Группа изобретений относится к роторам компрессоров и вентиляторов авиационных газотурбинных двигателей пятого поколения с рабочими колесами компрессоров, изготовленными по технологии «блиск», и рабочими колесами вентиляторов с широкохордными или широкохордными пустотелыми лопатками с демпферами для гашения вибраций рабочих лопаток этих колес.
Термин «спарка» здесь применен к соединению двух рабочих колес ротора турбомашины, в конструктивном элементе одного из которых размещается предлагаемое демпфирующее устройство, гасящее колебания рабочих лопаток другого колеса. Спарка может состоять из двух блисков, блиска и единого рабочего колеса с несколькими ступенями, блиска и рабочего колеса с замковыми креплениями лопаток к диску и двух колес с замковыми креплениями лопаток. Заметим, что каждое рабочее колесо ротора с гашением колебаний рабочих лопаток предлагаемыми демпферами, кроме колес первой и последней ступени, может входить в состав двух спарок. Условимся первым колесом спарки считать рабочее колесо, первым встречаемое в направлении против полета, а другое колесо спарки - вторым.
Повышение надежности путем предупреждения усталостных повреждений рабочих лопаток является актуальной задачей современного авиадвигателестроения. Возникновение этих повреждений во многом определяется уровнем вибрационных напряжений в лопатках во всем диапазоне режимов эксплуатации двигателя. Одним из важнейших факторов, снижающих уровень этих напряжений, является демпфирующая способность лопаток, которая определяется энергией, рассеянной в обтекающем газовом потоке (аэродемпфирование), в материале, и у авиадвигателей в старом «классическом» исполнении за счет конструкционного демпфирования в замковом соединении, и в контакте бандажных или антивибрационных полок для ступеней с этими полками.
Вентиляторы современных авиационных газотурбинных двигателей выполняются с широкохордными титановыми рабочими лопатками без антивибрационных полок, часто имеют пустотелую конструкцию пера лопатки и значительную конусность втулки. Конструкционное демпфирование (в замке лопатки) и демпфирование в материале этих лопаток мало, а аэродинамическое демпфирование резко падает на нерасчетных режимах [22].
Далеко от оптимальных значений конструкционное демпфирование в замках лопаток и в контакте бандажных полок, если таковые имеются, в компрессорах и турбинах «классических» поколений авиационных двигателей.
Поэтому для предотвращения опасных резонансных колебаний лопаток применяют специальные демпфирующие устройства. В абсолютном большинстве известных случаев это устройства конструкционного демпфирования, у которых энергия рассеивается за счет работы сил сухого (кулонова) трения между контактирующими поверхностями при их взаимном упругом проскальзывании в процессе колебаний.
Выбор этого вида демпфирования выбран потому, что его использование позволяет создавать специальные демпфирующие устройства, обеспечивающие оптимальный уровень демпфирования рабочих лопаток турбомашин при конструктивных параметрах демпфирующих устройств. Под конструктивными параметрами здесь понимаются параметры, не существенно (допустимо) ухудшающие габаритные, массовые, технологические, конструктивные характеристики рабочих колес турбомашины и при этом улучшающие эксплуатационные характеристики этих колес и турбомашины в целом. Выбор в пользу этого вида демпфирования сделан уже в самых ранних разработках этих устройств.
Так известен демпфер сухого трения для бандажированных лопаток турбин [1], отличающийся тем, что с целью улучшения демпфирующих свойств и одновременного использования демпфера в качестве компенсации зазоров между образующими бандаж полками лопаток, он выполнен в виде самозаклинивающегося под действием центробежных сил промежуточного тела, размещенного в указанных зазорах.
Уже в этом изобретении содержится одна важная и полезная идея, используемая в других значительно более поздних изобретениях, - создание сил сухого трения на контактных поверхностях демпфера и демпфируемого объекта за счет воздействия центробежных сил, созданных демпфером.
Так известен патент [14], в котором предложен фрикционный демпфер, выполненный в виде вставки, которая устанавливается под трактовыми полками соседних лопаток и прижимается к ним под действием собственных центробежных сил.
По нашему мнению, это предложение принципиально ничем не отличается от предложения [1].
Однако в широкохордых лопатках современных авиационных газотурбинных двигателей (особенно у полых лопаток, изготовляемых по специальным технологиям) трактовые полки отсутствуют, что делает невозможным применение демпфирующих устройств [1, 14] для гашения колебаний этих лопаток.
Известен также ротор турбомашины [3], содержащий диск с лопатками, имеющими демпфирующее устройство в виде пакета металлических пластин, отличающийся тем, что с целью повышения эффективности демпфирования лопаток, они выполнены с разрезными хвостовиками, в разрез которых вставлены металлические пластины с натягом, созданным за счет упругой деформации (выпрямления) предварительно изогнутых металлических пластин, а в замок лопатки под различными углами запрессованы штифты.
Оригинальность этого предложения состоит в том, что упругодемпфирующий элемент располагается внутри ножки лопатки и в качестве такого элемента использован многослойный пакет стальных пластин, сжатый распределенной нагрузкой, полученной за счет больших упругих деформаций пакета при установке его в ножку. В случае, когда жесткость на изгиб стороны ножки будет одного порядка, что и жесткость на изгиб одной пластины, при числе пластин n≥10 в пакете максимальное значение коэффициента рассеивания пакета может достигать очень высоких значений Ψmax≈4÷5 (см. [23]), т.е. эти устройства при должном подборе его параметров способно обеспечить высокий коэффициент рассеивания системе «диск - лопатки» на наиболее опасных низких формах ее колебаний и, следовательно, эффективное гашение этих колебаний лопаток.
Рассмотрим его недостатки с точки зрения возможного его использования для демпфирования колебаний рабочих широкохордых, пустотелых, титановых лопаток вентилятора авиационного двухконтурного газотурбинного двигателя.
Демпфирующее устройство [3] при постановки его в ножку титановой рабочей лопатки вентилятора будет недопустимо ее изнашивать при колебаниях лопатки.
Геометрия пластин этого демпфирующего устройства, создающих сдавливающую нагрузку между его пластинами, не обеспечит требуемую оптимальную настройку демпфирующего устройства (см. ниже).
Другие преимущества и недостатки этого предложения и возможность его использования для гашения колебаний широкохордых пустотелых лопаток вентилятора будут рассмотрены ниже.
Известно демпфирующее устройство [15], действие которого основано на рассеянии энергии колебаний лопатки за счет работы сил сухого трения, возникающих при контакте малоподвижного элемента демпфирующего устройства с участком тела колеблющейся лопатки, расположенным внутри ее ножки или в области замкового соединения. Для создания контактного давления используются пружины или другие упругие элементы.
Заметим, что при одном и том же контактном давлении демпфирующее устройство [3] будет рассеивать в разы большую энергию, чем демпфирующее устройство [15] за счет в разы большего суммарного взаимного проскальзывания контактирующих поверхностей.
Известно также демпфирующее устройство [16], использующие для создания контактного давления центробежную силу инерции от вращения рабочего колеса элементов конструкции, размещенных внутри пера или замка лопатки, через упругие элементы.
Числа оборотов вентиляторов двухконтурных авиационных двигателей лежат в диапазоне nоб=3000÷8300 об/мин (причем нижние значения этих оборотов характерны для гражданских двигателей с большой степенью двухконтурности, а верхние для военных). Масса элемента, размещенного в замке или пере лопатки, не велика и едва ли в большинстве практических случаев превысит 50÷100 г. Поэтому величина создаваемой таким элементом центробежной силы в указанном диапазоне оборотов во многих практических случаях может оказаться недостаточной для создания такой настройки демпфера, которая бы эффективно гасила колебания лопатки.
Известно также устройство демпфирования широкохордых рабочих лопаток вентилятора [12], расположенное между рабочим колесом и бустером подпорных ступеней вентилятора, содержащее кольцеобразную металлическую пластину, крепящуюся снаружи к диску вентилятора и/или к КНД, и изогнутые профилированные элементы. Элементы выступают соответственно каждой рабочей лопатке над кольцеобразной пластиной по ее внешнему диаметру. Каждый из элементов включает упругую часть и фрикционную часть, отогнутую от упругой и загнутую в направлении внутреннего диаметра кольцеобразной металлической пластины. Элементы выполнены с возможностью прижатия фрикционной части к ответной торцовой поверхности ножки лопатки центробежной силой вентилятора без совершения совместных колебаний для создания силы трения, демпфирующей колебания лопатки. Жесткость крепления элемента к диску вентилятора и/или к КНД не допускает совместных колебаний устройства и ножки лопатки. Достигается повышение надежности демпфирования колебаний широкохордых лопаток вентилятора с большой конусностью втулки за счет создания силы трения при перемещениях фрикционного элемента устройства и наружной поверхности торца ножки лопатки.
По нашему мнению, формулировка этой формулы изобретения содержит неточности. Так утверждение, что фрикционная часть прижимается к ответной торцовой поверхности ножки лопатки центробежной силой вентилятора неточно, потому, что неясно какая это сила. Лопатки вентилятора создают центробежные силы, действующие на вентилятор, но как ясно из анализа конструкции предложенного устройства, эти силы не создают сдавливающей нагрузки между фрикционной частью устройства и торцом ножки лопатки. Эта нагрузка в этом устройстве создается небольшой долей центробежной силы, создаваемой в основном массой отогнутой части фрикционного элемента (см. ниже). Термин «несовместные колебания», по нашему мнению, неудачен и неточен, так как при наличии ненулевых сил трения на контактных поверхностях на каждом размахе системы «лопатка - демпфирующее устройство», в начале каждого размаха, будет этап, где элементы системы деформируются «совместно», как единое целое. Принципиально возможными являются и этапы деформации системы, на которых происходит постепенное расширение зоны взаимных упругих проскальзываний с сухим трением на контактных поверхностях элементов. Да и на этапе полного расслоения системы колебания ее элементов в строгом смысле не перестают быть совместными, так как и на этом этапе остаются справедливыми некоторые условия совместности деформации ее элементов.
Критикуя аналоги этого патента, его авторы утверждают: «В указанных технических решениях демпфирование осуществляется путем создания специальных устройств, помещаемых внутри пера или замка лопатки, создающих фрикционные силы между устройством и телом внутри пера лопатки. Однако в современных вентиляторах с полыми широкохордыми лопатками невозможно применение устройства демпфирования этого типа из-за отсутствия тела пера лопатки.»
Это утверждение принципиально неверно, так как современные лопатки вентиляторов имеют оболочку и элементы силового каркаса, размещенные внутри нее, и в пустотах внутри оболочки можно разместить демпферы, имеющие фрикционные контакты как внутри себя, так и с оболочкой и силовыми элементами.
Принципиально неверно и следующее утверждение этих авторов: «При использовании в качестве колеблющегося элемента демпфера внутренней поверхности лопатки точки контакта имеют незначительные относительные перемещения в плоскости поперечных колебаний лопатки, в силу чего такие устройства не позволяют обеспечить надежность демпфирования и, следовательно, предупреждение усталостных повреждений.»
Оболочки пустотелых лопаток вентиляторов достаточно тонки и смещения соответственных точек, лежащих в одном поперечном сечении на наружной и внутренней поверхностях оболочки при деформации лопатки не сильно отличаются друг от друга.
Кроме того, как указывалось выше, внутри лопатки может быть размещен демпфер, у которого суммарная величина взаимных проскальзываний с сухим трением на его контактных поверхностях будет в разы больше, чем величина аналогичного проскальзывания демпфера, контактирующего с внешней поверхностью лопатки (например, демпфера [12]), и при одной и той же величине сдавливающей нагрузки, при той же форме и амплитуде колебаний лопатки, демпфер, размещенный внутри лопатки на каждом размахе колебаний будет рассеивать больше энергии, чем демпфер, рассеивающий энергию только за счет работы сил сухого трения на взаимных проскальзываниях его контактной поверхности относительно внешней поверхности лопатки, и, следовательно, обеспечит более высокую надежность демпфирования.
Кроме описанных выше смысловых неточностей демпфирующее устройство [12] имеет ряд физических недостатков.
Так из текста его описания следует, что демпфирующее устройство применяется для гашения колебаний лопаток вентилятора, изготовленных из титана.
Широко известно, что титан плохо работает на сухое трение. При сухом трении в паре «титан - металл», например, в паре «титан - сталь», частицы титана вырываются из титанового элемента и налипают на стальной, происходит интенсивный износ титанового элемента.
В описании патента ничего не сказано о мерах, повышающих износостойкость титана.
Как известно, для этих целей наиболее широко применяется оксидирование титановых сплавов. Твердая окисная пленка исключает вырывание и налипание частиц титана и обеспечивает величину коэффициента трения скольжения в паре «титан - сталь» такую же, как в паре «сталь по стали».
Оксидирование титановых сплавов оказалось достаточным для обеспечения изготовления из титановых сплавов различных резьбовых соединений и допускает, например, многократное перезатягивание гаек из титанового сплава. Но нам неизвестно, какой ресурс будет у титановой оксидированной лопатки (и, следовательно, авиадвигателя) при взаимодействии ее с демпфирующим устройством [12] при 8000 и более циклах ее нагружения в минуту.
Деформация фрикционного элемента следит за деформацией лопатки в месте контакта (в том смысле, что величины центробежной силы, действующей на фрикционный элемент, оказывается достаточно для сохранения непрерывного контакта фрикционного элемента и лопатки).
Чтобы эффективность демпфирующего устройства [12] была бы приемлема жесткость его фрикционного элемента в направлении поперечных колебаний лопатки должна быть, по крайней мере, одного порядка с жесткостью лопатки в этом же направлении (см. [23]), т.е. достаточно большой.
В конструкции демпфирующего устройства [12] выполнение этого условия приводит к достаточно большой жесткости его фрикционного элемента в направлении, перпендикулярном плоскости поперечных колебаний лопатки.
Лопатка совершает пространственные колебания. Возрастание составляющей ее деформации в направлении отрыва фрикционного элемента от поверхности лопатки уменьшает долю центробежной силы, создающей сдавливающую нагрузку между лопаткой и фрикционным элементом, от половинного значения центробежной силы при нулевом значении этой составляющей вплоть до нуля при отрыве фрикционного элемента. Причем, чем больше жесткость фрикционного элемента в направлении, перпендикулярном плоскости поперечных колебаний лопатки, тем интенсивнее идет процесс снижения этой доли центробежной силы на данном размахе колебаний. Это физическое явление несколько снижает демпфирующие свойства этого демпфирующего устройства.
При появлении зазора между лопаткой и фрикционным элементом у неработающего двигателя, а этот зазор может появиться в силу ряда эксплуатационных причин, например, за счет износа контактирующих поверхностей лопатки и фрикционного элемента, этот зазор будет выбираться на работающем двигателе при действии центробежной силы, причем доля центробежной силы, создающей сдавливающую нагрузку между лопаткой и фрикционным элементом, будет уменьшаться (от половины центробежной силы) тем больше, чем больше жесткость фрикционного элемента в направлении, перпендикулярном плоскости поперечных колебаний лопатки, и чем больше зазор. Это физическое явление в процессе эксплуатации может существенно снизить демпфирующие свойства этого демпфирующего устройства вплоть до такого уровня, когда демпфирующее устройство станет бесполезным.
Для того чтобы вся центробежная сила фрикционного элемента создавала сдавливающую нагрузку на контактных поверхностях лопатки и фрикционного элемента, в зависимом пункте формулы изобретения патента [12] предложено демпфирующее устройство, у которого фрикционный элемент установлен, с возможностью свободного смещения его в направляющих в радиальном направлении.
Недостатком этого устройства является его конструктивная и технологическая сложность, которая, прежде всего, заключается в выполнении с высокими точностью и чистотой изготовления основания с направляющими и самого фрикционного элемента, исключающими заклинивание его в направляющих, которое в свою очередь может привести к увеличению дисбаланса ротора вентилятора.
К числу основных недостатков демпфирующего устройства [12] относится также то обстоятельство, что применение его в гражданских газотурбинных двигателях с оборотами nоб=3000÷4000 об/мин с большой степенью двухконтурности с рабочими лопатками вентилятора, выполняемыми с ножками, оказывается не эффективным или даже не целесообразным в силу того, что центробежная сила, создаваемая фрикционным элементом при его конструктивных параметрах, окажется недостаточной для создания настройки демпфера, обеспечивающей его эффективную работу, или настройка демпфера окажется даже не снижающей главные максимальные нормальные напряжения лопатки в опасных сечениях на ее наиболее опасных формах колебания до приемлемого уровня (см. ниже).
К числу основных недостатков демпфирующего устройства [12] относится также то обстоятельство, что применение его для военных газотурбинных двигателях с оборотами nоб=7000÷8300 об/мин не возможно, или не эффективно, так как у вентиляторов этих двигателей рабочие лопатки выполнены либо совсем без ножек, либо с короткими ножками, у которых смещения, на которых бы рассеивалась энергия, при использовании демпфера [12], малы и, следовательно, мала эта энергия.
Кроме того, даже в гипотетическом случае, когда максимальное число оборотов вентилятора достаточно велико, например, nоб≥8000 об/мин и рабочие лопатки вентилятора выполнены с высокими ножками, двигатель при запуске или останове проходит через обороты, на которых при умножении их на число лопаток НА соответствующей ступени газовый поток воздействует на рабочие лопатки с частотами, совпадающими с резонансными частотами опасных низших форм колебания рабочих лопаток вентилятора, и эти обороты относительно невелики, например, соответствуют nоб≤4000 об/мин, и/или двигатель имеет рабочие режимы с этими оборотами, демпфирующее устройство [12] на этих режимах работы окажется малоэффективным вследствие недостаточной величины центробежной силы, создаваемой фрикционным элементом устройства.
Известен демпфер блиска ГТД (см. [10], [27], [28]), выполненный в виде упругого разрезного кольца, вставленного с натягом в кольцевую канавку, выполненную на внутренней поверхности обода диска блиска. Несомненными достоинствами этого демпфера являются простота и технологичность его конструкции. В работах [10], [28] на экспериментальных моделях показана высокая эффективность этого демпфера. На основании этих экспериментальных результатов в этих работах утверждается, что эти демпферы будут высокоэффективными и в натурных блисках мощных ГТД пятого поколения.
Это утверждение нам представляется некорректным с точки зрения элементарных закономерностей конструкционного демпфирования. Покажем справедливость нашего замечания на простом примере нагружения консольной двухслойной балки, сжатой равномерной нагрузкой, циклической силой, приложенной на ее свободном конце.
При одинаковой жесткости слоев балки С1=С2 ее максимальный коэффициент рассеивания Ψmax=3. Это значение достаточно большое для создания высокоэффективного демпфера. С ростом отношения С2/С1 коэффициент рассеивания падает и при С2/С1≥105, а именно такой порядок отношения жесткости обода блиска ГТД к жесткости разрезного кольца с конструктивными массой и размерами, максимальная величина коэффициента рассеивания Ψmax мало отличается от нуля.
Заметим, что величина Ψmax системы «обод блиска - разрезное кольцо» при одном и том же отношении жесткостей С2/С1 будет меньше, чем у двухслойной консольной балки, вследствие того, что кольцо неравномерно прижимается к ободу и взаимные упругие проскальзывания обода и кольца с ростом динамической нагрузки постепенно распространяются по поверхности их контакта (в отличие от консольной балки, у которой взаимные проскальзывания возникают сразу на всей контактной поверхности).
Чтобы демпфер в виде разрезного кольца оказал заметное влияние на колебания блиска, или лопаток блиска, отношение жесткостей С2/С1 в системе «обод блиска - разрезное кольцо», по нашим оценкам, должно быть меньше 10÷15. При этом масса кольца и размеры его поперечного сечения становятся не конструктивными, блиск теряет все свои преимущества, а недостатки его остаются (сложность изготовления блиска).
Поэтому, по нашему мнению, применение этого демпфера для гашения колебаний блисков мощных ГТД пятого поколения не целесообразно.
Отметим, что в настоящем описании проанализированы только конструкции аналогов, идейно близких к нашему предложению, что далеко не исчерпывает список работ и патентов, посвященных демпфированию колебаний рабочих лопаток турбомашин. Например, неописано целое направление работ в этой области, в котором предлагаются различные конструкции гибких, демпфированных бандажей бандажированных рабочих лопаток.
Однако и в настоящее время затруднительно отыскать пример успешного практического применения в серийно выпускаемой турбомашине четвертого поколения специальных демпфирующих устройств рабочих лопаток, хотя актуальность решения этой задачи нисколько не снизилась с течением времени, а только возросла с появлением блисков, рабочих колес с креплением лопаток в кольцевых профилированных канавках, вентиляторов с пустотелыми широкохордными лопатками, и тем более, что лопатки этих устройств выполняют или стремятся выполнить без ножек и антивибрационных полок.
По нашему мнению, этот результат обусловлен целым рядом причин, среди которых не только отсутствие полного знания о возможной степени эффективности исследуемого предложения, но его конструктивная и технологическая сложность, отсюда конструктивная и технологическая сложность и дороговизна проведения натурного эксперимента, не достаточно удачный выбор параметров демпфирующего устройства в первом эксперименте и пугающая сложность и дороговизна постановки последующих экспериментов, неясность и неуверенность в том, что их конечный результат перекроет понесенные убытки, а также наличие альтернативного технологически более простого, много раз проверенного пути «отстройки» лопаток от резонансных частот, который во многих практических случаях уже дал пусть не самые лучшие, но приемлемые результаты, постановка же специальных демпферов колебаний лопаток всегда усложняет конструкцию рабочего колеса, ухудшает его массовые характеристики, увеличивает число его деталей.
Наиболее важными направлениями продолжают оставаться задачи эффективного демпфирования колебаний рабочих лопаток компрессоров низкого давления, рабочих лопаток вентилятора, в том числе и пустотелых, широкохордых, и в последнее время у новейших авиадвигателей пятого поколения возникла новая проблема демпфирования лопаток, изготовленных за одно целое с диском из одного материала (технология «блиск») и, когда лопатки из одного материала соединяются с диском из другого материала сваркой или горячим изостатическим прессованием (ГИП).
Так известен гибридный блиск вентилятора [17] для газотурбинного двигателя, когда лопатки и диск составляют единую деталь. Блиск состоит из металлической ступицы, образующей кольцевую поверхность канала течения, с лопатками, включающими соединенные со ступицей металлические каркасы из того же металла, и вставки с обеих сторон профильных частей лопаток из других материалов меньшей плотности (например, неметаллических). Профильная часть лопатки с составным содержимым может находиться внутри металлической оболочки.
Наличие неметаллических составных частей у лопаток снижает вес блиска. Хотя рассеивание энергии при колебаниях лопаток у их составных частей во много раз выше, чем рассеивание в материале цельнометаллических лопаток, оно во много раз ниже энергии, которая может быть рассеяна в специальном демпфирующем устройстве конструкционного демпфирования. Такой блиск может быть использован только для холодных частей двигателя (вентилятора).
Известен пример успешного практического применения блисков в качестве рабочих колес роторов вентилятора, компрессора и турбины ТРДД пятого поколения.
Так у ТРДДФ F119 (см. книгу [5]), устанавливаемого на истребитель F22, диски и лопатки трех вентиляторных ступеней выполнены как одно целое по технологии «блиск», ротора каскадов НД и ВД шестиступенчатого компрессора выполнены с блисковыми рабочими колесами с монокристаллическими лопатками, одноступенчатые турбины НД и ВД выполнены с монокристаллическими охлаждаемыми лопатками также по технологии «блиск».
ТРДДФ F119 имеет на 40% деталей меньше, чем двигатель F100, на базе которого он построен, «сухая» тяга при этом на 50% выше.
Выполнение рабочего колеса в виде блиска позволяет сократить число его деталей, уменьшить массу колеса на 25%, исключить замковые соединения и, следовательно, концентрацию напряжений в этих соединениях, в некоторых случаях у рабочих колес турбин позволяет разместить большее число лопаток по сравнению с их «классическими» аналогами с елочным замком крепления лопаток к диску, что позволяет в свою очередь повысить ее мощность и кпд, блиски обладают большим ресурсом и более устойчивы к усталостным повреждениям и повреждениям лопаток при попадании в двигатель посторонних предметов.
К числу недостатков блисков прежде всего следует отнести большую сложность технологий их изготовления и высокую стоимость, плохую ремонтопригодность из-за того, что при повреждении одной рабочей лопатки приходится менять весь блиск, полное отсутствие конструкционного демпфирования рабочих лопаток у известных конструкций блисков (нам не удалось отыскать литературные источники, в которых бы описывались специальные устройства конструкционного демпфирования, практически пригодные для гашения колебаний рабочих лопаток блисков турбомашин), хотя проблема гашения этих колебаний блисков, как уже указывалось, стоит более остро, чем у их практически применяемых аналогов с рабочими колесами с замковыми креплениями лопаток, у которых определенный уровень конструкционного демпфирования всегда присутствует в замковых соединениях лопаток.
Технически и экономически оказывается выгодным не все рабочие колеса роторов турбомашины выполнять по технологии «блиск», а остальные выполнять с замковым креплением рабочих лопаток, в том числе и в «классическом» варианте с креплением каждой лопатки в своем пазу. Так, например, известен шестиступенчатый ротор КВД ТРДД SaM 146 (см. [8]) состоящий из следующих элементов: лопатки КВД; 6 лиски первой и второй ступеней КВД; рабочее колесо КВД; диск с лабиринтным уплотнением.
Первая и вторая ступени ротора КВД выполнены по технологии "Blisk".
Блиск КВД является фрезерованной из единой заготовки деталью, совмещающей рабочее колесо, комплект лопаток, лабиринтные уплотнения и вал КВД. Блиск первой ступени ротора КВД соединен вместе с блиском второй ступени ротора КВД и рабочим колесом с третьей по шестую ступень ротора КВД при помощи болтов. На валу блиска второй ступени КВД выполнены шлицевые пазы для соединения с задней частью вала вентилятора. Блиски первой и второй ступеней ротора КВД выполнены из титанового сплава. Лопатки третьей ступени ротора КВД устанавливаются на рабочее колесо КВД при помощи паза ласточкин хвост и фиксируются от осевого смещения упорным кольцом, прикрепленном винтами к переднему торцу обода диска третьей ступени. Лопатки третьей ступени ротора КВД выполнены из титанового сплава а упорное кольцо - из никелевого сплава Лопатки с четвертой по шестую ступеней ротора КВД устанавливаются на рабочее колесо ротора КВД при помощи профилированной кольцевой канавки. Платформы лопаток с четвертой по шестую ступеней КВД плотно прилегают друг к другу, обеспечивая надежную фиксацию лопаток в тангенциальном направлении. Четыре лопатки на каждой из ступеней (с 4 по 6 ступень) КВД имеют специальные вырезы в платформе под два замка. Лопатки с четвертой по шестую ступень КВД выполнены из никелевого сплава. К переднему фланцу рабочего колеса КВД крепятся оба блиска КВД. Задний фланец рабочего колеса КВД крепится к диску с лабиринтным уплотнением при помощи болтов. На рабочем колесе КВД выполнено 70 пазов ласточкин хвост под лопатки третей ступени ротора КВД, а также три профилированные кольцевые канавки для крепления лопаток четвертой, пятой и шестой ступеней КВД. Также на рабочем колесе КВД имеются четыре лабиринтных уплотнения, для герметизации сочленения с вкладышами истираемого уплотнения и сотового уплотнения статора КВД. Рабочее колесо КВД изготовлено из никелевого сплава в виде бочки, выполненной за одно целое с дисками. Диск с лабиринтным уплотнением крепится к заднему фланцу рабочего колеса КВД при помощи болтов. На диске выполнены зубья лабиринтного уплотнения, обеспечивающие герметизацию сочленения с опорой уплотнения корпуса камеры сгорания. Диск с лабиринтным уплотнением выполнен из никелевого сплава.
Известна конструкция ротора вентилятора и ротора компрессора низкого давления ТРДД SaM 146 (см. [8]). Ротор вентилятора состоит из рабочего колеса, на котором с помощью замков «ласточкин хвост» закреплены рабочие широкохордные лопатки, двух коков (переднего и заднего), закрывающих ступицу рабочего колеса спереди. Передний кок задним фланцем винтами крепится к переднему фланцу заднего кока. Задний кок с помощью болтов, шайб и самоконтрящихся гаек крепиться через предохранительное кольцо к ступице рабочего колеса вентилятора. Фиксация лопатки в осевом направлении осуществляется при помощи стопорного язычка, выполненного на задней части замка лопатки, который при стопорении входит в зацепление с пружинным фланцем КНД и при помощи проставки, устанавливаемой в паз под замком. На передней части проставки выполнен клинообразный уступ, в который упирается замок лопатки. Проставки от осевого смещения зафиксированы при помощи предохранительного кольца, закрепленного болтами на переднем фигурном фланце, выполненном на торце обода рабочего колеса. Промежутки между лопатками закрыты платформами, предназначенными для сглаживания зазоров в проточной части между лопатками. Пазы под замки лопаток выполнены на всей ширине обода колеса ротора вентилятора и на наружной поверхности обода выполнены два фланца в виде равнорасположенных в межлопаточных промежутках проушин с отверстиями под болты. Один фланец расположен в средней части обода и к нему и к фланцу КНД прикреплены платформы. Другой фланец и центрирующий поясок выполнены у заднего торца обода и к этому фланцу свои фланцем крепится КНД. На наружной поверхности обода за фланцами сделаны кольцевые расточки, обеспечивающие размещение крепежных болтов при минимально допустимых радиальных размерах фланцев. Головки болтов частично срезаны таким образом, чтобы не происходил проворот болтов при наворачивание на болты самоконтрящихся гаек. Перо широкохордных лопаток выполнено так, что хорды поперечных сечений средней части пера, начиная с сечения, расположенного непосредственно над платформой больше хорды корневого сечения лопатки. Ротор КНД, скрепленный с ротором вентилятора, представляет собой единое рабочее колесо с первой по третью ступени, выполненное в виде пустотелой бочки с тремя кольцевыми приливами на ее внутренней поверхности, в которых выполнены кольцевые канавки с поперечным сечением «ласточкин хвост», в которых своими замками жестко закреплены рабочие лопатки.
Поэтому актуальна задача создания специальных устройств конструкционного демпфирования, пригодных для эффективного гашения колебаний рабочих лопаток как блисков, так и рабочих колес с замковыми креплениями лопаток, широкохордных рабочих лопаток и в том числе широкохордных пустотелых лопаток.
Ротор КВД и ротор вентилятора с скрепленным с ним ротором КНД ТРДД SaM 146 по технической сущности наиболее близки к нашим предложениям и приняты за прототипы.
Такой выбор прототипов объясняется тем, что нам не удалось найти публикацию, где бы был описан блиск, или рабочее колесо вентилятора с широкохордными рабочими лопатками с эффективным демпфером, конструктивно близким нашему предложению. Хотя в литературе (см. ниже) описаны аналоги, близкие по технической сущности к упругогистерезисным элементам предлагаемых устройств. Упругогистерезисные характеристики этих аналогов обсуждаются ниже.
В настоящее время, по нашему мнению, в области конструкционного демпфирования накоплены знания, достаточные для разработки высоко эффективных специальных демпфирующих устройств для гашения колебаний рабочих лопаток турбомашин, и разработаны редакторы, позволяющие численными методами, например, методом конечных элементов (МКЭ) решать динамические задачи сложных механических систем, достаточно точно моделирующих узлы турбомашин с этими демпфирующими устройствами.
Следовательно, появилась возможность замены дорогостоящего натурного эксперимента по исследованию динамики облапаченного диска со специальными демпфирующими устройствами для гашения колебаний системы «диск - рабочие лопатки» виртуальным экспериментом, проводимым на ЭВМ, и определения оптимальных настроек этих устройств, а точнее оптимальных настроек системы «рабочая лопатка - демпфирующее устройство», или «сектор диска - пакет рабочих лопаток - демпфирующие устройства», или даже всей системы «диск - рабочие лопатки - демпфирующие устройства» расчетным путем.
Это обстоятельство обновляет и существенно повышает интерес к проблеме демпфирования рабочих лопаток турбомашин.
Отметим, что в известных патентах, как правило, ограничились весьма общей формулировкой цели решаемой задачи, например, «повышение эффективности демпфирования лопаток» [3] или «повышение надежности демпфирования и предупреждения усталостных повреждений широкохордных лопаток вентилятора [12]».
Сформулируем решаемую здесь задачу в более конкретной форме, по возможности сблизив ее с формулировкой задачи, которую мы решали бы при проведении виртуального эксперимента по исследованию вынужденных колебаний системы «фрагмент диска - рабочая лопатка с предлагаемым демпфирующим устройством».
Хотя при выполнении виртуального эксперимента задача о вынужденных колебаниях этой системы методом МКЭ решается в размерных параметрах при определении оптимальной настройки демпфирующего устройства лучше перейти в критериальные координаты, и, определив эту настройку, определить затем размерные параметры демпфирующего устройства, соответствующие этой настройке.
Заметим, что в работе [23] исследованы упругофрикционные характеристики (УФХ) аналогов, близких предлагаемым демпфирующим устройствам и на примере решения задачи о вынужденных колебаниях системы с распределенными параметрами с упругодемпферной опорой (УДО) с конструкционным демпфированием (трубопровода с промежуточной УДО в виде многослойного пакета пластин, сжатых равномерно распределенной нагрузкой) разработана методика определения оптимальной начальной настройки УДО, обеспечивающей прочность системы и УДО на всех рабочих режимах работы двигателя втечение ресурса работы системы, и параметров УДО, обеспечивающих эту настройку УДО при предельно допустимой амплитуде равнодействующей возбуждающих сил или при кинематическом возбуждении системы при предельно допустимой для авиационных ГТД норме скорости колебания основания (корпуса), на котором своими опорами закреплена система.
В работе [23] в отличие от других работ, где рассмотрены вынужденные колебания систем с распределенными параметрами с сосредоточенным конструкционным демпфированием и где в качестве оптимальной настройки УДО принят минимум зависимости максимального резонансного напряжения системы σmax от среднециклической жесткости УДО, построенной для самой опасной формы колебаний системы с УДО в рабочем диапазоне частот двигателя, оптимальная настройка УДО определяется по зависимостям σmax*(β), построенным для каждой из опасных форм колебаний системы в рабочем диапазоне частот (оборотов двигателя) при максимально допустимой по норме стандарта для авиадвигателей амплитуде виброскорости возбуждения для различных значений относительной жесткости УДО К, равной отношению среднециклической жесткости УДО к жесткости трубопровода, которая в свою очередь зависит от граничных условий, длины пролета, изгибной жесткости трубопровода EI и частотного коэффициента, определяемого из частотного уравнения системы «трубоповод - УДО». Здесь σmax*=σmax/σT - относительное максимальное резонансное напряжение системы (трубопровода), σT - предел текучести материала трубопровода, β=P0/T - относительная амплитуда возбуждающей силы («настройка УДО»), действующей на систему, P0 - амплитуда возбуждающей силы, рассчитанная для максимально допустимой виброскорости возбуждения, Т - обобщенная сила трения, определяемая как половина отрезка, отсекаемого на оси ординат поля упругогистерезисных петель УДО, построенного в координатах αP-Y с началом координат в ненагруженном состоянии УДО процессами нагружения с наименьшей жесткостью (процессами нагружения полностью расслоенной УДО). Здесь α - коэффициент нагрузки (-1≤α≤1), Р - амплитуда циклической силы, действующей на УДО, и Y - деформация УДО.
Зависимости σmax*(β) имеют минимум. Но настройка УДО, соответствующая этому минимуму, для ряда практически важных значений относительной жесткости К располагается в недопустимой близости к неустойчивой зоне зависимости σmax*(β), и изменение настройки УДО β в этой области всего на 10% ведет к недопустимому изменению параметра σmax*.
Из - за износа контактных поверхностей УДО и релаксации ее упругих элементов, создающих сдавливающую нагрузку, динамично изменяемым в разы втечение ресурса работы авиадвигателя у рассматриваемой системы является произведение параметров ƒ⋅p. Здесь ƒ - коэффициент трения скольжения на контактных поверхностях УДО, р - нагрузка, сдавливающая контактирующие элементы УДО.
По классификации систем конструкционного демпфирования, предложенной в работе [23], рассматриваемое УДО относится к классу систем конструкционного демпфирования с неизменяемыми за цикл нагружения силами трения на контактных поверхностях с постоянной жесткостью системы при мыслимом уничтожении сил трения в ней. Как показано в этой работе, у этого класса систем конструкционного демпфирования коэффициент трения скольжения ƒ не входит в число независимых критериев подобия, а величина обобщенной силы трения Т прямо пропорционально произведению ƒ⋅p.
Следовательно, в течение ресурса работы двигателя настройка УДО β может изменяться в разы, так как коэффициент трения ƒ может измениться, например, с 0,16 до 0,3 и более, а сдавливающая нагрузка p вследствие релаксации упадет не намного, т.е. во многих практически важных случаях произведение ƒ⋅p в течение наработки изменится меньше или немного больше, чем в два раза.
В работе показано, что зависимости σmax*(β) имеют достаточно широкую область настроек β, в которой параметр σmax* меняется мало с изменением настройки β, и, где для всех рабочих значений относительной жесткости К σmax*<1. Причем в этой области β может измениться существенно больше, чем в два раза.
Такой характер зависимостей σmax*(β) позволяет таким образом выбрать оптимальную (начальную) настройку β0 УДО, что конечная настройка (настройка в конце ресурса работы системы или турбомашины) попадет в указанную область зависимостей σmax*(β), а сама оптимальная настройка β0 будет расположена на безопасном расстоянии от границы неустойчивой зоны этих зависимостей. Следовательно, при таком выборе настроек УДО будет обеспечена прочность системы (трубопровода) в течение всего ресурса работы системы или турбомашины. Заметим, что оптимальная настройка β0 сдвинута относительно настройки, соответствующей минимуму зависимости σmax*(β) внутрь указанной области.
Размерные параметры УДО определяются по двум этим настройкам при максимально допустимой по норме стандарта для авиадвигателей амплитуде виброскорости возбуждения и этот способ проведения виртуального эксперимента в работе [23] назван «Метод расчета параметров системы трубопровод - УДО по двум настройкам».
Конечно, диск и рабочие лопатки нагружаются и деформируются значительно сложнее, чем прямой трубопровод с УДО. Так рабочая лопатка испытывает самый общий поперечный изгиб с растяжением и кручением, температурные напряжения. Но ниже предлагаемые демпфирующие устройства также являются промежуточными УДО с конструкционным демпфированием с наиболее динамично изменяемым в процессе наработки параметром ƒ⋅p, а зависимости σmax*(β) имеют тот же самый качественный характер, но, естественно, строятся для различных безразмерных параметров, характеризующих геометрию и размеры лопатки, ее материал и условия работы, которые описывать не будем. Правда при исследовании прочности рабочих лопаток в качестве параметра σmax* выбирается параметр σmax*=σmax/σ-1, или σmax/(σ-1⋅nз), где σmax - главное растягивающее напряжение у наиболее напряженной лопатки пакета на наиболее опасных низших формах ее колебаний (зависимости σmax*(β) строятся для каждой из этих форм) в опасном сечении лопатки, в точке сечения, где это напряжение максимально, σ-1 - для лопаток компрессора предел прочности при многоцикловом нагружении материала лопатки при ее максимальной рабочей температуре и nз - коэффициент запаса прочности лопатки. Кроме того, для обеспечения выбранной начальной настройки β0 во многих случаях потребуется виртуальное определение процесса нагружения демпфирующего устройства при его сборке в изделие.
Ставится задача создания специальных демпфирующих устройств с конструкционным демпфированием, пригодных для эффективного гашения колебаний рабочих лопаток любых известных типов (в том числе пустотелых, широкохордых) колес осевых вентиляторов, компрессоров авиационных ГТД, как выполненных по технологии «блиск», так и с замковым креплением лопаток к диску, у которых оптимальная и конечная настройки системы «фрагмент диска - рабочая лопатка - демпфирующее устройство» и размерные параметры демпфирующего устройства предпочтительно определяются из виртуального эксперимента, причем конструкция демпфирующих устройств при постановке их на рабочие колеса не должна неприемлемо ухудшать массовую характеристику колеса и снижать его кпд.
Поставленная задача решается тем, что предлагается ротор КВД, состоящий из следующих элементов: лопатки КВД, блиски первой и второй ступеней КВД, рабочее колесо КВД, диск с зубьями лабиринтного уплотнения, блиск КВД является фрезерованной из единой заготовки деталью, совмещающей рабочее колесо, комплект лопаток, лабиринтные уплотнения и блиск второй ступени еще и вал КВД, блиски первой и второй ступени ротора КВД и рабочее колесо с третьей по шестую ступень ротора КВД соединены при помощи болтов, шайб и самоконтрящихся гаек, блиски первой и второй ступеней ротора КВД выполнены из титанового сплава, лопатки третьей ступени ротора КВД устанавливаются на рабочее колесо КВД при помощи паза «ласточкин хвост» и фиксируются от осевого смещения упорным кольцом, прикрепленным винтами к переднему торцу обода диска третьей ступени, лопатки третьей ступени ротора КВД выполнены из титанового сплава, а упорное кольцо из никелевого сплава, лопатки с четвертой по шестую ступеней ротора КВД устанавливаются на рабочее колесо ротора КВД при помощи профилированной кольцевой канавки, платформы лопаток с четвертой по шестую ступеней КВД плотно прилегают друг к другу, обеспечивая надежную фиксацию лопаток в тангенциальном направлении, четыре лопатки на каждой с 4 по 6 ступень КВД имеют специальные вырезы в платформе под два замка, лопатки с четвертой по шестую ступень КВД выполнены из никелевого сплава, к заднему фланцу рабочего колеса КВД при помощи болтов, шайб и самоконтрящихся гаек крепится диск с зубьями лабиринтного уплотнения, на рабочем колесе КВД выполнены пазы «ласточкин хвост» под лопатки третей ступени ротора КВД, а также три профилированные кольцевые канавки для крепления лопаток четвертой, пятой и шестой ступеней КВД и четыре лабиринтных уплотнения, для герметизации сочленения с вкладышами истираемого уплотнения и сотового уплотнения статора КВД, рабочее колесо КВД изготовлено из никелевого сплава в виде бочки, выполненной за одно целое с дисками, диск с зубьями лабиринтного уплотнения, обеспечивающими герметизацию сочленения с опорой уплотнения корпуса камеры сгорания, выполнен из никелевого сплава и крепится к заднему фланцу рабочего колеса КВД, отличающийся тем, что ротор КВД состоит из спарок: спарки из двух блисков первой и второй ступени КВД, спарки блиска второй ступени с рабочим колесом третьей ступени, которое выполнено, как обычное рабочее колесо ротора компрессора с замковыми креплениями лопаток, и спарки рабочего колеса третьей ступени с единым рабочим колесом с четвертой по шестую ступень, у каждой спарки первое колесо спарки крепится к фланцу кольца с зубьями лабиринтного уплотнения, выполненного за одно целое с диском второго колеса спарки, т.е эти кольца выполнены за одно целое с диском блиска второй ступени для крепления блиска первой ступени, с диском рабочего колеса третьей ступени для крепления блиска второй ступени, с диском единого рабочего колеса с четвертой по шестую ступени для крепления рабочего колеса третьей ступени, лопатки первого колеса каждой из этих спарок, т.е. у лопаток обоих блисков и рабочего колеса третьей ступени перо выполнено без четырехугольного фрагмента в форме трапеции или прямоугольника, одной стороной которых является задняя кромка пера лопатки, и у пера лопатки внутренний угол между сторонами, служащими верхним основанием и боковой стороной этого четырехугольника, скруглен радиусом, и этот угол равен или больше 90°, а обод диска этого блиска или этого колеса выполнен только на длине хорды основания пера лопатки, и длина замка лопатки этого колеса равна или меньше длины обода диска и замок лопатки не выступает за торцы обода, а во фланце со стороны торца кольца другого рабочего колеса спарки, которым оно крепится к этому рабочему колесу спарки, выполнена кольцевая канавка, концентричная оси колеса, на внутренней полке этой канавки выполнен кольцевой центрирующий выступ, по которому второе рабочее колесо спарки центрируется в кольцевой расточке, выполненной на внутренней поверхности обода первого рабочего колеса спарки, а в наружной полке этой канавки выполнены сквозные пазы, с вершиной, выполненной по дуге окружности, касательной к боковым сторонам паза, и радиально равнорасположенные ответно лопаткам колеса спарки, к которому крепиться это колесо, в кольцевую канавку с натягом по полкам канавки вставлен кольцевой упругогистерезисный элемент конструкционного демпфирования, а в радиально расположенные пазы своими основаниями без зазора или с очень малым зазором по стенкам паза, предпочтительно с зазором, меньшим 0,02 мм, вставлены до упора основаниями в упругогистерезисный элемент фрикционные элементы, состоящие из основания, в плане точно повторяющего форму паза, и пера, имеющего геометрическую форму четырехугольника, изъятого из каждой рабочей лопатки колеса, с поперечными сечениями, точно повторяющими геометрические формы поперечных сечений изъятого фрагмента пера лопатки, причем торец основания фрикционного элемента, контактирующий с упругогистерезисным элементом может быть плоским, выпуклым цилиндрическим с большим радиусом и осью цилиндра, параллельной оси ротора, или выпуклым сферическим с большим радиусом, и второе колесо спарки закреплено таким образом, что перо каждого фрикционного элемента точно занимает место изъятого фрагмента пера лопатки, при этом создается требуемая величина нагрузки, прижимающей фрикционный элемент к стороне пера лопатки, контактирующей с верхним торцом пера фрикционного элемента, созданная за счет большой упругой деформации упругогистерезисного элемента, полностью или неполностью выпрямляющей его, а на всех рабочих режимах двигателя фрикционный элемент дополнительно еще прижимается центробежной силой, созданной его массой, и верхний торец пера фрикционного элемента может быть плоским или скругленным большим радиусом, при этом между торцом обода первого колеса спарки и ответными торцами оснований фрикционных элементов натяг равен нулю или имеется малый зазор, предпочтительно 0,01÷0,02 мм, а толщина основания фрикционного элемента и форма его наружной поверхности выполнены такими, чтобы в собранном роторе, в каждой спарке, наружная поверхность оснований фрикционных элементов и наружная поверхность фланца, в пазах которого они расположены, составляла с наружной поверхностью внутреннего кольца НА второго колеса спарки одну поверхность, а высота пера фрикционного элемента выбрана такой, чтобы его верхний торец и ответная сторона пера лопатки, контактирующая с ним, располагались вне узлов опасных форм колебаний лопатки, в месте больших амплитуд смещений ее пера, при которых бы происходило взаимное проскальзывание с сухим трением верхнего торца фрикционного элемента и ответной ему стороны пера лопатки, и трущиеся с сухим трением поверхности системы «диск - рабочие лопатки - демпфирующие устройства» покрыты износостойким покрытием, предпочтительно серебрением, а оптимальная и конечная настройки системы «фрагмент диска - рабочая лопатка - демпфирующее устройство» и размерные параметры демпфирующего устройства определяются из виртуального эксперимента.
Этот ротор КВД можно использовать в современных двигателях пятого поколения. Он обладает хорошей массовой характеристикой и эффективным гашением колебаний его рабочих лопаток.
Изъятие фрагмента пера лопатки у ее задней кромки выбрано потому, что при колебаниях лопатки ее смещения у задней кромки больше, чем у передней [12] и реализация предлагаемого демпфирующего устройства для демпфирования рабочих лопаток первой ступени ротора конструктивно проще, чем в случае изъятия фрагмента у передней кромке лопатки.
В собранном роторе перо каждого фрикционного элемента вместе с пером своей лопатки образуют одно перо, аналогичное перу цельной лопатки (без фрикционного элемента и спроектированного из условий обеспечения требуемых газодинамических характеристик газового потока, обтекающего лопатку). Следовательно, предлагаемое демпфирующее устройство не нарушает условий обтеканий лопаток рабочего колеса и не уменьшает его кпд.
В предлагаемой конструкции демпфирующего устройства на всех режимах работы двигателя сдавливающая нагрузка на контактных поверхностях фрикционного элемента создается суммой центробежной силы, создаваемой фрикционным элементом и упругой силы, созданной большой упругой деформацией упругогистерезисного элемента. Наличие в величине сдавливающей нагрузки, действующей на контактных поверхностях фрикционного элемента, упругой составляющей, во - первых, обеспечивает оптимальные настройки демпфирующего устройства на рабочих режимах двигателя с невысокими оборотами, на которых возникают опасные формы колебания рабочих лопаток, и центробежной силы, создаваемой фрикционным элементом, оказывается не достаточно для обеспечения этих настроек. Причем здесь в большинстве практических случаев, по нашим оценкам, имеется возможность так подобрать величину этой упругой составляющей, чтобы и на рабочих режимах с высокими оборотами двигателя демпфирующее устройство оставалось еще достаточно эффективным.
Во-вторых, наличие упругой составляющей, созданной большой упругой деформацией упругогистерезисного элемента (в десятки раз большей величины износа трущихся поверхностей лопатки и фрикционного элемента) обеспечивает стабильность и надежность демпфирования колебаний рабочих лопаток втечение всего ресурса двигателя и увеличивает сам ресурс.
В собранном роторе наружная поверхность оснований фрикционных элементов образует одну цилиндрическую поверхность с наружной поверхностью фланца кольца второго рабочего колеса спарки, которая является продолжением наружной поверхности внутреннего кольца НА второго колеса спарки. Поэтому в предлагаемой конструкции ротора обеспечивается требуемая геометрия проточной части компрессора, а герметичность ступени обеспечивается совершенно также, как и в известных конструкциях - с помощью лабиринтного уплотнения, организованного зубцами, нарезанными на кольце рабочего колеса, и внутренним кольцом НА.
Отметим, что при обеспечении требуемых параметров фрикционного элемента, прежде всего его массы и прочности следует стремиться к возможно меньшему уменьшению площади корневого сечения пера лопатки.
Округление радиусом у пера лопатки внутреннего угла между сторонами, служащими верхним основанием и боковой стороной изъятого четырехугольника существенно снижает концентрацию напряжений в пере в этом угле.
Наличие фрикционного элемента с одной стороны улучшает прочностную характеристику лопатки, так как снижает динамические напряжения в ней, с другой стороны при той же рабочей площади пера лопатки ухудшает ее за счет того, что центробежная сила от массы фрикционного элемента и упругая сила, действующая на фрикционный элемент со стороны демпфера, воспринимаются пером лопатки, и, следовательно, корневым сечением лопатки, площадь которого уменьшена на площадь корневого сечения фрикционного элемента.
Поэтому с целью улучшения прочностной и жесткостной характеристик рабочей лопатки предлагается ротор КВД, отличающийся тем, что у рабочих лопаток колеса, перья которых контактируют с фрикционными элементами, площадь пера, определена из условия обеспечения эксплуатационных характеристик турбомашины, но при этом законы уменьшения хорды и площади поперечного сечения по длине пера лопатки от корневого к концевому сечению ее пера выполнены с большей интенсивностью изменения градиента этих параметров, чем у колес роторов ГТД, находящихся в эксплуатации, и такими, что при этом частично или полностью компенсируется снижение прочности лопатки за счет наличия фрикционного элемента.
Увеличение прочности лопатки в этом случае происходит за счет увеличения площади корневого сечения лопатки и сечений, расположенных у корня.
Это приводит к некоторому ухудшению массовой характеристики колеса за счет увеличения ширины обода колеса в осевом направлении.
Поэтому выбор законов изменения по длине лопатки хорды и площади ее поперечного сечения должен быть целесообразным, компромиссным решением.
Предлагается также ротор КВД, отличающийся тем, что упругогистерезисный элемент каждой спарки выполнен в виде стальной, каленой или нагартованной, шлифованной, гофрированной ленты, изготавливаемой из жаростойкой или жаропрочной нержавеющей стали, или из пакета двух и более таких лент, собранного «гофр в гофр», или гофрированная лента или пакет составлены из двух или более одинаковых кусков, и установленного в кольцевую канавку второго рабочего колеса спарки так, как это описано в одном из предлагаемых в п.п. 13 и 14 формулы изобретения способов сборки спарки, и при этом основания фрикционных элементов опираются на вершины гофров, а сами эти гофры упруго сдеформированы таким образом, что они выпрямлены либо полностью, либо неполностью, так что остается некоторая величина стрелы выгиба гофра δ≥0,1÷0,2 мм, и в обоих этих случаях основания фрикционных элементов в собранной спарке выступают внутрь кольцевой канавки на величину, большую δ, т.е. натяг гофрированного пакета по обеим полкам кольцевой канавки меньше натяга гофров по полке и основанию фрикционного элемента на эту величину, причем в каждом стыке концов лент при неполном выпрямлении гофров имеется зазор, больший суммарной величины смещений концов гофрированной ленты или пакета в окружном направлении при колебаниях рабочих лопаток либо всего упругогистерезисного элемента, если он выполнен с одним стыком концов лент, либо его отдельного куска.
Проанализируем известные результаты исследования аналогов, конструктивно близких предлагаемому упругогистерезисному элементу, полезные для конструирования предлагаемого ротора и для выполнения виртуального эксперимента по определению параметров демпфирующего устройства.
Задача о циклическом сжатии прямого, многослойного, многопролетного, гофрированного пакета решалась многими авторами: Кондрашовым Н.С, Эскиным И.Д., Иващенко В.И., Алкеевым Р.И., Чегодаевым Д.Е., Пономаревым Ю.К. и др. Задача о деформировании кольцевого, многослойного, многопролетного, гофрированного пакета при его прецессионном нагружении в опоре ротора турбомашины решалась Кондрашовым Н.С., Чегодаевым Д.Е., Пономаревым Ю.К. и др.
Проанализируем результаты только двух работ по этой тематике, содержащих наиболее полные и точные результаты решения задачи, и двух работ, содержащих неверные решения этих задач. Заметим, что такой выбор этих работ позволит пользователю с одной стороны, не тратя время на исследование устаревших малодоступных результатов, использовать современные, наиболее точные результаты решений этих задач, с другой стороны исключить ошибки из-за использования хотя и легко доступных, но неверных результатов.
В работе [24] задача о циклическом сжатии прямого многослойного, многопролетного, гофрированного пакета между двумя параллельными абсолютно жесткими плитами решена методом Галеркина, получены соотношения, описывающие любой нагрузочный процесс в поле упругогистерезисных петель этой системы. В работе [25] проведено сравнение результатов расчетного и экспериментального исследования решения этой задачи, подтвердившее хорошее совпадение этих результатов в широком диапазоне параметров гофрированного пакета. Получено значительно более простое приближенное решение этой задачи, дающее достаточно хорошие результаты при числах гофров в пакете m≥10. Показано, что решение этой же задачи в работе [21] неверно, так как во всем исследованном расчетном диапазоне дает ошибки, большие 300%.
Соответственно неверно и решение задачи о прецессионном нагружении кольцевого гофрированного пакета в работе [18] базирующееся на неверных результатах решения задачи о циклическом деформирования прямого гофрированного пакета работы [21]. Заметим, что это решение содержит и другие ошибки, которые рассматривать не будем.
Более точное решение работы [24] предпочтительно может быть использовано для описания процесса сборки упругогистерезисных элементов, выполненных из отдельных кусков с числом гофров в куске m<10 и определения начальной величины упругой составляющей сдавливающей нагрузки на контактных поверхностях фрикционного элемента.
Приближенное решение задачи может быть использовано для описания процесса сборки упругогистерезисных элементов, выполненных из одного куска или из нескольких кусков с числом гофров в куске m≥10.
Анализ расчетной схемы и результатов решения этих задач позволяет сделать вывод, что при одновременном сжатии гофров упругогистерезисного элемента на одну и ту же величину деформации, гофры сжимаются разными силами, причем жесткость гофров постепенно убывает от центрального гофра к крайним, т.е. в этом случае период изменения жесткости гофров  . Этот эффект обусловлен так называемым «накоплением» действия сил трения, действующих на вершинах гофров (см. работу [24]). Заметим, что неучет этого фактора и является основной причиной ошибочности решений работ [18], [21].
. Этот эффект обусловлен так называемым «накоплением» действия сил трения, действующих на вершинах гофров (см. работу [24]). Заметим, что неучет этого фактора и является основной причиной ошибочности решений работ [18], [21].
При каких - то формах колебаний системы «диск - рабочие лопатки -демпфирующие устройства» неравномерность распределения сдавливающей нагрузки по контактным поверхностям фрикционных элементов, обусловленная эффектом «накопления», может и оказаться в какой - то степени полезной (такой случай никем не исследован), но при большом числе гофров в упругогистерезисном элементе из-за эффекта «накопления» напряжения в центральном гофре могут превысить допустимые значения.
По нашим оценкам, при параметрах гофров, обеспечивающих оптимальную начальную настройку системы «диск - рабочие лопатки - демпфирующие устройства», у мощных авиационных ГТД число гофров упругогистерезисного элемента, которое размещается в кольцевом пазу второго рабочего колеса спарки, может быть очень большим, например, m>50. В этих случаях напряжения в центрально расположенных гофрах могут превысить допустимые значения, и тогда следует применять упругогистерезисный элемент, составленный из отдельных кусков (отдельных гофрированных пакетов), или применить нижепредлагаемый способ сборки упругогистерезисного элемента, при котором все гофры пакета на одну и ту же величину деформации деформируются одной и той же силой.
В работе [24] показано, что нагрузочные процессы при циклическом сжатии многослойного, многопролетного, гофрированного пакета идентичны (при решении задачи методом Галеркина) соответствующим им нагрузочным процессам однослойного, многопролетного гофра с таким же числом гофров, но с жесткостью
C0=2nπ4EI/t3,
где n - число гофрированных лент в многослойном пакете, EI - изгибная жесткость одного слоя гофра, t - шаг гофра.
Этот результат физически, прежде всего, объясняется тем, что энергия, рассеиваемая пакетом при его циклическом сжатии, рассеивается в основном за счет работы сил сухого трения на проскальзываниях гофров внешних лент пакета по жестким плитам, а энергия, рассеиваемая внутри пакета, мала по сравнению с этой энергией, а также использованием приближенного аналитического метода решения задачи (метода Галеркина).
Этот результат позволяет к классификации систем конструкционного демпфирования, разработанной в работе [23], добавить еще один класс этих систем, а именно класс систем конструкционного демпфирования, у которых энергия, рассеиваемая внутри упругогистерезисного элемента, мала по сравнению с энергией, рассеиваемой на его границах. Системы конструкционного демпфирования, принадлежащие к этому классу, будут обладать вышеописанным свойством.
Использование этого свойства в случае упругогистерезисных элементов предлагаемого ротора (спарки) позволяет определить количество лент в пакете из условия получения минимально возможной массы пакета при обеспечении его прочности и требуемых упруго фрикционных характеристик (УФХ) и позволило нам определиться с заявляемым количеством лент этих упругогистерезисных элементов.
Продолжим сравнительный анализ монографий [18], [21] и работы [23], так как в этих источниках содержатся важные результаты исследований, которые используются в нижеизложенных предложениях.
Большинство близких аналогов предлагаемым упругогистерезисным элементам, исследованное в монографии [21], исследовано ранее в работе [23] (см. рис. 2. 17 и др. [21] и рис. 1 и 2 [23]). Решения этих задач (теоретические) в монографии [21] не приводятся, а приводятся только результаты этих исследований: классификация систем конструкционного демпфирования, свойства, присущие отдельным классам этих систем. Тексты этой монографии, где описаны классификация систем конструкционного демпфирования и свойства, присущие отдельным классам этих систем почти дословно совпадают с аналогичными текстами работы [23], где доказательства этих свойств занимает 465 стр. Ссылки на аналогичные результаты работы [23] в монографии [21] отсутствуют, хотя даже условные обозначения параметров авторы монографии [21] не сочли нужным изменить. Правда в этих текстах имеется одно исключение, один пункт, который авторы монографии [21] записали в собственной редакции, и в котором они утверждают, что зависимости УФХ всех систем конструкционного демпфирования от числа контактирующих элементов n имеют асимптотический характер, т.е. эти зависимости с ростом n, начиная с некоторого значения этого параметра, изменяются мало. Это глобальное утверждение авторов неверно.
Как уже указывалось, такими асимптотическими свойствами (см. [23]) обладают системы с постепенным распространением взаимных проскальзываний как в каждой паре контактирующих поверхностей, так и от пары к паре контактирующих поверхностей.
У систем конструкционного демпфирования с постепенным распространением взаимных проскальзываний от контактной поверхности к контактной поверхности (см. [23]), но с взаимными проскальзываниями, возникающими сразу на всей контактной поверхности, описанный асимптотический характер имеет только зависимость коэффициента рассеивания системы от числа контактирующих элементов Ψ(n), а зависимость средней безразмерной циклической жесткости γ(n) не обладает такими свойствами.
Укажем также, что УФХ систем, относящихся к классу систем конструкционного демпфирования, у которых энергия, рассеиваемая внутри упругогистерезисного элемента, мала по сравнению с энергией, рассеиваемой на его границах, вообще не обладают этими свойствами, что сразу вытекает из описанного выше свойства этих систем.
Вообще некорректность ссылок характерна для монографий [18], [21], [6] и [7] (см. ниже).
Пример некорректной ссылки на первоисточник можно найти уже на первых страницах монографии [21], где обсуждаются достижения различных авторов в области конструкционного демпфирования, авторы умалчивают о результатах работы [23], совпадающими с вышеописанными результатами этой монографии, а ссылаются только на работу Эскина И. Д., в которой решена частная задача о циклической деформации многослойного пакета, сжатого равномерной нагрузкой, причем присваивают ей имя этого автора, что само по себе не корректно по отношению к Г.И. Страхову (см. [20]), который первым поставил эту задачу.
В монографии [18] также утверждается, что Я.Г. Пановко в монографии [11] установил, что принцип Майзинга (см. ниже) справедлив для систем конструкционного демпфирования с неизменяющимися за цикл нагружения силами трения на контактных поверхностях и с постоянной жесткостью системы при мыслимом уничтожении сил трения. Это утверждение также не корректно, так как Я.Г. Пановко, что хорошо известно специалистам в области конструкционного демпфирования, ни в одной своей работе не пытался классифицировать системы конструкционного демпфирования и не выделял или поименовывал ни одного класса систем конструкционного демпфирования. В этой монографии Я.Г. Пановко только указал, что многие системы конструкционного демпфирования подчиняются принципу Майзинга, и это верно.
Как уже указывалось, первая попытка классификации систем конструкционного демпфирования и выделения в отдельный класс вышеуказанных систем выполнена в работе [23], там же аналитически и экспериментально показано, что системы, относящиеся к системам конструкционного демпфирования с неизменяющимися за цикл нагружения силами трения на контактных поверхностях и с постоянной жесткостью системы при мыслимом уничтожении сил трения в ней подчиняются принципу Майзинга. Важность проектирования демпфирующих устройств, так чтобы они подчинялись принципу Майзинга, обсуждается ниже.
Заметим, что разработанная в этой работе классификация систем конструкционного демпфирования никогда не претендовала на полноту и законченность и должна пополняться по мере накопления наших знаний о системах конструкционного демпфирования, что и выполнено в настоящей работе.
Заметим также, что склонность авторов монографий [18], [21] к глобальным выводам и рекомендациям, по - видимому, намного превышает их компетентность. Так обсуждая возможности решения динамических задач конструкционного демпфирования в комплексных координатах, они утверждают, что это пока сделать невозможно, так как в векторном анализе отсутствует операция деления векторов друг на друга, подобная векторному произведению, и что сначала надо изобрести новую алгебру, включающую операцию векторного деления. Нелепость этого утверждения ясна каждому специалисту, знакомому с теорией матриц и комплексных чисел. Заметим, что еще за 40 лет до публикации этих монографий Я.Г. Пановко (см. [11]) показал какие преимущества дает решение динамических задач конструкционного демпфирования в комплексных координатах, а еще за 30 лет до публикации этих монографий Гуров А.Ф. в монографии [4] дал решения задач о колебаниях роторов с сухим и вязким трением в опорах, выполненные в комплексных координатах, а за 25 лет - в работе [23] в комплексных координатах решена задача о вынужденных колебаниях массы, подвешенной на многослойных пластинчатых пакетах, и этот список можно продолжать и продолжать, так как решение динамических задач в комплексных координатах является давно и широко известным приемом.
Столь же компетентны и их прогнозы будущего науки о конструкционном демпфировании. Спустя двадцать лет, прошедших после публикаций этих монографий, ни один их прогноз не подтвердился.
Предлагается ротор КВД, отличающаяся тем, что стыки концов лент упругогистерезисного элемента каждой спарки равномерно размещены по окружности и предпочтительно располагаются в вершинах гофров, опирающихся на полки кольцевой канавки вне расположения фрикционных элементов.
В этом случае у пакетов, у которых число вершин гофров в целое число раз больше числа лент в пакете, период изменения жесткости гофров, опирающихся на одну и ту же полку кольцевой канавки, в окружном направлении в собранном устройстве будет равен T=2π/n.
Отметим, что полезность использования такого закона изменения жесткости этой системы для отстройки от опасных низших форм колебания лопаток нуждается в теоретическом или экспериментальном подтверждении, так как такие системы не исследовались.
С целью повышения демпфирующих свойств и обеспечения при этом приемлемой степени изотропности УФХ в окружном направлении демпфирующих устройств спарок ротора предлагается ротор КВД, отличающаяся тем, что упругогистерезисный элемент каждой спарки собран из отдельных пар гофрированных лент, у которых стык концов одной ленты расположен диаметрально противоположно стыку концов другой ленты, а стык концов ленты каждой следующей пары, контактирующей с лентой предыдущей пары, также смещен от стыка концов этой ленты на угол π и стыки лент расположены в вершинах гофров, опирающихся на наружную полку кольцевой канавки.
Упругогистерезисный элемент демпфирующего устройства каждой спарки этого ротора при одинаковом числе лент в пакете n, одинаковом числе гофров m, с одинаковыми геометрическими размерами лент и гофров и при одной и той же величине упругой деформации гофров при установке пакета в кольцевую канавку рабочего колеса будет наиболее жестким и в собранном пакете будут созданы наибольшие силы трения, действующие по вершинам гофров, так как энергия, рассеиваемая в пакете при его сборке, при той же деформации будет больше, как за счет увеличения суммы взаимных проскальзываний на контактных поверхностях каждой пары лент, так и за счет увеличения самих сил трения.
Заметим, что при некотором числе лент в пакете, например, при n≥10 этот упругогистерезисный элемент уже нельзя будет отнести к классу систем конструкционного демпфирования, у которых энергия, рассеиваемая внутри упругогистерезисного элемента, мала по сравнению с энергией, рассеиваемой на его границах. Заметим также, что фрикционная характеристика этого пакета, характеризуемая величиной максимального коэффициента рассеивания, будет выше, чем у вышеописанных пакетов, именно за счет существенного увеличения энергии, рассеиваемой внутри пакета при колебании лопаток.
Кроме того, в этом пакете могут быть применены более тонкие ленты, например, с толщиной h=0,3÷0,4 мм.
В каждой паре контактирующих гофрированных лент жесткости гофров у каждой ленты изменяются с периодом T=2π, но картина распределения жесткостей гофров одной ленты сдвинута на π относительно этой картины другой ленты пары. В результате жесткости гофров пакета хотя и изменяются в окружном направлении с периодом Т=π, но разница между максимальным и минимальным значениями жесткостями гофров будет существенно меньше, чем у гофрированного пакета с такими же параметрами, у которого концы лент размещены в одной вершине гофра.
Поэтому ниже предлагаются роторы с постоянной жесткостью демпфирующих устройств в окружном направлении.
Предлагается ротор КВД, отличающийся тем, что кольцевой упругогистерезисный элемент каждой спарки изготовлен холодным прессованием из проволочного нетканого материала MP большой плотности λ=2,5÷3,5 г/см3 и более из нагартованной нержавеющей стальной проволоки с предпочтительным диаметром проволоки d=0,12÷0,3 мм с отношением D/d=8÷10, где D - диаметр проволочной спирали, из которой изготовлен материал MP, или собран из отдельных сегментов, составленных встык в кольцо, изготовленных из этого материала.
Способ изготовления материала MP широко известен [2].
Этот упругогистерезисный элемент работоспособен до температуры 500°С. При более высоких температурах нагартовка проволоки пропадает и упругогистерезисный элемент теряет свои упругие свойства.
В предлагаемой конструкции упругогистерезисный элемент работает на циклическое сжатие в режиме одностороннего упругогистерезисного упора. В этом случае величина максимального коэффициента рассеивания упругогистерезисного элемента Ψmax=2,2÷2,3 (см. [23]).
Обсудим некоторые общие результаты работы [23], важные для разработок методик проведения виртуального эксперимента по исследованию упругофрикционных и прочностных характеристик сложных механических систем с конструкционным демпфированием численными методами, например, таких как предлагаемые.
В работе [23] исследование УФХ устройств конструкционного демпфирования, у которых эти характеристики определяются экспериментально (многослойные пакеты пластин с различными граничными условиями, с законами распределения сдавливающей нагрузки, отличными от равномерно распределенной, и различные типы тросов, работающие на циклический изгиб, многослойные гофрированные пакеты и втулки из проволочного материала MP, работающие на циклическое сжатие в режиме двустороннего упругогистерезисного упора) впервые выполнено на базе теории подобия (приближенное подобие устройств конструкционного демпфирования по упругогистерезисным свойствам устанавливалось с помощью базовой теории подобия (см. [19])).
Разработана методология использования базовой теории подобия для исследования УФХ устройств конструкционного демпфирования - введены понятия соответствующих состояний, как одинаковых физических состояний устройств, например, ненагруженные состояния устройств, и соответствующих процессов нагружения - процессов, которые в случае подобия устройства по упругофрикционным свойствам описываются при построении поля упругогистерезисных петель в критериальных координатах единственным нагрузочным процессом (а в случае приближенного подобия осредняются единственным нагрузочным процессом); определены для различных случаев условия и алгоритм определения этих процессов; предложено в качестве базовых величин силы, действующей на устройство, и деформации устройства выбирать отрезки на осях координат «сила - деформация», построенных из соответственных начал, отсекаемые соответственными процессами нагружения; предложено УФХ подобных по упругогистерезисным свойствам, в работе они названы обобщенными, определять в виде единственного поля упругогистерезисных петель, построенного в критериальных координатах η-ζ, где безразмерная циклическая сила, действующая на устройство, η=αP/T и безразмерная деформация устройства ξ=y/a и y - деформация устройства, - a базовая величина деформации, и в виде зависимостей коэффициента рассеивания устройства Ψ(η), где Ψ=ΔW/W и ΔW - рассеянная энергия, W - потенциальная энергия, равная W=1/2⋅Р⋅Y, и Y - амплитуда деформации, и безразмерной среднециклической жесткости γ(η), где γ=С/Ср и Ср - жесткость полностью расслоенного устройства или наименьшая жесткость соответственных процессов, выбранных у устройств для определения базовых величин подобных преобразований; предложено допустимость осреднения единственным обобщенным полем полей упругогистерезисных петель устройства, построенных в критериальных координатах η-ξ, определять по результатам решения динамической задачи. В работе решение о возможности осреднения полей единственным обобщенным полем принималось по результатам решения задачи о вынужденных колебаниях системы с одной степенью свободы с исследуемым демпфирующим устройством со следующими упругогистерезисными полями, построенными в критериальных координатах η-ξ: с крайними отклонениями процессов нагружения и с обобщенным полем с процессами, осредненными методом наименьших квадратов. Решения задачи получались численным методом Рунге - Кутта.
У изделий из материала MP большое число размерных параметров, от которых зависят независимые критерии подобия устройства, определяемые с помощью π - теоремы (см. [19]), остаются неизвестными. Это деформации отдельных витков при изготовлении изделия прессованием (упругие и пластические), сдавливающая нагрузка между витками в свободном ненагруженном состоянии, коэффициенты трения между отдельными витками, числа контактов различных витков, углы их наклона, количество конгломератов, в которых витки соединены параллельно и числа витков в этих конгломератах, последовательные и параллельные соединения конгломератов друг с другом, распределение плотности материала в объеме изделия и др.
Достоинством методологии, разработанной в [23], является то, что с ее помощью можно установить факт приближенного подобия (или неподобия) по упругогистерезисным свойствам устройств с конструкционным демпфированием без определения всех вышеуказанных независимых критериев подобия и входящих в них размерных параметров. Причем это исследование, как правило, можно выполнить во всем диапазоне параметров, используемом при практическом применении этих упругогистерезисных элементов в демпферах и виброизоляторах. Это и выполнено в работе [23], и, по сути, является одной из наиболее важных задач, решенных в этой работе.
В результате благодаря тому, что начиная с некоторого, всегда конструктивного числа контактирующих элементов nк (у изделий из материала MP число контактирующих витков всегда значительно больше этого числа), с дальнейшим ростом nк этот критерий подобия у всех экспериментально исследованных в [23] упругогистерезисных элементов оказывает малое влияние на их УФХ, эти элементы при n≥nк (работающие на циклический изгиб многослойные пакеты пластин с различными граничными условиями, с законами распределения сдавливающей нагрузки, отличными от равномерно распределенной, и различные типы тросов, работающие на циклическое сжатие в режиме двустороннего упругогистерезисного упора многослойные гофрированные пакеты и втулки из проволочного материала MP) оказались приближенно подобными по упругогистерезисным свойствам и в работе [23] построены и определены их обобщенные УФХ в виде единственного поля упругогистерезисных петель, построенного в критериальных координатах η-ξ и зависимостей Ψ(η), γ(η). Причем фрикционная характеристика Ψ(η) каждого из этих элементов близка к максимально возможной для элемента этого типа.
Следовательно, этот результат подтверждает возможность и целесообразность разработки демпферов и виброизоляторов с конструкционным демпфированием в виде ряда типоразмеров каждого из этих устройств с фрикционными свойствами, близкими к максимально возможным для данного устройства, приближенно подобных по упругофрикционным свойствам, но с различной грузоподъемностью. А это в свою очередь сократит сроки и стоимость такой разработки и существенно сократит объем потребного виртуального эксперимента.
В [23] определено, что приближенное подобие по упругофрикционным свойствам двусторонних упругогистерезисных упоров из материала MP при циклическом сжатии, а, следовательно, возможно и односторонних упоров из этого материала (см. ниже), наблюдается только в диапазоне, где у упругогистерезисных петель отсутствуют «хвосты». Для обеспечения приближенного подобия по упругофрикционным свойствам и в диапазоне, где нагрузочные процессы характеризуются сильной физической нелинейностью, проявляющейся появлением «хвостов» у гистерезисных петель, должно дополнительно выполняться условие:
γ*=idem,
для всех типоразмеров упоров. Здесь безразмерная плотность материала MP γ*=γ/γc, где γc - плотность стали.
Заметим также, что упругофрикционные характеристики двусторонних упоров из материала MP в виде единственного поля упругогистерезисных петель, построенного в критериальных координатах η-ξ и зависимостей Ψ(η), γ(η), и АЧХ системы с одной степенью свободы с виброизолятором в виде двустороннего упора из MP, опубликованные в монографии [7], совершенно идентичны этим характеристикам работы [23]. Но ссылки на первоисточник в монографии отсутствуют. Кроме того, в этой монографии утверждается, что двусторонние упоры из материала MP, работающие на циклическое сжатие подобны по упругофрикционным свойствам (т.е. подобны без выполнения вышеуказанного дополнительного условия и в диапазоне, где у петель имеются «хвосты»), что не точно.
Некорректность ссылок также характерна и для монографий [6] и [7]. Так в [6] утверждается, что именно В.П. Филекин предложил исследовать системы конструкционного демпфирования на базе теории подобия. Мы тщательно изучили все научные публикации В.П. Филекина, в том числе и те, на которые даются ссылки в монографиях [6] и [7], и ни в одной из них не нашли упоминания о теории подобия, или предложения исследовать системы конструкционного демпфирования на базе теории подобия. Просто свои задачи В.П. Филекин решал в безразмерных параметрах. Причем коэффициент рассеивания системы определял строго, как это делается в физике, как отношение величины энергии, рассеянной системой за цикл нагружения, к максимальной величине упругой потенциальной энергии, накопленной системой при амплитудном значении ее деформации. Заметим, что запись коэффициента рассеивания в такой форме либо чрезвычайно усложняет его определение в случае сложной системы конструкционного демпфирования, например, в случае поперечного циклического изгиба многослойного пакета или отрезка многожильного троса, или вообще невозможно определять величину этого коэффициента ввиду невозможности определения упругой потенциальной энергии системы, например, у изделий из материала MP.
Заметим, что с таким же основанием можно считать, что предложение исследовать системы конструкционного демпфирования на базе теории подобия принадлежит И.М. Волку, который в одной из своих работ описал форму петли гистерезиса в безразмерных координатах - сила, действующая на демпфер, отнесена к половине отрезка, отсекаемого процессами нагружения петли на оси ординат, а деформация демпфера отнесена к половине отрезка, отсекаемого петлей на оси абсцисс, или Я.Г. Пановко, который в монографии [11] предложил петли гистерезиса любой формы описывать эллипсом, формулу которого он описал в виде функции от среднециклической жесткости системы и коэффициента рассеивания, записанного в виде Ψ=ΔW/W, которые и использованы в [23] для исследования подобия систем конструкционного демпфирования по упругофрикционным свойствам.
Заметим еще, что в докладе [26], на который ссылаются в [6] в связи с рассмотрением подобия систем конструкционного демпфирования по упругофрикционным свойствам, ничего не сообщалось о таком подобии этих систем. Ограничимся этими примерами некорректных ссылок работ [6] и [7]. Для чего авторам монографий [6], [7], [18] и [21] понадобились эти некорректные ссылки обсуждать не будем, так как мотивы их действий не лежат в научной плоскости.
Подобие по упругофрикционным свойствам односторонних упргогистерезисных упоров из материала MP, работающих на циклическое сжатие, исследовано в работе [9]. В качестве базовых величин аффинного преобразования в этой работе взяты величина давления прессования и соответствующая ей плотность материала MP. В результате в безразмерных координатах σ*-γ* было построено поле упругогистерезисных петель, «единое» для всех упоров из MP с плотностями материала, используемыми в демпферах и виброизоляторах, включающее и петли с «хвостами». Здесь σ*=σ/рпр, γ*=(γ-γ0)/γ0 и σ - текущее значение напряжения, рпр - давление прессования, γ - текущее значение плотности материала MP, γ0 - начальная плотность материала MP. Так как коэффициент Пуассона материала MP практически равен нулю для втулок, работающих на сжатие, построение поля петель в этих безразмерных координатах качественно аналогично построению поля петель в безразмерных координатах σ*-ε, где εY/H - безразмерная деформация втулки, Y - ее текущая деформация и Н - ее начальная высота. Слово «единое» взято нами в кавычки потому, что этот результат противоречит результату работы [23], где показано, что подобие по упругофрикционным свойствам в диапазоне деформаций, где у петель появляются хорошо выраженные «хвосты», возможно только при выполнении условия γ*=idem, а это условие в работе [9] не соблюдалось. Поэтому мы проверили эти результаты работы [9], что при наличии технологического и экспериментального оборудования нам выполнить было не сложно. В результате для трех образцов втулок из материала MP с плотностями γ=2÷3 г/см3 мы граничные петли экспериментально построенных петель перестроили в безразмерные координаты работы [9]. Результат этой работы нам повторить не удалось, разброс нагрузочных, а также и разгрузочных процессов этих петель достигал 50%. Естественно, осреднить эти петли единственной петлей нельзя. Поэтому результаты работы [9] мы и взяли в кавычки.
Кроме того, при выводе формулы, описывающей поле петель втулки автор работы [9] делает ставшую уже традиционной ошибку (она присутствует в описаниях моделей циклического сжатия изделий из материала MP Сойфера А.М., Пономарева Ю.К. и др.), рассматривая среднюю линию граничной петли поля, как чистую упругость, а она, как и у всех систем конструкционного демпфирования с изменяющимися за цикл нагружения силами трения, зависит от этих сил.
В настоящее время пригодной для расчета упругогистерезисного элемента предлагаемого демпфирующего устройства, достоверной математической модели циклического сжатия одностороннего упругогистерезисного упора из материала MP, позволяющей расчетным путем построить любой нагрузочный процесс в поле упругогистерезисных петель, построенном в критериальных координатах η-ξ, в том числе и у петель, лежащих на «хвосте» петли, ограничивающей поле, и позволяющей по известным зависимостям обобщенных силы трения и деформации от размерных параметров упора, материала MP и температуры (в том числе и максимальной рабочей температуры 500°С) определить потребные размерные параметры упора и материала MP, не существует.
Заметим также, что факт приближенного подобия по упругогистерезисным свойствам двусторонних упоров из материала MP, работающих на циклическое сжатие, еще автоматически (в силу приближенности этого подобия) не определяет приближенное подобие по этим свойствам односторонних упоров из MP, работающих на эту деформацию, и требуется специальное исследование для доказательства этого подобия.
Список литературы, посвященный материалу MP и изделиям из него, значительно обширнее проанализированных источников, но и анализ всего этого списка убедил нас в справедливости сделанного вывода, а накопленные сведения об упругофрикционных свойствах материала MP позволил выбрать достаточно узкий диапазон параметров материала, наиболее пригодных для упругогистерезисных элементов предлагаемого демпфирующего устройства.
А это и то обстоятельство, что размеры поперечного сечения упругогистерезисных элементов у различных типоразмеров предлагаемого устройства изменяются в очень узком диапазоне, по нашему мнению, позволит без больших трудностей разработать вышеуказанную достоверную математическую модель, пригодную для выполнения виртуального эксперимента с предлагаемым устройством, например, исследовать вынужденные колебания системы «фрагмент диска - рабочая лопатка - демпфирующее устройство».
С целью повышения демпфирующих свойств упругогистерезисных элементов демпфирующих устройств и обеспечения расчетности этих свойств предлагается ротор КВД, отличающийся тем, что кольцевой упругогистерезисный элемент каждой из спарок набран из отдельных сегментов - многослойных пакетов из n≥15 стальных, каленых или нагартованных, шлифованных лент, изготовленных из жаростойкой или жаропрочной нержавеющей стали, предпочтительно из стали 15НХТЮ, причем до сборки в кольцевую канавку кольца второго рабочего колеса спарки пакеты собирают в следующей компоновке: в центре пакета устанавливают одну, две или более гладкие ленты, на них с двух сторон устанавливают одинаковые пакеты гофрированных лент, набранных «гофр в гофр», угловой шаг гофров этих пакетов одинаков и в собранном пакете, в рабочем колесе, в два, три раза меньше углового шага фрикционных элементов, и гофрированные пакеты установлены так на пакет гладких лент, что вершины одного гофрированного пакета располагаются под впадинами другого гофрированного пакета, и вершины гофров пакета, установленного снаружи пакета гладких лент, опирающиеся на основания фрикционных элементов, опираются на них в их средней радиальной плоскости, и снаружи обоих гофрированных пакетов установлены ленты с выступами, и угловой шаг выступов ленты, установленной снаружи пакета гофрированных лент, на выступы которой непосредственно опираются основания фрикционных элементов, равен половине углового шага фрикционных элементов, а угловой шаг выступов второй ленты равен угловому шагу фрикционных элементов и середины выступов этих лент располагаются в радиальных плоскостях, расположенных в серединах пролетов между фрикционными элементами, и когда угловой шаг гофров в два раза меньше углового шага фрикционных элементов, ширина выступов в окружном направлении наружной ленты может быть меньше, равна или больше половины углового шага гофров, ширина выступов в окружном направлении внутренней ленты может быть меньше, равна или больше углового шага гофров, и, когда угловой шаг гофров в три раза меньше углового шага фрикционных элементов, ширина выступов в окружном направлении наружной ленты может быть меньше, равна или больше углового шага гофров, а ширина выступов в окружном направлении внутренней ленты может быть меньше, равна или больше двух угловых шагов гофров, предпочтительная толщина внутренних лент пакета h=0.2÷0.4 мм, толщина наружных лент в пролетах пакета, между выступами этих лент, равна hн=(к/2)⋅h, где предпочтительное значение к=2÷10, а толщина наружных лент по выступам и ширина выступов подобраны таким образом, что в пакетах, установленных в кольцевую канавку кольца второго колеса после закрепления его на первом рабочем колесе, гофры гофрированных пакетов были полностью выпрямлены, а прогиб пакета под основанием фрикционного элемента был таким, чтобы между пакетом и ответной полкой канавки в середине пролета между выступами, которыми пакет опирается на эту полку, оставался зазор, предпочтительно равный 0,1÷0,2 мм.
Этот упругогистерезисный элемент - многослойный пакет можно отнести к системам с постепенным распространением взаимных проскальзываний, как в каждой контактной поверхности, так и от одной контактной поверхности к другой, и поэтому его УФХ обладают вышеописанными асимптотическими свойствами и при n≥15 для каждой заданной величины «к» могут быть представлены в обобщенном виде - в виде единственного поля упругогистерезисных петель, построенного в критериальных координатах η-ξ и зависимостей Ψ(η) и γ(η). Причем при n≥15 и к=2 демпфирующие свойства пакета будут близки к максимально возможным для этого устройства и очень высокими, его максимальный коэффициент рассеивания предположительно будет Ψmax>5. Это предположение основывается на результатах исследования близкого аналога этого пакета (см. ниже), у которого Ψmax=5. У многослойного пакета с n≥15 с равномерно распределенной по длине и слоям сдавливающей нагрузкой Ψmax=7 (см. [23]), т.е. с ростом равномерности распределения сдавливающей нагрузки величина максимального коэффициента рассеивания возрастает. Действие центробежной силы на пакет, обусловленной его массой, увеличивает степень равномерности распределения сдавливающей нагрузки предлагаемого пакета в окружном направлении и, следовательно, повышает значение величины Ψmax. Поэтому распределение сдавливающей нагрузки у предлагаемого пакета будет более равномерным, чем у аналога, и потому в выражении значения для Ψmax предлагаемого пакета и поставлен знак «>».
Выбор диапазона к=2÷10 при толщинах лент h=0.2÷0.4 мм и конструктивном числе лент в пакете n≥15, во - первых, позволяет обеспечить хорошую начальную оптимальную настройку σmax*(β0) для системы «фрагмент диска - рабочая лопатка», обеспечивающую высокий запас прочности и длительный ресурс предлагаемому ротору (спарке) при вполне приемлемом ухудшении массовых характеристик спарки, и, во-вторых, максимальная величина коэффициента рассеивания пакета при росте «к» в указанном диапазоне снижается до величин Ψmax≥4 (см. [23]), обеспечивающих и в этом диапазоне «к» очень высокие демпфирующие свойства упругогистерезисному элементу демпфирующего устройства каждой спарки предлагаемого ротора КВД.
Близкий аналог этому многослойному пакету исследован в работе [23], где исследованы упругофрикционные свойства многослойного пакета при его поперечном изгибе циклической силой, отличающегося от предлагаемого только тем, что пакеты гофрированных лент установлены на центральный пакет гладких лент «вершина гофра к вершине гофра». Это отличие не столь велико и полученные в этой работе результаты при к=2 можно использовать не только для качественного анализа упругофрикционных свойств предлагаемого многослойного пакета, но и для приближенной их количественной оценки.
Упругофрикционные свойства пакета подчиняются принципу Майзинга, т.е. любой повторный нагрузочный или разгрузочный процесс, построенный в координатах с началом в начальной точке процесса, может быть определен подобным преобразованием с коэффициентом подобного преобразования, равным 2, начального процесса нагружения построенного в координатах с началом в положении ненагруженного состояния системы.
В [23] в критериальных координатах η-ξ построено обобщенное поле упругогистерезисных петель пакета. Причем для определения любого повторного нагрузочного (разгрузочного) процесса в этом поле достаточно знания «полного» процесса начального нагружения пакета. Термин «полный» в [23] присвоен процессам нагружения, содержащим все этапы расслоения упругогистерезисного элемента. В [23] этот процесс задан таблично и даны простые формулы для определения любого повторного процесса в этом поле.
Отметим, что табличное задание этого процесса вполне приемлемо при решении задач о вынужденных колебаниях рассматриваемых систем численными методами, например, методом МКЭ.
В [23] не только построены обобщенные УФХ пакета Ψ(η), γ(η), но и дана их математическая аппроксимация, а также определены математические зависимости обобщенной силы трения Т и обобщенной деформации а от размерных параметров пакета, его компоновки и коэффициента трения скольжения на его контактных поверхностях.
Если эти обобщенные УФХ пакета остаются справедливыми и при рабочих условиях предлагаемого ротора, то эмпирические зависимости параметров Т и a, найденные в [23], справедливы только для комнатной температуры и смазанных контактных поверхностей.
Их можно будет применить только в том случае, если на контактных поверхностях пакета будет нанесена твердая смазка и коэффициент трения на контактных поверхностях пакета будет приблизительно равен коэффициенту трения пары «сталь по стали» с контактными шлифованными поверхностями, смазанными маслом, и в эти зависимости будет подставлена величина модуля упругости Е материала лент пакета, определенная для заданной рабочей температуры.
В этом случае этих данных будет достаточно для выполнения виртуального эксперимента с предлагаемой системой (исследования вынужденных колебаний систем «фрагмент диска - рабочая лопатка - демпфирующее устройство с упругогистерезисным элементом в виде предлагаемого пакета».
Предлагается ротор КВД, отличающийся тем, что кольцевой упругогистерезисный элемент его каждой спарки выполнен из одного, двух и более витков троса, свитого из жаропрочной пружинной проволоки из шести или восемнадцати жил без центральной жилы, и размещен с требуемым упругим натягом по полкам паза и основаниям фрикционных элементов в кольцевой канавке фланца второго колеса каждой спарки, и его спарки собраны по способу п. 13 формулы изобретения.
При работе троса на циклическое сжатие из стандартных указанных тросов можно подобрать трос с жесткостью, пригодной для эффективного гашения колебаний лопаток блиска.
Упругофрикционные свойства тросов при работе на циклическое сжатие практически не исследованы, но на основании [23], где определены обобщенные УФХ различного типа отрезков стандартных тросов при работе их на циклический изгиб, возможно сделать предположение, что обобщенные УФХ удастся построить для этих тросов и при работе их на циклическое сжатие.
Предлагается ротор КВД, отличающаяся тем, что четырехугольный фрагмент, изымаемый из пера рабочей лопатки первого колеса его каждой спарки, выполнен с внутренним углом, большим 90° на такой угол ϕ, что его tgϕ=δ/b, где δ - радиальный натяг в мм в кольцевом упругогистерезисном элементе спарки, b - ширина четырехугольного фрагмента, измеренная в плоскости, параллельной оси ротора, проходящей через вершину этого угла, кольцевой упругогистерезисный элемент выполнен из одного или двух витков троса, свитого из жаропрочной пружинной проволоки из шести или восемнадцати жил без центральной жилы и одного витка троса, свитого также из жаропрочной пружинной проволоки из восемнадцати жил без центральной жилы, но с большим диаметром, а основание каждого фрикционного элемента на части его длины скошено, и фрикционный элемент нескошенной частью основания с радиальным натягом δ опирается на виток или витки троса меньшего диаметра, а с радиальным натягом δ и осевым натягом δo - на виток троса с большим диаметром таким образом, что фрикционный элемент прижат верхним торцом и боковой стороной к ответным торцу и боковой стороне пера лопатки.
Эта конструкция обладает более высокими УФХ, чем предыдущая, так как здесь фрикционный элемент упруго проскальзывает с сухим трением не только по торцу, но и боковой стенке. Но основным достоинством этой конструкции является простота ее сборки (см. ниже).
Общим достоинством спарок с упругогистерезисным элементом из троса является простота конструкции этого элемента.
Кроме того, предлагается ротор вентилятора с рабочими широкохордыми лопатками со скрепленным с ним ротором КНД, состоящий из рабочего колеса вентилятора и единого рабочего колеса с первой по третью ступени ротора КНД и двух коков - переднего и заднего, закрывающих ступицу рабочего колеса, спереди на рабочем колесе вентилятора с помощью замков «ласточкин хвост» закреплены рабочие широкохордные лопатки, передний кок задним фланцем винтами крепится к переднему фланцу заднего кока, фиксация лопатки в осевом направлении осуществляется при помощи стопорного язычка, выполненного на задней части замка лопатки, который при стопорении входит в зацепление с пружинным фланцем ротора КНД, и при помощи проставки, устанавливаемой в паз под замком, на передней части которой выполнен клинообразный уступ, в который упирается замок лопатки, проставки от осевого смещения зафиксированы при помощи предохранительного кольца, которое вместе с задним коком крепится болтами, шайбами и самоконтрящимися гайками на переднем фигурном фланце, выполненном на торце обода рабочего колеса, промежутки между лопатками закрыты платформами, пазы под замки лопаток выполнены на всей ширине обода колеса ротора вентилятора, и на наружной поверхности обода выполнены два фланца в виде равнорасположенных в межлопаточных промежутках проушин с отверстиями под болты, один фланец расположен в средней части обода и к нему прикреплены платформы, другой фланец и центрирующий поясок выполнены у заднего торца обода и к этому фланцу своим фланцем крепится ротор КНД и центрируется по этому пояску, головки болтов частично срезаны таким образом, чтобы не происходил проворот болтов при наворачивание на болты самоконтрящихся гаек, перо широкохордных лопаток выполнено так, что хорды поперечных сечений средней части пера, начиная с сечения, расположенного непосредственно над платформой больше хорды корневого сечения лопатки, а единое рабочее колесо с первой по третью ступени ротора КНД, выполнено в виде пустотелой бочки с тремя кольцевыми приливами на ее внешней и внутренней поверхности, в которых выполнены кольцевые канавки с поперечным сечением «ласточкин хвост», в которых своими замками жестко закреплены рабочие лопатки, отличающийся тем, что рабочее колесо вентилятора вместе с скрепленным с ним рабочим колесом ротора КНД образуют спарку, у широкохордных лопаток первого колеса которой, рабочего колеса вентилятора, из пера лопатки, начиная с его поперечного сечения, расположенного непосредственно над платформой, у задней кромки пера, изъят четырехугольный фрагмент пера в форме трапеции или прямоугольника, одной стороной которых является задняя кромка пера лопатки, и у пера лопатки внутренний угол между сторонами, служащими верхним основанием и боковой стороной этого четырехугольника, скруглен радиусом, и этот угол равен или больше 90°, с текущим значением ширины фрагмента, измеренной в направлении хорды поперечного сечения лопатки, равной разности длин хорд текущего поперечного сечения пера лопатки и его поперечного сечения, расположенного непосредственно над платформой, а наружная поверхность фланца ротора КНД, которым ротор КНД крепится к рабочему колесу вентилятора, вместе с наружными поверхностями платформ и наружной поверхностью внутреннего кольца НА первой ступени КНД образуют часть поверхности газового тракта, во фланце ротора КНД со стороны рабочего колеса вентилятора на диаметре, большем диаметра, на котором расположены отверстия под болты, выполнена кольцевая канавка, концентричная оси ротора КНД, а в наружной полке этой канавки выполнены сквозные пазы, с вершиной, выполненной по дуге окружности, касательной к боковым сторонам паза, и радиально равнорасположенные ответно лопаткам рабочего колеса вентилятора, в кольцевую канавку с натягом по ее полкам вставлен кольцевой упругогистерезисный элемент, выполненный, как упругогистерезисный элемент ротора КВД пункта 5 формулы изобретения, но с числом лент в гофрированном пакете n=10÷15, или как упругогистерезисный элемент ротора КВД пункта 7 формулы изобретения, а в радиально расположенные пазы своими основаниями без зазора или с очень малым зазором по стенкам паза, предпочтительно с зазором, меньшим 0,02 мм, вставлены до упора основаниями в упругогистерезисный элемент фрикционные элементы, состоящие из основания, в плане точно повторяющего форму паза, и пера, имеющего геометрическую форму фрагмента, изъятого из каждой широкохордной лопатки, и ротор КНД, второе колесо спарки, закреплено таким образом, что перо каждого фрикционного элемента точно занимает место изъятого фрагмента пера широкохордной лопатки, при этом создается требуемая величина нагрузки, прижимающей фрикционный элемент к стороне пера лопатки, контактирующей с верхним торцом пера фрикционного элемента, созданная за счет большой упругой деформации упругогистерезисного элемента, полностью или неполностью выпрямляющей его, а на всех рабочих режимах двигателя фрикционный элемент дополнительно еще прижимается центробежной силой, созданной его массой, и пружинный фланец ротора КНД выполнен в виде штампованного из листа плоского кольца с упругими радиально расположенными соответственно замкам широкохордных лопаток лепестками, за которые замки лопаток зацеплены своими стопорными язычками, а сам пружинный фланец закреплен на фланце ротора КНД в месте крепления рабочего колеса вентилятора, при этом между сторонами перьев лопаток и ответными торцами оснований фрикционных элементов натяг равен нулю или имеется малый зазор, предпочтительно 0,01÷0,02 мм, а толщина основания фрикционного элемента и форма его наружной поверхности выполнены такими, чтобы в собранном роторе наружная поверхность оснований фрикционных элементов и наружная поверхность фланца, в пазах которого они расположены, составляла одну поверхность, и высота пера фрикционного элемента выбрана такой, чтобы его верхний торец и ответная сторона пера широкохордной лопатки, контактирующая с ним, располагались вне узлов опасных форм колебаний лопатки, в месте больших амплитуд смещений ее пера, при которых бы происходило взаимное проскальзывание с сухим трением верхнего торца фрикционного элемента и ответной ему стороны пера лопатки, и трущиеся с сухим трением поверхности системы «рабочее колесо вентилятора - рабочие лопатки -демпфирующие устройства» покрыты износостойким покрытием, предпочтительно серебрением, а оптимальная и конечная настройки системы «фрагмент рабочего колеса вентилятора - рабочая широкохордная лопатка - демпфирующее устройство» и размерные параметры демпфирующего устройства определяются из виртуального эксперимента.
Платформы предназначены как для создания газового тракта в проточной части между рабочими лопатками вентилятора, так и обеспечения допустимой величины зазоров между лопаткой и платформой по периметру пера лопатки.
Отметим еще раз, что демпфирующие устройства роторов КВД по п.п. 5 или 7 формулы изобретения обладают очень высокими УФХ. Рекомендуется при выполнении спарки роторов вентилятора и КНД применять упругогистерезисный элемент демпфирующего устройства ротора КВД по п. 5 формулы изобретения, в виде гофрированного пакета с числом лент в пакете n=10÷15, так как максимальная величина коэффициента рассеивания этого пакета при таком числе лент в пакете будет близка к максимально возможной для этого пакета.
Предлагается ротор вентилятора с рабочими широкохордыми лопатками с скрепленным с ним ротором КНД, отличающийся тем, что ширина основания фрикционного элемента, измеренная в окружном направлении, равна ширине контактирующей с ним боковой стороне пера лопатки, без изъятого фрагмента, в поперечном сечении лопатки, непосредственно расположенном у платформы, при этом длина основания' фрикционного элемента, измеренная в осевом направлении выполнена большей длины пера фрикционного элемента, измеренной в этом же направлении.
В этом случае центробежные нагрузки, действующая на корневое сечение пера лопатки из которого не изъят фрагмент и корневое сечение пера лопатки с установленным фрикционным элементом, примерно одинаковы и величина этой нагрузки постоянна при постоянных оборотах ротора для всех значений длин (массы) фрикционного элемента, если торец его пера упирается в ответный торец пера лопатки. Длина широкохордных лопаток вентилятора большая и в этом случае всегда можно подобрать такую длину (массу) фрикционного элемента, которая обеспечит высокую эффективность демпфирующего устройства на всех рабочих режимах двигателя при наиболее комфортном значении статической сдавливающей нагрузки, прижимающей фрикционные элементы к перьям лопаток после сборки спарки, которая, в конечном счете, воздействует на корневое сечение пера лопатки, и это воздействие отсутствует у прототипа. Но с уверенностью можно утверждать, что снижение динамической нагрузки, получаемое при демпфировании колебаний лопаток у предлагаемого устройства на всех режимах его работы, в разы перекроет рост этой статической нагрузки (напряжения в корневом сечении лопатки), и в ряде практических случаев польза использования этого эффекта перевесит отрицательное отношение конструктора к усложнению конструкции, необходимому для его реализации.
Выполнение длины основания фрикционного элемента большей длины пера фрикционного элемента создает уступ, необходимый для точной установки и фиксации фрикционных элементов в пазах фланца перед выпрессовыванием упругогистерезисного элемента в кольцевую канавку фланца при сборке демпфирующего устройства предлагаемыми способами.
Предлагается также ротор вентилятора с рабочими широкохордыми лопатками с скрепленным с ним ротором КНД, отличающийся тем, что широкохордные лопатки выполнены пустотелыми, а перо фрикционного элемента, выполняется непустотелым с геометрией изъятого фрагмента пера лопатки, и перо фрикционного элемента контактирует с пером лопатки, с элементом ее силового каркаса.
Оболочка пустотелой лопатки может выполняться из листа из титанового сплава [13], плохо работающего на трение, а элементы ее силового каркаса - из волокнистого однонаправленного металломатричного высокомодульного композиционного материала - борных волокон в алюминиевой матрице, или борных волокон с покрытием карбида кремния в алюминиевой матрице, или углеродных волокон в алюминиевой матрице, или волокон карбида кремния в титановой матрице. Эти материалы хорошо работают на трение и предлагаемая конструкция обладает высокой износостойкостью.
Параметры демпфирующего устройства для гашения колебаний широкохордых лопаток предлагаемого ротора вентилятора могут быть оптимально подобраны, как для военных, так и гражданских авиадвигателей, и даже для авиадвигателей, у которых ротор вентилятора приводится во вращение через редуктор с оборотами 750÷1500 об/мин, при которых обеспечивается его наибольшая тяга. Такая возможность обеспечена тем, что сдавливающая нагрузка на контактных поверхностях каждого фрикционного элемента демпфирующего устройства создана суммой упругой силы, созданной большой упругой деформацией упругогистерезисного элемента, и центробежной силы, созданной массой фрикционного элемента. Причем у военных авиадвигателей доля центробежной силы в потребной суммарной сдавливающей силе больше, чем у гражданских, а у гражданских больше, чем у авиадвигателей, с приводом ротора вентилятора через редуктор.
Известен способ сборки демпфирующего устройства задней опоры ротора турбины серийного авиационного ТВД НК12 и опор роторов авиационного двигателя НК8 (технология сборки этого демпфирующего устройства хотя и известна специалистам, но не описана в опубликованной литературе), выполненного в виде кольцевого многослойного пакета гофрированных лент, набранных «гофр в гофр», установленного с натягом по вершинам гофров в кольцевой зазор между втулкой, напрессованной на невращающееся наружное кольцо подшипника и корпусом демпфирующего устройства, закрепленным в опоре ротора, содержащий сборку лент «гофр в гофр» в кольцевой пакет, установку пакета без натяга в кольцевой зазор между корпусом приспособления и секторами, составленными в круг с центральным коническим отверстием и радиусом наружной цилиндрической поверхности сектора, равным радиусу наружной поверхности втулки, на которую опирается пакет в собранной опоре ротора, причем наружный диаметр этого зазора равен внутреннему диаметру корпуса демпфирующего устройства, пуансоном с конусом, ответным конусу этого отверстия, одновременно раздвигают сектора так, что они одновременно сжимают все гофры пакета на одну и ту же деформацию, равную натягу по вершинам гофров в собранном демпфирующем устройстве, и выпрессовывают собранный пакет в кольцевой зазор опоры ротора.
Этот способ по технической сущности наиболее близок к предлагаемым и принят за прототип.
Использование этого способа для сборки спарок с демпфирующим устройством роторов КВД и ротора вентилятора с ротором КНД по п. 3, 4, 5, 8, 10, 11 и 12 формулы изобретения нуждается в его существенной доработке.
Поэтому предлагается способ сборки спарки с демпфирующим устройством, состоящий в том, что упругогистерезисный элемент ротора КВД по п.п. 3, 4, 5, 8, или упругогистерезисный элемент ротора вентилятора по п.п. 10, 11 и 12 формулы изобретения собирают непосредственно без натяга в кольцевом зазоре между корпусом приспособления и секторами, составленными в круг с центральным коническим отверстием и радиусом наружной цилиндрической поверхности сектора, равным радиусу наружной поверхности нижней полки паза во фланце кольца второго рабочего колеса спарки, или в случае изготовления упругогистерезисного элемента в виде троса устанавливают его в этот кольцевой зазор без натяга или с небольшим натягом, пуансоном с конусом, ответным конусу этого отверстия, одновременно раздвигают сектора так, что они одновременно сжимают упругогистерезисный элемент на одну и ту же деформацию, равную натягу, измеренному в мм, упругогистерезисного элемента в собранной спарке, и выпрессовывают упругогистерезисный элемент в кольцевую канавку во фланце кольца второго колеса спарки, отличающийся тем, что наружный диаметр зазора, в котором без натяга размещен упругогистерезисный элемент, равен диаметру окружности, касательной к основаниям фрикционных элементов, который может быть равным или меньшем диаметра внутренней поверхности верхней полки кольцевой канавки, до выпрессовки упругогистерезисного элемента в канавку на кольцо второго рабочего колеса спарки устанавливают разъемное в двух или нескольких равнорасположенных по окружности радиальных стыках технологическое кольцо с радиально расположенными прорезями под перья фрикционных элементов, в пазы фланца кольца второго рабочего колеса и прорези разъемного кольца устанавливают фрикционные элементы, в кольцевую канавку устанавливают шаблон, выполненный в виде дистанционного кольца, внутренний диаметр которого, равен диаметру внутренней поверхности канавки, а наружный диаметр, равен диаметру окружности, касательной к основаниям фрикционных элементов, или шаблоны в виде сегментов этого кольца, и с помощью этого шаблона или шаблонов устанавливают фрикционные элементы в положение, которое они занимают во втором рабочем колесе полностью собранной спарки, фиксируют в этом положении фрикционные элементы нажимными винтами, ввернутыми в разъемное технологическое кольцо удаляют шаблон или шаблоны и выпрессовывают упругогистерезиный элемент в кольцевую канавку, с помощью болтов, шайб и самоконтрящихся гаек второе рабочее колесо с собранными демпфирующими устройствами закрепляют на первом рабочем колесе спарки, и демонтируют разъемное технологическое кольцо.
Ширина прорезей под перья должна быть такой, чтобы кольцо фиксировало фрикционные элементы по их основаниям, и позволяла после закрепления второго рабочего колеса спарки и создания натяга фрикционных элементов по лопатке свободно сдвигать разъемное кольцо в осевом направлении ротора в положение, в котором оно может быть демонтировано.
С целью обеспечения одинаковости нагрузок, прижимающих фрикционные элементы к лопаткам, предлагается способ сборки спарки, отличающийся тем, что гофры упругогистерезисного элемента ротора КВД по п.п. 3, 4, 5 формулы изобретения сжимают на одну и ту же деформацию, равную натягу упругогистерезисного элемента, в собранной спарке, измеренному в мм, последовательно в следующем порядке: сначала предварительно сжимают гофр, расположенный непосредственно у центрального гофра упругогистерезисного элемента, затем сжимают центральный гофр и полностью освобождают от нагрузки предварительно сжатый гофр, затем последовательно сжимают гофры, расположенные справа и слева от центрального гофра, включая и этот гофр, симметрично и постепенно продвигаясь от центрального гофра к концам упругогистерезисного элемента, причем каждый гофр сжимается своим сухарем, который сдвигают в радиальном направлении своим ходовым винтом, закрепленным в опоре с возможностью вращения.
Каждый гофр упругогистерезисного элемента при этом способе сборки деформируется на одну и ту же величину при одних и тех же граничных условиях и создает одну и ту же силу, давящую на фрикционный элемент.
У всех предложенных демпфирующих устройств при всех предложенных способах сборки спарки натяг по контактным поверхностям фрикционного элемента создан упругой деформацией упругогистерезисного элемента, во много раз большей суммы возможного износа контактирующих поверхностей демпфирующего устройства втечение ресурса двигателя и максимально возможной амплитуды смещения основания фрикционного элемента в месте его контакта с упругогистерезисным элементом. Поэтому достаточная величина этого натяга будет сохраняться втечение ресурса двигателя, и поэтому выполнение виртуального эксперимента должно начинаться с определения процесса нагружения упругогистерезисного элемента в процессе сборки спарки и определения величины нагрузки, давящей на каждый фрикционный элемент в собранной спарке.
Предлагаемые: ротор КВД, ротор вентилятора с ротором КНД и способы сборки спарок иллюстрируются фигурами:
на фиг. 1 изображена схема шестиступенчатого ротора КВД, состоящего из спарки двух блисков - рабочих колес первой и второй ступеней, спарки из блиска второй ступени и колеса третьей ступени с замковыми креплениями лопаток и спарки из колеса третьей и единого рабочего колеса с четвертой по шестую ступень;
на фиг. 2 изображена рабочая лопатка блиска ступени компрессора без четырехугольного фрагмента пера лопатки;
на фиг. 3 изображен фрагмент спарки с рабочей лопаткой, демпфирующим устройством и креплением колес друг к другу;
на фиг. 4 изображен вид по стр. А на фиг. 3;
на фиг. 5 изображен вид по стр. Б на фиг. 3;
на фиг. 6 изображен фрагмент спарки, у демпфирующего устройства которого упругогистерезисный элемент выполнен в виде гофрированной ленты;
на фиг. 7 изображен фрагмент спарки, у демпфирующего устройства которого упругогистерезисный элемент выполнен в виде пакета из двух или более гофрированных лент, собранных «гофр в гофр»;
на фиг. 8 изображен, упругогистерезисный элемент, выполненный в виде гофрированного пакета, у которого стыки лент равномерно распределены по окружности и размещены в вершинах гофров;
на фиг. 9 изображен, упругогистерезисный элемент, выполненный в виде гофрированного пакета, собранного из отдельных пар гофрированных лент, у которых стык концов одной ленты расположен диаметрально противоположно стыку концов другой ленты, а стык концов ленты каждой следующей пары, контактирующей с лентой предыдущей пары, смещен от стыка концов этой ленты на угол к;
на фиг. 10 изображен выносной элемент В на фиг. 9;
на фиг. 11 изображен фрагмент спарки с демпфирующим устройством с упругогистерезисным элементом, составленным из отдельных сегментов -многослойных пакетов;
на фиг. 12 изображена компоновка многослойного пакета до сборки в кольцевой паз рабочего колеса спарки;
на фиг. 13 изображен фрагмент спарки из двух блисков ступеней компрессора с демпфирующим устройством с упругогистерезисным элементом, составленным из витков троса;
на фиг. 14 изображен фрагмент спарки из двух блисков ступеней компрессора с демпфирующим устройством с упругогистерезисным элементом, составленным из двух витков троса с меньшим диаметром и одним витком с большим диаметром и фрикционным элементом, упруго прижатым к перу лопатки верхним торцом и по боковой стороне;
на фиг. 15 изображена схема предлагаемого ротора вентилятора с рабочими широкохордыми лопатками со скрепленным с ним ротором КНД. Рабочее колесо вентилятора вместе со скрепленным с ним рабочим колесом ротора КНД образуют спарку с демпфирующим устройством колебаний широкохордных лопаток;
на фиг. 16 изображен фрагмент спарки ротора вентилятора с рабочими широкохордыми лопатками с скрепленным с ним ротором КНД с демпфирующим устройством с упругогистерезисным элементом, выполненным в виде многослойного гофрированного пакета;
на фиг. 17 изображено рабочее колесо ротора вентилятора;
на фиг. 18 изображен фрагмент спарки ротора вентилятора с рабочими пустотелыми широкохордыми лопатками с скрепленным с ним ротором КНД с демпфирующим устройством с упругогистерезисным элементом, выполненным в виде многослойного гофрированного пакета;
на фиг. 19 изображено приспособление для сборки упругогистерезисных элементов, в котором они в радиальных направлениях одновременно сжимаются на одну и ту же величину деформации;
на фиг. 20 изображен разрез по Г-Г на фиг. 19;
на фиг. 21 изображен фрагмент разъемного кольца, установленного на второе рабочее колесо спарки с размещенными в колесе фрикционными элементами;
на фиг. 22 изображен фрагмент приспособления для сборки упругогистерезисных элементов, например, выполненных в виде гофрированных пакетов, в котором они в радиальных направлениях сжимаются на одну и ту же величину деформации одной и той же силой;
Предлагаемый ротор КВД (см. фиг. 1), состоит из спарки из двух блисков - рабочих колес первой 1 и второй ступени 2, спарки из блиска второй ступени 2 и колеса 3 третьей ступени с замковыми креплениями лопаток и спарки из колеса 3 третьей ступени и единого колеса 4 четвертой по шестую ступень и из диска 5 с зубьями лабиринтного уплотнения 6. Причем блиск первой ступени 1 выполнен за одно целое с кольцом 7 с зубьями лабиринтного уплотнения 6. Блиск второй ступени 2-е кольцом 7 с зубьями лабиринтного уплотнения 6 и фланцем 8 для крепления к блиску первой ступени 1 и с валом ротора КВД 9, а колесо 3 и колесо 4-е кольцами 7 с зубьями лабиринтного уплотнения 6 и фланцем 8 для крепления к блиску второй ступени 2, или колесу третьей ступени 3. Причем каждый блиск является деталью, фрезерованной из единой заготовки, а единое рабочее колесо 4 выполнено в виде бочки с дисками. Каждое второе колесо спарки центрируется по ее первому колесу и закреплено на нем болтами 10, шайбами 11 и самоконтрящимися гайками 12. Диск 5 крепится к заднему фланцу 13 единого колеса 4. Лопатки 14 устанавливаются на колесо 3 третьей ступени при помощи паза «ласточкин хвост» и проставки 15, устанавливаемой под замок 16 лопатки, и фиксируются от осевого смещения упорным кольцом 17, прикрепленным винтами 18 к переднему торцу обода диска третьей ступени и фланцем 8 второго колеса спарки. Лопатки 14 с четвертой по шестую ступеней ротора КВД устанавливаются на единое рабочее колесо 4 ротора КВД в три профилированные кольцевые канавки 19. Платформы 20 лопаток 14 с четвертой по шестую ступеней КВД плотно прилегают друг к другу, обеспечивая надежную фиксацию лопаток в тангенциальном направлении. Четыре лопатки на каждой с 4 по 6 ступень КВД имеют специальные вырезы в платформе под два замка, закрепленных в каждой кольцевой канавке (на фиг. не показаны). Оба блиска ротора КВД, рабочее колесо 3 и его лопатки 14 выполнены из титанового сплава, а упорное кольцо 17, бочка с дисками и лопатки 14 единого рабочего колеса 4 и диск 5 - из никелевого сплава. У лопаток 14 первого колеса каждой спарки ротора КВД, т.е. у лопаток 14 обоих блисков 1 и 2 (см. фиг. 2) и рабочего колеса 3 третьей ступени перо 21 выполнено без четырехугольного фрагмента 22 в форме трапеции или прямоугольника (на фиг. 2 его граница показана штрихпунктирной линией с двумя точками). Одной стороной фрагмента 22 является задняя кромка 23 пера 21 лопатки 14. У пера 21 лопатки 14 внутренний угол между сторонами 24 и 25, служащими верхним основанием и боковой стороной этого четырехугольника, скруглен радиусом, и этот угол равен или больше 90°. Обод 26 диска этого блиска или этого колеса 3 выполнен только на длине основания 27 пера 21 лопатки 14. Длина замка 16 лопатки 14 колеса 3 (см. фиг. 1) равна или меньше длины обода 26 диска и замок 16 лопатки 14 не выступает за торцы обода. Во фланце 8 (см. фиг. 3) выполнена кольцевая канавка 28, концентричная оси колеса. В наружной полке 29 (см. фиг. 3 и 4) этой канавки выполнены радиально равнорасположенные ответно лопаткам 14 первого колеса спарки, к которому крепиться это колесо, сквозные пазы 30, с вершиной, выполненной по дуге окружности, касательной к боковым сторонам паза. В кольцевую канавку 28 с натягом по полкам канавки вставлен кольцевой упругогистерезисный элемент конструкционного демпфирования 31, а в радиально расположенные пазы 30 своими основаниями 32 без зазора или с очень малым зазором по стенкам паза 30, например, с зазором, меньшим 0,02 мм, вставлены до упора основаниями 32 в упругогистерезисный элемент 31 фрикционные элементы 33, состоящие из основания 32, в плане точно повторяющего форму паза 30 (см. фиг. 4 и 5), и пера 34, имеющего геометрическую форму четырехугольника, изъятого из каждой рабочей лопатки, с поперечными сечениями, точно повторяющими геометрические формы поперечных сечений изъятого фрагмента 22 пера 21 лопатки 14 (см. фиг. 2 и 3). Торец основания 32 фрикционного элемента 33 (см. фиг. 3), контактирующий с упругогистерезисным элементом 31, может быть плоским, выпуклым цилиндрическим с большим радиусом и осью цилиндра, параллельной оси ротора, или выпуклым сферическим с большим радиусом (на фиг. не показано). Второе колесо спарки закреплено таким образом, что перо 34 каждого фрикционного элемента 33 (см. фиг. 2 и 3) точно занимает место изъятого фрагмента 22 пера 21 лопатки 14. При этом создается требуемая величина нагрузки, прижимающей фрикционный элемент 33 к стороне пера 21 лопатки 14, контактирующей с верхним торцом 35 пера 34 фрикционного элемента 33, созданная за счет большой упругой деформации упругогистерезисного элемента 31, полностью или неполностью выпрямляющей его, а на всех рабочих режимах двигателя эти элементы дополнительно еще прижимаются друг к другу центробежной силой, созданной массой фрикционного элемента 33. Верхний торец 35 пера 34 фрикционного элемента 33 (см. фиг. 3) в поперечном сечении может быть плоским или скругленным большим радиусом (на фиг. не показано). При этом между торцом 36 обода первого колеса спарки (см. фиг. 5) и ответными торцами 37 оснований 32 фрикционных элементов 33 натяг равен нулю или имеется малый зазор, например, 0,01÷0,02 мм. Толщина основания 32 фрикционного элемента 33 и форма его наружной поверхности 38 (см. фиг. 3) выполнены такими, чтобы в собранной спарке наружная поверхность 38 основания 32 фрикционного элемента 33 составляла с наружной поверхностью внутреннего кольца НА (на фиг. не показано) второго колеса спарки одну поверхность. Высота пера 34 фрикционного элемента 33 выбрана такой, чтобы его верхний торец 35 и ответная сторона пера 21 лопатки 14, контактирующая с ним, располагались вне узлов опасных форм колебаний лопатки, в месте больших амплитуд смещений ее пера, при которых бы происходило взаимное проскальзывание с сухим трением верхнего торца 35 фрикционного элемента 33 и ответной ему стороны пера 21 лопатки 14. Трущиеся с сухим трением поверхности системы «диск - рабочие лопатки - демпфирующие устройства» покрыты износостойким покрытием, например, серебрением. Оптимальная и конечная настройки системы «фрагмент диска - рабочая лопатка - демпфирующее устройство и размерные параметры демпфирующих устройств определяются из виртуального эксперимента.
Предлагается ротор КВД (см. фиг. 6), отличающаяся тем, что упругогистерезисный элемент каждой его спарки выполнен в виде гофрированной стальной каленой или нагартованной шлифованной ленты 39, изготавливаемой, например, из стали 15НХТЮ, или из пакета 40 (см. фиг. 7) двух и более таких лент, собранного «гофр в гофр», или гофрированная лента или пакет (на фиг. не показано) составлены из двух или более одинаковых кусков, и установленного в кольцевую канавку 28 второго рабочего колеса каждой спарки ротора КВД так, как это описано в одном из предлагаемых в п.п. 13 и 14 формулы изобретения способов сборки спарки, и при этом так, что основания 32 фрикционных элементов 33 опираются на вершины гофров 41. Гофры 41 упруго сдеформированы таким образом, что они выпрямлены либо полностью, либо неполностью, так что остается некоторая величина стрелы выгиба гофра, например, 0,1÷0,2 мм. В обоих этих случаях основания 32 фрикционных элементов 33 в собранной спарке выступают внутрь кольцевой канавки 28 на величину 0,1÷0,2 мм, т.е. натяг гофрированного пакета по обеим полкам кольцевой канавки 28 меньше натяга гофров 41 по полке 43 и основанию 32 фрикционного элемента 33 на эту величину. Причем в каждом стыке концов 44 лент 39 при неполном выпрямлении гофров 41 имеется зазор, больший суммарной величины смещений концов гофрированной ленты 39 или пакета 40 в окружном направлении при колебаниях рабочих лопаток либо всего пакета 40, если он выполнен с одним стыком концов 44 лент 39, либо его отдельного куска.
Предлагается ротор КВД, отличающийся тем, что стыки концов 44 лент 39 упругогистерезисного элемента каждой его спарки, выполненного в виде пакета 40 (см. фиг. 8), равномерно размещены по окружности и предпочтительно располагаются в вершинах гофров 41, опирающихся на полки 29 и 43 кольцевой канавки 28 вне расположения фрикционных элементов 33.
Предлагается ротор КВД (см. фиг. 9), отличающийся тем, что упругогистерезисный элемент каждой его спарки, выполненный в виде пакета 40, собран из отдельных пар 45 гофрированных лент 39, у которых стык концов 44 одной ленты 39 расположен диаметрально противоположно стыку концов 44 другой ленты 39 (см. фиг. 10), а стык концов 44 ленты 39 каждой следующей пары 45, контактирующей с лентой 39 предыдущей пары 45, также смещен от стыка концов этой ленты на угол я и стыки лент 39 расположены в вершинах гофров 41, опирающихся на полку 43 кольцевой канавки 28.
Предлагается ротор КВД (см. фиг. 3), отличающийся тем, что кольцевой упругогистерезисный элемент 31 каждой спарки ротора КВД изготовлен холодным прессованием из проволочного нетканого материала MP большой плотности λ=2,5÷3,5 г/см3 и более из нагартованной нержавеющей стальной проволоки с предпочтительным диаметром проволоки d=0,12÷0,3 мм с отношением D/d=8÷10, где D - диаметр проволочной спирали, из которой изготовлен материал MP, или собран из отдельных сегментов (на фиг не показано), составленных встык в кольцо, изготовленных из этого материала.
Предлагается ротор КВД (см. фиг. 11), отличающийся тем, что кольцевой упругогистерезисный элемент 31 каждой спарки ротора КВД набран из отдельных сегментов - многослойных пакетов 46 из n≥15 стальных, каленых или нагартованных, шлифованных лент, изготовленных из жаропрочной или жаростойкой нержавеющей стали, например, из стали 15НХТЮ. До сборки в кольцевую канавку 28 кольца второго рабочего колеса спарки (см. фиг. 12) пакеты 46 собирают в следующей компоновке: в центре пакета 46 устанавливают одну, две или более гладкие ленты 47, на них с двух сторон устанавливают одинаковые пакеты 48 гофрированных лент 49, набранных «гофр в гофр». Угловой шаг гофров 41 этих пакетов одинаков и в собранном пакете, в рабочем колесе, в два, три раза меньше углового шага фрикционных элементов 33 (см. фиг. 11 и 12). Гофрированные пакеты 48 установлены так на пакет 50 гладких лент 47, что вершины одного гофрированного пакета располагаются под впадинами другого гофрированного пакета (см. фиг. 12) и вершины гофров пакета 48, установленного снаружи пакета гладких лент 47, опирающиеся на основания 32 фрикционных элементов 33, опираются на них в их средней радиальной плоскости (в собранном пакете 46, см. фиг. 11 и 12, на фиг. 11 положения вершин гофров 41 пакетов 48 показано штрихпунктирными линиями). Снаружи обоих гофрированных пакетов 48 установлены ленты 51 с выступами. Угловой шаг выступов ленты 51, установленной снаружи пакета 48 гофрированных лент, на выступы которой непосредственно опираются основания 32 фрикционных элементов 33, равен половине углового шага фрикционных элементов 33, а угловой шаг выступов второй ленты 51 равен угловому шагу фрикционных элементов 33 и середины выступов этих лент располагаются радиальных плоскостях, расположенных в серединах пролетов между фрикционными элементами. На фиг. 12 изображена компоновка пакета 46, у которого угловой шаг гофров 41 (в собранном пакете) в два раза меньше углового шага фрикционных элементов 33. Взаимное положение компоновки пакета 46 и фрикционных элементов 33 на фиг. 12 изображено условно - гофрированные пакеты 48 показаны невыжатыми, а с целью упрощения понимания чертежа и его выполнения расположение вершин гофров 41 показано в положении, которое они занимают в собранном пакете 46. Поэтому на фиг. 12 фрагмент фланца 8 с фрикционными элементами 33 изображен штрихпунктирной линией с двумя точками. Фрагмент приспособления, в котором производят сборку компоновки пакета 46, изображен на фиг. 12 условно сплошной тонкой линией. В случае, когда угловой шаг гофров 41 в два раза меньше углового шага фрикционных элементов 33, ширина выступов в окружном направлении наружной ленты 51 может быть меньше, равна или больше половины углового шага гофров 41. Ширина выступов в окружном направлении внутренней ленты 51 может быть меньше, равна или больше углового шага гофров 41. В случае, когда угловой шаг гофров 41 в три раза меньше углового шага фрикционных элементов 33, угловые шаги выступов лент 51, такие же, как и в предыдущем случае. Но в этом случае ширина выступов в окружном направлении наружной ленты 51 может быть меньше, равна или больше углового шага гофров 41. Ширина выступов в окружном направлении внутренней ленты 51 может быть меньше, равна или больше двух угловых шагов гофров 41. Предпочтительная толщина лент 47 и 49 пакета 46 h=0.2÷0.4 мм. Толщина наружных лент 51 в пролетах пакета, между выступами этих лент, равна hн=(к/2) где предпочтительное значение к=2÷10, а толщина наружных лент по выступам и ширина выступов подобраны таким образом, что при потребной величине пролета пакета 46. в пакетах 46, установленных в кольцевую канавку 28 кольца второго колеса спарки после закрепления его на ее первом рабочем колесе, гофры 41 гофрированных пакетов 48 были полностью выпрямлены, а прогиб пакета под основанием 32 фрикционного элемента 33 был таким, чтобы между пакетом 46 и ответной полкой канавки 28 в середине пролета между выступами, которыми пакет 46 опирается на эту полку, оставался зазор, предпочтительно равный 0,1÷0,2 мм.
Предлагается ротор КВД (см. фиг. 13), отличающаяся тем, что кольцевой упругогистерезисный элемент каждой спарки ротора КВД выполнен из одного, двух и более витков троса 52, свитого из жаропрочной пружинной проволоки из шести или восемнадцати жил 53 без центральной жилы, и размещен с требуемым упругим натягом по полкам канавки 28 и основаниям 32 фрикционных элементов 33 в кольцевой канавке 28 второго блиска 2, и спарка собрана по способу п. 13 формулы изобретения.
Предлагается ротор КВД (см. фиг. 14), отличающийся тем, что четырехугольный фрагмент, изымаемый из пера 21 рабочей лопатки 14 каждого первого рабочего колеса спарок ротора КВД, выполнен с внутренним углом, большим 90° на такой угол ϕ, что его tgϕ=δ/b, где δ - радиальный натяг в мм в кольцевом упругогистерезисном элементе спарки, b - ширина четырехугольного фрагмента, измеренная в плоскости, параллельной оси ротора, проходящей через вершину этого угла, кольцевой упругогистерезисный элемент каждой спарки ротора выполнен из одного или двух витков троса 52, свитого из жаропрочной пружинной проволоки из шести или восемнадцати жил 53 без центральной жилы и одного витка троса 54, свитого также из жаропрочной пружинной проволоки из восемнадцати жил без центральной жилы, но с большим диаметром, а основание 32 каждого фрикционного элемента 33 на части его длины скошено, и фрикционный элемент 33 нескошенной частью основания 32 с радиальным натягом δ опирается на виток или витки троса 52 меньшего диаметра, а с радиальным натягом δ и осевым натягом δo - на виток троса 54 с большим диаметром таким образом, что фрикционный элемент 33 прижат верхним торцом 35 и боковой стороной 55 к ответным торцу 24 и боковой стороне 25 пера 21 лопатки 14.
Предлагается ротор вентилятора с рабочими широкохордыми лопатками со скрепленным с ним ротором КНД (см. фиг. 15), состоящий из рабочего колеса 56 вентилятора и единого рабочего колеса с первой по третью ступени 57 ротора КНД, двух коков - переднего 58 и заднего 59, закрывающих ступицу 60 рабочего колеса 56 спереди. Передний кок 58 задним фланцем 61 винтами 18 крепится к переднему фланцу 62 заднего кока 59. Задний кок 59 с помощью болтов 10 шайб 11 и самоконтрящихся гаек 12 крепится через предохранительное кольцо 63 к фигурному фланцу 64, выполненному на ободе рабочего колеса 56 вентилятора. На рабочем колесе 56 вентилятора (см. фиг. 16) с помощью замков «ласточкин хвост» 65, закреплены рабочие широкохордные лопатки 66. Фиксация лопатки 66 в осевом направлении осуществляется при помощи стопорного язычка 67, выполненного на задней части замка 65 лопатки 66, который при стопорении входит в зацепление с пружинным фланцем 68 ротора КНД 69, и при помощи проставки 70, устанавливаемой в паз под замком 65, на передней части которой выполнен клинообразный уступ (на фиг. не показан), в который упирается замок 65 лопатки. Проставки 70 от осевого смещения зафиксированы при помощи предохранительного кольца 63. Промежутки между лопатками закрыты платформами 71 (см. фиг. 15). Пазы 72 под замки широкохордных лопаток (см. фиг. 17) выполнены на всей ширине обода колеса 56 ротора вентилятора. На наружной поверхности обода выполнены два фланца 73 и 74 в виде равнорасположенных в межлопаточных промежутках проушин 75 и 76 с отверстиями под болты, причем у фланца 74 отсутствуют две диаметрально расположенные проушины. Фланец 73 расположен в средней части обода и к нему прикреплены платформы 71 (см. фиг. 15), которые кроме двух диаметрально расположенных платформ, сцентрированы по фланцу 74. Эти две платформы сцентрированы по наружной поверхности рабочего колеса 56. Фланец 74 и центрирующий поясок 77 выполнены у заднего торца обода колеса 56 (см. фиг. 15 и 17) и к этому фланцу 74 своим фланцем 78 крепится и центрируется по пояску 77 ротор КНД 69. Круглые головки болтов частично срезаны таким образом, чтобы не происходил проворот болтов при наворачивание на болты самоконтрящихся гаек (на фиг. не показано). Перо 79 широкохордных лопаток 66 (см. фиг. 16) выполнено так, что хорды поперечных сечений средней части пера, начиная с сечения, расположенного непосредственно над платформой 71 больше хорды корневого сечения лопатки. Единое рабочее колесо с первой по третью ступени 57 ротора КНД (см. фиг. 15), выполнено в виде пустотелой бочки 80 с тремя кольцевыми приливами 81 на ее внешней и внутренней поверхностях, в которых выполнены кольцевые канавки 82 с поперечным сечением «ласточкин хвост», в которых своими замками жестко закреплены рабочие лопатки 83. Рабочее колесо 56 вентилятора вместе с скрепленным с ним рабочим колесом 57 ротора КНД образуют спарку, у широкохордных лопаток 66 первого колеса которой, рабочего колеса 56 вентилятора, из пера 79 лопатки (см. фиг. 15 и 16), начиная с его поперечного сечения, расположенного непосредственно над платформой 71, у задней кромки пера, изъят четырехугольный фрагмент пера в форме трапеции или прямоугольника (на фиг. он изображен штрихпунктирной линией с двумя точками), одной стороной которого является задняя кромка пера лопатки, и у пера лопатки внутренний угол между сторонами, служащими верхним основанием и боковой стороной этого четырехугольника, скруглен радиусом, и этот угол равен или больше 90°, с текущим значением ширины фрагмента, измеренной в направлении хорды поперечного сечения лопатки, равной разности длин хорд текущего поперечного сечения пера лопатки и его поперечного сечения, расположенного непосредственно над платформой 71. Наружная поверхность фланца 78 ротора КНД 69 к которому крепятся платформы 71 и которым ротор КНД 69 крепится к рабочему колесу 56 вентилятора, вместе с наружными поверхностями платформ 71 и наружной поверхностью внутреннего кольца НА первой ступени ротора КНД образуют часть поверхности газового тракта. Во фланце 78 ротора КНД 69 (см. фиг. 16) со стороны рабочего колеса 56 вентилятора на диаметре, большем диаметра, на котором расположены отверстия под болты крепления платформ 71, выполнена кольцевая канавка 28, концентричная оси ротора КНД, а в наружной полке 29 этой канавки выполнены сквозные пазы 30, с вершиной, выполненной по дуге окружности, касательной к боковым сторонам паза, и радиально равнорасположенные ответно лопаткам рабочего колеса вентилятора. В кольцевую канавку 28 с натягом по ее полкам вставлен кольцевой упругогистерезисный элемент 31, выполненный как упругогистерезисный элемент ротора КВД пункта 5 формулы изобретения, но с числом лент в гофрированном пакете n=10÷15, или как упругогистерезисный элемент ротора КВД пункта 7 формулы изобретения, а в радиально расположенные пазы 30 своими основаниями 32 без зазора или с очень малым зазором по стенкам паза 30, предпочтительно с зазором, меньшим 0,02 мм, вставлены до упора основаниями в упругогистерезисный элемент фрикционные элементы 33, состоящие из основания 32, в плане точно повторяющего форму паза 30, и пера 34, имеющего геометрическую форму фрагмента, изъятого из каждой широкохордной лопатки 66. Ротор КНД 69, второе колесо спарки, закреплено таким образом, что перо 34 каждого фрикционного элемента 33 точно занимает место изъятого фрагмента пера 79 широкохордной лопатки 66, при этом создается требуемая величина нагрузки, прижимающей фрикционный элемент к стороне пера лопатки, контактирующей с верхним торцом пера фрикционного элемента, созданная за счет большой упругой деформации упругогистерезисного элемента 31, полностью или неполностью выпрямляющей его, а на всех рабочих режимах двигателя фрикционный элемент 33 дополнительно еще прижимается центробежной силой, созданной его массой. Пружинный фланец 68 ротора КНД 69 выполнен в виде штампованного из листа плоского кольца с упругими радиально расположенными соответственно замкам 65 широкохордных лопаток 66 лепестками 84, за которые замки лопаток зацеплены своими стопорными язычками 67, а сам пружинный фланец закреплен на фланце 78 ротора КНД в месте крепления к нему рабочего колеса 56 вентилятора. При этом между сторонами перьев 79 лопаток 66 и ответными торцами оснований 32 фрикционных элементов 33 натяг равен нулю или имеется малый зазор, предпочтительно 0,01÷0,02 мм, а толщина основания фрикционного элемента и форма его наружной поверхности выполнены такими, чтобы в собранном роторе наружная поверхность оснований фрикционных элементов 33 и наружная поверхность фланца 78, в пазах 30 которого они расположены, составляла одну поверхность. Высота пера 34 фрикционного элемента 33 выбрана такой, чтобы его верхний торец и ответная сторона пера 79 широкохордной лопатки 66, контактирующая с ним, располагались вне узлов опасных форм колебаний лопатки, в месте больших амплитуд смещений ее пера, при которых бы происходило взаимное проскальзывание с сухим трением верхнего торца фрикционного элемента и ответной ему стороны пера лопатки. Трущиеся с сухим трением поверхности системы «рабочее колесо вентилятора - рабочие широкохордные лопатки -демпфирующие устройства» покрыты износостойким покрытием, предпочтительно серебрением, а оптимальная и конечная настройки системы «фрагмент рабочего колеса вентилятора - рабочая широкохордная лопатка -демпфирующее устройство» и размерные параметры демпфирующего устройства определяются из виртуального эксперимента.
Предлагается ротор вентилятора с рабочими широкохордыми лопатками с скрепленным с ним ротором КНД (на фиг. не показан), отличающийся тем, что ширина основания фрикционного элемента, измеренная в окружном направлении, равна ширине контактирующей с ним боковой стороне пера широкохордной лопатки, без изъятого фрагмента, в поперечном сечении лопатки, непосредственно расположенном у платформы, при этом длина основания фрикционного элемента, измеренная в осевом направлении выполнена большей длины пера фрикционного элемента, измеренной в этом же направлении.
Предлагается также ротор вентилятора с рабочими широкохордыми лопатками с скрепленным с ним ротором КНД, отличающийся тем, что широкохордные лопатки 66 (см. фиг. 18) выполнены пустотелыми, а перо 34 фрикционного элемента 33, выполняется не пустотелым с геометрией изъятого фрагмента пера лопатки 66, и перо фрикционного элемента контактирует с элементом силового каркаса пера лопатки (на фиг. не показано), либо по выступу 85 элемента 86 силового каркаса пера 79 пустотелой широкохордной лопатки 66 (см. фиг. 18).
Предлагается способ сборки спарки с демпфирующим устройством, состоящий в том, что упругогистерезисный элемент ротора КВД по п.п. 3, 4, 5, 8, или упругогистерезисный элемент ротора вентилятора по п.п. 10, 11 и 12 формулы изобретения собирают непосредственно без натяга в кольцевом зазоре 87 между корпусом приспособления 88 (см. фиг. 19) и секторами 89, составленными в круг с центральным коническим отверстием 90 и радиусом наружной цилиндрической поверхности сектора 89, равным радиусу наружной поверхности нижней полки паза 30 (см. фиг. 3) во фланце 8 или 78 (см. фиг. 16) второго рабочего колеса спарки, или в случае изготовления упругогистерезисного элемента в виде троса 52 (см. фиг. 13) устанавливают его в этот кольцевой зазор без натяга или с небольшим натягом. Пуансоном 91 с конусом, ответным конусу отверстия 90 (см. фиг. 20), одновременно раздвигают секторы 89 так, что они одновременно сжимают упругогистерезисный элемент 31 на одну и ту же деформацию, равную натягу, измеренному в мм, упругогистерезисного элемента 31 в собранной спарке. Выпрессовывают упругогистерезисный элемент 31 (см. фиг. 3) в кольцевую канавку 28 во фланце 8 кольца 7 или 78 второго колеса спарки (см. фиг. 16). Наружный диаметр зазора 87 (см. фиг. 20 и 3), в котором без натяга размещен упругогистерезисный элемент 31, равен диаметру окружности, касательной к основаниям 32 фрикционных элементов 33, который может быть равным или меньшем диаметра внутренней поверхности верхней полки кольцевой канавки 28. До выпрессовки упругогистерезисного элемента 31 в кольцевую канавку 28 (см. фиг. 10) на кольцо 7 второго рабочего колеса спарки (см. фиг. 21) устанавливают разъемное в двух или нескольких равнорасположенных по окружности стыках технологическое кольцо 92 с прорезями 93 под перья 34 фрикционных элементов 33. В пазы 30 фланца 8 кольца 7 или фланца 78 второго рабочего колеса (см. фиг. 16 и 21) и прорези 93 разъемного кольца 92 устанавливают фрикционные элементы 33. В кольцевую канавку 28 (см. фиг. 10 и 16) устанавливают шаблон (на фиг. не показан), выполненный в виде дистанционного кольца, внутренний диаметр которого, равен меньшему диаметру кольцевой канавки 28, а наружный диаметр, равен диаметру окружности, касательной к основаниям 32 фрикционных элементов 33, или шаблоны в виде сегментов этого кольца. С помощью этого шаблона или шаблонов устанавливают фрикционные элементы 33 в положение, которое они занимают во втором рабочем колесе полностью собранной спарки. Фиксируют в этом положении фрикционные элементы 33 (см. фиг. 21) затяжкой винтов 94. Удаляют шаблон или шаблоны и выпрессовывают упругогистерезиный элемент 31 в кольцевую канавку 28 (см. фиг. 10). С помощью призонных болтов 10, шайб 11 и самоконтрящихся гаек 12 второе рабочее колесо с собранными демпфирующими устройствами закрепляют на первом рабочем колесе спарки, и демонтируют технологическое разъемное кольцо 92 (см. фиг. 21).
Предлагается способ сборки спарки (см. фиг. 22) отличающийся тем, что гофры 41 упругогистерезисного элемента 31 ротора КВД по п.п. 3, 4, 5 формулы изобретения сжимают на одну и ту же деформацию, равную натягу δ упругогистерезисного элемента, в собранной спарке, измеренному в мм, последовательно в следующем порядке: сначала предварительно сжимают гофр 41, расположенный непосредственно у центрального гофра упругогистерезисного элемента 31, затем сжимают центральный гофр и полностью освобождают от нагрузки предварительно сжатый гофр 41, затем последовательно сжимают гофры, расположенные справа и слева от центрального гофра, включая и этот гофр 41, симметрично и постепенно продвигаясь от центрального гофра к концам упругогистерезисного элемента 31, причем каждый гофр сжимается своим сухарем 95, который сдвигают в радиальном направлении своим ходовым винтом 96, закрепленным в опоре 97 с возможностью вращения.
Сборка роторов КВД, ротора вентилятора со скрепленным с ним ротором КНД отличается от сборки этих узлов прототипа только особенностями, вносимыми тем обстоятельством, что предлагаемые роторы состоят из спарок, содержащих демпфирующие устройства колебаний рабочих лопаток с различного типа упругогистерезисными элементами. Поэтому опишем только эти особенности и отметим только, что при сборке ротора вентилятора (см. фиг. 15) сначала на рабочем колесе 56 вентилятора закрепляют все платформы 71, причем обе платформы 71, центрирующиеся по наружной поверхности рабочего колеса 56 вентилятора (см. фиг. 17), закрепляют в межлопаточных пространствах где отсутствуют проушины 76 фланца 74, и одну из этих платформ 71 закрепляют последней. Такой порядок закрепления платформ обеспечивает комфортное закрепление платформ, в том числе и последней. Затем в пазы колеса 56 устанавливают проставки 70 и широкохордные лопатки 66. Такая последовательность этих операций обеспечивает возможность закрепления платформ 71. Возможность осуществления этой последовательности операций обеспечивается профилированием той части пера широкохордной лопатки, которая располагается под платформой 71.
Сборку спарок с демпфирующими устройствами с упругогистерезисными элементами роторов КВД, выполненных по п.п. 3, 4, 5, 8, и роторов вентиляторов, выполненных по п.п. 10, 11 и 12 формулы изобретения, описывать не будем, так как она описана в описаниях предлагаемых способов сборки спарок.
Сборка спарок с демпфирующими устройствами с упругогистерезисным элементом 31 ротора КВД, выполненного по п. 6 формулы изобретения ясна и может быть выполнена с использованием приспособлений (см. фиг. 20 и 22) примерно такой же последовательностью операций, как это описано в предлагаемом способе сборки спарок по п. 13 формулы изобретения.
Сборка спарки с демпфирующим устройством с упругогистерезисным элементом 31 ротора КВД, выполненного по п. 7 формулы изобретения ясна и может быть выполнена также с использованием приспособлений (см. фиг. 20 и 22) примерно такой же последовательностью операций, как это описано в предлагаемом способе сборки спарок по п. 13 формулы изобретения. Для обеспечения более равномерного распределения натяга по упругогистерезисному элементу 31 в окружном направлении между упругогистерезисным элементом 31 и секторами 89 может быть установлена стальная лента (на фиг. не показана), которая остается в приспособлении при выпрессовывании упругогистерезисного элемента 31 в кольцевую канавку 28 второго рабочего колеса спарки.
Отметим, что этот способ сборки спарки применим и в случае выполнения упругогистерезисного элемента 31 из троса 52.
Сборка спарки (см. фиг. 14) наиболее проста и осуществляется следующим образом: последовательно устанавливают виток троса 54 и два витка троса 52 в кольцевую канавку 28 второго колеса спарки. Устанавливают в пазы 30 фрикционные элементы 33. Болтами 10, шайбами 11 и самоконтрящимися гайками 12 закрепляют второе колесо спарки на ее первом колесе. В результате каждый фрикционный элемент 33 своим верхним торцом с радиальным натягом δ прижимается к ответному торцу пера лопатки 14 и с осевым натягом δo - боковой стороной к ответной боковой стороне ее пера.
Демпфирующие устройства спарок предлагаемых роторов работают следующим образом: при колебаниях системы «диск - рабочие лопатки - демпфирующее устройство» энергия колебаний рассеивается за счет работы сил сухого трения при взаимном упругом проскальзывании контактирующих элементов упругогистерезисного элемента 31 и на контактных поверхностях фрикционных элементов 33 при взаимном упругом проскальзывании пера 34 каждого фрикционного элемента 33 относительно пера каждой лопатки 13 или 66 (см. фиг. 3 и 16) и основания 32 каждого фрикционного элемента 33 относительно упругогистерезисного элемента 31.
Основные преимущества предлагаемых конструкций описаны выше.
Демпфирующие устройства предлагаемых спарок универсальны в том смысле, что их можно использовать, как в блисках, так и в рабочих колесах вентиляторов, компрессоров авиадвигателей и турбомашин с замковыми креплениями лопаток. Причем, подчеркнем еще раз, что предлагаемые конструкции демпфирующих устройств, пригодные для эффективного гашения колебаний рабочих лопаток блисков, по сути своей в каком - то смысле являются пионерскими решениями, так как в литературе отсутствуют описания действительно эффективных таких устройств. Эти устройства достаточно просты конструктивно, компактны и незначительно ухудшают массовые характеристики рабочих колес и в целом роторов турбомашины, не портят законов обтекания рабочих лопаток газом и не ухудшают условий герметичности отдельных ступеней роторов турбомашины, т.е. не снижают кпд рабочих колес и турбомашины в целом.
Предлагаемые спарки обладают достаточно большой наработкой между ремонтами и достаточно хорошей ремонтопригодностью, по крайней мере, не меньшей, чем у рабочих колес с замковыми креплениями лопаток, так как упругогистерезисные элементы и фрикционные элементы могут быть заменены на новые в случае их недопустимого износа.
Упругогистерезисные элементы предлагаемых спарок обладают высокими демпфирующими свойствами (Ψmax=2,2÷5).
Уже сейчас можно разработать методологию проведения виртуального эксперимента по определению параметров всех предлагаемых спарок, обеспечивающих оптимальную и конечную настройку этих систем.
Ниже обсуждаются известные результаты, полезные для целесообразного построения этой методологии.
Сусликовым В.И., Эскиным И.Д., Алкеевым Р.И. методом МКЭ была решена задача циклического сжатия многослойного многопролетного гофрированного пакета между двумя параллельными абсолютно жесткими плитами и с помощью редактора «Ansys» проведены расчеты в широком диапазоне параметров для пологих гофров с отношением t/ƒг≥10, где t - шаг гофров пакета, ƒг - стрела выгиба гофра в каждом пролете пакета, для гофров, имеющих косинусоидальную форму упругой линии, форму дуги окружности и гофров с пологими прямыми склонами со скругленной радиусом вершиной и исследовано подобие по упругофрикционным свойствам этих пакетов.
Показано, что эти пакеты приближено подобны по упругофрикционным свойствам только в диапазоне деформаций, где петли гистерезиса не имеют явно выраженных «хвостов».
Этот диапазон деформаций оказался весьма широким и намного превышающим рабочие деформации упругогистерезисных элементов демпфирующих устройств предлагаемых спарок.
При больших деформациях пакетов процесс нагружения полностью расслоенного пакета становиться сильно нелинейным из-за интенсивного проявления феномена «уплощения» вершин гофров и у гистерезисных петель появляется «хвост». В этом диапазоне пакеты не подобны по упругофрикционным свойствам и геометрия гофров начинает оказывать сильное влияние на их УФХ. Так в этом диапазоне безразмерной деформации разница величин безразмерной силы при одной и той же безразмерной деформации у пакетов, отличающихся только формой гофров, у одного пакета гофры имели форму дуги окружности, а у другого гофры выполнялись с пологими прямыми склонами со скругленной радиусом вершиной, достигала 100%, т.е. пакет с гофрами с прямыми склонами при прочих одинаковых параметрах оказался в два раза жестче пакета с гофрами в форме дуги окружности.
Этот результат и рассмотренные выше результаты работы [23], по нашему мнению, позволяют сформулировать следующую важную гипотезу: типоразмеры многих устройств конструкционного демпфирования приближенно подобны по упругофрикционным свойствам в широком диапазоне параметров, как правило, превышающем практически используемый диапазон этих параметров, причем в этом диапазоне всегда находятся типоразмеры устройств с упругофрикционными характеристиками, мало отличающимися от максимально возможных для данного устройства, и они же при тех же конструктивных параметрах оказываются неподобными по этим свойствам при больших деформациях устройств, когда процесс нагружения полностью расслоенного устройства становится сильно нелинейным вследствие физической или геометрической нелинейности упругих свойств устройства в этом диапазоне деформаций.
Подчеркнем еще раз, что упругофрикционные свойства многих устройств конструкционного демпфирования (в том числе все предлагаемые) зависят от большого числа параметров, многие из которых остаются неизвестными. Но во многих случаях для обеспечения приближенного подобия по упругофрикционным свойствам различных типоразмеров этих устройств либо требуется выполнения условия одинаковости величины очень ограниченного числа независимых критериев подобия у различных типоразмеров устройств, причем значения этих величин во всех исследованных случаях всегда конструктивно, либо в рабочем диапазоне параметров устройства эти условия приближенного подобия выполняются, «автоматически», и в этом случае достаточно по методологии, разработанной в [23], установления самого факта приближенного подобия и построения обобщенных УФХ.
Заметим, что эти свойства справедливы для устройств, относящихся к различным классам систем конструкционного демпфирования, и именно благодаря этим их свойствам целесообразно при проведении виртуальных экспериментов исследовать приближенное подобие по упругофрикционным свойствам и определять УФХ в критериальных координатах даже для устройств, физическая модель которых может быть построена теоретически, так как велика вероятность, что различные типоразмеры этих устройств окажутся приближенно подобны по упругофрикционным свойствам, а УФХ построятся в виде обобщенных. Это существенно сократит объем расчетов каждого проводимого виртуального эксперимента.
Общеизвестным достоинством устройств конструкционного демпфирования является возможность использования УФХ устройств, определенных при их статическом нагружении, в решении динамических задач.
Процессы нагружения полей упругогистерезисных петель упругогистрезисных элементов предлагаемых спарок, работающих на сжатие в режиме одностороннего упругогистерезисного упора, не подчиняются принципу Майзинга и их можно идентифицировать, согласно принятой терминологии, как произвольные.
В этом случае, когда не построена физическая модель устройства и не имеется математического описания его эмпирической модели, а графически построено только найденное экспериментально поле упругогистерезисных петель устройства (например, когда упругогистерезисный элемент предлагаемого демпфирующего устройства выполнен из материала MP или из троса), предпочтительным способом задания базы для решения динамической задачи, например, задачи о вынужденных колебаниях системы «фрагмент диска - рабочая лопатка - демпфирующее устройство», по нашему мнению, является следующий способ: графическое построение исходной системы (ИС), состоящей из начального процесса нагружения устройства, и повторных нагрузочных и разгрузочных процессов, построенных с заданным шагом по деформации в во всем рабочем диапазоне устройства, их математическое описание - задание таблично или аппроксимация их полигонами или сплайнами, и разработка математического описания (алгоритма) условий для определения (выбора) процесса, по которому в данный момент времени загружается демпфирующее устройство системы, и линейных преобразований, которые надо произвести над ближайшим к этому процессу базовым нагрузочным или разгрузочным процессом для преобразования его в процесс, которым загружается демпфирующее устройство системы в данный момент времени. Базовый процесс в этом случае используется, как шаблон, а его преобразования - это отсечение некоторой, обычно постоянной для поля упругогистерезисных петель без «хвостов», доли начального участка шаблона (если это понадобиться), перенос шаблона в новое начало, являющееся началом процесса, по которому в данный момент времени загружается демпфирующее устройство системы, поворот шаблона относительно центра в его начале и отсечение лишней части шаблона. Причем эти преобразования выполняются с учетом условий, обусловленных наследственностью устройств конструкционного демпфирования.
Ближайшим базовым нагрузочным или разгрузочным процессом здесь является процесс, выбранный из двух базовых процессов, ограничивающих область поля петель, в которую попадает процесс, по которому в данный момент времени загружается демпфирующее устройство системы, в зависимости от того, какое принято условие выбора - выбирается первый процесс, встречаемый в направлении роста деформации или ее убывания.
Условия выбора процесса, по которому в данный момент времени загружается демпфирующее устройство, и условия, обусловленные наследственностью устройств конструкционного демпфирования (эти условия приближенно можно приближенно принять такими же, как у устройств конструкционного демпфирования, для которых справедлив принцип Майзинга). Все эти условия описаны в [23]. Там же рассмотрены свободные колебания системы с одной степенью свободы с конструкционным демпфированием с полем упругогистерезисных петель с различными произвольными формами, причем нагрузочные и разгрузочные процессы демпфирующего устройства аппроксимировались полигонами.
Задача о вынужденных колебаниях системы с одной степенью свободы с конструкционным демпфированием с полем упругогистерезисных петель с различными произвольными формами с учетом форм этих петель впервые решена Лазуткиным Г.В. (см. [7]).
В этой работе процессы загрузки аппроксимировались полиномами Чебышева, а сами задачи решались приближенными аналитическими методами. Автор утверждает, что разработанный им метод в десять раз улучшает точность решения, по сравнению с известными решениями этой задачи приближенными аналитическими методами.
Здесь надо дать некоторые пояснения.
Точность результатов виртуального эксперимента в случае использования обобщенных УФХ демпфирующих устройств определяется не точностью метода решения задачи, а суммой ошибок эксперимента по определению УФХ устройств и осреднения этих УФХ обобщенными УФХ, а на эти ошибки точность метода решения динамической задачи никак не влияет.
В [23] на примере задачи о вынужденных колебаниях системы с одной степенью свободы и петлями гистерезиса в форме параллелограмма проведено сравнение в широком диапазоне параметров решений этой задачи известными приближенными аналитическими методами, в том числе и наиболее простым из них методом прямой лианеризации, предложенным Пановко Я.Г. (см. [11]) с точным решением этой задачи. В результате было показано, что в широкой зоне зависимостей μp(r,β), где обычно и находятся рабочие режимы системы, все эти методы дают достаточно хорошую точность решения, но в зоне больших значений β, где с незначительным ростом β величина μp резко возрастает, все эти методы дают плохие по точности решения. Здесь μp - резонансный коэффициент усиления колебаний и r - отношение жесткостей системы в нерасслоенном и расслоенном состояниях.
Поэтому в [23] рекомендуется при моногармоническом возбуждении при исследовании резонансной зоны (а именно эти опасные зоны, прежде всего, интересуют конструктора и расчетчика) для получения быстрого, но достаточного точного результата применять, как наиболее простой, метод прямой лианеризации Пановко Я.Г. Эта рекомендация не потеряла актуальности и в настоящее время.
В работах Лазуткина Г.В. нет данных о точности его метода в зоне, где решения известными приближенными методами дают плохие результаты.
Отметим, что этот метод имеет плохую сходимость в случаях, когда процессы нагружения петель гистерезиса описываются полигонами, так для получения близкого по точности к точному решению задачи о вынужденных колебаниях системы с сухим трением в решении потребовалось использовать 1001 гармонику. Устройства же конструкционного демпфирования, у которых процессы нагружения описываются полигонами, или часть этого процесса описывается прямой, весьма часто используются на практике
Отметим также, что метод Лазуткина Г.В. сложен и громоздок, и в то же время давным - давно известен очень простой численный метод решения динамических задач с начальными условиями, условия равновесия в которых описываются обыкновенными дифференциальными уравнениями - метод Рунге - Кутта.
В [23] этим методом решены задачи о вынужденных колебаниях систем с одной степенью свободы, у которых процессы их деформирования описаны некоторой произвольной кривой, а для систем справедлив принцип Майзинга. Причем даже при наиболее простом математическом описании этой кривой - аппроксимацией ее полигоном этот метод позволил во всем рабочем диапазоне (в том числе и в зоне, где приближенные методы не точны) получить высокоточные решения, получить АЧХ без «затягивания», как в точном решении, в то время, как все приближенные аналитические методы, в том числе и метод, предложенный Лазуткиным Г.В., дают решения с АЧХ с небольшим «затягиванием». Этот метод, в отличие от приближенных аналитических методов, позволил получить бифуркации, которые получаются в точном решении у системы с петлей гистерезиса в форме параллелограмма, получить движения системы с сложным периодическим законом, которому соответствуют петли гистерезиса с «висящими» участками. Этот метод обладает и рядом других положительных качеств, которые рассматривать не будем. Подчеркнем только, что этим методом все задачи, решенные в монографиях Лазуткина Г.В. и др., можно решить несравненно проще, чем методом, которым они решены.
Заметим, что глобальные заголовки в книгах в некоторых случаях не соответствуют их содержанию, а еще чаще устаревают к моменту их публикации вследствие того, что прогресс пошел совсем другим магистральным направлением.
Сейчас уже это направление вполне определилось и действительным совершенствованием вычислительных процессов явилось создание ЭВМ с огромной оперативной памятью и чрезвычайно высокой производительностью и создание для них универсальных программ, совместимых с огромными и заданными в самых различных формах базами данных, численными методами, такими, например, как метод Рунге - Кутта и МКЭ, способных решать самые разнообразные задачи математики, механики, физики, химии, экономики и т.д. И дальнейшее совершенствование методов расчета в нашей отрасли знаний, по нашему мнению, во многом состоит в том, чтобы не только всемерно использовать эти программы, но и развивать их таким образом, чтобы они становились совместимыми с базами данных наших задач и годились для решения самых сложных задач механики.
Основываясь на проведенном выше анализе работ, из которых, по нашему мнению, можно почерпнуть ряд важных полезных результатов для проведения виртуального эксперимента с предлагаемыми устройствами, прежде всего, наиболее простого: исследования вынужденных колебаний системы «фрагмент диска - рабочая лопатка - демпфирующее устройство», кратко сформулируем рекомендации, по нашему мнению, полезные для успешного проведения этого виртуального эксперимента.
Для предлагаемой спарки с демпфирующим устройством с упругогистерезисным элементом, выполненным в виде неполностью выпрямленного гофрированного пакета:
Нагрузочный процесс при сборке упругогистерезисного элемента можно определить аналитически, воспользовавшись результатами работы [25], в том числе и для случая, когда упругогистерезисный элемент набран из отдельных кусков, если число гофров в куске m≥10, и по методологии работы [24], если число гофров в куске m≤10.
Для определения обобщенных УФХ упругогистерезисного элемента и любых процессов в поле упругогистерезисных петель, по которым он деформируется при колебании системы «диск - лопатки», нужно знать период стоячей волны этой формы в окружном направлении и рассматривать только сектор пакета длиной полупериода этой волны (эффект «накопления» действия сил трения учитывать только на этой длине), причем в случае, когда упругогистерезисный элемент набран из отдельных кусков и длина куска меньше полупериода этой волны, отдельно рассматривать этот кусок. Принять, что приращение деформации гофров в этом секторе описывается синусоидальным законом с полупериодом, равным полупериоду стоячей волны. Любой процесс в поле упругогистерезисных петель определять аналитически по методологии работы [24], если число гофров в секторе m≤10, причем закон распределения углов поворотов сечений в вершинах гофров может быть уточнен, и по методологии работы [25], если m≥10.
Из-за того, что рост сдавливающей нагрузки между слоями пакета при действии центробежных сил, обусловленных массой сектора упругогистерезисного элемента, существенно меньше сдавливающей нагрузки, созданной большой упругой деформацией гофров при сборке, а при действии центробежных сил, создаваемых пакетом, их действие сопровождается уменьшением этих упругих сил, т.е. действие этих центробежных сил в определенной степени компенсируется уменьшением этих упругих сил, при определении сдавливающей нагрузки, действующей на основание фрикционного элемента в поле центробежных сил, следует решить вопрос о величине доли массы гофра, создающей центробежную силу, складывающуюся с силой, давящей на основание фрикционного элемента в собранной спарке, а при решении задачи о вынужденных колебаниях лопатки - с УФХ упругогистерезисного элемента, найденными в статике.
Задачу о вынужденных колебаниях системы «фрагмент диска - рабочая лопатка - демпфирующее устройство» решаем методом МКЭ с учетом действия центробежных сил и температуры для наиболее нагруженной лопатки в секторе. По результатам решения для опасных форм колебания лопаток строятся зависимости σmax*(K, β, безразмерные параметры). Причем для разных опасных форм колебаний в рассматриваемый сектор может попасть различное число гофров пакета. Тогда для каждого нового сектора придется определять свои УФХ упругогистерезисного элемента. По этим зависимостям определяются оптимальная и предельные настройки, а по ним - размерные параметры демпфирующего устройства, обеспечивающие эти настройки системы в работе турбомашины. Конечно, гипотетически возможен случай, когда новая форма наиболее опасно проявится на другой лопатке в секторе. Тогда для рассмотрения этого случая придется определить новые УФХ (Эта лопатка опирается на свой гофр в секторе) и с ними решать задачу о вынужденных колебаниях лопатки. О выборе вида относительной жесткости системы K см. ниже.
Построение физической модели системы «фрагмент диска - рабочая лопатка - демпфирующее устройство» предлагаемой спарки с демпфирующим устройством с упругогистерезисным элементом, выполненным в виде гофрированного пакета, как уже указывалось, начинается с определения процесса деформирования упругогистерезисного элемента при его сборке в спарку. Эту задачу и динамическую задачу, по нашему мнению, лучше решать методом МКЭ в нелинейной постановке с применением метода невязок (метода Галеркина), так как при решении этой задачи в линейной постановке может не удастся полностью выпрямить гофры пакета. Для существенного упрощения этой задачи можно принять, что углы поворота сечений, лежащих в вершинах гофров, при деформировании равны нулю и принять идеологию работы [25]. Отметим, что вследствие того, что процесс деформирования упругогистерезисного элемента при при колебаниях лопаток может включать зону, где пакеты не подобны по УФХ (см. выше), полученный результат будет справедлив только для гофров с геометрической формой, рассмотренной в задаче.
Построение физической модели системы «фрагмент диска - рабочая лопатка - демпфирующее устройство» предлагаемой спарки с демпфирующим устройством с упругогистерезисным элементом, выполненным в виде полностью выпрямленного гофрированного пакета, также начинается с определения процесса деформирования упругогистерезисного элемента при его сборке в спарку. Эту задачу, по нашему мнению, также необходимо решать методом МКЭ в нелинейной постановке с применением метода невязок (метода Галеркина), так как при решений этой задачи в линейной постановке может не удастся полностью выпрямить гофры пакета. Для существенного упрощения этой задачи также можно принять, что углы поворота сечений, лежащих в вершинах гофров, при деформировании равны нулю и принять идеологию работы [25]. Отметим также, что вследствие того, что процесс деформирования упругогистерезисного элемента при сборке включает зону, где пакеты не подобны по УФХ (см. выше), полученный результат будет справедлив только для гофров с геометрической формой, рассмотренной в задаче.
В этом случае компенсации действия центробежных сил, созданных самим пакетом, не происходит. Поэтому для определения сдавливающей силы, действующей на основание фрикционного элемента, необходимо силу, выпрямившую гофр, сложить с центробежной силой, созданной долей массы гофра, которую надо научиться достаточно достоверно определять. Приближенно в этом случае можно принять, что фрикционный элемент 33 заделан в полке кольцевой канавки 28 фланца 8 второго рабочего колеса спарки (см. фиг. 8) и прижат верхним торцом к ответной ему стороне пера лопатки 14, силой, действующей на основание 32 фрикционного элемента 33 и центробежной силой, созданной массой фрикционного элемента. В результате чего можно принять, что создана абсолютно жесткая заделка фрикционного элемента в пазе 30. Тогда можно приближенно также принять, что взаимное проскальзывание при колебаниях пера лопатки 14 и торца пера 34 фрикционного элемента 33 наступает в момент полного отслоения пера лопатки и фрикционного элемента и упругогистерезисная петля демпфирующего устройства имеет форму параллелограмма. Задачу о вынужденных колебаниях системы «фрагмент диска - рабочая лопатка - демпфирующее устройство» также решаем методом МКЭ с учетом действия центробежных сил и температуры, а размерные параметры демпфирующего устройства определяем по двум настройкам системы по вышеописанной методологии.
Заметим, что выполнение виртуального эксперимента в случае этой предлагаемой спарки наиболее простое из всех предлагаемых.
При проведении виртуального эксперимента в случае, когда упругогистерезисный элемент демпфирующего устройства предлагаемой спарки выполнен в виде многослойного пакета пластин (см. фиг. 11), можно поступить двояким образом: обобщенные УФХ пакета в виде поля упругогистерезисных петель в критериальных координатах η-ξ взять из [23], а функциональные связи обобщенной силы трения Т и обобщенной деформации a с размерными параметрами пакета, взятые из приложения [23] скорректировать, учтя возрастание сдавливающей нагрузки между пластинами пакета за счет действия центробежных сил, созданных массой пакета, либо создать новую физическую модель сборки пакета и его циклического поперечного изгиба, решив эти задачи методом МКЭ (заметим, что в настоящее время это вполне возможно выполнить). Далее решать методом МКЭ динамическую задачу по уже описанной методологии.
Заметим, что к числу преимуществ предлагаемого пакета 46 (см. фиг. 11) можно отнести также то, что с ростом кратности уменьшения углового шага гофров гофрированных пакетов 48 по отношению к угловому шагу фрикционных элементов 33 растет надежность закрепления пролетов пакета.
К числу преимуществ всех предлагаемых пакетов следует отнести возможность изменения их УФХ в широких пределах без изменения конструкции технологических штампов только за счет изменения количества лент в пакете и толщины лент, а также изменения количества гладких и гофрированных лент в компоновке пакета 46.
При проведении виртуального эксперимента в случаях, когда упругогистерезисные элементы демпфирующих устройств предлагаемых спарок выполнены из материала MP или троса и работают на циклическое сжатие в режиме одностороннего упругогистерезисного упора, (напомним, что процессы деформирования этих упоров не подчиняются принципу Майзинга) по вышеописанной методологии в статике определяются математические эмпирические модели сборки упругогистерезисных элементов при сборке спарок и их циклического сжатия в виде обобщенного поля упругогистерезисных петель, построенных в критериальных координатах η-ξ и задающих: базовую ИС (свою, для каждого типа упругогистерезисных элементов, естественно, включающую начальный процесс деформирования, моделирующий сборку демпфирующего устройства), у которой процессы деформирования упругогистерезисного элемента могут быть заданы таблично, или описаны полигонами, или сплайнами, и алгоритм построения в этом поле любого процесса его деформирования, по которому в динамике в данный момент времени деформируется этот упругогистерезисный элемент, и функциональные зависимости обобщенной силы трения Т и обобщенной деформации от размерных параметров упругогистерезисного элемента. Использование УФХ, определенных в статике, в решении динамических задач без каких либо поправок в данных случаях оправдано, так как в первом приближении можно принять, что действие центробежных сил, созданных самим упругогистерезисным элементом, компенсируется уменьшением сдавливающей нагрузки, предварительно созданной его упругой деформацией при сборке. Поэтому приращение сдавливающей нагрузки в контакте фрикционного элемента с пером лопатки при воздействии поля центробежных сил равно центробежной силе, созданной массой фрикционного элемента. По вышеописанной методологии методом МКЭ решаются динамические задачи, по результатам этих решений определяются две вышерассмотренные настройки системы «фрагмент диска - рабочая лопатка - демпфирующее устройство» и определяются размерные параметры демпфирующих устройств предлагаемых спарок, обеспечивающие эти настройки системы.
от размерных параметров упругогистерезисного элемента. Использование УФХ, определенных в статике, в решении динамических задач без каких либо поправок в данных случаях оправдано, так как в первом приближении можно принять, что действие центробежных сил, созданных самим упругогистерезисным элементом, компенсируется уменьшением сдавливающей нагрузки, предварительно созданной его упругой деформацией при сборке. Поэтому приращение сдавливающей нагрузки в контакте фрикционного элемента с пером лопатки при воздействии поля центробежных сил равно центробежной силе, созданной массой фрикционного элемента. По вышеописанной методологии методом МКЭ решаются динамические задачи, по результатам этих решений определяются две вышерассмотренные настройки системы «фрагмент диска - рабочая лопатка - демпфирующее устройство» и определяются размерные параметры демпфирующих устройств предлагаемых спарок, обеспечивающие эти настройки системы.
Традиционно в качестве относительной жесткости демпфирующего устройства K (см. [23]) системы с распределенными параметрами с демпфирующей опорой, как уже указывалось, определяется как отношение среднециклической жесткости опоры к жесткости системы без опоры.
Но удобнее было бы относительную жесткость демпфирующего устройства К определять таким образом, чтобы она не зависела от параметров, сильно изменяющихся в процессе наработки турбомашины, например, таких, как коэффициент трения ƒ и сдавливающая нагрузка p на контактных поверхностях упругогистерезисного и фрикционного элементов. Это можно сделать в случае, когда упругогистерезисный элемент и демпфирующее устройство можно отнести к системам с неизменяющимися за цикл нагружения силами трения на контактных поверхностях и постоянной жесткостью системы при мысленном уничтожении сил трения в ней. Как уже указывалось, к таким системам приближенно можно отнести демпфирующее устройство и упругогистерезисный элемент предлагаемой спарки, выполненный в виде многослойного пластинчатого пакета. Для чего в числитель соотношения для величины K достаточно подставить вместо среднециклической жесткости устройства С жесткость полностью расслоенного демпфирующего устройства Ср. Но к каким последствиям в решении задачи приведет такая форма записи параметра K неизвестно и вопрос о целесообразности этой формы записи параметра K может быть решен только в процессе решения самой динамической задачи.
У предлагаемых спарок, упругогистерезисные элементы демпфирующих устройств которых работают на циклическое сжатие в режиме одностороннего упора, жесткость полностью расслоенного устройства, как в процессах нагружения, так и в разгрузочных процессах, зависит и от коэффициента трения ƒ и от сдавливающей нагрузки p на контактных поверхностях упругогистерезисного и фрикционного элементов, так как эти демпфирующие устройства относятся к системам с изменяющимися за цикл нагружения силами трения на их контактных поверхностях (см. [23]). Жесткость полностью расслоенного демпфирующего устройства при мысленном уничтожении сил трения в нем в случае изготовления упругогистерезисного элемента из материала MP или троса определить сложно или невозможно.
Поэтому для ослабления этой зависимости у параметра K предлагается вместо жесткости полностью расслоенного демпфирующего устройства в числитель значения этого параметра подставить величину Ср=(Срн+Срр)/2, где Срн - жесткость полностью расслоенного демпфирующего устройства в процессе нагружения и Срр - жесткость полностью расслоенного демпфирующего устройства в процессе разгружения.
В заключение выскажем еще одно предположение (гипотезу), которое в случае его справедливости сократит объем потребного виртуального эксперимента в разы.
Предлагаемые демпфирующие устройства являются высокоэффективными. Поэтому демпфирующее устройство, размерные параметры которого определены по оптимальной и конечной настройке системы «фрагмент диска - рабочая лопатка - демпфирующее устройство» первой формы колебания лопатки, весьма вероятно окажется высокоэффективным и для всех опасных форм колебаний рабочих лопаток колеса турбомашины во всем рабочем диапазоне его оборотов. Поэтому на первом этапе проведения виртуального эксперимента, по нашему мнению, будет целесообразным в этом случае ограничиться исследованием только первой формы колебания системы «фрагмент диска - рабочая лопатка - демпфирующее устройство».
По нашему мнению, наиболее важными достоинствами всех наших предложений, обеспечивающими высокую эффективность предлагаемых демпфирующих устройств, являются:
возможность применения во всех практических случаях фрикционных элементов с конструктивными параметрами, с жесткостью на изгиб одного порядка с жесткостью на изгиб рабочей лопатки, с которой он контактирует;
применение упругогистерезисных элементов конструкционного демпфирования с лучшими в настоящее время УФХ и высокими эксплуатационными качествами - прочностью, износостойкостью и ресурсом;
расчетность: возможность в недалеком будущем определения оптимальных параметров демпфирующих устройств из виртуального эксперимента по исследованию колебаний системы «фрагмент диска - рабочая лопатка - демпфирующее устройство»;
универсальность: возможность применения предлагаемых устройств в роторах авиационных двигателей пятого поколения, как для демпфирования колебаний рабочих лопаток блисков, так и колес с замковыми креплениями лопаток. Причем, по - видимому, в случае блисков предлагаемое решение пока остается единственным технически целесообразным решением.
Более того, предлагаемые конструкции спарок при должном подборе материалов упругогистерезисных элементов могут применяться в роторах барабанно дискового типа турбин низкого давления, в спарках с рабочими колесами, выполненными как по технологии «блиск» и «блинг», так и с колесами с замковыми креплениями лопаток.
В заключение отметим, что к числу преимуществ предлагаемых роторов КВД по сравнению с прототипом можно отнести и то, что рабочее колесо третьей ступени изготавливается из титанового сплава, за счет чего уменьшается вес ротора и это уменьшение существенно компенсирует увеличение веса предлагаемого ротора, получаемое при выполнении в виде предлагаемых спарок.
Библиографический список
1. А.с. СССР 128868. Демпфер сухого трения для изменения собственной частоты колебаний бандажированных рабочих лопаток турбин / В.С. Осадченко. - Опубл. 1960, Бюл. №11.).
2. А.с. СССР 183174. Способ изготовления нетканого материала MP из металлической проволоки / А.М. Сойфер, В.Н. Бузицкий, В.А. Першин. - Опубл. 1966, Бюл. №13).
3. А.с. 333277. Ротор турбомашины / Н.С. Кондрашов, П.Д. Вильнер, И.Д. Эскин. - Заявлено 12.11.1966. Опубл. 23.03.1972, Бюл. №11.)
4. Гуров А.Ф. Расчеты на прочность и колебания в ракетных двигателях / А.Ф. Гуров. – М.: Машиностроение. 1966. - 455 с.
5. Иностранные авиационные двигатели, издание XIII, ЦИАМ, Москва, 2000 г., С. 85…86.
6. Лазуткин Г.В. Динамика виброзащитных систем с конструкционным демпфированием и разработка виброизоляторов из проволочного материала МР / Лазуткин Г.В. - Самарский государственный университет путей сообщения. Самара, 2010. - 291 с.
7. Лазуткин Г.В. Совершенствование конструкций и методов расчета виброизоляторов на основе проволочного волокнового материала / Г.В. Лазуткин, Антипов В.А., Рябков А.Л. - Самарский государственный университет путей сообщения. Самара, 2008. - 199 с.
8. Киселев Ю.В. Двигатель SaM 146. Устройство основных узлов/ Ю.В. Киселев, Д.Ю. Киселев. - Электронное учебное пособие. СГАУ, Самара, 2012 г., стр. 22.
9. Котов А.С. Разработка методик расчета упругодемпфирующих характеристик виброизоляторов из материала MP: дисс. канд. тех. наук / А.С. Котов. - Самара: СГАУ, 2007.
10. Нихамкин М.Ш., Балакирев А.А., Воронов Л.В. Методика оценки эффективности кольцевых демпферов в блисках ГТД / М.Ш. Нихамкин, А.А. Балакирев, Л.В. Воронов. Авиационная и ракетно-космическая техника. 2012. С. 21-26.
11. Пановко Я.Г. Внутреннее трение при колебаниях упругих систем / Я.Г. Пановко. - М: Физмат, 1960. - 214 с.
12. Патент №2461717 РФ, МПК F01D 5/26, F01D 25/06. Устройство демпфирования колебаний широкохордых лопаток вентиляторов с большой конусностью втулки и вентилятор газотурбинного двигателя / Б.Ф. Шорр, Н.Н. Серебряков, М.А. Морозов. - Опубл. http://www.findpatent.ru/patent/246/2461717/html.
13. Патент РФ 2296246, МПК F04D 29/38. Способ получения широкохордной пустотелой лопатки вентилятора / Е.Н. Каблов, Ю.А. Абузин, А.И. Наймушин, В.Н. Кочетов, А.А. Шавнев. Опубл. 27.03.2007. Интернет: http://www.freepatent.ru/patents/22962A6
14. Патент США №5205713, 27. 04. 1993.
15. Патент США №5205714, 27. 04. 1993.
16. Патент США №6283707, 04. 09. 2001.
17. Патент США US 2007065291 (А1), приоритет 16. 09. 2005.
18. Пономарев Ю.К., Чегодаев Д.Е. Многослойные демпферы двигателей летательных аппаратов / Ю.К. Пономарев, Д.Е. Чегодаев, Ю.Н. Проничев, В.М. Верщигоров, А.Н. Кирилин. - Самарский гос. аэрокосм, ун-т им. акад. С.П. Королева. - Самара: Изд-во Самар. гос. аэрокосм, ун-та, 1998. - 234 с.
19. Седов П. И. Методы подобия и размерностей в механике / П.И. Седов. - М: ГИИТЛ. 1954. - 328 с.
20. Страхов Г.И. Простейшие задачи конструкционного демпфирования. Дис. на соискание ученой степени кан. тех. наук / Г.И. Страхов. - Институт машиноведения АН Лат. ССР. 1958.
21. Чегодаев Д.Е., Пономарев Ю.К. Демпфирование / Чегодаев Д.Е., Пономарев Ю.К. - Самарский гос. аэрокосм, ун-т им. акад. С.П. Королева. - Самара: Изд - во Самар. гос. аэрокосм, ун-та, 1997. - 334 с.
22. Шорр Б.Ф., Мельникова Г.В., Серебряков Н.Н. «Разработка технологий демпфирования колебаний рабочих лопаток турбин ТВД», ТО №13496, 2009.
23. Эскин И.Д. Исследование обобщенных упругофрикционных характеристик демпферов и амортизаторов авиационных двигателей: дис … канд. тех. наук / И.Д. Эскин. - Куйбышев: КуАИ, 1973. - 150 с. и приложение к этой дис. - 315 с.
24. Эскин И.Д. Циклическое сжатие многослойного многопролетного гофрированного пакета / И. Д. Эскин, Р. И. Алкеев, В. И. Иващенко // Вестник СГАУ. - №1 (39), 2013. - С. 178 - 191.
25. Эскин И.Д. Экспериментальные и расчетные исследования моделей циклического сжатия многослойного многопролетного гофрированного пакета / И.Д. Эскин, Р.И. Алкеев, В.И. Иващенко // Вестник СГАУ. - №1 (39), 2013. - С. 192-200.
26. Эскин И.Д. Об асимптотических свойствах систем конструкционного демпфирования / И.Д. Эскин, Г.В. Лазуткин, А.А. Тройников // Конструкционная прочность двигателей: тезисы докл. науч. - техн. конференции. - Куйбышев: КуАИ, 1970. - С. 35-39.
27. Laxalde D., Thouverez F., Lombard J-P. Vibration control for integrally bladed disks using friction ring damper. ASME Turbo Expo 2007, Montreal, Canada. GT 2007 - 27087.
28. Laxalde D., Thouverez F., Gilbert C. Experimental and numerical investigation of friction rings damping of blisks. ASME, Berlin, Germany. GT 2008 - 50862.
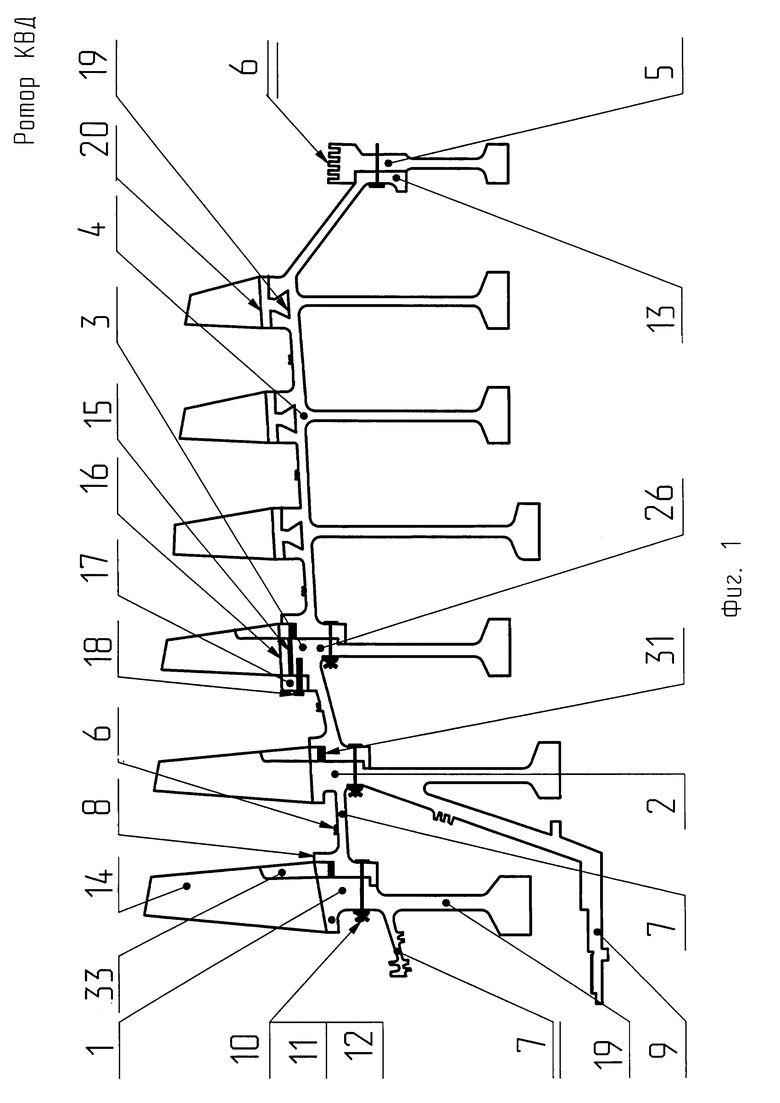
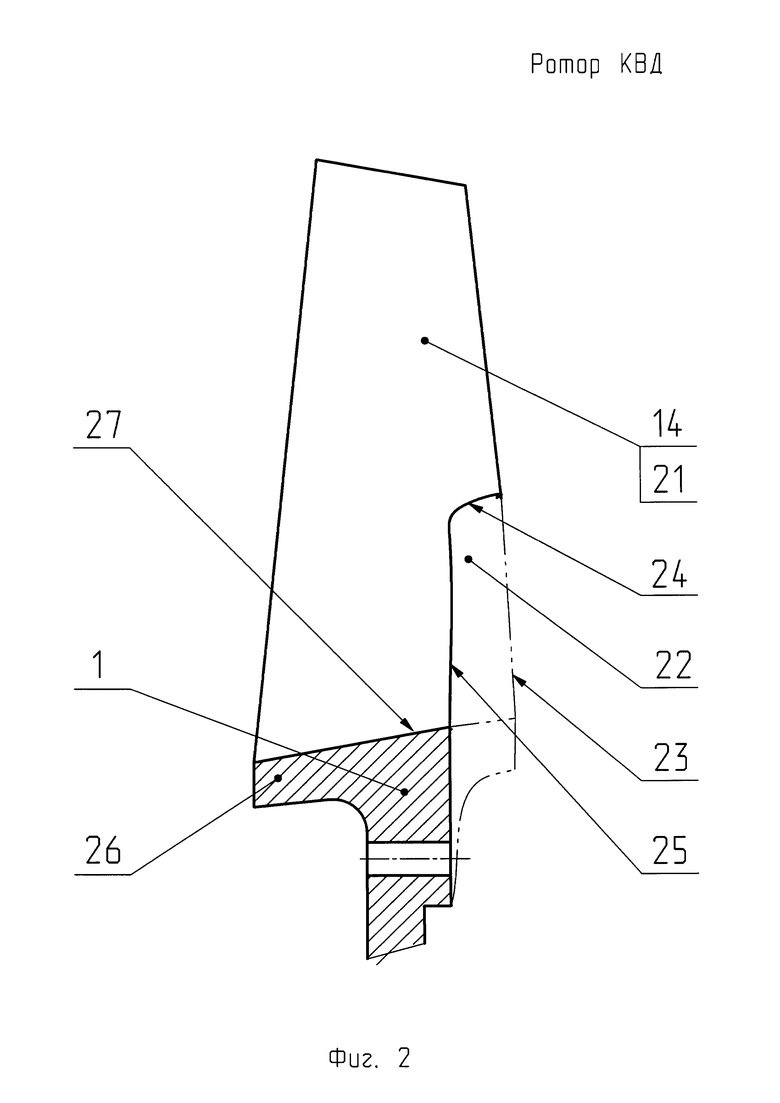
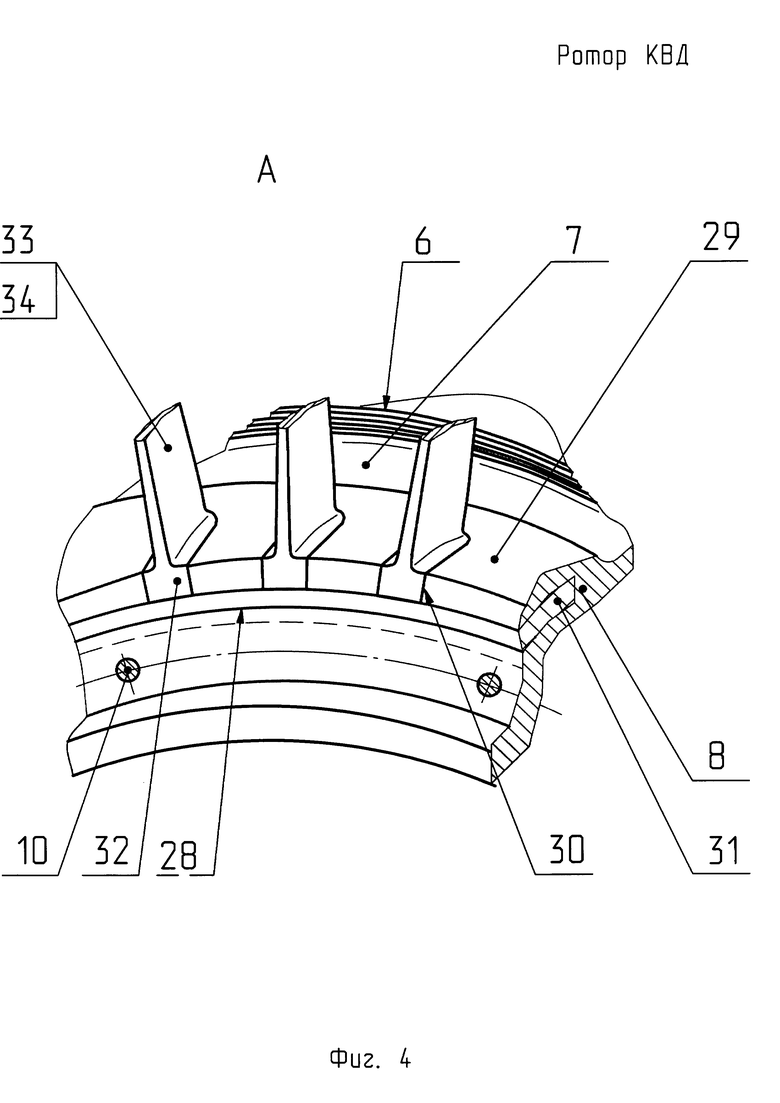
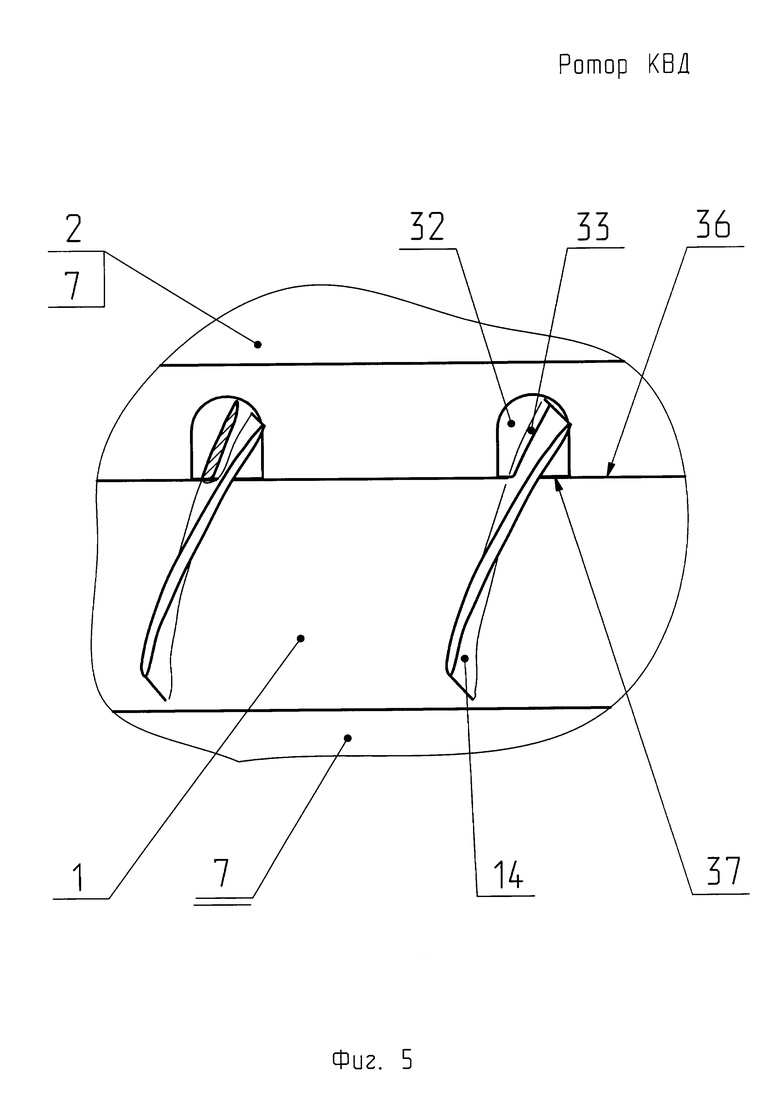
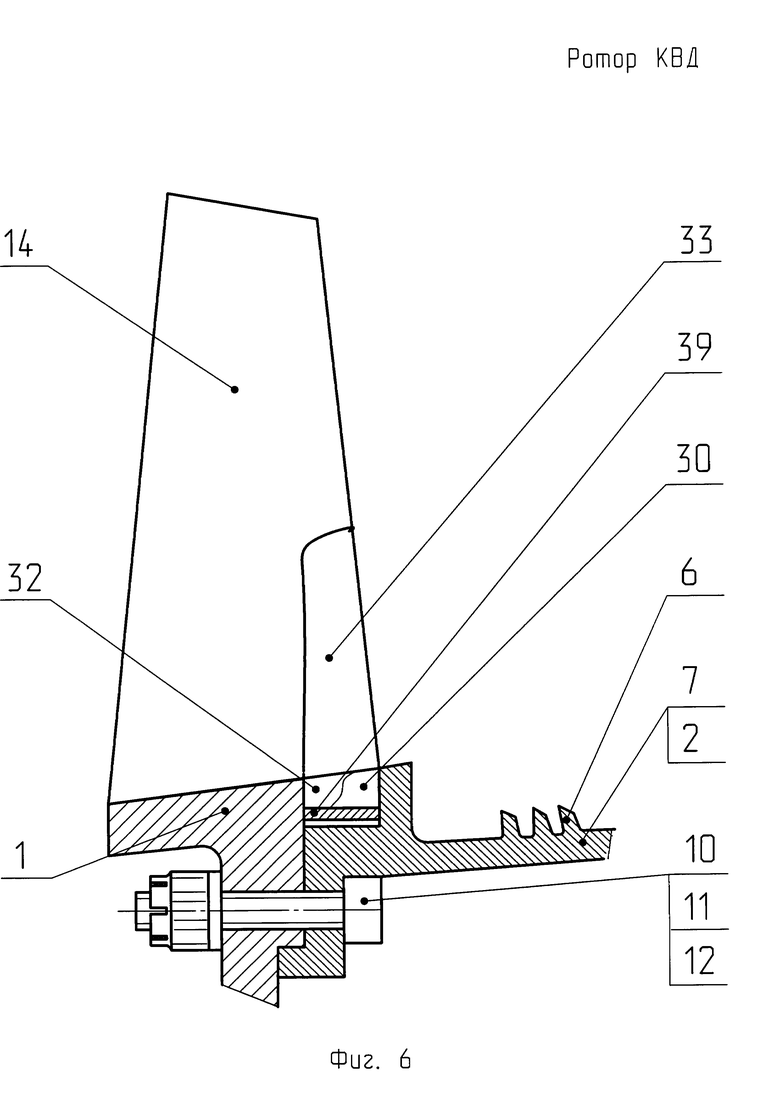
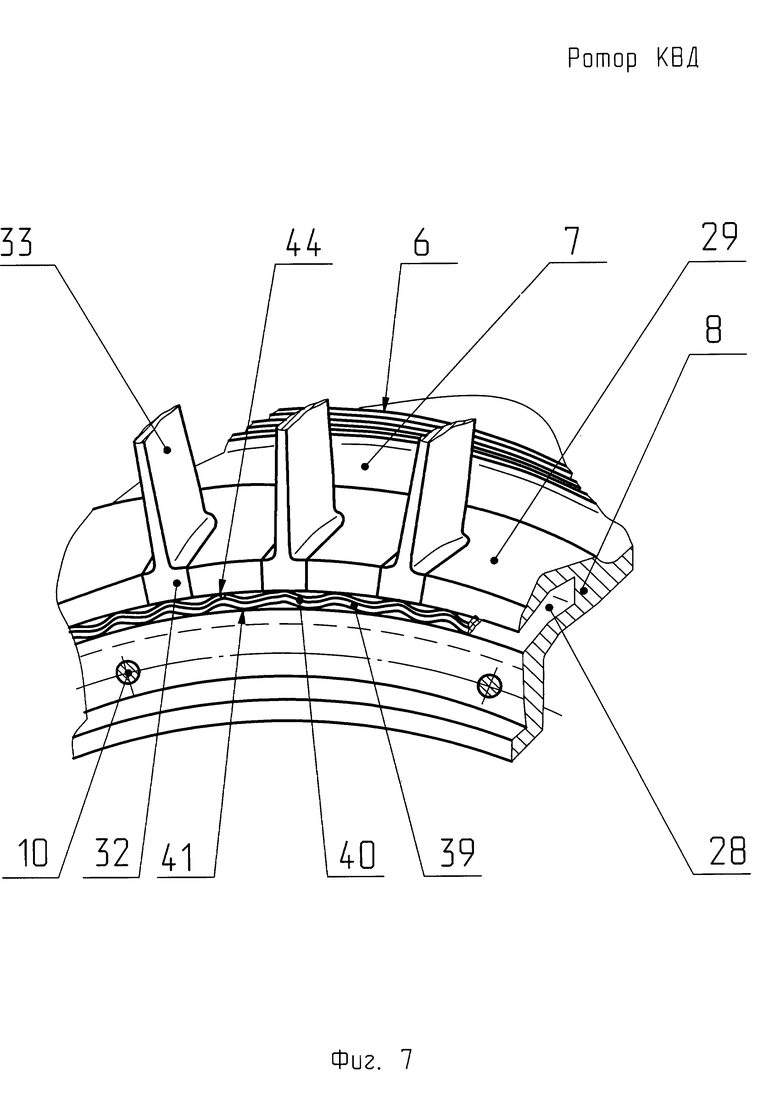
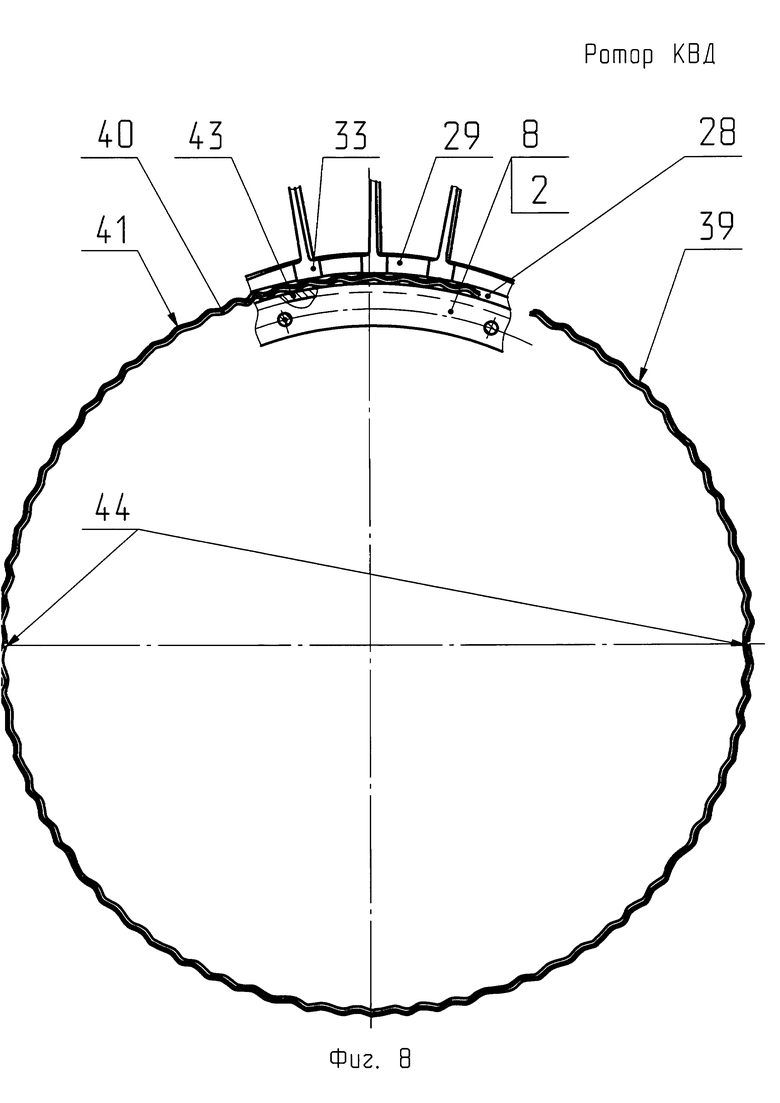
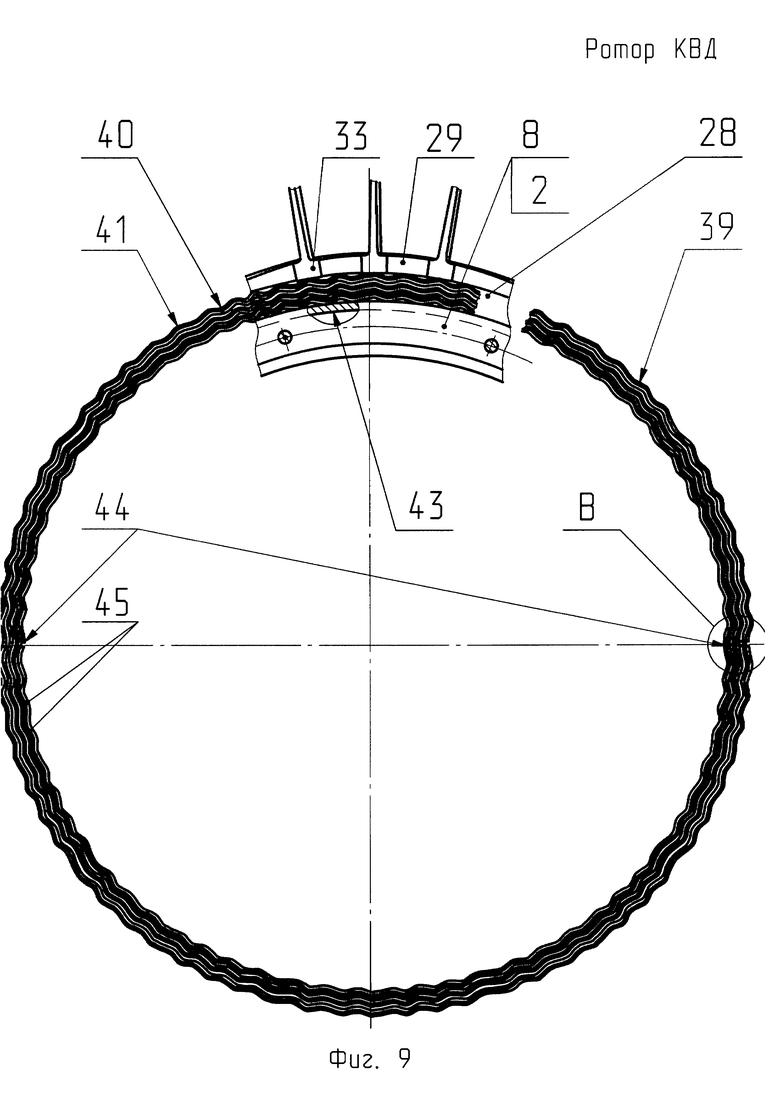
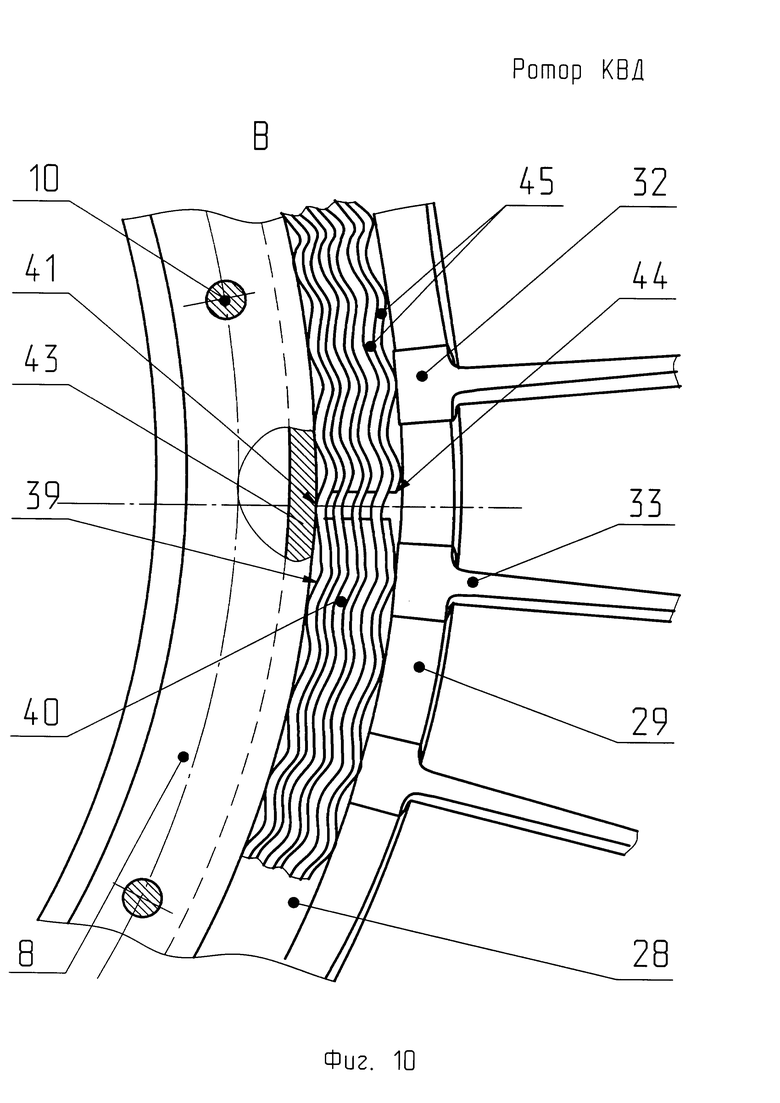
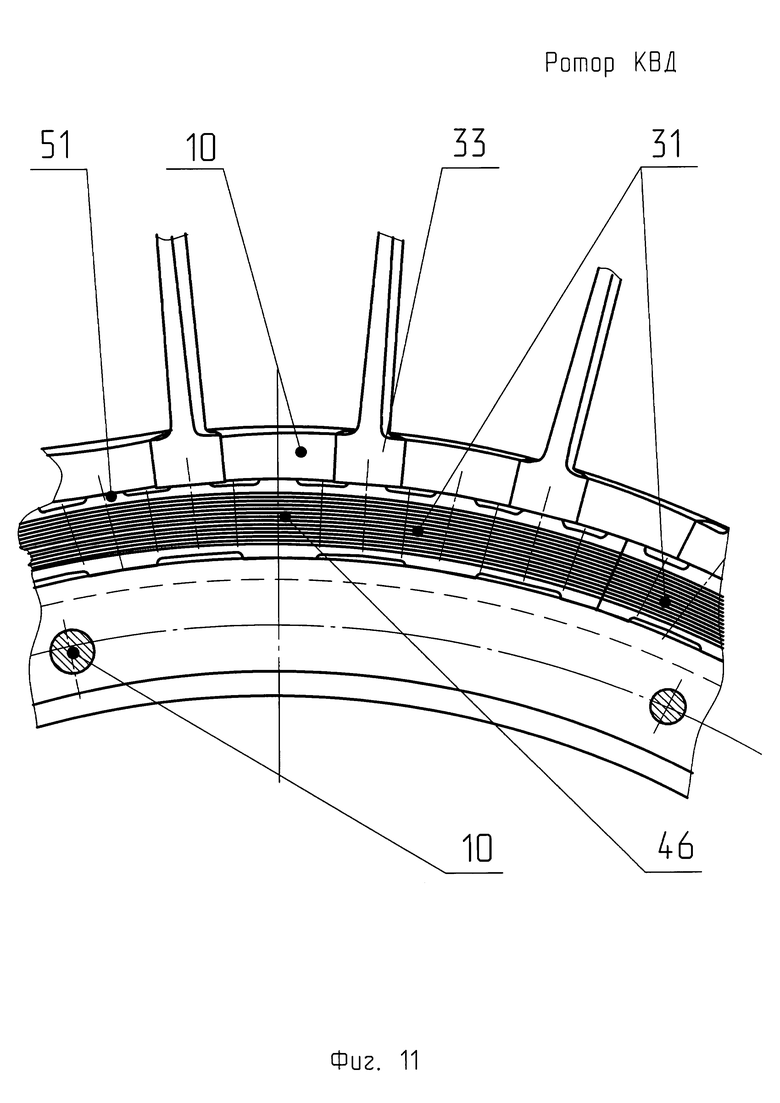
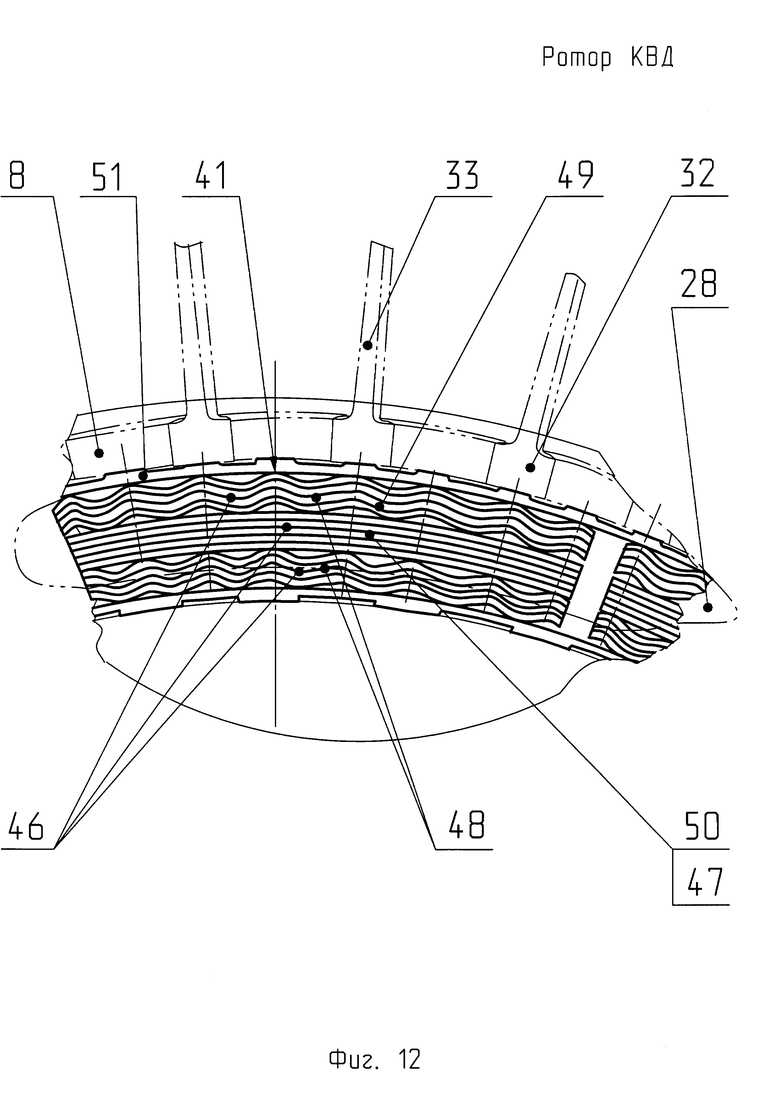
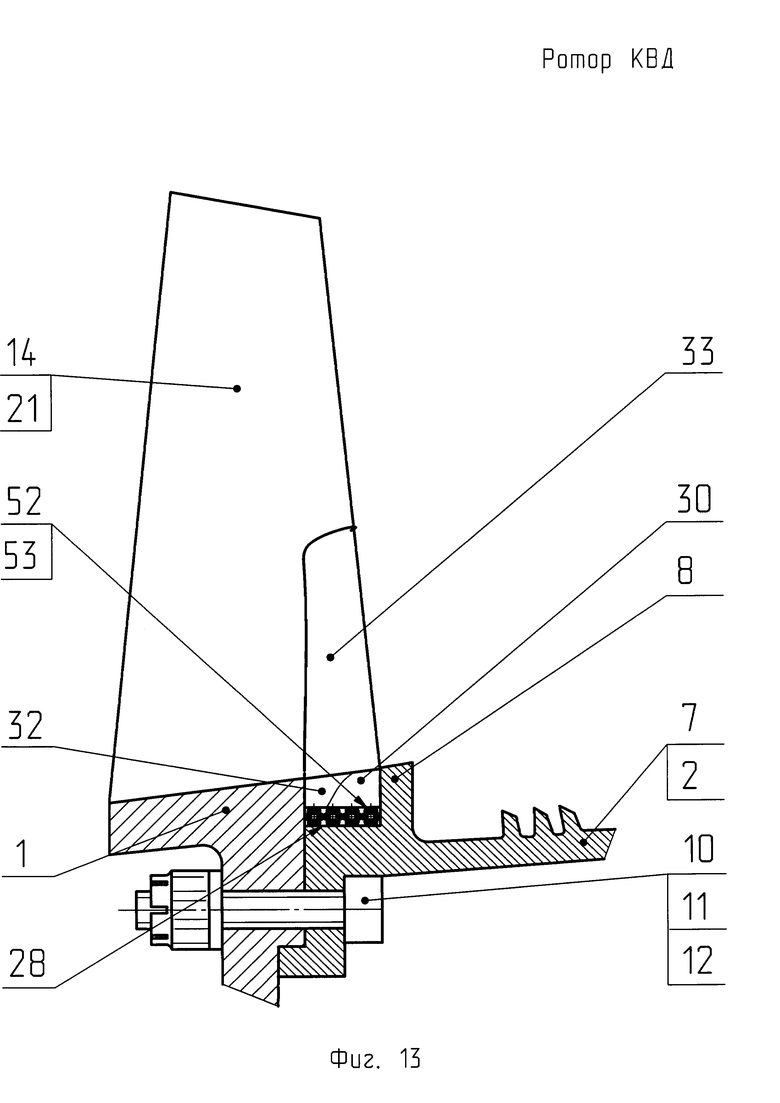
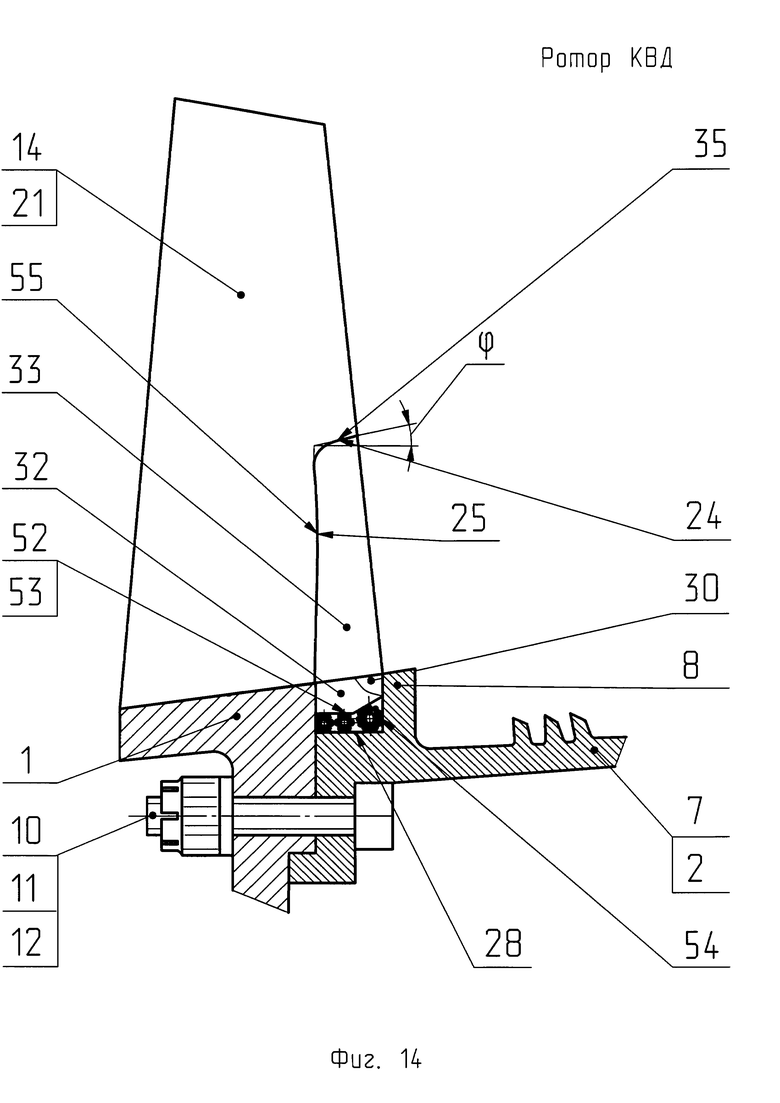
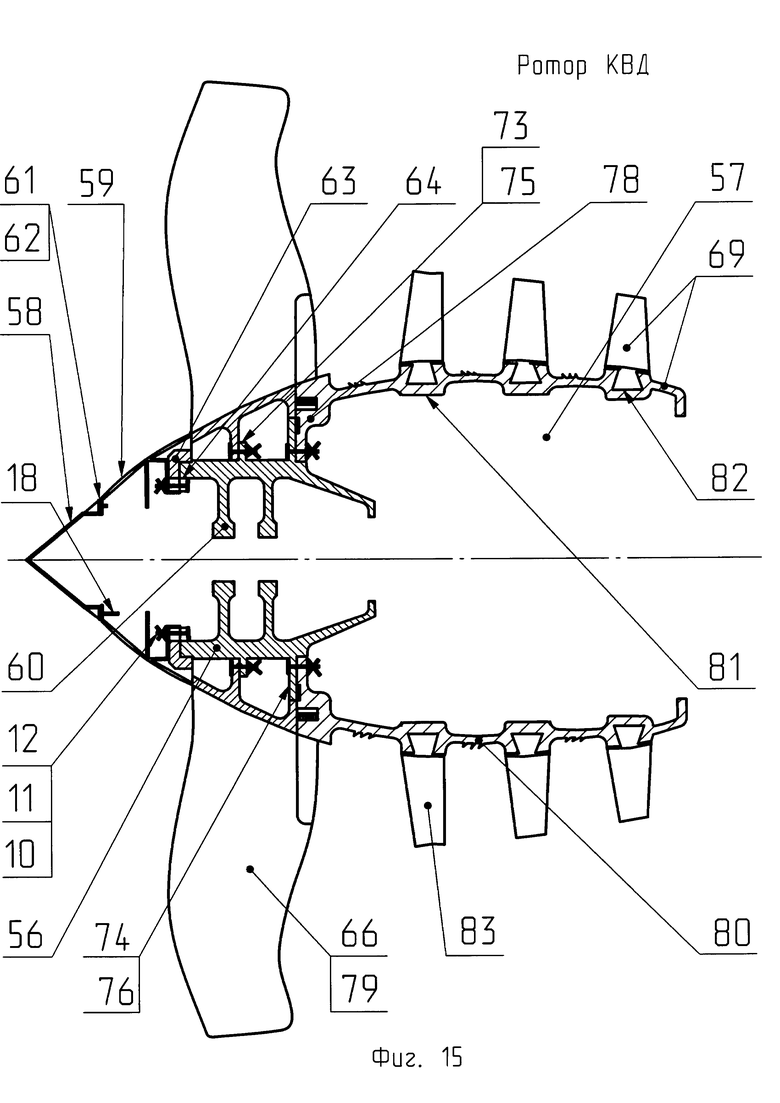
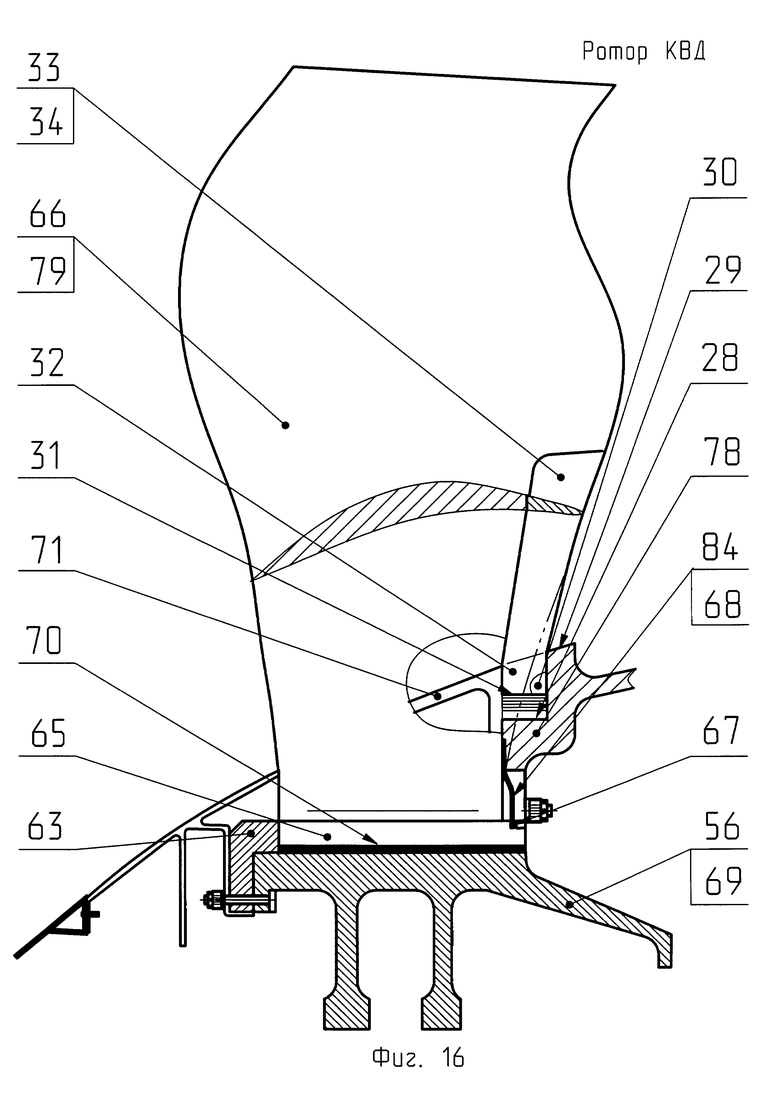
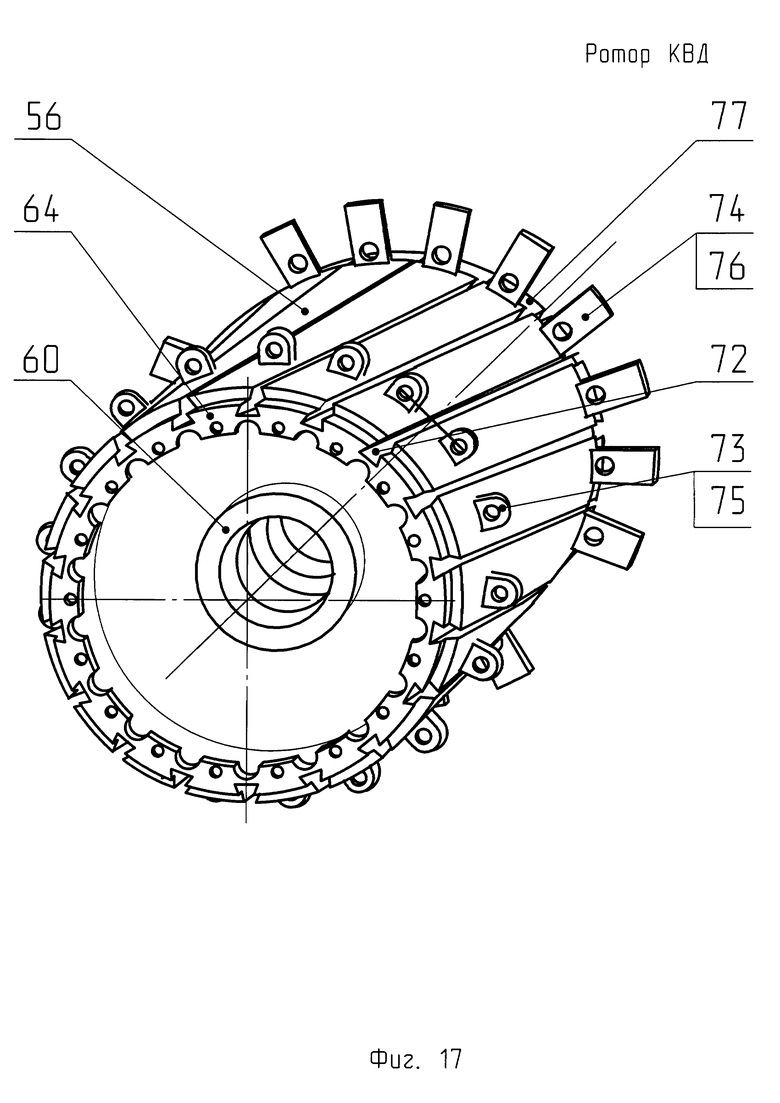
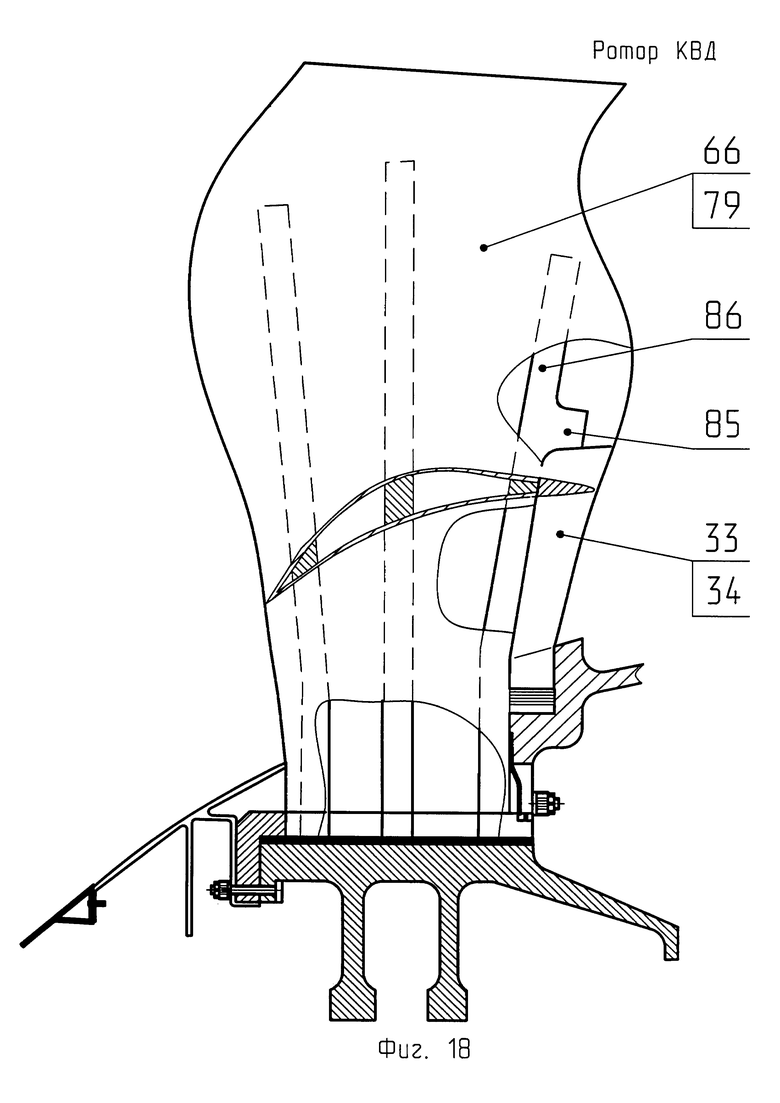
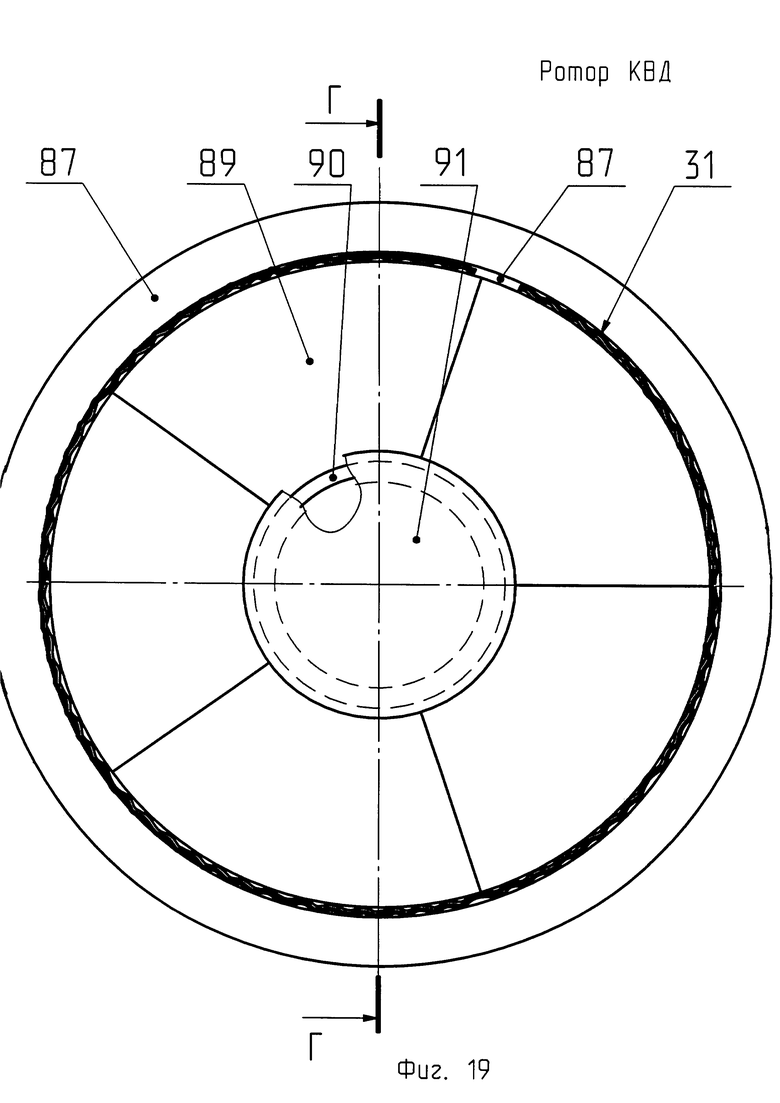
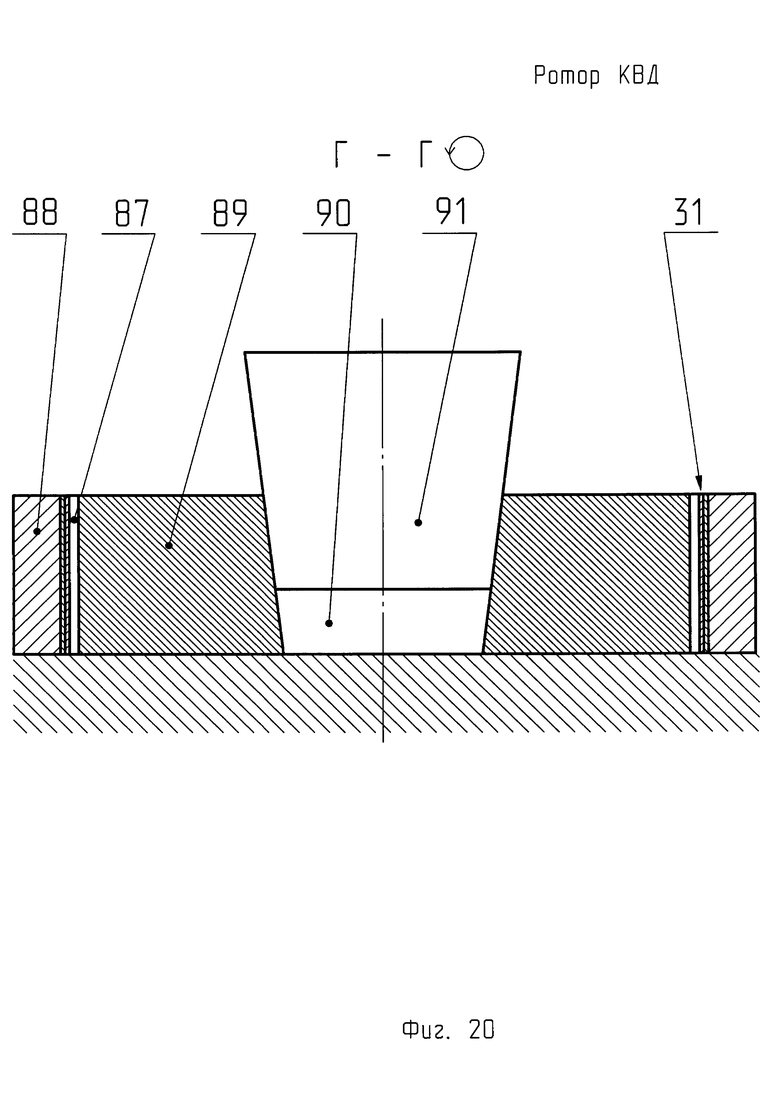
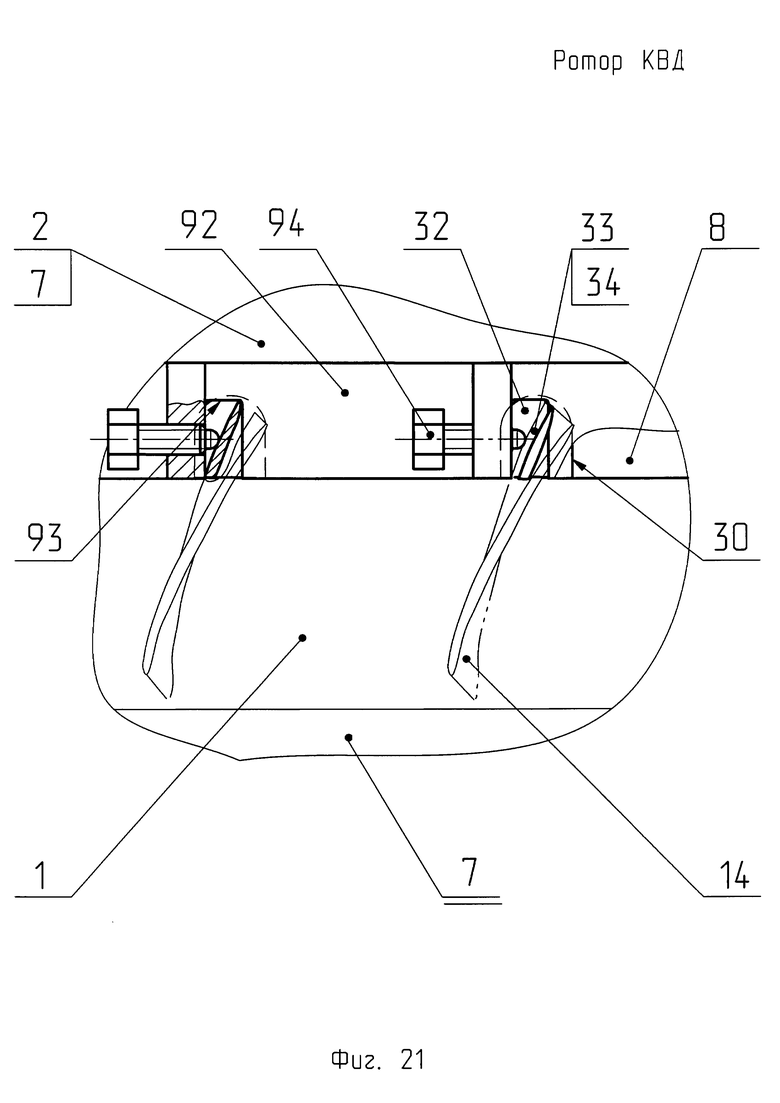
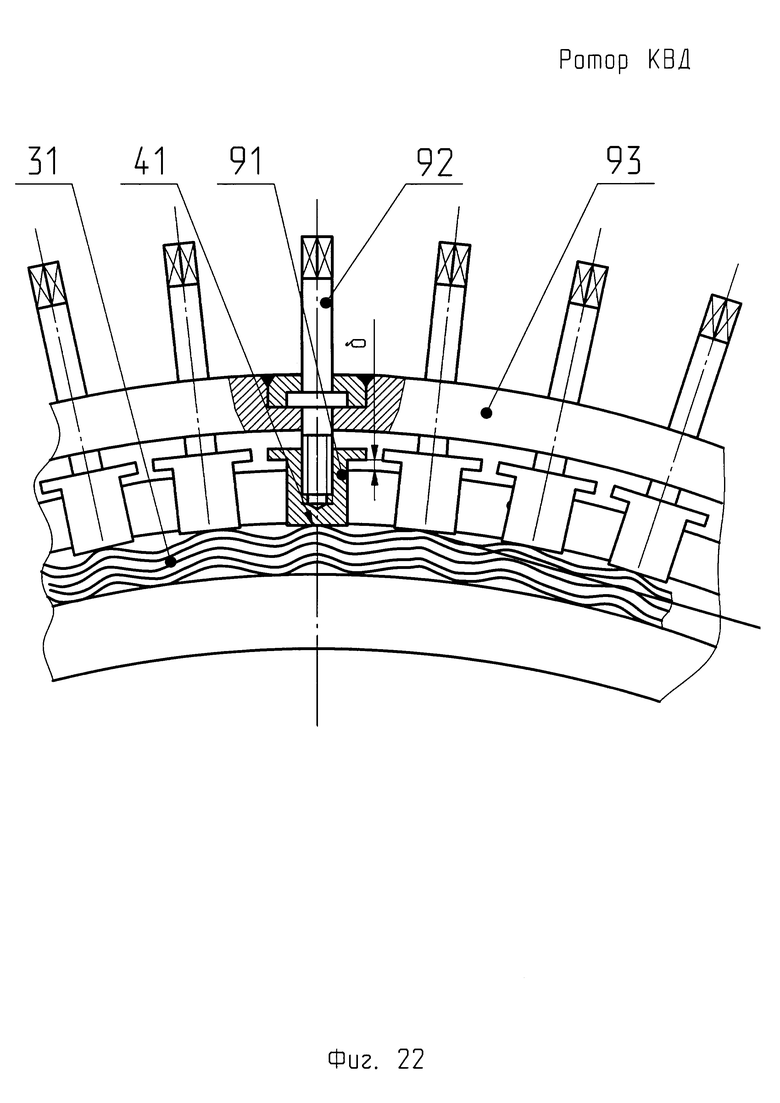
Группа изобретений относится к роторам компрессоров и вентиляторов авиационных газотурбинных двигателей пятого поколения с рабочими колесами компрессоров, изготовленными по технологии «блиск», и рабочими колесами вентиляторов с широкохордными или широкохордными пустотелыми лопатками с демпферами для гашения вибраций рабочих лопаток этих колес. Термин «спарка» здесь применен к соединению двух рабочих колес ротора турбомашины, в конструктивном элементе одного из которых размещается предлагаемое демпфирующее устройство, гасящее колебания рабочих лопаток другого колеса. Спарка может состоять из двух блисков, блиска и единого рабочего колеса с несколькими ступенями, блиска и «классического» рабочего колеса с замковыми креплениями лопаток к диску и двух «классических» колес. Заметим, что каждое рабочее колесо ротора с гашением колебаний рабочих лопаток предлагаемыми демпферами, кроме колес первой и последней ступени, может входить в состав двух спарок. Предложен ротор КВД, состоящий из спарки из двух блисков - рабочих колес первой и второй ступени, спарки из блиска второй ступени и «классического» колеса третьей ступени и спарки из «классического» колеса третьей ступени и единого колеса с четвертой по шестую ступень и из диска с зубьями лабиринтного уплотнения. Причем блиск первой ступени выполнен за одно целое с кольцом с зубьями лабиринтного уплотнения. Блиск второй ступени - с кольцом с зубьями лабиринтного уплотнения и фланцем для крепления к блиску первой ступени и с валом ротора КВД, а «классическое» колесо и единое колесо - с кольцами с зубьями лабиринтного уплотнения и фланцем для крепления к блиску второй ступени или колесу третьей ступени. Лопатки устанавливаются на «классическое» колесо третьей ступени при помощи паза «ласточкин хвост» и фиксируются от осевого смещения упорным кольцом, прикрепленным к переднему торцу обода диска третьей ступени и фланцем второго колеса спарки. Лопатки с четвертой по шестую ступень ротора КВД устанавливаются на единое рабочее колесо ротора КВД в три профилированные кольцевые канавки. Платформы этих лопаток плотно прилегают друг к другу, обеспечивая надежную фиксацию лопаток в тангенциальном направлении. У лопаток первого колеса каждой спарки ротора КВД, т.е. у лопаток обоих блисков и «классического» рабочего колеса третьей ступени, перо выполнено без четырехугольного фрагмента в форме трапеции или прямоугольника, одной стороной которого является задняя кромка пера лопатки. У пера лопатки внутренний угол между сторонами, служащими верхним основанием и боковой стороной этого четырехугольника, скруглен радиусом, и этот угол равен или больше 90°. Обод диска этого блиска или этого «классического» колеса выполнен только на длине основания пера лопатки. Длина замка лопатки «классического» колеса равна или меньше длины обода диска и замок лопатки не выступает за торцы обода. Во фланце выполнена кольцевая канавка, концентричная оси колеса. В наружной полке этой канавки выполнены радиально равнорасположенные ответно лопаткам первого колеса спарки, к которому крепиться это колесо, сквозные пазы. В кольцевую канавку с натягом по полкам канавки вставлен кольцевой упругогистерезисный элемент конструкционного демпфирования, а в радиально расположенные пазы своими основаниями без зазора или с очень малым зазором по стенкам паза, например с зазором, меньшим 0,02 мм, вставлены до упора основаниями в упругогистерезисный элемент фрикционные элементы, состоящие из основания, в плане точно повторяющего форму паза, и пера, имеющего геометрическую форму четырехугольника, изъятого из каждой рабочей лопатки, с поперечными сечениями, точно повторяющими геометрические формы поперечных сечений изъятого фрагмента пера лопатки. Второе колесо спарки закреплено таким образом, что перо каждого фрикционного элемента точно занимает место изъятого фрагмента пера лопатки. При этом создается требуемая величина нагрузки, прижимающей фрикционный элемент к стороне пера лопатки, контактирующей с верхним торцом пера фрикционного элемента, созданная за счет большой упругой деформации упругогистерезисного элемента, полностью или неполностью выпрямляющей его, а на всех рабочих режимах двигателя эти элементы дополнительно еще прижимаются друг к другу центробежной силой, созданной массой фрикционного элемента. Между торцом обода первого колеса спарки и ответными торцами оснований фрикционных элементов натяг равен нулю или имеется малый зазор, например, 0,01÷0,02 мм. Толщина основания фрикционного элемента и форма его наружной поверхности выполнены такими, чтобы в собранной спарке наружная поверхность основания фрикционного элемента составляла с наружной поверхностью внутреннего кольца НА второго колеса спарки одну поверхность. Высота пера фрикционного элемента выбрана такой, чтобы его верхний торец и ответная сторона пера лопатки, контактирующая с ним, располагались вне узлов опасных форм колебаний лопатки, в месте больших амплитуд смещений ее пера, при которых бы происходило взаимное проскальзывание с сухим трением верхнего торца фрикционного элемента и ответной ему стороны пера лопатки. Трущиеся с сухим трением поверхности системы «диск - рабочие лопатки - демпфирующие устройства» покрыты износостойким покрытием, например, серебрением. Оптимальная и конечная настройки системы «фрагмент диска - рабочая лопатка - демпфирующее устройство» и размерные параметры демпфирующих устройств определяются из виртуального эксперимента. Достоинствами всех предлагаемых демпфирующих устройств, обеспечивающими их высокую эффективность, являются: возможность применения во всех практических случаях фрикционных элементов с конструктивными параметрами, с жесткостью на изгиб одного порядка с жесткостью на изгиб рабочей лопатки, с которой он контактирует; применение упругогистерезисных элементов конструкционного демпфирования с лучшими в настоящее время УФХ и высокими эксплуатационными качествами - прочностью, износостойкостью и ресурсом; расчетность: возможность в недалеком будущем определения оптимальных параметров демпфирующих устройств из виртуального эксперимента по исследованию колебаний системы «фрагмент диска - рабочая лопатка - демпфирующее устройство»; универсальность: возможность применения предлагаемых устройств в роторах авиационных двигателей пятого поколения как для демпфирования колебаний рабочих лопаток блисков, так и «классических» колес. Причем, по-видимому, в случае блисков предлагаемое решение пока остается единственным технически целесообразным решением. 3 н. и 11 з.п. ф-лы, 22 ил.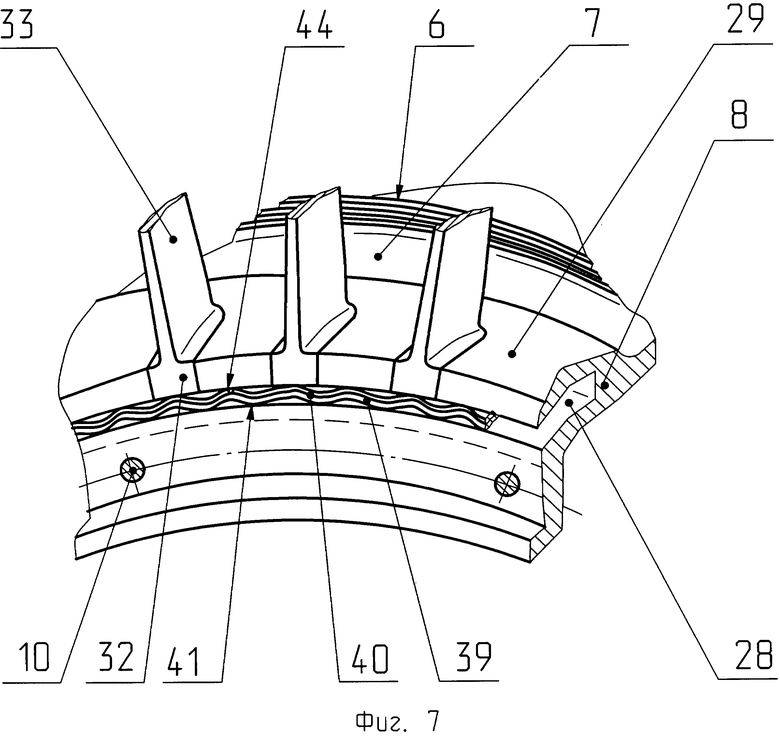
1. Ротор КВД, содержащий следующие элементы: лопатки КВД, блиски первой и второй ступеней КВД, рабочее колесо КВД, диск с зубьями лабиринтного уплотнения, блиск КВД является фрезерованной из единой заготовки деталью, совмещающей рабочее колесо, комплект лопаток, лабиринтные уплотнения и блиск второй ступени еще и вал КВД, блиски первой и второй ступеней ротора КВД и рабочее колесо с третьей по шестую ступень ротора КВД соединены при помощи болтов, шайб и самоконтрящихся гаек, блиски первой и второй ступеней ротора КВД выполнены из титанового сплава, лопатки третьей ступени ротора КВД устанавливаются на рабочее колесо КВД при помощи паза «ласточкин хвост» и фиксируются от осевого смещения упорным кольцом, прикрепленным винтами к переднему торцу обода диска третьей ступени, лопатки третьей ступени ротора КВД выполнены из титанового сплава, а упорное кольцо - из никелевого сплава, лопатки с четвертой по шестую ступень ротора КВД устанавливаются на рабочее колесо ротора КВД при помощи профилированной кольцевой канавки, платформы лопаток с четвертой по шестую ступень КВД плотно прилегают друг к другу, обеспечивая надежную фиксацию лопаток в тангенциальном направлении, четыре лопатки на каждой с 4 по 6 ступень КВД имеют специальные вырезы в платформе под два замка, лопатки с четвертой по шестую ступень КВД выполнены из никелевого сплава, к заднему фланцу рабочего колеса КВД при помощи болтов, шайб и самоконтрящихся гаек крепится диск с зубьями лабиринтного уплотнения, на рабочем колесе КВД выполнены пазы «ласточкин хвост» под лопатки третей ступени ротора КВД, а также три профилированные кольцевые канавки для крепления лопаток четвертой, пятой и шестой ступеней КВД и четыре лабиринтных уплотнения, для герметизации сочленения с вкладышами истираемого уплотнения и сотового уплотнения статора КВД, рабочее колесо КВД изготовлено из никелевого сплава в виде бочки, выполненной за одно целое с дисками, диск с зубьями лабиринтного уплотнения, обеспечивающими герметизацию сочленения с опорой уплотнения корпуса камеры сгорания, выполнен из никелевого сплава и крепится к заднему фланцу рабочего колеса КВД, отличающийся тем, что ротор КВД состоит из спарок: спарки из двух блисков первой и второй ступеней КВД, спарки блиска второй ступени с рабочим колесом третьей ступени, которое выполнено, как обычное рабочее колесо ротора компрессора с замковыми креплениями лопаток, и спарки рабочего колеса третьей ступени с единым рабочим колесом с четвертой по шестую ступень, у каждой спарки первое колесо спарки крепится к фланцу кольца с зубьями лабиринтного уплотнения, выполненного за одно целое с диском второго колеса спарки, т.е. эти кольца выполнены за одно целое с диском блиска второй ступени для крепления блиска первой ступени, с диском рабочего колеса третьей ступени для крепления блиска второй ступени, с диском единого рабочего колеса с четвертой по шестую ступень для крепления рабочего колеса третьей ступени, лопатки первого колеса каждой из этих спарок, т.е. у лопаток обоих блисков и рабочего колеса третьей ступени, перо выполнено без четырехугольного фрагмента в форме трапеции или прямоугольника, одной стороной которых является задняя кромка пера лопатки, и у пера лопатки внутренний угол между сторонами, служащими верхним основанием и боковой стороной этого четырехугольника, скруглен радиусом, и этот угол равен или больше 90°, а обод диска этого блиска или этого колеса выполнен только на длине хорды основания пера лопатки, и длина замка лопатки этого колеса равна или меньше длины обода диска и замок лопатки не выступает за торцы обода, а во фланце со стороны торца кольца другого рабочего колеса спарки, которым оно крепится к этому рабочему колесу спарки, выполнена кольцевая канавка, концентричная оси колеса, на внутренней полке этой канавки выполнен кольцевой центрирующий выступ, по которому второе рабочее колесо спарки центрируется в кольцевой расточке, выполненной на внутренней поверхности обода первого рабочего колеса спарки, а в наружной полке этой канавки выполнены сквозные пазы, с вершиной, выполненной по дуге окружности, касательной к боковым сторонам паза, и радиально равнорасположенные ответно лопаткам колеса спарки, к которому крепиться это колесо, в кольцевую канавку с натягом по полкам канавки вставлен кольцевой упругогистерезисный элемент конструкционного демпфирования, а в радиально расположенные пазы своими основаниями без зазора или с очень малым зазором по стенкам паза, предпочтительно с зазором, меньшим 0,02 мм, вставлены до упора основаниями в упругогистерезисный элемент фрикционные элементы, состоящие из основания, в плане точно повторяющего форму паза, и пера, имеющего геометрическую форму четырехугольника, изъятого из каждой рабочей лопатки колеса, с поперечными сечениями, точно повторяющими геометрические формы поперечных сечений изъятого фрагмента пера лопатки, причем торец основания фрикционного элемента, контактирующий с упругогистерезисным элементом, может быть плоским, выпуклым цилиндрическим с большим радиусом и осью цилиндра, параллельной оси ротора, или выпуклым сферическим с большим радиусом, и второе колесо спарки закреплено таким образом, что перо каждого фрикционного элемента точно занимает место изъятого фрагмента пера лопатки, при этом создается требуемая величина нагрузки, прижимающей фрикционный элемент к стороне пера лопатки, контактирующей с верхним торцом пера фрикционного элемента, созданная за счет большой упругой деформации упругогистерезисного элемента, полностью или неполностью выпрямляющей его, а на всех рабочих режимах двигателя фрикционный элемент дополнительно еще прижимается центробежной силой, созданной его массой, и верхний торец пера фрикционного элемента может быть плоским или скругленным большим радиусом, при этом между торцом обода первого колеса спарки и ответными торцами оснований фрикционных элементов натяг равен нулю или имеется малый зазор, предпочтительно 0,01÷0,02 мм, а толщина основания фрикционного элемента и форма его наружной поверхности выполнены такими, чтобы в собранном роторе, в каждой спарке, наружная поверхность оснований фрикционных элементов и наружная поверхность фланца, в пазах которого они расположены, составляла с наружной поверхностью внутреннего кольца НА второго колеса спарки одну поверхность, а высота пера фрикционного элемента выбрана такой, чтобы его верхний торец и ответная сторона пера лопатки, контактирующая с ним, располагались вне узлов опасных форм колебаний лопатки, в месте больших амплитуд смещений ее пера, при которых бы происходило взаимное проскальзывание с сухим трением верхнего торца фрикционного элемента и ответной ему стороны пера лопатки, и трущиеся с сухим трением поверхности системы «диск - рабочие лопатки - демпфирующие устройства» покрыты износостойким покрытием, предпочтительно серебрением, а оптимальная и конечная настройки системы «фрагмент диска - рабочая лопатка - демпфирующее устройство» и размерные параметры демпфирующего устройства определяются из виртуального эксперимента.
2. Ротор КВД по п. 1, отличающийся тем, что у рабочих лопаток колеса, перья которых контактируют с фрикционными элементами, площадь пера определена из условия обеспечения эксплуатационных характеристик турбомашины, но при этом законы уменьшения хорды и площади поперечного сечения по длине пера лопатки от корневого к концевому сечению ее пера выполнены с большей интенсивностью изменения градиента этих параметров, чем у колес роторов ГТД, находящихся в эксплуатации, и такими, что при этом частично или полностью компенсируется снижение прочности лопатки за счет наличия фрикционного элемента.
3. Ротор КВД по любому из пп. 1 и 2, отличающийся тем, что упругогистерезисный элемент каждой спарки выполнен в виде стальной, каленой или нагартованной, шлифованной, гофрированной ленты, изготавливаемой из жаростойкой или жаропрочной нержавеющей стали, или из пакета двух и более таких лент, собранного «гофр в гофр», или гофрированная лента или пакет составлены из двух или более одинаковых кусков, и установленного в кольцевую канавку второго рабочего колеса спарки так, как это описано в одном из предлагаемых в пп. 13 и 14 способов сборки спарки, и при этом основания фрикционных элементов опираются на вершины гофров, а сами эти гофры упруго сдеформированы таким образом, что они выпрямлены либо полностью, либо неполностью, так что остается некоторая величина стрелы выгиба гофра δ≥0,1÷0,2 мм, и в обоих этих случаях основания фрикционных элементов в собранной спарке выступают внутрь кольцевой канавки на величину, большую δ, т.е. натяг гофрированного пакета по обеим полкам кольцевой канавки меньше натяга гофров по полке и основанию фрикционного элемента на эту величину, причем в каждом стыке концов лент при неполном выпрямлении гофров имеется зазор, больший суммарной величины смещений концов гофрированной ленты или пакета в окружном направлении при колебаниях рабочих лопаток либо всего упругогистерезисного элемента, если он выполнен с одним стыком концов лент, либо его отдельного куска.
4. Ротор КВД по п. 3, отличающийся тем, что стыки концов лент упругогистерезисного элемента каждой спарки равномерно размещены по окружности и предпочтительно располагаются в вершинах гофров, опирающихся на полки кольцевой канавки вне расположения фрикционных элементов.
5. Ротор КВД по п. 3, отличающийся тем, что упругогистерезисный элемент каждой спарки собран из отдельных пар гофрированных лент, у которых стык концов одной ленты расположен диаметрально противоположно стыку концов другой ленты, а стык концов ленты каждой следующей пары, контактирующей с лентой предыдущей пары, также смещен от стыка концов этой ленты на угол π и стыки лент расположены в вершинах гофров, опирающихся на наружную полку кольцевой канавки.
6. Ротор КВД по любому из пп. 1 и 2, отличающийся тем, что кольцевой упругогистерезисный элемент каждой спарки изготовлен холодным прессованием из проволочного нетканого материала MP большой плотности λ=2,5÷3,5 г/см3 и более из нагартованной нержавеющей стальной проволоки с предпочтительным диаметром проволоки d=0,12÷0,3 мм с отношением D/d=8÷10, где D - диаметр проволочной спирали, из которой изготовлен материал MP, или собран из отдельных сегментов, составленных встык в кольцо, изготовленных из этого материала.
7. Ротор КВД по п. 2, отличающийся тем, что кольцевой упругогистерезисный элемент каждой из спарок набран из отдельных сегментов - многослойных пакетов из n≥15 стальных, каленых или нагартованных, шлифованных лент, изготовленных из жаростойкой или жаропрочной нержавеющей стали, предпочтительно из стали 15НХТЮ, причем до сборки в кольцевую канавку кольца второго рабочего колеса спарки пакеты собирают в следующей компоновке: в центре пакета устанавливают одну, две или более гладкие ленты, на них с двух сторон устанавливают одинаковые пакеты гофрированных лент, набранных «гофр в гофр», угловой шаг гофров этих пакетов одинаков и в собранном пакете, в рабочем колесе, в два, три раза меньше углового шага фрикционных элементов, и гофрированные пакеты установлены так на пакет гладких лент, что вершины одного гофрированного пакета располагаются под впадинами другого гофрированного пакета, и вершины гофров пакета, установленного снаружи пакета гладких лент, опирающиеся на основания фрикционных элементов, опираются на них в их средней радиальной плоскости, и снаружи обоих гофрированных пакетов установлены ленты с выступами, и угловой шаг выступов ленты, установленной снаружи пакета гофрированных лент, на выступы которой непосредственно опираются основания фрикционных элементов, равен половине углового шага фрикционных элементов, а угловой шаг выступов второй ленты равен угловому шагу фрикционных элементов и середины выступов этих лент располагаются в радиальных плоскостях, расположенных в серединах пролетов между фрикционными элементами, и когда угловой шаг гофров в два раза меньше углового шага фрикционных элементов, ширина выступов в окружном направлении наружной ленты может быть меньше, равна или больше половины углового шага гофров, ширина выступов в окружном направлении внутренней ленты может быть меньше, равна или больше углового шага гофров, и, когда угловой шаг гофров в три раза меньше углового шага фрикционных элементов, ширина выступов в окружном направлении наружной ленты может быть меньше, равна или больше углового шага гофров, а ширина выступов в окружном направлении внутренней ленты может быть меньше, равна или больше двух угловых шагов гофров, предпочтительная толщина внутренних лент пакета h=0.2÷0.4 мм, толщина наружных лент в пролетах пакета, между выступами этих лент, равна hн=(к/2), где предпочтительное значение к=2÷10, а толщина наружных лент по выступам и ширина выступов подобраны таким образом, что в пакетах, установленных в кольцевую канавку кольца второго колеса после закрепления его на первом рабочем колесе, гофры гофрированных пакетов были полностью выпрямлены, а прогиб пакета под основанием фрикционного элемента был таким, чтобы между пакетом и ответной полкой канавки в середине пролета между выступами, которыми пакет опирается на эту полку, оставался зазор, предпочтительно равный 0,1÷0,2 мм.
8. Ротор КВД по любому из пп. 1 и 2, отличающийся тем, что кольцевой упругогистерезисный элемент его каждой спарки выполнен из одного, двух и более витков троса, свитого из жаропрочной пружинной проволоки из шести или восемнадцати жил без центральной жилы, и размещен с требуемым упругим натягом по полкам канавки и основаниям фрикционных элементов в кольцевой канавке фланца второго колеса каждой спарки, и его спарки собраны по способу п. 13.
9. Ротор КВД по любому из пп. 1 и 2, отличающийся тем, что четырехугольный фрагмент, изымаемый из пера рабочей лопатки первого колеса его каждой спарки, выполнен с внутренним углом, большим 90° на такой угол ϕ, что его tgϕ=δ/b, где δ - радиальный натяг в мм в кольцевом упругогистерезисном элементе спарки, b - ширина четырехугольного фрагмента, измеренная в плоскости, параллельной оси ротора, проходящей через вершину этого угла, кольцевой упругогистерезисный элемент выполнен из одного или двух витков троса, свитого из жаропрочной пружинной проволоки из шести или восемнадцати жил без центральной жилы и одного витка троса, свитого также из жаропрочной пружинной проволоки из восемнадцати жил без центральной жилы, но с большим диаметром, а основание каждого фрикционного элемента на части его длины скошено, и фрикционный элемент нескошенной частью основания с радиальным натягом δ опирается на виток или витки троса меньшего диаметра, а с радиальным натягом δ и осевым натягом δo - на виток троса с большим диаметром таким образом, что фрикционный элемент прижат верхним торцом и боковой стороной к ответным торцу и боковой стороне пера лопатки.
10. Ротор вентилятора с рабочими широкохордыми лопатками со скрепленным с ним ротором компрессора низкого давления, состоящий из рабочего колеса вентилятора и единого рабочего колеса с первой по третью ступень КНД и двух коков - переднего и заднего, закрывающих ступицу рабочего колеса, спереди на рабочем колесе вентилятора с помощью замков «ласточкин хвост» закреплены рабочие широкохордные лопатки, передний кок задним фланцем винтами крепится к переднему фланцу заднего кока, фиксация лопатки в осевом направлении осуществляется при помощи стопорного язычка, выполненного на задней части замка лопатки, который при стопорении входит в зацепление с пружинным фланцем ротора КНД, и при помощи проставки, устанавливаемой в паз под замком, на передней части которой выполнен клинообразный уступ, в который упирается замок лопатки, проставки от осевого смещения зафиксированы при помощи предохранительного кольца, которое вместе с задним коком крепится болтами, шайбами и самоконтрящимися гайками на переднем фигурном фланце, выполненном на торце обода рабочего колеса, промежутки между лопатками закрыты платформами, пазы под замки лопаток выполнены на всей ширине обода колеса ротора вентилятора, и на наружной поверхности обода выполнены два фланца в виде равнорасположенных в межлопаточных промежутках проушин с отверстиями под болты, один фланец расположен в средней части обода и к нему прикреплены платформы, другой фланец и центрирующий поясок выполнены у заднего торца обода и к этому фланцу своим фланцем крепится ротор КНД и центрируется по этому пояску, головки болтов частично срезаны таким образом, чтобы не происходил проворот болтов при наворачивании на болты самоконтрящихся гаек, перо широкохордных лопаток выполнено так, что хорды поперечных сечений средней части пера, начиная с сечения, расположенного непосредственно над платформой, больше хорды корневого сечения лопатки, а единое рабочее колесо с первой по третью ступень КНД, выполнено в виде пустотелой бочки с тремя кольцевыми приливами на ее внешней и внутренней поверхностях, в которых выполнены кольцевые канавки с поперечным сечением «ласточкин хвост», в которых своими замками жестко закреплены рабочие лопатки, отличающийся тем, что рабочее колесо вентилятора вместе со скрепленным с ним рабочим колесом КНД образуют спарку, у широкохордных лопаток первого колеса которой, рабочего колеса вентилятора, из пера лопатки, начиная с его поперечного сечения, расположенного непосредственно над платформой, у задней кромки пера, изъят четырехугольный фрагмент пера в форме трапеции или прямоугольника, одной стороной которых является задняя кромка пера лопатки, и у пера лопатки внутренний угол между сторонами, служащими верхним основанием и боковой стороной этого четырехугольника, скруглен радиусом, и этот угол равен или больше 90°, с текущим значением ширины фрагмента, измеренной в направлении хорды поперечного сечения лопатки, равной разности длин хорд текущего поперечного сечения пера лопатки и его поперечного сечения, расположенного непосредственно над платформой, а наружная поверхность фланца ротора КНД, которым ротор крепится к рабочему колесу вентилятора, вместе с наружными поверхностями платформ и наружной поверхностью внутреннего кольца НА первой ступени бустера образуют часть поверхности газового тракта, во фланце ротора КНД со стороны рабочего колеса вентилятора на диаметре, большем диаметра, на котором расположены отверстия под болты, выполнена кольцевая канавка, концентричная оси ротора, а в наружной полке этой канавки выполнены сквозные пазы, с вершиной, выполненной по дуге окружности, касательной к боковым сторонам паза, и радиально равнорасположенные ответно лопаткам рабочего колеса вентилятора, в кольцевую канавку с натягом по ее полкам вставлен кольцевой упругогистерезисный элемент, выполненный, как упругогистерезисный элемент ротора КВД по п. 5, но с числом лент в гофрированном пакете n=10÷15, или как упругогистерезисный элемент ротора КВД по п. 7, а в радиально расположенные пазы своими основаниями без зазора или с очень малым зазором по стенкам паза, предпочтительно с зазором, меньшим 0,02 мм, вставлены до упора основаниями в упругогистерезисный элемент фрикционные элементы, состоящие из основания, в плане точно повторяющего форму паза, и пера, имеющего геометрическую форму фрагмента, изъятого из каждой широкохордной лопатки, и ротор КНД, второе колесо спарки, закреплено таким образом, что перо каждого фрикционного элемента точно занимает место изъятого фрагмента пера широкохордной лопатки, при этом создается требуемая величина нагрузки, прижимающей фрикционный элемент к стороне пера лопатки, контактирующей с верхним торцом пера фрикционного элемента, созданная за счет большой упругой деформации упругогистерезисного элемента, полностью или неполностью выпрямляющей его, а на всех рабочих режимах двигателя фрикционный элемент дополнительно еще прижимается центробежной силой, созданной его массой, и пружинный фланец бустера выполнен в виде штампованного из листа плоского кольца с упругими радиально расположенными соответственно замкам широкохордных лопаток лепестками, за которые замки лопаток зацеплены своими стопорными язычками, а сам пружинный фланец закреплен на фланце ротора КНД в месте крепления рабочего колеса вентилятора, при этом между сторонами перьев лопаток и ответными торцами оснований фрикционных элементов натяг равен нулю или имеется малый зазор, предпочтительно 0,01÷0,02 мм, а толщина основания фрикционного элемента и форма его наружной поверхности выполнены такими, чтобы в собранном роторе наружная поверхность оснований фрикционных элементов и наружная поверхность фланца, в пазах которого они расположены, составляла одну поверхность, и высота пера фрикционного элемента выбрана такой, чтобы его верхний торец и ответная сторона пера широкохордной лопатки, контактирующая с ним, располагались вне узлов опасных форм колебаний лопатки, в месте больших амплитуд смещений ее пера, при которых бы происходило взаимное проскальзывание с сухим трением верхнего торца фрикционного элемента и ответной ему стороны пера лопатки, и трущиеся с сухим трением поверхности системы «рабочее колесо вентилятора - рабочие лопатки - демпфирующие устройства» покрыты износостойким покрытием, предпочтительно серебрением, а оптимальная и конечная настройки системы «фрагмент рабочего колеса вентилятора - рабочая широкохордная лопатка - демпфирующее устройство» и размерные параметры демпфирующего устройства определяются из виртуального эксперимента.
11. Ротор вентилятора с рабочими широкохордыми лопатками со скрепленным с ним ротором КНД по п. 10, отличающийся тем, что ширина основания фрикционного элемента, измеренная в окружном направлении, равна ширине контактирующей с ним боковой стороне пера лопатки, без изъятого фрагмента, в поперечном сечении лопатки, непосредственно расположенном у платформы, при этом длина основания фрикционного элемента, измеренная в осевом направлении, выполнена большей длины пера фрикционного элемента, измеренной в этом же направлении.
12. Ротор вентилятора с рабочими широкохордыми лопатками со скрепленным с ним ротором КНД по п. 10, отличающийся тем, что широкохордные лопатки выполнены пустотелыми, а перо фрикционного элемента выполняется непустотелым с геометрией изъятого фрагмента пера лопатки, и перо фрикционного элемента контактирует с элементом силового каркаса пера лопатки либо по выступу элемента силового каркаса пера пустотелой широкохордной лопатки.
13. Способ сборки спарки с демпфирующим устройством, состоящий в том, что упругогистерезисный элемент ротора КВД по пп. 3-5, 8, или упругогистерезисный элемент ротора вентилятора по пп. 10-12 собирают непосредственно без натяга в кольцевом зазоре между корпусом приспособления и секторами, составленными в круг с центральным коническим отверстием и радиусом наружной цилиндрической поверхности сектора, равным радиусу наружной поверхности нижней полки паза во фланце кольца второго рабочего колеса спарки, или в случае изготовления упругогистерезисного элемента в виде троса устанавливают его в этот кольцевой зазор без натяга или с небольшим натягом, пуансоном с конусом, ответным конусу этого отверстия, одновременно раздвигают сектора так, что они одновременно сжимают упругогистерезисный элемент на одну и ту же деформацию, равную натягу, измеренному в мм, упругогистерезисного элемента в собранной спарке, и выпрессовывают упругогистерезисный элемент в кольцевую канавку во фланце кольца второго колеса спарки, отличающийся тем, что наружный диаметр зазора, в котором без натяга размещен упругогистерезисный элемент, равен диаметру окружности, касательной к основаниям фрикционных элементов, который может быть равным или меньшим диаметра внутренней поверхности верхней полки кольцевой канавки, до выпрессовки упругогистерезисного элемента в канавку на кольцо второго рабочего колеса спарки устанавливают разъемное в двух или нескольких равнорасположенных по окружности радиальных стыках технологическое кольцо с радиально расположенными прорезями под перья фрикционных элементов, в пазы фланца кольца второго рабочего колеса и прорези разъемного кольца устанавливают фрикционные элементы, в кольцевую канавку устанавливают шаблон, выполненный в виде дистанционного кольца, внутренний диаметр которого равен диаметру внутренней поверхности канавки, а наружный диаметр равен диаметру окружности, касательной к основаниям фрикционных элементов, или шаблоны в виде сегментов этого кольца, и с помощью этого шаблона или шаблонов устанавливают фрикционные элементы в положение, которое они занимают во втором рабочем колесе полностью собранной спарки, фиксируют в этом положении фрикционные элементы нажимными винтами, ввернутыми в разъемное технологическое кольцо, удаляют шаблон или шаблоны и выпрессовывают упругогистерезиный элемент в кольцевую канавку, с помощью болтов, шайб и самоконтрящихся гаек второе рабочее колесо с собранными демпфирующими устройствами закрепляют на первом рабочем колесе спарки и демонтируют разъемное технологическое кольцо.
14. Способ сборки спарки по п. 13, отличающийся тем, что гофры упругогистерезисного элемента ротора КВД по пп. 3-5 сжимают на одну и ту же деформацию, равную натягу упругогистерезисного элемента в собранной спарке, измеренному в мм, последовательно в следующем порядке: сначала предварительно сжимают гофр, расположенный непосредственно у центрального гофра упругогистерезисного элемента, затем сжимают центральный гофр и полностью освобождают от нагрузки предварительно сжатый гофр, затем последовательно сжимают гофры, расположенные справа и слева от центрального гофра, включая и этот гофр, симметрично и постепенно продвигаясь от центрального гофра к концам упругогистерезисного элемента, причем каждый гофр сжимается своим сухарем, который сдвигают в радиальном направлении своим ходовым винтом, закрепленным в опоре с возможностью вращения.
| Лопатка турбомашины | 1976 |
|
SU641129A1 |
| ПОЛАЯ ЛОПАТКА ВЕНТИЛЯТОРА | 2008 |
|
RU2382911C1 |
| EP 1568486 A1, 31.08.2005 | |||
| WO 2012101356 A1, 02.08.2012. | |||

