Перекрестная ссылка на родственную заявку
[0001] Эта заявка истребует приоритет предварительной заявки на патент США № 62/320,935, которая зарегистрирована 11 апреля 2016 и принадлежит подателю этой заявки и полное содержание которой этим упоминанием включено в текст данного описания.
Область техники
[0002] Настоящее изобретение в общем относится к области систем и процессов плазменно-дуговой резки. Если говорить более конкретно, изобретение относится к усовершенствованным расходным компонентам (например, трубкам для охладителя) и способам охлаждения плазменной горелки.
Уровень техники
[0003] Плазменные горелки широко используются для обработки материалов при высокой температуре (например, нагрев, резание, строгание и маркирование). Если говорить в общем, плазменная горелка включает головку, электрод, установленный в головке, эмитирующий вкладыш, расположенный в центральном отверстии электрода, сопло, имеющее центральное выходное отверстие и установленное в головке, защитный элемент, электрические соединения, каналы для охлаждения и каналы для текучих сред, обеспечивающих управление дугой (например, плазмообразующего газа). Для управления режимами протекания текучей среды в плазменной камере, созданной между электродом и соплом, может использоваться завихрительное кольцо. В случае плазменных горелок с жидкостным охлаждением в горелке может быть установлена трубка для охладителя для доставки жидкого охладителя к различным расходным компонентам, находящимся в наконечнике горелки, чтобы предотвратить перегрев. В некоторых горелках для удержания сопла и/или завихрительного кольца на месте в плазменной горелке может использоваться закрепляющий колпачок. Во время работы горелка создает плазменную дугу, которая представляет собой сжатую струю ионизированного газа с высокой температурой и достаточной кинетической энергией, чтобы способствовать удалению расплавленного металла. Газы, используемые в горелке, могут быть химически неактивными (например, аргон или азот) или химически активными (например, кислород или воздух).
[0004] В существующих плазменных горелках с жидкостным охлаждением требуется использовать разные трубки для охладителя для соответствия электродам разных размеров, предназначенным для разных процессов резания. Например, для процесса резания при электрическом токе 80 А может потребоваться установка более длинного электрода, чем для процесса резания при электрическом токе 300 А, что делает необходимым использование разных трубок для охладителя для соответствия электродам разной длины. Таким образом, имеется потребность в усовершенствованиях для упрощения частей горелки и уменьшения числа расходных компонентов, устанавливаемых на тело горелки и/или снимаемых с него при изменении процесса резания.
Сущность изобретения
[0005] Таким образом, задачей настоящего изобретения является предложить трубку для жидкого охладителя, которая совместима с расходными компонентами (например, электродами) для разных процессов, что позволяет снизить сложность установки и удаления компонентов горелки. В некоторых вариантах предлагается универсальная трубка для охладителя, которую можно использовать с электродами разных размеров, что позволяет устранить необходимость в приобретении разных трубок для охладителя для разных процессов резания.
[0006] Согласно одному аспекту, предлагается способ применения трубки для охладителя в плазменной горелке с жидкостным охлаждением. Трубка для охладителя содержит, по существу, полое вытянутое тело, имеющее ближний конец, дальний конец и проходящую через них продольную ось. Способ включает установку трубки для охладителя в плазменную горелку, причем эта трубка имеет уплотнительное кольцо на ее ближнем конце, и установку первого электрода в плазменную горелку таким образом, чтобы дальний конец трубки для охладителя находился во внутренней полости этого электрода. Способ включает подачу первого потока охладителя в плазменную горелку через полое тело трубки для охладителя и смещающее воздействие при помощи первого потока охладителя на поверхность для воздействия на трубке для охладителя относительно первого электрода, так что трубка для охладителя перемещается в направлении вдоль продольной оси для контакта с первым электродом. Воздействие при помощи первого потока охладителя задает первое осевое расстояние между уплотнительным кольцом трубки для охладителя и ближним концом первого электрода. Способ также включает удаление первого электрода из плазменной горелки, установку второго электрода в плазменную горелку таким образом, чтобы дальний конец трубки для охладителя находился во внутренней полости этого электрода, и подачу второго потока охладителя в плазменную горелку через полое тело трубки для охладителя. Способ дополнительно включает смещающее воздействие при помощи второго потока охладителя на поверхность для воздействия на трубке для охладителя относительно второго электрода, в результате чего трубка для охладителя перемещается в направлении вдоль продольной оси для контакта со вторым электродом. Воздействие при помощи второго потока охладителя задает второе осевое расстояние между уплотнительным кольцом трубки для охладителя и ближним концом второго электрода. Разница между первым расстоянием и вторым расстоянием составляет по меньшей мере приблизительно 0,25 дюйма.
[0007] В некоторых вариантах первый электрод имеет первую длину, измеряемую вдоль продольной оси, и второй электрод имеет вторую длину, измеряемую вдоль продольной оси, причем первая длина меньше второй длины. В некоторых вариантах первое расстояние больше второго расстояния на приблизительно 0,25 дюйма или более. В некоторых вариантах плазменную горелку с первым электродом задействуют при электрическом токе приблизительно 300 А. В некоторых вариантах плазменную горелку со вторым электродом задействуют при электрическом токе приблизительно 80 А.
[0008] В некоторых вариантах первый электрод имеет первую длину, измеряемую вдоль продольной оси, и второй электрод имеет вторую длину, измеряемую вдоль продольной оси, причем первая длина больше второй длины. В некоторых вариантах первое расстояние меньше второго расстояния на приблизительно 0,25 дюйма или более.
[0009] В некоторых вариантах разница между первым расстоянием и вторым расстоянием составляет приблизительно 0,37 дюйма.
[0010] В некоторых вариантах трубка для охладителя дополнительно имеет поверхность радиального выравнивания на ее ближнем конце. Протяженность поверхности радиального выравнивания вдоль продольной оси может составлять по меньшей мере 0,25 дюйма. Например, протяженность поверхности радиального выравнивания вдоль продольной оси составляет приблизительно 0,4 дюйма. В качестве другого примера, протяженность поверхности радиального выравнивания вдоль продольной оси составляет приблизительно 0,5 дюйма. В некоторых вариантах протяженность поверхности радиального выравнивания вдоль продольной оси больше первого расстояния или второго расстояния.
[0011] В некоторых вариантах способ дополнительно содержит приведение одной или более ножек выравнивания на дальнем конце трубки для охладителя в контакт с внутренней поверхностью в полости первого или второго электрода во время смещения. В некоторых вариантах каждая ножка выравнивания трубки для охладителя имеет длину, измеряемую вдоль продольной оси, которая составляет приблизительно 0,03 дюйма.
[0012] Согласно другому аспекту, предлагается универсальная трубка для охладителя, применяемая в плазменной горелке с жидкостным охлаждением. Трубка для охладителя включает, по существу, полое вытянутое тело, имеющее ближний конец, дальний конец и проходящую через них продольную ось. Тело трубки для охладителя обеспечивает протекание потока охладителя в электрод плазменной горелки. Трубка для охладителя имеет область раструба на ее дальнем конце и множество ножек на дальнем конце области раструба. Ножки из упомянутого множества выполнены с возможностью физического контакта с внутренней поверхностью электрода. Трубка для охладителя также имеет уплотнительное кольцо на ее ближнем конце и часть с увеличенным радиальным размером, которая находится между ближним концом этой трубки и уплотнительным кольцом и на которую можно оказывать смещающее воздействие в осевом направлении к электроду. Часть с увеличенным радиальным размером имеет поверхность радиального выравнивания, протяженность которой вдоль продольной оси составляет по меньшей мере приблизительно 0,25 дюйма.
[0013] В некоторых вариантах протяженность поверхности радиального выравнивания вдоль продольной оси составляет по меньшей мере 0,25 дюйма. Например, протяженность поверхности радиального выравнивания вдоль продольной оси составляет приблизительно 0,4 дюйма. В качестве другого примера, протяженность поверхности радиального выравнивания вдоль продольной оси составляет приблизительно 0,5 дюйма.
[0014] В некоторых вариантах длина каждой из множества ножек, измеряемая вдоль продольной оси, составляет приблизительно 0,03 дюйма.
[0015] В некоторых вариантах на часть с увеличенным радиальным размером в трубке для охладителя можно воздействовать для изменения осевого расстояния в зависимости от длины электрода. Осевое расстояние измеряют между уплотнительным кольцом и ближним концом электрода. В некоторых вариантах осевое расстояние больше для электрода, имеющего меньшую длину.
[0016] В некоторых вариантах плазменную горелку с универсальной трубкой для охладителя задействуют при электрическом токе приблизительно 80 А. В некоторых вариантах плазменную горелку с универсальной трубкой для охладителя задействуют при электрическом токе приблизительно 300 А.
Краткое описание чертежей
[0017] Описанные выше преимущества изобретения и ее дополнительные преимущества могут быть лучше поняты при ознакомлении с приведенным далее описанием с обращением к сопровождающим чертежам. Чертежи необязательно выполнены в масштабе, так как ударение, в основном, делается на иллюстрирование принципов изобретения.
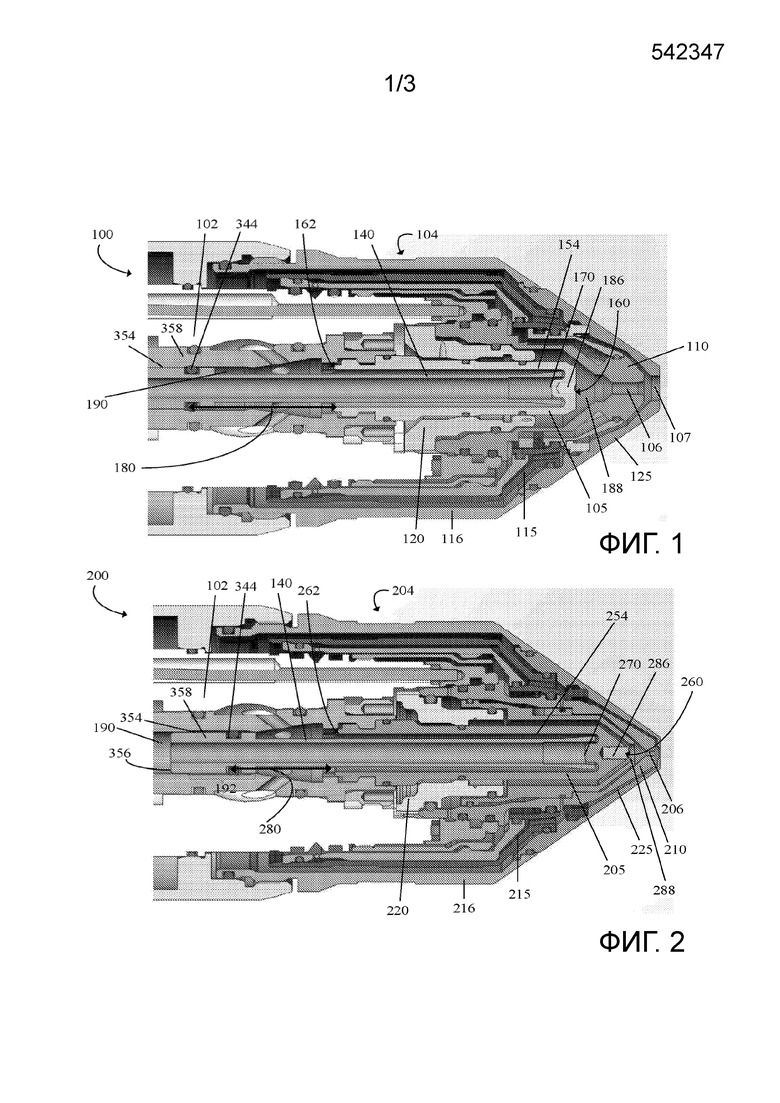
[0018] На Фиг.1 приведен разрез плазменной горелки с жидкостным охлаждением, имеющей универсальную трубку для охладителя, согласно примерному варианту реализации настоящего изобретения.
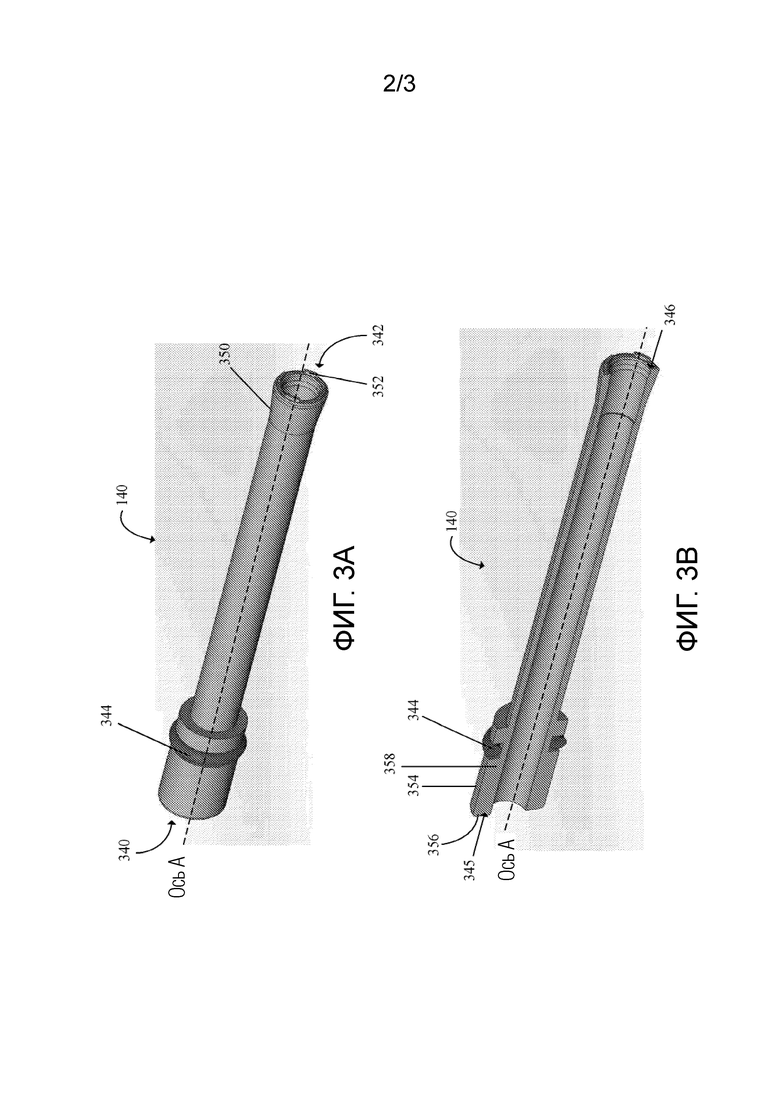
[0019] На Фиг.2 приведен разрез другой плазменной горелки с жидкостным охлаждением, в которой установлена универсальная трубка для охладителя, показанная на Фиг.1, согласно примерному варианту реализации настоящего изобретения.
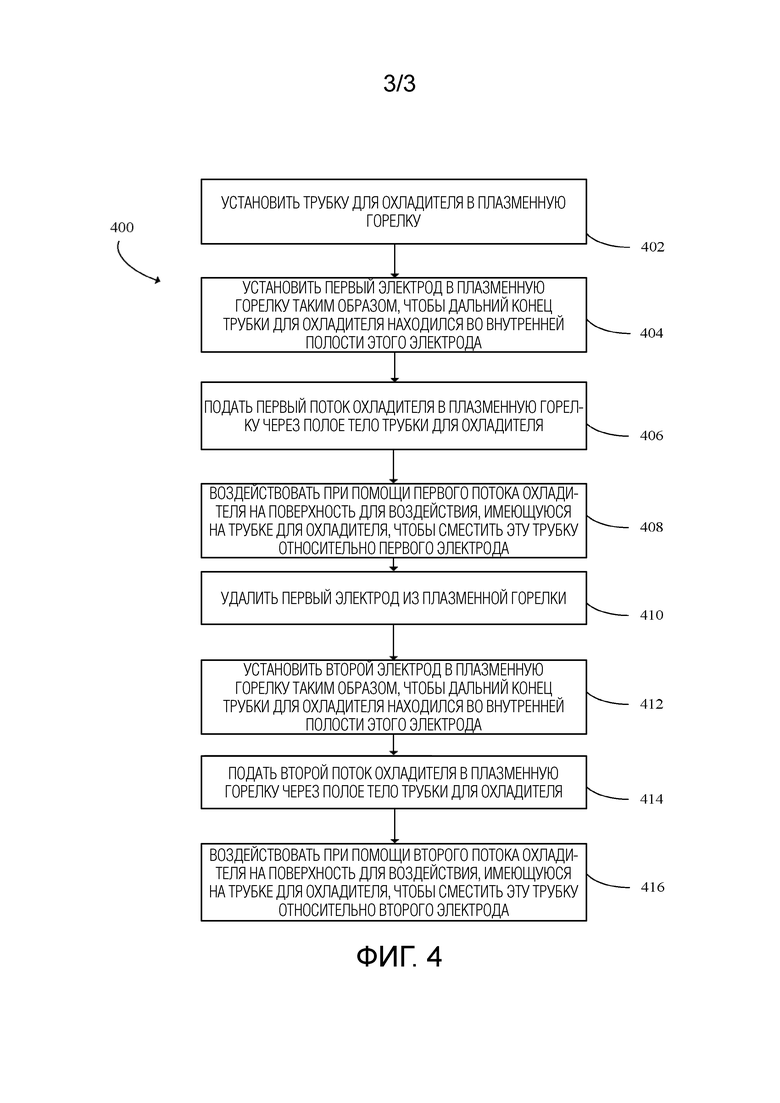
[0020] На Фиг.3A и 3B приведены, соответственно, общий вид и разрез универсальной трубки для охладителя, показанной на Фиг.1 и 2, согласно примерному варианту реализации настоящего изобретения.
[0021] На Фиг.4 приведена схема способа применения универсальной трубки для охладителя, показанной на Фиг.1 и 2, согласно примерному варианту реализации настоящего изобретения.
Подробное описание вариантов реализации
[0022] На Фиг.1 приведен разрез плазменной горелки 100 с жидкостным охлаждением, имеющей универсальную трубку 140 для охладителя, согласно примерному варианту реализации настоящего изобретения. Плазменная горелка 100 включает тело 102, соединенное с трубкой 140, и наконечник 104, имеющий множество расходных компонентов, содержащих, например, электрод 105, сопло 110, внутренний закрепляющий колпачок 115, внешний закрепляющий колпачок 116, завихрительное кольцо 120 и защитный элемент 125. Как изображено, электрод 105 имеет вытянутое тело с ближним концом 162 и дальним концом 160. На дальнем конце 160 вытянутого тела электрода 105 имеется эмитирующий вкладыш 186, установленный так, чтобы эмитирующая поверхность была открыта. Вкладыш 186 может быть изготовлен из гафния или других материалов, которые обладают подходящими физическими свойствами, включая стойкость к коррозии и высокую способность к термоионной эмиссии. На внутренней поверхности электрода 105 на его дальнем конце 160 создана полость 154 для приема, по меньшей мере, дальней части трубки 140 для охладителя. В некоторых вариантах в полости 154 создана ступенька, или выступ, 170, которая предназначена для ориентирования и выравнивания трубки 140 для охладителя и обеспечивает протекание жидкого охладителя из этой трубки по окружности дальней части электрода 105, в которой удерживается эмитирующий вкладыш 186, что позволяет охлаждать этот вкладыш.
[0023] Сопло 110 находится на расстоянии от электрода 105 и имеет центральное выходное отверстие 106. Между соплом 110 и электродом 105 создан диффузор 188. Завихрительное кольцо 120 установлено вокруг электрода 105 и обеспечивает создание тангенциального компонента скорости протекания потока плазмообразующего газа, что позволяет задать вихревой режим протекания плазмообразующего газа. Внутренний закрепляющий колпачок 115 неподвижно соединен (например, при помощи резьбы) с телом 102 горелки для закрепления сопла 110 в теле 102 горелки и выравнивания сопла 110 в радиальном и/или осевом направлении относительно продольной оси горелки 100. Защитный элемент 125, который имеет выходное отверстие 107, соединен с внешним закрепляющим колпачком 116, который прикрепляет защитный элемент 125 к телу 102 горелки. В некоторых вариантах выходное отверстие 106 сопла и, в качестве необязательного варианта, выходное отверстие 107 защитного элемента задают выходное отверстие для плазменной дуги, через которое плазменная дуга проходит к заготовке во время работы горелки. Горелка 100 может, кроме того, включать электрические соединения, каналы для охлаждения и каналы для текучих сред, обеспечивающих управление дугой (например, плазмообразующего газа). В некоторых вариантах плазменную горелку 100 с жидкостным охлаждением, показанную на Фиг.1, задействуют при электрическом токе приблизительно 80 А.
[0024] На Фиг.2 приведен разрез другой плазменной горелки 200 с жидкостным охлаждением, в которой установлена универсальная трубка 140 для охладителя, показанная на Фиг.1, согласно примерному варианту реализации настоящего изобретения. В некоторых вариантах в горелке 200, показанной на Фиг.2, используется та же самая трубка 140 для охладителя, что показана на Фиг.1. В некоторых вариантах в горелке 200, показанной на Фиг.2, используются те же самые тело 102 горелки и трубка 140 для охладителя, что показаны на Фиг.1, в результате чего можно заменять только компоненты, находящиеся в наконечнике 204 горелки.
[0025] Наконечник 204 горелки имеет множество расходных компонентов, содержащих, например, электрод 205, сопло 210, внутренний закрепляющий колпачок 215, внешний закрепляющий колпачок 216, завихрительное кольцо 220 и защитный элемент 225. Аналогично электроду 105, электрод 205 имеет вытянутое тело с ближним концом 262 и дальним концом 260. На дальнем конце 260 вытянутого тела электрода 205 расположен эмитирующий вкладыш 286. На внутренней поверхности электрода 205 на его дальнем конце 260 создана полость 254, которая выполнена с возможностью приема, по меньшей мере, дальней части трубки 140 для охладителя. В некоторых вариантах в полости 254 создана ступенька, или выступ, 270, которая предназначена для ориентирования и выравнивания трубки 140 для охладителя и охлаждения эмитирующего вкладыша 286.
[0026] В некоторых вариантах электрод 205 имеет длину, измеряемую в продольном направлении, отличающуюся от длины электрода 105, показанного на Фиг.1, так как плазменная горелка 200 используется при выполнении процесса, для которого требуется другой выходной электрический ток, чем в горелке 100, показанной на Фиг.1. Например, плазменную горелку 200 задействуют при электрическом токе приблизительно 80 А, а плазменную горелку 100 задействуют при электрическом токе приблизительно 300 А, в таком случае электрод 205 для процесса с током 80 А должен быть длиннее электрода 105 для процесса с током 300 А. Это объясняется тем, что наконечник 204 горелки для процесса с током 80 А должен иметь меньший диффузор 288 и меньшее/более короткое выходное отверстие 206 сопла из-за создания дуги, которая имеет меньший диаметр и дуговой промежуток меньшей длины. Таким образом, чтобы использовать одно и то же тело 102 горелки для обоих электродов 105 и 205, электрод 205 для более низкого электрического тока делают длиннее, в результате чего эмитирующий вкладыш 286 находится ближе к заготовке во время работы горелки. Однако, даже несмотря на то, что электроды 105, 205 имеют разную длину, с обоими электродами совместимы одни и те же трубка 140 для охладителя и/или тело 102 горелки, которые можно использовать как в горелке 100, показанной на Фиг.1, так и в горелке 200, показанной на Фиг.2. В некоторых вариантах электрод 105 для процесса с током 300 А имеет длину приблизительно 1,62 дюйма, и электрод 205 для процесса с током 80 А имеет длину приблизительно 1,93 дюйма, то есть разница по длине между электродами составляет приблизительно 0,31 дюйма. Выступы 170, 270 в электродах 105, 205 имеют, по существу, идентичную длину, измеряемую вдоль продольной оси, которая составляет приблизительно 0,09 дюйма. В некоторых вариантах горелки 100, 200 имеют, по существу, одну и ту же длину, измеряемую в продольном направлении, после сборки их компонентов.
[0027] На Фиг.3A и 3B приведены, соответственно, общий вид и разрез универсальной трубки 140 для охладителя, показанной на Фиг.1 и 2, согласно примерному варианту реализации настоящего изобретения. Как изображено, трубка 140 для охладителя имеет вытянутое тело с ближней областью (в общем называемой ближним концом) 340, которая является концом, обеспечивающим сопряжение с телом 102 горелки, и дальней областью (в общем называемой дальним концом) 342, которая является концом, обеспечивающим сопряжение с электродом 105 или 205. Вдоль тела трубки 140 для охладителя через ближний конец 340 и дальний конец 342 проходит продольная ось А. Вытянутое тело трубки 140 для охладителя должно быть, по существу, полым, чтобы оно обеспечивало циркулирование охладителя между телом 102 горелки и электродом 105 или 205. Например, трубка 140 для охладителя имеет отверстие 345 на ее ближнем конце 340 и отверстие 346 на ее дальнем конце 342, чтобы поток охладителя мог, соответственно, поступать в эту трубку и покидать ее.
[0028] В некоторых вариантах трубка 140 для охладителя имеет дальний кончик 350, расположенный на дальнем конце 342. Дальний кончик 350 имеет форму колокола/раструба, при этом с удалением диаметр дальнего кончика 350 увеличивается и/или этот кончик расширяется. В некоторых вариантах на дальнем конце дальнего кончика 250 находятся один или более выступов/ножек 352 выравнивания, которые проходят вдоль продольной оси А. Ножки 352 выравнивания выполнены с возможностью физического контакта с внутренней поверхностью электрода 105 в его полости 154 (или с внутренней поверхностью электрода 205 в его полости 254), когда трубку 140 для охладителя смещают относительно электрода 105 (или электрода 205). Например, ножки 352 выравнивания предназначены для контакта с поверхностью в полости 154, находящейся вокруг выступа 170 в этой полости. В некоторых вариантах каждая ножка 352 выравнивания имеет длину, измеряемую вдоль продольной оси А, которая составляет приблизительно 0,03 дюйма.
В некоторых вариантах на ближнем конце 340 вытянутого тела трубки 140 для охладителя имеется упругий элемент 344, например уплотнительное кольцо, расположенное вокруг внешней поверхности этой трубки, для создания уплотнения между этой трубкой и телом 102 горелки, при этом разрешается осевое перемещение трубки 140 для охладителя относительно тела 102 горелки. На ближнем конце 340 вытянутого тела трубки 140 для охладителя, кроме того, имеется часть 358 с увеличенным радиальным размером, которая находится между уплотнительным кольцом 344 и этим концом. Часть 358 с увеличенным радиальным размером имеет диаметр больше диаметра тела трубки для охладителя на дальнем конце 342. Как показано, часть 358 с увеличенным радиальным размером имеет поверхность 354 радиального выравнивания, находящуюся на внешней боковой стороне трубки 140 для охладителя между уплотнительным кольцом 344 и ближним концом 340. Поверхность 354 радиального выравнивания обеспечивает радиальное выравнивание (т.е. центрирование) трубки 140 для охладителя в теле 102 горелки. Поверхность 354 радиального выравнивания также представляет собой поверхность, обеспечивающую скольжение трубки 140 для охладителя в осевом направлении в теле 102 горелки во время смещения. Поверхность 354 радиального выравнивания может иметь протяженность вдоль продольной оси А, которая составляет по меньшей мере 0,25 дюйма, например 0,4 дюйма или 0,5 дюйма. В некоторых вариантах часть 358 с увеличенным радиальным размером имеет поверхность 356 для воздействия гидравлической силы, расположенную на торце на ближнем конце 340. Поверхность 356 для воздействия гидравлической силы предназначена для воздействия потока жидкого охладителя, который смещает трубку 140 для охладителя дальше в осевом направлении до тех пор, пока ножки 352 выравнивания на этой трубке не придут в физический контакт с поверхностью в полости 154 или 254.
[0029] Во время работы трубка 140 для охладителя, включая часть 358 с увеличенным радиальным размером, должна смещаться для изменения упомянутого осевого расстояния в горелке в зависимости от длины электрода, используемого в этой горелке. Например, как изображено на Фиг.1 и 2, если смотреть вдоль продольной оси А, электрод 105, показанный на Фиг.1, короче электрода 205, показанного на Фиг.2. При соединении электрода 105 или 205 с телом 102 горелки дальний конец 260 более длинного электрода 205 находится в горелке 200 дальше, чем дальний конец 160 более короткого электрода 105 в горелке 100. В некоторых вариантах ближний конец 162 более короткого электрода 105 и ближний конец 262 более длинного электрода 205 имеют приблизительно одно и то же осевое положение в теле 102 горелки. Таким образом, трубка 140 для охладителя смещается не столь далеко для контакта с более коротким электродом 105, как для контакта с более длинным электродом 205. В обоих случаях смещение прекращается, когда ножки 352 выравнивания трубки 140 для охладителя приходят в контакт с поверхностью в полости 154 или 254 в соответствующем электроде 105 или 205.
[0030] После смещения интервал 180 представляет собой осевое расстояние между уплотнительным кольцом 344 трубки 140 охлаждения и ближним концом 162 более короткого электрода 105. Аналогичным образом интервал 280 представляет собой осевое расстояние между уплотнительным кольцом 344 и ближним концом 262 более длинного электрода 205. Интервал 180 должен быть больше интервала 280, так как дальний конец 160 более короткого электрода 105 находится ближе к телу 102 горелки (и, таким образом, трубка 140 для охладителя смещена не столь далеко), чем дальний конец 260 более длинного электрода 205. Если говорить в общем, осевой интервал между уплотнительным кольцом 344 трубки 140 для охладителя и ближним концом электрода больше, если электрод имеет меньшую длину. В некоторых вариантах разница между интервалом 180 и интервалом 280 составляет приблизительно 0,25 дюйма или больше, например, приблизительно 0,37 дюйма. В некоторых вариантах протяженность поверхности 354 радиального выравнивания в части 358 с увеличенным радиальным размером в трубке 140 для охладителя больше интервала 180 или 280.
[0031] В некоторых вариантах тело 102 горелки имеет, по существу, цилиндрическую полость 190, выполненную с возможностью помещения в нее, по меньшей мере, ближней части трубки 140 для охладителя. Область 192 выравнивания, находящаяся в дальней части полости 190 (изображено на Фиг.2), в общем имеет диаметр больше диаметра оставшейся части этой полости. Область 192 выравнивания задает перемещение уплотнительного кольца 344 трубки 140 для охладителя, например разрешает перемещение уплотнительного кольца 344 вперед-назад в зависимости от длины электрода, установленного в теле 102 горелки. Если говорить конкретно, область 192 выравнивания имеет меньший диаметр на обоих краях для "захвата" уплотнительного кольца 344 после того, как трубка 140 для охладителя вставлена в тело горелки.
[0032] На Фиг.4 приведена схема способа применения универсальной трубки 140 для охладителя, показанной на Фиг.1 и 2, согласно примерному варианту реализации настоящего изобретения. Выполнение способа начинается с установки трубки 140 для охладителя в плазменную горелку, например в горелку 100, показанную на Фиг.1 (этап 402). Трубка 140 для охладителя выполнена с возможностью прикрепления к телу 102 горелки. Затем в горелку 100 устанавливают первый электрод, например электрод 105, таким образом, чтобы дальний конец 342 трубки 140 для охладителя находился во внутренней полости 154 этого электрода (этап 404). Из тела 102 горелки в первый электрод 105 по трубке 140 для охладителя подают поток жидкого охладителя (этап 406). Жидкий охладитель может вводиться через ближнее отверстие 345 трубки 140 для охладителя и выходить в полость 154 электрода 105 через дальнее отверстие 346 этой трубки. Этот поток жидкого охладителя должен смещать трубку 140 для охладителя в осевом направлении дальше, толкая ее путем воздействия на поверхность 356 для воздействия гидравлической силы до тех пор, пока ножки 352 выравнивания на дальнем конце 342 трубки 140 для охладителя не придут в контакт с поверхностью в полости 154 электрода 105 (этап 408). Во время смещения часть 358 с увеличенным радиальным размером перемещается дальше вдоль продольной оси А. После смещения интервал 180 представляет собой осевое расстояние между уплотнительным кольцом 344 трубки 140 для охладителя и ближним концом 162 первого электрода 105.
[0033] Собранная горелка, которая включает трубку 140 для охладителя и электрод 105, используется для выполнения первой операции резания при конкретном выходном электрическом токе. Если требуется выполнить вторую операцию резания при другом выходном электрическом токе, оператор может удалить первый электрод 105 из тела 102 горелки (этап 410) и установить второй электрод, например электрод 205, показанный на Фиг.2, который предназначен для выходного электрического тока, требующегося для выполнения второй операции (этап 412). После установки дальний конец 342 трубки 140 для охладителя находится во внутренней полости 254 второго электрода 205. Через полое тело трубки 140 для охладителя подается поток жидкого охладителя (этап 414) для смещения этой трубки в осевом направлении относительно второго электрода 140 дальше таким образом, чтобы ножки 352 выравнивания трубки 140 для охладителя пришли в контакт с поверхностью в полости 254 на дальнем конце 260 электрода 205 (этап 416). Во время смещения трубка 140 для охладителя, включающая часть 358 с увеличенным радиальным размером, перемещается дальше вдоль продольной оси А. После смещения интервал 280 представляет собой осевое расстояние между уплотнительным кольцом 344 трубки 140 для охладителя и ближним концом 262 второго электрода 205. В некоторых вариантах из-за разницы в требованиях по электрическому току для первой и второй операций резания длина электродов 105, 205 различается. Эта разница в длине электродов, в свою очередь, создает разницу в осевых интервалах 180, 280, которая может составлять по меньшей мере 0,25 дюйма. При этом в обеих операциях резания используется одна и та же универсальная трубка 140 для охладителя.
[0034] В качестве примера, первая операция резания выполняется при электрическом токе приблизительно 300 А, и вторая операция резания выполняется при электрическом токе приблизительно 80 А, в этом случае первый электрод 105 короче второго электрода 205, если смотреть вдоль продольной оси А. Более короткий первый электрод 105 позволяет смещать трубку 140 для охладителя не столь далеко в осевом направлении по сравнению с более длинным вторым электродом 205. Таким образом, интервал 180, соответствующий первому электроду 105 и работе при электрическом токе 300 А, должен быть больше интервала 280, соответствующего второму электроду 205 и работе при электрическом токе 80 А. В других вариантах первая операция резания включает использование электрода, который длиннее электрода, используемого во второй операции резания. Кроме того, использование конфигураций горелки для 80 А и 300 А приведено только в качестве примера. Универсальная трубка 140 для охладителя в общем совместима с электродами различной длины и операциями резания с различными требованиями по току.
[0035] Необходимо понимать, что различные аспекты и варианты реализации изобретения могут быть скомбинированы различным образом. Исходя из материалов этой спецификации, специалист обычной квалификации в данной области техники легко может определить, как скомбинировать эти различные варианты. Также для специалистов в данной области техники после ознакомления с этой спецификацией могут стать очевидными различные модификации.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА ДЛЯ ПЛАЗМЕННО-ДУГОВОЙ РЕЗКИ, ВКЛЮЧАЮЩАЯ СОПЛА И ДРУГИЕ РАСХОДНЫЕ КОМПОНЕНТЫ, И СООТВЕТСТВУЮЩИЕ СПОСОБЫ РАБОТЫ | 2017 |
|
RU2661355C1 |
| УСОВЕРШЕНСТВОВАННАЯ СИСТЕМА ДЛЯ ПЛАЗМЕННО-ДУГОВОЙ РЕЗКИ, РАСХОДНЫЕ КОМПОНЕНТЫ И СПОСОБЫ РАБОТЫ | 2017 |
|
RU2662445C1 |
| СИСТЕМА ДЛЯ ПЛАЗМЕННО-ДУГОВОЙ РЕЗКИ, ВКЛЮЧАЮЩАЯ ЗАВИХРИТЕЛЬНЫЕ КОЛЬЦА И ДРУГИЕ РАСХОДНЫЕ КОМПОНЕНТЫ, И СООТВЕТСТВУЮЩИЕ СПОСОБЫ РАБОТЫ | 2017 |
|
RU2675420C2 |
| ЗАТРАТОЭФФЕКТИВНАЯ ГОЛОВКА ДЛЯ ПЛАЗМЕННО-ДУГОВОЙ ГОРЕЛКИ | 2015 |
|
RU2693233C2 |
| ОХЛАЖДАЮЩИЕ СОПЛА ДЛЯ ПЛАЗМЕННОЙ ГОРЕЛКИ И СОПУСТВУЮЩИЕ СИСТЕМЫ И СПОСОБЫ | 2016 |
|
RU2719381C2 |
| РАЗЪЕМ ДЛЯ СИСТЕМЫ ПЛАЗМЕННО-ДУГОВОЙ ГОРЕЛКИ | 2019 |
|
RU2800144C2 |
| КАРТРИДЖ ДЛЯ ПЛАЗМЕННОЙ ГОРЕЛКИ С ЖИДКОСТНЫМ ОХЛАЖДЕНИЕМ | 2016 |
|
RU2769402C2 |
| УСОВЕРШЕНСТВОВАННЫЕ СИСТЕМЫ ДЛЯ ПЛАЗМЕННО-ДУГОВОЙ РЕЗКИ, РАСХОДНЫЕ КОМПОНЕНТЫ И СПОСОБЫ РАБОТЫ | 2016 |
|
RU2677638C2 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ СИСТЕМЫ ГОРЕЛКИ | 2014 |
|
RU2637040C2 |
| РЕНТАБЕЛЬНЫЙ КАРТРИДЖ ДЛЯ ПЛАЗМЕННО-ДУГОВОЙ ГОРЕЛКИ | 2016 |
|
RU2710818C2 |
Изобретение относится к способу применения трубки для охладителя в плазменной горелке с жидкостным охлаждением. Способ включает установку трубки для охладителя и первого электрода в плазменную горелку, а также воздействие при помощи первого потока охладителя на поверхность для воздействия, имеющуюся на трубке для охладителя, для смещения этой трубки относительно первого электрода. Воздействие при помощи первого потока охладителя задает первое осевое расстояние между уплотнительным кольцом трубки для охладителя и ближним концом первого электрода. Способ дополнительно включает удаление первого электрода из плазменной горелки и установку второго электрода в горелку, а также смещающее воздействие при помощи второго потока охладителя на поверхность для воздействия на трубке для охладителя относительно второго электрода, так что трубка для охладителя перемещается в направлении вдоль продольной оси для контакта со вторым электродом. Воздействие при помощи второго потока охладителя задает второе осевое расстояние между уплотнительным кольцом трубки для охладителя и ближним концом второго электрода. Разница между первым расстоянием и вторым расстоянием составляет по меньшей мере приблизительно 0,25 дюйма. Техническим результатом является совместимость трубки для жидкого охладителя с расходными компонентами (например, электродами) для разных процессов, что позволяет снизить сложность установки и удаления компонентов горелки. 2 н. и 21 з.п. ф-лы, 5 ил.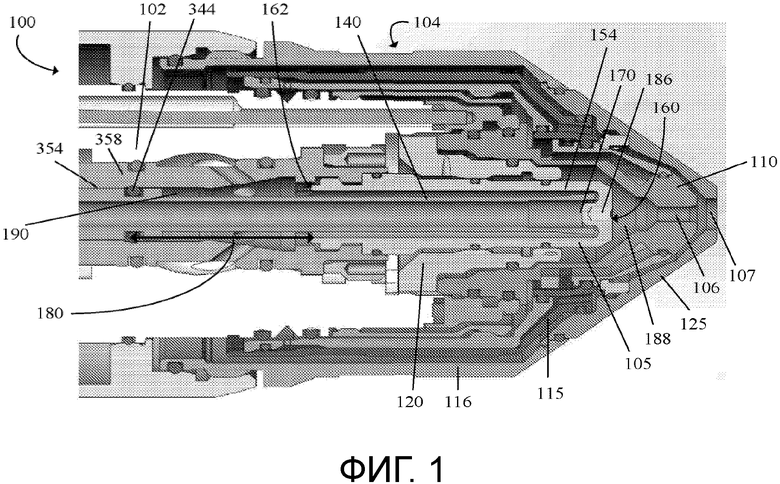
1. Способ применения трубки для охладителя в плазменной горелке с жидкостным охлаждением, причем трубка для охладителя содержит по существу полое вытянутое тело, имеющее ближний конец, дальний конец и проходящую через них продольную ось, причем способ содержит следующие этапы:
устанавливают трубку для охладителя, имеющую уплотнительное кольцо на ее ближнем конце, в плазменную горелку;
устанавливают первый электрод в плазменную горелку с расположением дальнего конца трубки для охладителя во внутренней полости первого электрода;
подают первый поток охладителя в плазменную горелку через полое тело трубки для охладителя;
оказывают смещающее воздействие при помощи первого потока охладителя на поверхность для воздействия на трубке для охладителя относительно первого электрода, так что трубка для охладителя перемещается в осевом направлении вдоль продольной оси для контакта с первым электродом, причем воздействие при помощи первого потока охладителя задает первое расстояние в осевом направлении между уплотнительным кольцом трубки для охладителя и ближним концом первого электрода;
удаляют первый электрод из плазменной горелки;
устанавливают второй электрод в плазменную горелку с расположением дальнего конца трубки для охладителя во внутренней полости второго электрода;
подают второй поток охладителя в плазменную горелку через полое тело трубки для охладителя; и
оказывают смещающее воздействие при помощи второго потока охладителя на поверхность для воздействия на трубке для охладителя относительно второго электрода, так что трубка для охладителя перемещается в осевом направлении вдоль продольной оси для контакта со вторым электродом, причем воздействие при помощи второго потока охладителя задает второе расстояние в осевом направлении между уплотнительным кольцом трубки для охладителя и ближним концом второго электрода,
причем разница между первым расстоянием и вторым расстоянием составляет по меньшей мере приблизительно 0,25 дюйма.
2. Способ по п.1, в котором первый электрод имеет первую длину вдоль продольной оси, а второй электрод имеет вторую длину вдоль продольной оси, причем первая длина меньше второй длины.
3. Способ по п.2, в котором первое расстояние больше второго расстояния на приблизительно 0,25 дюйма или более.
4. Способ по п.1, в котором первый электрод имеет первую длину вдоль продольной оси, а второй электрод имеет вторую длину вдоль продольной оси, причем первая длина больше второй длины.
5. Способ по п.4, в котором первое расстояние меньше второго расстояния на приблизительно 0,25 дюйма или более.
6. Способ по п.1, в котором разница между первым расстоянием и вторым расстоянием составляет приблизительно 0,37 дюйма.
7. Способ по п.2, дополнительно содержащий этап, на котором плазменную горелку с первым электродом задействуют при электрическом токе приблизительно 300 А.
8. Способ по п.2, дополнительно содержащий этап, на котором плазменную горелку со вторым электродом задействуют при электрическом токе приблизительно 80 А.
9. Способ по п.1, в котором трубка для охладителя дополнительно имеет поверхность радиального выравнивания на ее ближнем конце.
10. Способ по п.9, в котором протяженность поверхности радиального выравнивания вдоль продольной оси составляет по меньшей мере 0,25 дюйма.
11. Способ по п.10, в котором протяженность поверхности радиального выравнивания вдоль продольной оси составляет приблизительно 0,4 дюйма.
12. Способ по п.10, в котором протяженность поверхности радиального выравнивания вдоль продольной оси составляет приблизительно 0,5 дюйма.
13. Способ по п.9, в котором протяженность поверхности радиального выравнивания вдоль продольной оси больше первого расстояния или второго расстояния.
14. Способ по п.1, дополнительно содержащий этап, на котором одну или более ножек выравнивания на дальнем конце трубки для охладителя приводят в контакт с внутренней поверхностью в полости первого или второго электрода во время смещающего воздействия.
15. Способ по п.14, в котором каждая ножка выравнивания трубки для охладителя имеет длину вдоль продольной оси, которая составляет приблизительно 0,03 дюйма.
16. Универсальная трубка для охладителя для плазменной горелки с жидкостным охлаждением, которая содержит:
по существу полое вытянутое тело, имеющее ближний конец, дальний конец и проходящую через них продольную ось, причем тело трубки для охладителя выполнено с возможностью обеспечения протекания потока охладителя в электрод плазменной горелки;
область раструба на дальнем конце трубки для охладителя;
множество ножек на дальнем конце области раструба, выполненных с возможностью физического контакта с внутренней поверхностью электрода;
уплотнительное кольцо на ближнем конце трубки для охладителя; и
часть с увеличенным радиальным размером, которая расположена между ближним концом трубки для охладителя и уплотнительным кольцом и выполнена с возможностью смещающего воздействия на нее в осевом направлении к электроду, причем часть с увеличенным радиальным размером имеет поверхность радиального выравнивания, протяженность которой вдоль продольной оси составляет по меньшей мере приблизительно 0,25 дюйма.
17. Универсальная трубка для охладителя по п.16, в которой протяженность поверхности радиального выравнивания составляет приблизительно 0,4 дюйма.
18. Универсальная трубка для охладителя по п.16, в которой протяженность поверхности радиального выравнивания составляет приблизительно 0,5 дюйма.
19. Универсальная трубка для охладителя по п.16, в которой длина каждой из множества ножек вдоль продольной оси составляет приблизительно 0,03 дюйма.
20. Универсальная трубка для охладителя по п.16, в которой часть с увеличенным радиальным размером выполнена с возможностью смещающего воздействия путем изменения осевого расстояния в зависимости от длины электрода, причем осевое расстояние измеряют между уплотнительным кольцом и ближним концом электрода.
21. Универсальная трубка для охладителя по п.20, в которой осевое расстояние больше для электрода, имеющего меньшую длину.
22. Универсальная трубка для охладителя по п.16, при применении которой плазменную горелку задействуют при электрическом токе приблизительно 80 А.
23. Универсальная трубка для охладителя по п.16, при применении которой плазменную горелку задействуют при электрическом токе приблизительно 300 А.
| US 2012055906 A1, 08.03.2012 | |||
| US 5977510 A, 02.11.1999 | |||
| US 2008217305 A1, 11.09.2008 | |||
| СОПЛО ПЛАЗМЕННОЙ ГОРЕЛКИ (ВАРИАНТЫ) | 1998 |
|
RU2177677C2 |

