Родственные заявки
[0001] По данной заявке испрашивается приоритет предварительной заявки на патент США № 62/347,856, зарегистрированной 9 июня 2016 под названием "Metering Holes in the Shield Swirler". По данной заявке также испрашивается приоритет предварительной заявки на патент США № 62/320,935, зарегистрированной 11 апреля 2016 под названием "Consumables for Plasma Arc Torch". По данной заявке также испрашивается приоритет предварительной заявки на патент США № 62/314,097, зарегистрированной 28 марта 2016 под названием "Metering Holes in the Shield Swirler". Полное содержание данных заявок этим упоминанием включено в текст данного описания.
Область техники
[0002] Изобретение в общем относится к области систем и процессов плазменно-дуговой резки. Если говорить более конкретно, изобретение относится к усовершенствованным расходным компонентам (например, электродам) и способам охлаждения плазменной горелки.
Уровень техники
[0003] Плазменные горелки широко используются при резке и маркировании материалов. Если говорить в общем, плазменная горелка включает электрод и сопло, имеющее центральное выходное отверстие, которые установлены в теле горелки, электрические соединения, каналы охлаждения и каналы для текучих сред, обеспечивающих управление дугой (например, плазмообразующего газа). Горелка создает плазменную дугу, т.е. сжатую струю ионизированного газа с высокой температурой и большой кинетической энергией. Газы, используемые в горелке, могут быть химически неактивными (например, аргон или азот) или химически активными (например, кислород или воздух). Во время работы сначала создают вспомогательную дугу между электродом (катодом) и соплом (анодом). Вспомогательную дугу можно создавать при помощи сигнала, имеющего высокую частоту и высокое напряжение, который подается в горелку от источника питания постоянного тока, или при помощи любого из множества способов запуска.
[0004] В существующих плазменных горелках применяются электроды, имеющие один или два уплотнительных элемента (например, уплотнительные кольца) для обеспечения уплотнения в отношении текучих сред в горелке во время работы, например, чтобы предотвратить поступление жидкостей и/или газов в определенные зоны горелки. Один пример такой конструкции описан в патенте США № 8,338,740. В большинстве известных горелок первый контакт плазмообразующего газа с телом электрода происходит ниже по потоку относительно завихрительного кольца, поэтому плазмообразующий газ уже перемещается в вихревом режиме, когда возникает такой первый контакт. Было бы выгодно иметь электрод, который позволяет в некоторой степени переместить средства усложнения геометрии протекания потока газа ближе к телу этого электрода, что позволит использовать в современных сложных горелках тело электрода, имеющее меньшую длину.
Сущность изобретения
[0005] Настоящее изобретение относится к системам и способам усовершенствования расходных компонентов (например, электродов) для плазменных горелок и соответствующим способам направления потока текучей среды и охлаждения расходных компонентов в плазменных горелках. Согласно одному аспекту, изобретением предлагается электрод для плазменной горелки с жидкостным охлаждением. Электрод включает тело, имеющее продольную ось, которая задает первый конец, второй конец и среднюю часть между первым и вторым концами. Электрод включает первый уплотнительный элемент, расположенный с внешней стороны тела рядом с первым концом. Электрод включает второй уплотнительный элемент, расположенный с внешней стороны тела, причем второй уплотнительный элемент находится в средней части между первым уплотнительным элементом и вторым концом вдоль продольной оси. Второй уплотнительный элемент выполнен таким образом, чтобы он создавал первое уплотнение в отношении газа относительно вихревой газовой камеры. Второй уплотнительный элемент формирует часть вихревой газовой камеры. Электрод включает третий уплотнительный элемент, расположенный с внешней стороны тела. Третий уплотнительный элемент находится между вторым уплотнительным элементом и вторым концом вдоль продольной оси. Третий уплотнительный элемент выполнен таким образом, чтобы он создавал второе уплотнение в отношении газа для вихревой газовой камеры. Третий уплотнительный элемент формирует часть вихревой газовой камеры. Представленный электрод позволяет в некоторой степени переместить средства усложнения геометрии протекания потока газа ближе к электроду. Это позволяет усложнить геометрию протекания потока газа в горелке без необходимости использования в ней более длинных электродов. Кроме того, в определенных вариантах представленная горелка может иметь осевой вихрь и/или осевой поток. Расположение средств усложнения протекания на границе электрода и завихрительного кольца позволяет усовершенствовать геометрию вихря, используемую в горелке.
[0006] В некоторых вариантах первый уплотнительный элемент обеспечивает уплотнение в отношении жидкости. В некоторых вариантах первый уплотнительный элемент герметизирует тело электрода с внешней стороны в отношении охладителя, направляемого на внутреннюю поверхность этого электрода. В некоторых вариантах второй уплотнительный элемент создает первую концевую часть вихревой газовой камеры, причем первая концевая часть обеспечивает принудительное перемещение вихревого потока газа через отверстие в завихрительном кольце. В некоторых вариантах третий уплотнительный элемент герметизирует концевую часть вихревой газовой камеры таким образом, чтобы вихревой поток газа принудительно перемещался через завихряющие отверстия в завихрительном кольце. В некоторых вариантах диаметр первого уплотнительного элемента больше диаметра второго уплотнительного элемента. В некоторых вариантах диаметр второго уплотнительного элемента больше диаметра третьего уплотнительного элемента. В некоторых вариантах электрод включает резьбу быстрого закрепления (QuickLock), находящуюся рядом с первым концом тела. В некоторых вариантах электрод имеет коническую форму, обеспечивающую сопряжение уплотнительных элементов электрода с соседними компонентами плазменной горелки и скольжение по ним, в результате чего уменьшается сила, требующаяся для установки электрода в горелку. В некоторых вариантах уплотнительные элементы являются частями камер плазменной горелки.
[0007] Согласно другому аспекту, изобретением предлагается электрод для плазменной горелки с жидкостным охлаждением. Электрод включает, по существу, полое тело, имеющее первую секцию, вторую секцию и третью секцию. Вторая секция расположена между первой секцией и третьей секцией. Электрод включает первый уплотнительный элемент, расположенный по периферии вокруг внешней поверхности первой секции тела. Электрод включает второй уплотнительный элемент, расположенный по периферии вокруг внешней поверхности второй секции тела. Электрод включает третий уплотнительный элемент, расположенный по периферии вокруг внешней поверхности третьей секции тела. Второй уплотнительный элемент и третий уплотнительный элемент формируют часть вихревой газовой камеры, когда электрод установлен в плазменную горелку с жидкостным охлаждением.
[0008] В некоторых вариантах первый уплотнительный элемент обеспечивает уплотнение в отношении жидкости. В некоторых вариантах первый уплотнительный элемент герметизирует внешнюю поверхность первой секции тела в отношении охладителя, направляемого на внутреннюю поверхность этого электрода. В некоторых вариантах второй уплотнительный элемент создает первую концевую часть вихревой газовой камеры, причем первая концевая часть обеспечивает принудительное перемещение вихревого потока газа через отверстие в завихрительном кольце. В некоторых вариантах диаметр первого уплотнительного элемента больше диаметра второго уплотнительного элемента. В некоторых вариантах диаметр второго уплотнительного элемента больше диаметра третьего уплотнительного элемента. В некоторых вариантах электрод включает резьбу быстрого закрепления, находящуюся в первой секции тела или рядом с ней. В некоторых вариантах электрод имеет коническую форму, обеспечивающую сопряжение уплотнительных элементов электрода с соседними компонентами плазменной горелки и скольжение по ним, в результате чего уменьшается сила, требующаяся для установки электрода в горелку. В некоторых вариантах один или более уплотнительных элементов представляют собой уплотнительные кольца.
[0009] Согласно еще одному аспекту, изобретением предлагается способ направления потока плазмообразующего газа в плазменной горелке с жидкостным охлаждением. Способ включает обеспечение электрода, имеющего первый уплотнительный элемент, обеспечивающий герметизацию в отношении жидкости, первый уплотнительный элемент, обеспечивающий герметизацию в отношении газа, и второй уплотнительный элемент, обеспечивающий герметизацию в отношении газа. Способ включает обеспечение протекания плазмообразующего газа вокруг внешней поверхности электрода в канал. Способ включает направление потока плазмообразующего газа из канала в камеру, причем камера сформирована частично первым уплотнительным элементом, обеспечивающим герметизацию в отношении газа, и вторым уплотнительным элементом, обеспечивающим герметизацию в отношении газа. Способ включает этап направления потока плазмообразующего газа через группу завихряющих отверстий камеры и на заготовку.
Краткое описание чертежей
[0010] Приведенное выше будет легче понято при ознакомлении с приведенным далее подробным описанием изобретения с обращением к сопровождающим чертежам.
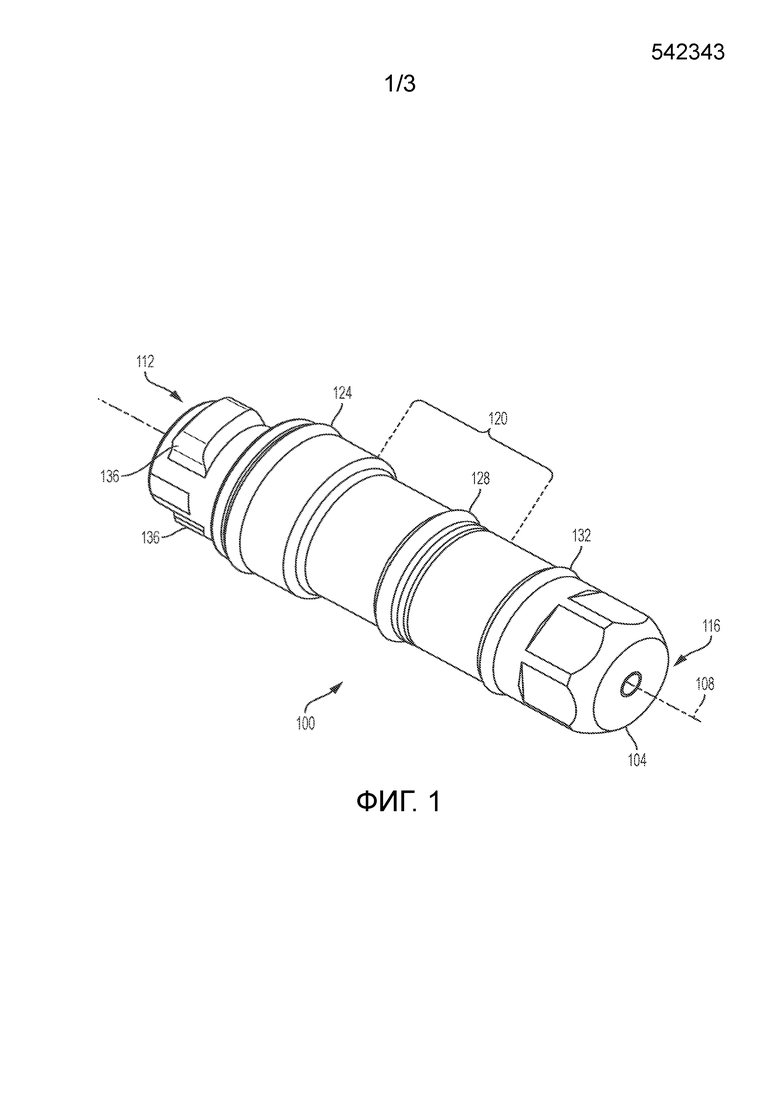
[0011] На Фиг.1 приведен общий вид электрода, имеющего три уплотнительных элемента, согласно примерному варианту реализации изобретения.
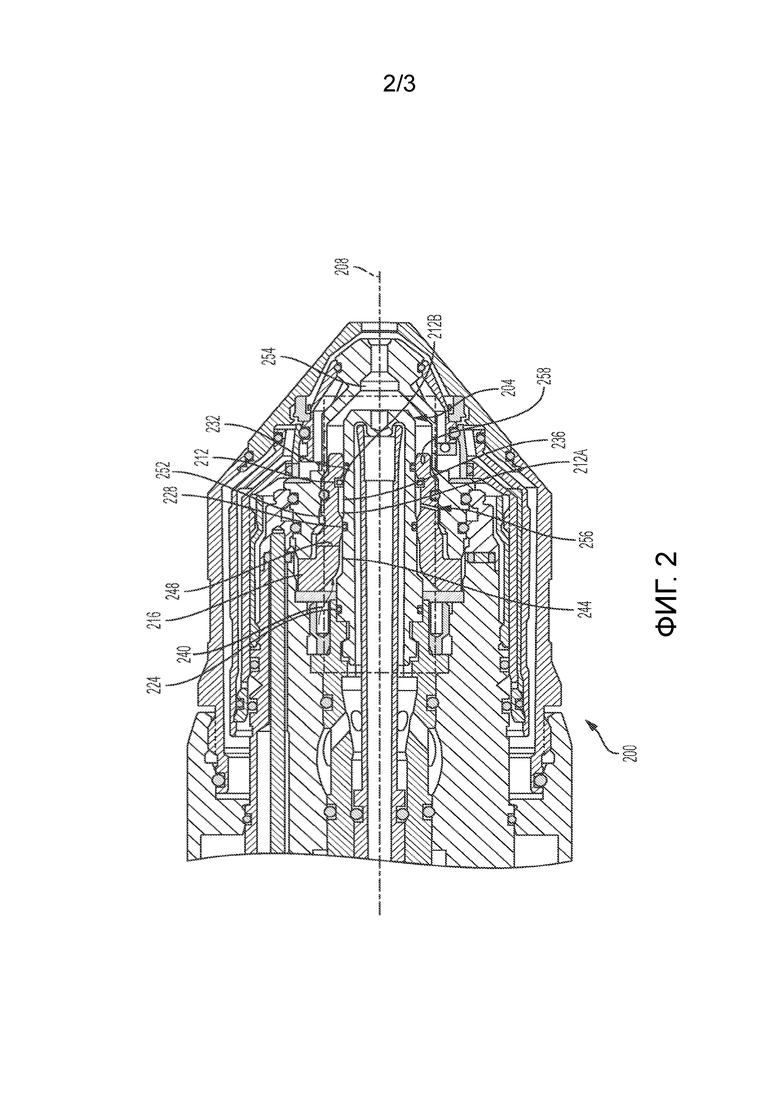
[0012] На Фиг.2 приведен разрез плазменной горелки, имеющей электрод с тремя уплотнительными элементами, причем электрод формирует часть вихревой газовой камеры, согласно примерному варианту реализации изобретения.
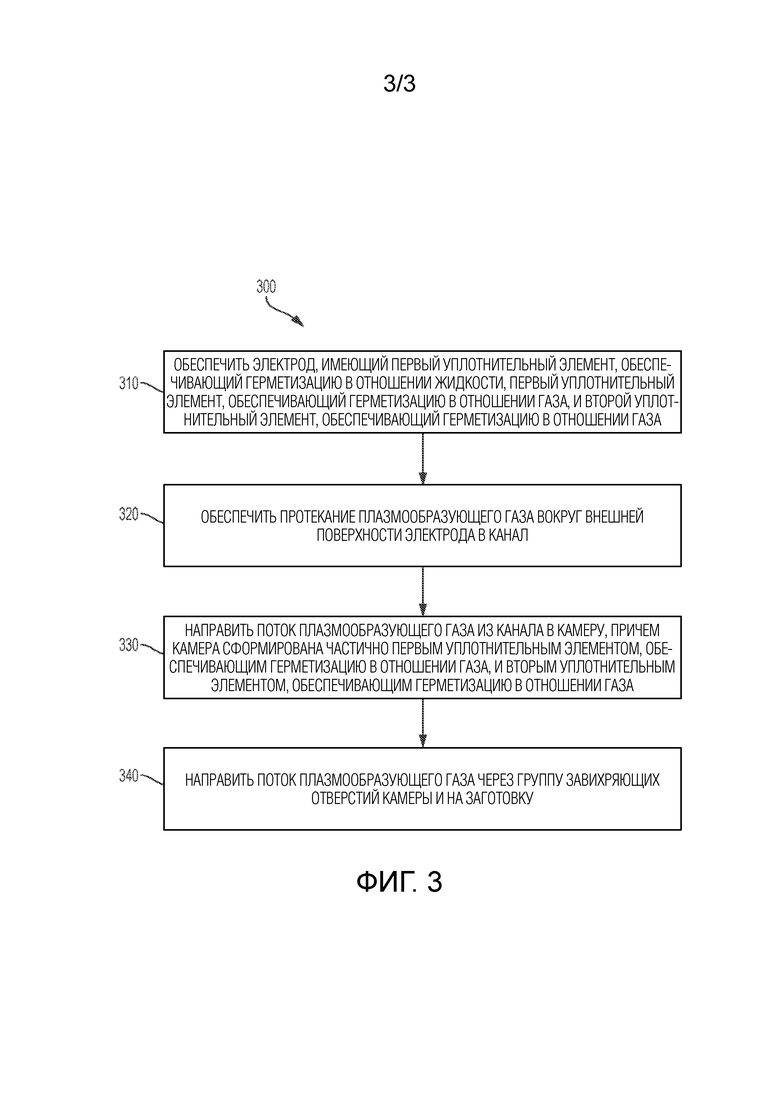
[0013] На Фиг.3 приведена схема способа направления потока плазмообразующего газа в плазменной горелке с жидкостным охлаждением, согласно примерному варианту реализации изобретения.
Подробное описание вариантов реализации
[0014] На Фиг.1 приведен общий вид электрода 100, имеющего три уплотнительных элемента 124, 128, 132, согласно примерному варианту реализации изобретения. Электрод 100 включает тело 104, имеющее продольную ось 108, которая задает первый конец 112, второй конец 116 и среднюю часть 120 между первым концом 112 и вторым концом 116. Электрод 100 включает первый уплотнительный элемент (или уплотнительный компонент) 124, второй уплотнительный элемент 128 и третий уплотнительный элемент 132, причем каждый из уплотнительных элементов 124, 128, 132 установлен вдоль продольной оси 108 электрода 100. Первый уплотнительный элемент (или уплотнительный компонент) 124 расположен с внешней стороны тела 104 электрода рядом с первым концом 112. Второй уплотнительный элемент 128 расположен с внешней стороны тела 104 электрода и находится в средней части 120 между первым уплотнительным элементом 124 и вторым концом 116 вдоль продольной оси 108. Второй уплотнительный элемент 128 выполнен таким образом, чтобы при установке в плазменную горелку он формировал часть вихревой газовой камеры (например, вихревой газовой камеры 212, показанной на Фиг.2 и описанной ниже) и создавал первое уплотнение в отношении газа относительно этой камеры. Третий уплотнительный элемент 132 расположен с внешней стороны тела 104 электрода и находится между вторым уплотнительным элементом 128 и вторым концом 116 вдоль продольной оси 108. Третий уплотнительный элемент 132 выполнен таким образом, чтобы он формировал часть вихревой газовой камеры (например, вихревой газовой камеры 212, показанной на Фиг.2 и описанной ниже) и создавал второе уплотнение в отношении газа относительно этой камеры.
[0015] Каждый из уплотнительных элементов 124, 128, 132 задает уплотнительную поверхность и определенную секцию электрода 100, над которой протекает текучая среда при установке в плазменной горелке (например, плазменной горелке 200, показанной на Фиг.2 и описанной ниже). Первый уплотнительный элемент 124 с внешней стороны электрода 100 обеспечивает уплотнение в отношении жидких охладителей, которые направляют внутрь этого электрода и вокруг резьбы 136. Второй уплотнительный элемент 128 создает первую концевую часть вихревой газовой камеры (например, вихревой газовой камеры 212, показанной на Фиг.2 и описанной ниже). Третий уплотнительный элемент 132 обеспечивает уплотнение второй концевой части вихревой газовой камеры. Таким образом, второй уплотнительный элемент 128 и третий уплотнительный элемент 132 задают границы вихревой газовой камеры. В некоторых вариантах уплотнительные элементы 124, 128, 132 представляют собой уплотнительные кольца.
[0016] Как можно видеть на Фиг.1 (и, соответственно, на рассмотренной ниже Фиг.2), уплотнительные элементы 124, 128, 132 расположены на внешней поверхности тела 104 электрода в областях, имеющих различающиеся диаметры. Как показано на Фиг.1, первый уплотнительный элемент 124 находится на поверхности, имеющей наибольший из трех диаметров. Второй уплотнительный элемент 128 находится на поверхности, имеющей промежуточный диаметр, и третий уплотнительный элемент 132 находится на поверхности, имеющей наименьший диаметр. В некоторых вариантах эта "коническая" конструкция облегчает сборку электрода 100 с завихрительным кольцом в теле горелки. Помимо этого, резьба 136 (например, резьбовое средство QuickLock) позволяет установить электрод 100 в горелку с обеспечением соосности и поворачивать для сопряжения по этой резьбе. При такой конструкции выигрыш в силе за счет применения резьбы 136 нельзя использовать для принудительного перемещения уплотнительных элементов 124, 128, 132 в соответствующие отверстия в теле горелки. Поэтому "коническая" конструкция тела 104 электрода с разными диаметрами позволяет уплотнительным элементам 124, 128, 132 электрода сопрягаться с соседними компонентами и скользить по ним только на небольшое расстояние, что уменьшает силу, требующуюся для установки компонентов горелки.
[0017] На Фиг.2 приведен разрез плазменной горелки 200, имеющей электрод 204 с продольной осью 208 и тремя уплотнительными элементами 224, 228, 232, причем электрод 204 формирует часть вихревой газовой камеры 212, согласно примерному варианту реализации изобретения. При установке в плазменной горелке 200, электрод 204 сопрягается с завихрительным кольцом 216, и уплотнительные элементы 224, 228, 232 задают различные границы в плазменной горелке 200. Например, первый уплотнительный элемент 224 задает границу водяного охлаждения, которая не допускает поступления на внешнюю поверхность электрода 204 охладителя, направленного на внутреннюю поверхность этого электрода. Второй уплотнительный элемент 228 задает первую (или "обеспечивающую дозирование", как рассмотрено ниже) границу вихревой газовой камеры 212. Третий уплотнительный элемент 232 задает вторую (или "обеспечивающую завихрение", как рассмотрено ниже) границу вихревой газовой камеры 212. Таким образом, часть вихревой газовой камеры 212 формируется вторым уплотнительным элементом 228 и третьим уплотнительным элементом 232, вместе с секцией стенки 236 электрода, находящейся между этими элементами 228, 232.
[0018] Во время работы плазменной горелки 200 вихревой поток газа движется по пути 240 протекания текучей среды мимо первого уплотнительного элемента 224 вдоль внешней поверхности 244 электрода 204. Вихревой поток газа (или плазмообразующего газа) поступает в открытую заднюю камеру завихрительного кольца 216. Задняя камера задана как пространство между внутренней поверхностью завихрительного кольца 216, внешней поверхностью 244 электрода и вторым уплотнительным элементом 228. После того, как вихревой поток газа поступил в заднюю камеру, он направляется через отверстия 248, так как второй уплотнительный элемент 228 препятствует протеканию газа вперед. Отверстие 248 проходит от внутренней поверхности завихрительного кольца 216 до его внешней поверхности в радиальном направлении (например, перпендикулярно продольной оси 208) и обеспечивает связь с каналом 252 горелки. Канал горелки задан с внешней стороны электрода, и вихревой поток газа продолжает двигаться по пути 240 протекания текучей среды к первой концевой части 212А вихревой газовой камеры 212 через дозирующие отверстия (например, дозирующее отверстие 256) в завихрительном кольце 216. Дозирующие отверстия дозируют вихревой поток газа при его поступлении с внешней стороны завихрительного кольца 216 в вихревую камеру 212. Затем вихревой поток газа поступает во вторую концевую часть 212В вихревой газовой камеры 212 через отверстие и наружу завихрительного кольца. Третий уплотнительный элемент 232 герметизирует вторую концевую часть 212В вихревой газовой камеры 212, чтобы обеспечить принудительное перемещение вихревого потока газа через завихряющие отверстия (не видны) в передней части завихрительного кольца и в диффузор 254 плазменной горелки. Таким образом, второй уплотнительный элемент 228 и третий уплотнительный элемент 232 формируют вихревую газовую камеру 212, которая принимает плазмообразующий газ из дозирующих отверстий и выгружает плазмообразующий газ через завихряющие отверстия. В некоторых вариантах выгодно иметь отдельные завихряющие отверстия и дозирующие отверстия, так как каждая группа отверстий выполняет отдельную функцию, требующую своей соответствующей конструкции.
[0019] На Фиг.3 приведена схема способа 300 направления потока плазмообразующего газа в плазменной горелке с жидкостным охлаждением, согласно примерному варианту реализации изобретения. Способ 300 включает этап 310 обеспечения электрода, имеющего первый уплотнительный элемент, обеспечивающий герметизацию в отношении жидкости, первый уплотнительный элемент, обеспечивающий герметизацию в отношении газа, и второй уплотнительный элемент, обеспечивающий герметизацию в отношении газа. Способ 300 включает этап 320 обеспечения протекания плазмообразующего газа вокруг внешней поверхности электрода в канал. Способ 300 включает этап 330 направления потока плазмообразующего газа из канала в камеру, причем камера сформирована частично первым уплотнительным элементом, обеспечивающим герметизацию в отношении газа, и вторым уплотнительным элементом, обеспечивающим герметизацию в отношении газа. Способ 300 включает этап 340 направления потока плазмообразующего газа через группу завихряющих отверстий камеры и на заготовку.
[0020] Хотя изобретение конкретно продемонстрировано и описано со ссылкой на определенные предпочтительные варианты его реализации, специалисты в данной области техники должны понимать, что в форму и детали этого изобретения могут быть внесены различные изменения, не выходящие за пределы его сущности и объема, которые определены в пунктах приложенной Формулы изобретения.
Изобретение относится к средствам жидкостного охлаждения плазменной горелки. В заявленном изобретении предусмотрено использование электрода, включающего тело, имеющее продольную ось, которая задает первый конец, второй конец и среднюю часть. Электрод включает первый уплотнительный элемент, расположенный с внешней стороны тела рядом с первым концом; второй уплотнительный элемент, расположенный с внешней стороны тела и находящийся в средней части, причем второй уплотнительный элемент выполнен таким образом, чтобы он создавал первое уплотнение, обеспечивающее герметизацию в отношении газа относительно вихревой газовой камеры, и формирует часть вихревой газовой камеры. Третий уплотнительный элемент, расположенный с внешней стороны тела, находится между вторым уплотнительным элементом и вторым концом, выполнен таким образом, чтобы он создавал второе уплотнение, обеспечивающее герметизацию в отношении газа относительно вихревой газовой камеры, и формирует часть вихревой газовой камеры. 3 н. и 17 з.п. ф-лы, 3 ил.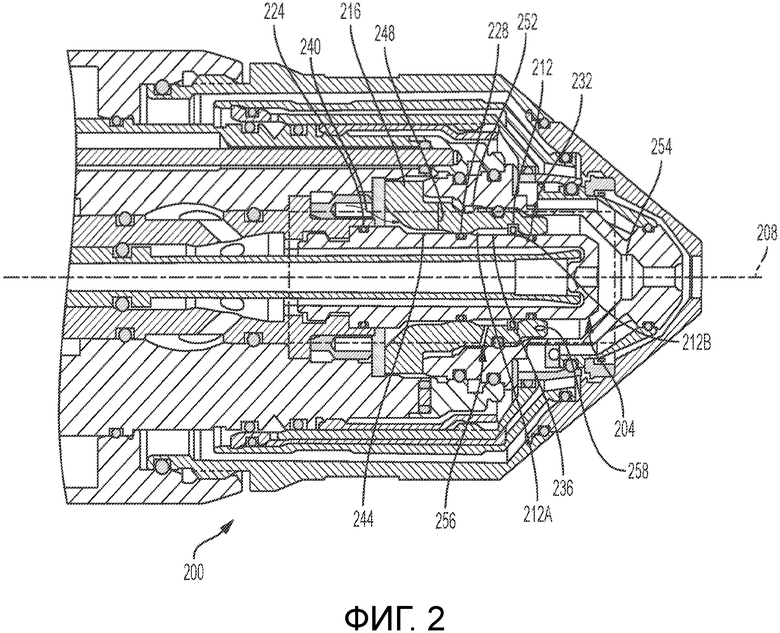
1. Электрод для плазменной горелки с жидкостным охлаждением, содержащий:
тело, имеющее продольную ось, которая задает первый конец, второй конец и среднюю часть между первым и вторым концами;
первый уплотнительный элемент, расположенный с внешней стороны тела рядом с первым концом;
второй уплотнительный элемент, расположенный с внешней стороны тела, причем второй уплотнительный элемент находится в средней части между первым уплотнительным элементом и вторым концом вдоль продольной оси, выполнен с возможностью создания первого уплотнения в отношении газа относительно вихревой газовой камеры и формирует часть вихревой газовой камеры; и
третий уплотнительный элемент, расположенный с внешней стороны тела, причем третий уплотнительный элемент находится между вторым уплотнительным элементом и вторым концом вдоль продольной оси, выполнен с возможностью создания второго уплотнения в отношении газа относительно вихревой газовой камеры и формирует часть вихревой газовой камеры.
2. Электрод по п.1, в котором первый уплотнительный элемент обеспечивает герметизацию в отношении жидкости.
3. Электрод по п.1, в котором первый уплотнительный элемент герметизирует тело электрода с внешней стороны в отношении охладителя, направляемого на внутреннюю поверхность этого электрода.
4. Электрод по п.1, в котором второй уплотнительный элемент создает первую концевую часть вихревой газовой камеры, причем первая концевая часть обеспечивает принудительное перемещение вихревого потока газа через отверстие в завихрительном кольце.
5. Электрод по п.1, в котором третий уплотнительный элемент герметизирует концевую часть вихревой газовой камеры с обеспечением принудительного перемещения вихревого потока газа через завихряющие отверстия в завихрительном кольце.
6. Электрод по п.1, в котором диаметр первого уплотнительного элемента больше диаметра второго уплотнительного элемента.
7. Электрод по п.1, в котором диаметр второго уплотнительного элемента больше диаметра третьего уплотнительного элемента.
8. Электрод по п.1, дополнительно содержащий резьбу быстрого закрепления, находящуюся рядом с первым концом тела.
9. Электрод по п.1, имеющий коническую форму, обеспечивающую сопряжение уплотнительных элементов электрода с соседними компонентами плазменной горелки и скольжение по ним, в результате чего уменьшается сила, требующаяся для установки электрода в горелку.
10. Электрод по п.1, в котором один или более уплотнительных элементов представляют собой уплотнительные кольца.
11. Электрод по п.1, в котором уплотнительные элементы являются частями камер плазменной горелки.
12. Электрод для плазменной горелки с жидкостным охлаждением, содержащий:
по существу полое тело, имеющее первую секцию, вторую секцию и третью секцию, причем вторая секция расположена между первой секцией и третьей секцией;
первый уплотнительный элемент, расположенный по периферии вокруг внешней поверхности первой секции тела;
второй уплотнительный элемент, расположенный по периферии вокруг внешней поверхности второй секции тела; и
третий уплотнительный элемент, расположенный по периферии вокруг внешней поверхности третьей секции тела,
причем второй уплотнительный элемент и третий уплотнительный элемент формируют часть вихревой газовой камеры, когда электрод установлен в плазменную горелку с жидкостным охлаждением.
13. Электрод по п.12, в котором первый уплотнительный элемент обеспечивает герметизацию в отношении жидкости.
14. Электрод по п.12, в котором первый уплотнительный элемент герметизирует внешнюю поверхность первой секции тела в отношении охладителя, направляемого на внутреннюю поверхность этого электрода.
15. Электрод по п.12, в котором второй уплотнительный элемент создает первую концевую часть вихревой газовой камеры, причем первая концевая часть обеспечивает принудительное перемещение вихревого потока газа через отверстие в завихрительном кольце.
16. Электрод по п.12, в котором диаметр первого уплотнительного элемента больше диаметра второго уплотнительного элемента, и диаметр второго уплотнительного элемента больше диаметра третьего уплотнительного элемента.
17. Электрод по п.12, дополнительно содержащий резьбу быстрого закрепления, находящуюся в первой секции тела или рядом с ней.
18. Электрод по п.12, имеющий коническую форму, обеспечивающую сопряжение уплотнительных элементов электрода с соседними компонентами плазменной горелки и скольжение по ним, в результате чего уменьшается сила, требующаяся для установки электрода в горелку.
19. Электрод по п.12, в котором один или более уплотнительных элементов представляют собой уплотнительные кольца.
20. Способ направления потока плазмообразующего газа в плазменной горелке с жидкостным охлаждением, содержащий следующие этапы:
обеспечивают электрод, имеющий первый уплотнительный элемент, обеспечивающий герметизацию в отношении жидкости, первый уплотнительный элемент, обеспечивающий герметизацию в отношении газа, и второй уплотнительный элемент, обеспечивающий герметизацию в отношении газа;
обеспечивают протекание плазмообразующего газа вокруг внешней поверхности электрода в канал;
направляют поток плазмообразующего газа из канала в камеру, причем камера сформирована частично первым уплотнительным элементом, обеспечивающим герметизацию в отношении газа, и вторым уплотнительным элементом, обеспечивающим герметизацию в отношении газа; и
направляют поток плазмообразующего газа через группу завихряющих отверстий камеры и на заготовку.
| US 2012055906 A1, 08.03.2012 | |||
| US 5977510 A, 02.11.1999 | |||
| US 2008217305 A1, 11.09.2008 | |||
| СОПЛО ПЛАЗМЕННОЙ ГОРЕЛКИ (ВАРИАНТЫ) | 1998 |
|
RU2177677C2 |

