Группа изобретений относится к области машиностроения, а именно к пустотелым широкохордным лопаткам вентилятора с демпфером для гашения вибраций и способам изготовления пустотелых широкохордных лопаток вентиляторов, в том числе и к длинным пустотелых широкохордных лопаток вентиляторов с длиной 0,7÷1,5 м.
Повышение надежности путем предупреждения усталостных повреждений рабочих лопаток является актуальной задачей современного авиадвигателестроения. Возникновение этих повреждений во многом определяется уровнем вибрационных напряжений в лопатках во всем диапазоне режимов эксплуатации двигателя. Одним из важнейших факторов, снижающих уровень этих напряжений, является демпфирующая способность лопаток, которая определяется энергией, рассеянной в обтекающем газовом потоке (аэродемпфирование), в материале, и за счет конструкционного демпфирования в замковом соединении, и в контакте бандажных или антивибрационных полок для ступеней с этими полками.
Вентиляторы современных авиационных газотурбинных двигателей выполняются с широкохордными титановыми рабочими лопатками без антивибрационных полок, часто имеют пустотелую конструкцию пера лопатки. Конструкционное демпфирование (в замке лопатки) и демпфирование в материале этих лопаток мало, а аэродинамическое демпфирование резко падает на нерасчетных режимах (см. Б.Ф. Шорр, Г.В. Мельникова, H.Н. Серебряков «Разработка технологий демпфирования колебаний рабочих лопаток турбин ТВД», ТО №13496, 2009).
Поэтому для предотвращения опасных резонансных колебаний лопаток применяют специальные демпфирующие устройства. В абсолютном большинстве известных случаев это устройства конструкционного демпфирования, у которых энергия рассеивается за счет работы сил сухого (кулонова) трения между контактирующими поверхностями при их взаимном упругом проскальзывании в процессе колебаний.
Выбор этого вида демпфирования выбран потому, что его использование позволяет создавать специальные демпфирующие устройства, обеспечивающие оптимальный уровень демпфирования рабочих лопаток турбомашин при конструктивных параметрах демпфирующих устройств. Под конструктивными параметрами здесь понимаются параметры, не существенно (допустимо) ухудшающие габаритные, массовые, технологические, конструктивные характеристики рабочих колес турбомашины и при этом улучшающие эксплуатационные характеристики этих колес и турбомашины в целом. Выбор в пользу этого вида демпфирования сделан уже в самых ранних разработках этих устройств.
Известен ротор турбомашины (см. а.с. 333277. Ротор турбомашины/ Н.С. Кондратов, П.Д. Вильнер, И.Д. Эскин. - Заявлено 12.11.1966. Опубл. 23.03.1972, Бюл. №11.), содержащий диск с лопатками, имеющими демпфирующее устройство в виде пакета металлических пластин, отличающийся тем, что с целью повышения эффективности демпфирования лопаток, они выполнены с разрезными хвостовиками, в разрез которых вставлены металлические пластины с натягом, созданным за счет упругой деформации (выпрямления) предварительно изогнутых металлических пластин, а в замок лопатки под различными углами запрессованы штифты.
Оригинальность этого предложения состоит в том, что упругодемпфирующий элемент располагается внутри ножки лопатки и в качестве такого элемента использован многослойный пакет стальных пластин, сжатый распределенной нагрузкой, полученной за счет больших упругих деформаций пакета при установке его в ножку. В случае, когда жесткость на изгиб стороны ножки будет одного порядка, что и жесткость на изгиб одной пластины, при числе пластин m≥10 в пакете максимальное значение коэффициента рассеивания пакета может достигать очень высоких значений Ψmax≈4÷5 (см. Эскин И.Д. Исследование обобщенных упругофрикционных характеристик демпферов и амортизаторов авиационных двигателей: дис… канд. тех. наук/ И.Д. Эскин. - Куйбышев: КуАИ, 1973. - 150 с. ), т.е. эти устройства при должном подборе его параметров способно обеспечить высокий коэффициент рассеивания системе «диск - лопатки» на наиболее опасных низких формах ее колебаний и, следовательно, эффективное гашение этих колебаний лопаток.
Поэтому рассмотрим его недостатки с точки зрения возможного его использования для демпфирования колебаний рабочих широкохордных, пустотелых, титановых лопаток вентилятора авиационного двухконтурного газотурбинного двигателя.
Демпфирующее устройство по а.с. 333277 при постановки его в ножку титановой рабочей лопатки вентилятора будет недопустимо ее изнашивать при колебаниях лопатки (см. ниже).
Ширина этого устройства равна ширине ножки лопатки (ширине лопатки), что неприемлемо для широкохордных лопаток.
Сдавливающая нагрузка между пластинами пакета для получения требуемых демпфирующих характеристик устройства должна быть большой (по крайней мере, должна быть одного порядка с рабочей нагрузкой, действующей на лопатку) и воздействует на стенки ножки, что снижает прочностные характеристики лопатки.
Конструкция демпфирующего устройства по а.с. 333277 не эффективна при применении ее в длинной пустотелой широкохордной лопатки вентилятора, во - первых, потому, что при конструктивных размерах и массе жесткость пакета при первой форме колебаний лопатки окажется слишком малой для эффективного гашения этих колебаний.
Во - вторых, геометрия изогнутых пластин этого демпфирующего устройства, создающих сдавливающую нагрузку между его пластинами, и компоновка пакета (см. фиг. 1 а.с. 333277) не обеспечит высокие демпфирующие свойства лопатке и требуемую оптимальную настройку демпфирующего устройства при использовании его в широкохордной пустотелой лопатке большой длины (например, 0,7÷1,5 м) и не имеющей ножки.
Известно также демпфирующее устройство (патент США №5205714, 27.04.1993), действие которого основано на рассеянии энергии колебаний лопатки за счет работы сил сухого трения, возникающих при контакте малоподвижного элемента демпфирующего устройства с участком тела колеблющейся лопатки, расположенным внутри ее ножки или в области замкового соединения. Для создания контактного давления используются пружины или другие упругие элементы.
Заметим, что при одном и том же контактном давлении демпфирующее устройство по а.с. СССР 333277 будет рассеивать в разы большую энергию, чем демпфирующее устройство по патенту США №5205714 за счет в разы большего суммарного взаимного проскальзывания контактирующих поверхностей.
Известно также демпфирующее устройство (патент США №6283707, 04.09.2001), использующие для создания контактного давления центробежную силу инерции от вращения рабочего колеса элементов конструкции, размещенных внутри пера или замка лопатки, через упругие элементы.
Числа оборотов вентиляторов двухконтурных авиационных двигателей лежат в диапазоне n=3000÷8300 об/мин (причем нижние значения этих оборотов характерны для гражданских двигателей с большой степенью двухконтурности, а верхние для военных). Масса элемента, размещенного в замке или пере лопатки, не велика и едва ли в большинстве практических случаев превысит 50÷100 г. Поэтому величина создаваемой таким элементом центробежной силы в указанном диапазоне оборотов во многих практических случаях может оказаться недостаточной для создания такой настройки демпфера, которая бы эффективно гасила колебания лопатки.
Известно также устройство демпфирования широкохордных рабочих лопаток вентилятора (см. патент №2461717 РФ, МПК F01D 5/26, F01D25/06. Устройство демпфирования колебаний широкохордных лопаток вентиляторов с большой конусностью втулки и вентилятор газотурбинного двигателя/ Б.Ф. Шорр, Η.Н. Серебряков, М.А. Морозов. - http://www.findpatent.ru/patent/246/2A61717/html), расположенное между рабочим колесом и бустером подпорных ступеней вентилятора, содержит кольцеобразную металлическую пластину, крепящуюся снаружи к диску вентилятора и/или к бустеру и изогнутые профилированные элементы. Элементы выступают соответственно каждой рабочей лопатке над кольцеобразной пластиной по ее внешнему диаметру. Каждый из элементов включает упругую часть и фрикционную часть, отогнутую от упругой и загнутую в направлении внутреннего диаметра кольцеобразной металлической пластины. Элементы выполнены с возможностью прижатия фрикционной части к ответной торцовой поверхности ножки лопатки центробежной силой вентилятора без совершения совместных колебаний для создания силы трения, демпфирующей колебания лопатки. Жесткость крепления элемента к диску вентилятора и/или к бустеру не допускает совместных колебаний устройства и ножки лопатки. Достигается повышение надежности демпфирования колебаний широкохордных лопаток вентилятора с большой конусностью втулки за счет создания силы трения при перемещениях фрикционного элемента устройства и наружной поверхности торца ножки лопатки.
По нашему мнению, формулировка этой формулы изобретения содержит грубые неточности. Так утверждение, что фрикционная часть прижимается к ответной торцовой поверхности ножки лопатки центробежной силой вентилятора неточно, потому, что неясно какая это сила. Лопатки вентилятора создают центробежные силы, действующие на вентилятор, но как ясно из анализа конструкции предложенного устройства, эти силы не создают сдавливающей нагрузки между фрикционной частью устройства и торцом ножки лопатки. Эта нагрузка в этом устройстве создается небольшой долей центробежной силы, создаваемой в основном массой отогнутой части фрикционного элемента (см. ниже). Термин «несовместные колебания», по нашему мнению, не удачен и не точен, так как при наличии ненулевых сил трения на контактных поверхностях на каждом размахе системы «лопатка - демпфирующее устройство», в начале каждого размаха, будет этап, где элементы системы деформируются «совместно», как единое целое. Принципиально возможными являются и этапы деформации системы, на которых происходит постепенное расширение зоны взаимных упругих проскальзываний с сухим трением на контактных поверхностях элементов. Да и на этапе полного расслоения системы колебания ее элементов в строгом смысле не перестают быть совместными, так как и на этом этапе остаются справедливыми некоторые условия совместности деформации ее элементов.
Кроме описанных выше смысловых неточностей демпфирующее устройство по патенту №2461717 РФ имеет ряд физических недостатков.
Как указывалось выше, внутри лопатки может быть размещен демпфер, у которого суммарная величина взаимных проскальзываний с сухим трением на его контактных поверхностях будет в разы больше, чем величина аналогичного проскальзывания демпфера, контактирующего с внешней поверхностью лопатки (например, демпфера по патенту №2461717 РФ), и при одной и той же величине сдавливающей нагрузки, при той же форме и амплитуде колебаний лопатки, демпфер, размещенный внутри лопатки на каждом размахе колебаний будет рассеивать больше энергии, чем демпфер, рассеивающий энергию только за счет работы сил сухого трения на взаимных проскальзываниях его контактной поверхности относительно внешней поверхности лопатки, и, следовательно, обеспечит более высокую надежность демпфирования.
Так из текста его описания следует, что демпфирующее устройство применяется для гашения колебаний лопаток вентилятора, изготовленных из титана.
Широко известно, что титан плохо работает на сухое трение. При сухом трении в паре «титан - металл», например, в паре «титан - сталь», частицы титана вырываются из титанового элемента и налипают на стальной, происходит интенсивный износ титанового элемента.
В описании патента ничего не сказано о мерах, повышающих износостойкость титана.
Как известно, для этих целей наиболее широко применяется оксидирование титановых сплавов. Твердая окисная пленка исключает вырывание и налипание частиц титана и обеспечивает величину коэффициента трения скольжения в паре «титан - сталь» такую же, как в паре «сталь по стали».
Оксидирование титановых сплавов оказалось достаточным для обеспечения изготовления из титановых сплавов различных резьбовых соединений и допускает, например, многократное перезатягивание гаек из титанового сплава. Но нам неизвестно какой ресурс будет у титановой оксидированной лопатки (и, следовательно, авиадвигателя) при взаимодействии ее с демпфирующим устройством по патенту №2461717 РФ при 8000 циклах ее нагружения в минуту.
Деформация фрикционного элемента следит за деформацией лопатки в месте контакта (в том смысле, что величины центробежной силы, действующей на фрикционный элемент, оказывается достаточно для сохранения непрерывного контакта фрикционного элемента и лопатки).
Чтобы эффективность демпфирующего устройства по патенту №2461717 РФ была бы приемлема жесткость его фрикционного элемента в направлении поперечных колебаний лопатки должна быть, по крайней мере, одного порядка с жесткостью лопатки в этом же направлении (см. Эскин И.Д. Исследование обобщенных упругофрикционных характеристик демпферов и амортизаторов авиационных двигателей: приложение к дис… канд. тех. наук/ И.Д. Эскин. Приложение.- Куйбышев: КуАИ, 1973. - 315 с.), т.е. достаточно большой.
В конструкции демпфирующего устройства по патенту №2461717 выполнение этого условия приводит к достаточно большой жесткости его фрикционного элемента в направлении, перпендикулярном плоскости поперечных колебаний лопатки.
Лопатка совершает пространственные колебания. Возрастание составляющей ее деформации в направлении отрыва фрикционного элемента от поверхности лопатки уменьшает долю центробежной силы, создающей сдавливающую нагрузку между лопаткой и фрикционным элементом, от половинного значения центробежной силы при нулевом значении этой составляющей вплоть до нуля при отрыве фрикционного элемента. Причем, чем больше жесткость фрикционного элемента в направлении, перпендикулярном плоскости поперечных колебаний лопатки, тем интенсивнее идет процесс снижения этой доли центробежной силы на данном размахе колебаний. Это физическое явление несколько снижает демпфирующие свойства этого демпфирующего устройства.
При появлении зазора между лопаткой и фрикционным элементом у неработающего двигателя, а этот зазор может появиться в силу ряда эксплуатационных причин, например, за счет износа контактирующих поверхностей лопатки и фрикционного элемента, этот зазор будет выбираться на работающем двигателе при действии центробежной силы, причем доля центробежной силы, создающей сдавливающую нагрузку между лопаткой и фрикционным элементом, будет уменьшаться (от половины центробежной силы) тем больше, чем больше жесткость фрикционного элемента в направлении, перпендикулярном плоскости поперечных колебаний лопатки, и чем больше зазор. Это физическое явление в процессе эксплуатации может существенно снизить демпфирующие свойства этого демпфирующего устройства вплоть до такого уровня, когда демпфирующее устройство станет бесполезным.
Для того, чтобы вся центробежная сила фрикционного элемента создавала сдавливающую нагрузку на контактных поверхностях лопатки и фрикционного элемента, в зависимом пункте формулы изобретения патента №2461717 РФ предложено демпфирующее устройство, у которого фрикционный элемент установлен, с возможностью свободного смещения его в направляющих в радиальном направлении.
Недостатком этого устройства является его конструктивная и технологическая сложность, которая, прежде всего, заключается в выполнении с высокими точностью и чистотой изготовления основания с направляющими и самого фрикционного элемента, исключающими заклинивание его в направляющих, которое в свою очередь может привести к увеличению дисбаланса ротора вентилятора.
К числу основных недостатков демпфирующего устройства по патенту №2461717 РФ то обстоятельство, что применение его в гражданских газотурбинных двигателях с оборотами n=3000÷4000 об/мин с большой степенью двухконтурности с рабочими лопатками вентилятора, выполняемыми с ножками, оказывается не эффективным или даже не целесообразным в силу того, что центробежная сила, создаваемая фрикционным элементом при его конструктивных параметрах, окажется не достаточной для создания настройки демпфера, обеспечивающей его эффективную работу, или настройка демпфера окажется даже не снижающей максимальные напряжения лопатки на ее наиболее опасных формах колебания до приемлемого уровня (см. ниже).
К числу основных недостатков демпфирующего устройства по патенту №2461717 РФ относится также то обстоятельство, что применение его для военных газотурбинных двигателях с оборотами n=7000÷8300 об/мин не возможно, или не эффективно, так как у вентиляторов этих двигателей рабочие лопатки выполнены либо совсем без ножек, либо с короткими ножками, у которых смещения, на которых бы рассеивалась энергия, при использовании демпфера по патенту №2461717 РФ, малы и, следовательно, мала эта энергия.
Кроме того, даже в гипотетическом случае, когда максимальное число оборотов вентилятора достаточно велико, например, n≥8000 об/мин и рабочие лопатки вентилятора выполнены с высокими ножками, двигатель при запуске или останове проходит через обороты, частоты которых совпадают с резонансными частотами опасных низших форм колебания рабочих лопаток вентилятора и эти частоты относительно невелики, например, соответствуют n≤4000 об/мин, и/или двигатель имеет рабочие режимы с оборотами, находящимися в резонансных зонах этих форм колебаний рабочих лопаток вентилятора, демпфирующее устройство по патенту №2461717 РФ на этих режимах работы окажется малоэффективным вследствие недостаточной величины центробежной силы, создаваемой фрикционным элементом устройства.
Для эффективного гашения колебаний длинной пустотелой широкохордной лопатки вентилятора демпфирующее устройство по патенту №2461717 РФ вообще не годится, так как эти лопатки, либо вообще не имеют ножки, либо длина этих ножек не достаточна для создания эффективного демпфирующего устройства такого типа.
Для использования в авиадвигателях пятого поколения требуются пустотелые широкохордные лопатки вентиляторов до 1÷1,5 м длиной с рабочей температурой до 250°С. Они должны иметь стойкость к точечным ударам при попадании посторонних предметов, иметь высокую усталостную прочность при длительном воздействии статических и динамических нагрузок и быть устойчивыми к скручиванию при высоких оборотах. В настоящее время эти лопатки изготавливаются из волокнистых однонаправленных композиционных металломатричных материалов с малым удельным весом, высокой прочностью и высокой стойкостью к эрозии в потоке газов.
Известен способ изготовления пустотелых лопаток вентилятора (см. патент США №398646), по которому оболочки лопатки изготавливают из бораалюминиевого волокнистого композиционного материала, в полости, образованной оболочками, размещают титановый лонжерон. Лонжерон и оболочки сваривают диффузионной сваркой при температуре и давлении.
Недостатком этого способа является сложность получения оболочек аэродинамической формы из непластичных (хрупких) волокон бораалюминия. Основным несущим элементом в этой конструкции крупноразмерной лопатки является лонжерон, и так как титан обладает худшей прочностью, чем боралюминий, более рациональным было бы силовой элемент выполнить из бораалюминия, а оболочки из титана (см. ниже).
Известен способ получения лопатки компрессора (см. патент РФ №2229035), состоящей из оболочки и силовых несущих элементов, имеющих полости, или выполнена без полостей, включающий придание пластинам, из которых выполнены оболочка и несущие элементы, заданной формы и размеров, укладку пластин друг на друга в штамп, повторяющий форму и размеры лопатки, и диффузионную сварку при температуре и давлении. Оболочку и несущие элементы выполняют из одного и того же материала, или хотя бы одну пластину вырезают из металла с иными характеристиками прочности.
Недостатком этого способа при применении его к изготовлению крупноразмерных лопаток является то, что основная часть такой лопатки будет изготовлена из металлического листового материала с высоким удельным весом, но не обладающим достаточной прочностью и жесткостью, необходимых для изготовления пустотелых широкохордных лопаток вентилятора. При изготовлении таких лопаток с полостями снижается одновременно ее вес и прочность, что принципиально не позволяет достичь результатов, получаемых способом (см. патент РФ 2296246, МПК F04D 29/38. Способ получения широкохордной пустотелой лопатки вентилятора/ Ε.Н. Каблов, Ю.А. Абузин, А.И. Наймушин, В.Н. Кочетов, А.А. Шавнев. Опубл. 27.03.2007. Интернет: http://www.freepatent.ru/patents/2296246), состоящим в том, что пустотелую широкохордную лопатку вентилятора, состоящую из оболочки и силовых несущих элементов изготавливают следующей последовательностью операций: придают оболочке требуемую форму и размеры, получают несущие элементы из предварительно сформованных монослоев композиционного материала путем их ступенчатой термодеформационной обработки с постепенным увеличением ее воздействия на материал, укладывают в оболочку несущие элементы на расстояниях друг от друга в соответствии со схемой армирования, укладывают сформированную таким образом заготовку в штамп, повторяющий профиль и размеры лопатки, в составе собранной заготовки выполняют завершающую стадию термодеформационной обработки несущих элементов при одновременном прессовании и диффузионной сварке лопатки при заданной температуре и давлении.
Оболочку выполняют из листа из титанового сплава. Несущие элементы изготавливают из волокнистого однонаправленного металломатричного высокомодульного композиционного материала - борных волокон в алюминиевой матрице, или борных волокон с покрытием карбида кремния в алюминиевой матрице, или углеродных волокон в алюминиевой матрице, или волокон карбида кремния в титановой матрице.
Ступенчатую термодеформационную обработку несущих элементов лопатки проводят в несколько стадий. На первой стадии степень воздействия термодеформационной обработки составляет 40-70%, на второй стадии степень воздействия термодеформационной обработки с одновременным формованием несущих элементов до требуемой геометрической формы составляет 60-90%, а окончательную термодеформационную обработку несущих элементов до 100% проводят в составе собранной заготовки при одновременном прессовании и диффузионной сварке лопатки.
Этот способ позволяет получить легкие пустотелые широкохордные лопатки вентиляторов авиационных ГТД с высокой прочностью и статической жесткостью, сохраняющимися или нарастающими в процессе технологического цикла, повысить ресурс и надежность вентилятора ГТД.
Общим недостатком пустотелых широкохордных лопаток, получаемых вышерассмотренными способами, и самих этих способов является то обстоятельство, что в конструкции этих лопаток и способах не предусмотрена постановка специального демпфирующего устройства, что при очень крупных размерах этих лопаток и подверженности их большим вибрационным и ударным нагрузкам может оказаться в ряде практических случаях очень важной проблемой и конструктор столкнется с необходимостью разработки конструкции пустотелой широкохордной лопатки с высокоэффективным демпфирующим устройством и способа ее изготовления.
Нам не удалось отыскать не только хотя бы один пример успешного практического применения в серийно выпускаемой турбомашине специальных демпфирующих устройств пустотелых широкохордных лопаток вентилятора, но и патентов, где бы предлагались такие лопатки с высокоэффективным демпфирующим устройством. Заметим также, что актуальность решения этой задачи будет только возрастать с развитием прогресса в авиадвигателестроении.
Поэтому в качестве прототипов предлагаемой длинной пустотелой широкохордной лопатки вентилятора и способа ее изготовления, как наиболее близкие по техническому решению к предлагаемым, принята пустотелая широкохордная лопатка вентилятора, получаемая по способу (см. патент РФ 2296246, МПК FQ4D 29/38. Способ получения широкохордной пустотелой лопатки вентилятора), и сам этот способ.
Ставится задача создания конструкции длинной легкой пустотелой широкохордной лопатки вентилятора авиационного ГТД пятого поколения с высокой прочностью и статической жесткостью, сохраняющимися или нарастающими в процессе технологического цикла, с высокоэффективным демпфирующим устройством, способным не только снизить динамические напряжения в лопатке при ударе и вибрации до безопасного уровня на всех рабочих режимах авиадвигателя, но и повысить ресурс и надежность вентилятора ГТД.
Поставленная задача решается тем, что предлагается длинная пустотелая широкохордная лопатка вентилятора, состоящая из оболочки, выполненной из листа из титанового сплава, и жестко скрепленных с ней силовых несущих элементов, выполненных кроме одного из волокнистого однонаправленного металломатричного композиционного материала - борных волокон в - алюминиевой матрице, или борных волокон с покрытием карбида кремния в алюминиевой матрице, или углеродных волокон в алюминиевой матрице, или волокон карбида кремния в титановой матрице, причем n+1 силовых несущих элемента выполнены в виде замков «ласточкин хвост», и размещены между других n силовых несущих элементов и на краях замка лопатки, n-1 силовых несущих элементов, выполненных из композиционного материала, имеют замковую часть, выполненную в виде «ласточкина хвоста», и размещенную внутри оболочки часть в виде стержня с постоянным или с постепенно сужающимся к концу лопатки поперечным четырехугольным сечением, с стороной или сторонами, контактирующими с оболочкой, повторяющими ее форму, все несущие элементы диффузионной сваркой при температуре и давлении замковыми частями скреплены друг с другом, а частями, размещенными внутри оболочки - с оболочкой, отличающаяся тем, что внутри оболочки размещен еще один силовой несущий элемент - лонжерон, выполненный из титанового сплава, состоящий из замковой части, выполненной в виде «ласточкина хвоста» замка лопатки, выполненных заодно целое с замковой частью центрального стержня с постоянным или с постепенно сужающимся к концу лопатки коробчатым прямоугольным или четырехугольным поперечным сечением или поперечным сечением в виде двутавра и двух или четырех стоек с поперечным четырехугольным сечением, со сторонами, контактирующими с оболочкой, повторяющими ее форму, между каждой стойкой или каждой парой стоек и центральным стержнем лонжерона или полками двутавра имеется прямоугольная щель, расположенная параллельно хорде некоторого поперечного сечения лопатки, при котором при заданной закрутке лопаток обеспечивалась прочность стоек и центрального стержня лонжерона, причем каждая щель заглублена в замковую часть лонжерона, в каждой из этих двух щелей, на стойки установлена гладкая, стальная, каленая или нагартованная, шлифованная лента, а на стержень лонжерона установлена гладкая, стальная, каленая или нагартованная, шлифованная лента - вставка с выемками, выполненными по дуге окружности на одной из сторон ленты, и в каждой из двух щелей между гладкой лентой и лентой - вставкой с требуемым натягом по вершинам гофров δ>Y∂, где Y∂ - допустимая деформация сжатия гофра пакета в мм, так размещен многопролетный пакет, собранный «гофр в гофр» из одной, двух или более стальных, каленых или нагартованных, шлифованных, гофрированных лент, что гофры пакета, опирающиеся на ленту - вставку, размещены в ее выемках, и вершины гофров опираются на выемки в их плоскости симметрии, а ƒ≥Y∂+h, где ƒ - стрела выгиба гофра и h - глубина выемки ленты - вставки, и на свободном конце стержня лонжерона выполнены полки, располагающиеся над стойками, и между торцами полки, и оболочкой имеются зазоры, большие допустимой величины деформации лопатки, лента - вставка отогнутым концом опирается на полку, а гладкая лента отогнута на торец или торцы пары стоек и отогнутым концом опирается на отогнутый конец ленты - вставки так, что при колебаниях лопатки происходят взаимные упругие проскальзывания с сухим трением отогнутых концов этих лент, диффузионной сваркой при температуре и давлении замковая часть лонжерона жестко соединена с замками контактирующих с нею несущих силовых элементов и с оболочкой и стойки жестко соединены с оболочкой, гофрированные ленты пакета, гладкие ленты и ленты - вставки изготовлены из жаропрочной нержавеющей стали, не теряющей упругие свойства при 600°С, а контактирующие поверхности этих лент покрыты износостойким покрытием, сохраняющим свои защитные свойства при этой температуре, и требуемые упругофрикционные характеристики системы «лопатка - демпфирующее устройство» получают должным подбором следующих параметров: числа гофров m гофрированного пакета, толщины гладких лент hг, глубины или глубин выемок h и радиусов выемок R лент - вставок, а сама лопатка изготовлена по способам п. 9, или п. 10, или п. 11 формулы изобретения.
Изготовление лонжерона из титанового сплава объясняется тем, что композиционный высокомодульный материал, из которого изготовлены остальные несущие элементы лопатки, хрупок и тверд и плохо механически обрабатывается. При этом несколько ухудшается массовая характеристика лопатки и снижается ее прочность, так как удельный вес композиционного высокомодульного материала меньше удельного веса титанового сплава, a σв материала больше σв титанового сплава (см. патент РФ 2296246, МПК F04D 29/38. Способ получения широкохордной пустотелой лопатки вентилятора). Однако эти ухудшения для длинных пустотелых широкохордных лопаток, по нашему мнению, во многих случаях будут полностью компенсированы, и даже при той же массе лопатки за счет момента инерции пустотелого лонжерона и гашения колебаний лопатки демпфером максимальное главное напряжение лопатки может оказаться ниже, чем у лопатки с несущими элементами из композиционного высокомодульного материала, а в некоторых практически важных случаях предлагаемая лопатка может оказаться не только целесообразным, но и безальтернативным решением.
Выполнение условия δ>Y∂ исключает отрыв вершин гофров пакета от лент, на которые он опирается, в процессах деформирования лопатки.
В работе (см. Эскин И.Д. Циклическое сжатие многослойного многопролетного гофрированного пакета / И.Д. Эскин, Р.И. Алкеев, В.И. Иващенко // Вестник СГАУ. - №1 (39), 2013. - С. 178-191) показано, что нагрузочные процессы при циклическом сжатии многослойного, многопролетного, гофрированного пакета идентичны (при решении задачи методом Галеркина) соответствующим им нагрузочным процессам однослойного, многопролетного гофра с таким же числом гофров, но с жесткостью
С0=2nπ4ΕΙ/t3,
где n - число гофрированных лент в многослойном пакете, EI - изгибная жесткость одного слоя гофра, t - шаг гофра.
Этот результат физически, прежде всего, объясняется тем, что энергия, рассеиваемая пакетом при его циклическом сжатии, рассеивается в основном за счет работы сил сухого трения на проскальзываниях гофров внешних лент пакета по жестким плитам, а энергия, рассеиваемая внутри пакета, мала по сравнению с этой энергией, а также использованием приближенного аналитического метода решения задачи (метода Галеркина).
Этот результат позволяет к классификации систем конструкционного демпфирования, разработанной в работе (см. Эскин И.Д. Исследование обобщенных упругофрикционных характеристик демпферов и амортизаторов авиационных двигателей: дис… канд. тех. наук/ И.Д. Эскин. - Куйбышев: КуАИ, 1973. - 150 с. ), добавить еще один класс этих систем, а именно класс систем конструкционного демпфирования, у которых энергия, рассеиваемая внутри упругогистерезисного элемента, мала по сравнению с энергией, рассеиваемой на его границах. Системы конструкционного демпфирования, принадлежащие к этому классу, будут обладать вышеописанным свойством.
Использование этого свойства в предлагаемом демпфере позволяет определить количество лент в пакете из условия получения минимально возможной массы пакета при обеспечении его прочности и требуемых УДХ и позволило нам определиться с заявляемым количеством лент этого пакета.
Выполнение требований сохранения упругих свойств гладкими лентами, лентами - вставками и гофрированными лентами при температуре 600°С и их износоустойчивости при этой температуре необходимо потому, что диффузионную сварку лопатки проводят с установленным демпфером при температуре 550±20°С и при давлении 0,5 МПа (см. патент РФ 2296246, МПК F04D 29/38. Способ получения широкохордной пустотелой лопатки вентилятора).
Широко известно, что титан плохо работает на трение. Установка в щелях стальных гладких лент и лент - вставок исключает работу на трение лонжерона, изготовленного из титанового сплава, и организует контакты вершин гофров пакета с лентами «сталь по стали». Покрытие контактирующих поверхностей лент износостойким покрытием, например, серебрением обеспечивает высокую износостойкость этих элементов при рабочих температурах до 250°С.
Стержень лонжерона выполнен с жесткостью на изгиб, равной или меньшей (но такого же порядка) жесткости на изгиб в этом же поперечном сечении оболочки, подкрепленной жестко соединенными несущими силовыми элементами. При такой жесткости стержня лонжерона пакет будет не только изгибаться, но его гофры будут циклически сжиматься. Жесткость пакета на изгиб невелика и ее значение далеко от оптимального. Жесткость. же пакета (вершин гофров) на сжатие при должном подборе параметров пакета может обеспечить ему оптимальную жесткостную характеристику, а должный подбор величины начального натяга по вершинам гофров пакета и работа гофров на циклическое сжатие при колебаниях лопатки обеспечивали проскальзывания с сухим трением вершин гофров по контактирующим с ними лентами и при этом обеспечивалась высокая эффективность демпфера, способного не только снизить динамические напряжения в лопатке при ударе и вибрации до безопасного уровня на всех рабочих режимах авиадвигателя, но и повысить ресурс и надежность вентилятора ГТД.
Наличие у лент - вставок выемок, выполненных по дуге окружности, во - первых, улучшает УФХ демпфера и, следовательно, лопатки в целом за счет того, что при деформации лопатки гофры пакета циклически сжимаются, при этом происходит проскальзывание их вершин по цилиндрической поверхности выемки, отчего гофры дополнительно сжимаются и при этом, естественно, увеличиваются и проскальзывания вершин гофров. В результате энергия, рассеиваемая демпфером, увеличивается, как за счет дополнительного увеличения суммарной величины проскальзываний вершин гофров, так и за счет дополнительного увеличения сил трения на контактных поверхностях демпфера.
Во - вторых, наличие выемок у лент - вставок фиксирует смещение пакета под действием центробежных сил, создаваемых его массой, а наличие - полок у стержня лонжерона, в которые упираются гладкие ленты и ленты - вставки, обеспечивает восприятие центробежных сил, создаваемых суммарной массой пакета, гладких лент и лент - вставок, стержнем лонжерона.
Заглубление щелей в замочную часть лонжерона позволяет фиксировать пакет от смещения в направлении ширины щели с помощью силовых несущих элементов, контактирующих с замковой частью лонжерона.
Применение предлагаемых способов изготовления длинной пустотелой широкохордной лопатки обеспечивает высокую прочность и статическую жесткость, сохраняющиеся или нарастающие в процессе технологического цикла (см. ниже).
УФХ демпфера, а, следовательно, и системы «пустотелая лопатка -демпфер» можно изменять в широких пределах без изменения конструктивно сложных деталей лопатки, например, лонжерона и технологического оборудования - штампов для изготовления гофрированных лент и приспособлений для сборки демпфера и установки его в лопатку. Величину Начального натяга δ можно изменить, как подбором гладких лент нужной толщины hг, так и подбором лент - вставок с нужной глубиной h выемок. Возможно подобрать требуемый закон распределения начального натяга по длине лопатки, установив ленты - вставки с нужным законом изменения глубин выемок. Возможно также подобрать требуемый закон распределения дополнительного сжатия гофров и закон распределения проскальзываний их вершин, установив ленты - вставки с нужным законом изменения величин радиусов выемок или с нужными законами изменения глубин и радиусов выемок.
Кроме того, демпфер, как устройство конструкционного демпфирования, обладает свойством наследственности нагружений и вследствие выполнения условия δ>Y∂ УФХ предлагаемого демпфера, а, следовательно, и системы «лопатка - демпфер» будут зависеть от способа изготовления предлагаемой лопатки, а именно от способа установки демпфера в лонжерон (см. ниже).
Влияние различных закономерностей изменения указанных параметров, которые можно обеспечить у демпфера предлагаемой лопатки на процессы ее колебаний не изучались. Но выбрать достаточно простую подходящую закономерность, обеспечивающую высокую энергию рассеивания, можно без большого объема расчетов, учтя следующие условия: величина Sj проскальзывания вершины любого j-ого гофра, опирающейся на ленту - вставку (здесь при определении номера j считаются только вершины гофров, опирающихся на выемки ленты -вставки) определяется из соотношения:
где Sk - проскальзывание любой k-ой вершины от собственной упругой деформации гофра, и отсчет номера вершины гофра ведется от вершины гофра, опирающейся на ленту - вставку, у которого Sj=Sk=1 и, что даже при одинаковой деформации сжатия гофров вследствие эффекта «накопления действия сил трения» (см. ниже) на гофры действуют различные сжимающие силы, тем меньшие, чем больше номер гофра j, и, что при увеличении глубины выемки h при том же ее радиусе R будет снижаться величина начального натяга δ, но при этом будет увеличиваться дополнительная деформация сжатия гофра при проскальзывании его вершины по цилиндрической поверхности выемки и одно будет компенсировать другое, параметры выемки в ленте - вставке, в которой расположен гофр с наибольшим номером j должны быть такими, чтобы при допустимой деформации лопатки при ее колебании по первой форме эта вершина не вылезла из выемки при ее проскальзывании и обеспечивалась прочность пакета.
Поэтому в качестве примера, реализующего одну из возможных таких закономерностей, предлагается длинная пустотелая широкохордная лопатка вентилятора, отличающаяся тем, что ленты - вставки выполняются с выемками постоянной глубины h и с радиусами R, определяемыми из соотношения:
j=1,2,…,m,
где Sj определяется из соотношения:
j - номер вершины гофра, опирающейся на выемку ленты - вставки, Sk - собственное проскальзывание любой k-ой вершины гофра, вызванное его упругой деформацией, m - число вершин гофров, опирающихся на выемки ленты - вставки, отсчитываемое от первого гофра, причем для лопаток с длиной до 700 мм в качестве первого гофра выбран гофр, опирающийся на ленту - вставку, наиболее близкий к корневому сечению пера лопатки, и зазор между дном щели и торцом пакета равен S1, а для лопаток с длиной, равной или большей 700 мм в качестве первого гофра выбран гофр, опирающийся на ленту - вставку, расположенный в середине пакета, и зазор между дном щели и торцом пакета равен или больше Sm при этом шаг гофров пакета t должен удовлетворять условию t≥Sm+а, где величина а должна удовлетворять условиям конструктивности, обеспечивающим функциональность и длительную работоспособность и прочность ленты - вставки.
Здесь при выводе соотношения для определения радиуса выемки R принято, что хорда выемки b=4 Sj.
Причем увеличение смещения вершин гофров в случае, когда граничные условия пакета выполнены так, что гофром, с которого начинается отсчет номеров гофров, опирающихся на выемки ленты - вставки, начинается с такого гофра, наиболее близкого к корневому сечению пера лопатки, идет от этого гофра к другому крайнему гофру пакета. В случае, когда граничные условия пакета выполнены так, что гофром, с которого начинается отсчет номеров гофров, опирающихся на выемки ленты - вставки, начинается со среднего такого гофра пакета, увеличение смещения вершин гофров происходит от среднего гофра к крайним гофрам пакета. Выбор второго случая для лопаток с длиной, большей 700 мм, объясняется тем, что из-за действия эффекта «накопления действия сил трения» при реализации первого случая число гофров пакета окажется столь большим, что не удастся обеспечить прочность пакета.
С целью упрощения технологии изготовления лент - вставок предлагается также длинная пустотелая широкохордная лопатка вентилятора, отличающаяся тем, что радиус выемок лент - вставок R постоянен и определяется из соотношения:
С целью улучшения УФХ системы «лопатка - демпфер» предлагается также длинная пустотелая широкохордная лопатка вентилятора, отличающаяся тем, что стержень лонжерона в любом поперечном сечении выполнен с жесткостью на изгиб, большей жесткости на изгиб в этом поперечном сечении оболочки, подкрепленной жестко соединенными несущими силовыми элементами, а несущие силовые элементы, расположенные у лонжерона с двух его сторон, выполнены со стороной, скрепленной с оболочкой, причем несущие силовые элементы, скрепленные со спинкой лопатки, чередуются с несущими силовыми элементами, скрепленными с корытом лопатки.
Чем больше жесткость стержня лонжерона относительно жесткости оболочки, подкрепленной несущими силовыми элементами, тем больше доля деформации сжатия гофров в общей деформации пакета, тем больше среднециклическая жесткость пакета и тем больше величина энергии, рассеиваемой пакетом.
Предлагается длинная пустотелая широкохордная лопатка вентилятора, отличающаяся тем, что гладкие, каленые или нагартованные, шлифованные ленты, каленые или нагартованные, шлифованные ленты - вставки и каленые или нагартованные, шлифованные гофрированные ленты пакета изготовлены из жаропрочных, нержавеющих сталей 10Х23Н18 или 20Х23Н18, или сталей 20X13 и 30X13.
Эти жаропрочные нержавеющие стали не теряют свои прочностные и упругие свойства при 600°С. Причем стали 10Х23Н18 и 20Х23Н18 аустенитного класса, а стали 20X13 и 30X13 мартенситного класса.
Предлагается также длинная пустотелая широкохордная лопатка вентилятора, отличающаяся тем, что гофры гофрированных лент пакетов выполнены пологими с отношением t/ƒ>10, где t - шаг гофра и ƒ - величина стрелы выгиба гофра в мм.
Преимущества этой лопатки см. ниже.
Предлагается способ изготовления длинной пустотелой широкохордной лопатки вентилятора, состоящий в том, что из листа из титанового сплава изготавливают оболочку длинной пустотелой широкохордной лопатки вентилятора, требуемой формы и размеров, получают силовые несущие элементы: n+1 силовой несущий элемент, выполненный в виде замка «ласточкин хвост» лопатки, и n-1 силовой несущий элемент, имеющий замковую часть, выполненную в виде «ласточкина хвоста» лопатки, и часть в виде стержня с постоянным или с постепенно сужающимся к концу лопатки поперечным прямоугольным сечением, из предварительно сформованных монослоев высокомодульного металломатричного композиционного материала - борных волокон в алюминиевой матрице, или борных волокон с покрытием карбида кремния в алюминиевой матрице, или углеродных волокон в алюминиевой матрице, или волокон карбида кремния в титановой матрице, путем их ступенчатой термодеформационной обработки с постепенным увеличением ее воздействия на материал, причем предпочтительно на первой стадии степень воздействия термодеформационной обработки составляет 40-70%, на второй стадии степень воздействия термодеформационной обработки с одновременным формованием несущих элементов до требуемой геометрической формы составляет 60-90%, а окончательную термодеформационную обработку несущих этих элементов до 100% проводят в составе полностью собранной заготовки при одновременном прессовании и диффузионной сварке лопатки, укладывают в оболочку несущие элементы в порядке и на расстояниях друг от друга в соответствии со схемой армирования, отличающийся тем, что из титанового сплава изготавливают лонжерон, состоящий из замковой части, выполненной в виде «ласточкина хвоста» замка лопатки, выполненных заодно целое с замковой частью центрального стержня с постоянным или с постепенно сужающимся к концу лопатки коробчатым прямоугольным или четырехугольным поперечным сечением или поперечным сечением в виде двутавра и двух или четырех стоек с таким поперечным четырехугольным сечением, сторонам которого, контактирующим с оболочкой лопатки, на последней фазе термодеформационной обработки придается форма, образующая единый монолит с оболочкой и обеспечивающая требуемую геометрию пера лопатки, между каждой стойкой или каждой парой стоек и центральным стержнем лонжерона или полками двутавра имеется прямоугольная щель, расположенная так, что в готовой лопатке она параллельна хорде некоторого поперечного сечения лопатки, при котором при заданной закрутке лопаток обеспечивалась прочность стоек и центрального стержня лонжерона, причем каждая щель заглублена в замковую часть лонжерона, изготавливают из жаропрочной нержавеющей стали гладкие ленты, ленты - вставки и гофрированные ленты, устанавливают в каждую щель стальную, каленую или нагартованную, шлифованную ленту - вставку так, чтобы она отогнутым концом с натягом уперлась в полку стержня лонжерона, устанавливают в каждую щель гладкую, стальную, каленую или нагартованную, шлифованную ленту так, чтобы она ее отогнутой частью легла на торец стойки или торцы стоек лонжерона с натягом по отогнутой части ленты - вставки, собирают пакет демпфера из гофрированных, стальных, каленых или нагартованных, - шлифованных лент, укладывая их друг на друга «гофр в гофр», в специальном приспособлении сжимают гофры пакета на одну и ту же величину δт>δ, выталкивают собранный пакет в щель лонжерона, где он, разжавшись, устанавливается с начальным натягом δ по вершинам гофров, аналогичными операциями собирают и устанавливают в щель лонжерона второй пакет, согласно схеме армирования укладывают несущие силовые элементы, лонжерон с собранным демпфером и технологические вставки из жаропрочной стали в оболочку, укладывают сформированную таким образом заготовку в штамп, повторяющий профиль и размеры лопатки на длине ее силовых несущих элементов и лонжерона, и подвергают ее завершающей стадии термодеформационной обработки несущих элементов и лонжерона при одновременном прессовании и диффузионной сварке лопатки при заданной температуре и давлении, удаляют технологические вставки, через оставшимся открытым, конец пера лопатки, лопатку помещают в штамп, повторяющий профиль и размеры концевой части пера лопатки, и при одновременном прессовании и диффузионной сварке лопатки при заданной температуре и давлении формируют конец пера лопатки, извлекают готовую лопатку из штампа.
Если форма, размеры и схема армирования лопатки таковы, что для получения требуемой формы пера лопатки не нужны технологические вставки, то в этом случае предлагается способ изготовления длинной пустотелой широкохордной лопатки вентилятора, отличающийся тем, что сформированную заготовку укладывают в штамп, повторяющий профиль и размеры лопатки, и завершающую стадию термодеформационной обработки несущих элементов и лонжерона при одновременном прессовании и диффузионной сварке лопатки при заданной температуре и давлении и оформление концевой части пера лопатки производят в этом штампе в одну операцию.
При проведении первой стадии термодинамической обработки пакета монослоев волокнистого металломатричного композиционного материала уменьшается зазор между монослоями и происходит перераспределение между его волокнами матричного металла. На второй стадии термодинамической обработки заготовок несущих элементов им придается требуемая форма, между слоями композиционного материала возникает требуемая связь, формируется плотная структура материала, исчезают поры и несплошности, постепенно композиционный материал из слоистого превращается в монолитный.
На третьей окончательной стадии термодинамической обработке при температуре 550°±20°С и давлении 0,5 МПа (см. патент РФ 2296246, МПК F04D 29/38) подвергают собранную заготовку лопатки - оболочку с установленными в нее, согласно схемы армирования, всеми силовыми несущими элементами и лонжероном с демпфером. Термодеформация силовых несущих элементов и лонжерона достигает 100% и одновременно они соединяются в единое целое с оболочкой лопатки диффузионной сваркой.
Так как термодинамическая обработка лопатки по предлагаемым способам мало отличается от ее термодинамической обработки по способу патента РФ 2296246, МПК F04D 29/38 предлагаемый способ также позволяет получить длинную пустотелую широкохордную лопатку с высокими механическими свойствами и легким весом на традиционном оборудовании, при этом волокнистый, металломатричный композиционный материал получает максимально высокие механические свойства в процессе придания изделию сложной аэродинамической формы и, как это указано в описании патента РФ 2296246, МПК F04D 29/38, это преимущество достигается благодаря тому, что несущие элементы из волокнистого однонаправленного композиционного материала на первой предварительной стадии не подвергают окончательной обработке, а проводят ее после сборки полученных элементов в форме пресса, одновременно с приданием аэродинамической формы изделию и диффузионной сварки элементов сборки, в результате чего композиционный материал приобретает свои максимальные прочностные свойства. Если несущие элементы изготовить сразу в окончательной форме, подвергнув их на первой стадии 100% термодинамической обработке, то на следующей стадии в процессе прессования лопатки произойдет перепрессовка хрупких волокон и композиционный материал потеряет свои прочностные свойства.
Как уже указывалось, УФХ демпфера существенно зависят от способа сборки пакетов демпфера.
Поэтому предлагается способ изготовления длинной пустотелой широкохордной лопатки вентилятора, отличающийся тем, что каждый гофрированный пакет демпфера сжимают одновременно в специальном приспособлении между двух жестких параллельных плит на величину δт.
При этом вследствие действия эффекта «накопления действия сил трения» (см. ниже) жесткость гофров получается не одинаковой и убывает от центрального гофра к крайним гофрам пакета. Соответственно убывает и величина силы, сжимающая каждый гофр на одну и ту же величину деформации.
Для получения пакетов демпфера с существенно большей степенью равномерности распределения жесткости их гофров после сборки пакетов предлагается способ изготовления длинной пустотелой широкохордной лопатки вентилятора, отличающийся тем, что пакет сжимают не одновременно, последовательно сжимая вершины гофров пакета друг за другом на одну и ту же величину δт, начиная с вершины гофра, расположенной у его конца, или начиная с центральной вершины гофра, смещаясь от вершины гофра к вершине к его концам.
При этом жесткости гофров пакета после сжатия всех его гофров на одну и ту же величину деформации, кроме гофра, которого сжимают первым, будут одинаковы, и жесткость этого гофра будет меньше жесткости остальных гофров пакета. Этот эффект, проявляющийся при этом способе сборки пакета объясняется отличием граничных условий этого гофра и остальных гофров пакета (см. ниже).
Кроме того, для получения одинаковой жесткости у всех гофров пакета после сжатия его гофров на одну и ту же величину деформации, предлагается способ изготовления длинной пустотелой широкохордной лопатки вентилятора, отличающийся тем, что после сжатия второго гофра на требуемую величину деформации первый гофр полностью разгружают от сдавливающей нагрузки и затем повторно сжимают на ту же величину деформации.
Одинаковую с остальными гофрами жесткость у первого гофра получают за счет того, что при повторном нагружении после сжатия второго гофра и полной разгрузке первого гофра, он будет нагружаться с теми же граничными условиями, что и остальные гофры пакета.
Предлагаемые конструкции длинной пустотелой широкохордной лопатки вентилятора и способы ее изготовления поясняются фигурами. Для лучшего чтения чертежей ленты в разрезах показаны не заштрихованными.
На фиг. 1 изображена предлагаемая длинная пустотелая широкохордная лопатка вентилятора.
На фиг. 2 изображен схема варианта армирования лопатки.
На фиг. 3 изображено сечение по А-А на фиг. 1, изображение увеличено. На фиг. 4 изображен разрез по Б-Б на фиг. 1.
На фиг. 5 изображена схема опирания вершины гофра пакета на выемку ленты - вставки.
На фиг. 6 изображен разрез по Б-Б на фиг. 1 варианта лопатки с центральным стержнем лонжерона, выполненным с жесткостью на изгиб, большей жесткости на изгиб подкрепленной оболочки и с несущими элементами, расположенными у лонжерона с двух его сторон, со стороной, скрепленной с оболочкой.
На фиг. 7 изображена схема одновременного сжатия гофров пакета.
На фиг. 8 изображена схема установки пакета в лонжерон.
На фиг. 9 изображена схема последовательного сжатия гофров пакета.
Предлагаемая длинная пустотелая широкохордная лопатка вентилятора (см. фиг. 1) состоит из оболочки 1, выполненной из листа из титанового сплава, и жестко скрепленных с ней силовых несущих элементов 2 и 3 (см. фиг. 2), выполненных из волокнистого высокомодульного однонаправленного металломатричного композиционного материала - борных волокон в алюминиевой матрице, или борных волокон с покрытием карбида кремния в алюминиевой матрице, или углеродных волокон в алюминиевой матрице, или волокон карбида кремния в титановой матрице. Причем n+1 силовых несущих элемента 2 выполнены в виде замков «ласточкин хвост», и размещены между других n силовых несущих элементов и на краях замка лопатки, n-1 силовых несущих элементов 3 имеют замковую часть 4, выполненную в виде «ласточкина хвоста», и размещенную внутри оболочки 1 часть 5 в виде стержня с постоянным или с постепенно сужающимся к концу лопатки поперечным четырехугольным сечением, с стороной или сторонами, контактирующими с оболочкой 1, повторяющими ее форму. Еще один силовой несущий элемент - лонжерон 6 выполнен из титанового сплава, состоит из замковой части 7 (см. фиг. 1, 3), выполненной в виде «ласточкина хвоста» замка лопатки, и выполненных заодно целое с замковой частью 7 центрального стержня 8 с постоянным или с постепенно сужающимся к концу лопатки коробчатым прямоугольным или четырехугольным поперечным сечением или поперечным сечением в виде двутавра (см. фиг. 4) и двух или четырех стоек 9 (см. фиг. 1) с поперечным четырехугольным сечением, со сторонами, контактирующими с оболочкой, повторяющими ее форму. Все несущие элементы диффузионной сваркой при температуре и давлении замковыми частями 4 и 7 скреплены друг с другом и оболочкой 1, а частями 5 и 9, размещенными внутри оболочки, - с оболочкой 1. Между каждой стойкой 9 или каждой парой стоек 9 и центральным стержнем 8 лонжерона 6 (см. фиг. 3) или полками двутавра имеется прямоугольная щель 10, расположенная параллельно хорде некоторого поперечного сечения лопатки, при котором при заданной закрутке лопаток обеспечивалась прочность стоек 9 и центрального стержня 8 лонжерона 6. Причем каждая щель 10 заглублена в замковую часть 7 лонжерона. В каждой из этих двух щелей 10 на стойки 9 установлена гладкая, стальная, каленая или нагартованная, шлифованная лента 11, а на стержень 8 лонжерона установлена гладкая, стальная, каленая или нагартованная, шлифованная лента - вставка 12 с выемками 13, выполненными по дуге окружности на одной из сторон ленты 12. И в каждой из двух щелей 10 между гладкой лентой 11 и лентой - вставкой 12 с требуемым натягом по вершинам гофров δ>Y∂, где Y∂ - допустимая деформация сжатия гофра пакета в мм, так размещен многопролетный пакет 14, собранный «гофр в гофр» из одной, двух или более стальных, каленых или нагартованных, шлифованных, гофрированных лент 15, что гофры пакета, опирающиеся на ленту - вставку 12, размещены в ее выемках 13, и вершины 16 (см. фиг. 5) гофров опираются на выемки 13 в их плоскости симметрии. Стрела выгиба гофра ƒ≥Y∂+h, где h - глубина выемки ленты - вставки 12. На свободном конце стержня 8 лонжерона (см. фиг. 3) выполнены полки 17, располагающиеся над стойками 9. Между торцами полок 17 и оболочкой 1 имеются зазоры 18, большие допустимой величины деформации лопатки. Лента - вставка 12 отогнутым концом опирается на полку 17, а гладкая лента 11 отогнута на торец или торцы пары стоек 9 и отогнутым концом опирается на отогнутый конец ленты - вставки 12 так, что при колебаниях лопатки происходят взаимные упругие проскальзывания с сухим трением отогнутых концов этих лент. Гофрированные ленты 15 пакета 14, гладкие ленты 11 и ленты - вставки 12 изготовлены из жаропрочной нержавеющей стали, не теряющей упругие свойства при 600°С, а контактирующие поверхности этих лент покрыты износостойким покрытием, сохраняющим свои защитные свойства при этой температуре. Требуемые упругофрикционные характеристики системы «лопатка - демпфирующее устройство» получают должным подбором следующих параметров: числа гофров m гофрированного пакета 14, толщины кг гладких лент 11, глубины или глубин h и радиусов R выемок 13 лент - вставок 12, а сама лопатка изготовлена по способам п. 9, или п. 10, или п. 11 формулы изобретения.
Предлагается длинная пустотелая широкохордная лопатка вентилятора (см. фиг. 1), отличающаяся тем, что ленты - вставки 12 выполняются с выемками 13 постоянной глубины h и с радиусами R, определяемыми из соотношения:

j=1,2,….,m,
где Sj определяется из соотношения:
j - номер вершины гофра, опирающейся на выемку 13 ленты - вставки 12, Sk - собственное проскальзывание любой k-ой вершины гофра, вызванное его упругой деформацией, m - число вершин гофров, опирающихся на выемки 13 ленты - вставки 12, отсчитываемое от первого гофра, причем для лопаток с длиной до 700 мм в качестве первого гофра выбран гофр, опирающийся на ленту - вставку 12, наиболее близкий к корневому сечению пера лопатки, и зазор 19 (см. фиг. 2) между дном щели 10 и торцом пакета 14 равен S1, а для лопаток с длиной, равной или большей 700 мм в качестве первого гофра выбран гофр, опирающийся на ленту - вставку 12, расположенный в середине пакета 14, и зазор 19 между дном щели 10 и торцом пакета 14 равен или больше Sm. При этом шаг гофров t пакета 14 должен удовлетворять условию t≥Sm+а, где величина а (см. фиг. 5) должна удовлетворять условиям конструктивности, обеспечивающим функциональность и длительную работоспособность и прочность ленты - вставки 12.
Предлагается длинная пустотелая широкохордная лопатка вентилятора (см. фиг. 1), отличающаяся тем, что радиус R (см. фиг. 5) выемок 13 лент - вставок 12 постоянен и определяется из соотношения:
Предлагается длинная пустотелая широкохордная лопатка вентилятора (см. фиг. 6), отличающаяся тем, что стержень 8 лонжерона 6 в любом поперечном сечении выполнен с жесткостью на изгиб, большей жесткости на изгиб в этом поперечном сечении оболочки, подкрепленной жестко соединенными несущими силовыми элементами, а несущие силовые элементы 20, расположенные у лонжерона 6 с двух его сторон, выполнены со стороной, скрепленной с оболочкой 1, причем несущие силовые элементы, скрепленные со спинкой лопатки, чередуются с несущими силовыми элементами, скрепленными с корытом лопатки.
Предлагается длинная пустотелая широкохордная лопатка вентилятора (см. фиг. 1), отличающаяся тем, что гладкие, каленые или нагартованные, шлифованные ленты 11, каленые или нагартованные, шлифованные ленты - вставки 12 и каленые или нагартованные, шлифованные гофрированные ленты 15 пакета 14 изготовлены из жаропрочных, нержавеющих сталей 10Х23Н18 или 20Х23Н18, или сталей 20X13 и 30X13.
Кроме того, предлагается длинная пустотелая широкохордная лопатка вентилятора (см. фиг. 1), отличающаяся тем, что гофры гофрированных лент 15 пакетов 14 выполнены пологими с отношением t/ƒ>10, где t - шаг гофра и ƒ - величина стрелы выгиба гофра в мм.
Предлагаемые способы изготовления длинной пустотелой широкохордной лопатки вентилятора описаны выше. Поэтому дополним эти описания только описанием принципиальных схем специальных приспособлений для сборки и установки пакетов 14 в лонжерон 6 лопатки.
При одновременном сжатии всех гофров пакета 14 на величину δт собранный «гофр в гофр» пакет сжимают в специальном приспособлении (см. фиг. 7) между двух жестких параллельных плит 21 и 22. Плита 22жестко соединена с неподвижным основанием 23 приспособления. Плита 21 жестко закреплена на штоке 24 силового цилиндра 25, закрепленного на основании 23. Шток 24 смещается в направляющей 26, закрепленной на основании 23. Перемещение плиты 21 ограничено зазором 27 между плитой 21 и упорами 28, закрепленными на плите 23. Лонжерон 6 (см. фиг. 8) с вставленными в его щели 10 лентами 11 и 12 закреплен на основании 23 в таком положении, чтобы толкатель 29, жестко закрепленный на штоке 30 силового цилиндра 31 при подаче давления в цилиндр 31 выталкивал сжатый пакет 14 в щель 10, между лентой 11 и лентой - вставкой 12 до неподвижно закрепленного упора 32, открепляют лонжерон 6 и снимают его с упора 32 и затем пакет 14 окончательно заталкивают в лонжерон 6.
Последовательное сжатие гофров пакета 14 друг за другом на одну и ту же величину δт, начиная с вершины гофра, расположенной у его конца, или, начиная с центральной вершины гофра, смещаясь от вершины гофра к вершине к его концам, осуществляют в специальном приспособлении (см. фиг. 9). Сжатие каждого гофра пакета 14 осуществляется с помощью ходового винта 33 с микрометрической резьбой и ползуна 34, смещающегося в направляющей 35. Величина сжатия каждого гофра δт ограничена величиной зазора 36. Выталкивание сжатого пакета 14 в щель 10, между лентой 11 и лентой - вставкой 12 производиться аналогично предыдущему случаю (см. фиг. 8).
Последовательное сжатие гофров пакета 14 на одну и ту же величину δт, при котором достигается одинаковость сил, сжимающих гофры, выполняется также в приспособлении (фиг. 9).
Изготовление предлагаемых лопаток специально не описывается, так как оно описано выше в описании способов.
Энергия колебаний и удара лопатки рассеивается в основном за счет работы сил сухого трения на упругих проскальзываниях вершин гофров пакетов 14 по лентам 11 и 12 (см. фиг. 3), а также за счет упругих взаимных проскальзываний с сухим трением гофрированных лент 15 пакетов 14 и в контакте отогнутых концов лент 11 и 12 и за счет аэродинамического демпфирования лопатки в газовом потоке.
Демпфер предлагаемых лопаток - два пакета 14, работает в режиме двустороннего упругогистерезисного упора при одновременном воздействии на него центробежных сил, создаваемых массами пакетов, постоянных нагрузок, созданных при сборке пакетов, постоянных и динамических сжимающих, изгибающих и скручивающих нагрузок, действующих на него на рабочих режимах лопатки.
Какие преимущества дает работа демпфера в режиме двустороннего упругогистерезисного упора рассмотрено ниже.
При одновременном сжатии пакета 14 при сборке (см. фиг. 5) на каждую j-ую половину гофра действует продольная сила
где j - номер половин гофра, отсчитываемый от крайней половины гофра к средней, Рj - сила, действующая на j-ый гофр в радиальном направлении, и μ - коэффициент трения скольжения.
Из формулы видно, что продольная сила, которую должен преодолеть j-ый гофр пакета 14, чтобы его вершина сместилась относительно плиты 21 или 22, возрастает от крайних гофров к среднему (в этом и состоит эффект «накопления (суммирования) действия сил сухого трения». Именно из-за действия этого эффекта при одновременном сжатии гофров пакета 14 на одну и ту же величину деформации жесткости гофров пакета 14 получаются неодинаковыми и возрастают от крайних гофров к среднему.
Даже в случае, когда пакеты 14 собираются по способу п. 11 формулы изобретения и жесткости всех гофров пакета 14 после сборки одинаковы при действии статических и динамических нагрузок жесткости гофров становятся снова разными вследствие действия эффекта «накопления». Но действие этого эффекта в этом случае значительно слабее, чем в случае сборки пакета 14 по способу п. 9 формулы изобретения, и разница в жесткостях гофров, появляющаяся на рабочих режимах двигателя в этом случае существенно меньше.
Ряд преимуществ предлагаемых длинных пустотелых широкохордных лопаток вентилятора и способов их изготовления рассмотрены выше.
Использование легких, высокопрочных, высокомодульных, волокнистых, однонаправленных, металломатричных, композиционных материалов в конструкции вентиляторов авиационного ГТД пятого поколения обеспечивает существенное снижение веса двигателя, высокую прочность и жесткость лопаток на растяжение при вращении вентилятора, прочность при ударах посторонних предметов о лопатку, увеличивает ресурс работы вентилятора, позволяет отказаться от бандажных полок и ножек лопаток, уменьшить зазоры между лопатками и корпусом, сократить число ступеней вентилятора.
Демпфер предлагаемой длинной пустотелой широкохордной лопатки вентилятора обладает очень высокими демпфирующими свойствами. Так при работе его на циклическое сжатие в режиме двустороннего упора его максимальный коэффициент рассеивания Ψmах - 3,5÷4,0 (см. Эскин И.Д. Исследование обобщенных упругофрикционных характеристик демпферов и амортизаторов авиационных двигателей: дис… канд. тех. наук/ И.Д. Эскин. - Куйбышев: КуАИ, 1973. - 150 с., рис. 2л и 50).
В настоящее время, по нашему мнению, прогресс в вычислительной технике, проявившийся, прежде всего, в замечательном увеличении производительности вычислительного процесса и объемов машинной памяти, разработка редакторов, позволяющих численными методами, например, методом конечных элементов (МКЭ) решать динамические задачи сложных механических систем, достаточно точно моделирующих узлы турбомашин, накопленные знания в области конструкционного демпфирования, достаточные для разработки высоко эффективных специальных демпфирующих устройств для гашения колебаний рабочих лопаток турбомашин, обеспечили возможность существенного сокращения объемов дорогостоящего натурного эксперимента за счет решения целого ряда вопросов проведением более дешевого виртуального эксперимента на ЭВМ. И дальнейшее совершенствование методов расчета в нашей отрасли знаний во многом состоит в том, чтобы не только всемерно использовать эти программы, но и развивать их таким образом, чтобы они становились совместимыми с базами данных наших задач и годились для решения самых сложных задач механики.
Так в настоящее время могут быть построены физические модели процесса сборки предлагаемого демпфера и его одновременного нагружения центробежными силами, создаваемыми массами пакетов 14, постоянными нагрузками, созданными при сборке пакетов, постоянными и динамическими сжимающими, изгибающими и скручивающими нагрузками, действующими на него на рабочих режимах лопатки, и исследована динамика системы «пустотелая широкохордная лопатка - демпфер» при ударе и колебаниях и определены оптимальные и конечные настройки этой системы (см. ниже) расчетным путем, в виртуальном эксперименте, проводимом на ЭВМ.
Обсудим известные полезные результаты исследования систем конструкционного демпфирования и дадим ряд рекомендаций, позволяющие, по нашему мнению, прояснить некоторые вопросы методологии проведения виртуального эксперимента и очень существенно сократить его объем.
Более точное решение работы (см. Эскин И.Д. Циклическое сжатие многослойного многопролетного гофрированного пакета / И.Д. Эскин, Р.И. Алкеев, В.И. Иващенко // Вестник СГАУ. - №1 (39), 2013. - С. 178-191) может быть использовано для разработки описания процесса сборки демпфера в лонжерон 6 (см. фиг. 3) по способам п.п. 10 и 11 формулы изобретения и по способу п. 9 формулы изобретения в случае, когда в лонжерон 6 устанавливают пакеты 14 с числом гофров в каждом пакете m<10 и гофры каждого пакета сжимаются одновременно на заданную величину деформации δт.
Более простое приближенное решение этой задачи (см. Эскин И.Д. Экспериментальные и расчетные исследования моделей циклического сжатия многослойного многопролетного гофрированного пакета / И.Д. Эскин, Р.И. Алкеев, В. И. Иващенко // Вестник СГАУ. - №1 (39), 2013. - С. 192-200.) может быть использовано для разработки описания процесса сборки демпфера в лонжерон 6 по способу п. 9 формулы изобретения в случае, когда в лонжерон 6 устанавливают пакеты 14 с числом гофров в каждом пакете m≥10 и гофры каждого пакета сжимаются одновременно на заданную величину деформации δт.
Вполне возможно, что благодаря очень высоким упругогистерезисным свойствам предлагаемого демпфера, а также тому факту, что с ростом номера формы колебаний хотя и растет динамическая жесткость лопатки, но соответственно растет и жесткость демпфера и стержня, на который он опирается, определение размерных параметров демпфера таким образом, чтобы обеспечивались требуемые оптимальная и конечная настройки системы «пустотелая широкохордная лопатка - демпфер» для первой формы колебаний лопатки, может оказаться вполне удачным и для эффективного гашения в рабочем диапазоне более высоких опасных форм ее колебаний.
Поэтому в виду большой трудоемкости решения задачи о динамическом поведении системы «пустотелая широкохордная лопатка - демпфер» при колебаниях и ударе, по нашему мнению, поведение этой системы в диапазоне частот, где реализуется первая форма колебаний лопатки, следует на первом этапе виртуального эксперимента выделить в отдельное самостоятельное исследование, и оно может дать очень важные практические результаты.
Хотя каждый пакет 14 предлагаемого демпфера относится к системам с изменяющимися за цикл нагружения силами трения на ее контактных поверхностях, и для него принцип Майзинга не справедлив, в работе (см. Эскин И.Д. Исследование обобщенных упругофрикционных характеристик демпферов и амортизаторов авиационных двигателей: дис… канд. тех. наук/ И.Д. Эскин. - Куйбышев: КуАИ, 1973. - 150 с.) показано, что и для таких пакетов, набранных «гофр в гофр» из гофрированных лент с пологими гофрами, при их циклическом сжатии в режиме двустороннего упругогистерезисного упора принцип Майзинга приближенно выполняется в диапазоне деформаций, где упругогистерезисные петли упора еще не имеют «хвостов». Следовательно, для задания поля упругогистерезисных петель предлагаемого демпфера и построения любого процесса нагружения в этом поле при его циклическом сжатии достаточно задания полного повторного или начального процесса нагружения. Формулы для определения любого повторного процесса нагружения для систем конструкционного демпфирования, для которых справедлив принцип Майзинга, см. эту работу. Под полным процессом нагружения здесь понимается процесс, при котором демпфер проходит все этапы расслоения, включая и этап, на котором демпфер деформируется, как полностью расслоенный.
Кроме того, в этой работе, и в исследованиях Эскина И.Д., Сусликова В.И. и Алкеева Р.И. показано, что многопролетные гофрированные пакеты, набранные из гофрированных лент с пологими гофрами, в диапазоне деформаций, где петли гистерезиса пакетов не имеют «хвостов», при циклическом сжатии пакетов в режимах одностороннего и двустороннего упора при одинаковом числе гофров в пакете m приближенно подобны по упругофрикционным свойствам, т.е. УФХ каждого из этих упоров в критериальных координатах n-ξ описываются единственным обобщенным полем упругогистерезисных петель. Причем для построения обобщенного поля пакетов, работающих в режиме двустороннего упругогистерезисного упора и построения любого нагрузочного процесса в этом поле достаточно задания одного полного повторного или начального процесса нагружения, построенного в этих координатах. Здесь безразмерная циклическая сила η=P/T и безразмерная деформация пакета ξ=Y/a, где Ρ - циклическая сила, действующая на пакет, T - обобщенная сила трения, определяемая как половина отрезка, отсекаемого на оси ординат процессами нагружения полностью расслоенного пакета, Y - деформация пакета, а - обобщенная деформация пакета, определяемая как половина отрезка, отсекаемого на оси абсцисс процессами нагружения полностью расслоенного пакета.
Конечно, на демпфер лопатки одновременно действуют различные виды нагрузок, оказывающих взаимное влияние на законы деформирования демпфера от каждой из этих нагрузок и даже на сами величины этих нагрузок, да и сама лопатка без демпфера может деформироваться по нагрузочным и разгрузочным процессам, отличающимся законом деформирования. Поведение системы «пустотелая широкохордная лопатка - демпфер» при ее динамическом нагружении в составе изделия не изучено. Но при этом на основании вышеизложенных результатов у нас появляется уверенность в целесообразности при проведении виртуального эксперимента проверки справедливости гипотезы, утверждающей, что предлагаемый демпфер и под действием реальных нагрузок будет приближенно подобен по упругофрикционным свойствам, т.е. для каждого вида его циклической нагрузки можно в критериальных координатах построить с учетом фактора одновременности действия различного вида нагрузок единственное обобщенное поле упругогистерезисных петель.
Можно также сделать еще более смелое предположение, что для каждого из этих полей или их части окажется справедливым или приближенно справедливым принцип Майзинга.
Доказательство справедливости этих гипотез позволит совершенно замечательно сократить объем виртуального эксперимента по исследованию динамики системы «пустотелая широкохордная лопатка - демпфер», и уже сейчас эту задачу можно теоретически решить и провести ее расчетное исследование.
В работе (см. Эскин И.Д. Исследование обобщенных упругофрикционных характеристик демпферов и амортизаторов авиационных двигателей: приложение к дис… канд. тех. наук/ И.Д. Эскин. - Куйбышев: КуАИ, 1973. - 315 с. ) на примере вынужденных колебаний системы с распределенными параметрами со средоточенным демпфированием показано, что зависимости σmax*(K,β), построенные для каждой формы колебаний, имеют минимум. Здесь σmax*=σmах/σд - безразмерное относительное максимальное напряжение системы (настройка системы), σд - допустимое напряжение системы, К - безразмерная относительная жесткость системы и β=F/Τ - безразмерная относительная амплитуда возбуждающей силы, где F - амплитуда возбуждающей силы, действующей на систему. Причем размерные параметры демпфирующего устройства определяются по двум настройкам системы - оптимальной и предельной, определяемым по зависимости σmax*(K,β). В работе показано, что минимальное значение настройки может лежать в опасной близости к зоне неустойчивой работы системы, в которой незначительное изменение параметра β приводит к недопустимому росту σmax*. Так как во многих системах конструкционного демпфирования обобщенная сила трения Т - прямо пропорциональна коэффициенту трения μ на контактных поверхностях демпфирующего устройства и нагрузке, сдавливающей эти поверхности, а случайные небольшие изменения величины этих параметров в эксплуатации могут произойти в любой момент, в этой работе предложено в отличие от других работ, где за оптимальную настройку системы всегда выбирается минимальное значение максимального напряжения системы, в качестве оптимальной настройки системы выбирать настройку σmax*, обеспечивающую достаточный гарантийный запас по безопасной устойчивой работе системы и достаточный или возможно больший ресурс ее работы.
Заметим, что эта оптимальная настройка не всегда совпадает с минимальной величиной максимального напряжения системы.
В качестве предельной настройки выбирается та из настроек σmах*=1, в направлении которой при эксплуатации системы по кривой или кривым σmax*(K,β) смещается текущая рабочая настройка системы.
Задача о вынужденных колебаниях системы «длинная пустотелая широкохордная лопатка - демпфирующее устройство» намного сложнее рассмотренной в работе Эскина, но зависимости настроек этой системы от параметра β, построенные при различных законах изменения безразмерных параметров, от которых зависит эта зависимость, будут также иметь минимум и принцип выбора оптимальной и конечной настроек системы сохранится.
Рекомендуется на первом этапе исследования задачу о вынужденных колебаниях системы «длинная пустотелая широкохордная лопатка - демпфирующее устройство» решать методом МКЭ с учетом действия центробежных сил и температуры для наиболее нагруженной лопатки вентилятора в диапазоне частот, где реализуется первая форма колебания лопатки. По результатам решения для первой формы колебания лопатки должны быть построены зависимости σmаx*(β) для различных элементов лопатки, изготовленных из разных материалов, при различных законах изменения безразмерных параметров, от которых зависят эти зависимости (для различных компоновок лопатки). Здесь σmах*=σmах/σ-1⋅nз, где σmах - главное максимальное напряжение элемента лопатки, σ-1 - предел длительной прочности материала элемента лопатки, n3 - коэффициент запаса прочности лопатки. Вопрос о рациональном выборе обобщенной силы трения Т, относительных жесткостей элементов лопатки может быть успешно решен при решении этой задачи.
По этим зависимостям определяются оптимальная компоновка лопатки и оптимальная и предельные настройки, а по ним - размерные параметры лопатки и демпфирующего устройства, обеспечивающие эти настройки системы в работе турбомашины.
В заключение отметим, что к преимуществам предлагаемой пустотелой лопатки можно также отнести высокую стабильность при наработке УФХ демпфера, обеспеченную большой упругой деформацией гофров при сборке его пакетов.
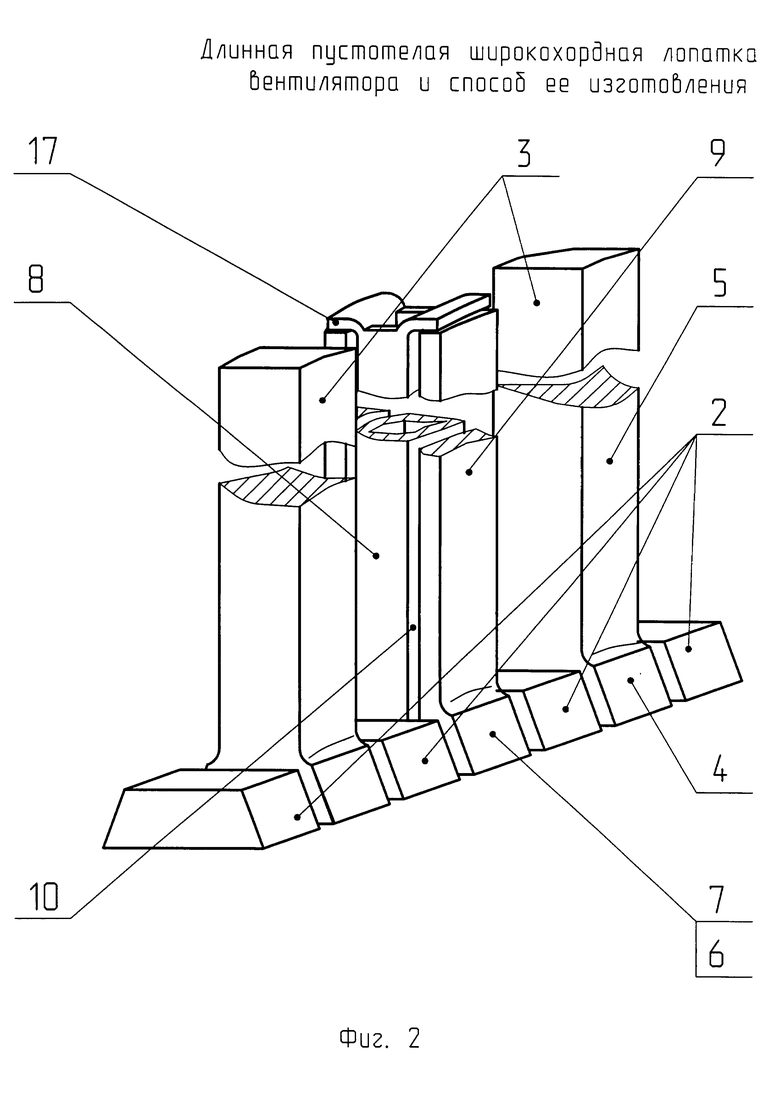
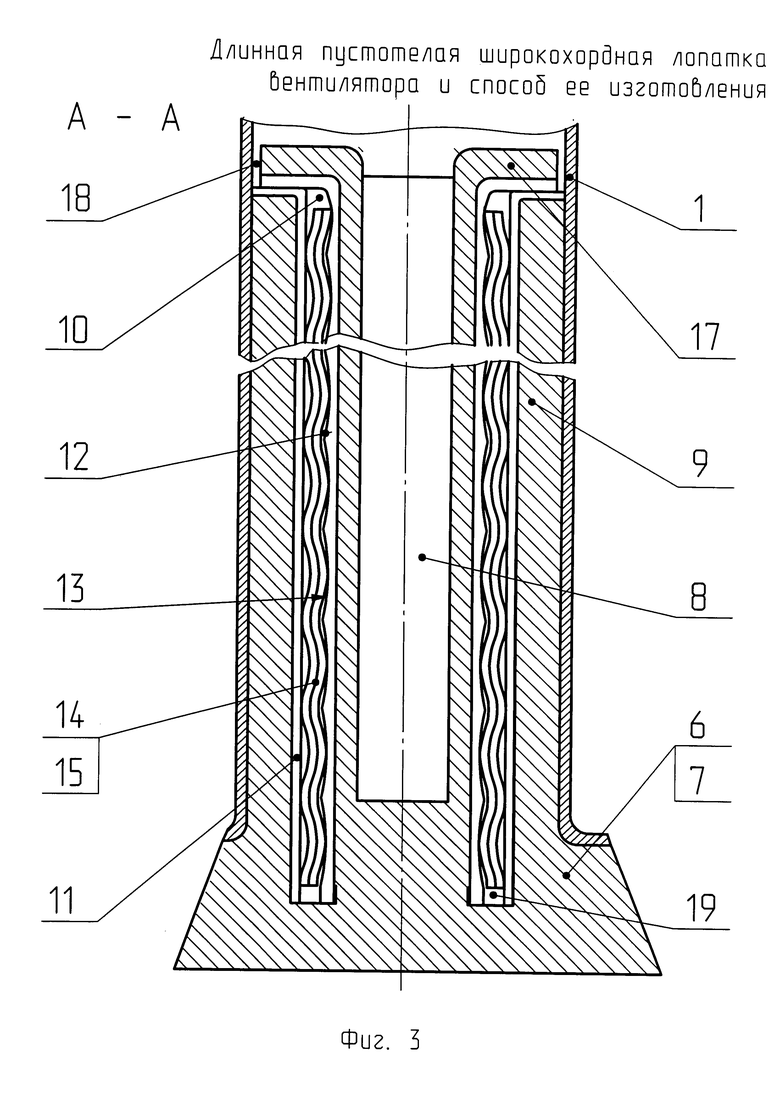
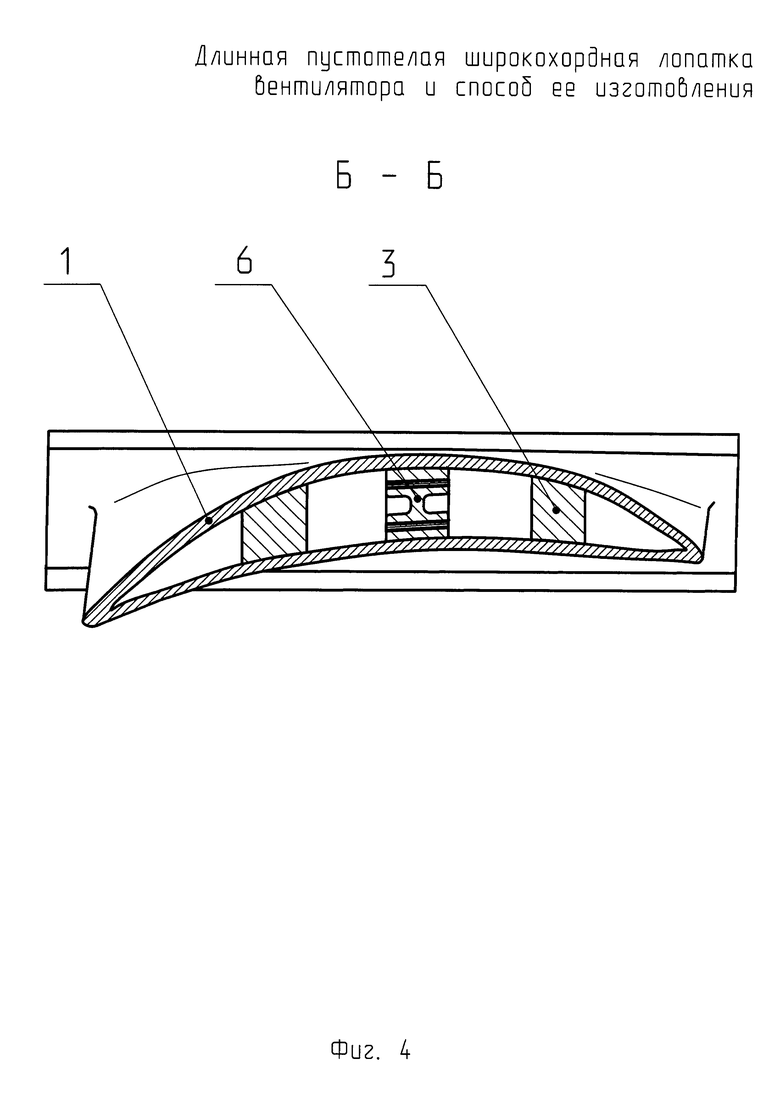
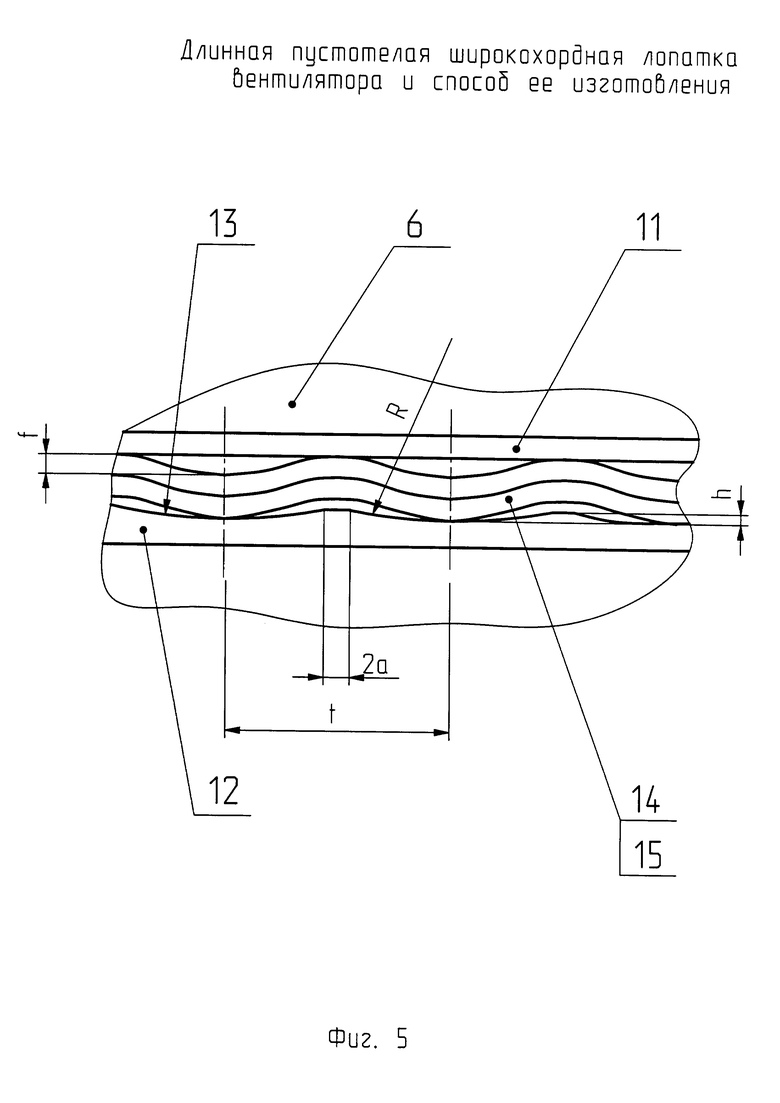
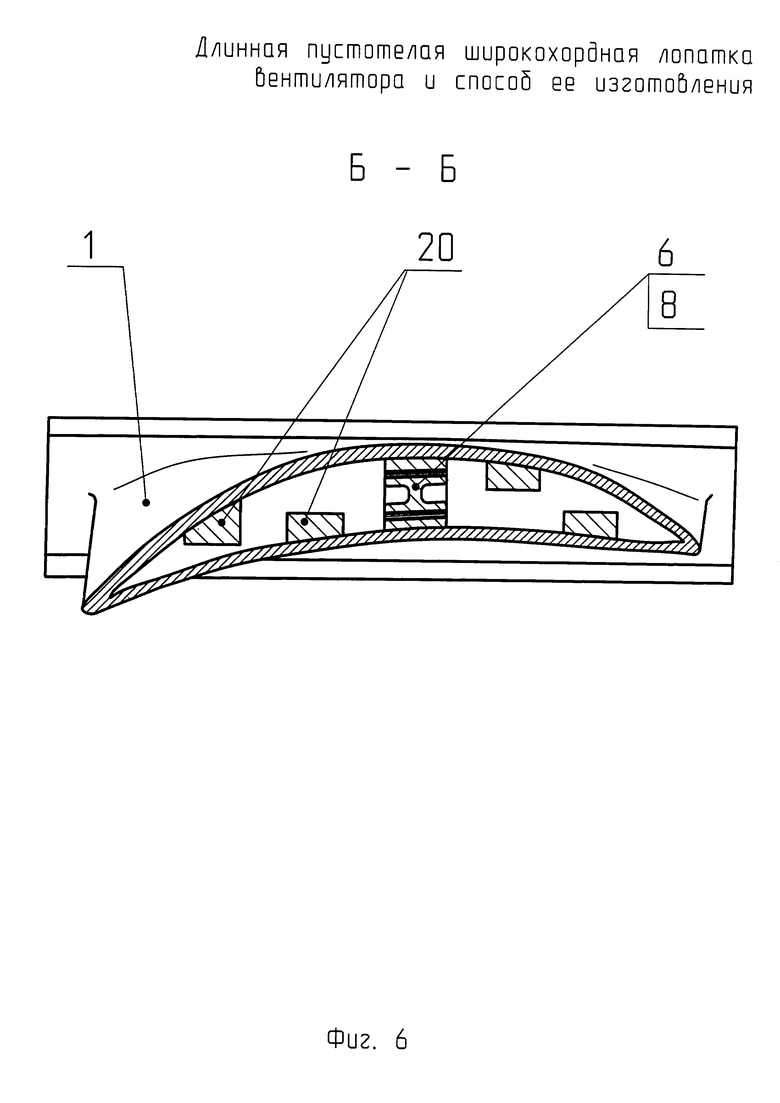
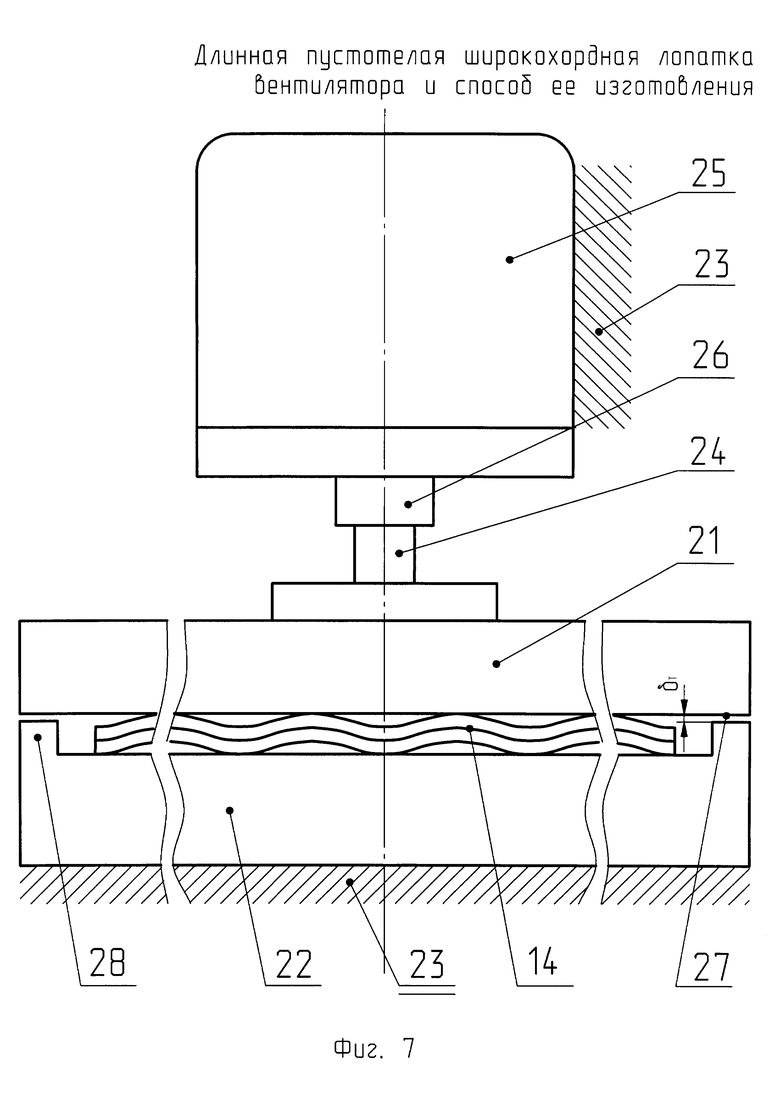
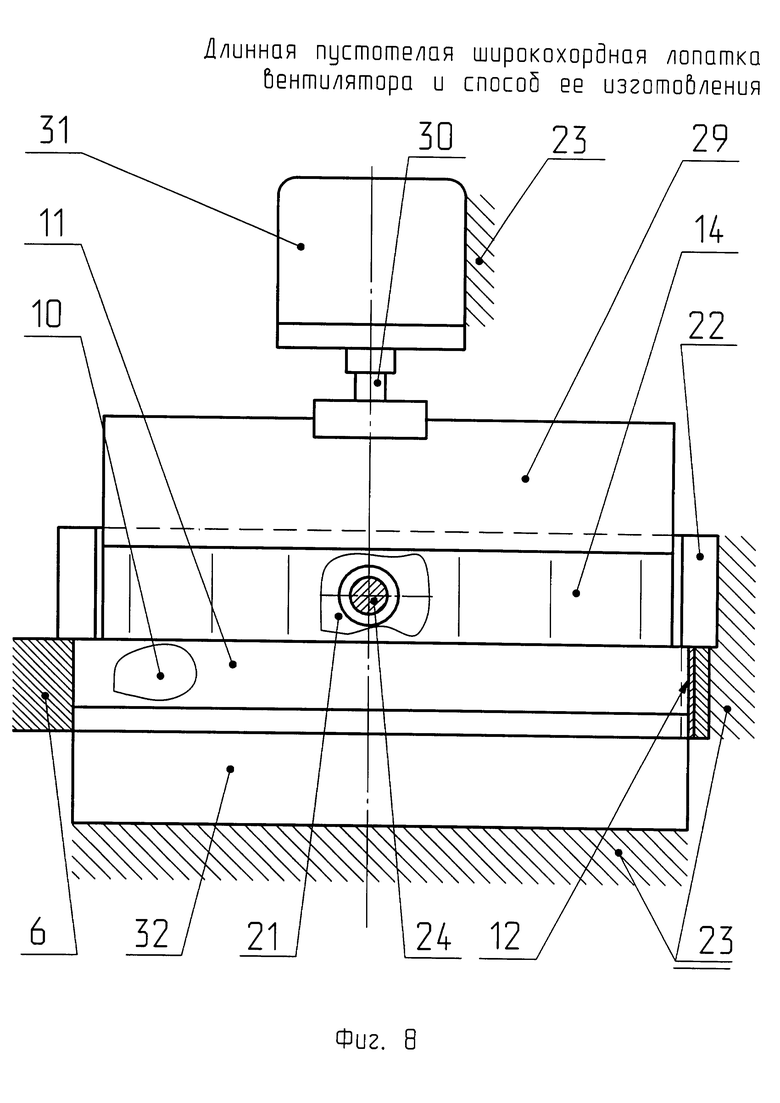
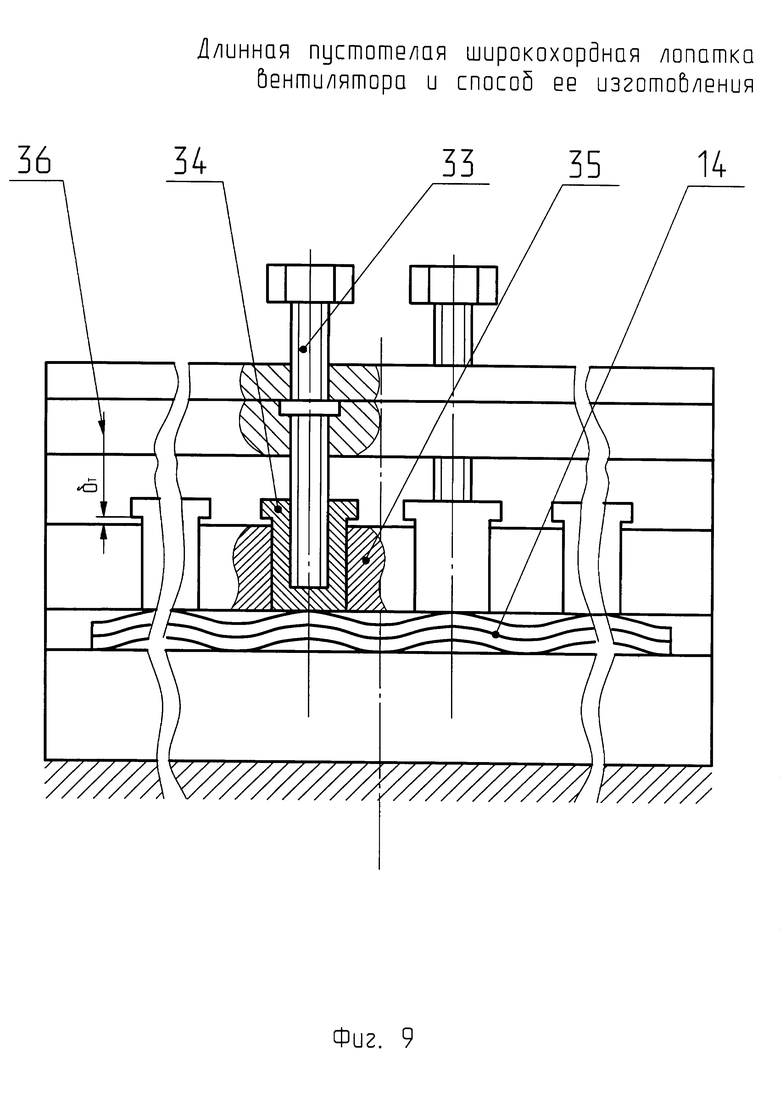
Длинная пустотелая широкохордная лопатка вентилятора, состоящая из оболочки, выполненной из листа из титанового сплава, и жестко скрепленных с ней силовых несущих элементов: лонжерона, выполненного из титанового сплава, и остальных, выполненных из волокнистого однонаправленного металломатричного высокомодульного композиционного материала. Причем n+1 силовых несущих элементов выполнены в виде замков «ласточкин хвост» и размещены между других n силовых несущих элементов и на краях замка лопатки, n-1 силовых несущих элементов, выполненных из композиционного материала, имеют замковую часть, выполненную в виде «ласточкина хвоста», и размещенную внутри оболочки часть в виде стержня с постоянным или с постепенно сужающимся к концу лопатки поперечным четырехугольным сечением, со стороной или сторонами, контактирующими с оболочкой, повторяющими ее форму. Все несущие элементы диффузионной сваркой при температуре и давлении замковыми частями скреплены друг с другом и оболочкой, а частями, размещенными внутри оболочки, - с оболочкой. Лонжерон состоит из замковой части, выполненной в виде «ласточкина хвоста» замка лопатки, выполненного за одно целое с центральным стержнем с коробчатым четырехугольным поперечным сечением, стоек с поперечным четырехугольным сечением, со сторонами, скрепленными с оболочкой, повторяющими ее форму. Между каждой стойкой и центральным стержнем лонжерона имеется прямоугольная щель. Каждая щель заглублена в замковую часть лонжерона, в каждой из этих двух щелей на стойки установлена гладкая, стальная, каленая или нагартованная, шлифованная лента, а на стержень лонжерона установлена гладкая, стальная, каленая или нагартованная, шлифованная лента-вставка с выемками, выполненными по дуге окружности на одной из сторон ленты. В каждой щели между гладкой лентой и лентой-вставкой с требуемым натягом по вершинам гофров δ>Y∂, где Y∂ - допустимая деформация сжатия гофра пакета в мм, так размещен многопролетный пакет, собранный «гофр в гофр» из одной, двух или более стальных, каленых или нагартованных, шлифованных, гофрированных лент, что гофры пакета, опирающиеся на ленту-вставку, размещены в ее выемках, и вершины гофров опираются на выемки в их плоскости симметрии, а ƒ≥Y∂+h, где ƒ - стрела выгиба гофра и h - глубина выемки ленты-вставки. На свободном конце стержня лонжерона выполнены полки. На каждую полку отогнутым концом опирается лента-вставка, а гладкая лента отогнута на торец стойки и отогнутым концом опирается на отогнутый конец ленты-вставки так, что при колебаниях лопатки происходят взаимные упругие проскальзывания с сухим трением отогнутых концов этих лент. Гофрированные ленты пакета, гладкие ленты и ленты-вставки изготовлены из жаропрочной нержавеющей стали, не теряющей упругие свойства при 600°С, а контактирующие поверхности этих лент покрыты износостойким покрытием, сохраняющим свои защитные свойства при этой температуре. Достигаются высокая прочность и статическая жесткость, сохраняющаяся или нарастающая в процессе технологического цикла, с высокоэффективным демпфирующим устройством, снижающим динамические напряжения в лопатке при ударе и вибрации до безопасного уровня на всех рабочих режимах авиадвигателя и повышающим ресурс и надежность вентилятора. 2 н. и 9 з.п. ф-лы, 9 ил.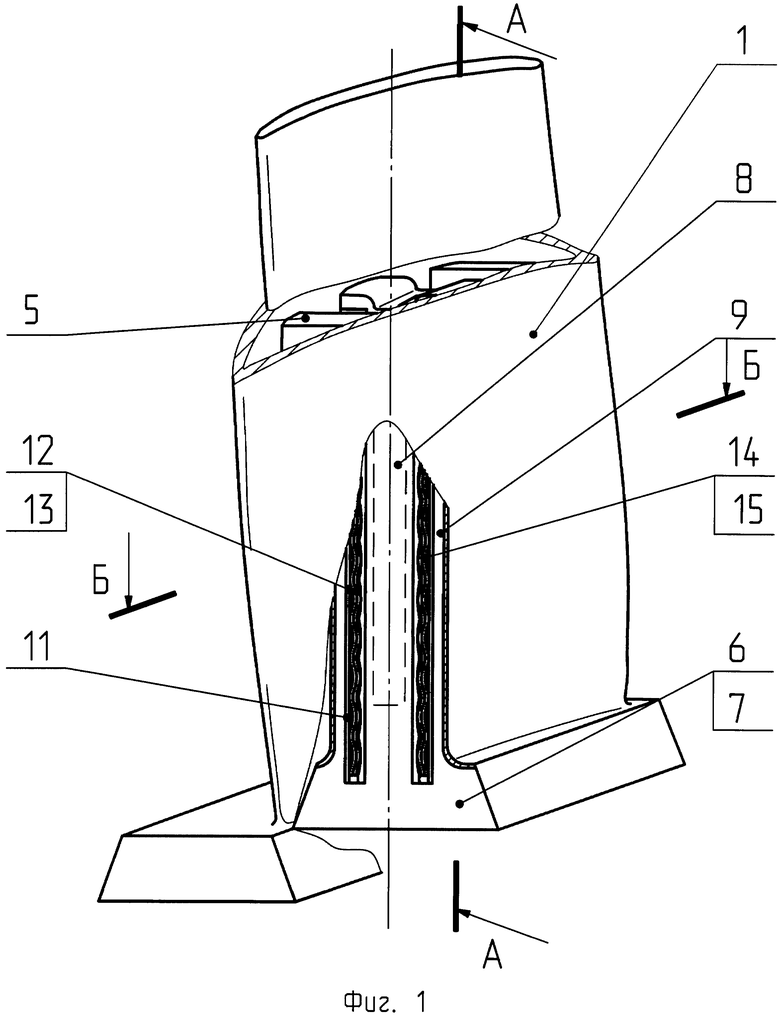
1. Длинная пустотелая широкохордная лопатка вентилятора, состоящая из оболочки, выполненной из листа из титанового сплава, и жестко скрепленных с ней силовых несущих элементов, выполненных кроме одного из волокнистого однонаправленного металломатричного композиционного материала - борных волокон в алюминиевой матрице, или борных волокон с покрытием карбида кремния в алюминиевой матрице, или углеродных волокон в алюминиевой матрице, или волокон карбида кремния в титановой матрице, причем n+1 силовых несущих элементов выполнены в виде замков «ласточкин хвост» и размещены между других n силовых несущих элементов и на краях замка лопатки, n-1 силовых несущих элементов, выполненных из композиционного материала, имеют замковую часть, выполненную в виде «ласточкина хвоста», и размещенную внутри оболочки часть в виде стержня с постоянным или с постепенно сужающимся к концу лопатки поперечным четырехугольным сечением, со стороной или сторонами, контактирующими с оболочкой, повторяющими ее форму, все несущие элементы диффузионной сваркой при температуре и давлении замковыми частями скреплены друг с другом, а частями, размещенными внутри оболочки, - с оболочкой, отличающаяся тем, что внутри оболочки размещен еще один силовой несущий элемент - лонжерон, выполненный из титанового сплава, состоящий из замковой части, выполненной в виде «ласточкина хвоста» замка лопатки, выполненных за одно целое с замковой частью центрального стержня с постоянным или с постепенно сужающимся к концу лопатки коробчатым прямоугольным или четырехугольным поперечным сечением или поперечным сечением в виде двутавра и двух или четырех стоек с поперечным четырехугольным сечением, со сторонами, контактирующими с оболочкой, повторяющими ее форму, между каждой стойкой или каждой парой стоек и центральным стержнем лонжерона или полками двутавра имеется прямоугольная щель, расположенная параллельно хорде некоторого поперечного сечения лопатки, при котором при заданной закрутке лопаток обеспечивалась прочность стоек и центрального стержня лонжерона, причем каждая щель заглублена в замковую часть лонжерона, в каждой из этих двух щелей на стойки установлена гладкая, стальная, каленая или нагартованная, шлифованная лента, а на стержень лонжерона установлена гладкая, стальная, каленая или нагартованная, шлифованная лента-вставка с выемками, выполненными по дуге окружности на одной из сторон ленты, и в каждой из двух щелей между гладкой лентой и лентой-вставкой с требуемым натягом по вершинам гофров δ>Yд, где Yд - допустимая деформация сжатия гофра пакета в мм, так размещен многопролетный пакет, собранный «гофр в гофр» из одной, двух или более стальных, каленых или нагартованных, шлифованных, гофрированных лент, что гофры пакета, опирающиеся на ленту-вставку, размещены в ее выемках, и вершины гофров опираются на выемки в их плоскости симметрии, а  , где
, где  - стрела выгиба гофра и h - глубина выемки ленты-вставки, и на свободном конце стержня лонжерона выполнены полки, располагающиеся над стойками, и между торцами полки и оболочкой имеются зазоры, большие допустимой величины деформации лопатки, лента-вставка отогнутым концом опирается на полку, а гладкая лента отогнута на торец или торцы пары стоек и отогнутым концом опирается на отогнутый конец ленты-вставки так, что при колебаниях лопатки происходят взаимные упругие проскальзывания с сухим трением отогнутых концов этих лент, диффузионной сваркой при температуре и давлении замковая часть лонжерона жестко соединена с замками контактирующих с нею несущих силовых элементов и с оболочкой, и стойки жестко соединены с оболочкой, гофрированные ленты пакета, гладкие ленты и ленты-вставки изготовлены из жаропрочной нержавеющей стали, не теряющей упругие свойства при 600°C, а контактирующие поверхности этих лент покрыты износостойким покрытием, сохраняющим свои защитные свойства при этой температуре, и требуемые упругофрикционные характеристики системы «лопатка - демпфирующее устройство» получают должным подбором следующих параметров: числа гофров m гофрированного пакета, толщины гладких лент hг, глубины или глубин выемок h и радиусов выемок R лент-вставок, а сама лопатка изготовлена по способам п. 9, или п. 10, или п. 11 формулы изобретения.
- стрела выгиба гофра и h - глубина выемки ленты-вставки, и на свободном конце стержня лонжерона выполнены полки, располагающиеся над стойками, и между торцами полки и оболочкой имеются зазоры, большие допустимой величины деформации лопатки, лента-вставка отогнутым концом опирается на полку, а гладкая лента отогнута на торец или торцы пары стоек и отогнутым концом опирается на отогнутый конец ленты-вставки так, что при колебаниях лопатки происходят взаимные упругие проскальзывания с сухим трением отогнутых концов этих лент, диффузионной сваркой при температуре и давлении замковая часть лонжерона жестко соединена с замками контактирующих с нею несущих силовых элементов и с оболочкой, и стойки жестко соединены с оболочкой, гофрированные ленты пакета, гладкие ленты и ленты-вставки изготовлены из жаропрочной нержавеющей стали, не теряющей упругие свойства при 600°C, а контактирующие поверхности этих лент покрыты износостойким покрытием, сохраняющим свои защитные свойства при этой температуре, и требуемые упругофрикционные характеристики системы «лопатка - демпфирующее устройство» получают должным подбором следующих параметров: числа гофров m гофрированного пакета, толщины гладких лент hг, глубины или глубин выемок h и радиусов выемок R лент-вставок, а сама лопатка изготовлена по способам п. 9, или п. 10, или п. 11 формулы изобретения.
2. Длинная пустотелая широкохордная лопатка вентилятора по п. 1, отличающаяся тем, что ленты-вставки выполняются с выемками постоянной глубины h и с радиусами R, определяемыми из соотношения:
j=1, 2, …, m,
где Sj определяется из соотношения:
j - номер вершины гофра, опирающейся на выемку ленты-вставки, Sk - собственное проскальзывание любой k-ой вершины гофра, вызванное его упругой деформацией, m - число вершин гофров, опирающихся на выемки ленты-вставки, отсчитываемое от первого гофра, причем для лопаток с длиной до 700 мм в качестве первого гофра выбран гофр, опирающийся на ленту-вставку, наиболее близкий к корневому сечению пера лопатки, и зазор между дном щели и торцом пакета равен Sj, а для лопаток с длиной, равной или большей 700 мм, в качестве первого гофра выбран гофр, опирающийся на ленту-вставку, расположенный в середине пакета, и зазор между дном щели и торцом пакета равен или больше Sm, при этом шаг гофров пакета t должен удовлетворять условию t≥Sm+а, где величина а должна удовлетворять условиям конструктивности, обеспечивающим функциональность и длительную работоспособность и прочность ленты-вставки.
3. Длинная пустотелая широкохордная лопатка вентилятора по п. 2, отличающаяся тем, что радиус выемок лент-вставок R постоянен и определяется из соотношения:
4. Длинная пустотелая широкохордная лопатка вентилятора по п. 3, отличающаяся тем, что стержень лонжерона в любом поперечном сечении выполнен с жесткостью на изгиб, большей жесткости на изгиб в этом поперечном сечении оболочки, подкрепленной жестко соединенными несущими силовыми элементами, а несущие силовые элементы, расположенные у лонжерона с двух его сторон, выполнены со стороной, скрепленной с оболочкой, причем несущие силовые элементы, скрепленные со спинкой лопатки, чередуются с несущими силовыми элементами, скрепленными с корытом лопатки.
5. Длинная пустотелая широкохордная лопатка вентилятора по п. 4, отличающаяся тем, что гладкие, каленые или нагартованные, шлифованные ленты, каленые или нагартованные, шлифованные ленты-вставки и каленые или нагартованные, шлифованные гофрированные ленты пакета изготовлены из жаропрочных, нержавеющих сталей 10Х23Н18 или 20Х23Н18, или сталей 20X13 и 30X13.
6. Длинная пустотелая широкохордная лопатка вентилятора по п. 5, отличающаяся тем, что гофры гофрированных лент пакетов выполнены пологими с отношением  , где t - шаг гофра и
, где t - шаг гофра и  - величина стрелы выгиба гофра в мм.
- величина стрелы выгиба гофра в мм.
7. Способ изготовления длинной пустотелой широкохордной лопатки вентилятора, состоящий в том, что из листа из титанового сплава изготавливают оболочку длинной пустотелой широкохордной лопатки вентилятора требуемой формы и размеров, получают силовые несущие элементы: n+1 силовой несущий элемент, выполненный в виде замка «ласточкин хвост» лопатки, и n-1 силовой несущий элемент, имеющий замковую часть, выполненную в виде «ласточкина хвоста» лопатки, и часть в виде стержня с постоянным или с постепенно сужающимся к концу лопатки поперечным прямоугольным сечением из предварительно сформованных монослоев высокомодульного металломатричного композиционного материала - борных волокон в алюминиевой матрице, или борных волокон с покрытием карбида кремния в алюминиевой матрице, или углеродных волокон в алюминиевой матрице, или волокон карбида кремния в титановой матрице путем их ступенчатой термодеформационной обработки с постепенным увеличением ее воздействия на материал, причем предпочтительно на первой стадии степень воздействия термодеформационной обработки составляет 40-70%, на второй стадии степень воздействия термодеформационной обработки с одновременным формованием несущих элементов до требуемой геометрической формы составляет 60-90%, а окончательную термодеформационную обработку несущих этих элементов до 100% проводят в составе полностью собранной заготовки при одновременном прессовании и диффузионной сварке лопатки, укладывают в оболочку несущие элементы в порядке и на расстояниях друг от друга в соответствии со схемой армирования, отличающийся тем, что из титанового сплава изготавливают лонжерон, состоящий из замковой части, выполненной в виде «ласточкина хвоста» замка лопатки, выполненных за одно целое с замковой частью центрального стержня с постоянным или с постепенно сужающимся к концу лопатки коробчатым прямоугольным, или четырехугольным поперечным сечением, или поперечным сечением в виде двутавра и двух или четырех стоек с таким поперечным четырехугольным сечением, сторонам которого, контактирующим с оболочкой лопатки, на последней фазе термодеформационной обработки придается форма, образующая единый монолит с оболочкой и обеспечивающая требуемую геометрию пера лопатки, между каждой стойкой или каждой парой стоек и центральным стержнем лонжерона или полками двутавра имеется прямоугольная щель, расположенная так, что в готовой лопатке она параллельна хорде некоторого поперечного сечения лопатки, при котором при заданной закрутке лопаток обеспечивалась прочность стоек и центрального стержня лонжерона, причем каждая щель заглублена в замковую часть лонжерона, изготавливают из жаропрочной нержавеющей стали гладкие ленты, ленты-вставки и гофрированные ленты, устанавливают в каждую щель стальную, каленую или нагартованную, шлифованную ленту-вставку так, чтобы она отогнутым концом с натягом уперлась в полку стержня лонжерона, устанавливают в каждую щель гладкую, стальную, каленую или нагартованную ленту так, чтобы она ее отогнутой частью легла на торец стойки или торцы стоек лонжерона с натягом по отогнутой части ленты-вставки, собирают пакет демпфера из стальных, каленых или нагартованных, шлифованных, гофрированных лент, укладывая их друг на друга «гофр в гофр», в специальном приспособлении сжимают гофры пакета на одну и ту же величину δт>δ, выталкивают собранный пакет в щель лонжерона, где он, разжавшись, устанавливается с начальным натягом δ по вершинам гофров, аналогичными операциями собирают и устанавливают в щель лонжерона второй пакет, согласно схеме армирования укладывают несущие силовые элементы, лонжерон с собранным демпфером и технологические вставки из жаропрочной стали в оболочку, укладывают сформированную таким образом заготовку в штамп, повторяющий профиль и размеры лопатки на длине ее силовых несущих элементов и лонжерона, и подвергают ее завершающей стадии термодеформационной обработки несущих элементов и лонжерона при одновременном прессовании и диффузионной сварке лопатки при заданной температуре и давлении, удаляют технологические вставки, через оставшийся открытым конец пера лопатки лопатку помещают в штамп, повторяющий профиль и размеры концевой части пера лопатки, и при одновременном прессовании и диффузионной сварке лопатки при заданной температуре и давлении формируют конец пера лопатки, извлекают готовую лопатку из штампа.
8. Способ изготовления длинной пустотелой широкохордной лопатки вентилятора по п. 7, отличающийся тем, что сформированную заготовку укладывают в штамп, повторяющий профиль и размеры лопатки, и завершающую стадию термодеформационной обработки несущих элементов и лонжерона при одновременном прессовании и диффузионной сварке лопатки при заданной температуре и давлении и оформление концевой части пера лопатки производят в этом штампе в одну операцию.
9. Способ изготовления длинной пустотелой широкохордной лопатки вентилятора по любому из пп. 7 или 8, отличающийся тем, что каждый гофрированный пакет демпфера сжимают одновременно в специальном приспособлении между двух жестких параллельных плит на величину δт.
10. Способ изготовления длинной пустотелой широкохордной лопатки вентилятора по любому из пп. 7 или 8, отличающийся тем, что пакет сжимают не одновременно, последовательно сжимая вершины гофров пакета друг за другом на одну и ту же величину δт, начиная с вершины гофра, расположенной у его конца, или начиная с центральной вершины гофра, смещаясь от вершины гофра к вершине к его концам.
11. Способ изготовления длинной пустотелой широкохордной лопатки вентилятора по п. 10, отличающийся тем, что после сжатия второго гофра на требуемую величину деформации первый гофр полностью разгружают от сдавливающей нагрузки и затем повторно сжимают на ту же величину деформации.
| Лопатка турбомашины | 1976 |
|
SU641129A1 |
| ПОЛАЯ ЛОПАТКА ВЕНТИЛЯТОРА | 2008 |
|
RU2382911C1 |
| EP 1568486 A1, 31.08.2005 | |||
| WO 2012101356 A1, 02.08.2012. | |||

