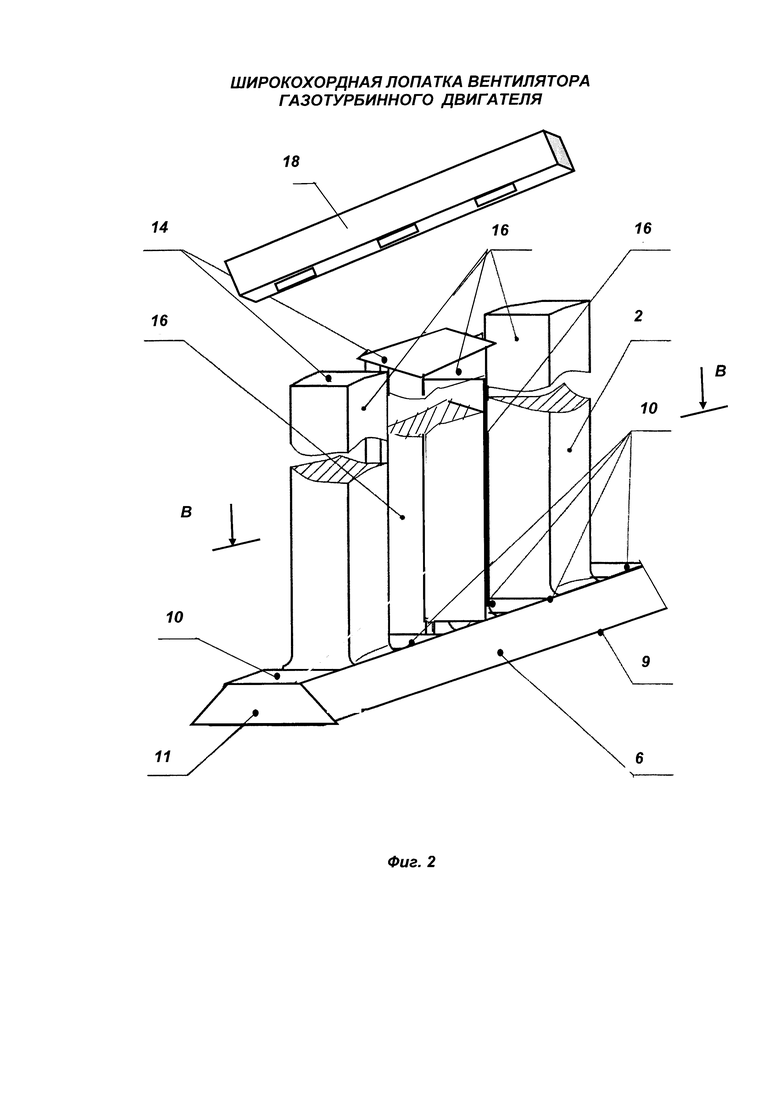
- на фиг. 2 приведен вид силового каркаса,
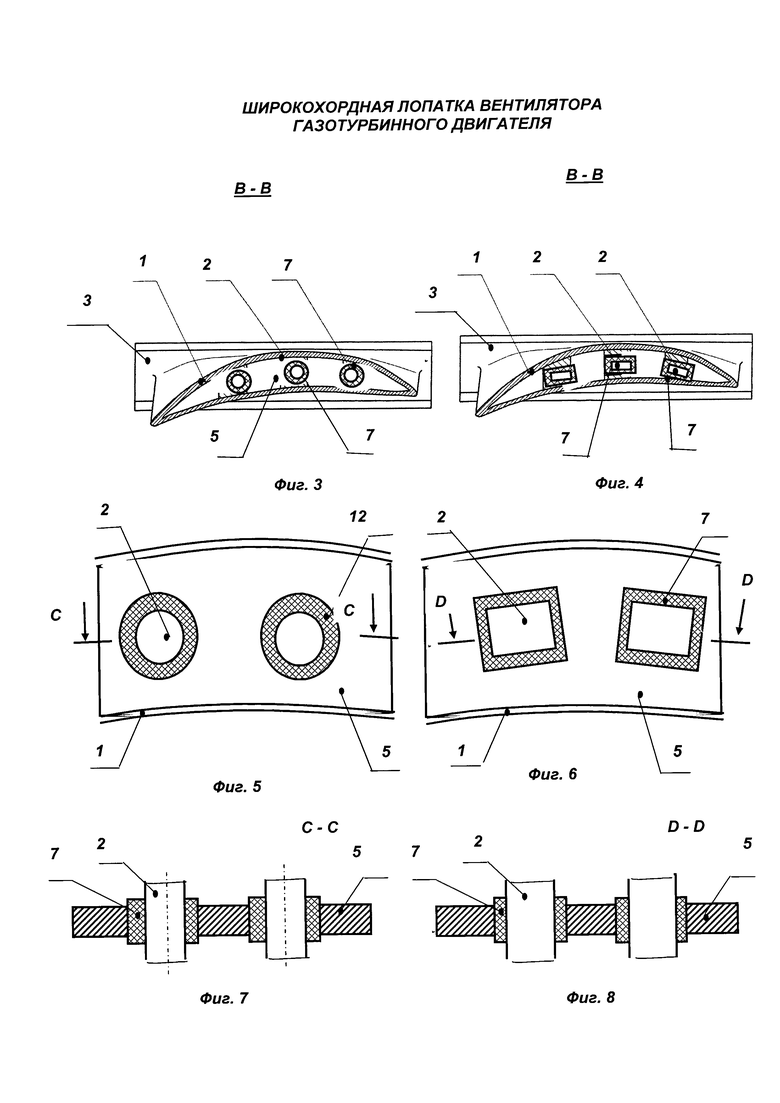
- на фиг. 3 приведен разрез В-В на фиг. 1 первый вариант,
- на фиг. 4 приведен разрез В-В на фиг. 1 второй вариант,
- на фиг. 5 приведена пластина с демпферами первый вариант,
- на фиг. 6 приведена пластина с демпферами, второй вариант,
- на фиг. 7 приведен разрез С-С, на фиг. 5,
- на фиг. 8 приведен разрез D-D, на фиг. 6,
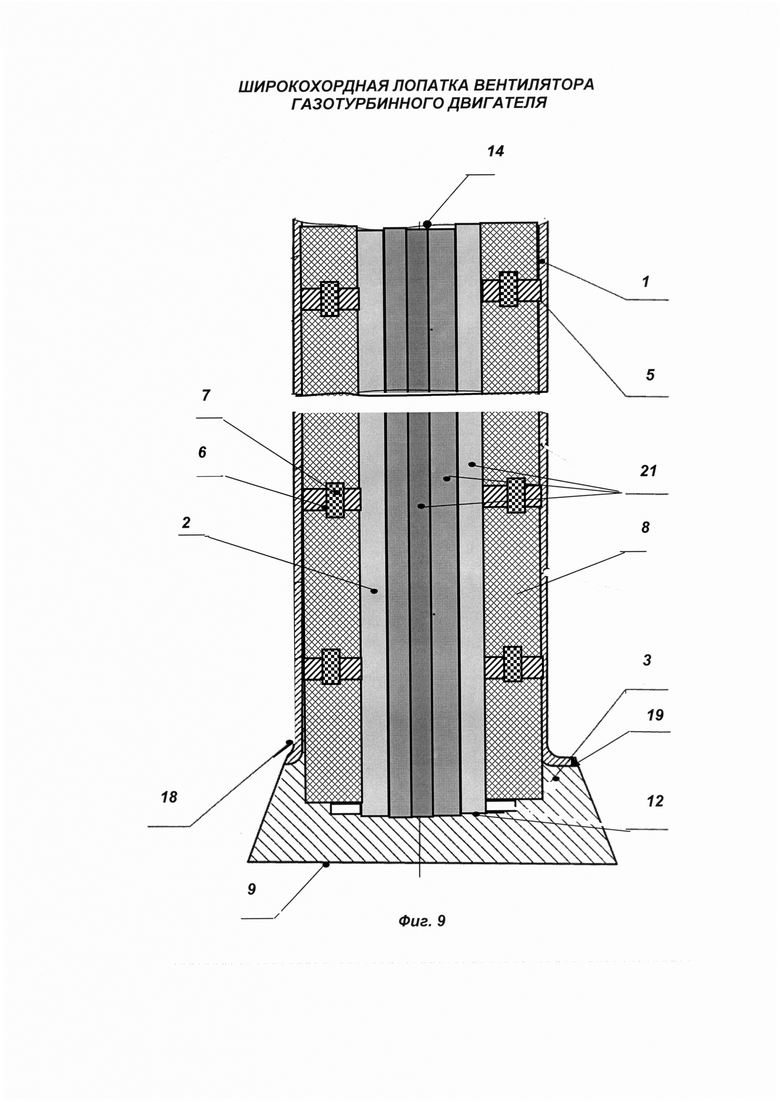
- на фиг. 9 приведены несущие силовые элементы с дискретным изменением состава Ti и Аl
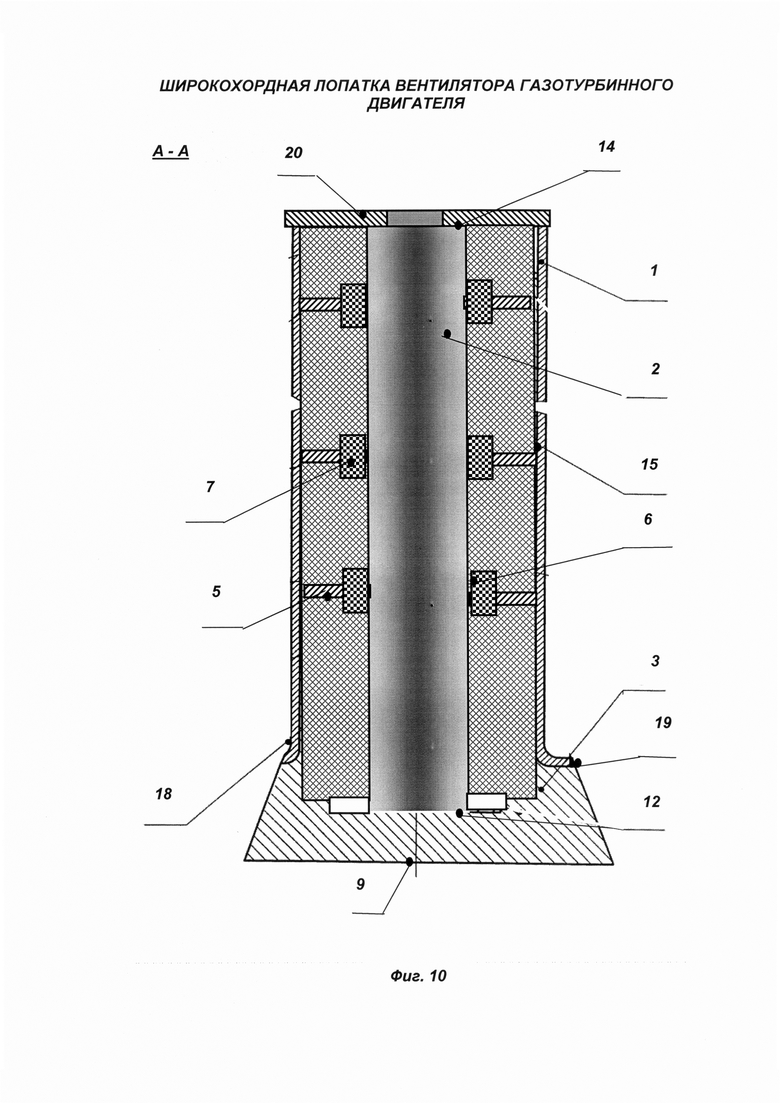
- на фиг.10 приведены несущие силовые элементы с непрерывным изменением состава Ti и Аl.
Широкохордная лопатка вентилятора (фиг. 1 и 2) состоит из металлической оболочки 1, и жестко скрепленных с ней несущих силовых элементов 2, установленных на основании 3 в полости 4 внутри металлической оболочки 1.
В полости 4 установлены промежуточные перегородки 5, в которых выполнены отверстия 6, через которые проходят несущие силовые элементы 2. Отверстия 6 могут быть выполнены круглыми или прямоугольными. Между промежуточными перегородками 5 и несущими силовыми элементами 2 установлены демпферы 7. Между промежуточными перегородками 5 размещен демпфирующий материал 8.
В качестве демпфирующего материала 8 может быть применена металлорезина или стружка из легких металлов или их сплавов.
Основание 3 (фиг. 1) выполнено цельнометаллическим и имеет контактный торец 9 для контакта с диском (не показано), внутренние поверхности 10 и боковые торцы 11.
Несущие силовые элементы 2 содержат внутренние торцы 12, боковые стенки 13 и наружные торцы 14.
Боковые стенки 13 контактируют с внутренней поверхностью 15 металлической оболочки 1, но не соединены с ней.
Металлическая оболочка 1 (фиг. 1) образует корытце 16 и спинку 17 лопатки. Металлическая оболочка 1 имеет переходный участок 18 для соединения его с основанием 3. Соединение может быть выполнено, например, сварочным швом 19.
Несущие силовые элементы 2 в поперечном сечении могут иметь круглую форму (фиг. 3) или прямоугольную формы (фиг. 4) или несущие силовые элементы 2 могут быть выполнены четырехугольного поперечного сечения,
Несущие силовые элементы 2 выполнены из сплава титана с алюминием, полученного методом 3D-печати, при этом процентный состав титана от центра к периферии уменьшается от 100% до 0%, а алюминия возрастает от 0% до 100%.
Несущие силовые элементы 2 могут быть выполнены круглого поперечного сечения (фиг. 3, 5 и 7). Несущие силовые элементы 2 могут быть выполнены прямоугольного поперечного сечения (фиг. 4, 6 и 8).
Полость 4 между несущими силовыми несущими элементами 2 и промежуточными перегородками 5 заполнена демпфирующим материалом 8.
Широкохордная лопатка вентилятора (фиг. 1) содержит концевую заглушку 20, с которой жестко связаны наружные торцы 14 силовых несущих элементов 2. Это соединение может быть выполнено, например, сваркой.
Силовые несущие элементы 2 могут быть смонтированы с предварительным натягом. Изменение процентного состава титана и алюминия в несущем силовом элементе 2 может быть выполнено дискретно (фиг. 9). В этом случае несущий силовой элемент может состоять из нескольких слоев 21. Изменение процентного состава титана и алюминия может быть выполнено непрерывно (фиг. 10).
Выполнения несущих силовых элементов из сплава титана с алюминием, полученного методом 3D-печати, с уменьшение процентного состава титана от центра к периферии от 100% до 0%, и увеличение процентного состава алюминия от от 0% до 100% повышает вибрационную прочность лопатки.
РАБОТА ШИРОКОХОРДНОЙ ЛОПАТКИ ВЕНТИЛЯТОРА
При работе широкохордной лопатки вентилятора в составе ГТД на нее действуют центробежные силы, изгибающие нагрузки и вибрации, которые воспринимают несущие силовые элементы 2.
Демпфирующий материал 8 и демпфера 12 воспринимают вибрационные нагрузки и удары.
Кроме того, силовые элементы 2 выполнены из сплава титана с алюминием, полученного методом 3D-печати, при этом процентный состав титана от центра к периферии уменьшается от 100% до 0%, а процентный состав алюминия возрастает от 0% до 100%, они воспринимают вибрации и переменные изгибающие нагрузки, вследствие того, что алюминий белее эластичен, чем титан.
Лопатки имеют относительно небольшой вес, так как в них применены легкие металлы: титан и алюминий, они выполнены пустотелыми, а полость 4 внутри металлической оболочки 1 заполнена очень легким демпфирующим наполнителем 8.
Применение изобретения позволило:
- повысить вибрационную прочность лопаток вентилятора за счет выполнения несущих силовых элементов из сплава титана с алюминием, полученного методом 3D-печати, при этом процентный состав титана от центра к периферии уменьшается от 100% до 0%, а алюминия возрастает от 0% до 100%.
- повысить вибрационную прочность за счет заполнения объема между несущих силовых элементов демпфирующим материалом.
- повысить прочность при действии центробежных сил за счет применения концевой заглушки, с которой жестко связаны силовые несущие элементы и монтажа силовых несущих элементов с предварительным натягом,
- сместить диапазон частот колебаний в область более высоких частот за счет применения концевой заглушки, с которой жестко связаны силовые несущие элементы и монтажа силовых несущих элементов с предварительным натягом.
Широкохордная лопатка вентилятора газотурбинного двигателя состоит из основания, металлической оболочки и несущих силовых элементов, установленных в полости внутри металлической оболочки и демпфирующего материала. Она содержит концевую заглушку, с которой жестко соединены несущие силовые элементы, которые выполнены из сплава титана с алюминием, полученного методом 3D-печати. Процентный состав титана от центра к периферии уменьшается от 100% до 0%. Процентный состав алюминия возрастает от 0% до 100%. Между основанием и концевой заглушкой установлены промежуточные перегородки, через отверстия в которых проходят несущие силовые элементы. Демпфирующий материал размещен в полости между промежуточными перегородками и между концевой заглушкой и промежуточной перегородкой. В отверстиях промежуточных перегородок могут быть установлены демпферы. Несущие силовые элементы могут быть смонтированы с предварительным натягом. Несущие силовые элементы могут быть выполнены прямоугольного поперечного сечения. Несущие силовые элементы могут быть выполнены круглого поперечного сечения. Изменение процентного состава титана и алюминия может быть выполнено дискретно. Изменение процентного состава титана и алюминия может быть выполнено непрерывно. Несущие силовые элементы могут быть выполнены прямоугольного поперечного сечения. Несущие силовые элементы могут быть выполнены круглого поперечного сечения. Несущие силовые элементы могут быть выполнены четырехугольного поперечного сечения, при этом две стенки повторяют внутренний профиль участков оболочки, контактирующих с ними. Полости между силовыми несущими элементами могут быть заполнены демпфирующим материалом. Изменение процентного состава титана и алюминия может быть выполнено дискретно. Изменение процентного состава титана и алюминия может быть выполнено непрерывно. Технический результат: упрощение конструкции, повышение ударной и вибрационной прочности. 6 з.п. ф-лы, 10 ил.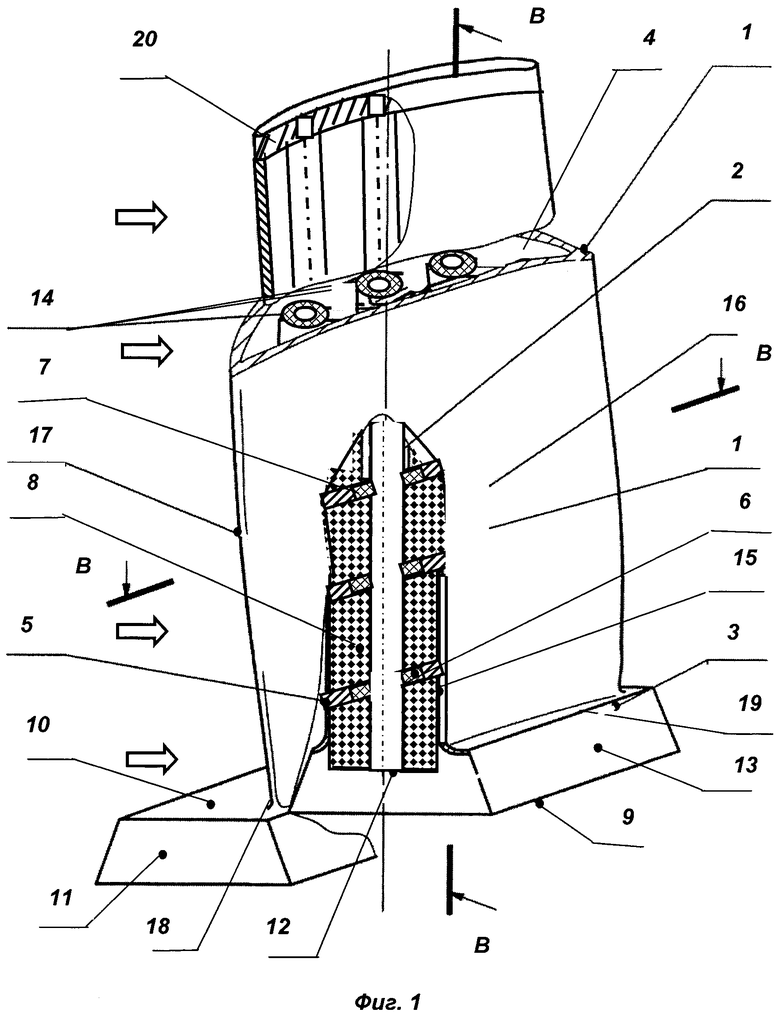
1. Широкохордная лопатка вентилятора газотурбинного двигателя, состоящая из основания, металлической оболочки и несущих силовых элементов, установленных в полости внутри металлической оболочки и демпфирующего материала, отличающаяся тем, что она содержит концевую заглушку, с которой жестко соединены несущие силовые элементы, которые выполнены из сплава титана с алюминием, полученного методом 3D-печати, при этом процентный состав титана от центра к периферии уменьшается от 100% до 0%, процентный состав алюминия возрастает от 0% до 100%, между основанием и концевой заглушкой установлены промежуточные перегородки, через отверстия в которых проходят несущие силовые элементы, а демпфирующий материал размещен в полости между промежуточными перегородками и концевой заглушкой и промежуточной перегородкой.
2. Широкохордная лопатка вентилятора газотурбинного двигателя по п. 1, отличающаяся тем, что в отверстиях промежуточных перегородок установлены демпферы.
3. Широкохордная лопатка вентилятора газотурбинного двигателя по п. 1, отличающаяся тем, что несущие силовые элементы смонтированы с предварительным натягом.
4. Широкохордная лопатка вентилятора газотурбинного двигателя по п. 1, отличающаяся тем, что несущие силовые элементы выполнены прямоугольного поперечного сечения.
5. Широкохордная лопатка вентилятора газотурбинного двигателя по п. 1, отличающаяся тем, что несущие силовые элементы выполнены круглого поперечного сечения.
6. Широкохордная лопатка вентилятора газотурбинного двигателя по п. 1, отличающаяся тем, что изменение процентного состава титана и алюминия выполнено дискретно.
7. Широкохордная лопатка вентилятора газотурбинного двигателя по п. 1, отличающаяся тем, что изменение процентного состава титана и алюминия выполнено непрерывно.
| ЛОПАТКА ДЛЯ ТУРБОМАШИНЫ И СПОСОБ ИЗГОТОВЛЕНИЯ УКАЗАННОЙ ЛОПАТКИ | 2014 |
|
RU2602316C2 |
| US 2011048664 A1, 03.03.2011 | |||
| US 5038014 A, 06.08.1991 | |||
| FR 2989991 A1, 01.11.2013. | |||

